Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Materials
2.2. Suspension Preparation
2.3. Characterizations
2.4. Fabrication of 3D Parts
3. Results and Discussion
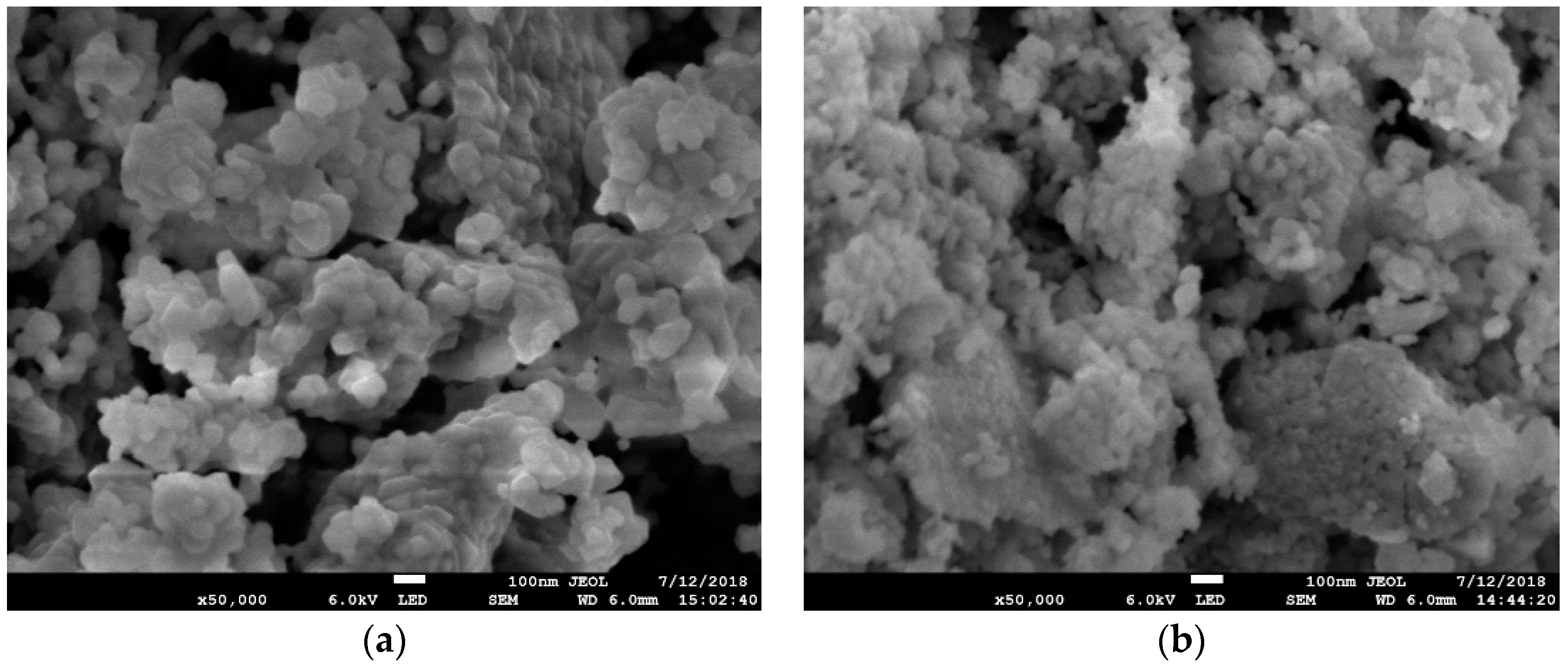
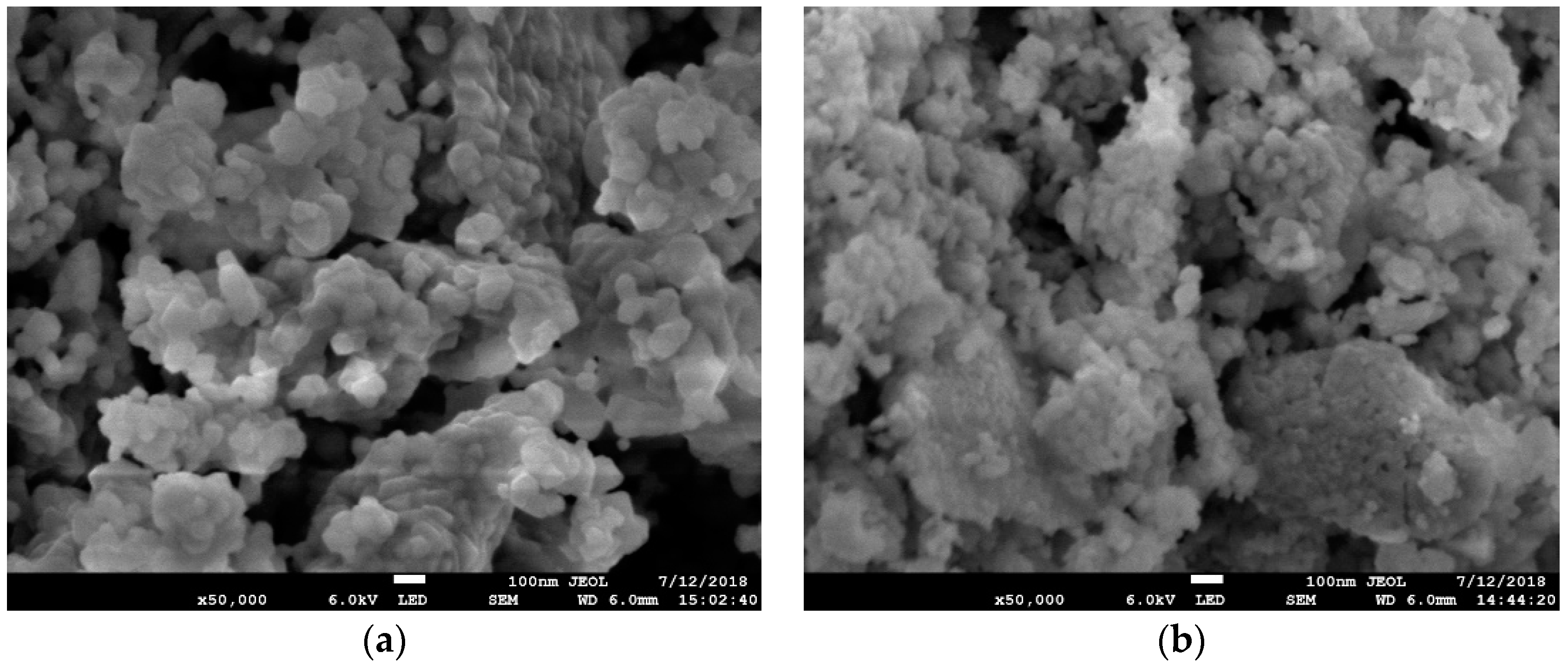
3.1. Powder Characteristics
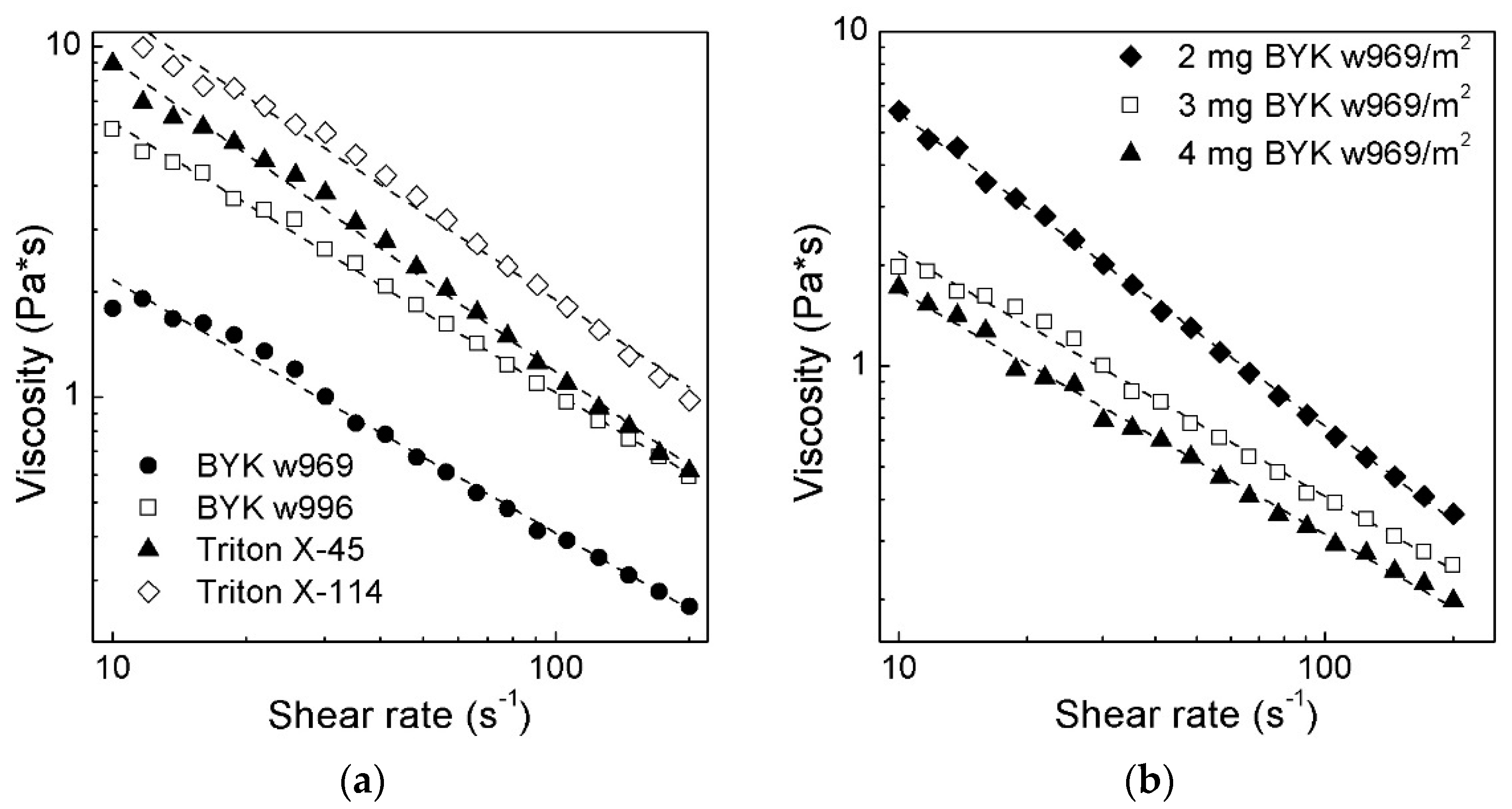
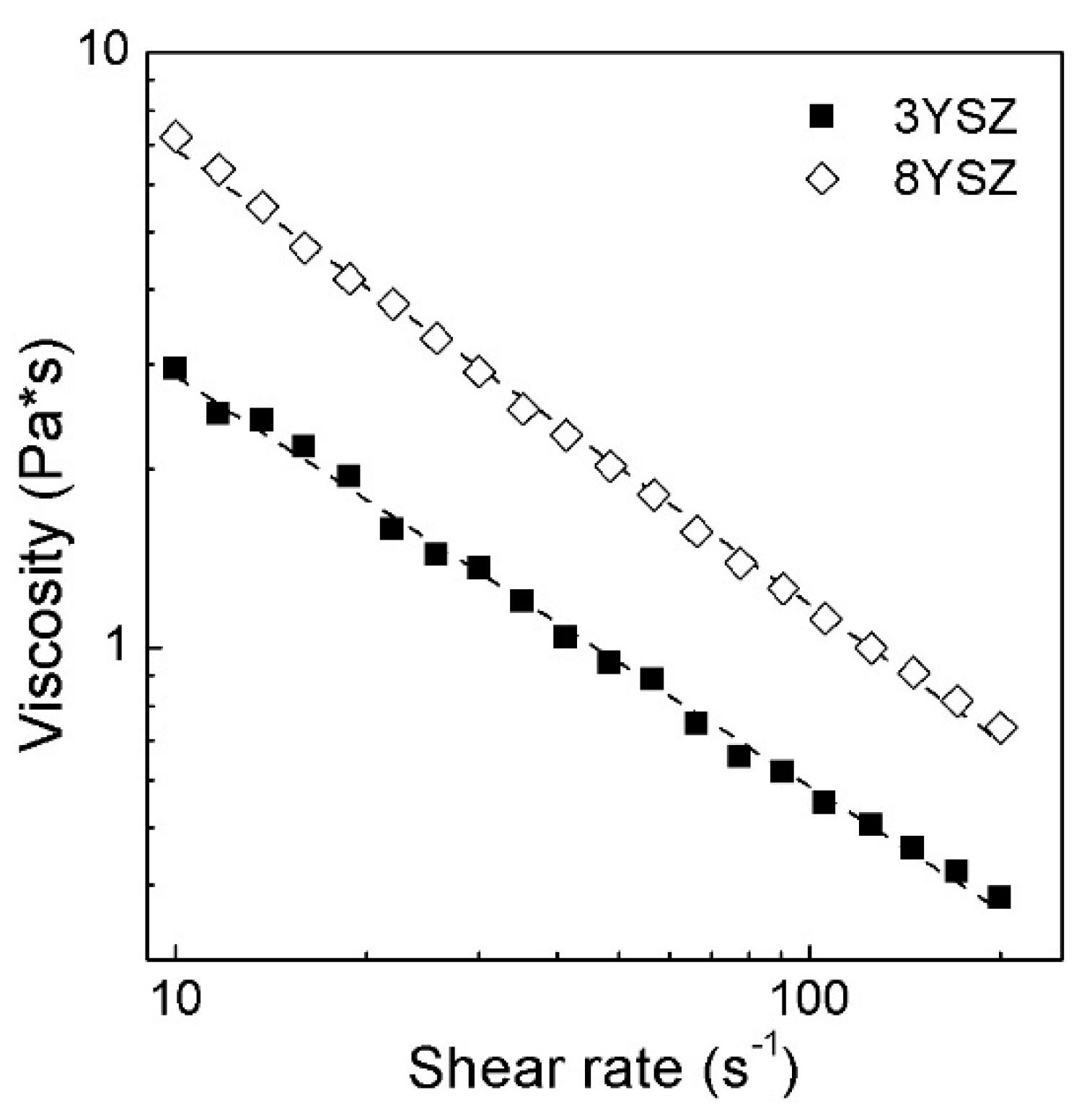
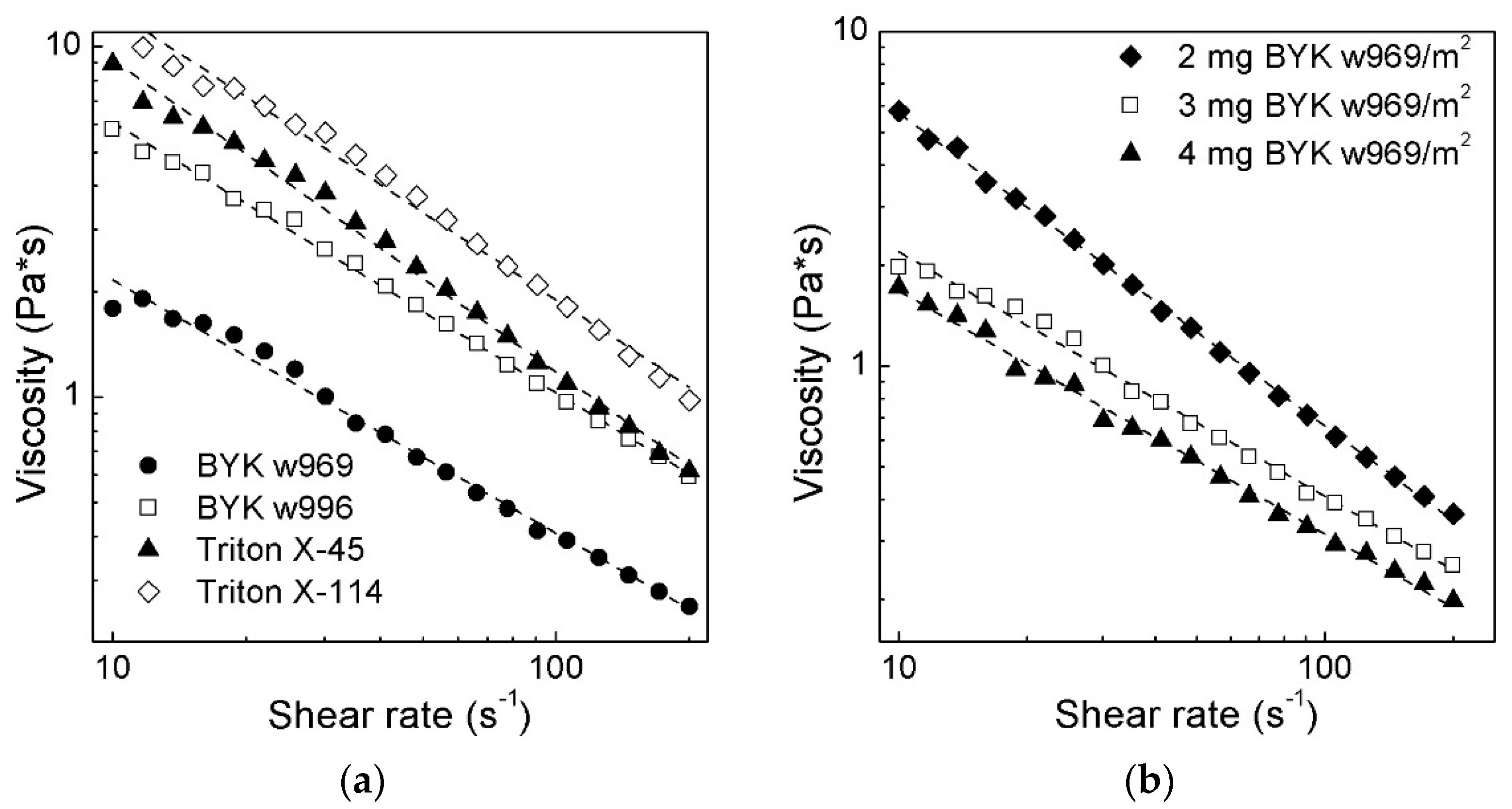
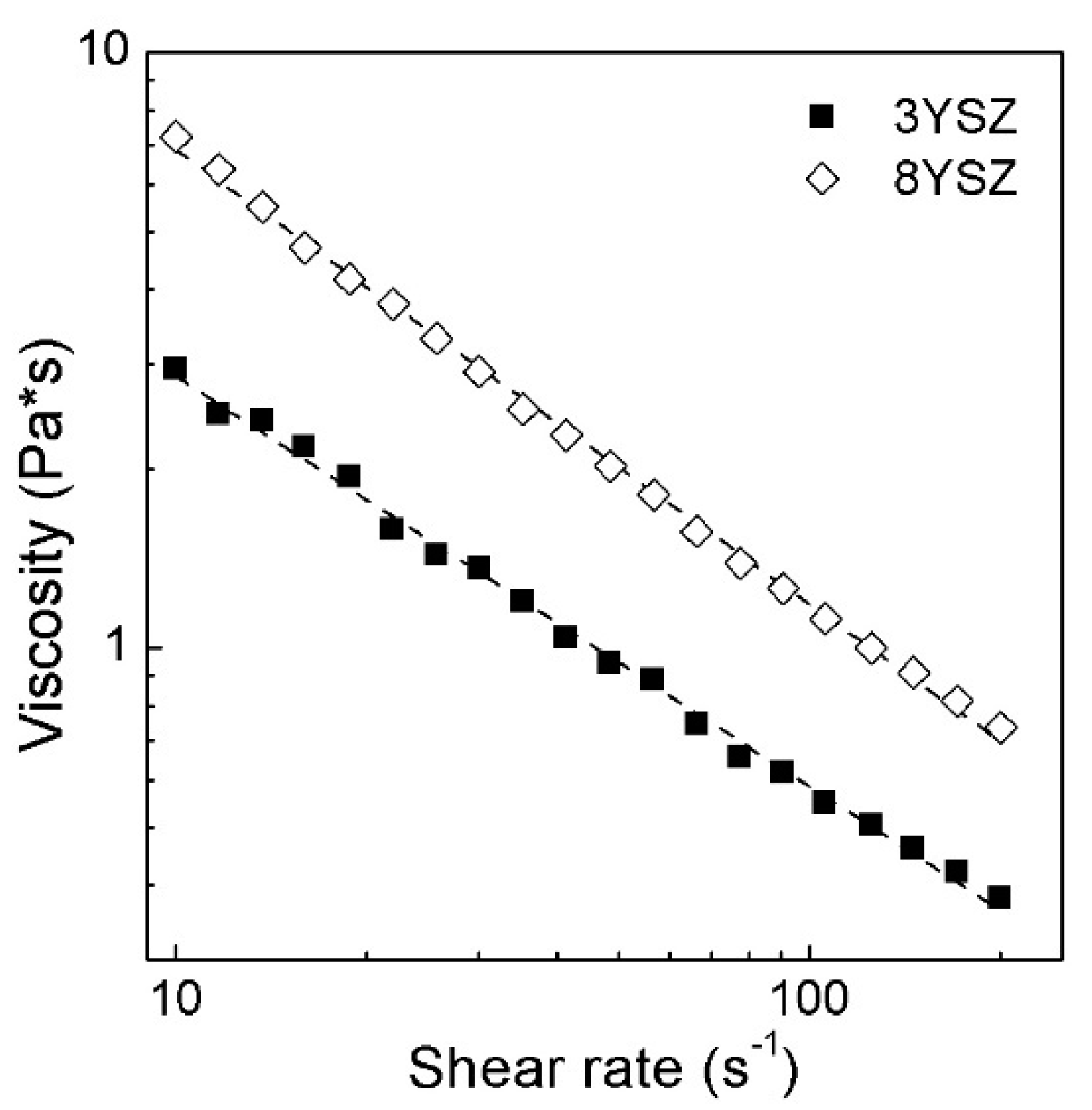
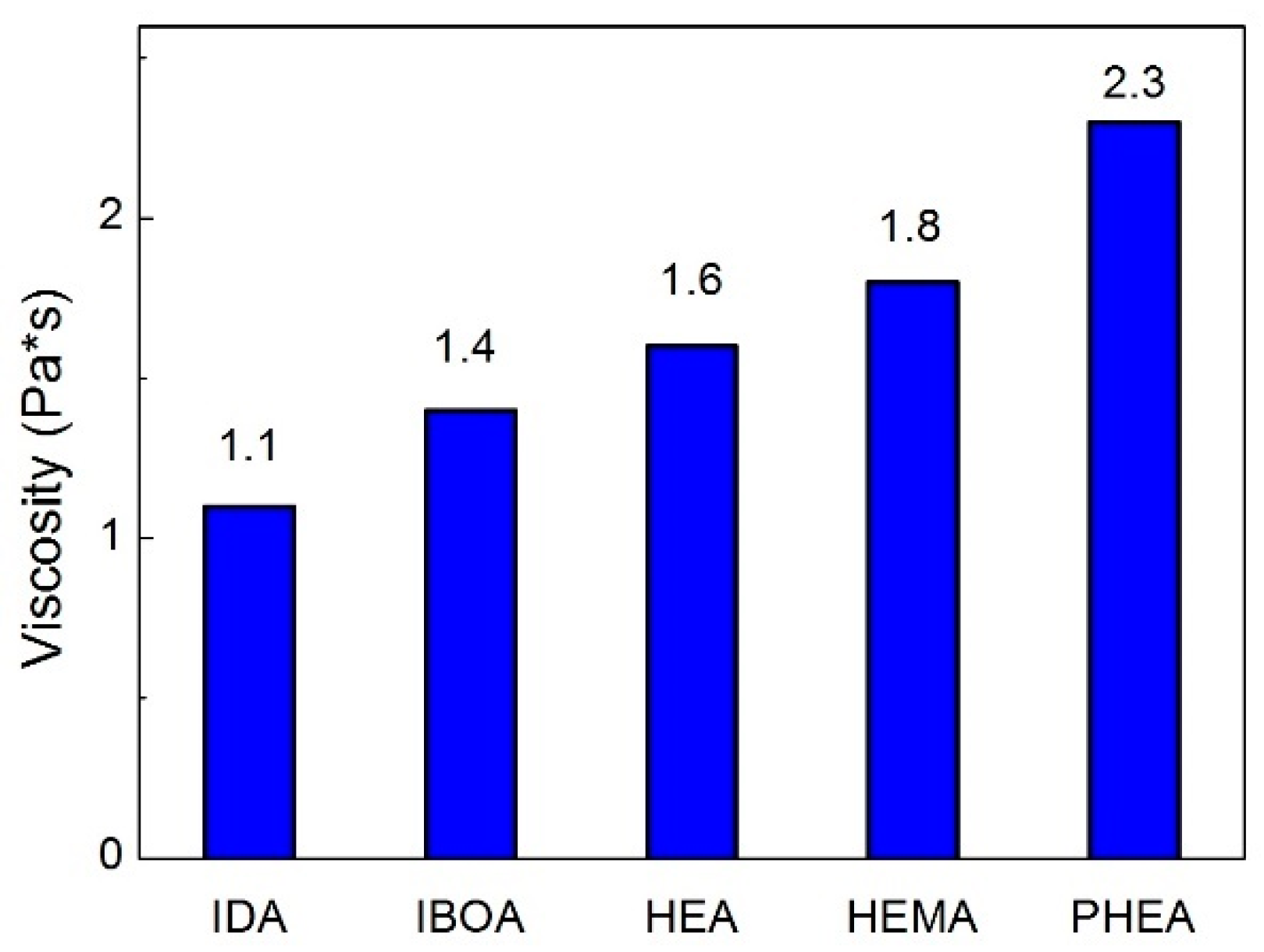
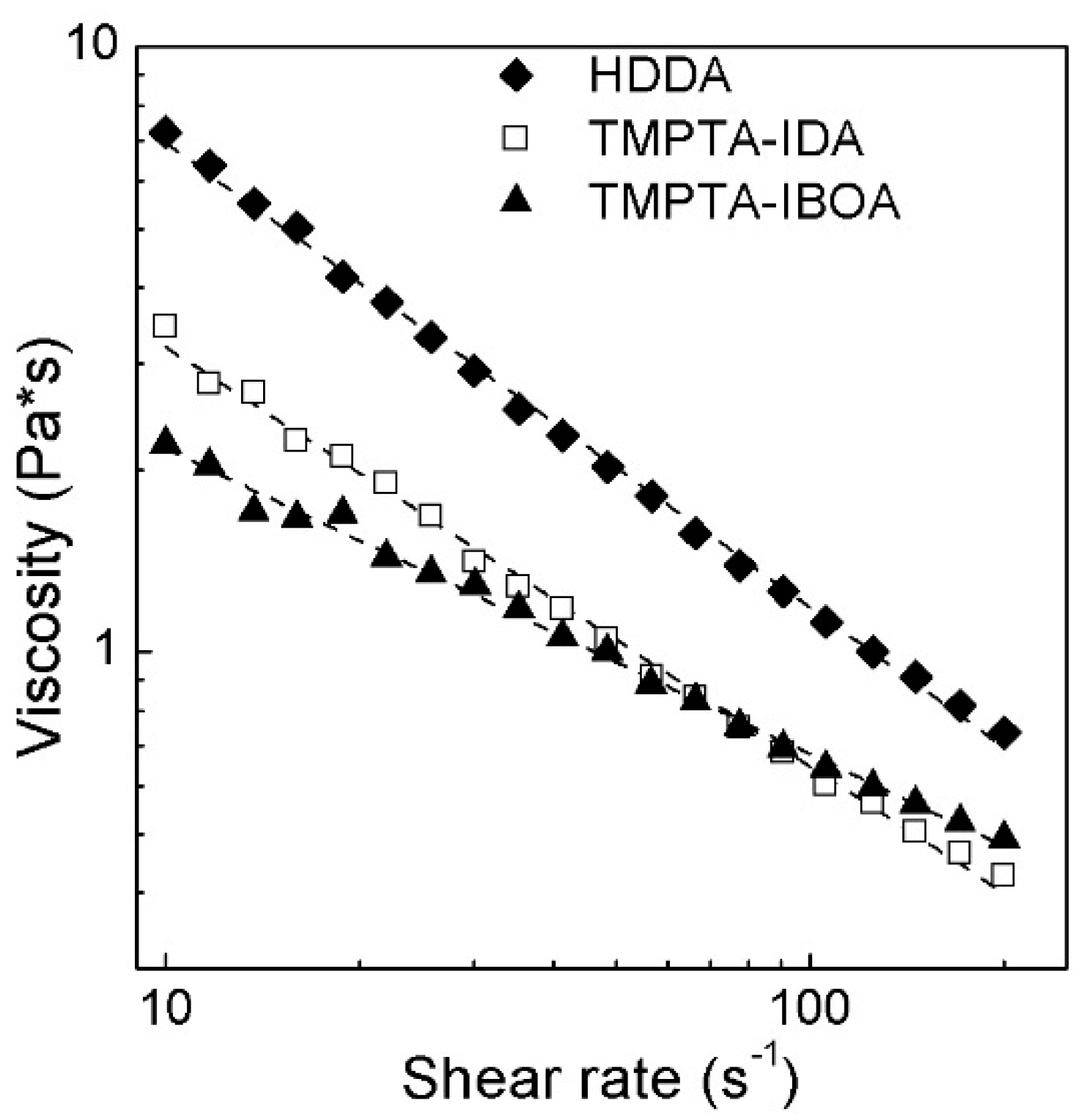
3.2. Rheological Behavior of YSZ Suspensions
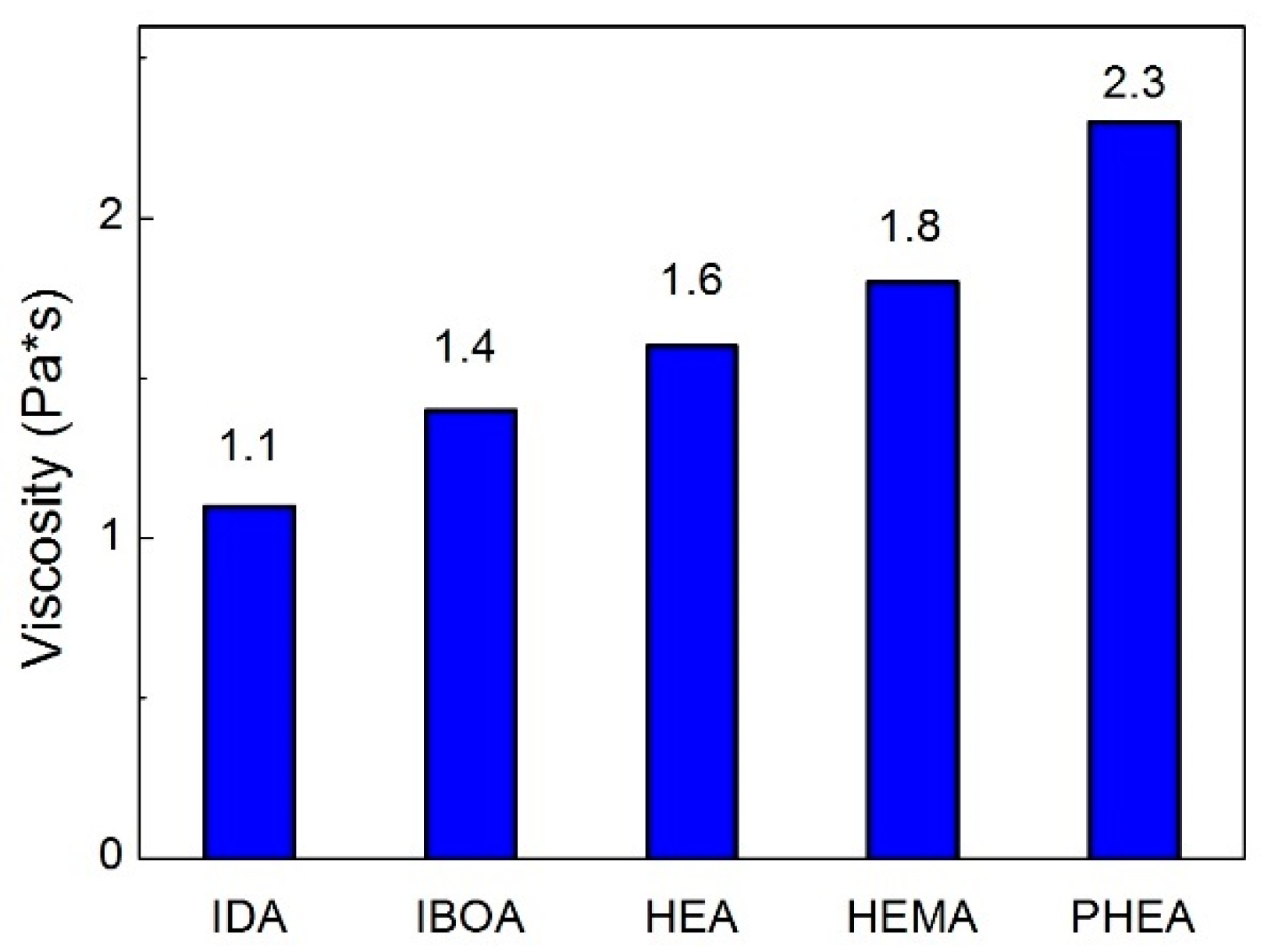
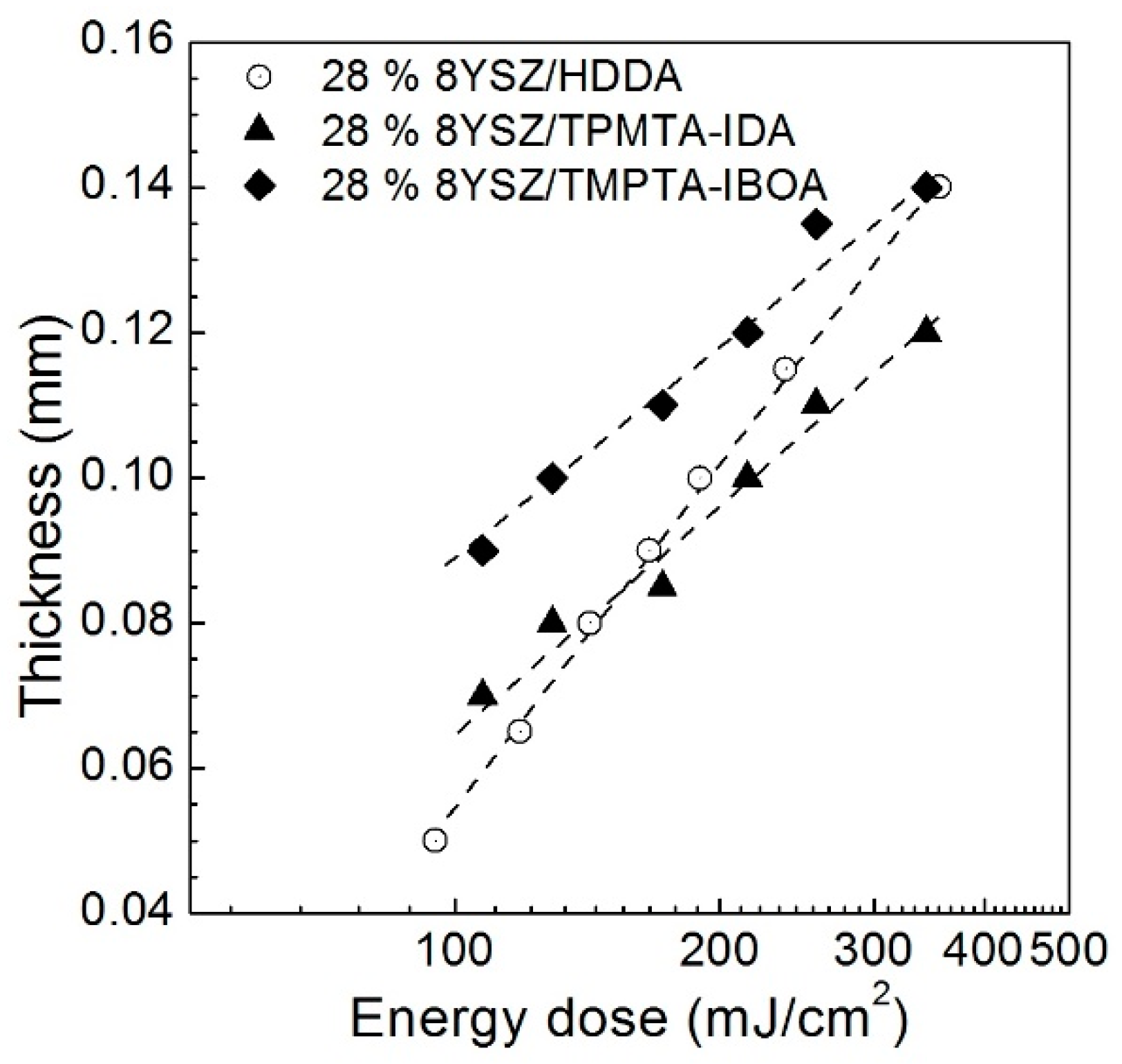
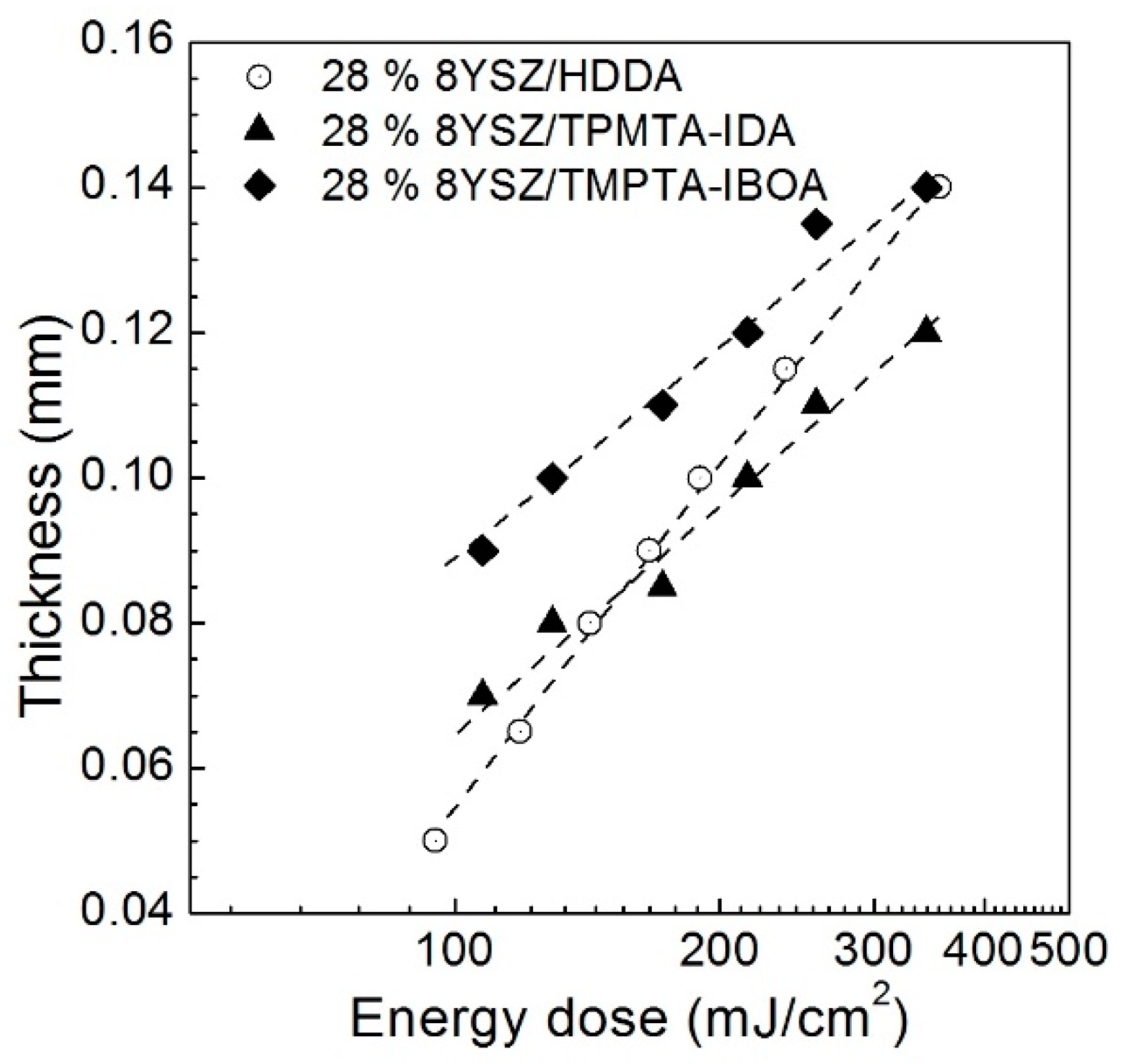
3.3. Curing Behavior YSZ Suspensions with Different Monomers
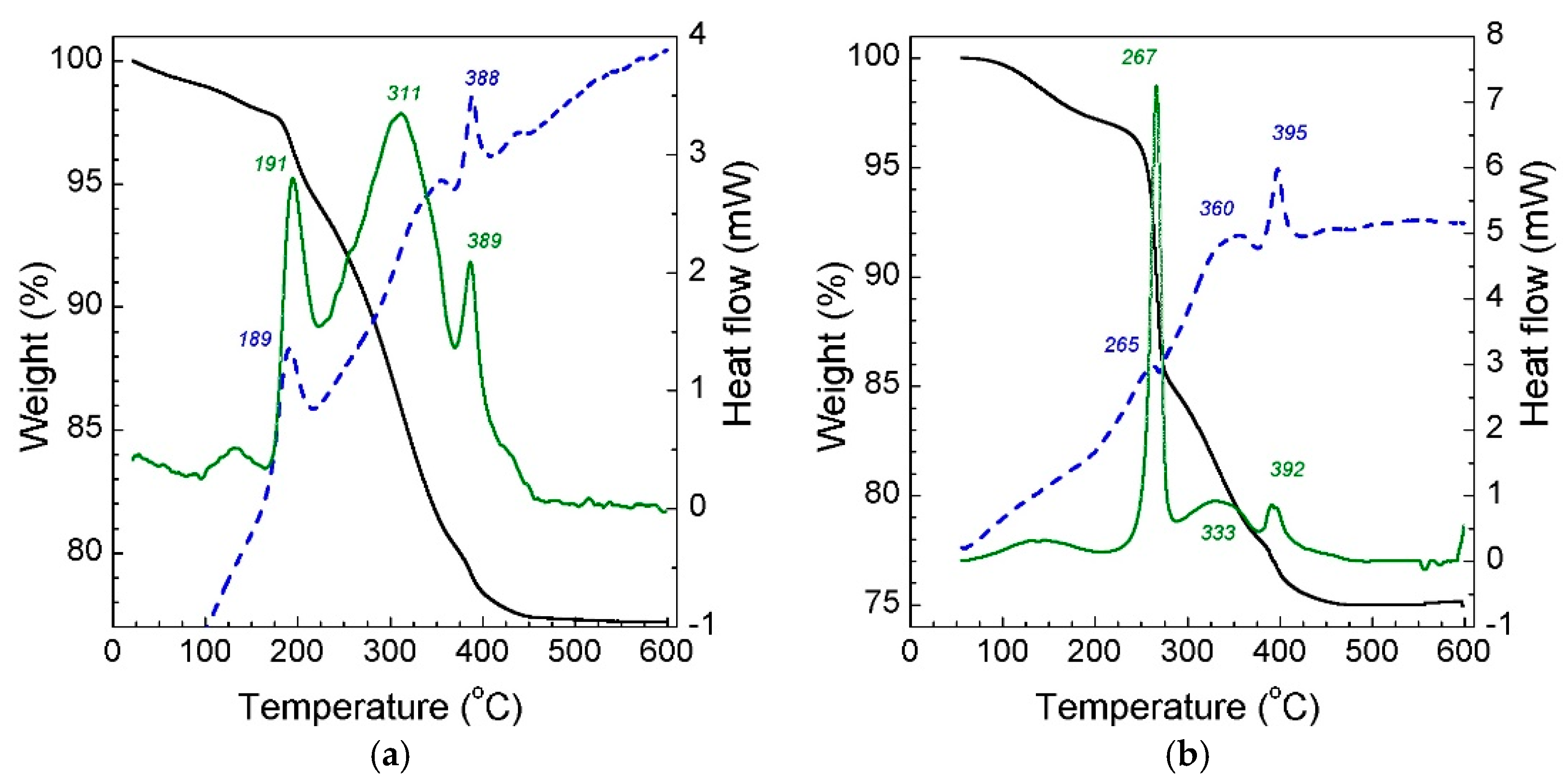
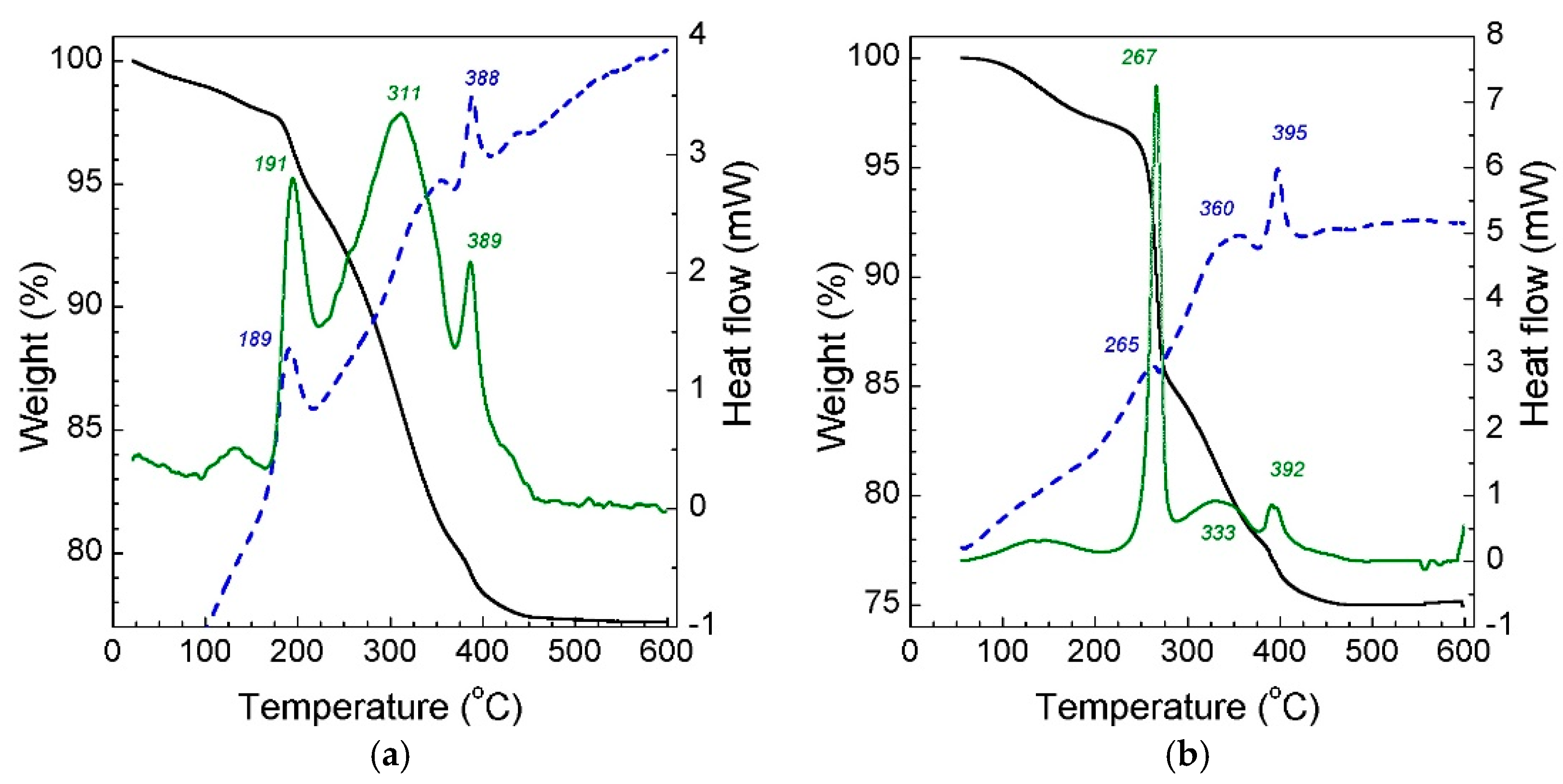
3.4. Thermal Debinding
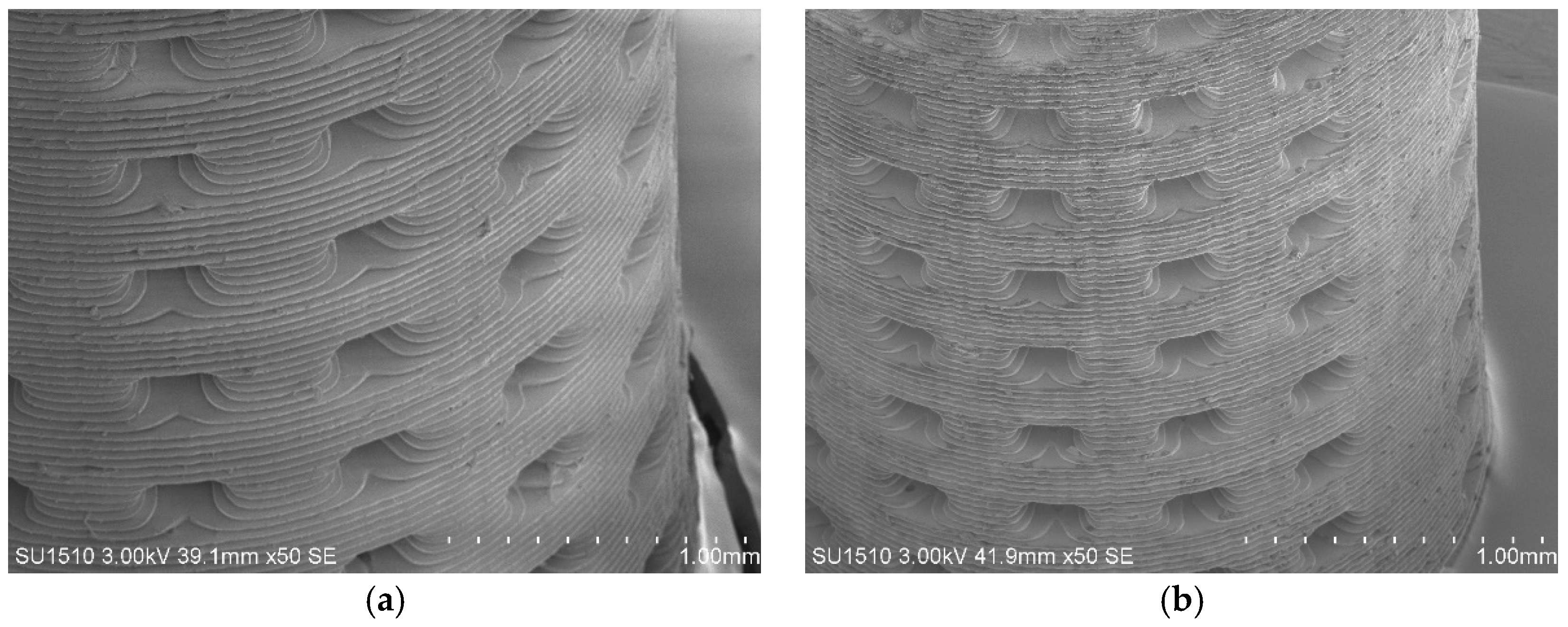
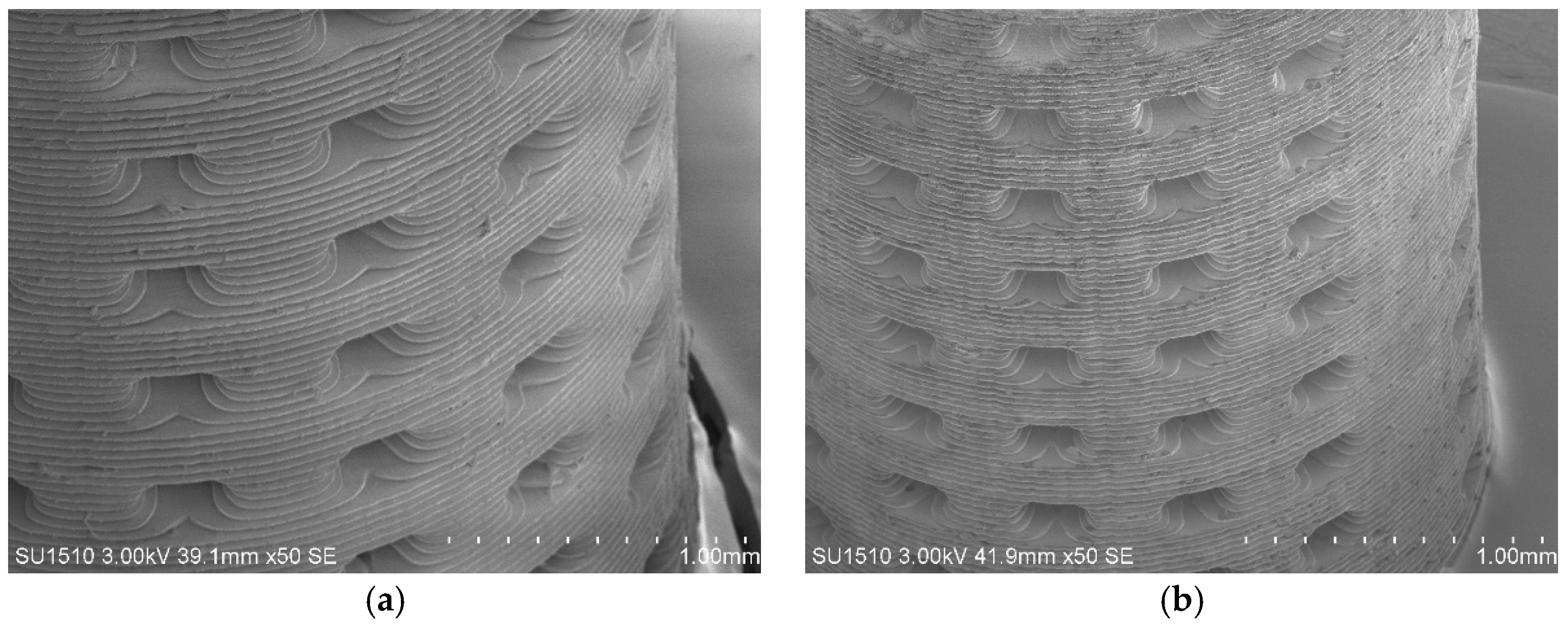
3.5. Formation of 3D Objects
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Halloran, J.W. Ceramic stereolithography: Additive manufacturing for ceramics by photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–46. [Google Scholar] [CrossRef]
- Deckers, J.; Vleugels, J.; Kruth, J.-P. Additive manufacturing of ceramics: A review. J. Sci. Ceram. Tech. 2015, 5, 245–260. [Google Scholar] [CrossRef]
- Travinsky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive manufacturing of ceramic based materials. Adv. Eng. Mat. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: issues, potentialities, and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Lee, J.-B.; Maeng, F.-E.; Koh, Y.-H.; Kim, H.-E. Porous calcium phosphate ceramic scaffolds with tailored pore orientations and mechanical properties using lithography-based ceramic 3D printing technique. Materials 2018, 11, 1711. [Google Scholar] [CrossRef] [PubMed]
- Dosovitskiy, G.A.; Karpyuk, P.V.; Evdokimov, P.V.; Kuznetsova, D.E.; Mechinsky, V.A.; Borisevich, A.E.; Fedorov, A.A.; Putlyaev, V.I.; Dosovitskiy, A.E.; Korjik, M.V. First 3D-printed complex inorganic polycrystalline scintillator. Cryst. Eng. Comm. 2017, 19, 4260–4264. [Google Scholar] [CrossRef]
- Schmidt, J.; Elsayed, H.; Bernardo, E.; Colombo, P. Digital light processing wollastonite-diopside glass-ceramic complex structures. J. Eur. Ceram. Soc. 2018, 38, 4580–4584. [Google Scholar] [CrossRef]
- Schwentenwein, M.; Homa, J. Additive manufacturing of dense alumina ceramics. Int. J. Appl. Ceram. Technol. 2015, 12, 1–7. [Google Scholar] [CrossRef]
- Zanchetta, E.; Cattaldo, M.; Franchin, G.; Schwentenwein, M.; Homa, J.; Brusatin, G.; Colombo, P. Stereolithography of SiOC ceramic microcomponents. Adv. Mater. 2016, 28, 370–376. [Google Scholar] [CrossRef] [PubMed]
- Woodward, D.I.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A.; Leigh, S.J. Additively manufactured piezoelectric devices. Phys. Status Solidi A. 2015, 212, 2107–2113. [Google Scholar] [CrossRef]
- Hinczewski, C.; Corbel, S.; Chartier, T. Stereolithography for the fabrication of the three-dimensional ceramic parts. Rapid Prototyping J. 1998, 4, 104–111. [Google Scholar] [CrossRef]
- Li, K.; Zhao, Z. The effect of the surfactants on the formulation of UV-curable SLA alumina suspension. Ceram. Int. 2017, 43, 4761–4768. [Google Scholar] [CrossRef]
- Johansson, E.; Lidström, O.; Johansson, J.; Lyckfeldt, O.; Adolfsson, E. Influence of resin composition on the defect formation in alumina manufacture by stereolithography. Materials. 2017, 10, 138. [Google Scholar] [CrossRef] [PubMed]
- Chartier, T.; Chaput, C.; Doreau, F.; Loiseau, M. Stereolithography of structural complex ceramic parts. J. Mater. Sci. 2002, 37, 3134–3147. [Google Scholar] [CrossRef]
- Masciandaro, S.; Torrel, M.; Leone, P.; Tarancon, A. Three-dimensional printed yttria-stabilized zirconia self-supported electrolytes for solid oxide fuel cell applications. J. Eur. Ceram. Soc. 2019, 39, 9–16. [Google Scholar] [CrossRef]
- Lian, Q.; Sui, W.; Wu, X.; Yang, F.; Yang, S. Additive manufacturing of ZrO2 ceramic dental bridges by stereolithography. Rapid Prototyping J. 2018, 24, 114–119. [Google Scholar] [CrossRef]
- Mitteramskogler, G.; Gmeiner, R.; Felzmann, R.; Gruber, S.; Hofstetter, C.; Stampfl, J.; Ebert, J.; Wachter, W.; Laubersheimer, J. Light curing strategies for lithography-based additive manufacturing of customized ceramics. Additive Manufacturing. 2014, 1, 110–118. [Google Scholar] [CrossRef]
- Homa, J.; Schwentenwein, M. A novel additive manufacturing technology for high-performance ceramics. In Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials. A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- He, R.; Liu, W.; Wu, Z.; An, D.; Huang, M.; Wu, H.; Jiang, Q.; Ji, X.; Wu, S.; Xie, Z. Fabrication of complex-shaped zirconia ceramic parts via a DLP stereolithography- based 3D printing method. Ceram. Int. 2018, 44, 3412–3416. [Google Scholar] [CrossRef]
- Adzima, B. The Ember Printer: An Open Platform for Software, Hardware, and Materials Development. In Proceedings of the 2015 uv.ev WEST Conference, Redondo Beach, CA, USA, 10–11 March 2015. [Google Scholar]
- Sokolov, P.S.; Karpyuk, P.V.; Dosovitsky, G.A.; Volkov, P.A.; Lyskov, N.V.; Slyusar, I.V.; Dosovitsky, A.E. Stabilized zirconia-based nanostructured powders for solid-oxide fuel cells. Russ. J. Electrochem. 2018, 54, 464–470. [Google Scholar] [CrossRef]
- Adake, C.; Bhargava, R.; Gandhi, P. Effect of surfactant on dispersion of alumina in photopolymerizable monomers and their UV curing behavior for microstereolithography. Ceram. Int. 2015, 41, 5301–5308. [Google Scholar] [CrossRef]
- Zhang, S.; Sha, N.; Zhao, Z. Surface modification of α-Al2O3 with dicarboxylic acids for the preparation of UV curable ceramic suspension. J. Eur. Ceram. Soc. 2016, 37, 1607–1616. [Google Scholar] [CrossRef]
- Goswami, A.; Ankit, K.; Balashanmugam, N.; Umarji, A.M.; Madras, G. Optimization of rheological properties of photopolymerizable alumina suspensions for ceramic microstereolithography. Ceram. Int. 2014, 40, 3655–3665. [Google Scholar] [CrossRef]
- Wozniak, M.; Graule, T.; Hazan, Y.; Kata, D.; Lis, J. Highly loaded UV curable nanosilica dispersions for rapid prototyping applications. J. Eur. Ceram. Soc. 2009, 29, 2259–2265. [Google Scholar] [CrossRef]
- Putlyaev, V.I.; Evdokimov, P.V.; Safronova, T.V.; Klimashina, E.S.; Orlov, N.K. Fabrication of osteoconductive Ca3−xM2x(PO4)2 (M = Na, K) calcium phosphate bioceramics by stereolithographic 3D printing. Inorg. Mater. 2017, 53, 529–535. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Monomer | Molar Mass (g/mol) | Density (g/cm3) | Viscosity (mPa·s) | Refractive Index (n20/D) |
|---|---|---|---|---|
| HDDA | 226.3 | 1.01 | 9 | 1.456 |
| TMPTA | 296.4 | 1.11 | 130 | 1.474 |
| IBOA | 208.3 | 0.99 | 2 | 1.475 |
| HEA | 116.1 | 1.011 | 8 | 1.445 |
| HEMA | 130.1 | 1.073 | 11 | 1.453 |
| PHEA | 192.2 | 1.104 | 10 | 1.518 |
| IDA | 212.3 | 0.875 | 5 | 1.442 |
| Filler | BET (m2/g) | d50 (µm) | Tapped Density (g/cm3) | Refractive Index (n20/D) |
|---|---|---|---|---|
| 3YSZ | 6.5 | 1 | 1.8 | 2.2 |
| 8YSZ | 12 | 1 | 1.5 | 2.2 |
| Monomer | Dp (µm) | Ec (mJ/cm2) | R2 |
|---|---|---|---|
| HDDA | 68(2) | 45(4) | 0.998 |
| IBOA-TMPTA | 44(2) | 14(3) | 0.978 |
| IDA-TMPTA | 43(2) | 21(3) | 0.979 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials 2018, 11, 2350. https://doi.org/10.3390/ma11122350
Komissarenko DA, Sokolov PS, Evstigneeva AD, Shmeleva IA, Dosovitsky AE. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials. 2018; 11(12):2350. https://doi.org/10.3390/ma11122350
Chicago/Turabian StyleKomissarenko, Dmitrii A., Petr S. Sokolov, Anastasiya D. Evstigneeva, Irina A. Shmeleva, and Alexey E. Dosovitsky. 2018. "Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts" Materials 11, no. 12: 2350. https://doi.org/10.3390/ma11122350
APA StyleKomissarenko, D. A., Sokolov, P. S., Evstigneeva, A. D., Shmeleva, I. A., & Dosovitsky, A. E. (2018). Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials, 11(12), 2350. https://doi.org/10.3390/ma11122350