Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials



Abstract
1. Introduction
2. Experimental Details
2.1. Materials
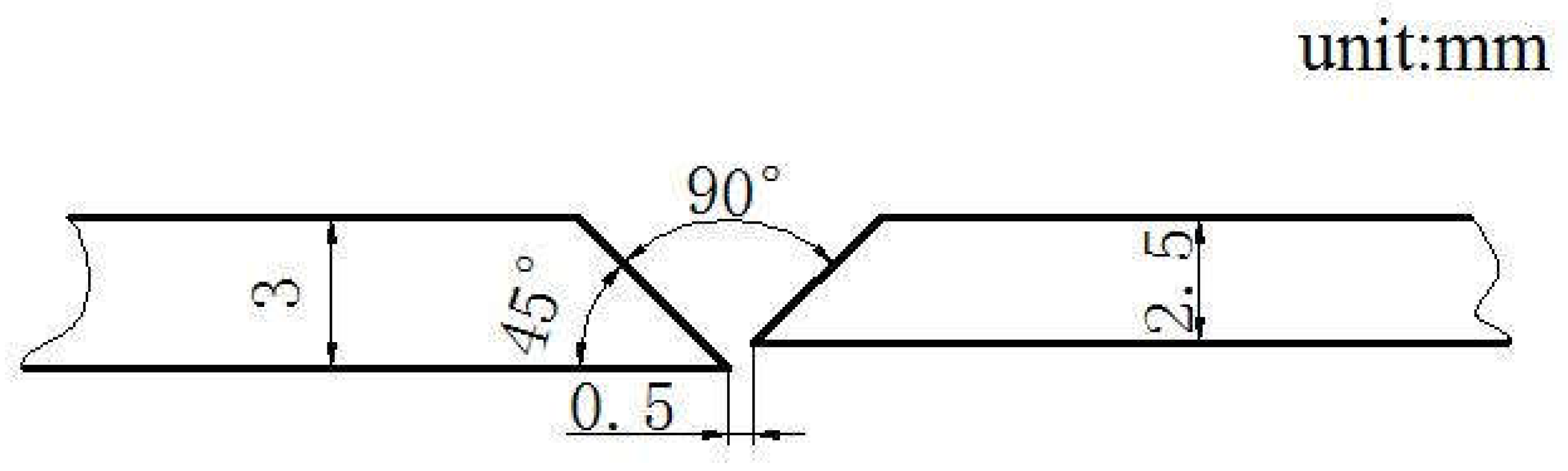
2.2. Welding Process
2.3. Microstructural Evaluation and Defects Test
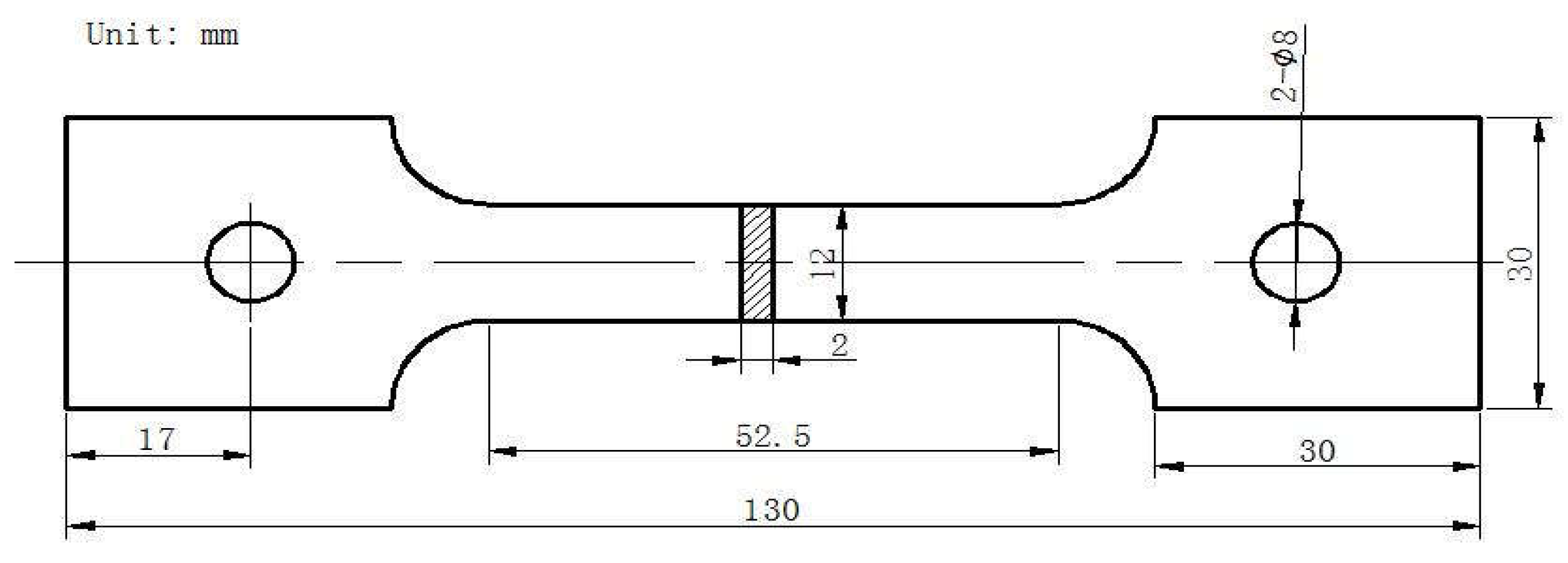
2.4. Mechanical Properties Test
3. Results
3.1. Microstructure of as-Received Materials
3.2. Macrostructure of Dissimilar Joints
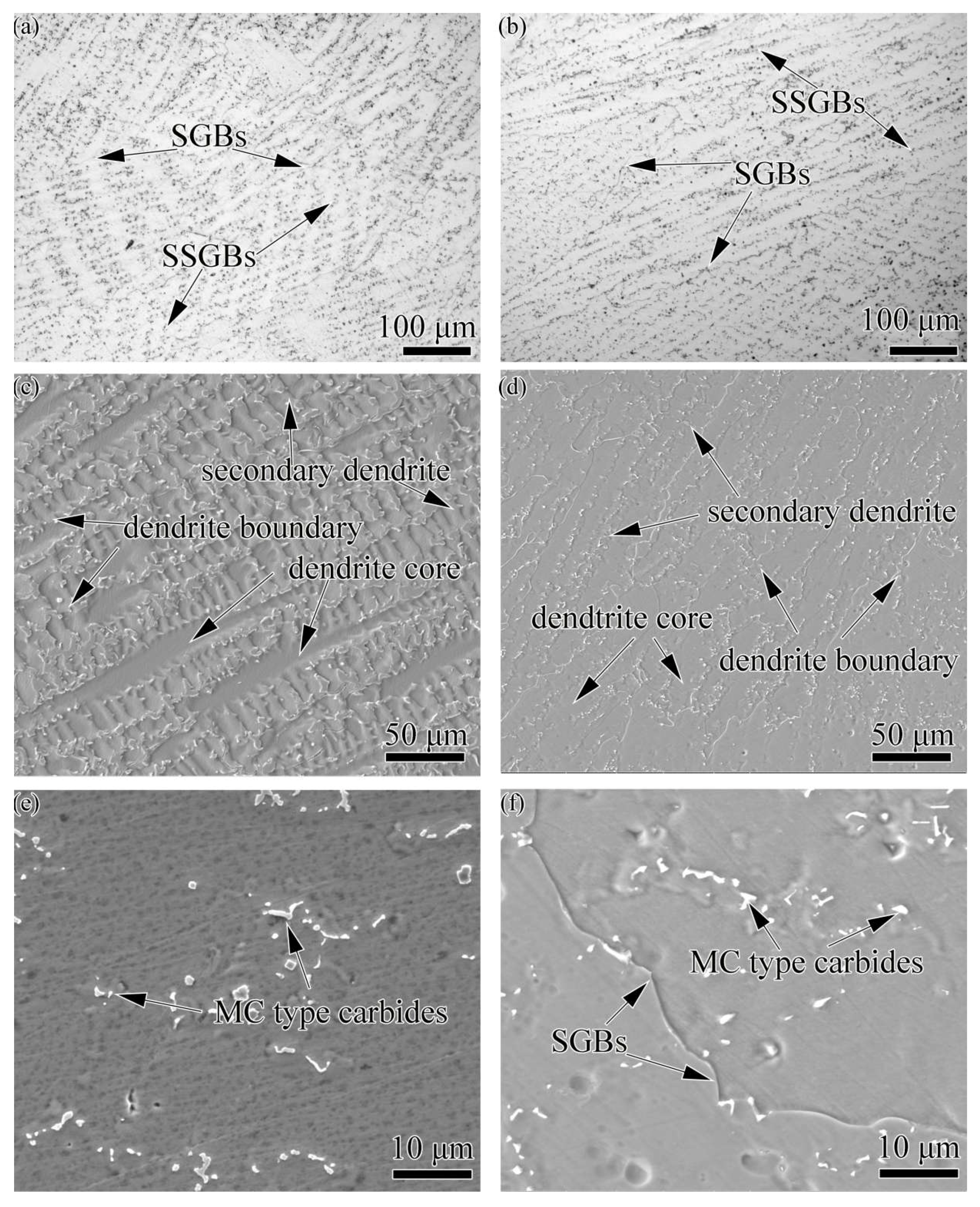
3.3. Microstructure of Fusion Zone
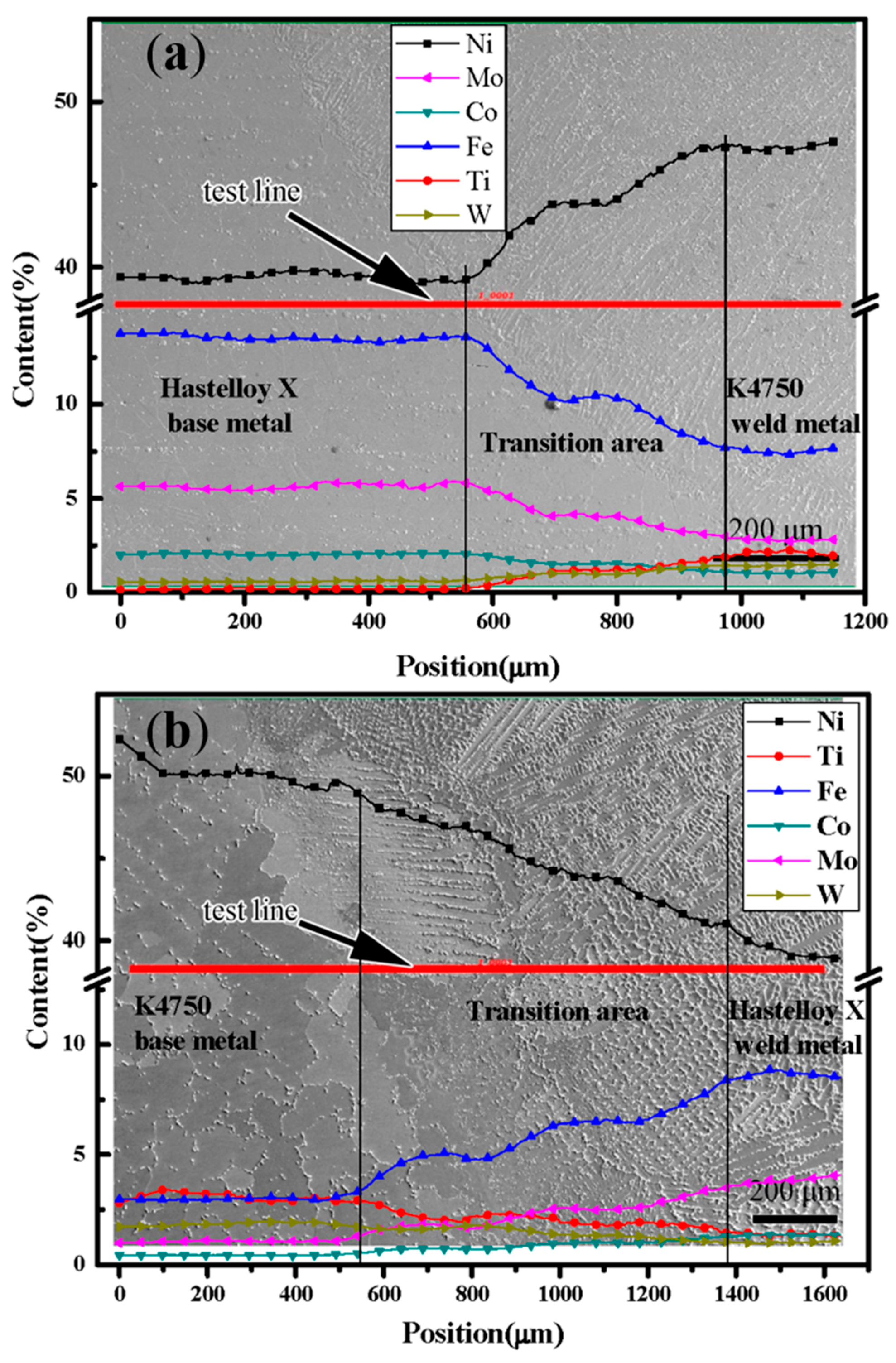
3.4. Elemental Segregation in Different Weld Metals
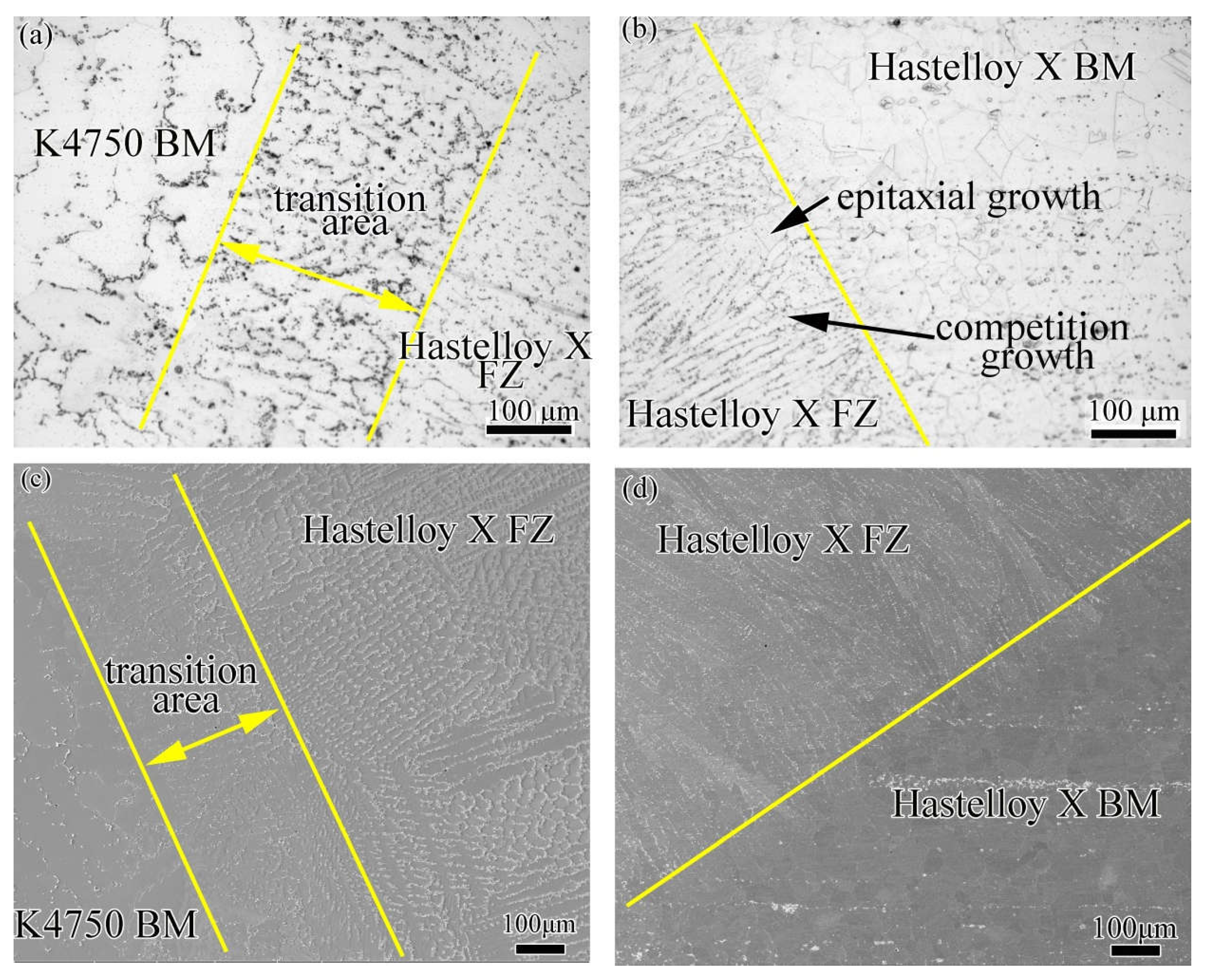
3.5. Interfacial Characteristics
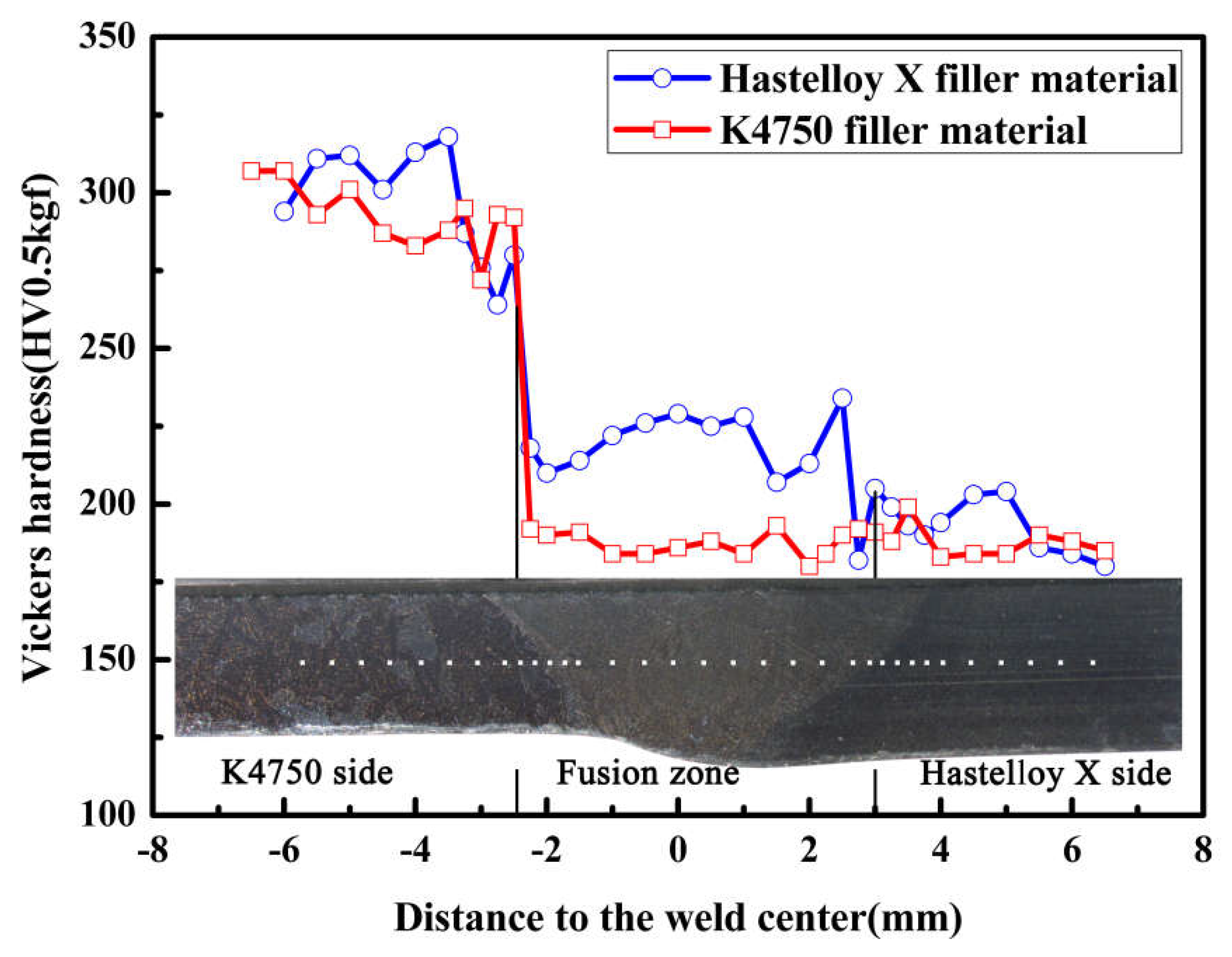
3.6. Microhardness Distribution
3.7. Tensile Properties of Dissimilar Joints
3.8. Morphology of Fractured Surface
4. Discussions
4.1. Microstructural Evaluation and Phase Transformation
4.2. Segregation Behavior
4.3. Interfacial Microstructures
4.4. Mechanical Properties
5. Conclusions
- Sound dissimilar joints between a new cast superalloy K4750 and Hastelloy X could be obtained by GTAW process using K4750 and Hastelloy X filler materials.
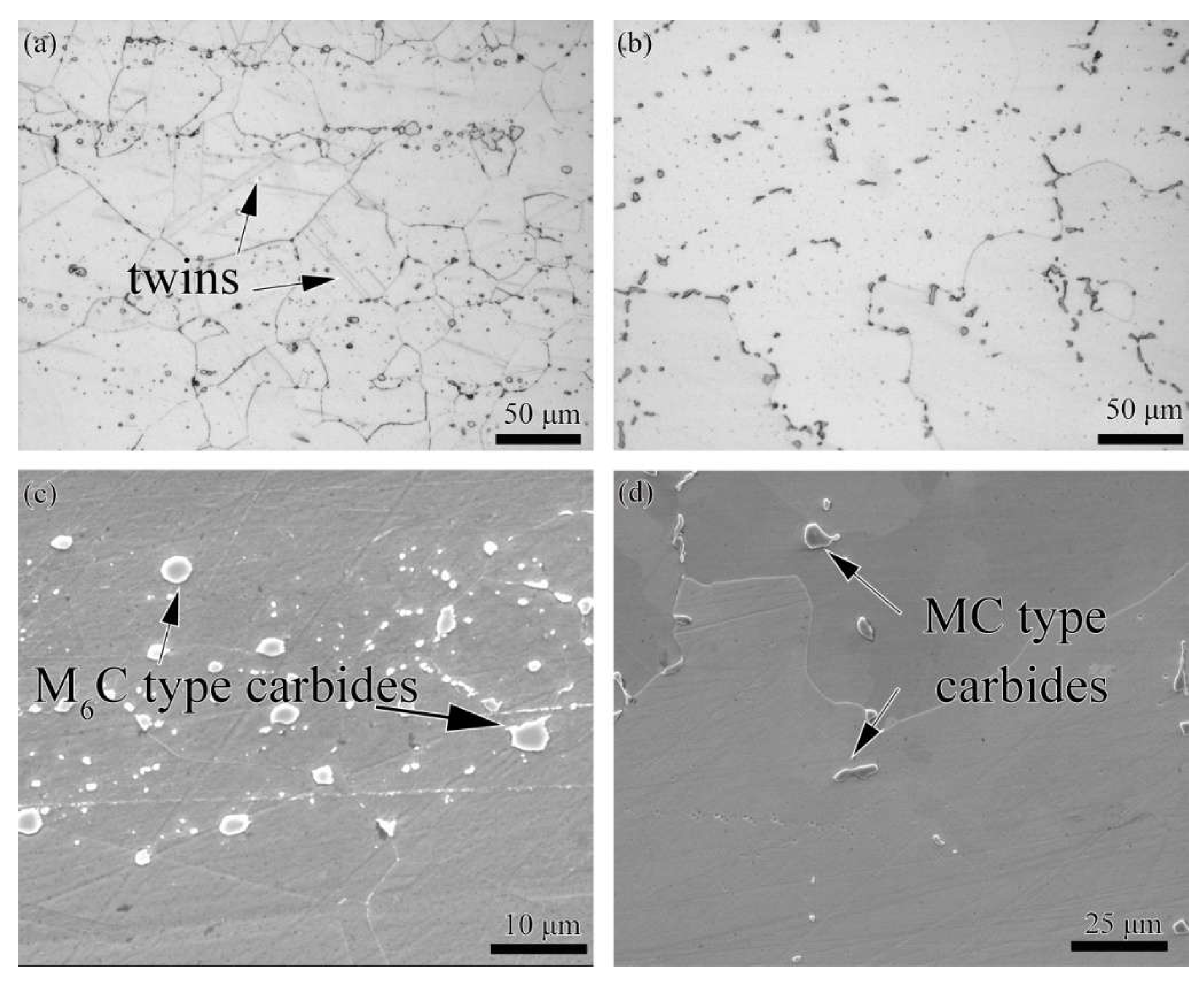
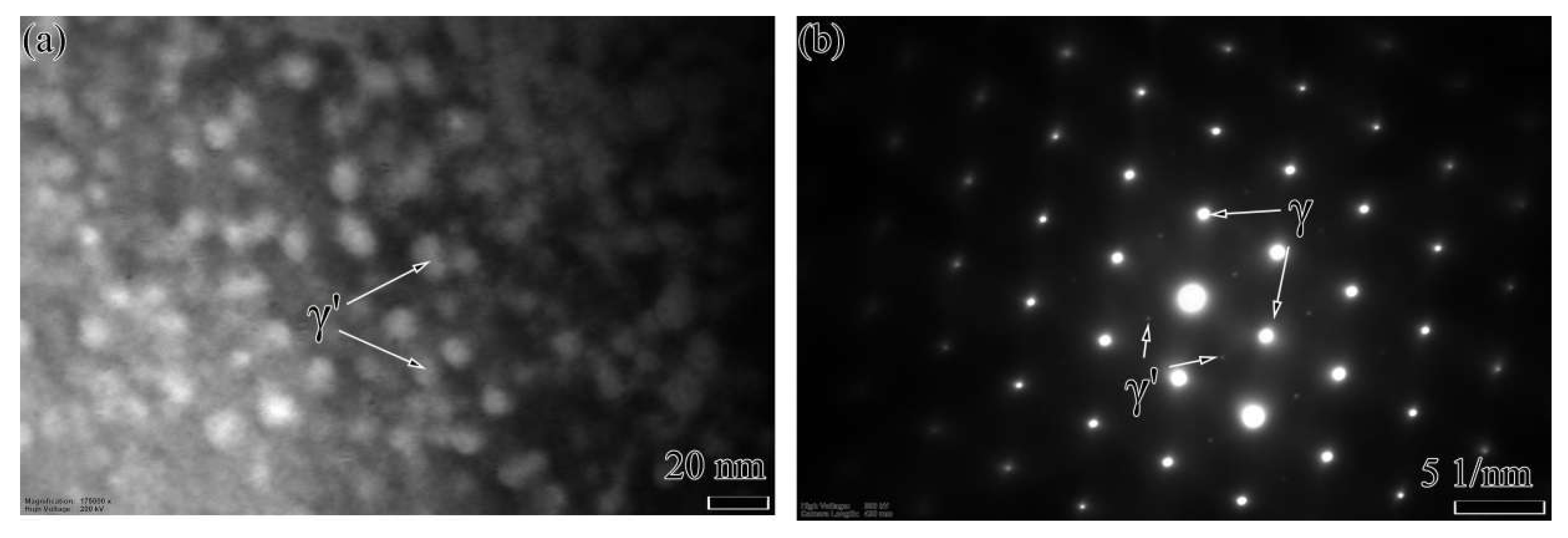
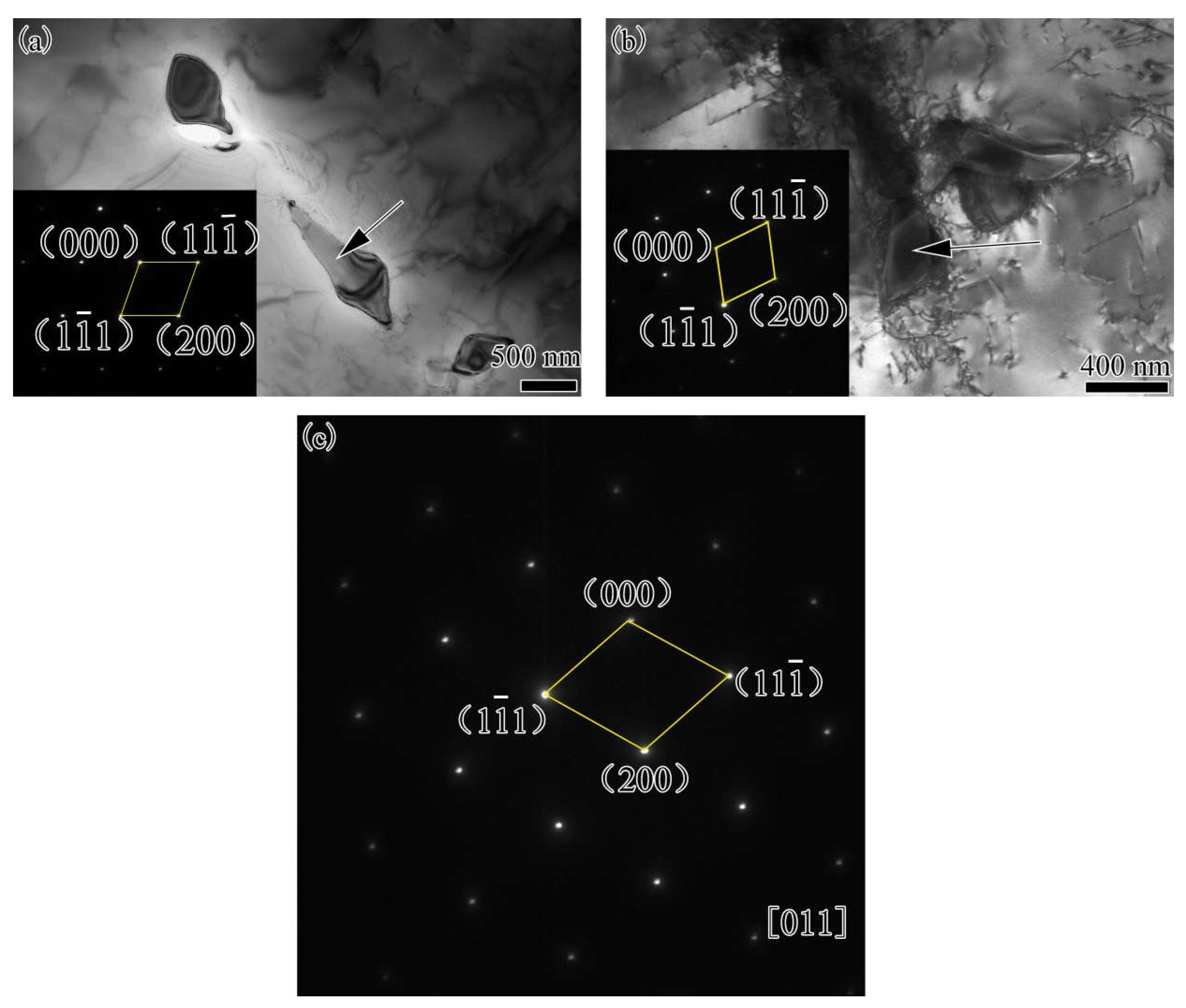
- Carbides in both weld metals are proved to be MC type rather than M6C type. No γ’ was observed in either weld metal.
- The segregation degree of various elements in Hastelloy X weld metal is severe than that in the K4750 weld metal. Opposite segregation behavior of elements Al is mainly attributed to the higher amount of Fe element.
- No unmixed zones are observed at the interfaces. Transition areas with the chemical compositions various between the K4750 alloy and the Hastelloy X alloy are found at the K4750 alloy and Hastelloy X alloy interfaces. The maximum width of the transition area between the K4750 weld metal and Hastelloy X base metal is 400 μm which is smaller than that between the Hastelloy X weld metal and K4750 base metal with the width of 900 μm.
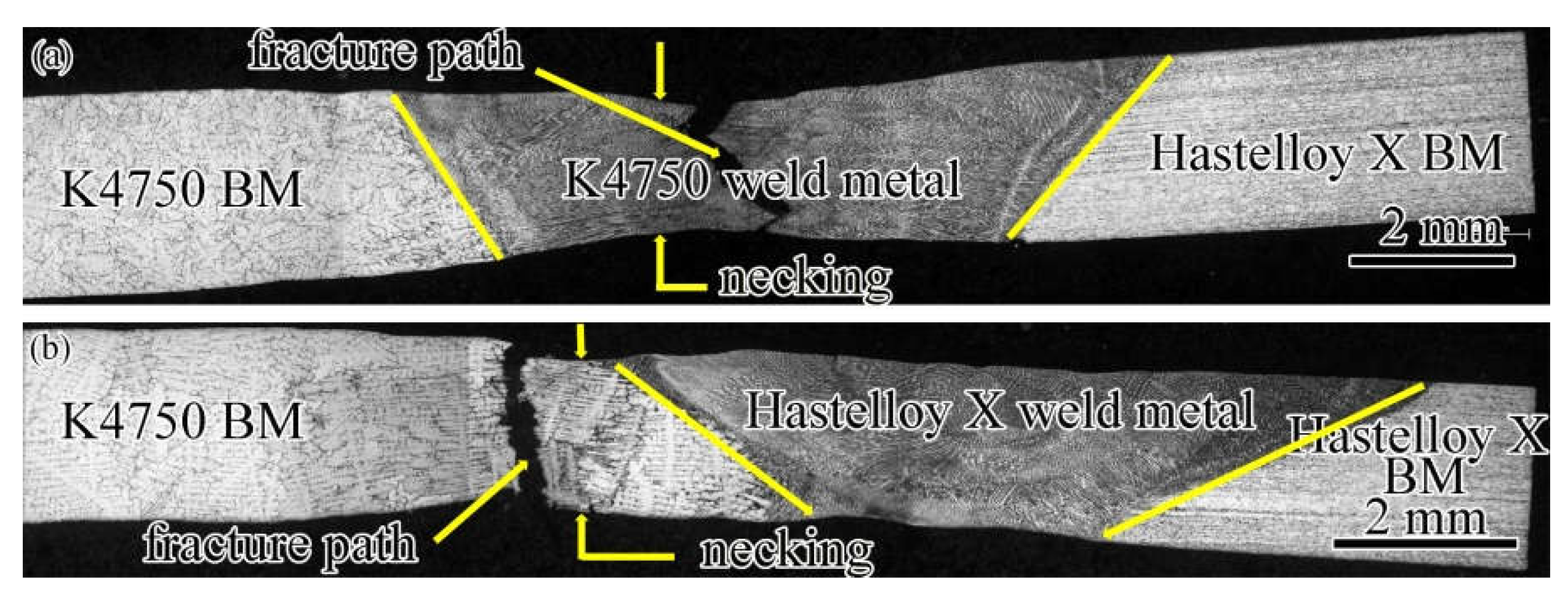
- The dissimilar joints with K4750 filler material exhibit higher microhardness than that with Hastelloy X filler material. Both joints were fractured with a ductile mode and the joint efficiency of dissimilar joints with K4750 filler material and Hastelloy X filler material are 98.4% and 101%, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ou, M.; Ma, Y.; Ge, H.; Xing, W.; Zhou, Y.; Zheng, S.; Liu, K. Microstructure evolution and mechanical properties of a new cast Ni-base superalloy with various Ti contents. J. Alloy. Compd. 2018, 735, 193–201. [Google Scholar] [CrossRef]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Roger, R. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Wang, F. Mechanical property study on rapid additive layer manufacture Hastelloy® X alloy by selective laser melting technology. Int. J. Adv. Manuf. Technol. 2011, 58, 545–551. [Google Scholar] [CrossRef]
- Wang, W.; Lu, Y.; Ding, X.; Shoji, T. Microstructures and Microhardness at Fusion Boundary of 316 Stainless Steel/Inconel 182 Dissimilar Welding. Mater. Charact. 2015, 107, 255–261. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Patel, S.D.; Praveen, S.S.; Choudhury, D.J.; Prabaharan, P.; Arivazhagan, N.; Xavior, M.A. Influence of filler materials and welding techniques on the structure–property relationships of Inconel 718 and AISI 316L dissimilar weldments. Mater. Des. 2014, 62, 175–188. [Google Scholar] [CrossRef]
- Sayiram, G.; Arivazhagan, N. Microstructural characterization of dissimilar welds between Incoloy 800H and 321 Austenitic Stainless Steel. Mater. Charact. 2015, 102, 180–188. [Google Scholar] [CrossRef]
- Sireesha, M.; Albert, S.K.; Shankar, V.; Sundaresan, S. A comparative evaluation of welding consumables for dissimilar welds between 316LN austenitic stainless steel and alloy 800. J. Nucl. Mater. 2000, 279, 65–76. [Google Scholar] [CrossRef]
- Sireesha, M.; Shankar, V.; Shaju, K.A.; Sundaresan, S. Microstructural features of dissimilar welds between 316LN austenitic stainless steel and alloy 800. Mater. Sci. Eng. A 2000, 292, 74–82. [Google Scholar] [CrossRef]
- Dupont, J.N.; Banovic, W.; Marder, A.R. Microstructural evolution and weldability of dissimilar welds between a super austenitic stainless steel and nickel-based alloys. Weld. J. 2003, 82, 125–135. [Google Scholar]
- Lee, H.T.; Jeng, S.L.; Yen, C.H.; Kuo, T.Y. Dissimilar welding of nickel-based Alloy 690 to SUS 304L with Ti addition. J. Nucl. Mater. 2004, 335, 59–69. [Google Scholar] [CrossRef]
- Naffakh, H.; Shamanian, M.; Ashrafizadeh, F. Weldability in dissimilar welds between type 310 austenitic stainless steel and alloy 657. J. Mater. Process. Technol. 2008, 43, 3628–3639. [Google Scholar] [CrossRef]
- Hosseini, H.S.; Shamanian, M.; Kermanpur, A. Micro-structural and weldability analysis of Inconel 617/AISI 310 stainless steel dissimilar welds. Int. J. Press. Vessels Pip. 2016, 144, 18–24. [Google Scholar] [CrossRef]
- Shah Hosseini, H.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical prop-erties of inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessels Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Pavan, A.H.V.; Vikrant, K.S.N.; Ravibharath, R.; Singh, K. Development and evaluation of SUS 304H—IN 617 welds for advanced ultra-supercritical boiler applications. Mater. Sci. Eng. A 2015, 642, 32–41. [Google Scholar] [CrossRef]
- Albarrán, M.A.G.; Martínez, D.I.; Díaz, E.; Díaz, J.C.; Guzman, I.; Saucedo, E.; Guzman, A.M. Effect of Preweld Heat Treatment on the Microstructure of Heat-Affected Zone (HAZ) and Weldability of Inconel 939 Superalloy. J. Mater. Eng. Perform. 2014, 23, 11251130. [Google Scholar]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Liquid film migration of constitutionally liquated γ’ in weld heat affected zone (HAZ) of Inconel 738LC superalloy. Scr. Mater. 2004, 51, 141–146. [Google Scholar] [CrossRef]
- Shahsavari, H.A.; Kokabi, A.H.; Nategh, S. Effect of preweld microstructure on HAZ liquation cracking of Rene 80 superalloy. Mater. Sci. Technol. 2007, 23, 547555. [Google Scholar] [CrossRef]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2002. [Google Scholar]
- Collins, H.E. Relative Long-time Stability of Ccrbide and Intermetallic Phases in Nickel-Base Superalloys. Trans. ASME 1969, 62, 82–104. [Google Scholar]
- Sims, C.T.; Stoloff, N.S.; Hagel, W.C. Superalloys II, High Temperature Materials for Aerospace and Industrial Power; John Wiley & Sons, Inc.: New York, NY, USA, 1987; p. 172. [Google Scholar]
- Owu, O.A.I.; Ojo, O.A.; Chaturvedi, M.C. Microstructural Study of Transient Liquid Phase Bonded Cast INCONEL 738LC Superalloy. Metall. Mater. Trans. A 2006, 37, 2787–2796. [Google Scholar]
- DuPont, J.N.; Robino, C.V. The influence of Nb and C on the solidification microstructures of Fe–Ni–Cr alloys. Scr. Mater. 1999, 41, 449–454. [Google Scholar] [CrossRef]
- Seo, S.-M.; Jeong, H.-W.; Ahn, Y.-K.; Yun, D.W.; Lee, J.-H.; Yoo, Y.-S. A comparative study of quantitative microsegregation analyses performed during the solidification of the Ni-base superalloy CMSX-10. Mater. Charact. 2014, 89, 43–55. [Google Scholar] [CrossRef]
- Arulmurugan, B.; Manikandan, M. Development of welding technology for improving the metallurgical and mechanical properties of 21st century nickel based superalloy 686. Mater. Sci. Eng. A 2017, 691, 126–140. [Google Scholar] [CrossRef]
- Osoba, L.O.; Ding, R.G.; Ojo, O.A. Microstructural analysis of laser weld fusion zone in Haynes 282 superalloy. Mater. Charact. 2012, 65, 93–99. [Google Scholar] [CrossRef]
- Haynes International Hastelloy X® Alloy Principal Features. Available online: http://www.haynesintl.com/alloys/alloy-portfolio_/High-temperature-Alloys/HASTELLOY-X-alloy/HASTELLOY-X-principal-features.aspx (accessed on 6 July 2018).
- Xun, Y. Effect of Carbon Content and Pouring Temperature on Microstructure and Mechanical Properties of Cast Ni-Based Superalloy K4750. Master’s Thesis, Northeast University, Shenyang, China, 2017. [Google Scholar]
- Paulonis, D.F.; Oblak, J.M.; Duvall, D.S. Precipitation in nickel-base alloy 718. Trans. ASM 1969, 62, 611–622. [Google Scholar]
- Vishwakarma, K.R.; Richards, N.L.; Chaturvedi, M.C. Microstructural analysis of fusion and heat affected zones in electron beam welded ALLVAC® 718PLUSTM superalloy. Mater. Sci. Eng. A 2008, 480, 517–528. [Google Scholar] [CrossRef]
- Dupont, J.N.; Robino, C.V.; Marder, A.R.; Notis, M.R. Solidification of Nb-Bearing Superalloys: Part II. Pseudoternary Solidification Surfaces. Metall. Mater. Trans. A 1998, 29, 2797–2806. [Google Scholar] [CrossRef]
- Banovic, S.W.; DuPont, J.N. Dilution and microsegregation in dissimilar metal welds between super austenitic stainless steels and Ni base alloys. Sci. Technol. Weld. Join. 2003, 6, 274–383. [Google Scholar]
- Baker, H. (Ed.) Alloy Phase Diagrams; ASM Handbook; ASM International: Materials Park, OH, USA, 1992; Volume 3. [Google Scholar]
- Cui, Y.; Xu, C.; Han, Q. Effect of ultrasonic vibration on unmixed zone formation. Scr. Mater. 2006, 55, 975–978. [Google Scholar] [CrossRef]
- Soysal, T.; Kou, S.; Tat, D.; Pasang, T. Macrosegregation in dissimilar-metal fusion welding. Acta Mater. 2016, 110, 149–160. [Google Scholar] [CrossRef]
- Kourdani, A.; Derakhshandeh-Haghighi, R. Evaluating the Properties of Dissimilar Metal Welding Between Inconel 625 and 316L Stainless Steel by Applying Different Welding Methods and Consumables. Metall. Mater. Trans. A 2018, 49, 1231–1243. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Current (A) | Welding Voltage (V) | Nozzle Diameter (mm) | Argon Flow Rate (L/min) |
|---|---|---|---|
| 45 | 10–12 | Ø8–16 | 8–10 |
| C | Ti | Nb | Cr | W | Fe | Mo | Ni | |
|---|---|---|---|---|---|---|---|---|
| M6C | 27.85 | - | - | 20.41 | 1.58 | 8.29 | 20.82 | 21.05 |
| MC | 43.32 | 18.48 | 14.44 | 6.15 | 2.67 | 1.05 | - | 13.89 |
| Filler Material | C | Cr | Fe | Nb | Ti | W | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| Hastelloy X | 44.2 | 4.6 | 0.4 | 13.8 | 16.5 | 1.5 | 17.8 | 1.2 |
| K4750 | 61.0 | 2.3 | 0 | 12.5 | 16.6 | 1.7 | 5.7 | 0.3 |
| Filler Material | Locations | Co | Fe | Cr | Al | Si | W | Nb | Ti | Mo |
|---|---|---|---|---|---|---|---|---|---|---|
| Hastelloy X | Ccore | 1.04 | 13.4 | 20.54 | 0.38 | 0.04 | 0.75 | 0.18 | 0.67 | 4.80 |
| Cboundary | 1.06 | 12.63 | 21.34 | 0.43 | 0.10 | 0.72 | 0.33 | 1.12 | 5.85 | |
| k | 0.98 | 1.06 | 0.96 | 0.88 | 0.4 | 1.04 | 0.55 | 0.59 | 0.82 | |
| K4750 | Ccore | 0.84 | 11.04 | 21.07 | 0.59 | 0.10 | 1.23 | 0.37 | 1.00 | 3.68 |
| Cboundary | 0.73 | 10.19 | 20.79 | 0.53 | 0.12 | 1.08 | 0.62 | 1.54 | 4 | |
| k | 1.15 | 1.08 | 1.01 | 1.11 | 0.83 | 1.14 | 0.60 | 0.65 | 0.92 |
| Sample | UTS/MPa | YS/MPa | Elongation/% | Fracture Location |
|---|---|---|---|---|
| K4750BM | 956 ± 26 | 690.5 ± 3.5 | 5.1 ± 0.8 | / |
| Hastelloy X BM | 730 | 350 | 53 | / |
| K4750 joint | 717.9 ± 12.4 | 381.5 ± 9.5 | 27.7 ± 3.3 | Fusion zone |
| Hastelloy X joint | 734.2 ± 18.6 | 386 ± 5 | 21.1 ± 0.5 | K4750 HAZ |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, J.; Ma, Y.; Ou, M.; Xing, W.; Zhang, L.; Liu, K. Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials. Materials 2018, 11, 2065. https://doi.org/10.3390/ma11102065
Xie J, Ma Y, Ou M, Xing W, Zhang L, Liu K. Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials. Materials. 2018; 11(10):2065. https://doi.org/10.3390/ma11102065
Chicago/Turabian StyleXie, Jilin, Yingche Ma, Meiqiong Ou, Weiwei Xing, Long Zhang, and Kui Liu. 2018. "Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials" Materials 11, no. 10: 2065. https://doi.org/10.3390/ma11102065
APA StyleXie, J., Ma, Y., Ou, M., Xing, W., Zhang, L., & Liu, K. (2018). Evaluating the Microstructures and Mechanical Properties of Dissimilar Metal Joints Between a New Cast Superalloy K4750 and Hastelloy X Alloy by Using Different Filler Materials. Materials, 11(10), 2065. https://doi.org/10.3390/ma11102065