Effects of the Crack Tip Constraint on the Fracture Assessment of an Al 5083-O Weldment for Low Temperature Applications

Abstract
:1. Introduction
2. Constraint-based Failure Assessment
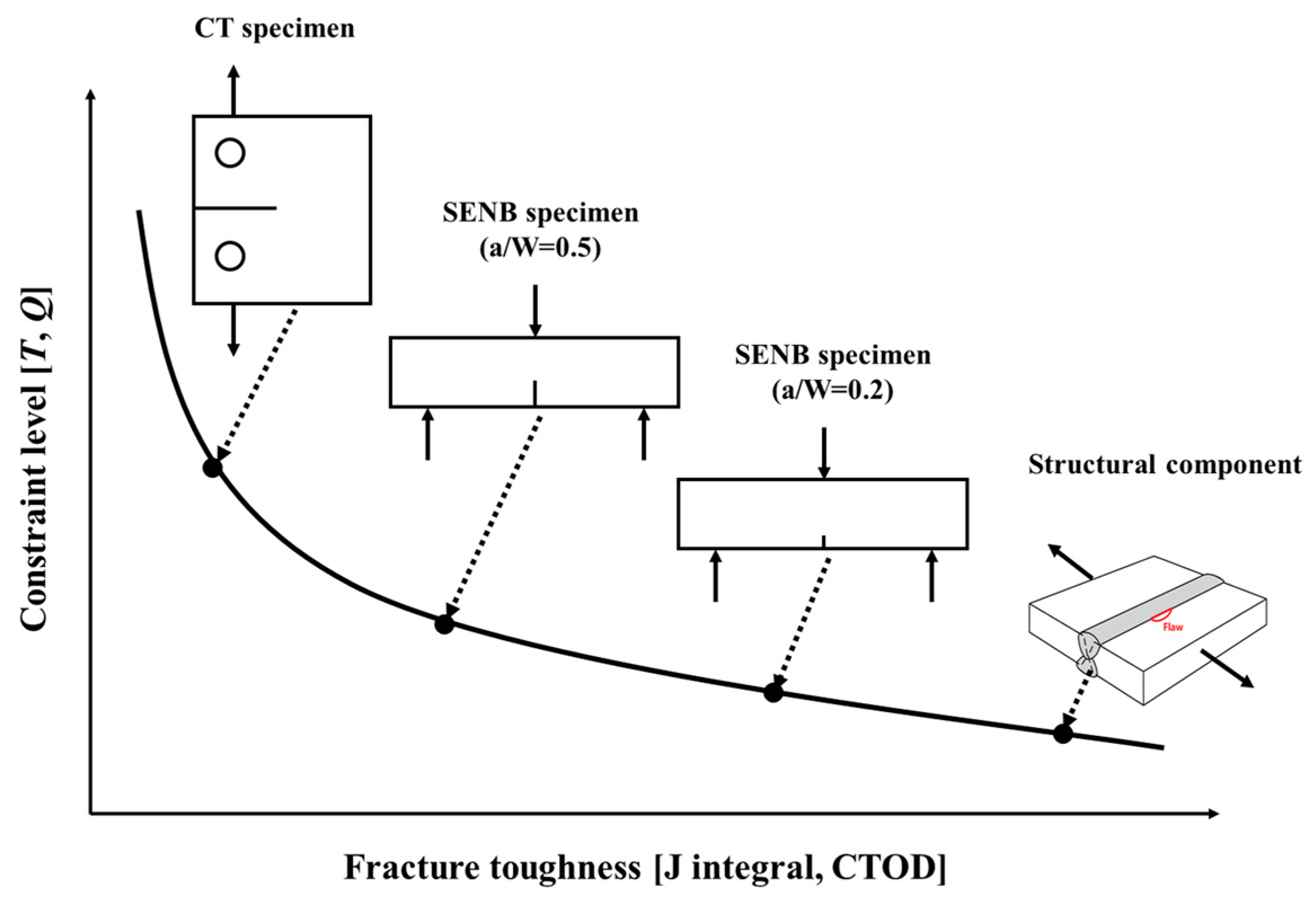
2.1. The - Theory
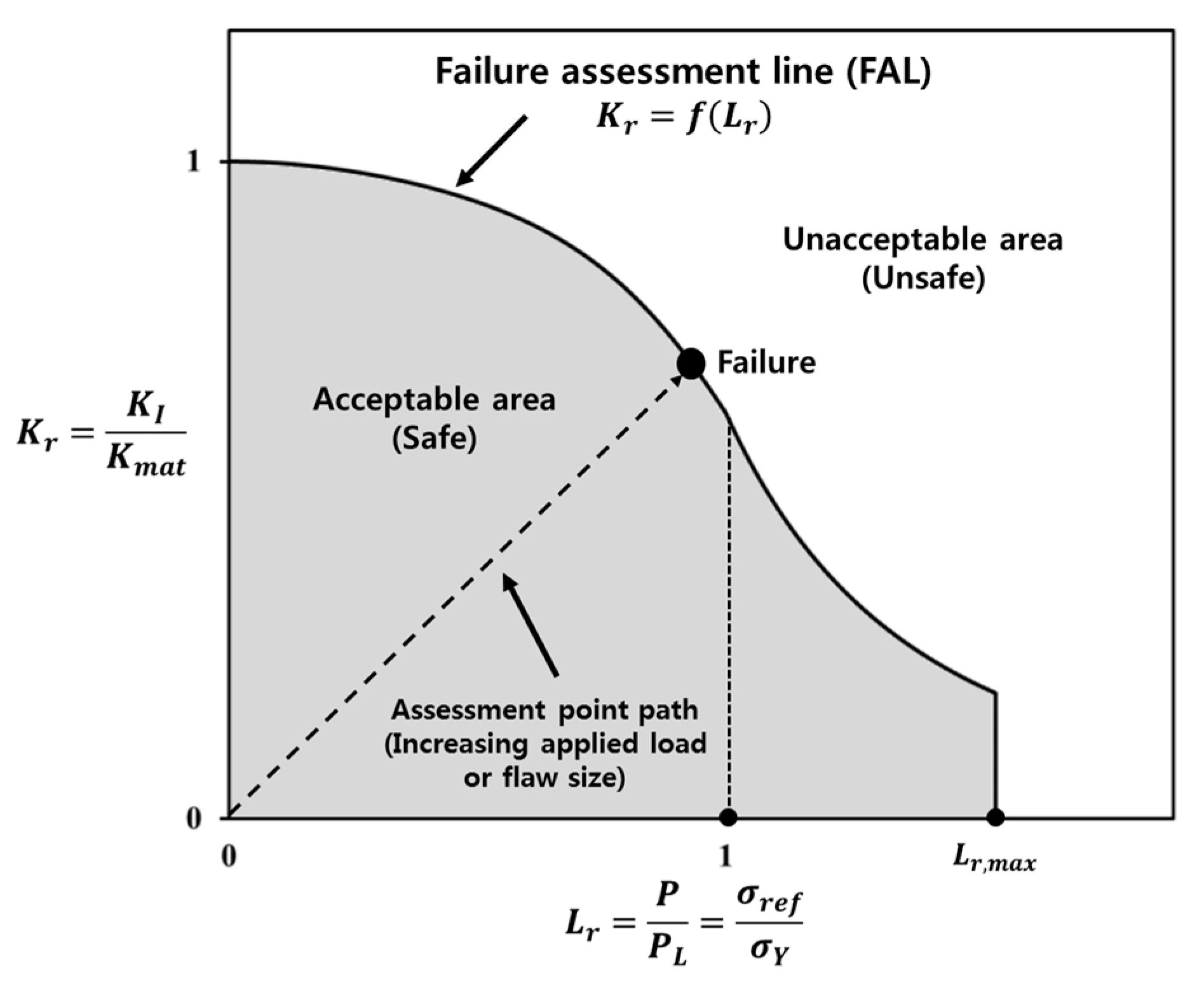
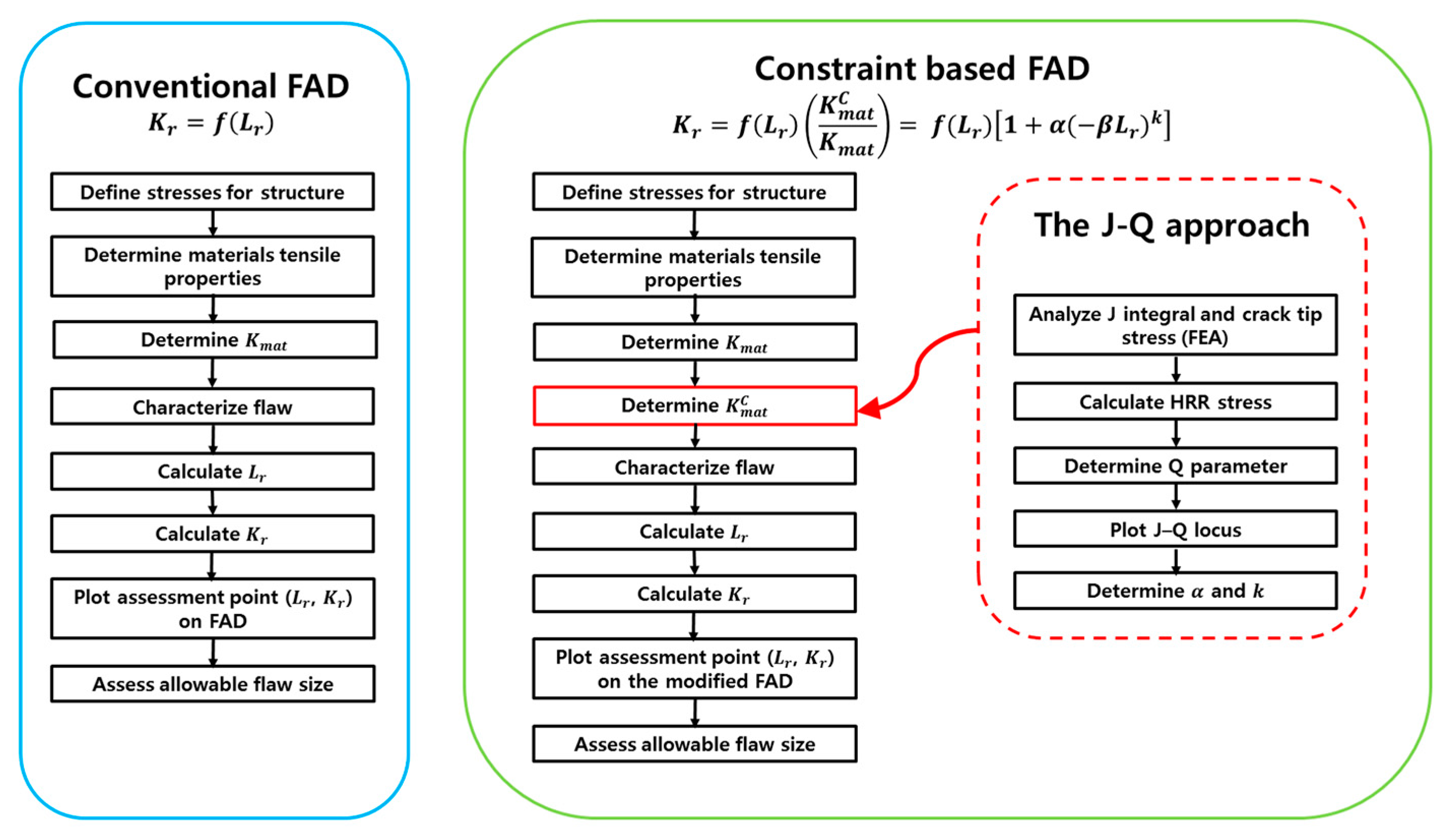
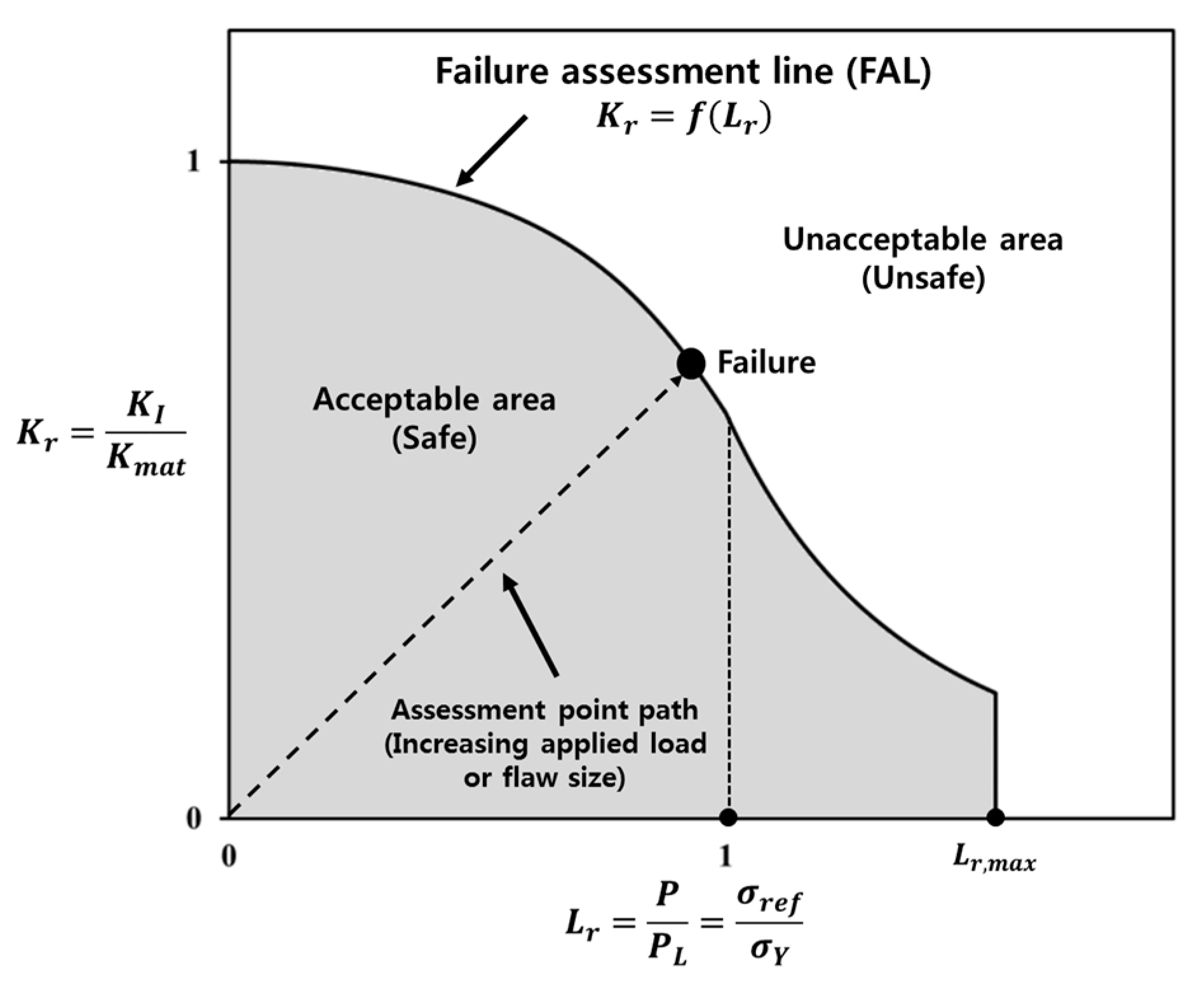
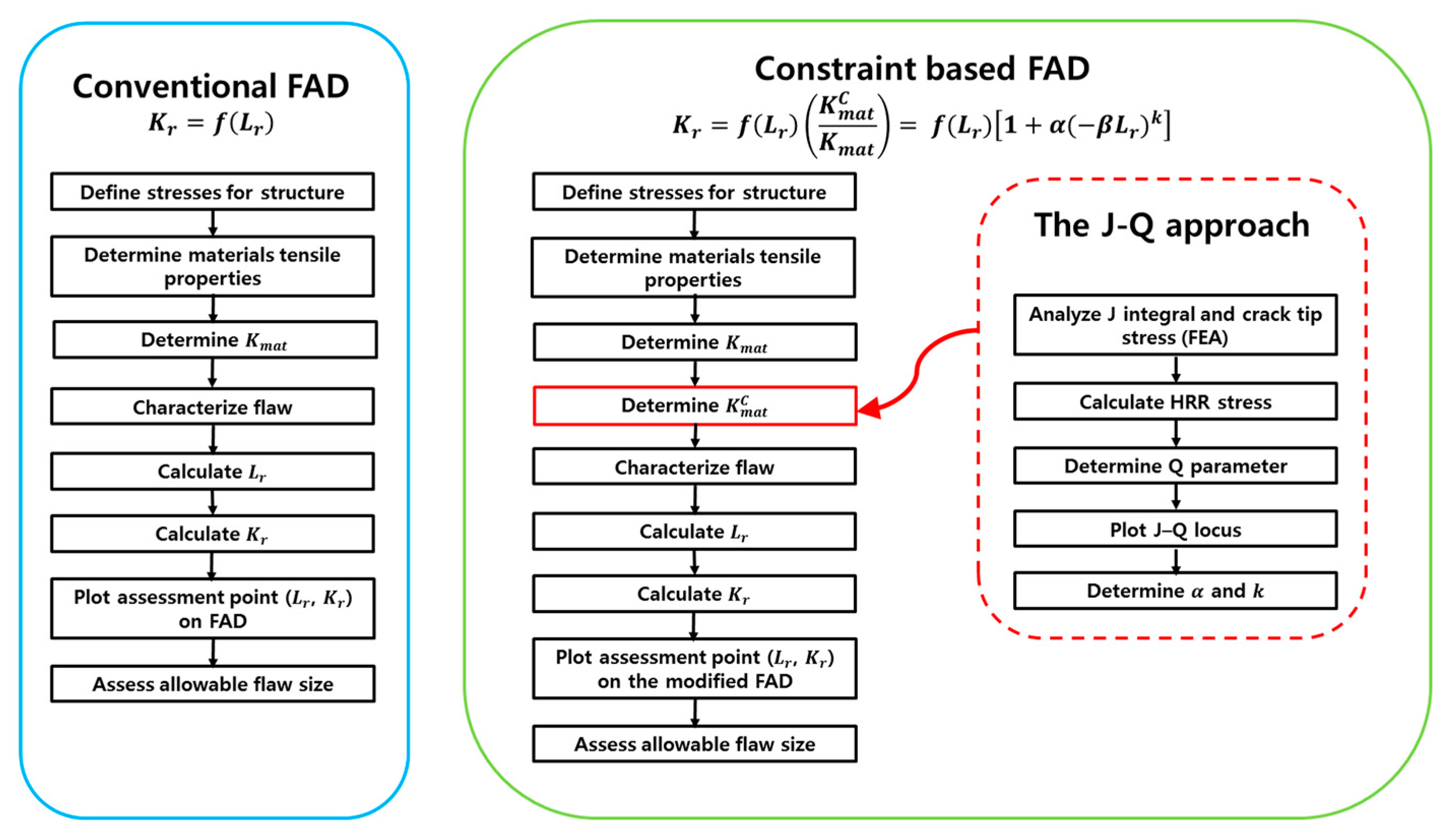
2.2. Modification of Failure Assessment Diagram (FAD)
3. Experimental Procedure
3.1. Material and Tensile Test
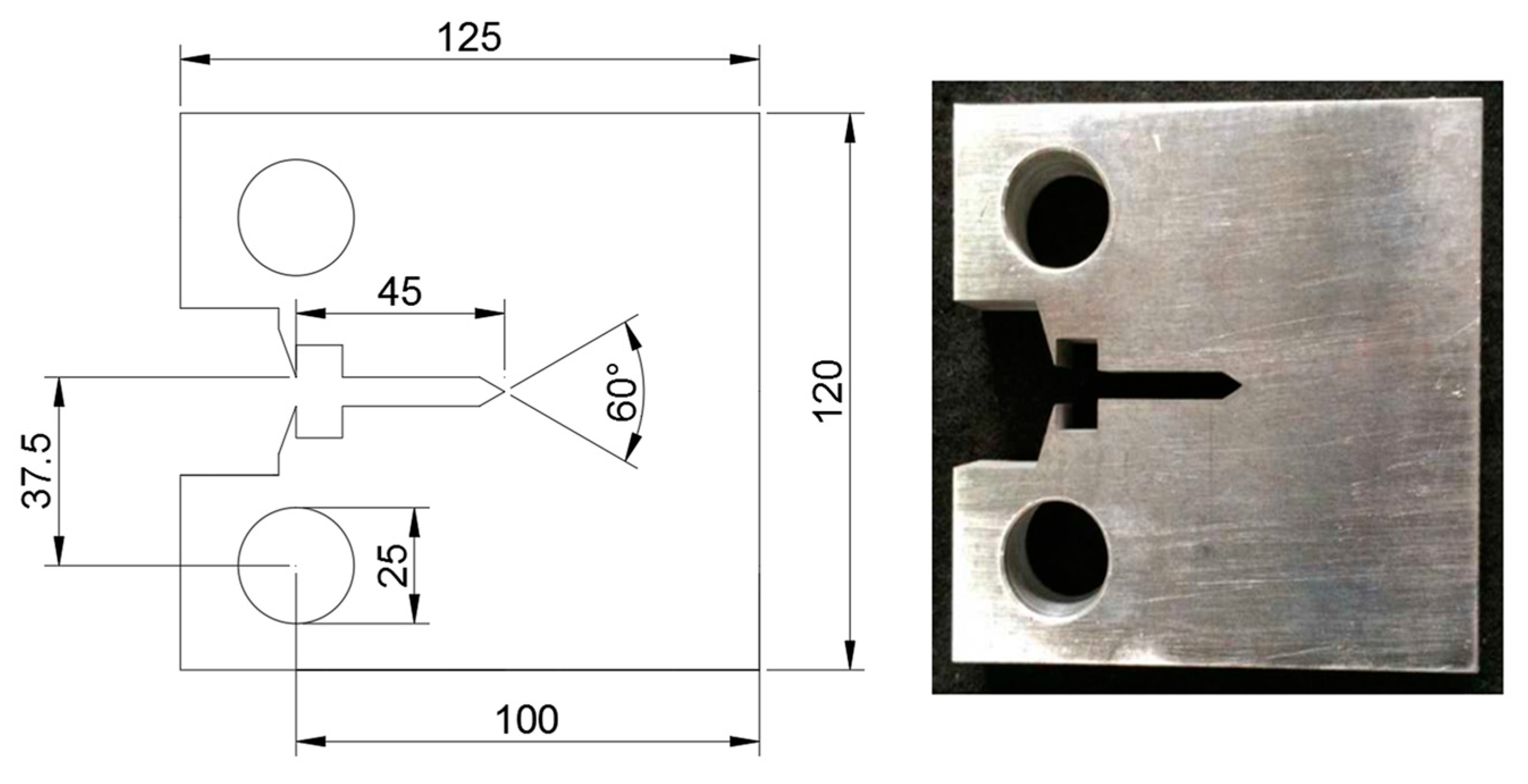
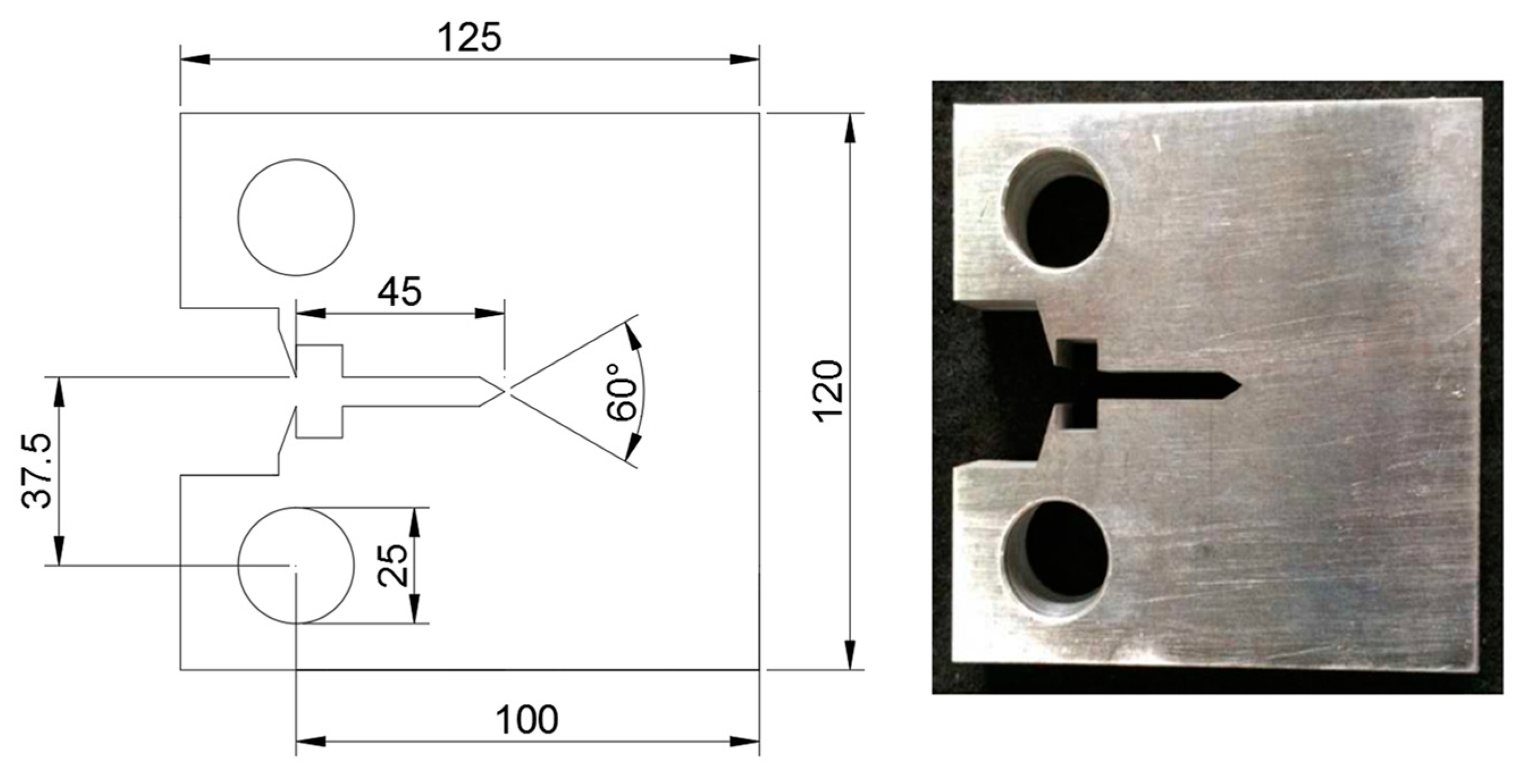
3.2. Fracture Toughness Test
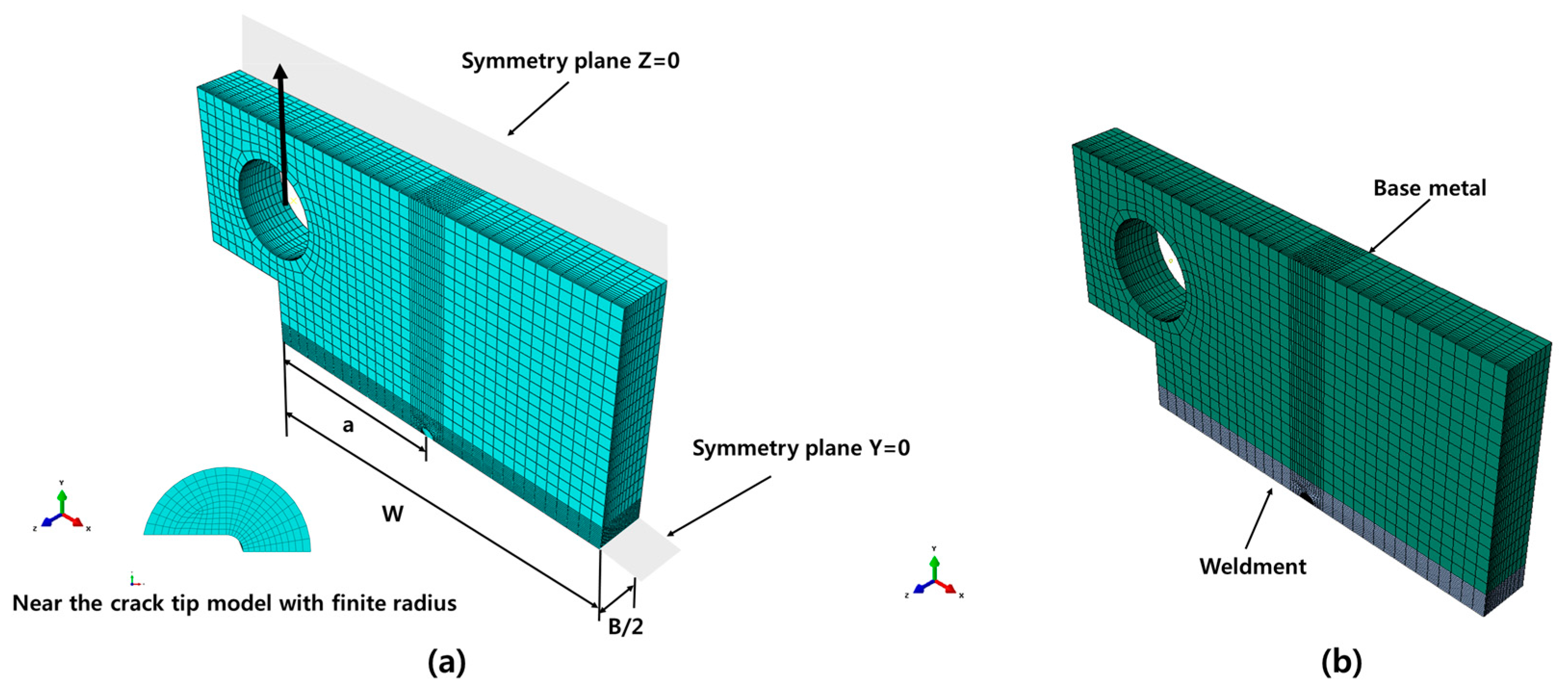
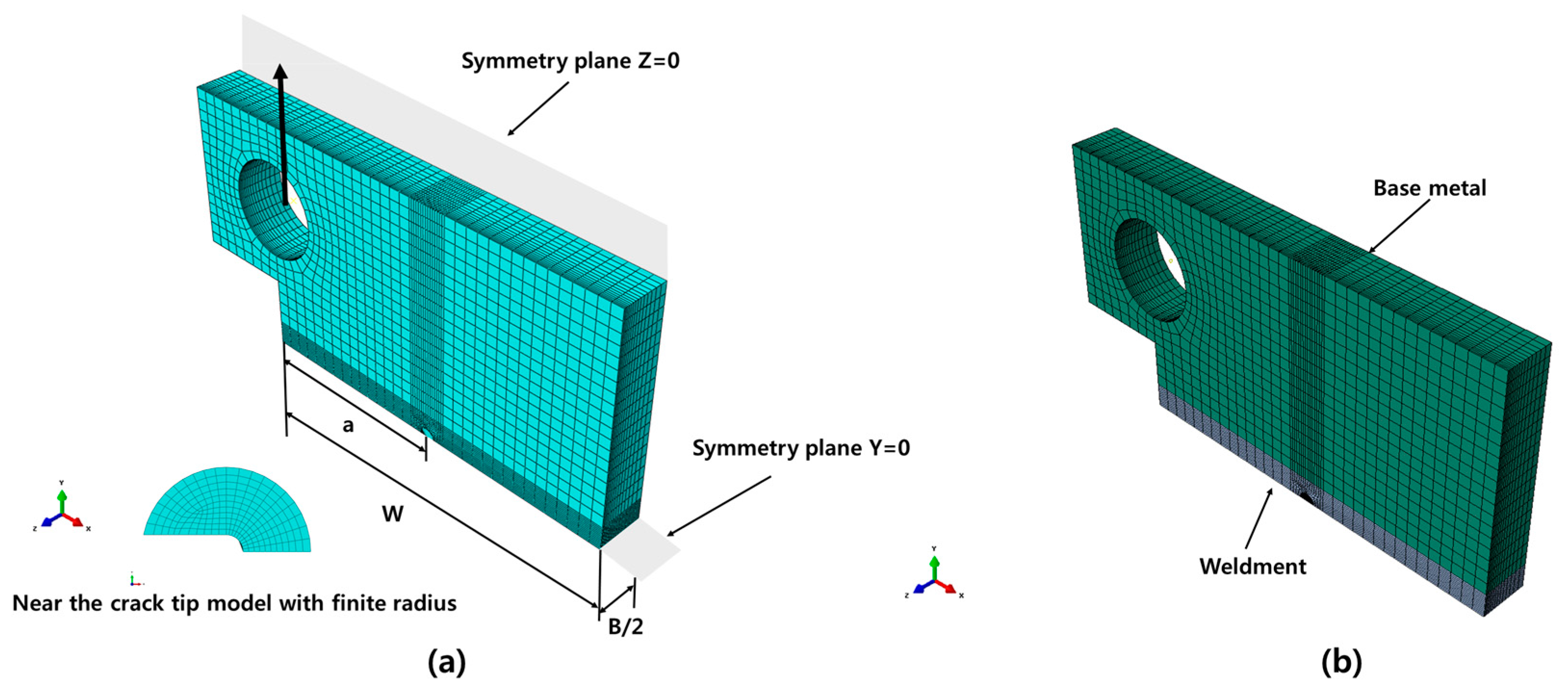
4. Numerical Procedure
5. Results and Discussion
5.1. Results of Fracture Toughness Test
5.2. Discussion of Parameter in CT Specimen
5.3. Constraint-Based FAD for the Al 5083-O Weldment at Cryogenic Temperature
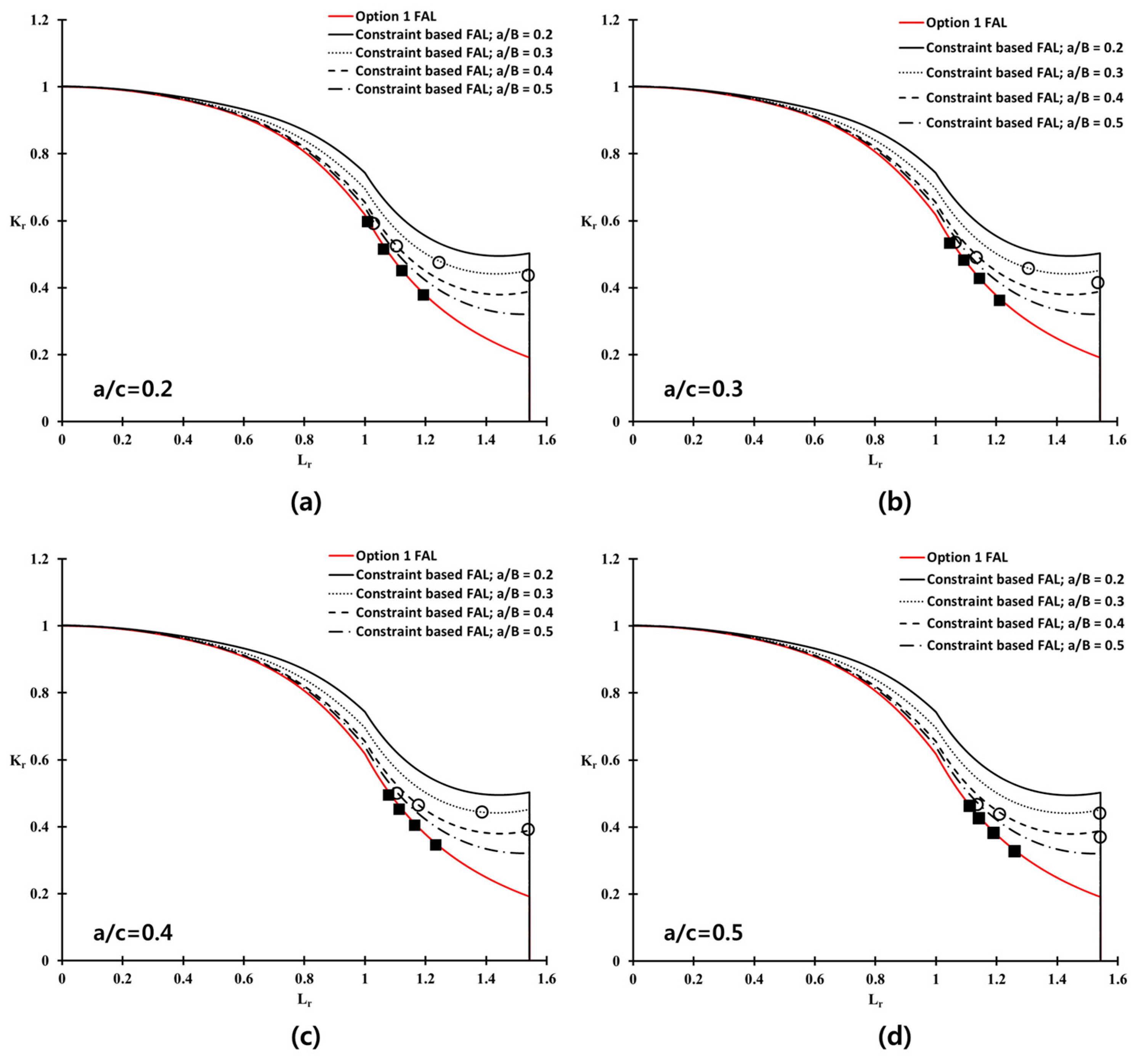
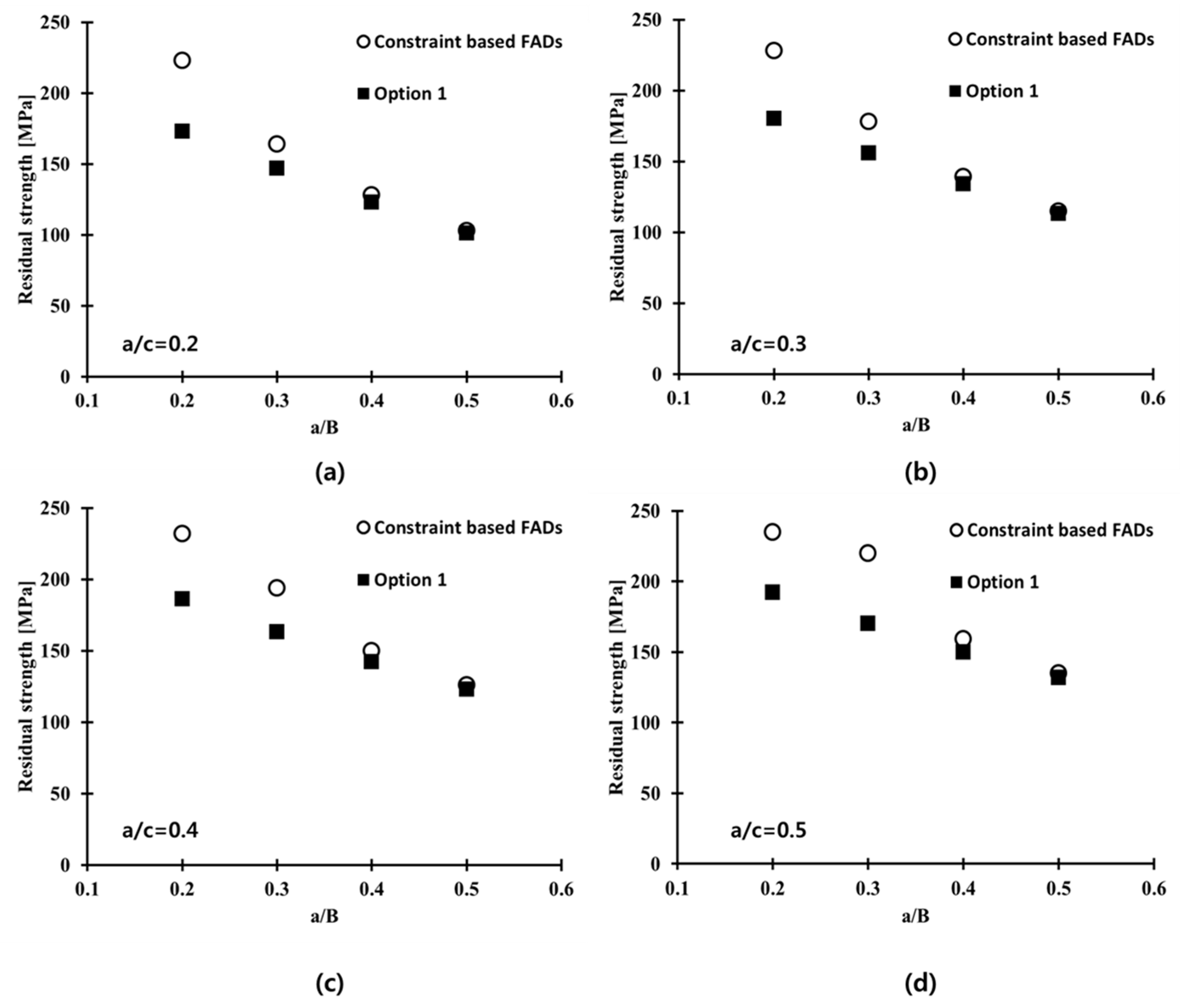
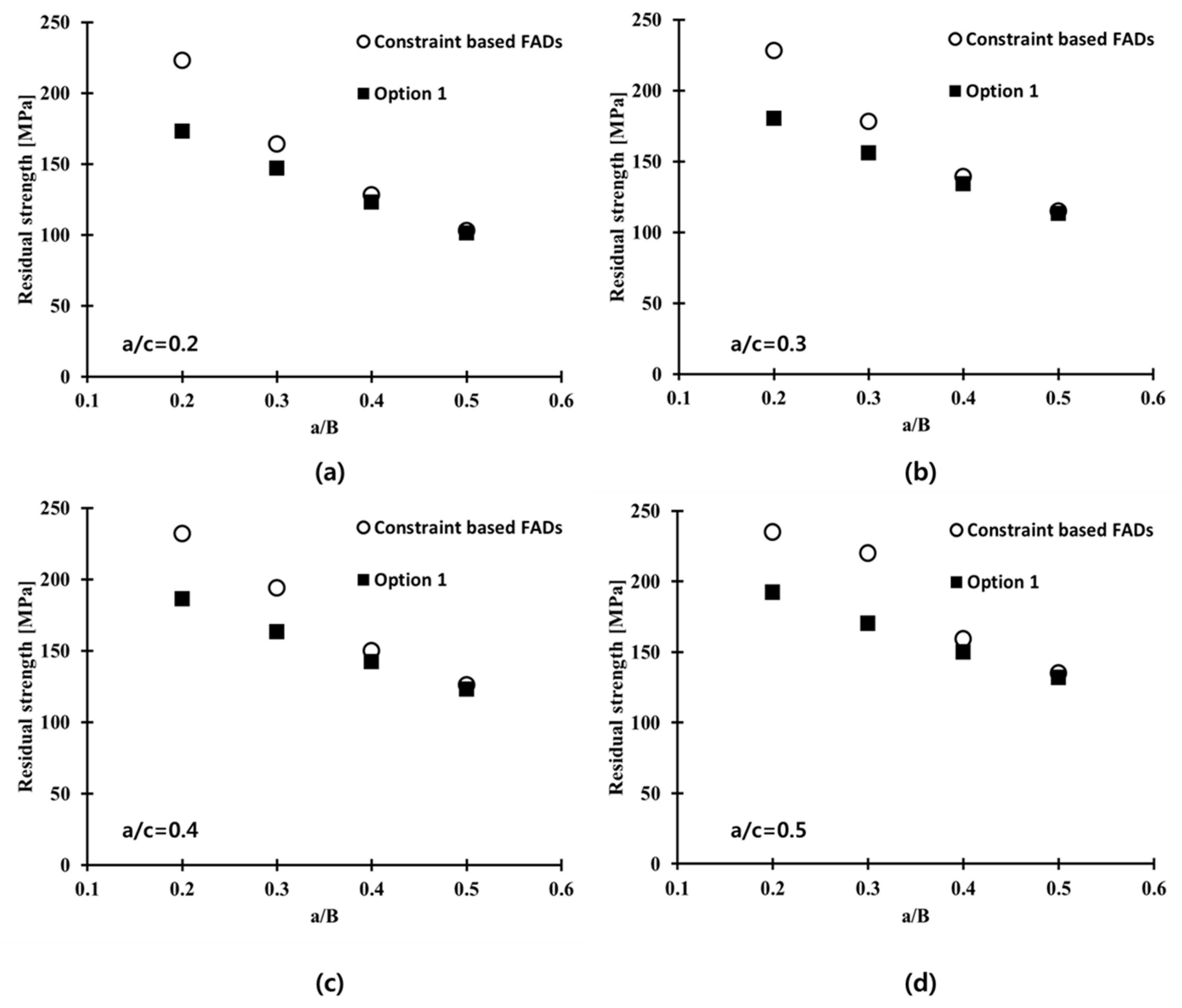
5.4. Fracture Assessment for the Welded Joints of Al 5083-O with a Surface Flaw
6. Concluding Remarks
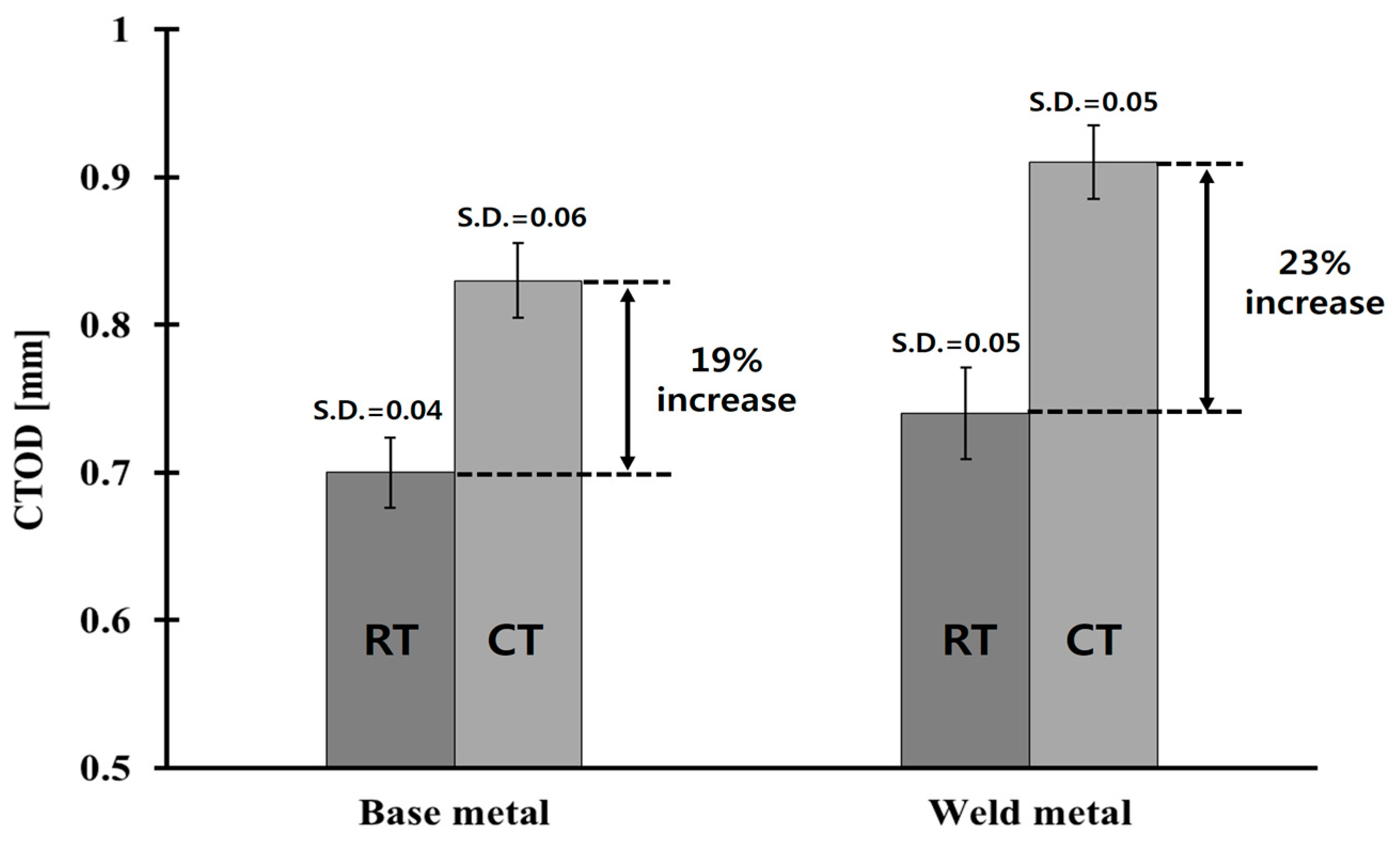
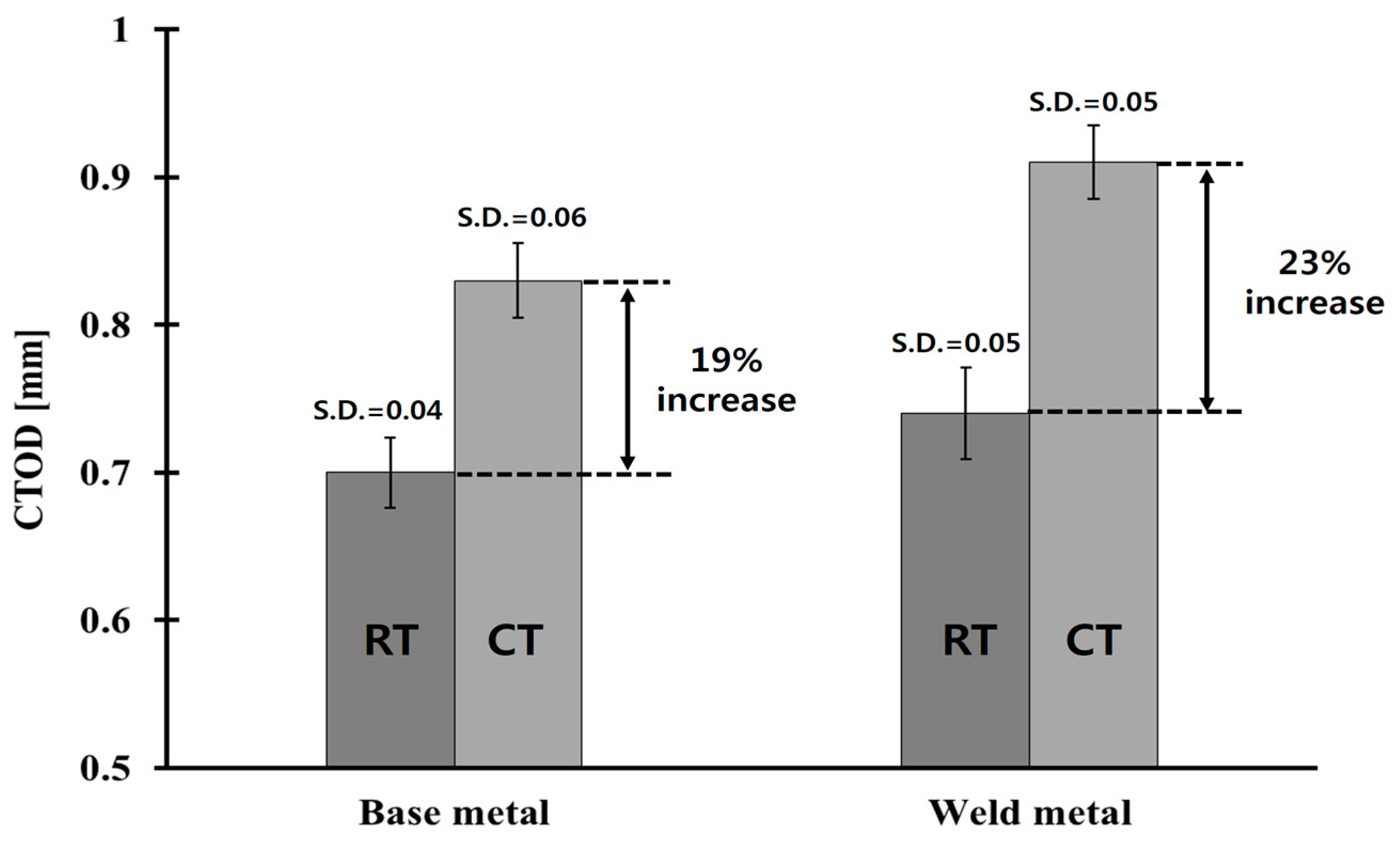
- The CTOD values of Al 5083-O at cryogenic temperature were higher than those at room temperature for both the base metal and weldments. In case of the weldment, the average CTOD values were 0.74 mm and 0.91 mm, at room and cryogenic temperatures, respectively. This was attributed to the slower crack opening behavior of the Al 5083-O weldment at cryogenic temperature than room temperature.
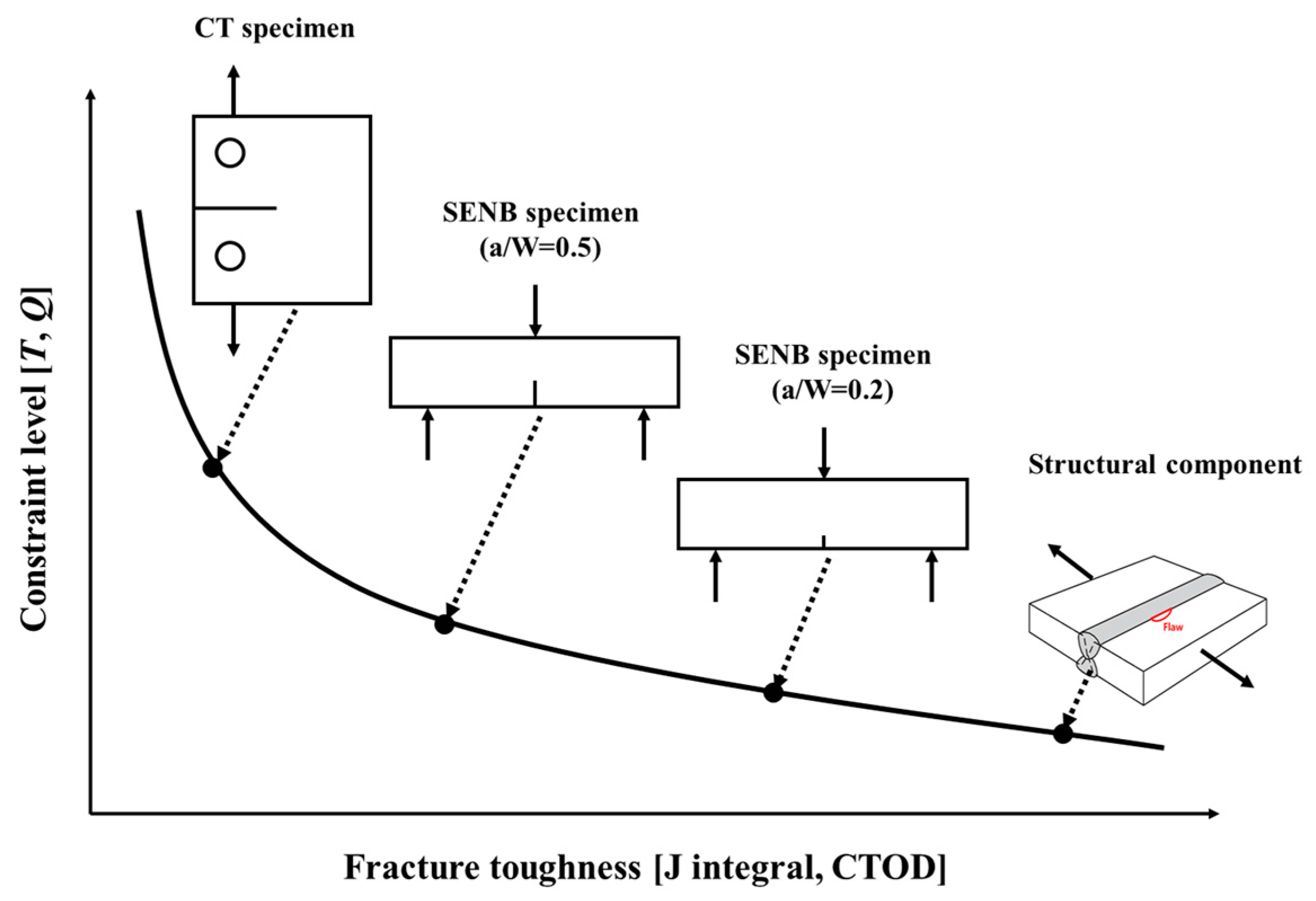
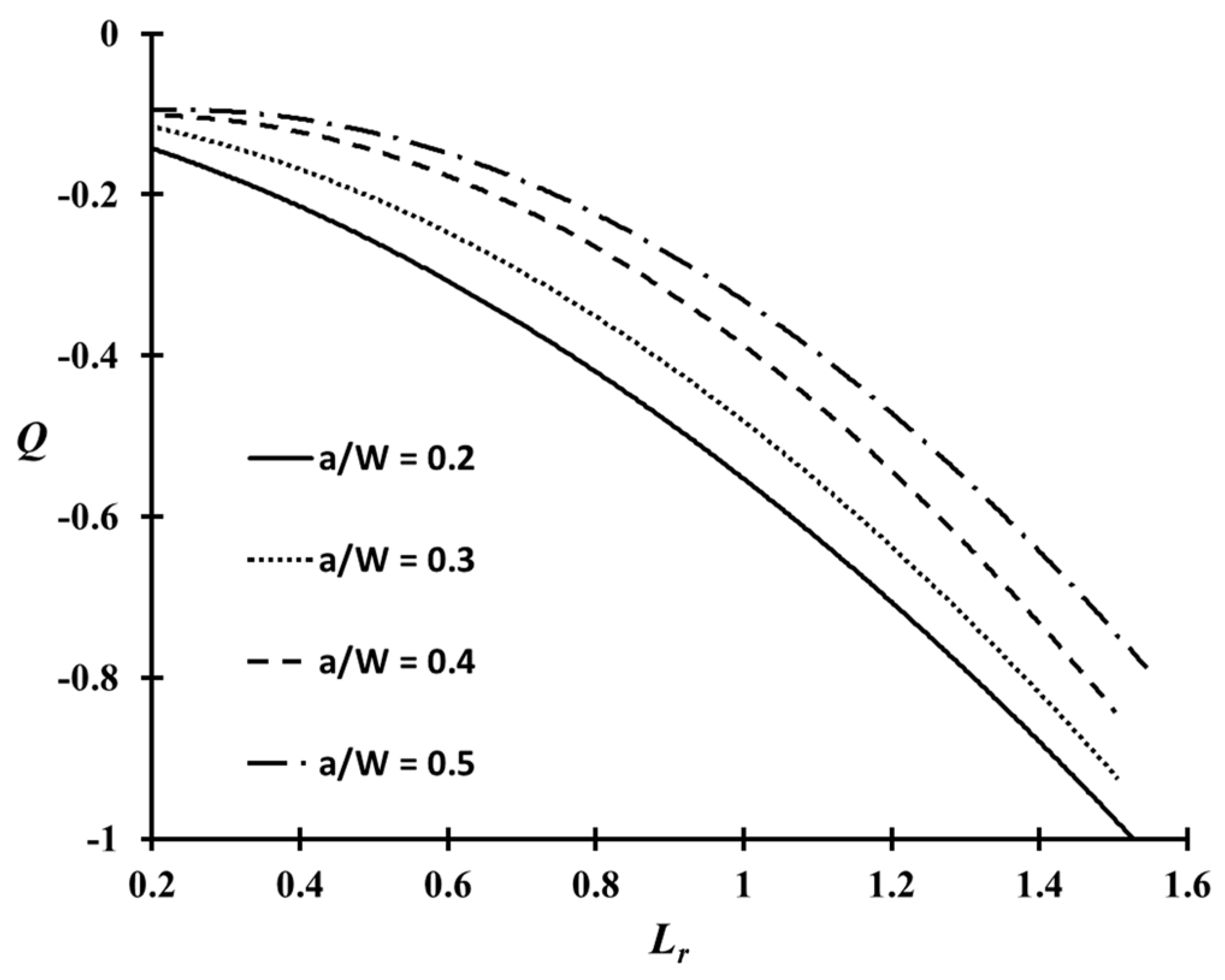
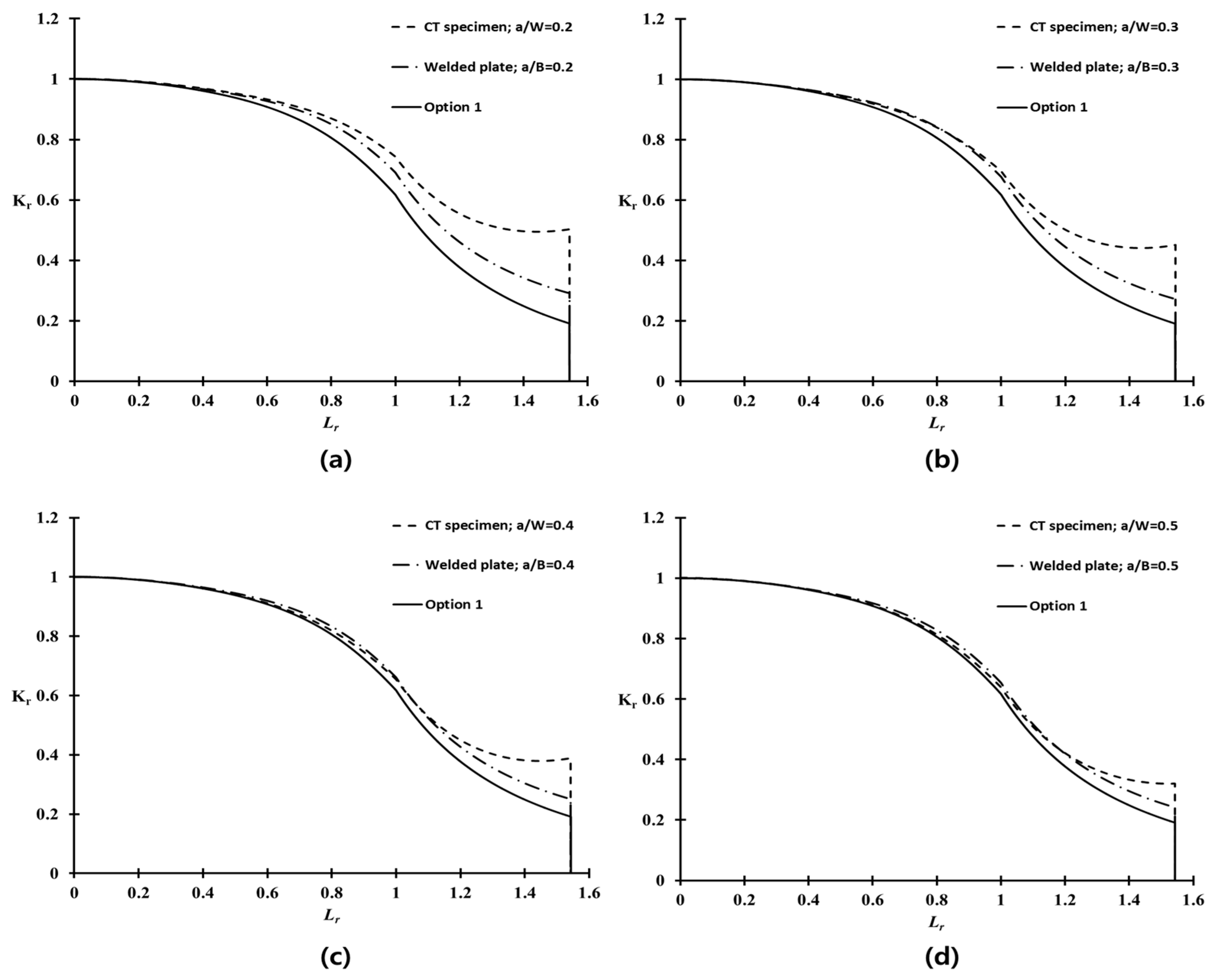
- The parameter decreases rapidly with increasing applied load. Moreover, the parameter values for a shallow crack were calculated to be lower than the values of a deep crack. On the limit load, the parameter values of the CT specimen corresponding to a/W = 0.2, 0.3, 0.4, and 0.5 at cryogenic temperature were found to be in the range between −0.55, −0.46, −0.37, and −0.29. No significant temperature effect in the parameter was observed in the case of the Al 5083-O weldment.
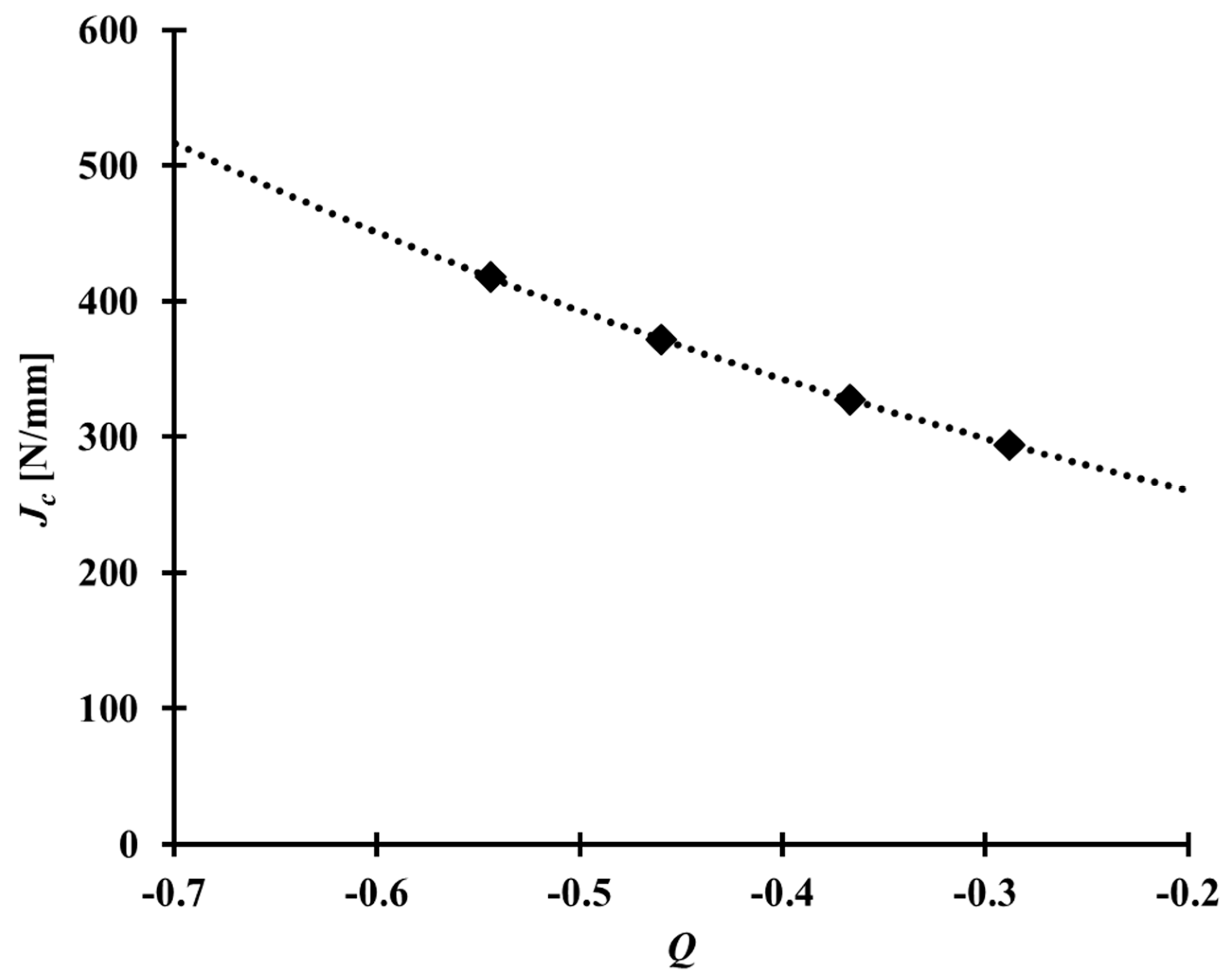
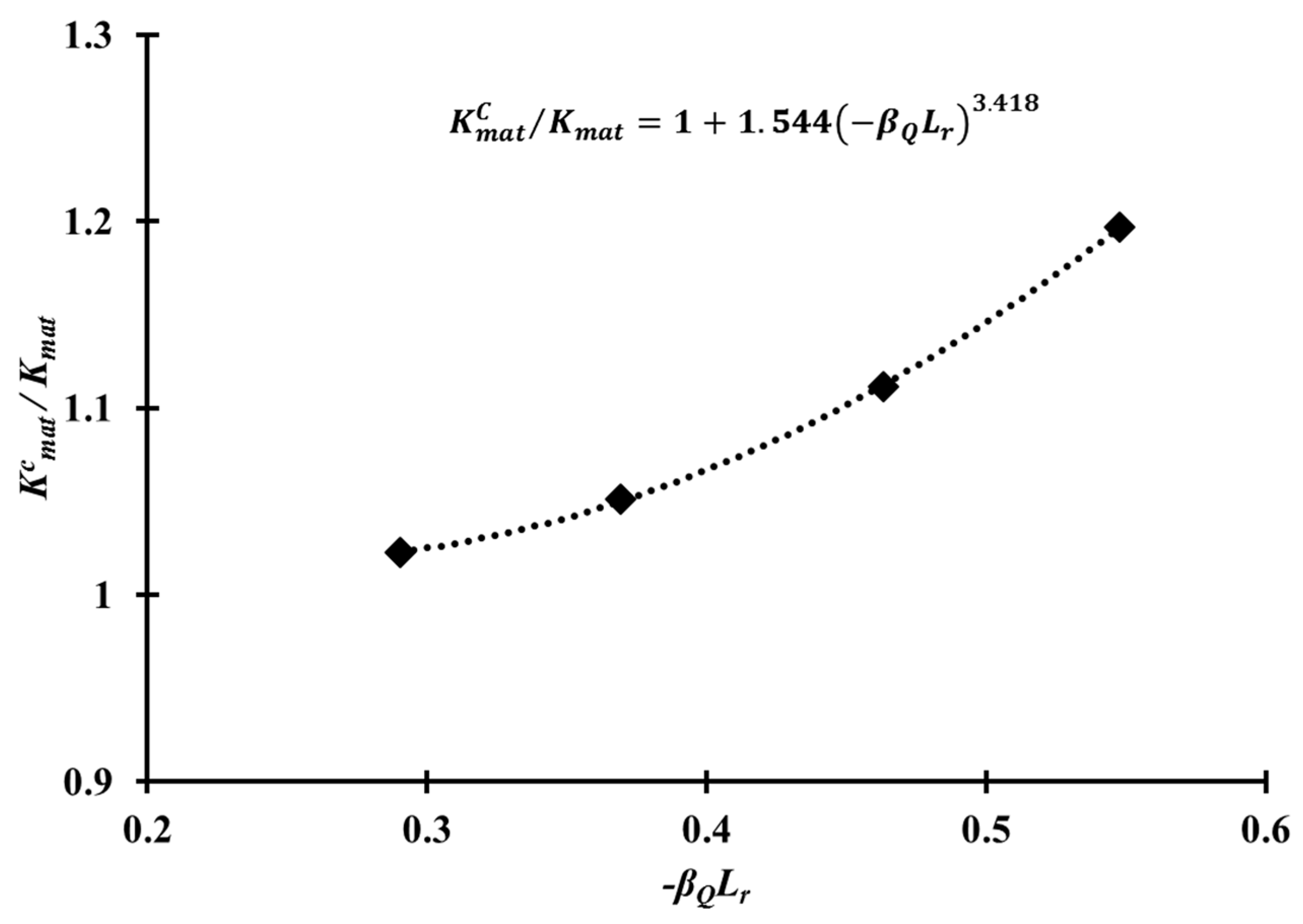
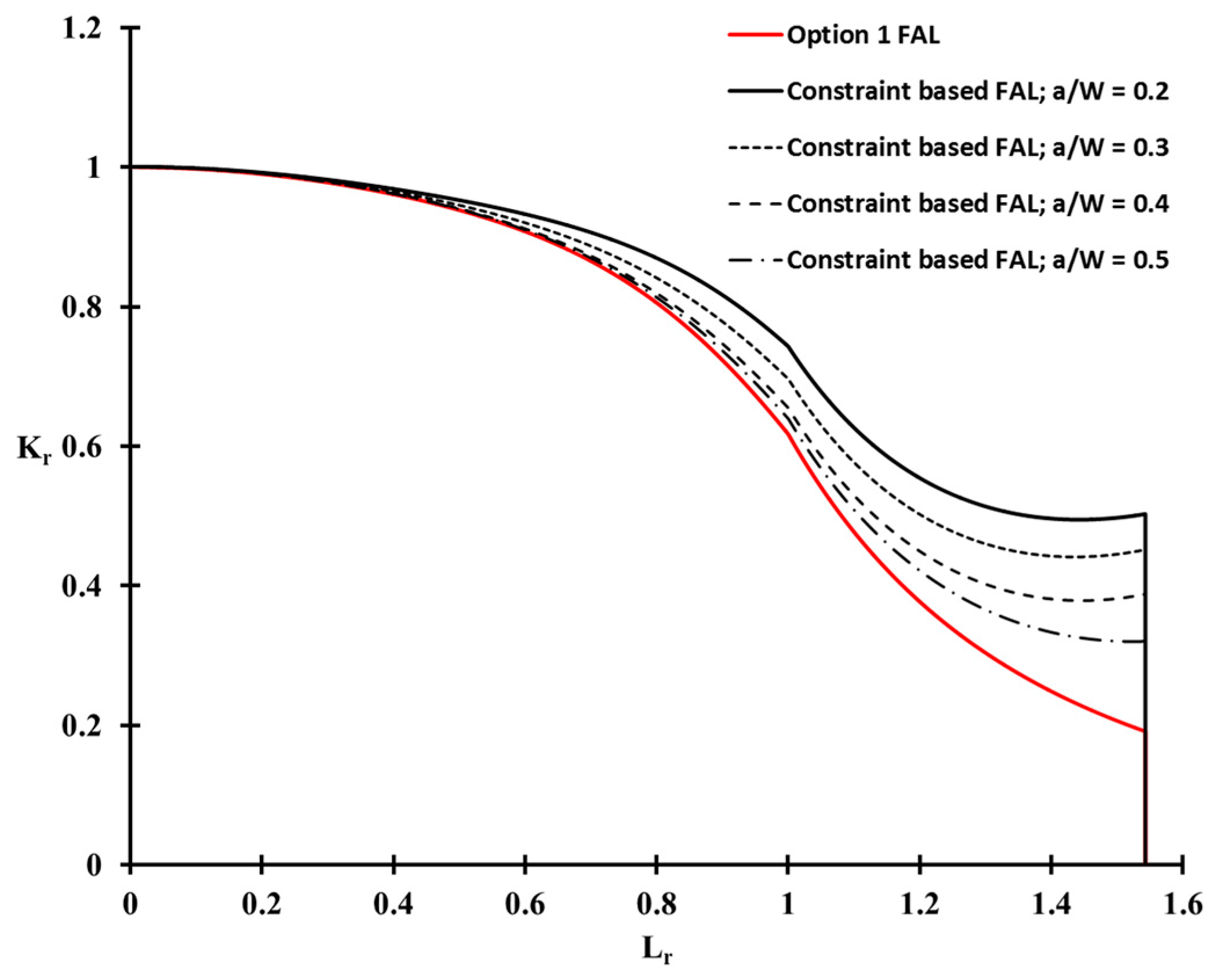
- Based on the - approach, the critical J integral values of the CT specimen corresponding to a/W = 0.2–0.5 were determined using the modified RKR form. As expected, the critical J integral value were found to be inversely proportional to the parameter as the crack length increased, with respect to the ligament of the CT specimen. The and values, which are the constants of constraint-based FAD, for the Al 5083-O weldment at cryogenic temperature, were found to be 1.544 and 3.418, respectively. With the - locus calculated in this study for the weldment of Al 5083-O, the fracture toughness with different constraint levels at cryogenic temperature can be estimated readily. In other words, the critical J integral value can be evaluated conveniently using the - locus without requiring further fracture toughness tests.
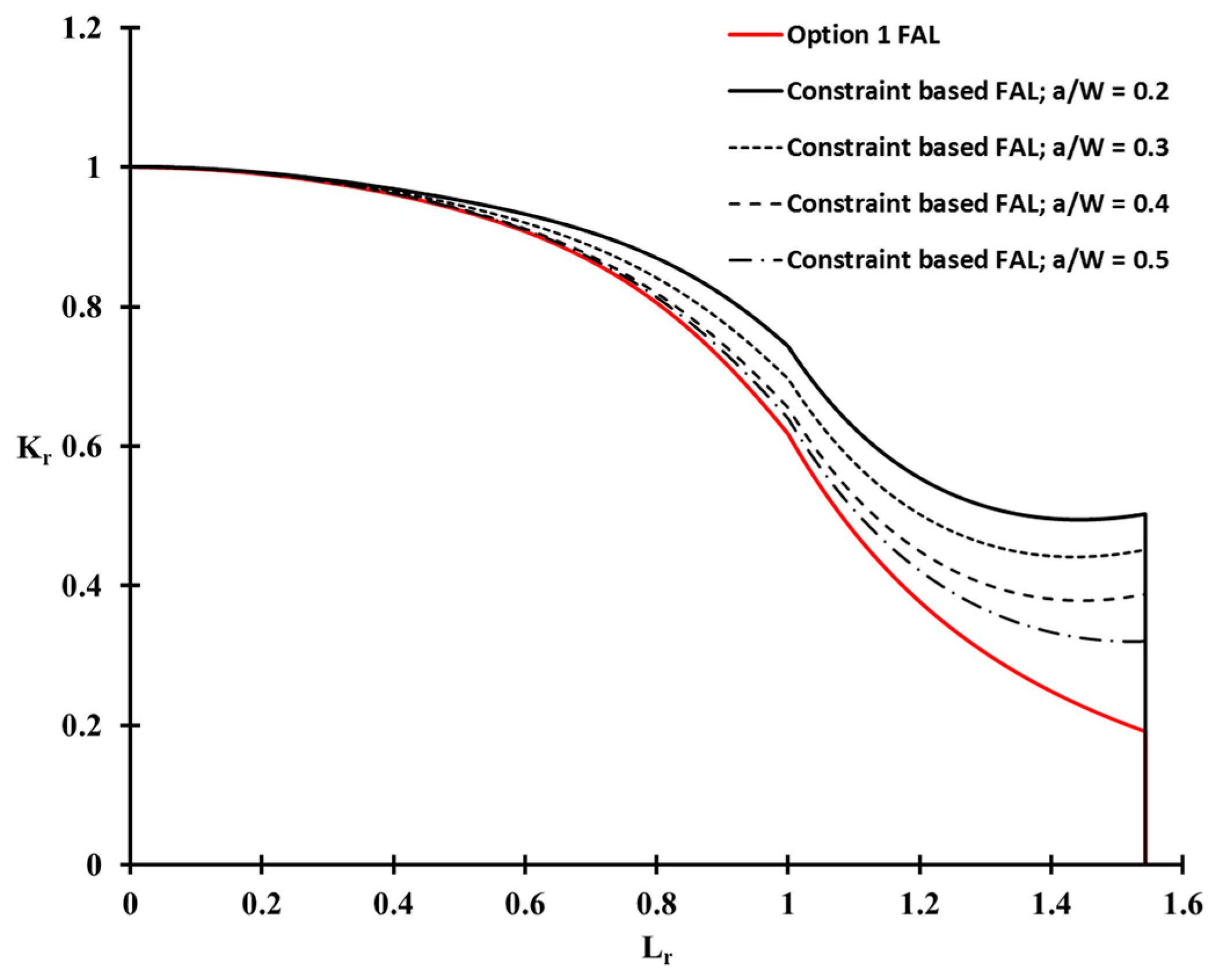
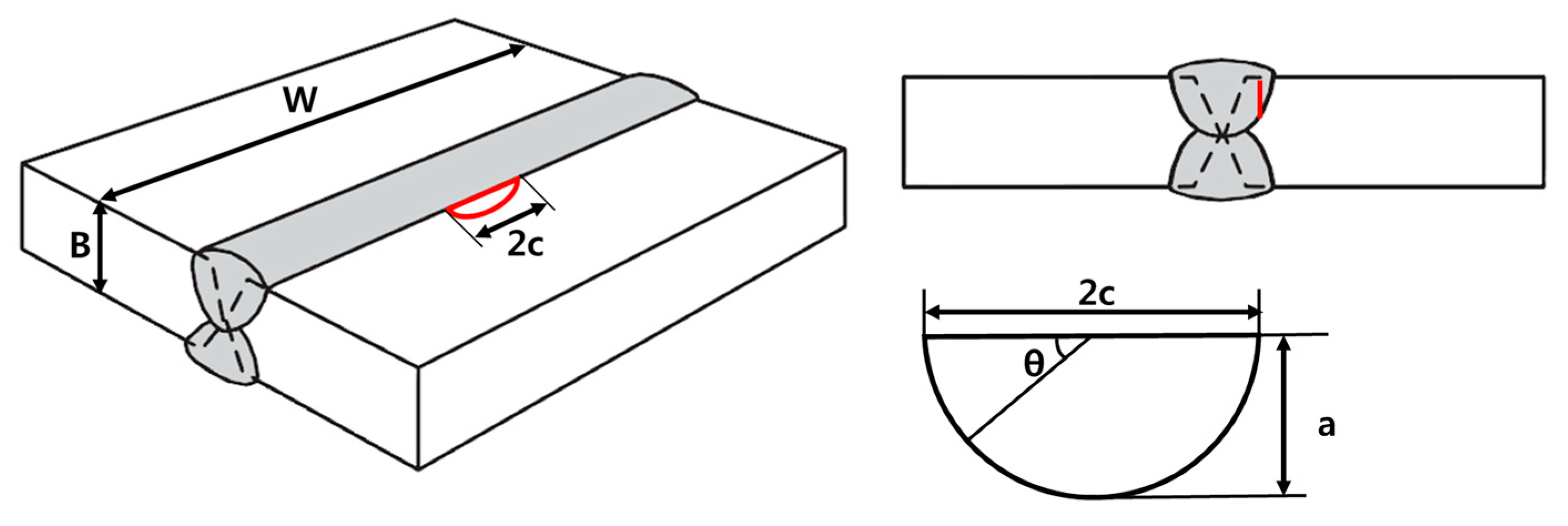
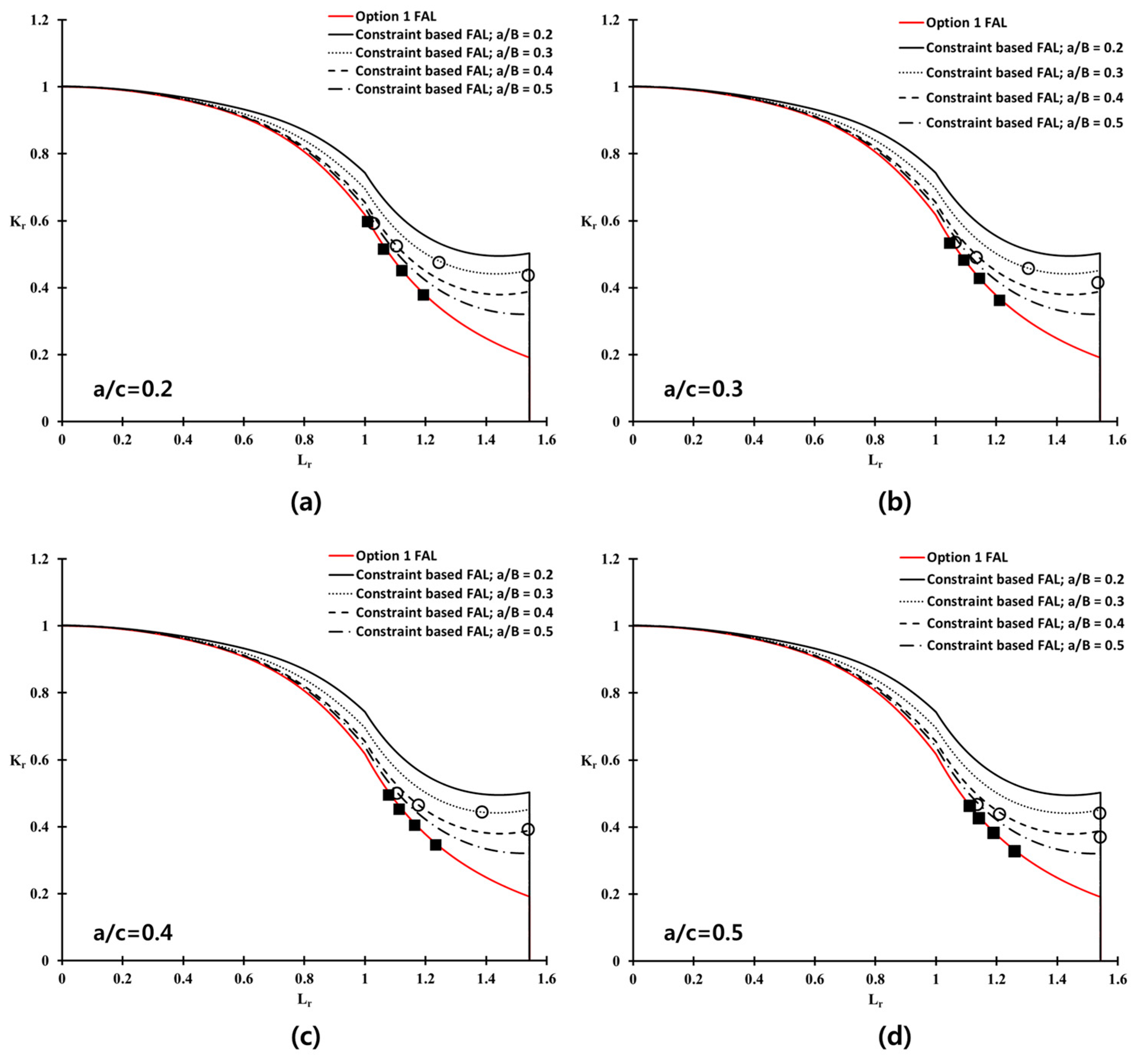
- The conventional fracture assessment method based on BS 7910 Option 1 FAD produces excessively conservative results if the constraint effect is not considered properly. Based on this study, the maximum allowable stress for the welded plate with a surface flaw of Al 5083-O, which was calculated by the constraint-based FAD, is 29% higher than that obtained from the Option 1 FAD. Therefore, the constraint-based FAD procedure is essential for avoiding overly conservative prediction of the allowable stress from a practical point of view.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- British Standard Institution. Guide on Methods for Assessing the Acceptability of Flaws in Metallic Structures; BS7910; British Standard Institution: London, UK, 2013. [Google Scholar]
- British Energy Generation. Assessment of the Integrity of Structures Containing Defects; Report R6 Revision 4; British Energy Generation: Gloucester, UK, 2000. [Google Scholar]
- American Petroleum Institute. Recommended Practice for Fitness-for-Service; API RP-579; American Petroleum Institute: Washington, DC, USA, 2000. [Google Scholar]
- British Standard Institution. Method for Determination of KIc, Critical CTOD and Critical J Values of Welds in Metallic Materials; BS7448; British Standard Institution: London, UK, 1997. [Google Scholar]
- American Society for Testing Materials. Standard Test Methods for Measurement of Fracture Toughness; ASTM E1820; ASTM International: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Zhu, X.K.; Joyce, J.A. Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng. Fract. Mech. 2012, 85, 1–46. [Google Scholar] [CrossRef]
- Tronskar, J.P.; Mannan, M.A.; Lai, M.O.; Sigurdsson, G.; Halsen, K.O. Crack tip constraint correction applied to probabilistic fracture mechanics analyses of floating production, storage and off-loading vessels. Eng. Fract. Mech. 2003, 70, 1415–1446. [Google Scholar] [CrossRef]
- Cicero, S.; Ainsworth, R.A.; Gutiérrez-Solana, F. Engineering approaches for the assessment of low constraint fracture conditions: A critical review. Eng. Fract. Mech. 2010, 77, 1360–1374. [Google Scholar] [CrossRef]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2005; ISBN 978-0-8493-1656-2. [Google Scholar]
- Betegon, C.; Hancock, J.W. Two-parameter characterization of elastic–plastic crack tip fields. J. Appl. Mech. 1991, 58, 104–110. [Google Scholar] [CrossRef]
- O’Dowd, N.P.; Shih, C.F. Family of crack tip fields characterized by a triaxiality parameter—I. Structure of fields. J. Mech. Phys. Solids 1991, 39, 989–1015. [Google Scholar] [CrossRef]
- O’Dowd, N.P.; Shih, C.F. Family of crack tip fields characterized by a triaxiality parameter—II. Fracture applications. J. Mech. Phys. Solids 1992, 40, 939–963. [Google Scholar] [CrossRef]
- Nevalainen, M.; Dodds, R.H. Numerical investigation of 3D constraint effects on brittle fracture in SE(B) and C(T) specimens. Int. J. Fract. 1995, 74, 131–161. [Google Scholar] [CrossRef]
- Graba, M. The influence of material properties on the Q-stress value near the crack tip for elastic-plastic materials. J. Theor. Appl. Mech. 2008, 46, 269–289. [Google Scholar]
- Graba, M. The influence of material properties and crack length on the q-stress value near the crack tip for elastic-plastic materials for centrally cracked plate in tension. J. Theor. Appl. Mech. 2012, 50, 23–46. [Google Scholar]
- Cravero, S.; Ruggieri, C. Structural integrity analysis of axially cracked pipelines using conventional and constraint-modified failure assessment diagrams. Int. J. Pressure Vessels Pip. 2006, 83, 607–617. [Google Scholar] [CrossRef]
- Jin, H.J.; Wu, S.J. Effect of plasticity constraint on structural integrity assessment of pressure vessel welds. Int. J. Pressure Vessels Pip. 2015, 134, 72–81. [Google Scholar] [CrossRef]
- Hutchinson, J.W. Singular behavior at the end of a tensile crack tip in a hardening material. J. Mech. Phys. Solids 1968, 16, 13–31. [Google Scholar] [CrossRef]
- Rice, J.R.; Rosengren, G.F. Plane strain deformation near a crack tip in a power-law hardening material. J. Mech. Phys. Solids 1968, 16, 1–12. [Google Scholar] [CrossRef]
- Zhu, X.K.; Leis, B.N. Bending modified J-Q theory and crack tip constraint quantification. Int. J. Fract. 2006, 141, 115–134. [Google Scholar] [CrossRef]
- Zhu, X.K.; Jang, S.K.; Chen, Y.F. A modification of J-Q theory and its applications. Int. J. Fract. 2001, 111, 47–52. [Google Scholar] [CrossRef]
- Ainsworth, R.A. A constraint-based failure assessment diagram for fracture assessment. Int. J. Pressure Vessels Pip. 1995, 64, 277–285. [Google Scholar] [CrossRef]
- American Society for Testing Materials. Standard Test Methods for Tension Testing of Metallic Materials; ASTM E8; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Lee, J.S.; You, W.H.; Yoo, C.H.; Kim, K.S.; Kim, Y. An experimental study on fatigue performance of cryogenic metallic materials for imo type b tank. Int. J. Nav. Archit. Ocean. Eng. 2013, 5, 580–597. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, Z.L.; Østby, E.; Nyhus, B.; Sun, D.B. Effects of temperature and crack tip constraint on cleavage fracture toughness in the weld thermal simulated X80 pipeline Steel. In Proceedings of the International Offshore and Polar Engineering, Beijing, China, 20–25 June 2010; pp. 162–169. [Google Scholar]
- Ritchie, R.O.; Knott, J.F.; Rice, J.R. On the relationship between critical tensile stress and fracture toughness in mild steel. J. Mech. Phys. Solids 1973, 21, 395–410. [Google Scholar] [CrossRef]
- Neimitz, A.; Graba, M.; Galkiewicz, J. An alternative formulation of the Ritchie-Knott-Rice local fracture criterion. Eng. Fract. Mech. 2007, 74, 1308–1322. [Google Scholar] [CrossRef]
- Donoso, J.R.; Labbe, F. Q-stresses and constraint behavior of the notched cylindrical tensile specimen. Eng. Fract. Mech. 2001, 68, 487–496. [Google Scholar] [CrossRef]
- Cravero, S.; Ruggieri, C. Correlation of fracture behavior in high pressure pipelines with axial flaws using constraint designed test specimens—part I: Plane-strain analyses. Eng. Fract. Mech. 2005, 72, 1344–1360. [Google Scholar] [CrossRef]
- Guide to Damage Tolerance Analysis of Marine Structures; Final Report to the Ship Structure Committee SSC-409; Ship Structure Committee: Kanata, ON, Canada, 2000; Available online: http://www.shipstructure.org/pdf/409.pdf (accessed on 14 July 2017).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Creq | |
|---|---|---|---|---|---|---|---|---|---|
| Chemical composition (wt. %) | 0.07 | 0.20 | 0.02 | 0.60 | 4.80 | 0.07 | 0.01 | 0.02 | 0.223 |
| Welding Method | Filler Metal | Groove Shape | Current [A] | Voltage [V] | Speed [cm/min] |
|---|---|---|---|---|---|
| MIG welding | ER5183 | Double V | 550 | 30 | 36 |
| Material | Temp. | Yield Strength [MPa] | Tensile Strength [MPa] | Elastic Modulus [GPa] | Elongation [%] | Strain Hardening Exponent | Material Constant |
|---|---|---|---|---|---|---|---|
| Base metal | Room | 166 | 326 | 61 | 23 | 7 | 0.735 |
| Cryogenic | 189 | 373 | 70 | 26 | 7.13 | 0.741 | |
| Weld metal | Room | 157 | 307 | 61 | 20 | 6.83 | 0.777 |
| Cryogenic | 175 | 365 | 75 | 23 | 6.43 | 0.857 |
| Specimen (a/W = 0.5) | Temp. | CTOD (avg.) [mm] | Max. Load [kN] | CMOD [mm] |
|---|---|---|---|---|
| Base metal | Room | 0.70 | 46 | 2.50 |
| Cryogenic | 0.83 | 57 | 3.03 | |
| Weld metal | Room | 0.74 | 44 | 2.88 |
| Cryogenic | 0.91 | 52 | 3.35 |
| Flaw Type | a [mm] | 2c [mm] | a/B | a/c |
|---|---|---|---|---|
| 5 × 50 | 5 | 50 | 0.2 | 0.2 |
| 7.5 × 60 | 7 | 60 | 0.3 | 0.25 |
| 10 × 100 | 10 | 100 | 0.4 | 0.2 |
| 12.5 × 100 | 12.5 | 100 | 0.5 | 0.25 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moon, D.H.; Park, J.Y.; Kim, M.H. Effects of the Crack Tip Constraint on the Fracture Assessment of an Al 5083-O Weldment for Low Temperature Applications. Materials 2017, 10, 815. https://doi.org/10.3390/ma10070815
Moon DH, Park JY, Kim MH. Effects of the Crack Tip Constraint on the Fracture Assessment of an Al 5083-O Weldment for Low Temperature Applications. Materials. 2017; 10(7):815. https://doi.org/10.3390/ma10070815
Chicago/Turabian StyleMoon, Dong Hyun, Jeong Yeol Park, and Myung Hyun Kim. 2017. "Effects of the Crack Tip Constraint on the Fracture Assessment of an Al 5083-O Weldment for Low Temperature Applications" Materials 10, no. 7: 815. https://doi.org/10.3390/ma10070815
APA StyleMoon, D. H., Park, J. Y., & Kim, M. H. (2017). Effects of the Crack Tip Constraint on the Fracture Assessment of an Al 5083-O Weldment for Low Temperature Applications. Materials, 10(7), 815. https://doi.org/10.3390/ma10070815