The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
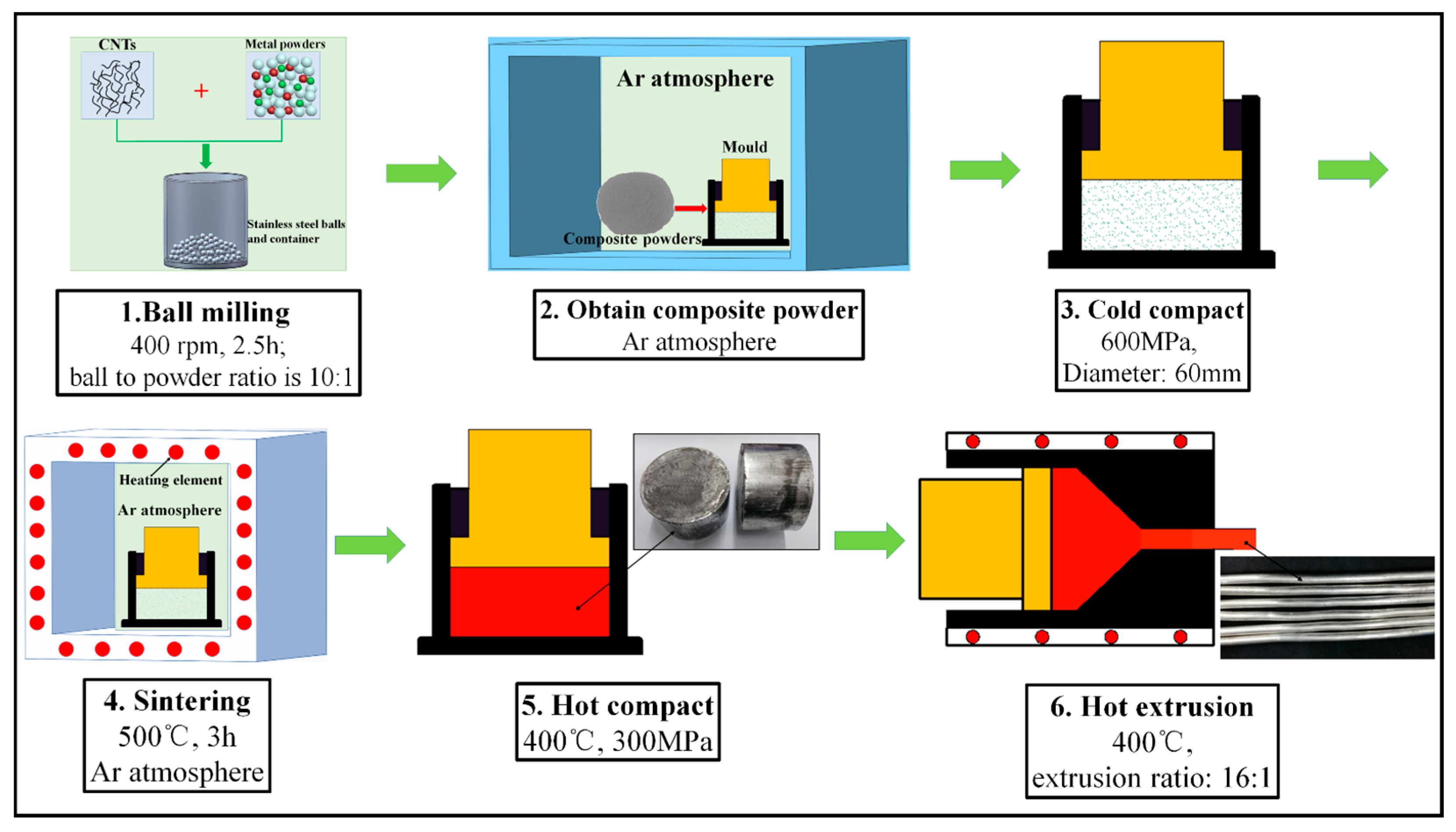
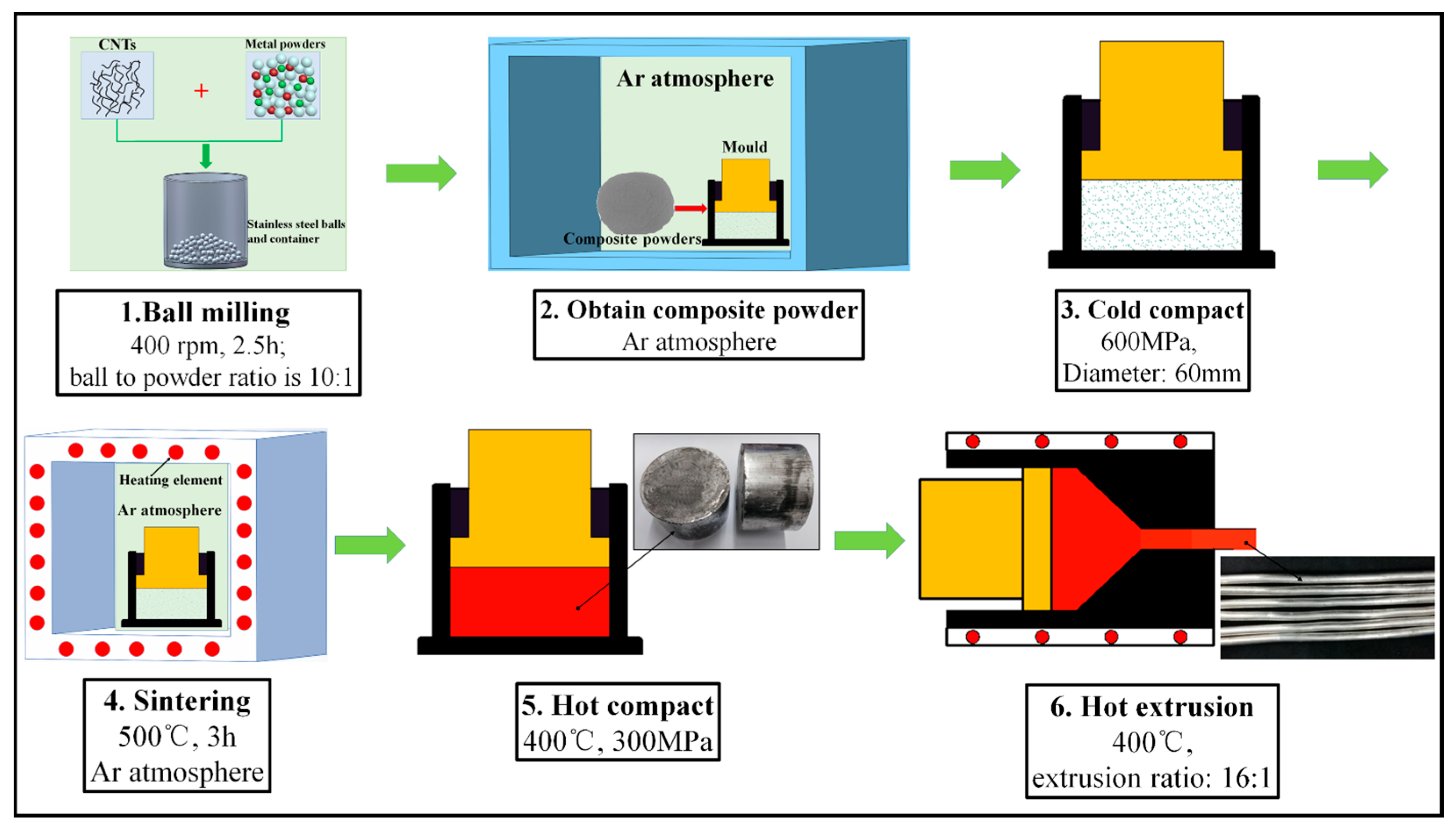
2.2. Fabrication of AZ31–CNTs Composites
2.3. Characterization
3. Results and Discussions
3.1. Density Measurements
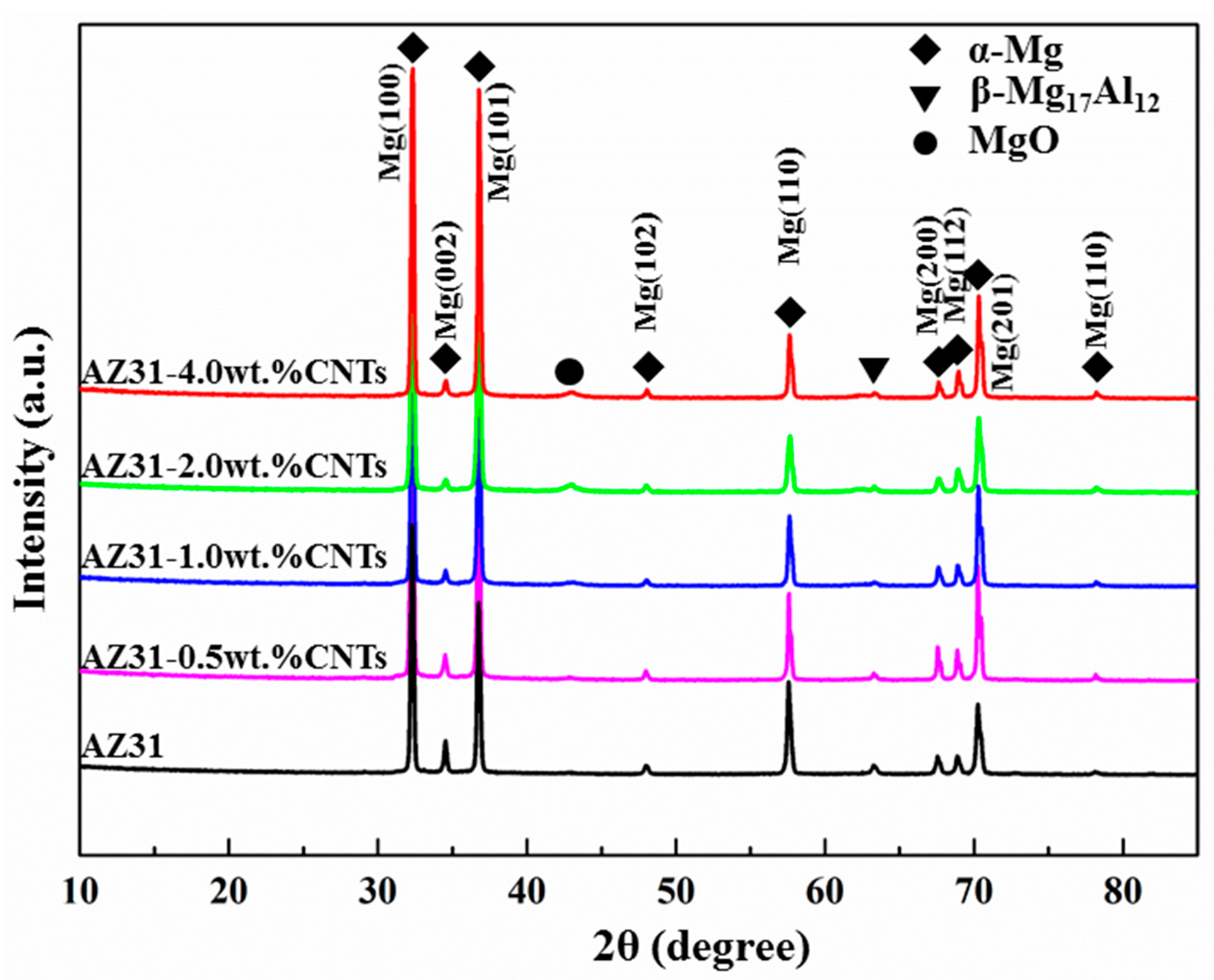
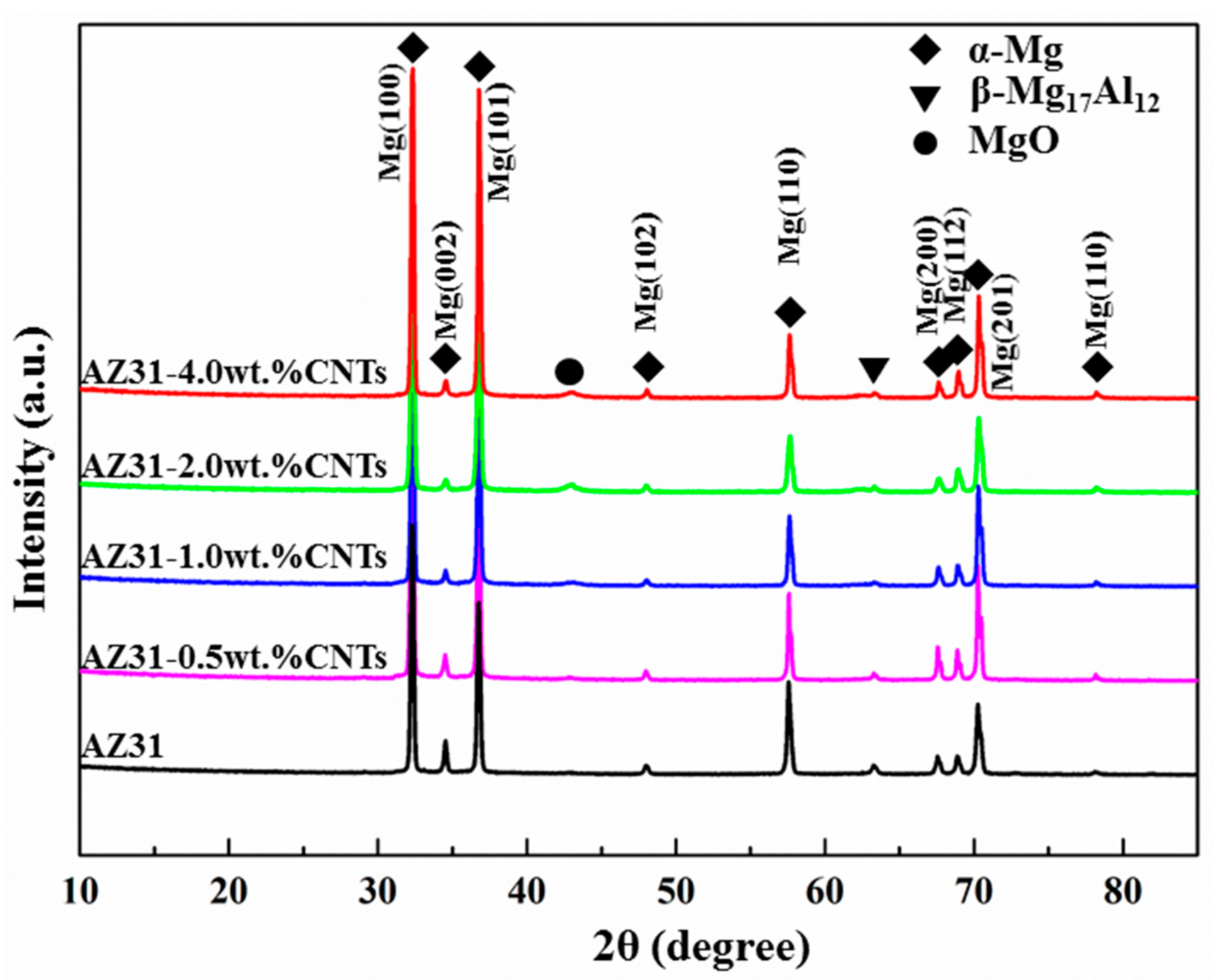
3.2. X-ray Analysis
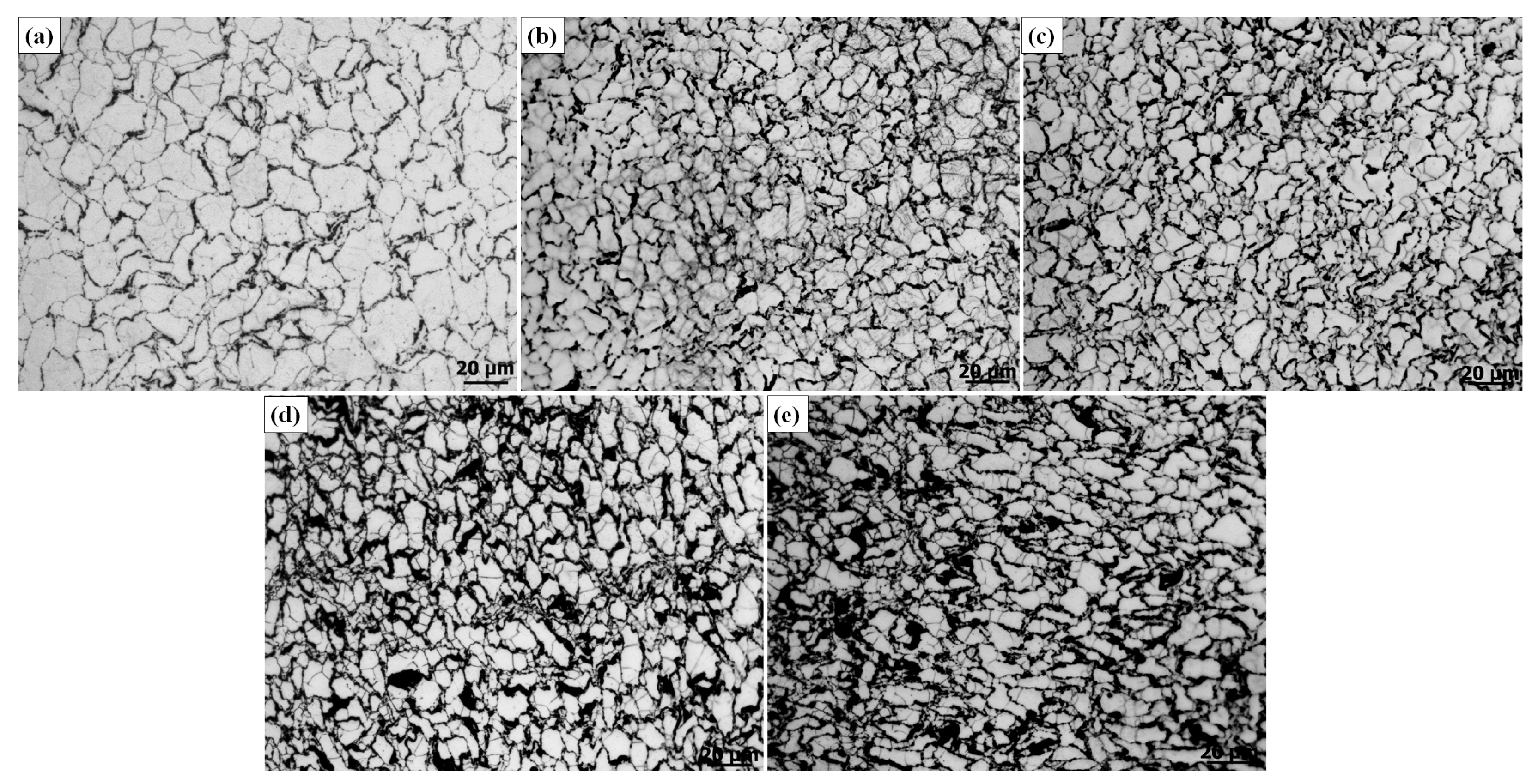
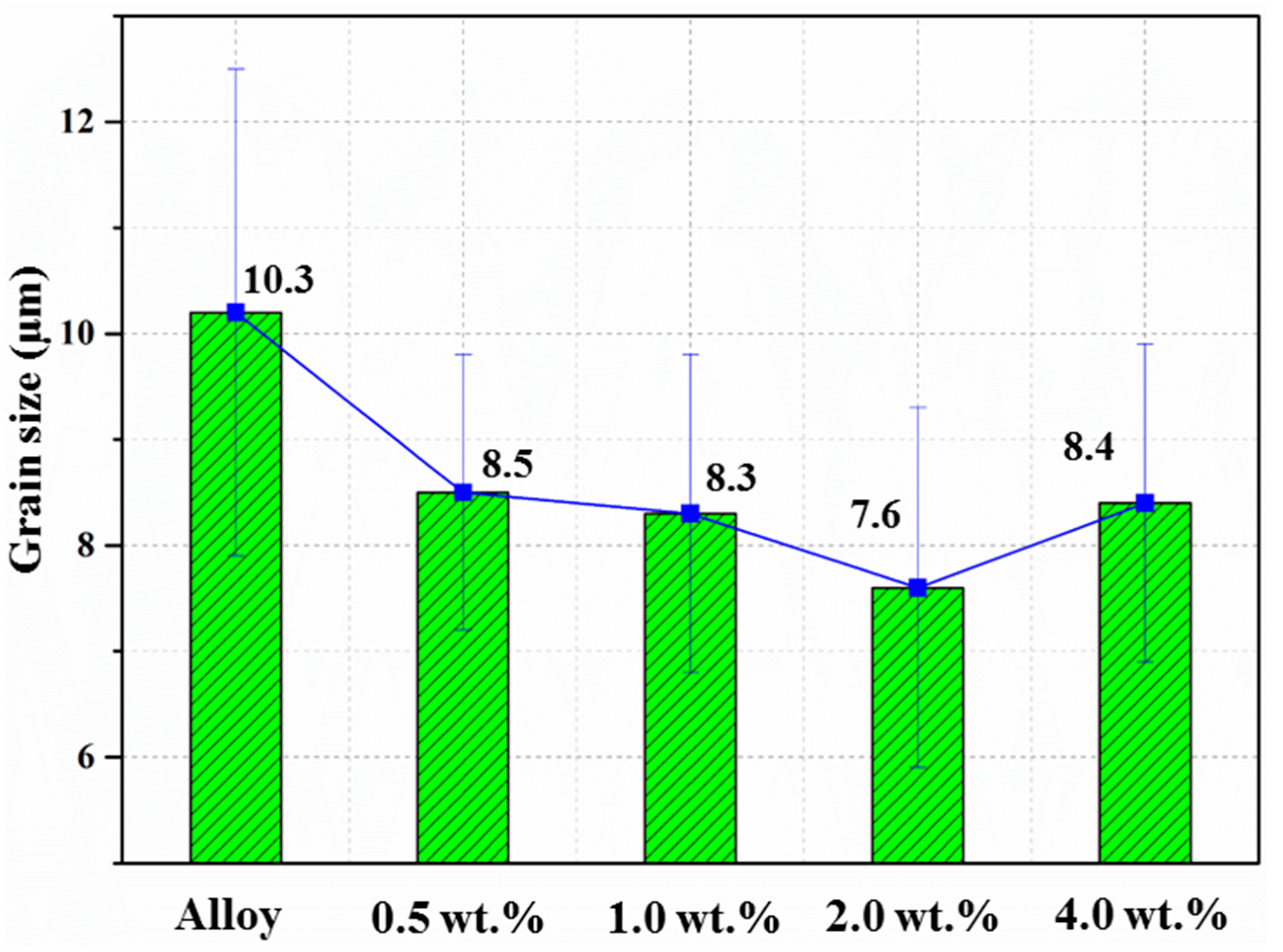
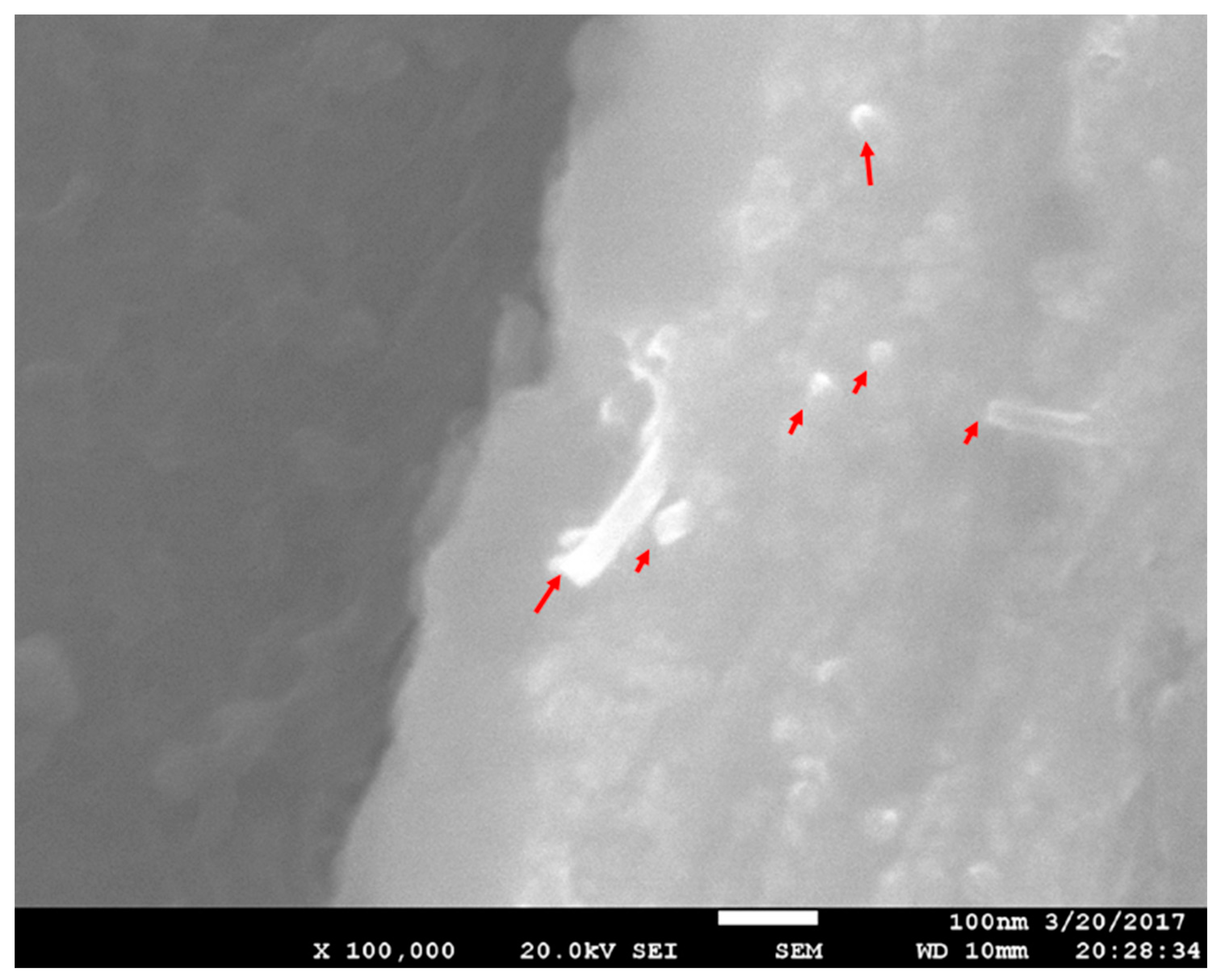
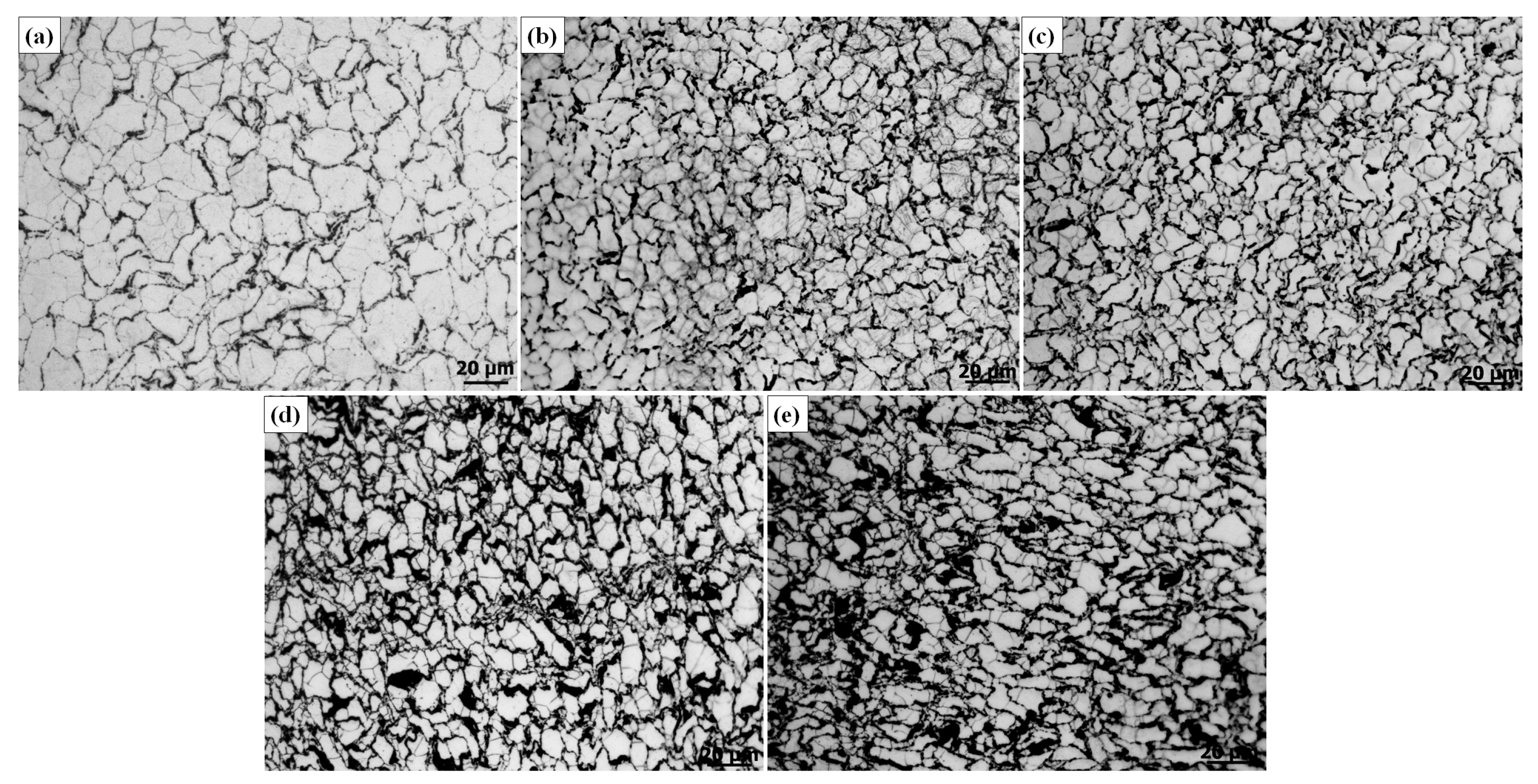
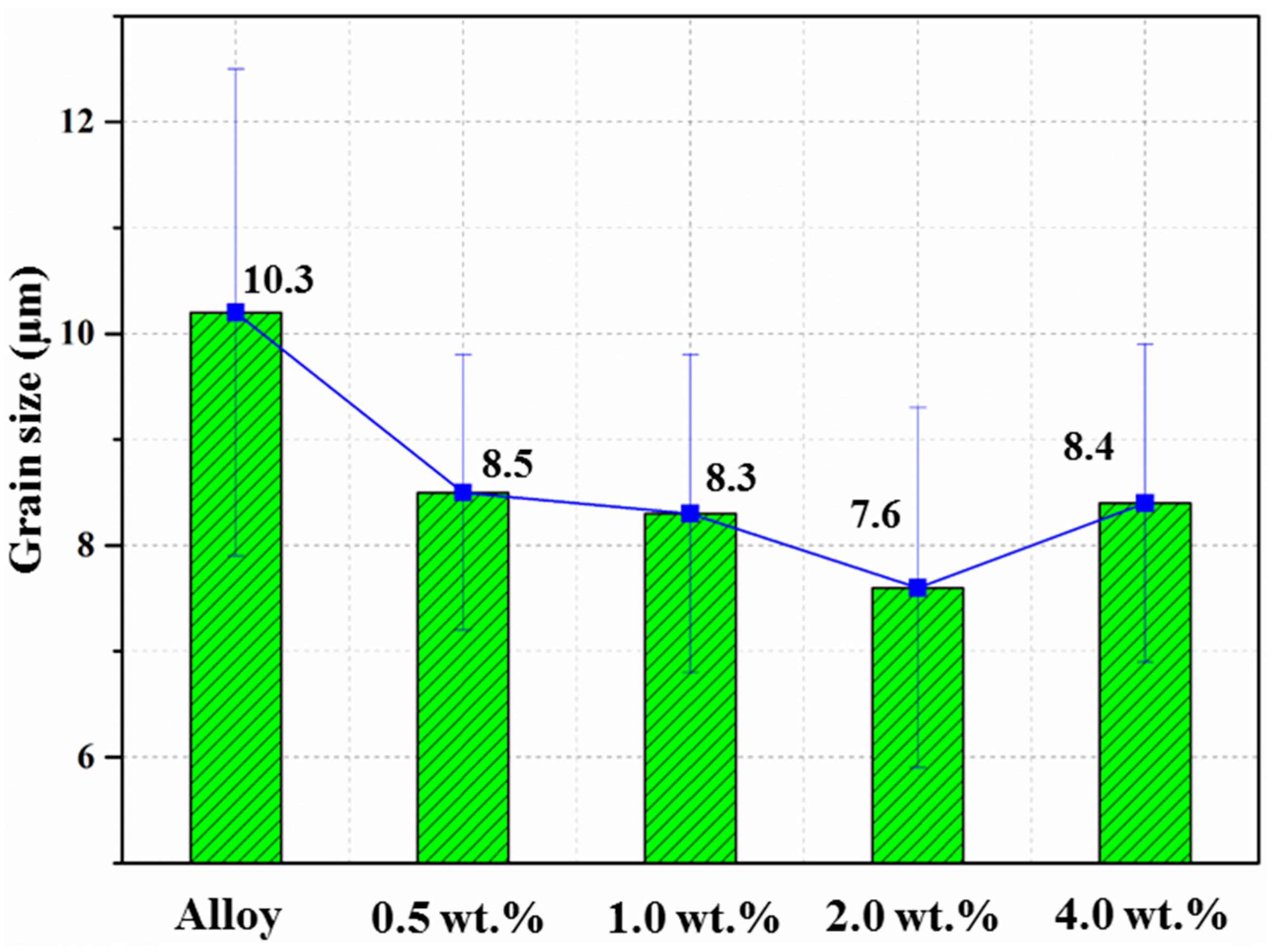
3.3. Microstructure Characterization
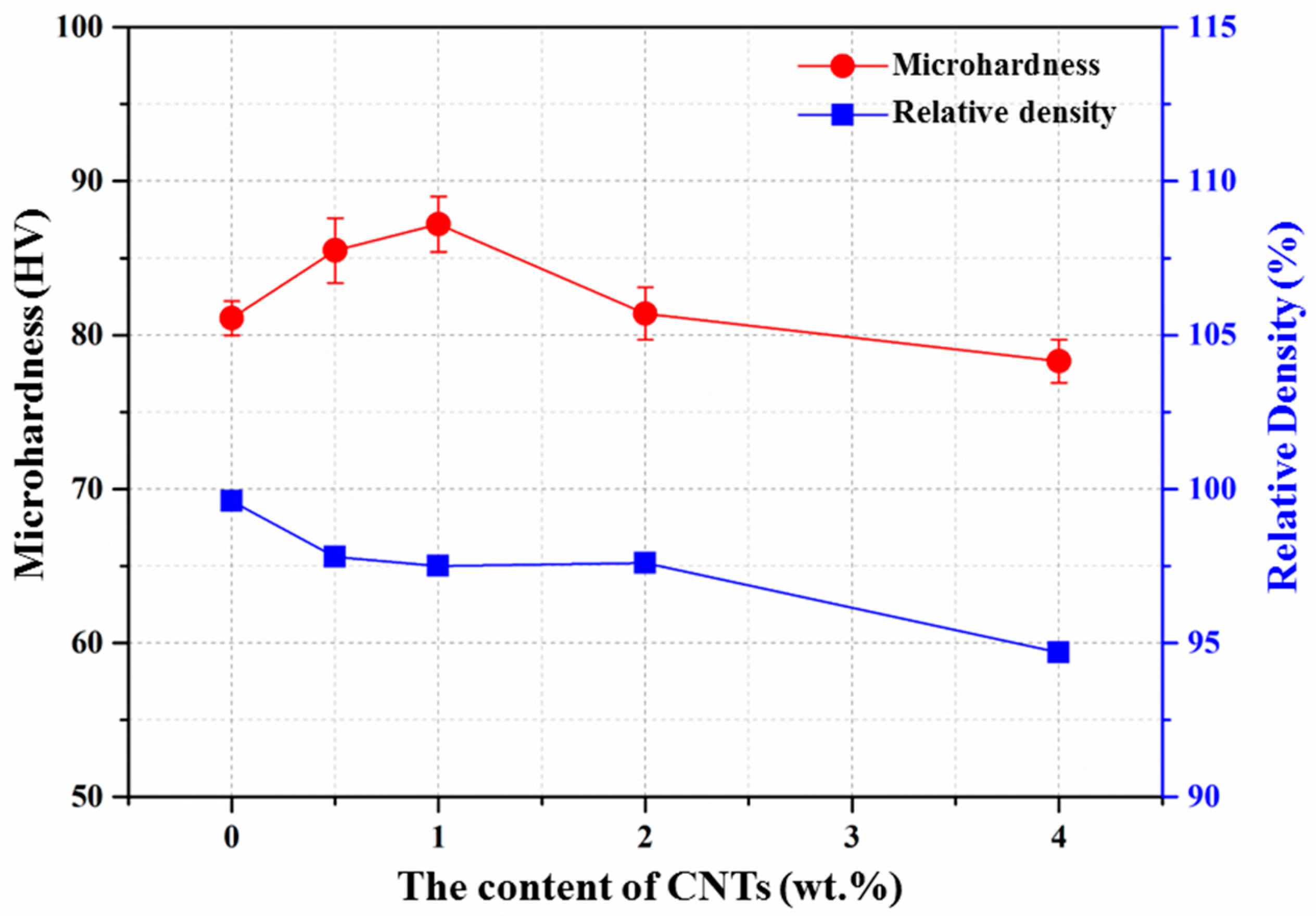
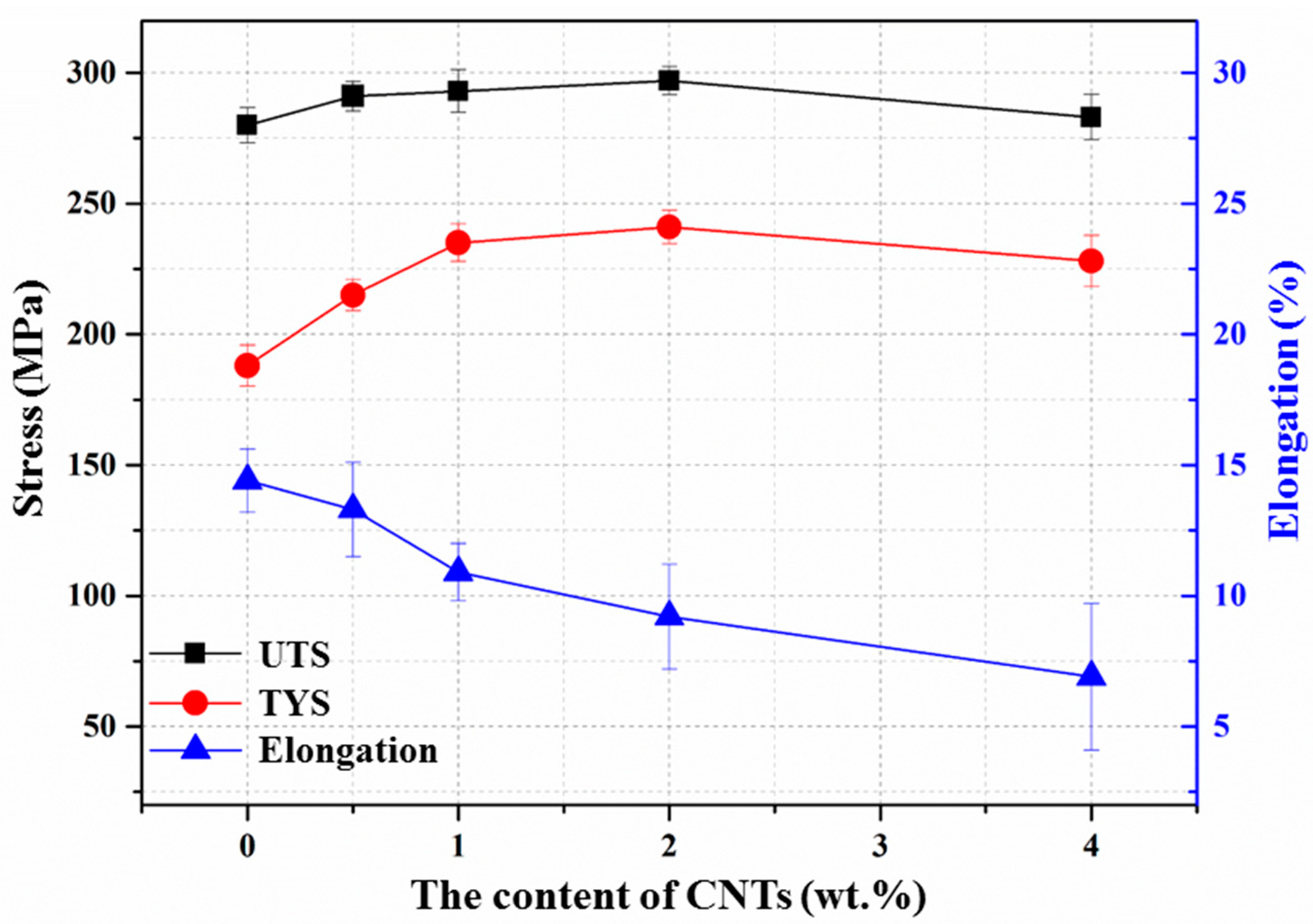
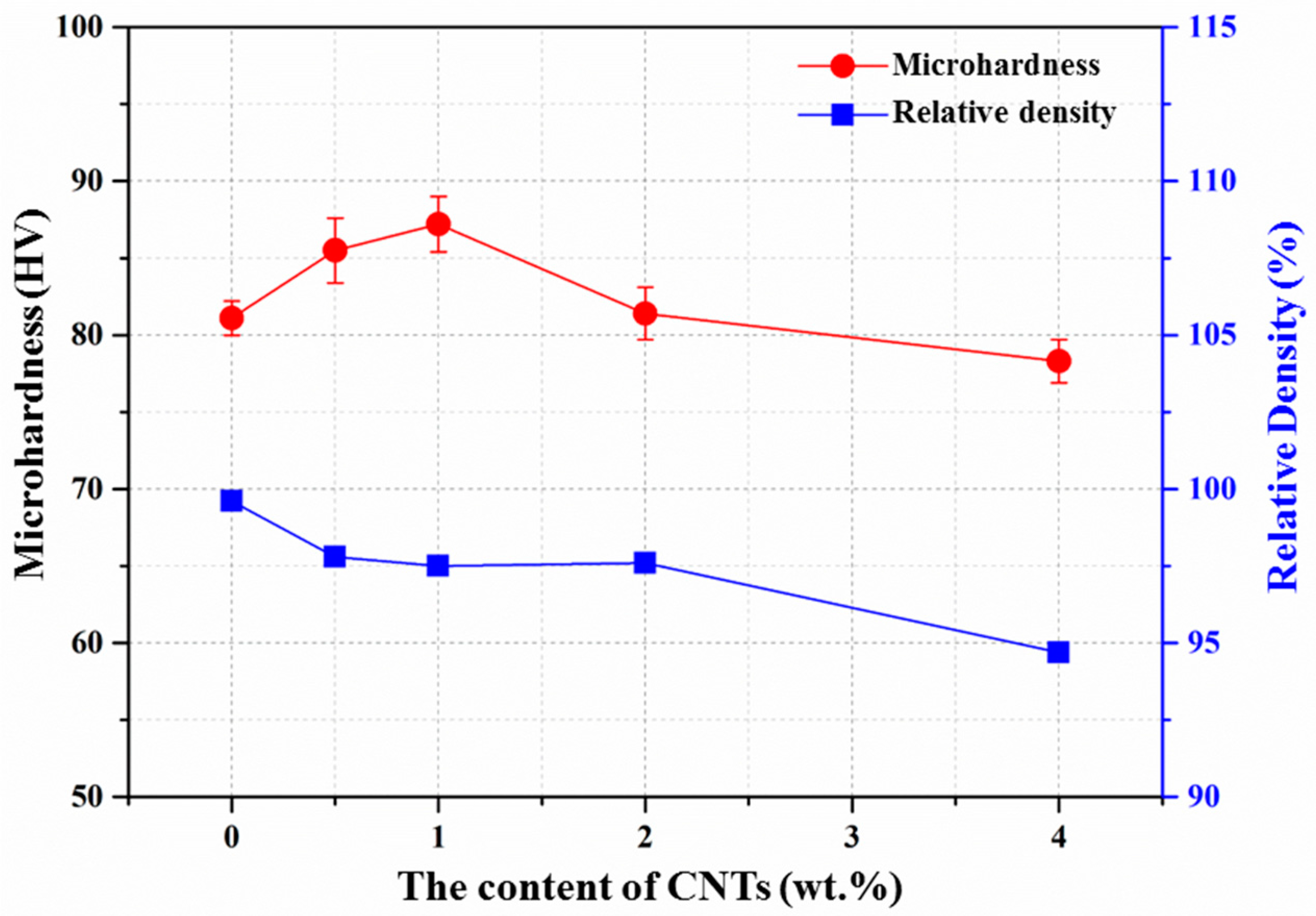
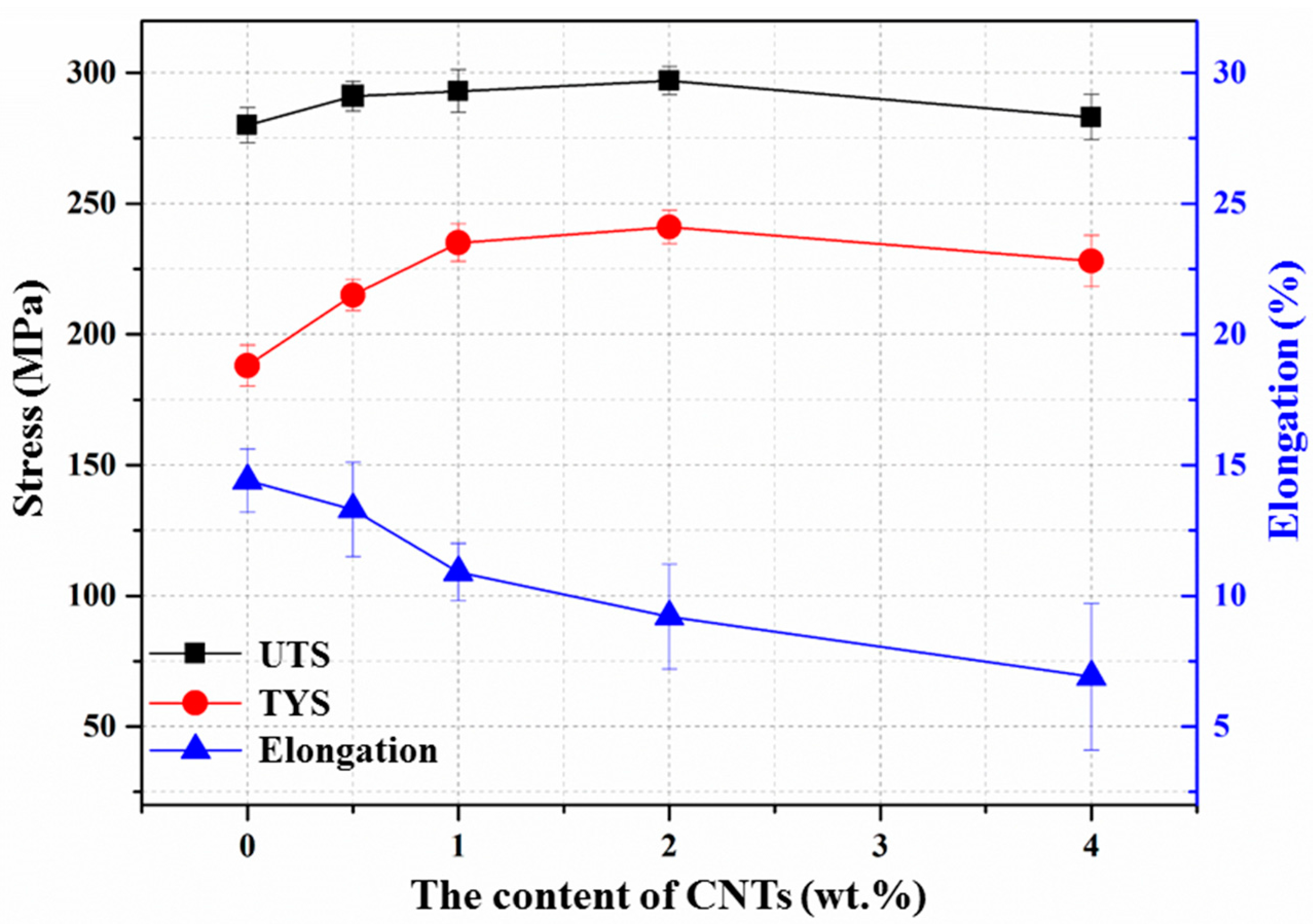
3.4. Mechanical Behavior
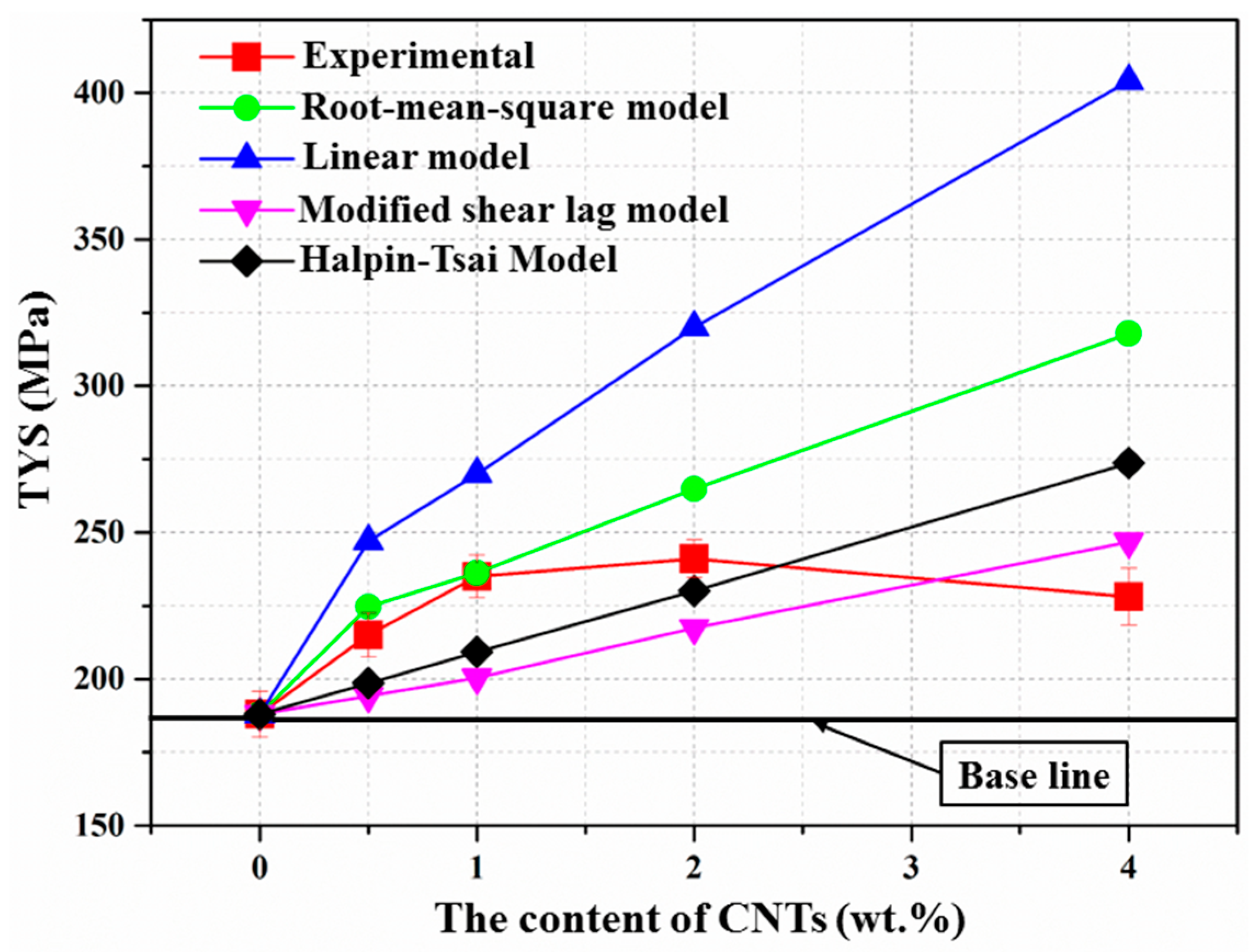
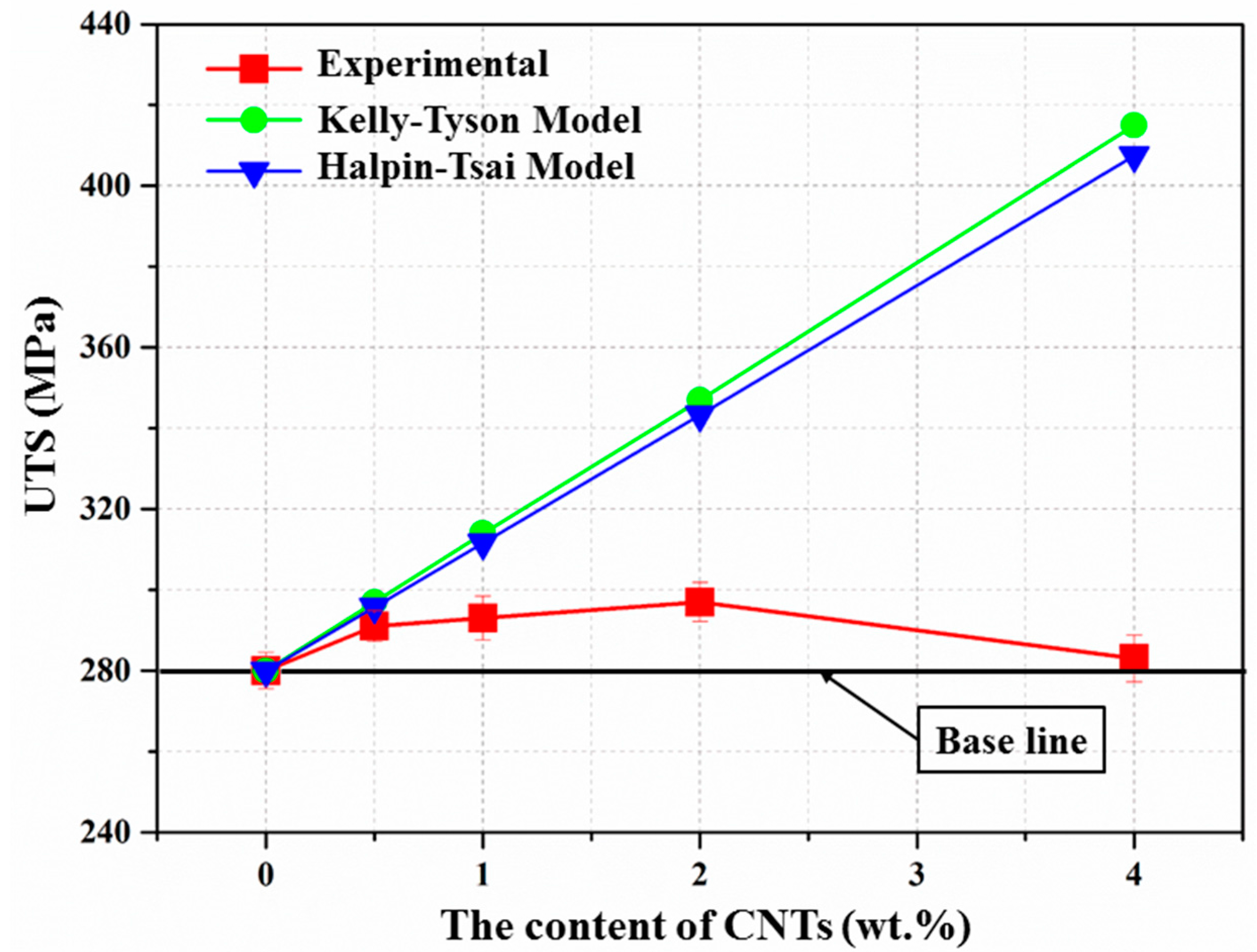
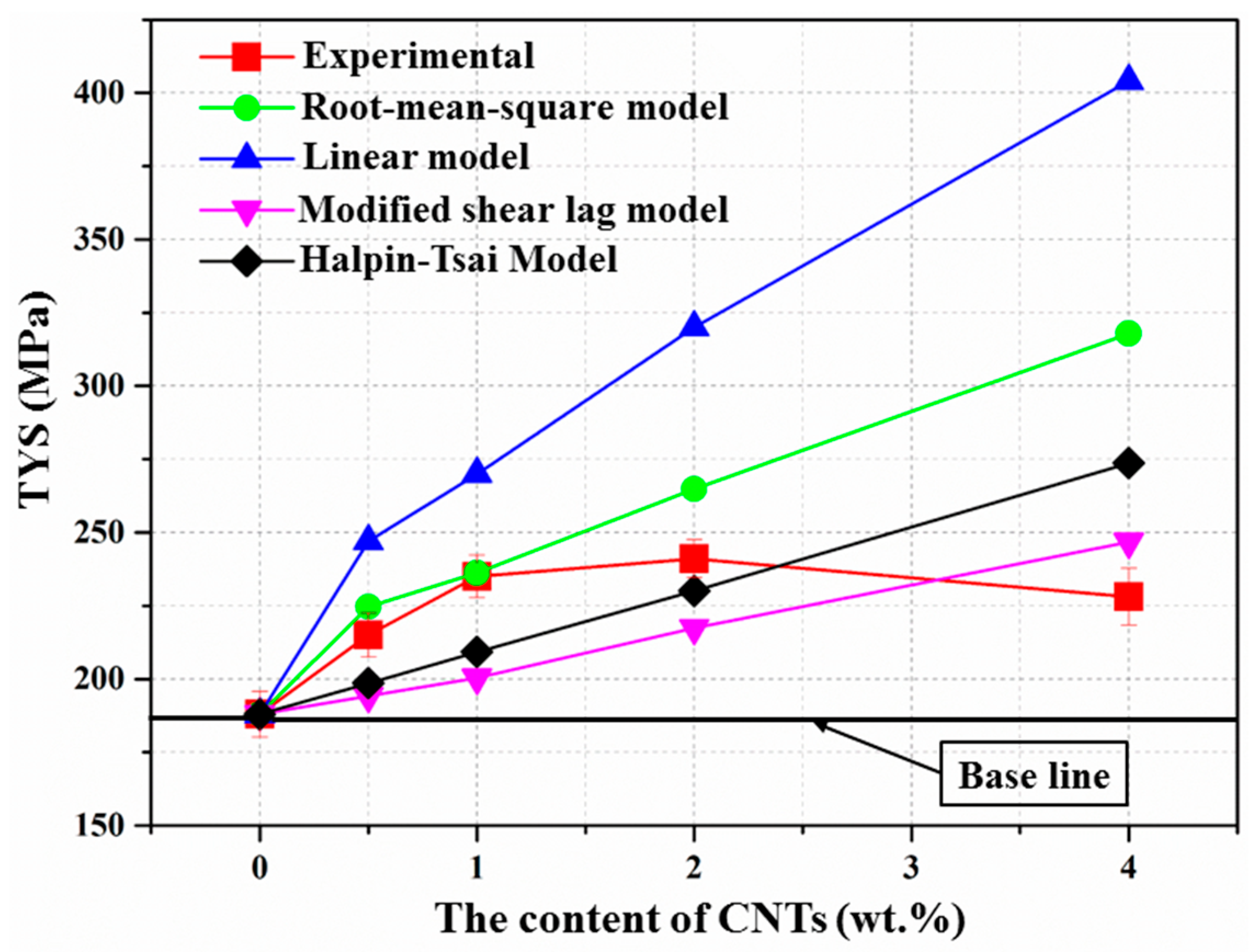
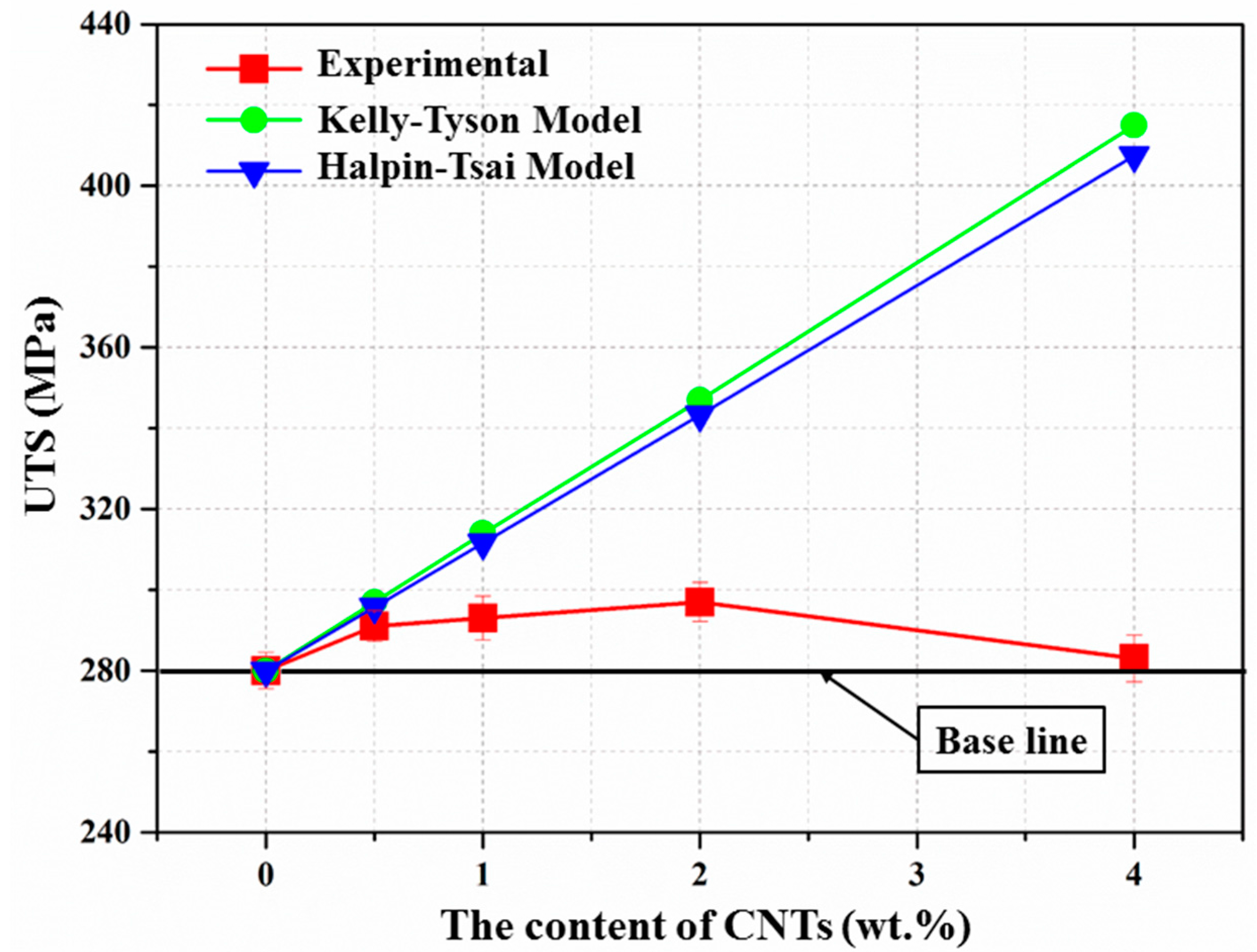
3.5. Strengthening Mechanisms
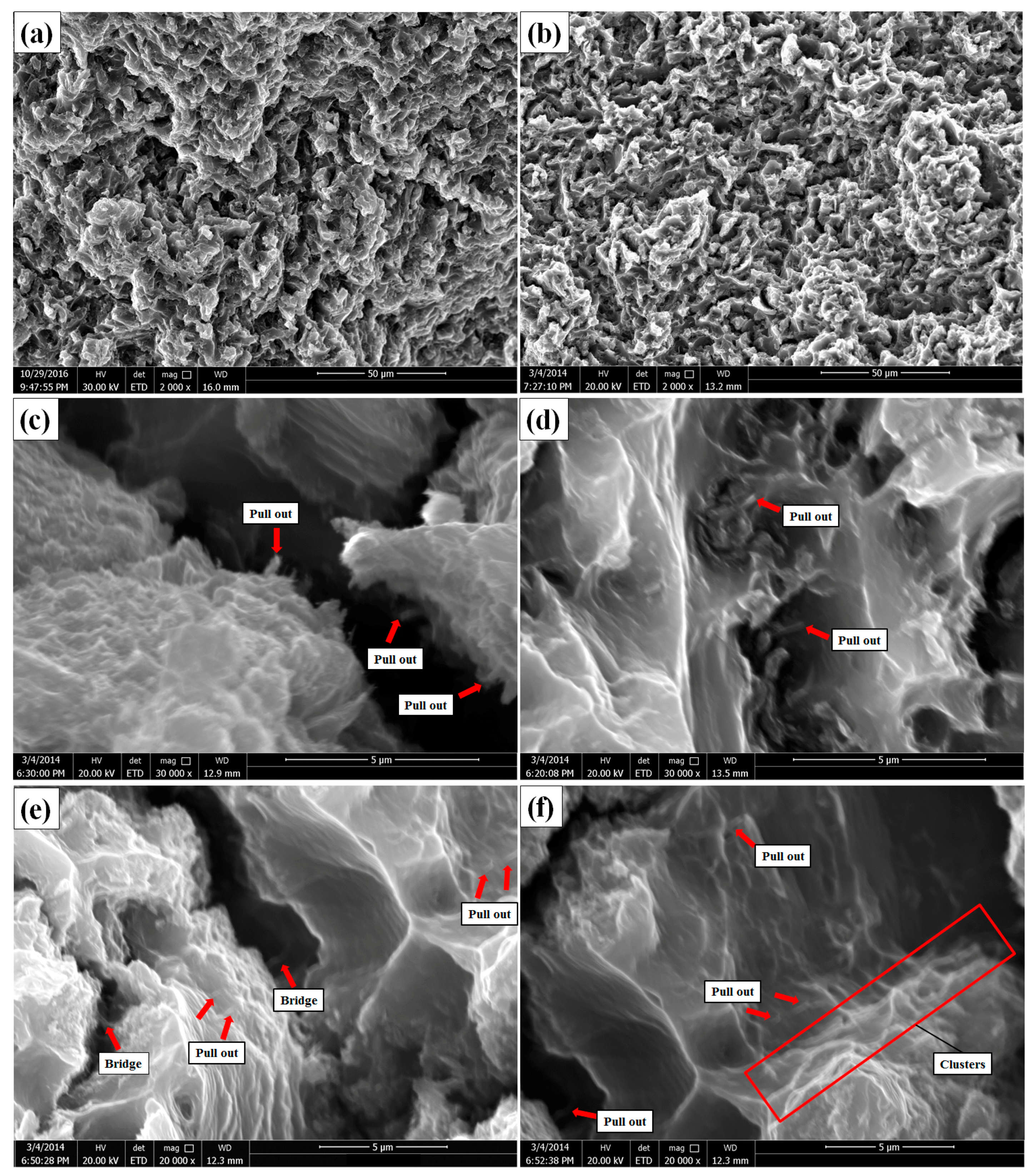
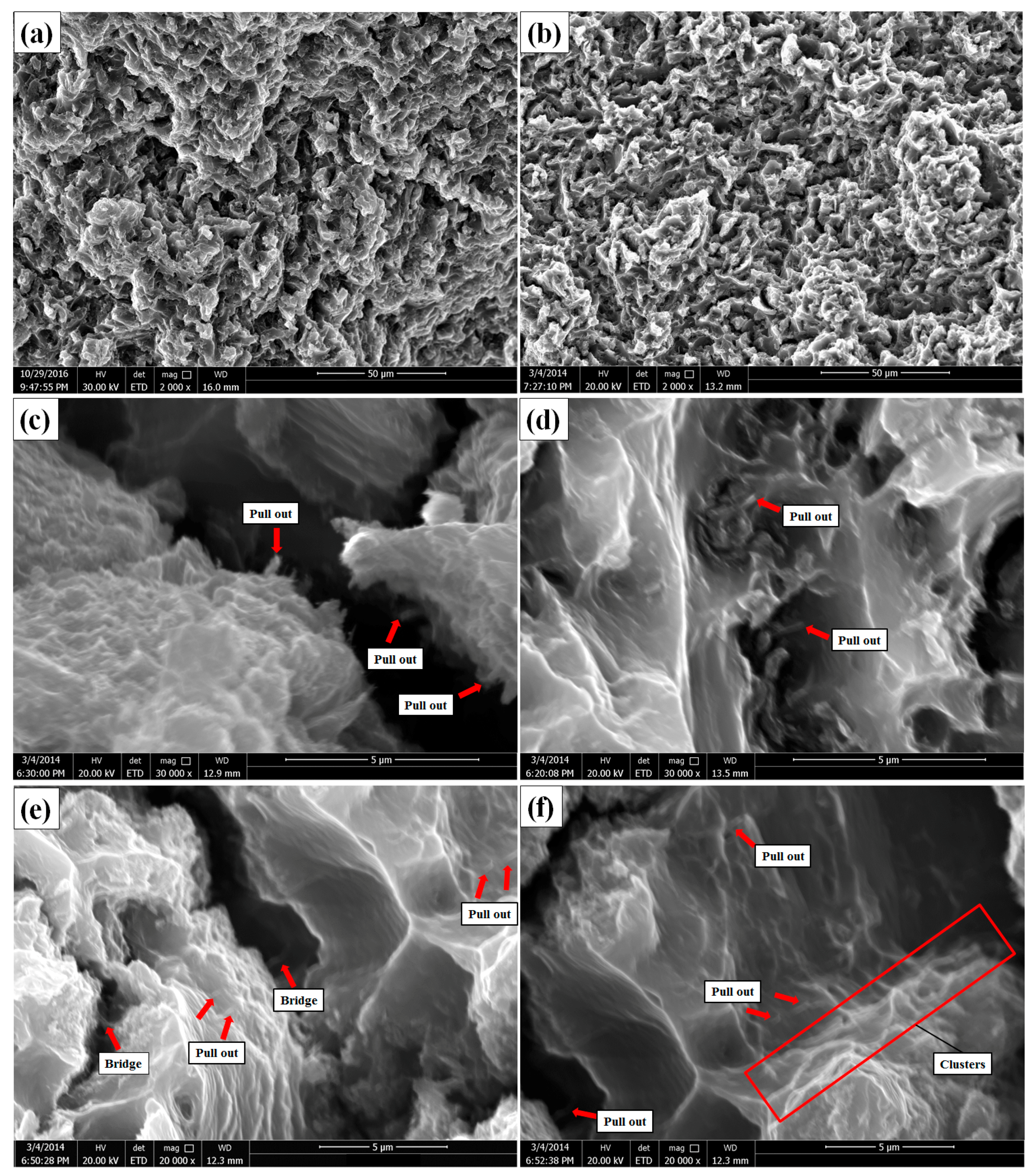
3.6. Fracture Surface Characterization
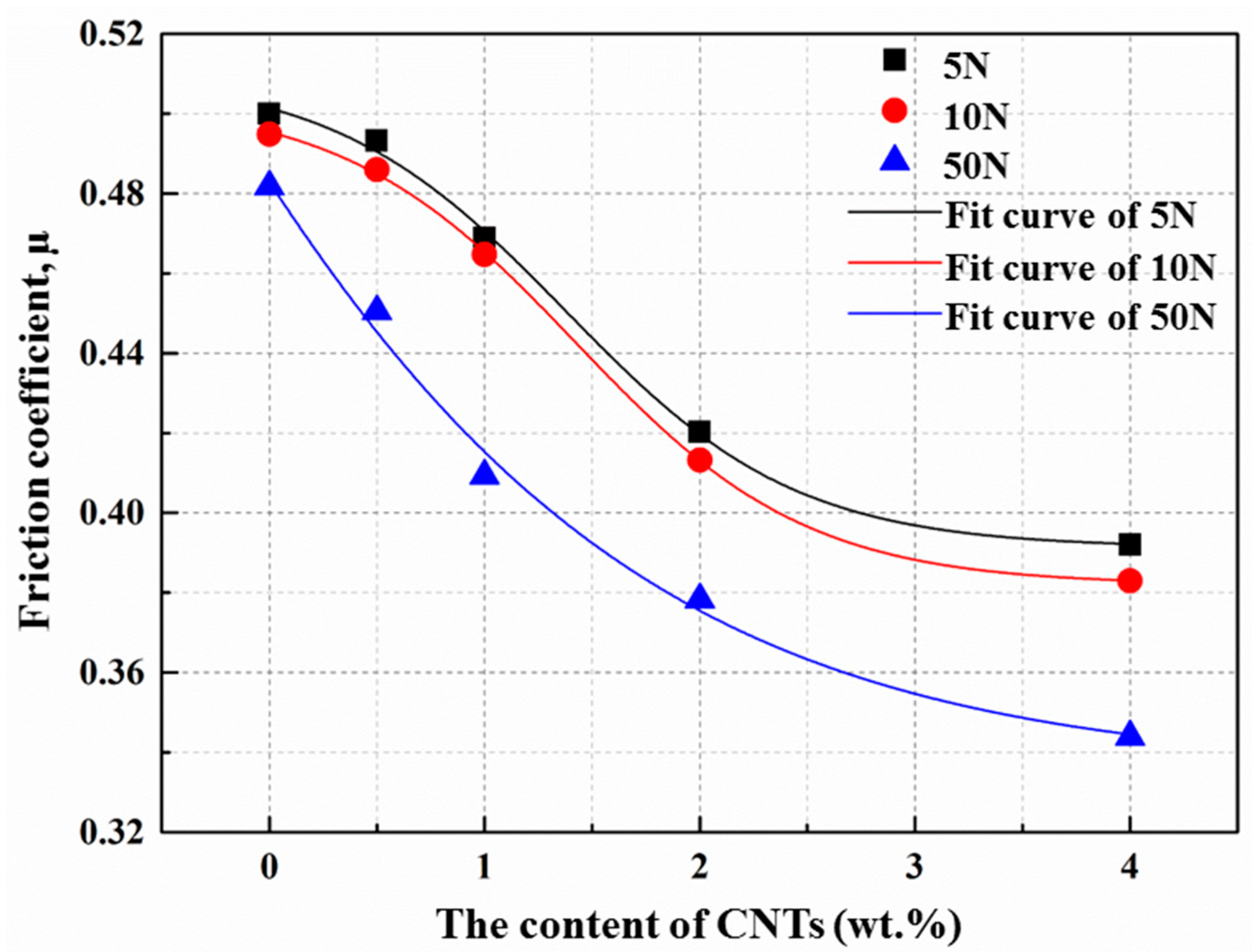
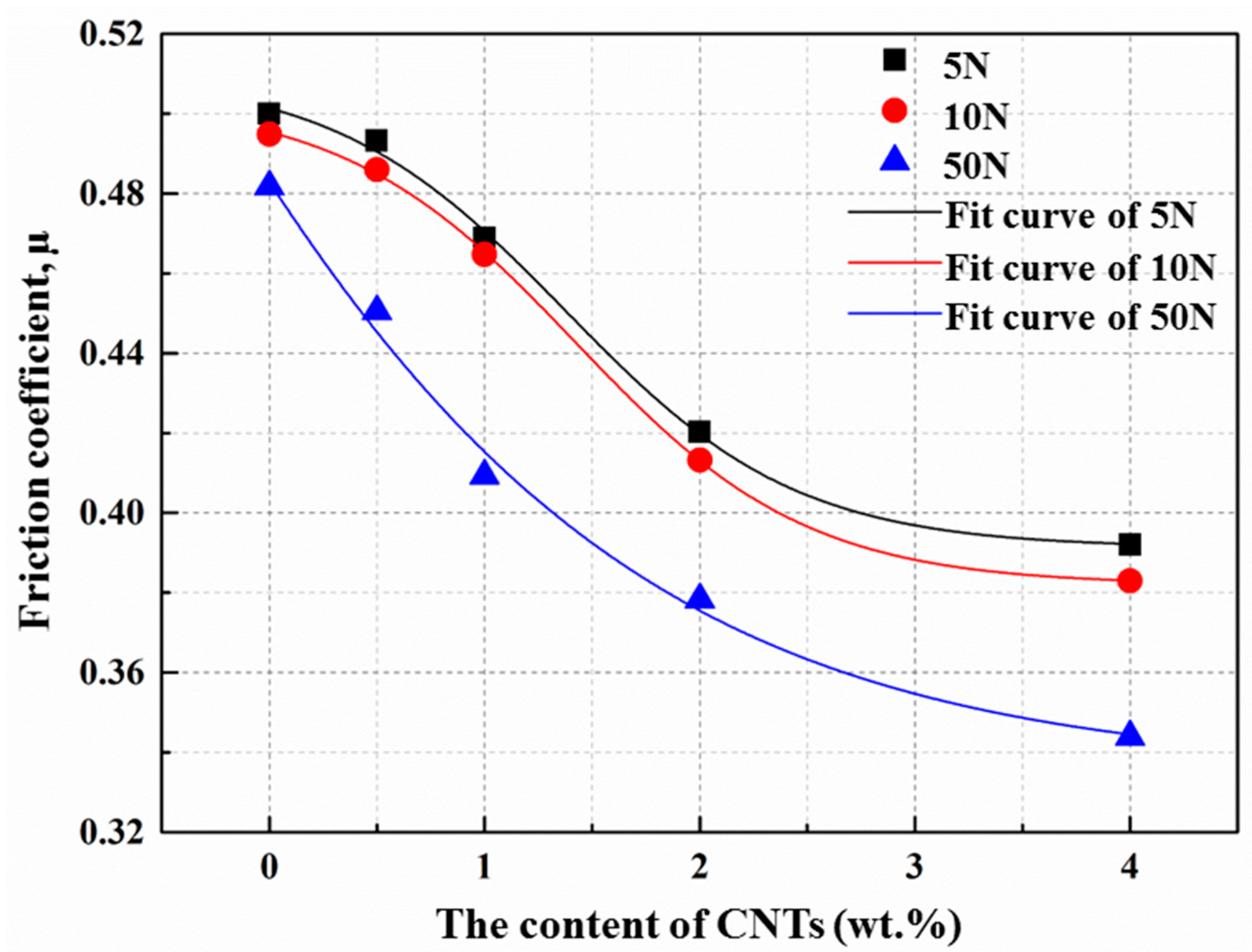
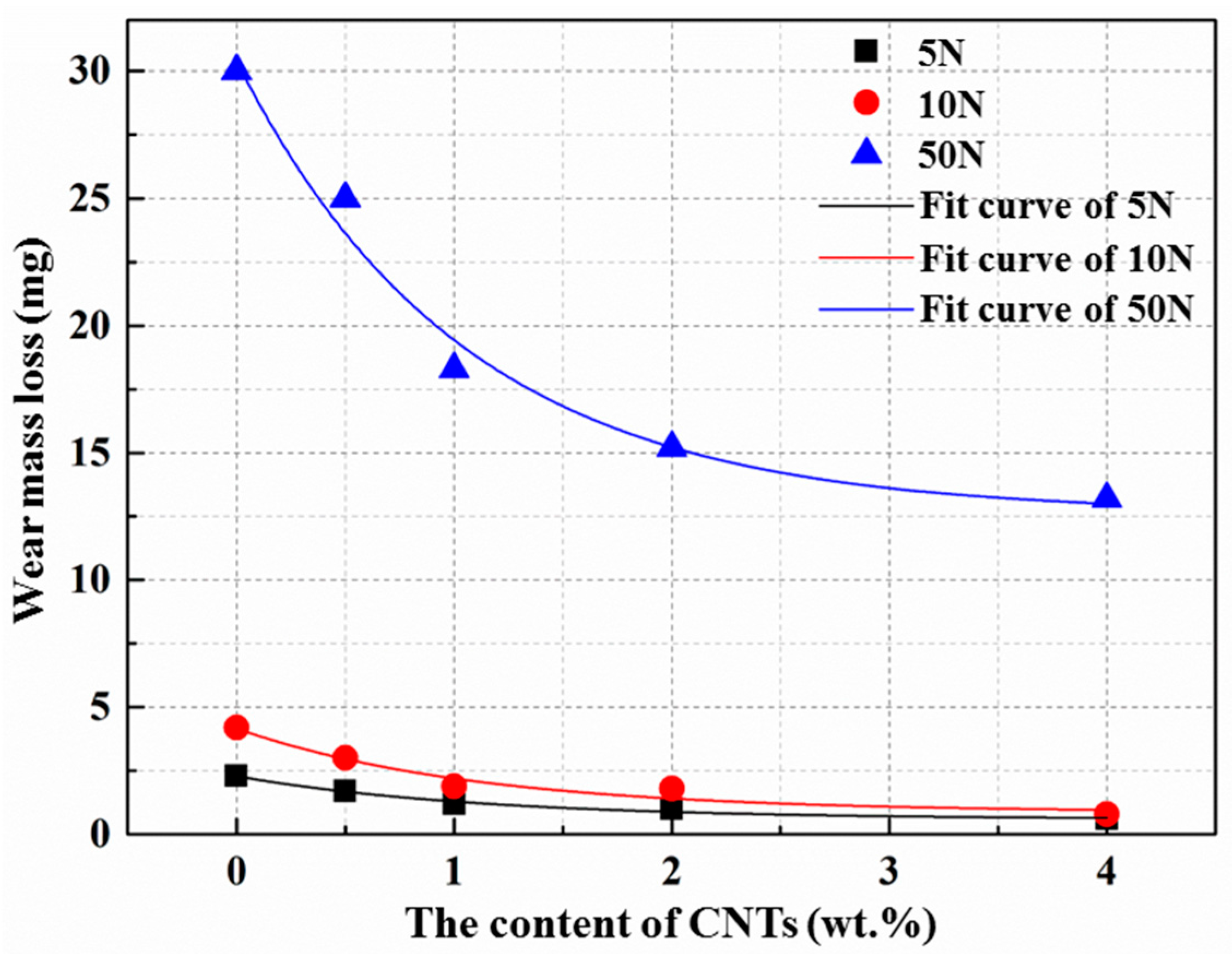
3.7. Wear Behavior
4. Conclusions
- (1)
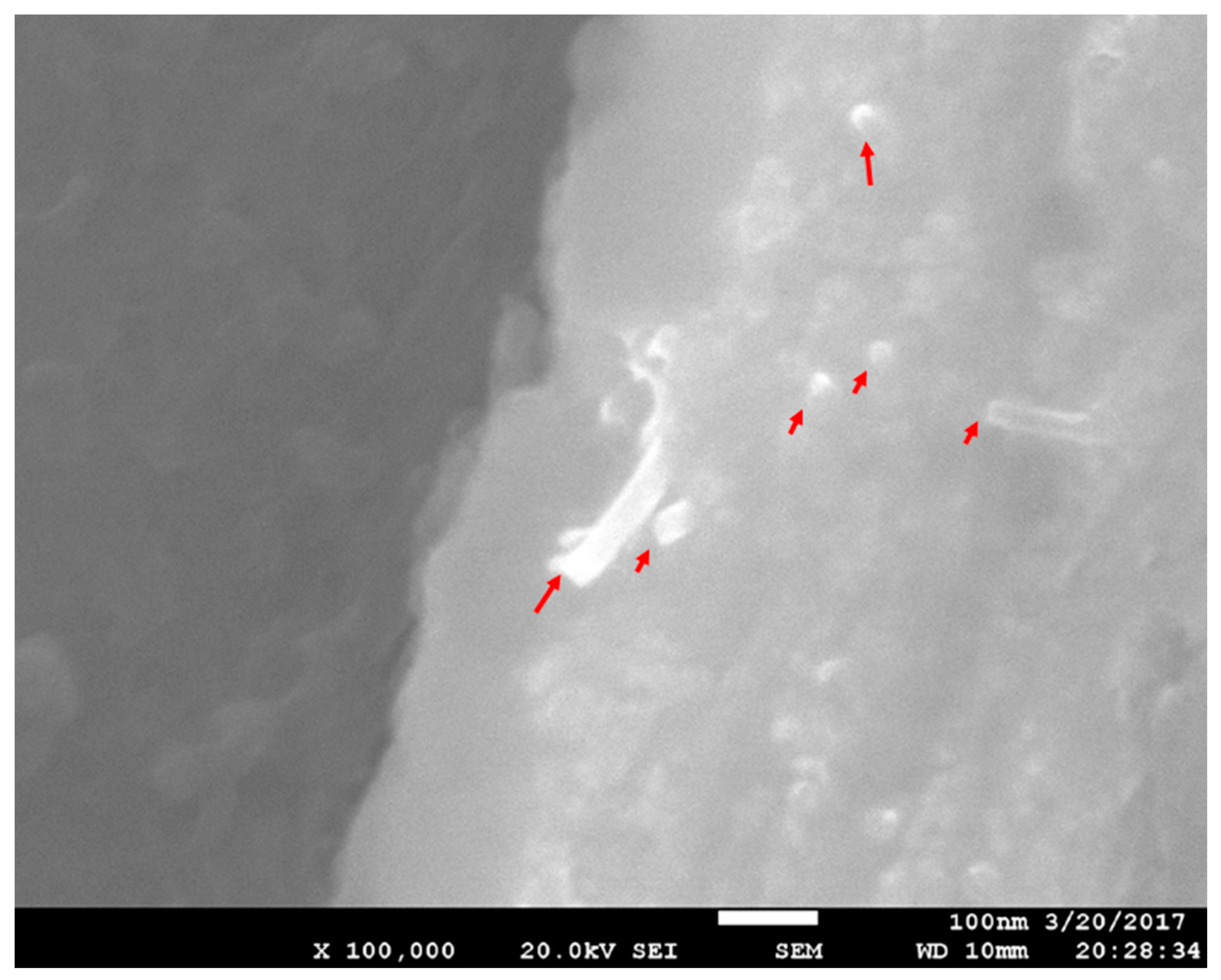
- The powder metallurgy method could successfully fabricate CNT-reinforced AZ31 matrix nanocomposites with uniform distribution of the nano-reinforcements at proper content. Adding CNTs into AZ31 matrix could also marginally decrease grain size.
- (2)
- The addition of CNTs could weaken the basal plane texture of the AZ31 fabricated via powder metallurgy method followed by hot extrusion, which might counteract the strengthening effect of CNTs to some extent.
- (3)
- Compared with monolithic AZ31, the yield strength, ultimate tensile strength, and microhardness increased by adding CNTs into the matrix. The yield strength and ultimate tensile strength reached a peak value of 241 MPa (+28.2%) and 297 MPa (+6.1%), respectively, when the addition content of CNTs was 2.0 wt. %.
- (4)
- The significant enhancement of the yield strength of the nanocomposites was mainly attributed to the efficient load transfer, Orowan mechanism, and thermal mismatch hardening. However, the weakened basal plane texture, CNT clusters distributing on the grain boundaries, micro-pores, and weak interfacial bonding might reduce the strengthening effect of CNTs, which led to discrepancies between the theoretical values and the experimental values.
- (5)
- Adding CNTs could significantly decrease the friction coefficient and weight loss of the matrix due to its self-lubrication effect and the formation of the carbon film covering the wear surface. The relationships between the amount of CNTs and the friction coefficient and weight loss could be described by the exponential decay model and Boltzmann model, respectively.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Pollock, T.M. Weight Loss with Magnesium Alloys. Science 2010, 328, 986–987. [Google Scholar] [CrossRef] [PubMed]
- Schmale, J.; Shindell, D.; Schneidemesser, E.V.; Chabay, I.; Lawrence, M. Clean up our skies. Nature 2014, 515, 335–337. [Google Scholar] [CrossRef] [PubMed]
- Mcnutt, M. Climate Change Impacts. Science 2013, 341, 435. [Google Scholar] [CrossRef] [PubMed]
- Nie, J.F.; Fang, X.Y. Periodic segregation of solute atoms in fully coherent twin boundaries. Science 2013, 340, 957–960. [Google Scholar] [CrossRef] [PubMed]
- Mirza, F.; Chen, D.L. A Unified Model for the Prediction of Yield Strength in Particulate-Reinforced Metal Matrix Nanocomposites. Materials 2015, 8, 5138–5153. [Google Scholar] [CrossRef] [PubMed]
- Miracle, D.B. Metal matrix composites–From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Sun, F.J.; Shi, C.; Rhee, K.Y.; Zhao, N.Q. In situ synthesis of CNTs in Mg powder at low temperature for fabricating reinforced Mg composites. J. Alloys Compd. 2013, 551, 496–501. [Google Scholar] [CrossRef]
- Merino, C.A.; Sillas, J.E.L.; Meza, J.M.; Ramirez, J.M.H. Metal matrix composites reinforced with carbon nanotubes by an alternative technique. J. Alloys Compd. 2016, 707, 257–263. [Google Scholar] [CrossRef]
- Han, G.Q.; Wang, Z.H.; Liu, K.; Li, S.B.; Du, X.; Du, W.B. Synthesis of CNT-reinforced AZ31 magnesium alloy composites with uniformly distributed CNTs. Mater. Sci. Eng. A 2015, 628, 350–357. [Google Scholar] [CrossRef]
- Agarwal, A.; Bakshi, S.R.; Lahiri, D. Carbon Nanotubes: Reinforced Metal Matrix Composites; CRC Press: Boca Raton, FL, USA, 2010; pp. 9–10. ISBN 978-1-4398-1149-8. [Google Scholar]
- Habibi, M.K.; Hamouda, A.M.S.; Gupta, M. Enhancing tensile and compressive strength of magnesium using ball milled Al+CNT reinforcement. Compos. Sci. Technol. 2012, 72, 290–298. [Google Scholar] [CrossRef]
- Li, C.D.; Wang, X.J.; Liu, W.Q.; Shi, H.L.; Ding, C.; Hu, X.S.; Zheng, M.Y.; Wu, K. Effect of solidification on microstructures and mechanical properties of carbon nanotubes reinforced magnesium matrix composite. Mater. Des. 2014, 58, 204–208. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Ductility improvement and fatigue studies in Mg-CNT nanocomposites. Compos. Sci. Technol. 2008, 68, 1432–1439. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Agarwal, A.; Bakshi, S.R.; Lahiri, D. Carbon Nanotubes: Reinforced Metal Matrix Composites; CRC Press: Boca Raton, FL, USA, 2010; pp. 140–145. ISBN 978-1-4398-1149-8. [Google Scholar]
- Zeng, X.S.; Liu, Y.; Huang, Q.Y.; Zeng, G.; Zhou, G.H. Effects of carbon nanotubes on the microstructure and mechanical properties of the wrought Mg–2.0Zn alloy. Mater. Sci. Eng. A 2013, 571, 150–154. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites-a review. Int. Mater. Rev. 2010, 55, 41–64. [Google Scholar] [CrossRef]
- Shimizu, Y.; Miki, S.; Soga, T.; Itoh, I.; Todoroki, H.; Hosono, T.; Sakaki, K.; Hayashi, T.; Kim, Y.A.; Endo, M.; et al. Multi-walled carbon nanotube-reinforced magnesium alloy composites. Scr. Mater. 2008, 58, 267–270. [Google Scholar] [CrossRef]
- Yuan, Q.H.; Zeng, X.S.; Liu, Y.; Luo, L.; Wu, J.B.; Wang, Y.C.; Zhou, G.H. Microstructure and mechanical properties of AZ91 alloy reinforced by carbon nanotubes coated with MgO. Carbon 2016, 96, 843–855. [Google Scholar] [CrossRef]
- Li, C.D.; Wang, X.J.; Liu, W.Q.; Wu, K.; Shi, H.L.; Ding, C.; Hu, X.S.; Zheng, M.Y. Microstructure and strengthening mechanism of carbon nanotubes reinforced magnesium matrix composite. Mater. Sci. Eng. A 2014, 597, 264–269. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Liu, Z.Y.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Deformation and strengthening mechanisms of a carbon nanotube reinforced aluminum composite. Carbon 2016, 104, 64–77. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Sheykh-Jaberi, F.; Kim, C.S.; Rohatgi, P.K.; Cho, K. On the strength and strain to failure in particle-reinforced magnesium metal-matrix nanocomposites (Mg MMNCs). Mater. Sci. Eng. A 2012, 558, 193–204. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, W.R.; Mech, J. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Miller, W.S.; Humphreys, F.J. Strengthening mechanisms in particulate metal-matrix composites: Reply to comments by Arsenault. Scr. Mater. 1991, 25, 2623–2626. [Google Scholar] [CrossRef]
- Li, Q.Q.; Viereckl, A.; Rottmair, C.A.; Singer, R.F. Improved processing of carbon nanotube/magnesium alloy composites. Compos. Sci. Technol. 2009, 69, 1193–1199. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps: The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982; pp. 52–55. ISBN 0080293387. [Google Scholar]
- Rashad, M.; Pan, F.S.; Tang, A.; Asif, M. Effect of Graphene Nanoplatelets addition on mechanical properties of pure aluminum using a semi-powder method. Prog. Nat. Sci. 2014, 24, 101–108. [Google Scholar] [CrossRef]
- Li, Q.Q.; Rottmair, C.A.; Singer, R.F. CNT reinforced light metal composites produced by melt stirring and by high pressure die casting. Compos. Sci. Technol. 2010, 70, 2242–2247. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Development of novel carbon nanotube reinforced magnesium nanocomposites using the powder metallurgy technique. Nanotechnology 2006, 17, 7–12. [Google Scholar] [CrossRef]
- Liu, J.L.; Zhao, K.; Zhang, M.; Wang, Y.G.; An, L.N. High performance heterogeneous magnesium-based nanocomposite. Mater. Lett. 2015, 143, 287–289. [Google Scholar] [CrossRef]
- Bartolucci, S.F.; Paras, J.; Rafiee, M.A.; Rafiee, J.; Lee, S.; Kapoor, D.; Koratkar, N. Graphene-aluminum nanocomposites. Mater. Sci. Eng. A 2011, 528, 7933–7937. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Ivanov, E.; Boldyrev, V.V. The science and technology of mechanical alloying. Mater. Sci. Eng. A 2001, 304, 151–158. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.S.; Zhang, J.; Asif, M. Use of high energy ball milling to study the role of graphene nanoplatelets and carbon nanotubes reinforced magnesium alloy. J. Alloys Compd. 2015, 646, 223–232. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.S.; Hu, H.; Asif, M.; Hussain, S.; She, J. Enhanced tensile properties of magnesium composites reinforced with graphene nanoplatelets. Mater. Sci. Eng. A 2015, 630, 36–44. [Google Scholar] [CrossRef]
- Guo, L.; Chen, Z.; Gao, L. Effects of grain size, texture and twinning on mechanical properties and work-hardening behavior of AZ31 magnesium alloys. Mater. Sci. Eng. A 2011, 528, 8537–8545. [Google Scholar] [CrossRef]
- Hassan, H.A.; Lewandowski, J.J. Effects of particulate volume fraction on cyclic stress response and fatigue life of AZ91D magnesium alloy metal matrix composites. Mater. Sci. Eng. A 2014, 600, 188–194. [Google Scholar] [CrossRef]
- Wang, X.J.; Hu, X.S.; Wu, K.; Wang, L.Y.; Huang, Y.D. Evolutions of microstructure and mechanical properties for SiCp/AZ91 composites with different particle contents during extrusion. Mater. Sci. Eng. A 2015, 636, 138–147. [Google Scholar] [CrossRef]
- Ryu, H.; Cha, S.; Hong, S. Generalized shear-lag model for load transfer in SiC/Al metal-matrix composites. J. Mater. Res. 2003, 18, 2851–2858. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Analysis of carbon nanotube shortening and composite strengthening in carbon nanotube/aluminum composites fabricated by multi-pass friction stir processing. Carbon 2014, 69, 264–274. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Li, C.D.; Wang, X.J.; Wu, K.; Liu, W.Q.; Xiang, S.L.; Ding, C.; Hu, X.S.; Zheng, M.Y. Distribution and integrity of carbon nanotubes in carbon nanotube/magnesium composites. J. Alloys Compd. 2014, 612, 330–336. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2016, 114, 198–208. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Singly dispersed carbon nanotube/aluminum composites fabricated by powder metallurgy combined with friction stir processing. Carbon 2012, 50, 1843–1852. [Google Scholar] [CrossRef]
- Lenel, F.V. Powder Metallurgy Principles and Application; Metal Powder Institute Federation: Princeton, NJ, USA, 1980; pp. 125–136. ISBN 0918404487. [Google Scholar]
- Choi, H.J.; Kwon, G.B.; Lee, G.Y.; Bae, D.H. Reinforcement with carbon nanotubes in aluminum matrix composites. Scr. Mater. 2008, 59, 360–363. [Google Scholar] [CrossRef]
- Shi, H.L.; Wang, X.J.; Li, C.D.; Hu, X.S.; Ding, C.; Wu, K.; Huang, Y.D. A Novel Method to Fabricate CNT/Mg-6Zn Composites with High Strengthening Efficiency. Acta Metall. Sin. 2014, 27, 909–917. [Google Scholar] [CrossRef]
- Wu, J.B.; Zeng, X.S.; Luo, L.; Yuan, Q.H. Friction and wear properties of Carbon Nanotubes/AZ91 composites. Mater. Mech. Eng. 2015, 39, 101–105. [Google Scholar]
- Kim, I.Y.; Lee, J.H.; Lee, G.S.; Baik, S.H.; Kim, Y.J.; Lee, Y.Z. Friction and wear characteristics of the carbon nanotube–aluminum composites with different manufacturing conditions. Wear 2009, 267, 593–598. [Google Scholar] [CrossRef]
- Scharf, T.W.; Neira, A.; Hwang, J.Y.; Tiley, J.; Banerjee, R. Self-lubricating carbon nanotube reinforced nickel matrix composites. J. Appl. Phys. 2009, 106, 1–7. [Google Scholar] [CrossRef]
- Dong, S.R.; Tu, J.P.; Zhang, X.B. An investigation of the sliding wear behavior of Cu-matrix composite reinforced by carbon nanotubes. Mater. Sci. Eng. A 2001, 313, 83–87. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Mg | Al | Zn |
|---|---|---|---|
| Purity (%) | >99.9 | >99.8 | >99.8 |
| Particle size (μm) | 45 | 10 | 10 |
| Material | Theoretical Density (g/cm3) | Experimental Density (g/cm3) | Porosity (%) |
|---|---|---|---|
| AZ31 | 1.7703 | 1.7637 ± 0.0011 | 0.4 ± 0.06 |
| AZ31-0.5 wt. % CNTs | 1.7719 | 1.7327 ± 0.0017 | 2.2 ± 0.09 |
| AZ31-1.0 wt. % CNTs | 1.7734 | 1.7291 ± 0.0035 | 2.5 ± 0.20 |
| AZ31-2.0 wt. % CNTs | 1.7766 | 1.7298 ± 0.0013 | 2.6 ± 0.07 |
| AZ31-4.0 wt. % CNTs | 1.8136 | 1.7173 ± 0.0024 | 5.3 ± 0.13 |
| Material | Plane | I/Imax | |
|---|---|---|---|
| AZ31 | Basal | 0.10 | |
| Prism | 1.00 | ||
| Pyramidal | 0.67 | ||
| AZ31-0.5 wt. % CNTs | Basal | 0.04 | |
| Prism | 1.00 | ||
| Pyramidal | 0.49 | ||
| AZ31-1.0 wt. % CNTs | Basal | 0.03 | |
| Prism | 1.00 | ||
| Pyramidal | 0.69 | ||
| AZ31-2.0 wt. % CNTs | Basal | 0.04 | |
| Prism | 1.00 | ||
| Pyramidal | 0.97 | ||
| AZ31-4.0 wt. % CNTs | Basal | 0.04 | |
| Prism | 1.00 | ||
| Pyramidal | 0.94 | ||
| Material | YS (MPa) | UTS (MPa) | Elongation (%) | Microhardness (HV) | |
|---|---|---|---|---|---|
| AZ31 | 188 ± 5.2 | 280 ± 4.5 | 14.4 ± 1.2 | 81.1 ± 1.1 | |
| AZ31-0.5 wt. % CNTs | 215 ± 3.5 | 291 ± 3.8 | 13.3 ± 1.8 | 85.5 ± 2.1 | |
| AZ31-1.0 wt. % CNTs | 235 ± 4.8 | 293 ± 5.5 | 10.9 ± 1.1 | 87.2 ± 1.8 | |
| AZ31-2.0 wt. % CNTs | 241 ± 4.3 | 297 ± 3.6 | 9.2 ± 2.0 | 81.4 ± 1.7 | |
| AZ31-4.0 wt. % CNTs | 228 ± 6.5 | 283 ± 5.8 | 6.9 ± 2.8 | 78.3 ± 1.4 | |
| No. | Load (N) | Equations | R-Square |
|---|---|---|---|
| 1 | 5 | 0.9940 | |
| 2 | 10 | 0.9992 | |
| 3 | 50 | 0.9762 |
| No. | Load (N) | Equations | R-Square |
|---|---|---|---|
| 1 | 5 | 0.97141 | |
| 2 | 10 | 0.9595 | |
| 3 | 50 | 0.9657 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, M.; Qu, X.; Ren, L.; Fan, L.; Zhang, Y.; Guo, Y.; Quan, G.; Tang, Q.; Liu, B.; Sun, H. The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy. Materials 2017, 10, 1385. https://doi.org/10.3390/ma10121385
Zhou M, Qu X, Ren L, Fan L, Zhang Y, Guo Y, Quan G, Tang Q, Liu B, Sun H. The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy. Materials. 2017; 10(12):1385. https://doi.org/10.3390/ma10121385
Chicago/Turabian StyleZhou, Mingyang, Xiaoni Qu, Lingbao Ren, Lingling Fan, Yuwenxi Zhang, Yangyang Guo, Gaofeng Quan, Qi Tang, Bin Liu, and Hao Sun. 2017. "The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy" Materials 10, no. 12: 1385. https://doi.org/10.3390/ma10121385
APA StyleZhou, M., Qu, X., Ren, L., Fan, L., Zhang, Y., Guo, Y., Quan, G., Tang, Q., Liu, B., & Sun, H. (2017). The Effects of Carbon Nanotubes on the Mechanical and Wear Properties of AZ31 Alloy. Materials, 10(12), 1385. https://doi.org/10.3390/ma10121385