1. Introduction
Biomass reburning technology falls into two types: direct reburning and indirect reburning. The former uses biomass as secondary solid fuel similar to the reburning of pulverized coal while the latter employs biomass gasification gas as secondary fuel similar to the reburning of natural gas. The influencing factors of biomass gas reburning includes gas components, excess air coefficient, reaction temperature of reburning zone, reburning ratio and residence time [
1].
There are many different sources of biomass. Some of them are suitable for combustion or gasification, such as forest resources, agricultural resources, sewage and industrial organic waste water, city solid waste and poultry and animal feces. Direct reburning of biomass like wood, wood chips, orange, straw or solid waste treatment have been investigated by researchers. The data of Brouwer’s research indicates that wood reburning could reduce the NO formed in the main heat-release zone by 60% provided that the reburning zone stoichiometric ratio is below 0.9; the minimum residence time in the reburning zone is 0.3 s and preferably is 0.4 s; and the temperature at the fuel-injection location is 1650 K or above [
2]. A NO
X reduction of 45%–48% is achieved by using air as the wood carrier gas, and utilizing four cyclone inlets, and three injectors on the wall opposite the three cyclone inlets. Using flue gas instead of air as the wood carrier gas increased the NO
x reduction to 55% [
3]. When municipal solid wastes (MSW) is fed into the CFB, NO and N
2O emissions decrease abruptly. The N
2O emissions are increased slightly with the heat ratio of MSW to coal increased. It may be caused by the lower temperature surrounding the fuel particles [
4]. When used as the reburning fuel, wood chips, orange and rice husk can reduce the NO emissions by 50%–70%, while sawdust has the highest content of volatiles and has the best effect on NO emissions reduction [
5]. The results of Genhua Han’s research show that a lower ignition temperature, bigger volatiles combustion exothermic capacity and better denitrification properties for corn stalk, followed by wheat straw, peanut shell and poplar scraps. The optimum operating parameters for biomass reburning include reburning zone temperature of 950–1050 °C, reburning heat input of 15%–25%, reburning zone stoichiometric ratio of 0.6–0.8 and residence time of 1 s [
6]. Comparing with pulverized coal as reburning fuel, Luan’s study [
7] shows that the denitrification ability of straw and rice husk on NO emissions reduction is better. As an indirect reburning technology, controlling NO
X emissions using biomass gasification gas can avoid the fuel bunker blocking problem caused by the difficulty in breaking up biomass due to their unsuitable shapes, it can also solve the slag and corrosion problems caused by the alkali metal and chlorine content, which are usually higher in biomass than in coal [
8,
9,
10].
Rüdiger
et al. [
11] studied the denitrification characteristics of a combustible gas mixture. Combustible gas produced in the middle and high temperature zones was replaced with mixtures of CO/CO
2/H
2/CH
4/C
2H
x with compositions of 26.5/5.35/7.75/53.1/7.3 and 41.5/0/37.5/10.8/10.2, respectively. They demonstrated that the difference of NO
X emissions reduction with simulated gas and natural gas was less than 10%. In similar research, an experimental study on the characteristics of reburning biogas in a alundum tube reactor was carried out with CO/CO
2/CH
4/H
2/N
2 standing for biomass gasification gas by Jia
et al. [
12].
It is shown that biomass gasification gas could improve the NO
x emissions reduction rate with the initial O
2 concentration changed at the range of 0 to 5% and the reaction temperature changed from 1000 °C to 1400 °C. The reburning result is affected by CH
4 concentration and reaction conditions. When the excess air coefficient in the reburning zone is 0.9, NO
x emissions reduction is improved with the increase of CH
4 concentration. If the CH
4 concentration in biomass gasification gas was low, it is better to choose the excess air coefficient value of 0.7 [
13]. Reduction efficiency is increased with the concentration of CH
4, C
2H
4 and C
2H
6 in biomass gasification gas, and the reaction CH
i + NO <=> N
2 + M was playing a leading role [
14]. In 2003, Dagaut
et al. [
15] researched the mechanism of NO
x reduced with biomass gas (CO/H
2/CH
4/C
2H
4/C
2H
2). Some reactions are included in the reduction process:
In 2007, the perfect stirred reactor model (PSR) and plug flow reactor (PLUG) of CHEMKIN were used for simulating the reburning process of biomass gasification gas [
16]. In 2009, N
2O reduction decomposition with biomass gasification gas was carried out in a vertical scale fluidized bed [
17,
18]. With a reburning ratio range of 0 to 1.4%, a reaction temperature range of 800 °C to 1000 °C, a reburning residence time range of 0.16 s to 0.32 s, a initial O
2 concentration range of 4% to 8%, a material bed height range of 0 mm to 50 mm, the research showed that the N
2O decomposition rate is increased with increased reaction temperature. The decomposition rate even reaches 100% with a reburning ratio is 1.0% and a reaction temperature is 850 °C. The increasing of initial O
2 concentration has an inhibitory action on N
2O decomposition, but the injection of biomass gasification gas could eliminate it. Based on this, it is shown that the following reactions were playing a greater role in N
2O emission reduction by biomass gasification gas:
2. Simulation of the Integrated System
A 300 MW CFB boiler system was simulated, where the design coal used has high volatiles and moisture content, low ash, medium sulfur content, lower ignition point and easier burnout. Although little data concerning the operation of CFB boiler is available, the main goal of the modeling is to predict the influence of biomass gasification gas on boiler efficiency and exhaust gas temperature [
19,
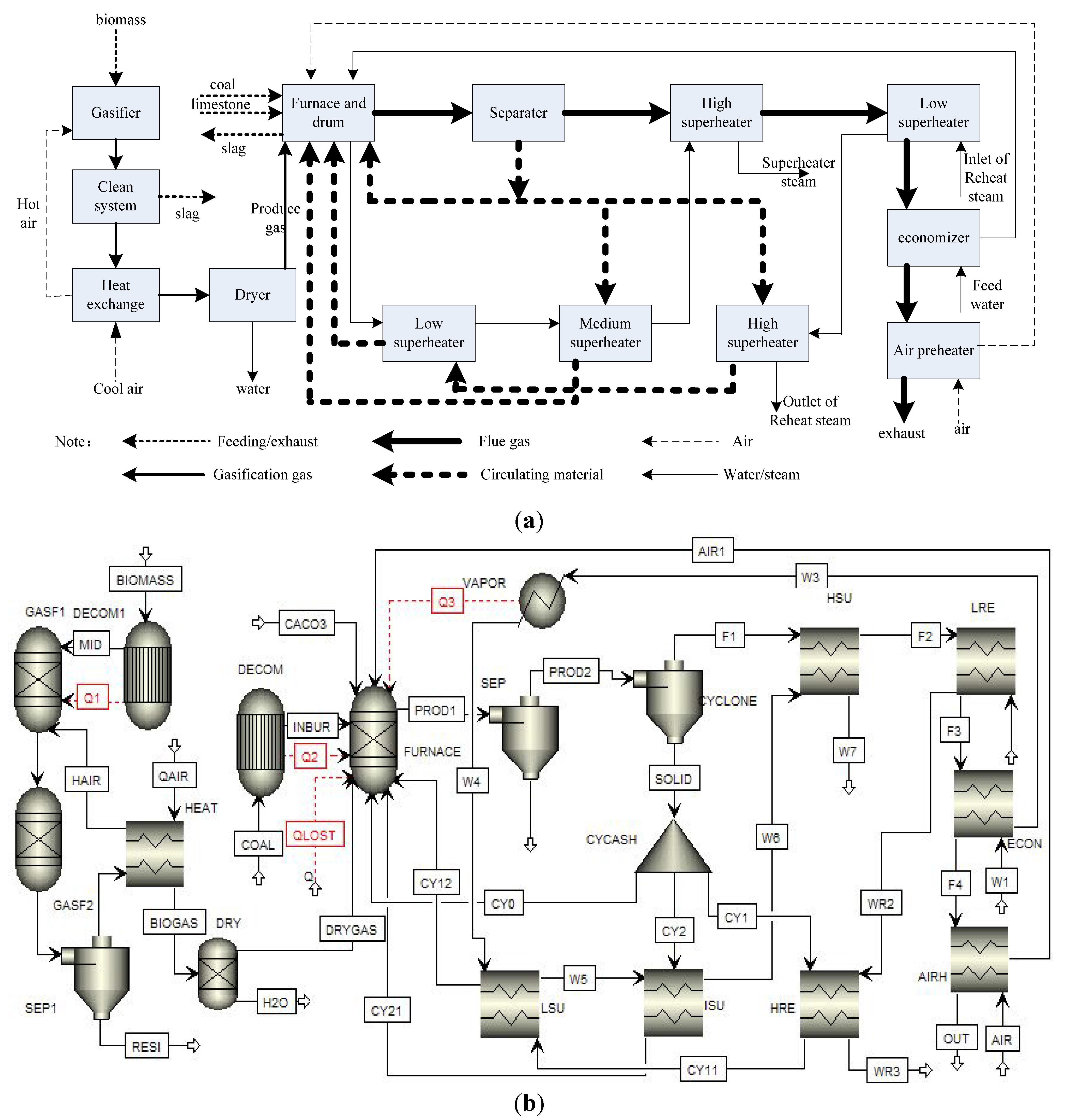
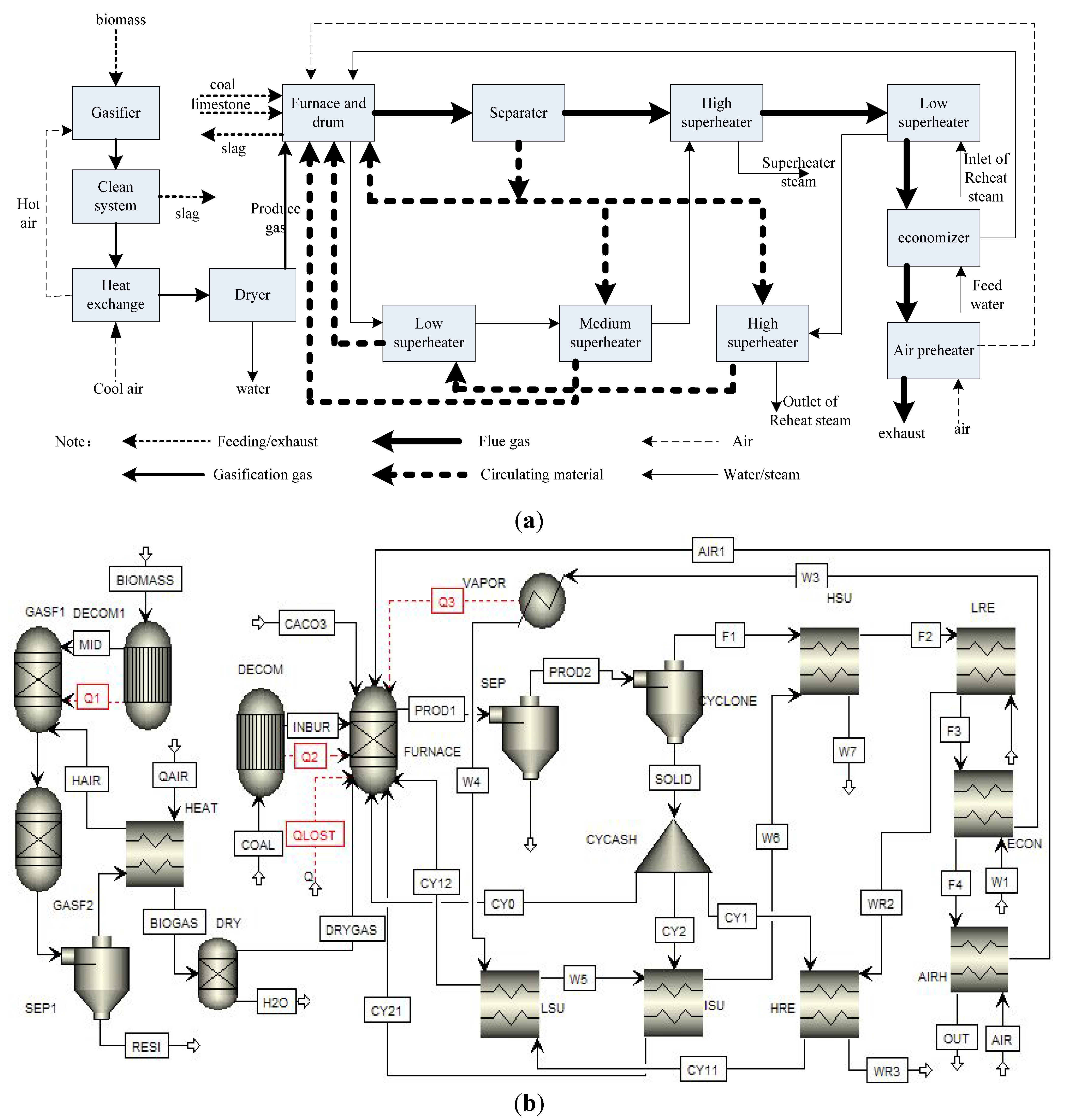
20]. Some operation instructions of the 300 MW CFB are given. In order to show the operation of CFB, the simulation process was divided into several different stages, such as the decomposition of feed, combustion of coal, separation of gas and solid, the heated surfaces at backpass and external heat exchangers. The process diagram is given in
Figure 1. In the gasification subsystem, rice husk materials was gasified in the gasifier, which had different stages, such as thermal decomposition (also called dry distillation), reduction, oxidation and fuel dry, where combustible gas was produced. With a heat exchanger, the cold air was heated by the high temperature combustible gas.
Figure 1.
Circulating fluidized bed system integrated with biomass gasification. (a) Flow diagram; (b) System modeling.
Figure 1.
Circulating fluidized bed system integrated with biomass gasification. (a) Flow diagram; (b) System modeling.
Given a stable operation state, the furnace and the gasifier has enough reaction residence time. Reacting chemicals in the furnace are N
2, O
2, H
2O, CO, CO
2, S, SO
2, SO
3, NH
3, CH
4, NO, N
2O, NO
2, C(solid), CaO, CaCO
3, CaSO
3, CaSO
4 and ash. During the process of combustion, the temperature of the furnace increased from 808 °C to 870 °C. Gasification agent and biomass pellet were mixed perfectly in the furnace. The combustion product contains N
2, O
2, H
2O, CO, CO
2, S, SO
2, SO
3, CH
4, NO, N
2O, NO
2, C (solid) and ash. In both furnace and gasifier, elements such as N, O, H and S were converted to gases. In the furnace, there are some hypotheses that the component of char are C and ash, and the ash content is a inert ingredient. Parameter settings in the simulation process follow the boiler design instructions. Input parameters are shown in
Table 1, while the composition of the lignite used for validating the model is presented in
Table 2.
Table 1.
Simulation model parameters.
Table 1.
Simulation model parameters.
| Parameters in the model | Specific setting |
|---|
| Environment condition | Temperature is 25 °C, pressure is 1.01 bar |
| Air composition | The percentage of O2 in air is 21% and N2 is 79%. |
| Fluidized bed system | The chemical composition of lignite is presented in Table 2. Pressure in furnace is 1.01 bar, heat loss is 0.3%, solid incomplete combustion heat loss is 0.65%. |
| Gasification system | Proximate and ultimate analysis of rice husk are shown in Table 3. Gas pressure in the gasifier is 1 bar, heat loss is 2%, heat loss of unburned carbon is 5%, preheat temperature of cool air is 100 °C. |
| Steam | State of the superheated steam is 176.01 bar/540 °C, state of the reheated steam is 38 bar/540 °C. |
Table 2.
The chemical composition of lignite.
Table 2.
The chemical composition of lignite.
| Coal | Moisture (Received basis, %) | Proximate analysis (Dry basis, %) | Ultimate analysis (Dry basis, %) |
|---|
| Volatile matter | Fixed carbon | Ash content | C | H | O | N | S |
|---|
| Design coal | 34.7 | 43.46 | 39.01 | 17.53 | 56.23 | 2.86 | 19.28 | 1.57 | 2.54 |
| Check coal | 36.12 | 40.88 | 37.13 | 21.99 | 51.89 | 3.98 | 18.5 | 0.81 | 2.83 |
3. Experimental Research on the Integrated System
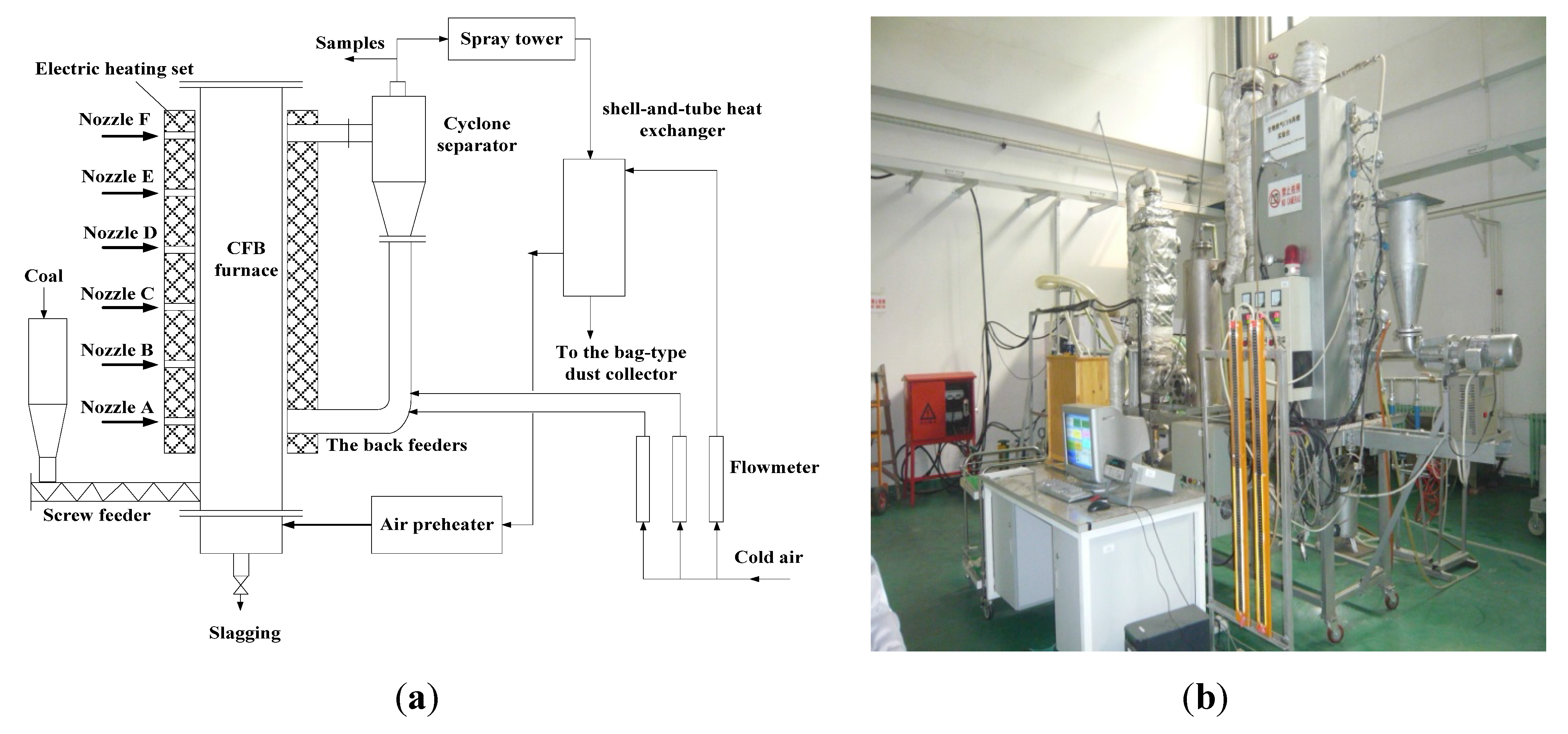
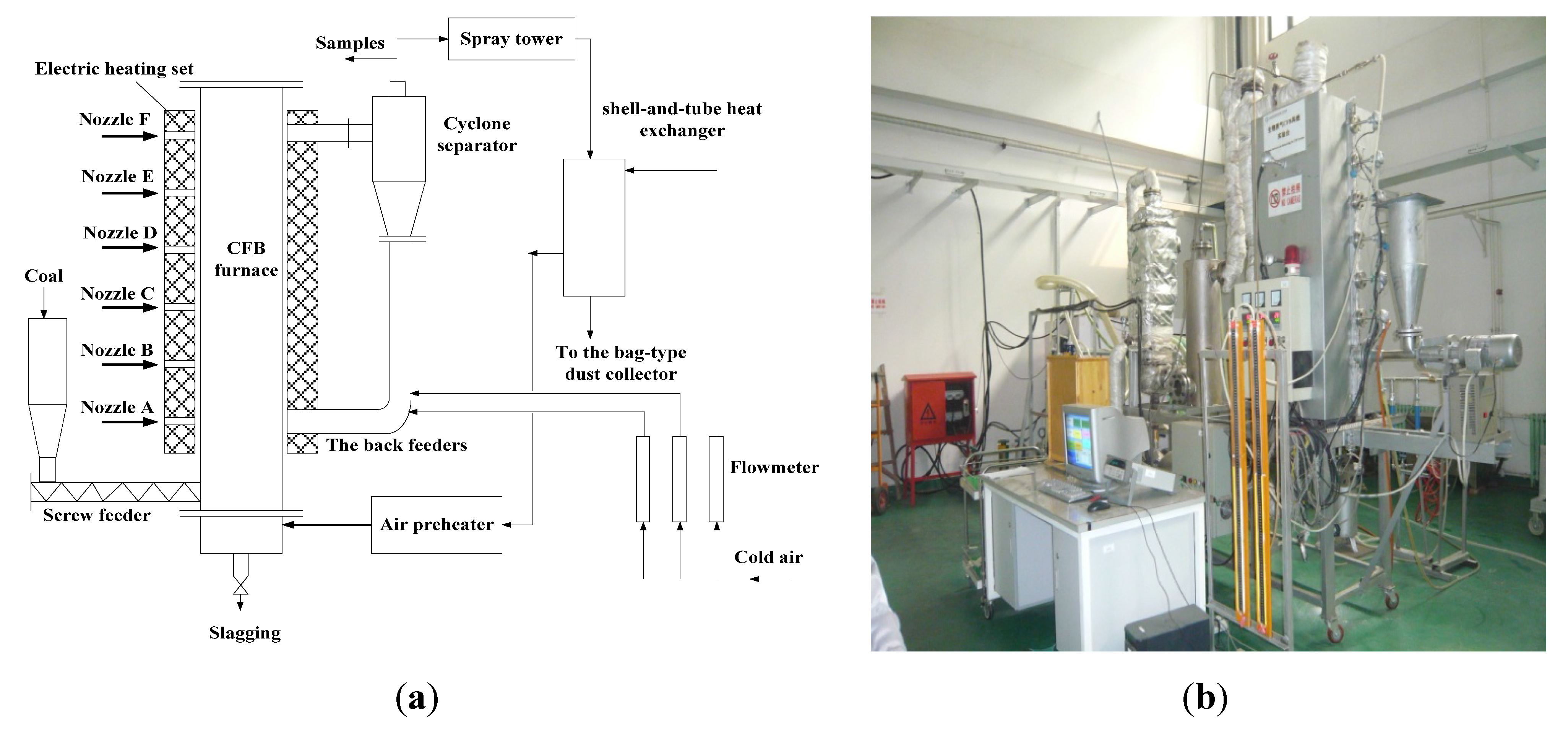
The integrated system includes a circulating fluidized bed subsystem and a fixed bed biomass gasifier subsystem. The circulating fluidized bed subsystem mainly includes a circulating fluidized bed reactor, a hot air ceramic electric heater, a fluidized bed start heating furnace, a spiral feeder, a spray desuperheating tower, a tubular heat exchanger and a mechanical vibration type bag dust extractions, which is shown in
Figure 2. In order to describe different nozzles, R
h is defined as the ratio of its height away from air distributor to the furnace diameter. Corresponding to nozzle A, B, C, D, E and F, the value of R
h was 4.3, 6.3, 8.3, 10.3, 12.3 and 14.3 respectively. Six temperature probes is distributed at the nozzles. A detailed description of the platform can be found in [
21]. According to the following equation, the removal rate of N
2O and NO were calculated.
where,
η indicated the removal rate of N
2O or NO, %;
c0 indicated the concentration of N
2O or NO in CFB furnace without biomass gasification gas reburning, mg/m
3;
c indicated the concentration of N
2O or NO in CFB furnace with biomass gasification gas reburning, mg/m
3.
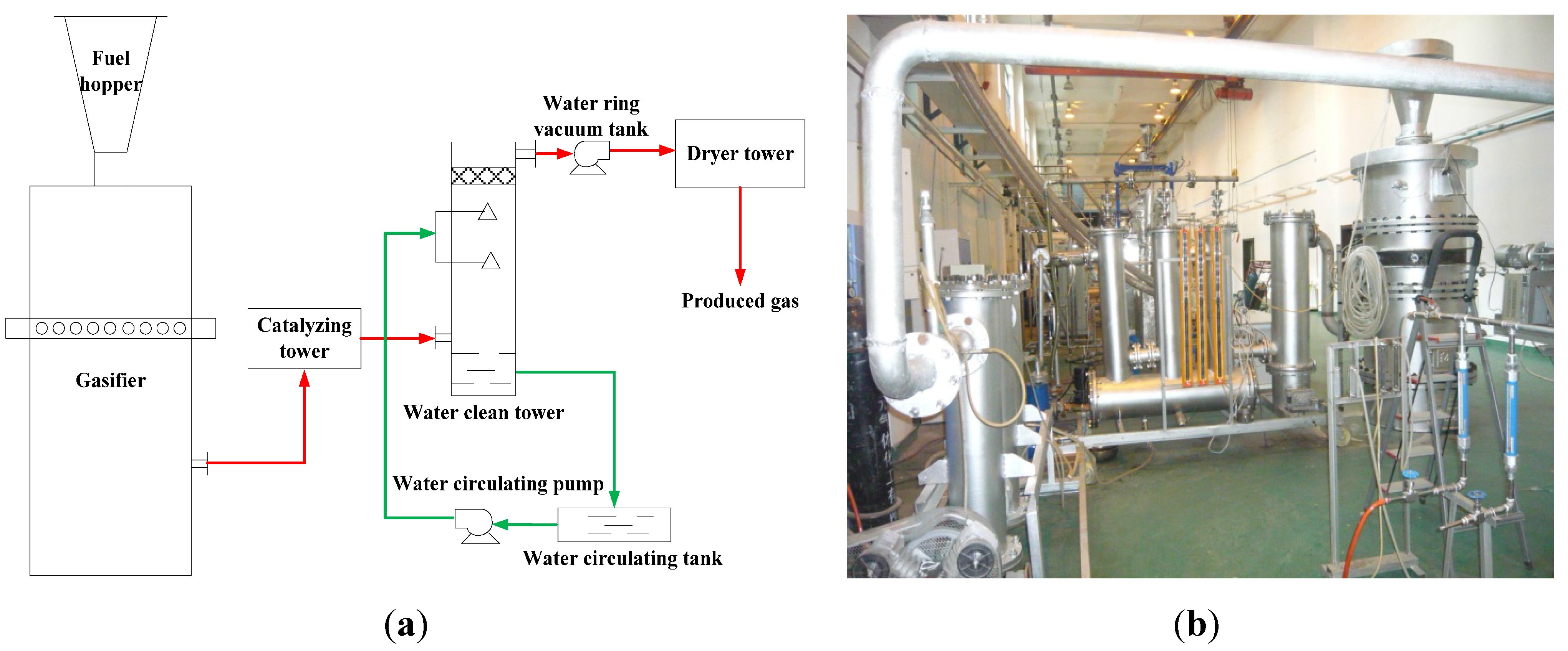
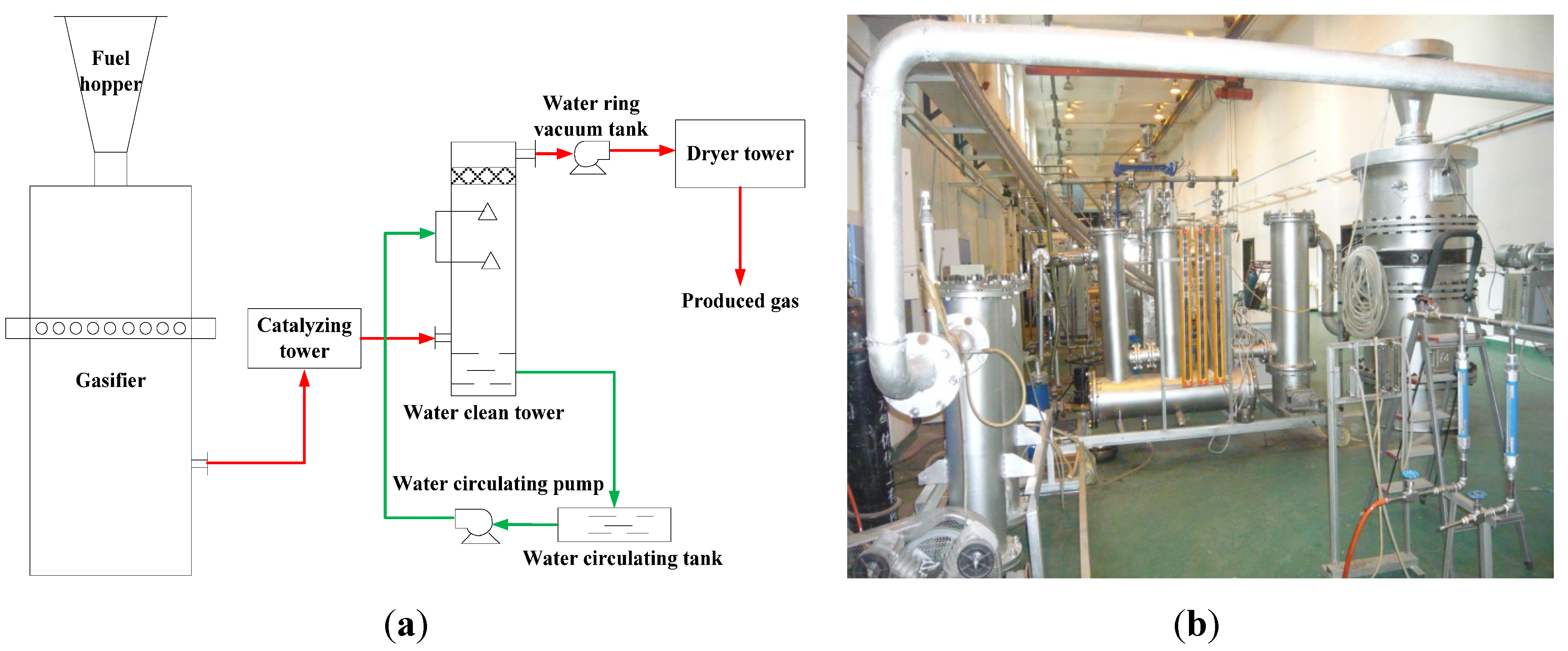
Figure 3 is the fixed bed biomass gasification subsystem, which mainly includes a fixed bed gasifier, a catalyzing tower, a spraying tower, a purification tower, a water ring type vacuum pump and some drying tower and connection pipes.
Figure 2.
Circulating fluidized bed system. (a) Flow diagram; (b) Test bed.
Figure 2.
Circulating fluidized bed system. (a) Flow diagram; (b) Test bed.
Figure 3.
Fixed bed gaisifer subsystem for biomass gasification. (a) Flow diagram; (b) Test bed.
Figure 3.
Fixed bed gaisifer subsystem for biomass gasification. (a) Flow diagram; (b) Test bed.
Rice husk, the raw material for gasification, was fed into the gasifier from the hopper. The produced gas flowed into the catalyzing tower from the bottom of the gasifier. Some activated carbon particles were added to the catalyzing tower for adsorbing and catalyzing decomposition of the tar produced. Then the gases were purified further through the water tower for protecting other equipment and pipes, and was dried by the drying tower with a water-ring vacuum pump. Finally, the dried gas was used for reburning with coal in the circulating fluidized bed. The air used was supplied from the middle part and the top of hopper in the gasifier. After gasification, the ash fell into the ash hopper at the bottom of gasifier. At the end of experiments ash was cleaned. During operating the pilot plant system, firstly the water ring vacuum pump is run before starting the gasifier system to ensure the gasifier system operated with a slightly negative pressure, and then the circulating water pump in the water tower was started. After checking all the relevant components, the gasifier was ignited with an electric ignition torch.
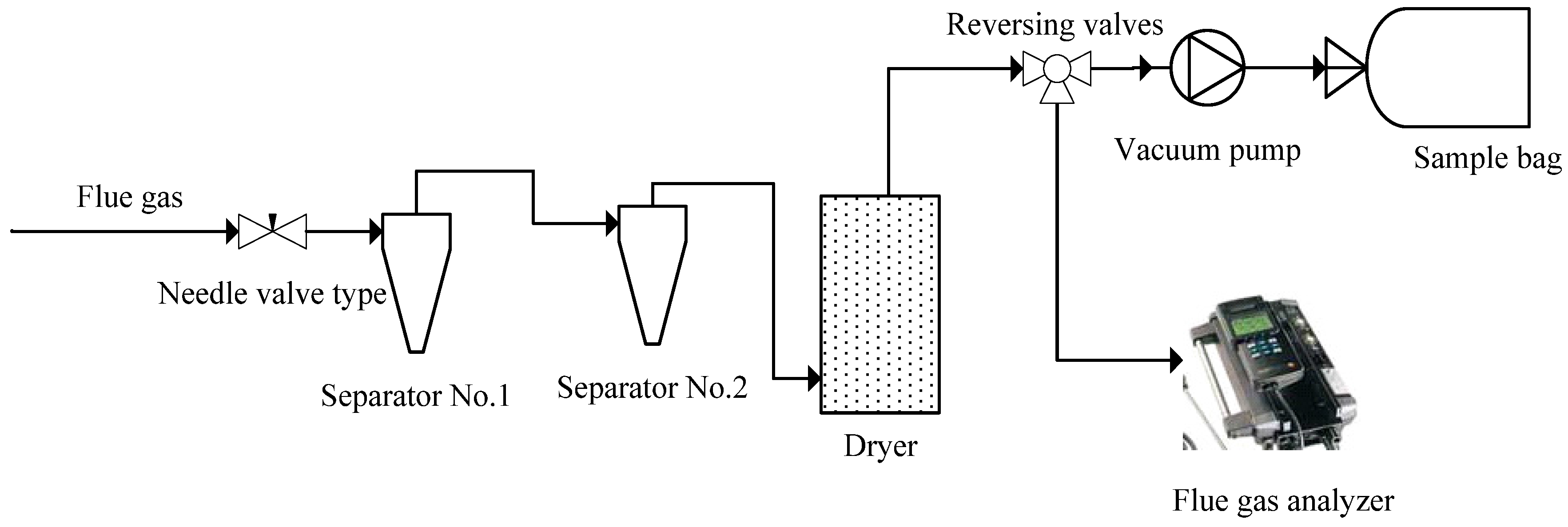
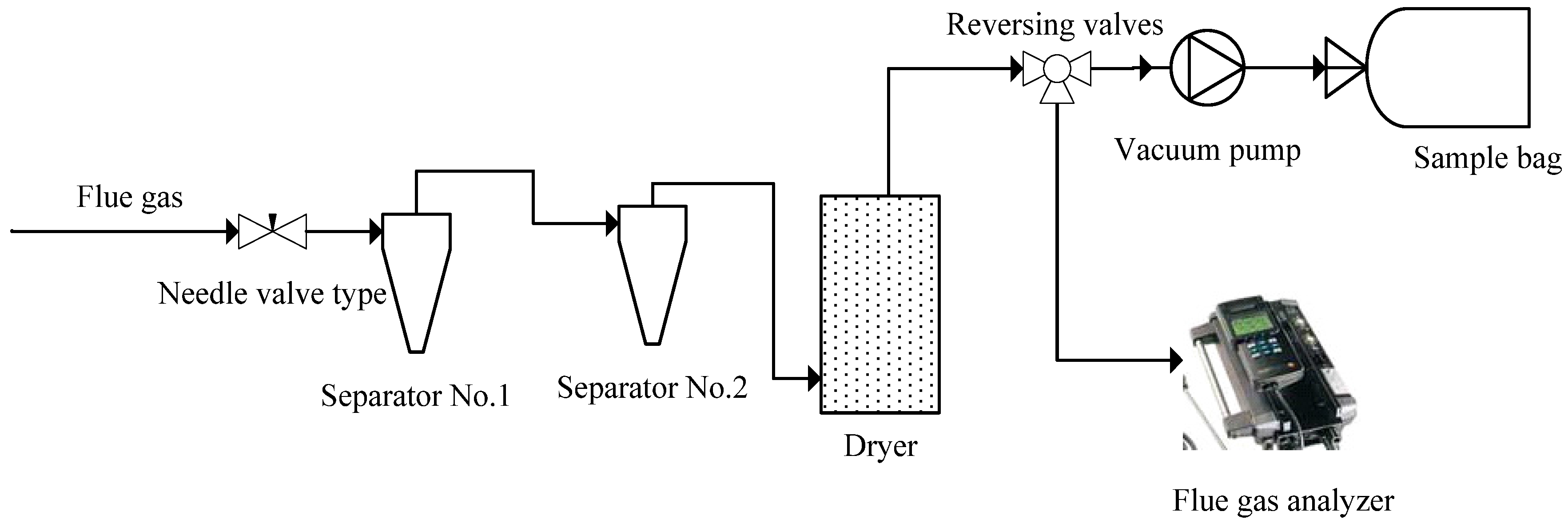
The process diagram of flue gas analysis is shown in
Figure 4. The sampling point of the flue gas was at the exit of the cyclone separator. Before being introduced into sampling bags and flue gas analyzer, flue gas was sent through a series of flue gas purification devices for online analysis. The flue gas was analyzed on-line by a flue gas analyzer (testo350Pro, Testo, Lenzkirch, Germany) to determine NO
2 and NO concentrations and was collected for further analysis of N
2O content by gas chromatography (Trace DSQ, New York, NY, USA) using a 3 m Porapark Q column. Proximate analysis and ultimate analysis of the biomass and coal are shown in
Table 3 and
Table 4, which are combusted in the CFB furnace and gasified in the gasifier, respectively.
Figure 4.
Process diagram of flue gas analysis.
Figure 4.
Process diagram of flue gas analysis.
Table 3.
Proximate and ultimate analysis of the rice husk.
Table 3.
Proximate and ultimate analysis of the rice husk.
| Proximate analysis (Air dry basis, %) | Ultimate analysis (Air dry basis, %) | Lower heating value (Received basis, MJ/kg) |
| Mad | Fcad | Vad | Aad | Cad | Had | Oad | Nad | Sad |
| 10.15 | 14.9 | 66.74 | 18.36 | 39.84 | 4.87 | 36.35 | 0.51 | 0.07 | 13.78 |
Table 4.
Proximate analysis and ultimate analysis of coal used in the experiment.
Table 4.
Proximate analysis and ultimate analysis of coal used in the experiment.
| Proximate analysis (w%) | Ultimate analysis (w%) | Qnet (kJ/kg) |
| M | FC | A | C | H | O | N | S |
| 26.91 | 47.83 | 13.16 | 59.8 | 3.39 | 10.37 | 0.72 | 0.45 | 22650 |
4. The Simulation Result and Discussion
In the simulation process, the influence of reburning ratio on the CFB system was focused on. Separate calculations were performed on the fluidized bed and biomass gasification subsystems to obtain optimized results for the biomass gasification subsystems. Based on the optimized results, the influence of biomass reburning ratio on the CFB system was discussed. The biomass reburning ratio was defined as the heat ratio of gasification gas to the total fuels. This parameter is serious influenced by the unsteady supply of gasified biomass due to the low calorific value and it is also limited by dispersion and high water content as well.
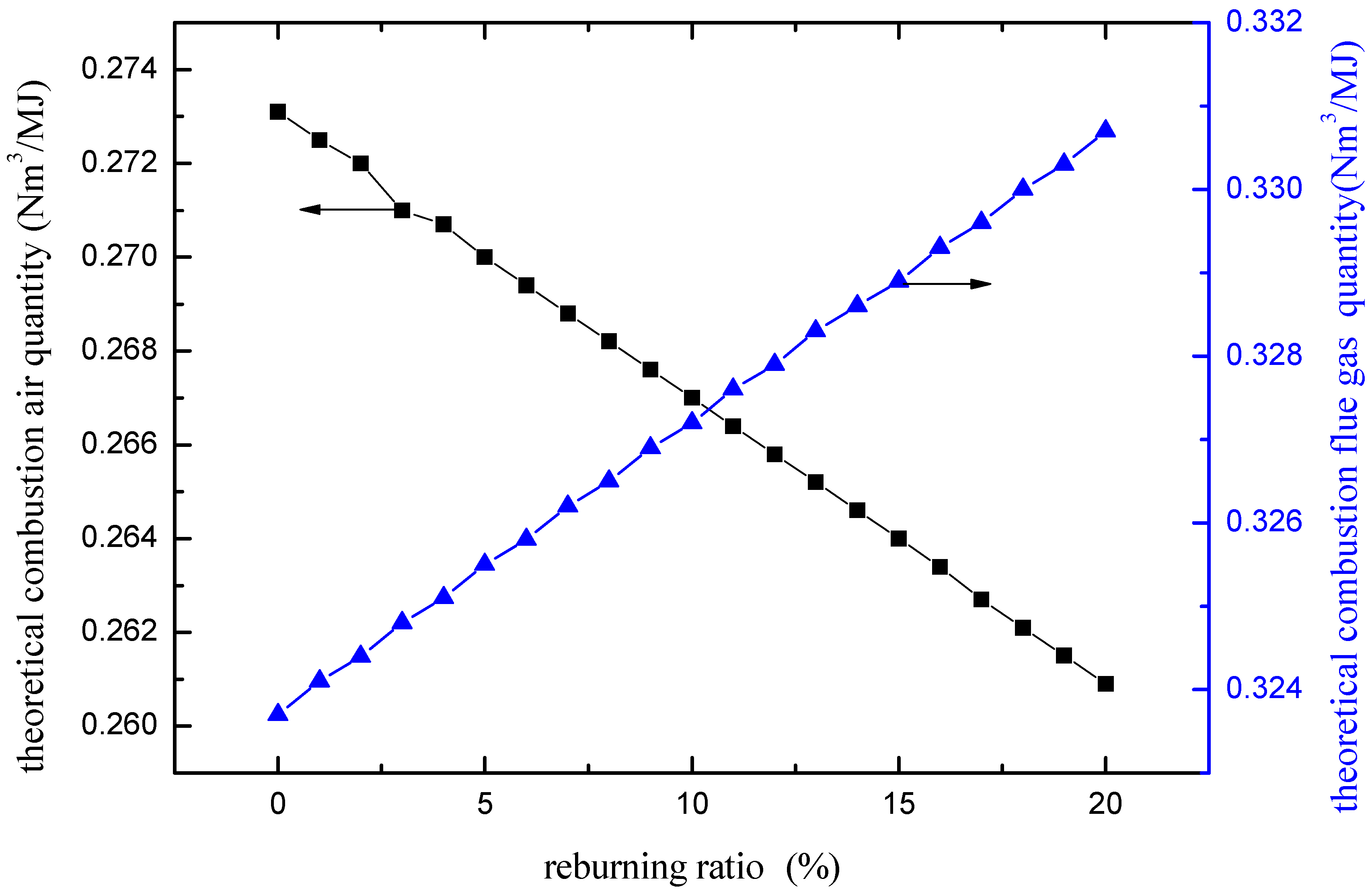
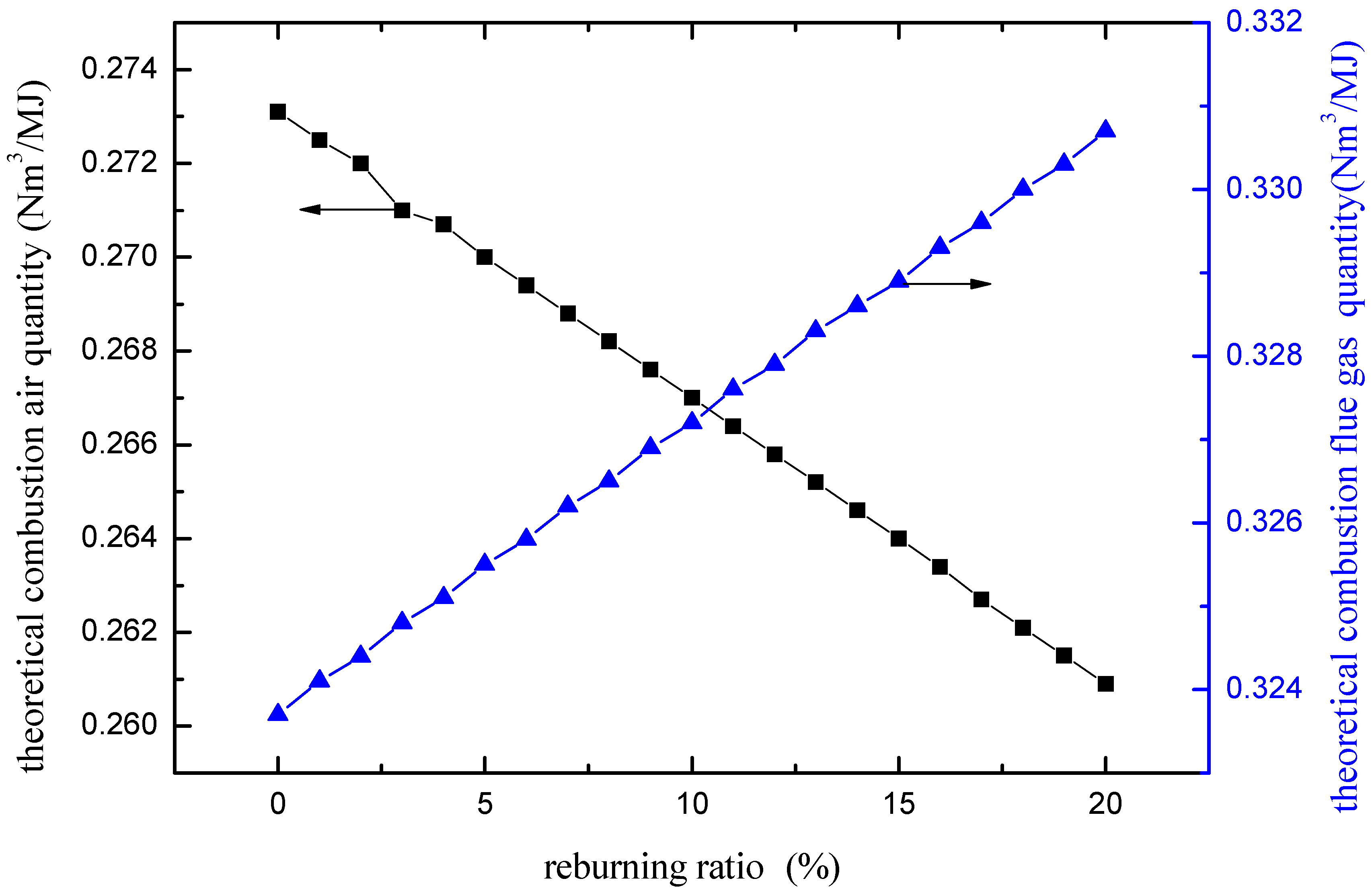
Figure 5 shows the influence of reburning ratio on theoretical combustion air and theoretical combustion flue gas. It clearly shows that theoretical combustion air requirement was decreased with the increase of biomass reburning ratio. This is due to the fact that to produce the same amount of heat, the air requirement of the biomass gas for complete combustion is more than that of coal. Therefore, given that total required caloric burning is invariable; reburning of biomass gasification gas with coal can reduce the air needed for burning. When the biomass reburning ratio was increased from 0 to 20%, the theoretical production of flue gas was increased. This increase can be well explained by a comparison of the heat value between coal and biogas: for producing 1 MJ of heat, the total amount of flue gas produced by biomass gasification gas is 37.08 mol/MJ, while the total amount of flue gas generated by coal combustion is 29.1 mol/MJ. Therefore, the flue gas was proportional to the ratio of biomass.
An increase of the reburning ratio will reduce the air quantity and increase the flue gas emissions, that is to say the boiler flue gas hot volume was increased, which leads to an additional loss of exhaust gas.
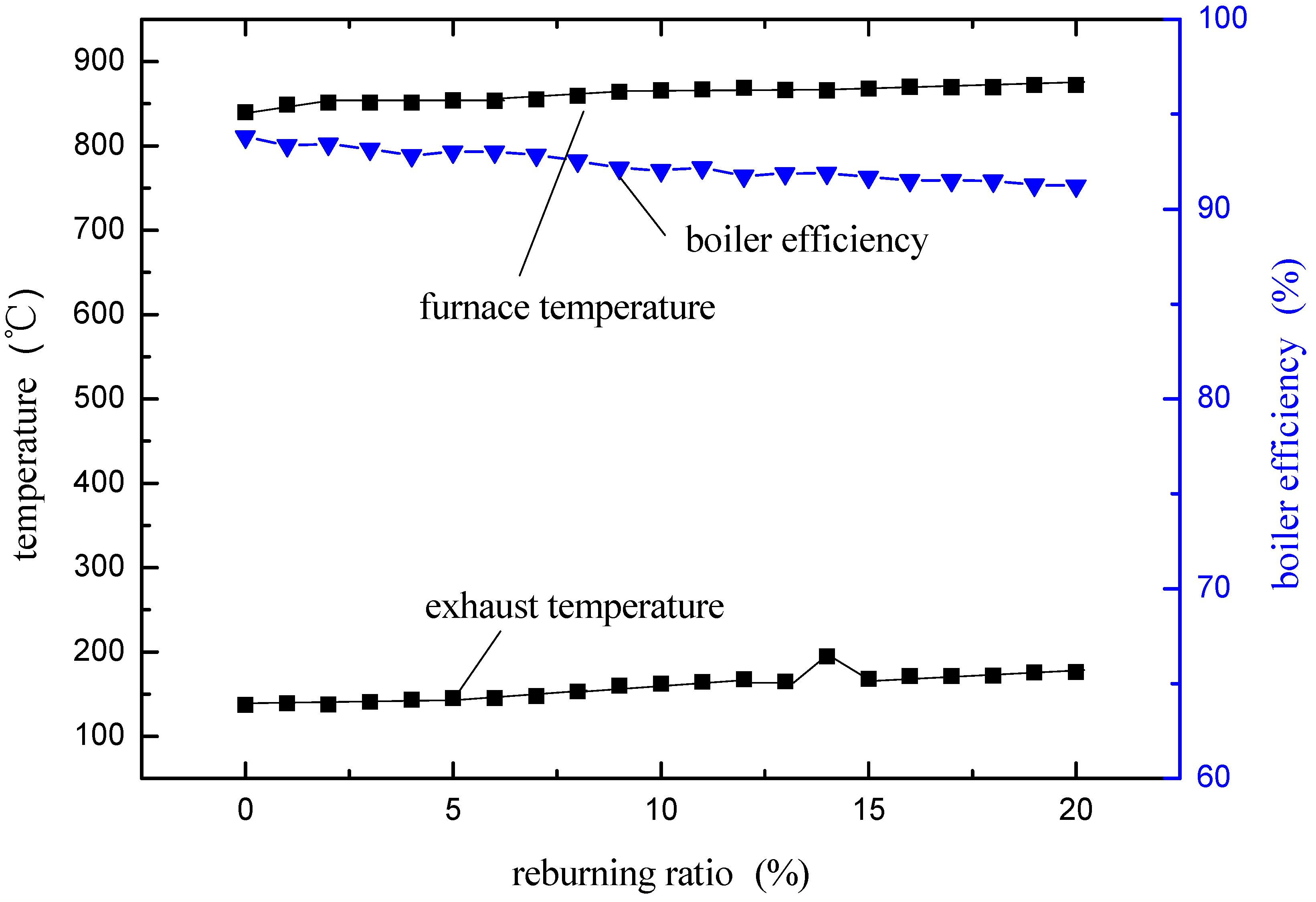
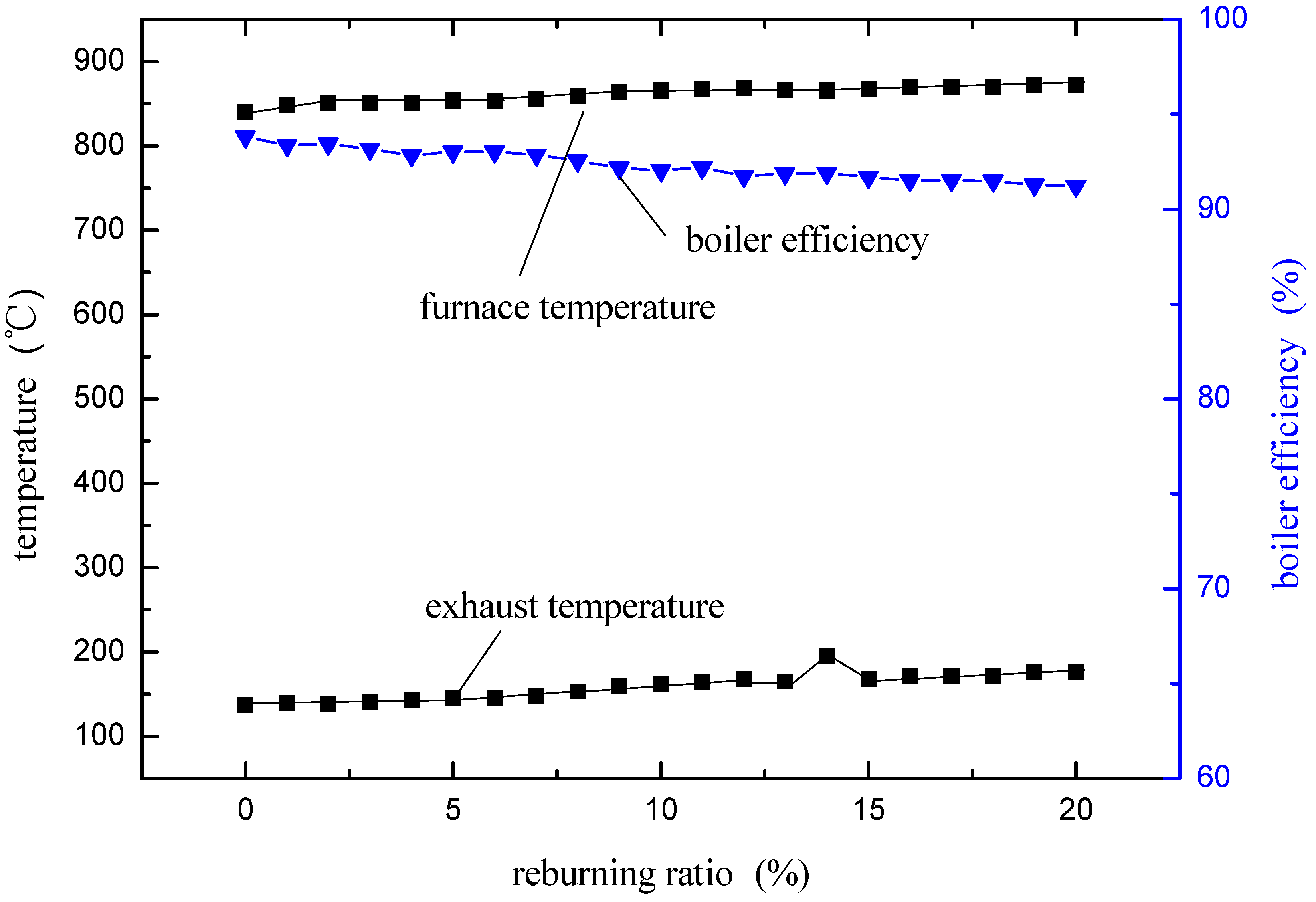
Figure 6 shows the influence of reburning ratio on furnace temperature, flue gas temperature and boiler efficiency. The average temperature of the furnace was proportional to the biomass gasification gas. When the reburning ratio was increased from 0 to 20%, the furnace temperature went up from 840 °C to 872 °C. Given that the total heat value of biomass gas and coal is invariable, the average furnace temperature was rising because the temperature of biomass gas injected was 598 °C. When the reburning ratio was increased from 0 to 20%, exhaust temperature also grew from 137.2 °C to 176.2 °C, which agreed with the change of furnace temperature.
When the reburning ratio was increased from 0 to 20%, boiler efficiency was reduced from 93.8% to 91.3%. It can be inferred from
Figure 5 and
Figure 6 that the flue gas volume, temperature, heat losses of exhaust were proportional to the biomass reburning ratio. The boiler efficiency was inversely proportional to the biomass reburning ratio.
Figure 5.
Influence of reburning ratio on theoretical air requirement and theoretical combustion flue gas production.
Figure 5.
Influence of reburning ratio on theoretical air requirement and theoretical combustion flue gas production.
Figure 6.
Influence of reburning ratio on furnace temperature, flue gas temperature and boiler efficiency.
Figure 6.
Influence of reburning ratio on furnace temperature, flue gas temperature and boiler efficiency.
5. The Experimental Results and Discussion
In this research, an experimental platform was built for analyzing NOx emissions of the CFB system with integrated biomass gasification. Gasified biomass was injected into the furnace from different locations, in order to optimize the nozzle position for maximum N2O removal rate, while the other experimental conditions are kept constant: the secondary air ratio is 0.25 (injected from nozzle D) and the average excess air coefficient is 1.6.
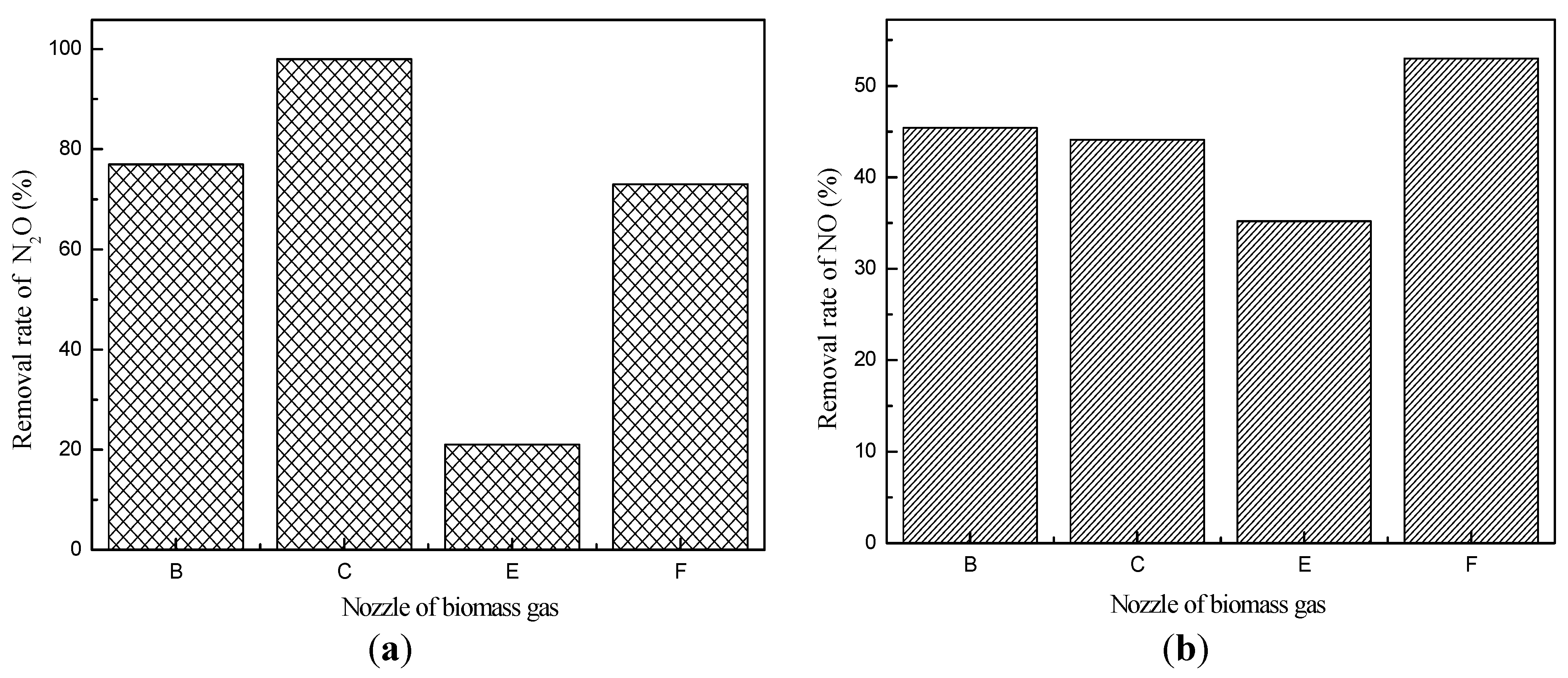
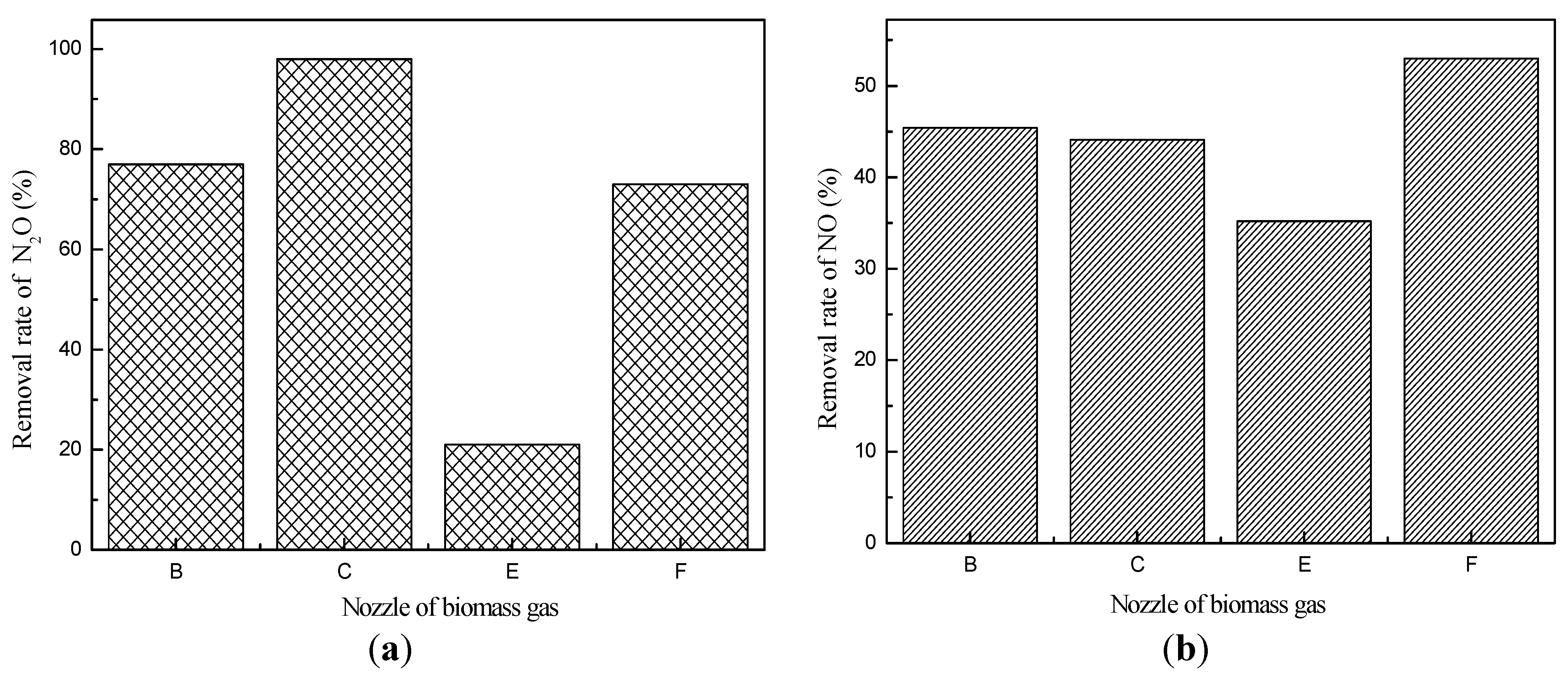
The removal rate of N
2O and NO at different nozzles is illustrated in
Figure 7.
Figure 7.
Removal rate of N2O and NO at different nozzles. (a) N2O; (b) NO.
Figure 7.
Removal rate of N2O and NO at different nozzles. (a) N2O; (b) NO.
As shown in the figure, the highest efficiency of N2O removal reached 99% using nozzle C, while the least N2O removal rate was 21% with nozzle E. This is because nozzle E was located just above nozzle D, where the secondary air let in reacted rapidly with the biomass gasification gas injected from nozzle E. In contrast, the NO emission did not vary severely with nozzle positions, with biomass gas injected from nozzles B, C, E and F, the removal rate of NO was changed from 35% to 53%.
It is concluded from the CFB system integrated with a fixed bed biomass gasifier that the biomass gasification gas has an obvious reduction effect on N2O and NO emissions. Especially when the gasification gas is injected from the nozzle C with a length to diameter ratio of 8.3, the highest N2O removal rate of 99% was achieved, while its corresponding NO removal rate was 44%.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}