1. Context and Background
Taiwan has made significant advancements in managing textile water sludge (TWS) as part of its broader efforts to promote a circular economy and waste-to-energy initiatives. These efforts address waste management challenges, enhance resource efficiency, and contribute to Taiwan’s transition toward sustainability. Approximately 30% of Taiwan’s annual TWS is currently treated as fuel [
1]. This approach aligns with the government’s waste-to-energy initiatives, which have been actively promoted by the Ministry of Environment (MOENV) since 2019 [
2]. Converting TWS into solid recovered fuel (SRF) not only mitigates the environmental impact of sludge disposal but also creates an alternative fuel source for energy-intensive industries, such as cement manufacturing and power generation. Research is ongoing to utilize TWS as a raw material for sintering lightweight aggregates (LWAs) [
3]. While TWS lacks the essential minerals required for standalone LWA production, it can serve as a valuable auxiliary component when combined with other materials like water purification sludge. This innovation highlights the potential for diversifying TWS applications beyond energy recovery.
Taiwan has integrated circular economy principles into its industrial policies, particularly through the “Five Plus Two” initiative. This plan encourages industries, including textiles, to transition from linear models to circular systems. By focusing on resource reuse and recycling, the textile industry is better equipped to reduce waste and adopt sustainable practices [
4]. Since 2019, the MOENV has prioritized the conversion of combustible waste, including TWS, into energy [
5]. This initiative has significantly increased SRF production and adoption, showcasing Taiwan’s commitment to waste valorization and energy efficiency. The MOENV has established clear technical guidelines and quality standards for SRF manufacturing [
6]. These measures provide a regulatory framework that ensures the safe and efficient conversion of TWS into fuel, giving industry operators a structured pathway to compliance.
SRF is mainly used in Taiwan for industrial fuels such as cement kilns and industrial boilers to replace a portion of fossil fuels; in addition, it is also used as fuel for power generation in incinerators. Currently, the Taiwanese government provides renewable energy subsidies to encourage businesses to use SRF. It also promotes mandatory waste sorting policies such as bagged waste collection to increase the utilization of recyclable waste. In Europe, SRF is already a mature and widely applied technology, primarily used in the cement industry and power plants, and the European Recovered Fuel Organization (ERFO) provides a platform for SRF producers and users to promote communication and cooperation, with a dedicated SRF trading market established in Europe.
Taiwanese companies, such as Singtex Group, have developed closed-loop recycling systems to minimize textile waste. These systems decompose, reassemble, and reproduce materials like 100% polyester into new products, reducing environmental pollution and supporting resource circulation [
7]. Innovations like the REFIT Smart Clothes Recycling Box, co-developed by Singtex and the Taiwan Textile Research Institute (TDRI), employ smart technologies to identify and sort textile materials. This advancement enhances recycling efficiency and ensures a steady supply of recyclable materials.
Despite generating over 80,000 metric tons of clothing waste annually, only about 30,000 metric tons are suitable for recycling [
2]. Inconsistent supply and variable quality present challenges for large-scale recycling operations and SRF production. Certain recyclable materials, such as cutting scraps from clothing factories, are categorized as industrial waste and are restricted from import into Taiwan. These regulatory barriers hinder the expansion of textile recycling and SRF production initiatives. Recycling processes for textile waste face significant obstacles, including difficulties in decolorization, high energy consumption, and expensive operations that reduce cost efficiency.
Taiwan has made significant progress in converting combustible waste into Solid Recovered Fuel (SRF) as part of its “Resource Recycling and Zero Waste” strategy. The Ministry of Environment (MOENV) has implemented comprehensive control systems, guidelines, and amendments to improve SRF production and usage, contributing to Taiwan’s transition toward net-zero emissions [
7].
Taiwan’s annual SRF production increased from 50,000 metric tons in 2019 to 200,000 metric tons in 2022. The number of SRF manufacturers grew from 4 to 28 during this period, while SRF usage rose from 60,000 metric tons to 180,000 metric tons annually. Concurrently, the number of SRF users expanded from 4 to 14 [
8]. These quantitative results underscore the rapid growth of SRF adoption in Taiwan.
The environmental benefits of SRF are also significant. One metric ton of SRF can replace 0.86 metric tons of coal, leading to a reduction of 0.77 metric tons of carbon dioxide emissions [
8]. This aligns with Taiwan’s broader environmental goals of reducing greenhouse gas emissions and minimizing coal dependency.
Taiwan is actively positioning itself as a leader in textile recycling and sustainable waste management. Major chemical fiber companies are developing experimental production lines for chemically recycling textiles, showcasing Taiwan’s innovation and commitment to sustainability. The production of SRF from TWS plays a crucial role in Taiwan’s waste management and energy strategies. SRF reduces waste sent to landfills or incinerators, mitigates environmental pollution, and significantly lowers greenhouse gas emissions. Additionally, SRF provides a cost-effective energy source for industries while supporting the adoption of environmental, social, and governance (ESG) practices. Taiwan’s focus on SRF aligns with international trends emphasizing circular economy principles and stricter recycled material standards. This alignment positions Taiwan as a key player in the global push for sustainable industrial practices.
SRF production addresses Taiwan’s waste management challenges by converting TWS, a byproduct of the textile industry, into a valuable energy source. This reduces reliance on traditional disposal methods, such as landfilling and incineration. Replacing coal with SRF derived from TWS contributes to significant carbon savings. For example, TUNtex Incorporation has set a target to cut carbon emissions by 50% by 2030 using SRF [
9]. Taiwan relies heavily on imported energy. SRF production from local TWS provides a renewable energy source, reducing import dependence and enhancing energy security.
Taiwan’s progress in managing TWS reflects its commitment to achieving sustainability through innovation, regulation, and industry collaboration. By integrating SRF production into its waste management and energy policies, Taiwan not only addresses pressing environmental and economic challenges but also positions itself as a regional leader in circular economy practices. This holistic approach highlights the potential of TWS as both a resource and a driver for sustainable industrial transformation.
The purpose of the review is to comprehensively explore the potential of converting TWS into SRF as a sustainable solution for waste management and energy generation in Taiwan. It examines the technological, economic, and regulatory frameworks that underpin this innovative approach while highlighting Taiwan’s leadership in waste valorization strategies. The review aims to provide insights into the challenges of TWS-to-SRF conversion, such as moisture content, contaminant removal, and economic feasibility. It proposes solutions to align with global sustainability standards. Ultimately, it underscores the environmental and energy benefits of integrating TWS-derived SRF into industrial applications, contributing to Taiwan’s net-zero emission goals and offering a replicable model for global adoption. This paper stands out by presenting an in-depth analysis of Taiwan’s multifaceted approach to TWS-derived SRF, which integrates technologies and regulatory support. While previous studies have explored individual aspects of textile waste management or waste-to-energy technologies, this research distinguishes itself by providing a holistic view of Taiwan’s successful implementation of SRF production, showcasing its unique regulatory frameworks and economic feasibility in the context of a circular economy.
2. Characteristics of Textile Water Sludge (TWS): Composition and Challenges
TWS is a complex byproduct of wastewater treatment in textile industries, with its composition and properties significantly influenced by the specific industrial processes and chemicals employed.
Table 1 is a summary of TWS’s key components, along with comparative values from other waste materials commonly used in SRF production. Understanding its characteristics is essential for optimizing its management and exploring its potential for reuse, particularly in solid recovered fuel (SRF) production.
TWS typically contains high levels of organic matter and moisture, which present both opportunities and challenges for its utilization. The volatile organic matter content is approximately 70% on a dry basis, and the moisture content in raw sludge exceeds 80% [
10]. Through drying processes, the moisture level can be reduced to around 2.16% [
11], making it more suitable for further applications.
Table 2 summarizes the proximate analysis, elemental composition, energy content, and metal content of TWS generated by textile manufacturers in Taiwan [
12]. The results highlight the high potential of TWS for thermal treatment, with over 75 wt.% consisting of combustible materials. The high volatile matter content contributes to a significant energy value, classifying it within the lignite-A range. Additionally, the proximate analysis indicates that TWS possesses favorable characteristics for gasification, including a substantial combustible fraction and relatively high calorific value.
The concentrations of heavy metals in TWS are generally low, varying depending on the source of the sludge. Common heavy metals include zinc (272 mg/kg), copper (50 mg/kg), chromium (27 mg/kg), nickel (11 mg/kg), lead (10 mg/kg), arsenic (5 mg/kg), cobalt (3.3 mg/kg), mercury (0.4 mg/kg), and cadmium (0.26 mg/kg) [
11]. These values are typically below the standards set by the USEPA for land application, highlighting the potential for safe disposal or reuse when properly managed.
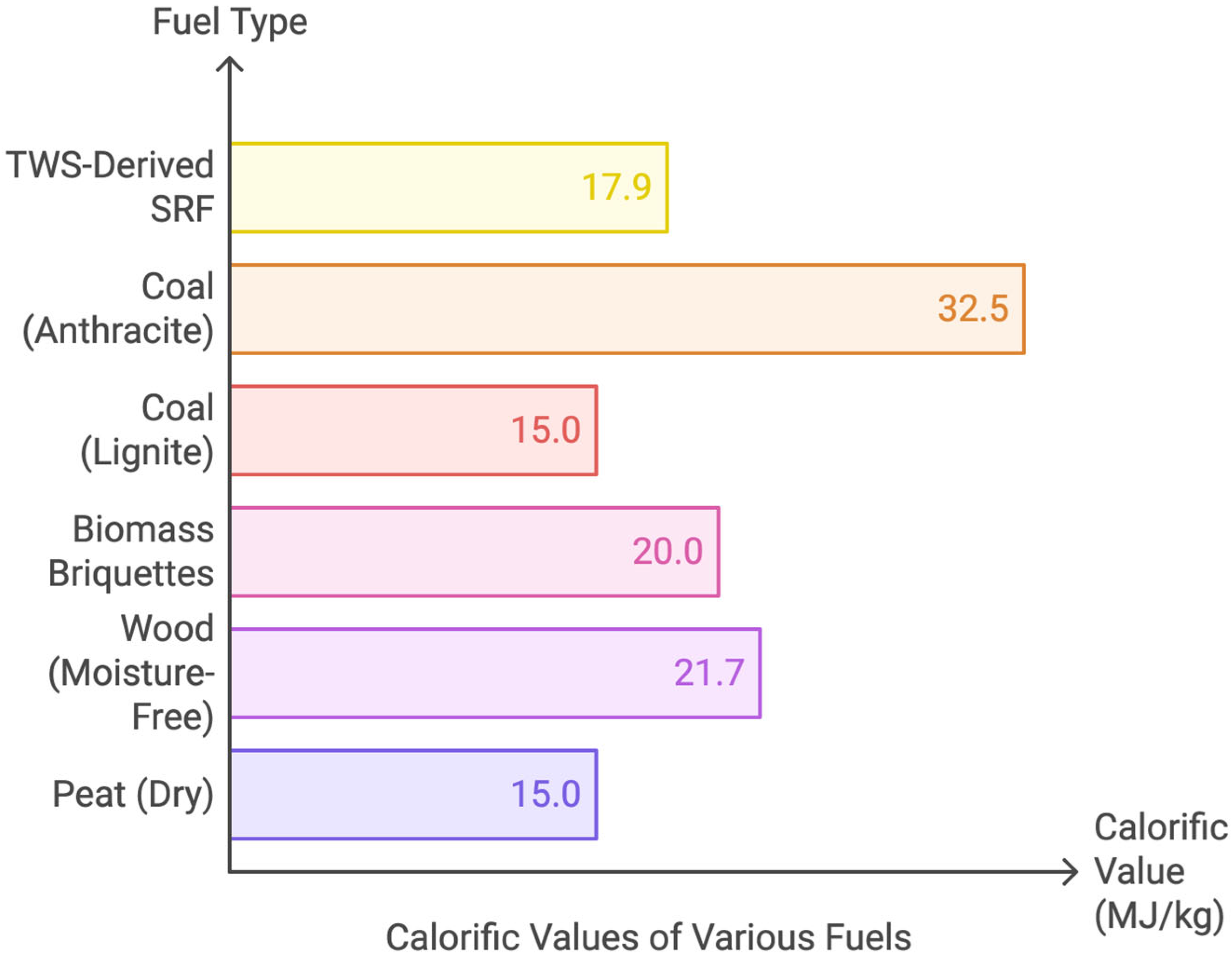
TWS exhibits a relatively high gross calorific value of approximately 17.9 MJ/kg, which is comparable to typical biomass [
10].
Figure 1 illustrates the net calorific values (NCV) of different fuels measured in megajoules per kilogram (MJ/kg). This comparison highlights that TWS-derived SRF has a calorific value comparable to biomass briquettes and is higher than that of lignite coal and peat, indicating its potential as a viable alternative fuel source. This property makes it a viable candidate for co-incineration processes, such as in cement kilns or brick manufacturing, where its energy content can be utilized effectively.
The sludge also contains various mineral oxides, including aluminum oxide (14.39%), iron oxide (2.45%), calcium oxide (5.29%), magnesium oxide (1.16%), and sulfur oxide (1.1%) [
11]. These compounds contribute to its physical and chemical properties, influencing its suitability for applications like construction materials. The loss on ignition (LOI) value of TWS is 45.82%, indicating elevated levels of organic matter and fine content. Its specific surface area of 4994 cm
2/g further differentiates it from reference materials (4112 cm
2/g) [
11], impacting its behavior in various treatment and utilization processes.
The characteristics of TWS are heavily influenced by the wastewater treatment processes employed, which directly affect its composition, volume, and potential for reuse. Physical–chemical treatments, such as coagulation–flocculation, produce sludge with high concentrations of chemical coagulants and increased sludge volume, often containing adsorbed dyes and pollutants [
13]. Chemical oxidation treatments, on the other hand, may reduce organic content and sludge toxicity. Biological treatments, particularly the activated sludge process, generate sludge rich in microbial biomass and higher biodegradability, though often in larger volumes [
14]. Membrane bioreactors (MBRs) produce sludge with higher solids content and improved dewaterability. Advanced methods, such as reverse osmosis and electrocoagulation, alter sludge properties by concentrating salts or producing different chemical compositions, impacting its reuse potential [
15].
TWS can contain a range of contaminants, including heavy metals (e.g., chromium, lead), toxic chemicals (e.g., chlorophenols, formaldehyde), and organic pollutants [
16]. These substances pose risks to the environment and human health, particularly if the sludge is used as SRF without adequate treatment. Effective decontamination methods, such as steam treatment, chemical processes, and removal of problematic materials, are crucial for mitigating these risks [
17,
18].
The high moisture content and substantial volumes of sludge generated during biological treatments present challenges for storage, transport, and processing. Advanced dewatering technologies and optimized treatment parameters can help address these issues, making the sludge more manageable for reuse.
The variability in sludge composition and the presence of contaminants necessitate tailored approaches to its treatment and reuse. Additionally, compliance with stringent quality and emission standards for SRF production requires investment in advanced processing technologies.
TWS represents a significant challenge and opportunity in sustainable waste management. Its high organic content, calorific value, and relatively low heavy metal concentrations make it suitable for applications like SRF production and construction materials. However, addressing its variability, contaminants, and processing challenges is essential for unlocking its full potential. A comprehensive understanding of its composition and the impacts of different wastewater treatment methods is crucial for developing effective management strategies that align with environmental and regulatory goals.
3. SRF Preparation Technologies: Key Processes and Innovations
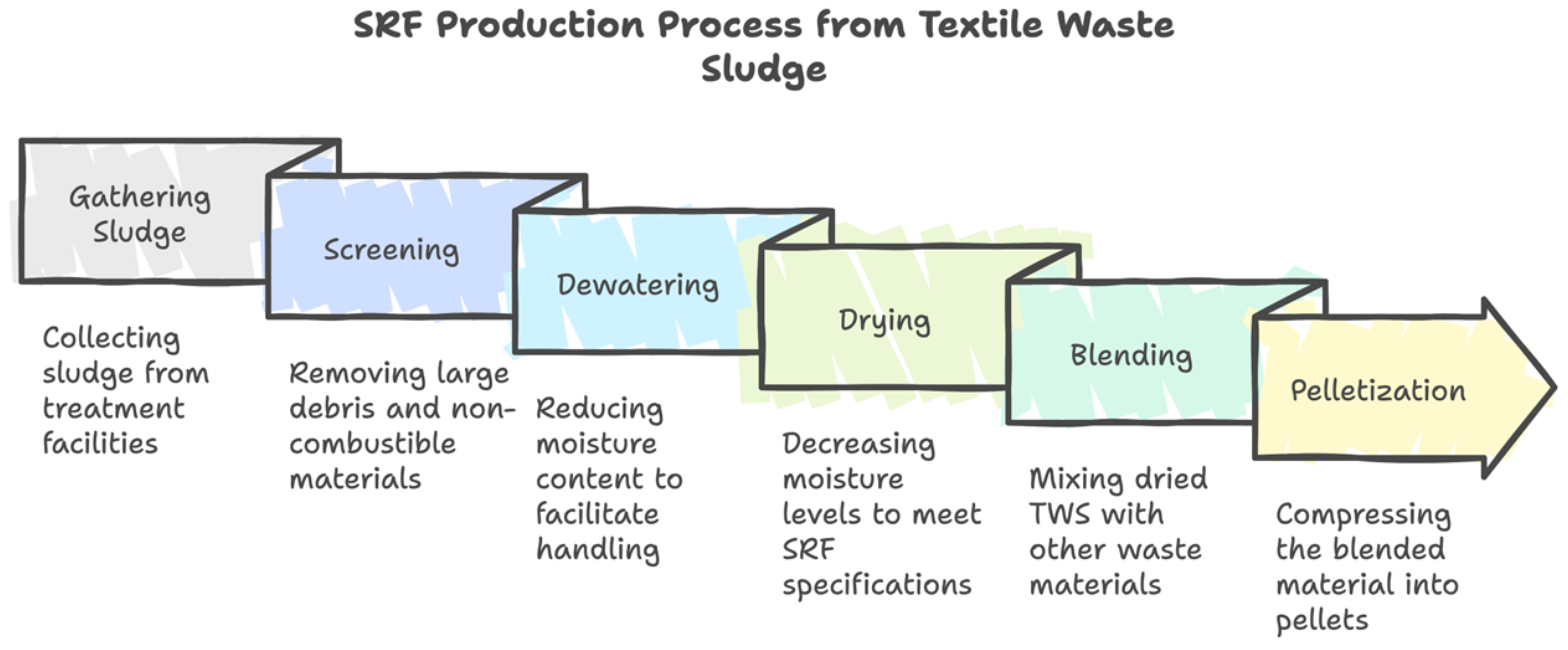
The preparation of solid recovered fuel (SRF) from TWS involves a series of well-defined processes designed to transform waste material into a high-quality fuel product. These steps include preprocessing, blending, pelletization, and quality control [
19]. Innovative technologies have also been developed to enhance the efficiency, calorific value, and environmental compliance of SRF.
Figure 2 is a flow diagram illustrating the production of SRF from TWS.
The first step in SRF preparation is preprocessing, which addresses the high moisture content and heterogeneity of TWS. Dewatering is essential to reduce moisture, often followed by drying to achieve an optimal moisture content of approximately 13.5% [
20]. The inherent compressibility of sludge’s skeletal structure poses challenges during mechanical dewatering, necessitating increased pressing time and pressure. To enhance dewatering efficiency, various conditioning methods—physical, chemical, and biological—are employed to modify sludge properties, thereby improving water removal.
Physical conditioning agents, often referred to as skeleton builders or filter aids, are introduced to sludge to reduce its compressibility and bolster the mechanical strength and permeability of the resulting cake during pressing. These agents form a permeable and rigid skeleton structure, maintaining porosity under high-pressure dewatering conditions. Materials such as coal, coal powder, biomass wastes (e.g., sawdust, rice husks, sugarcane bagasse), and mineral substances like fly ash, cement kiln ash, and gypsum have been utilized for this purpose [
21,
22]. Carbon-based materials are particularly advantageous due to their high porosity, low ash content, and elevated calorific value, which not only facilitate dewatering but also enhance subsequent incineration processes. Typically, physical conditioning agents are used in conjunction with chemical flocculants to optimize dewatering outcomes. Studies have demonstrated that combining agents like coal with chemical conditioners yields higher solid concentrations compared to using coal alone [
23].
Mechanical pre-treatment methods aim to disrupt the sludge’s extracellular polymeric substances (EPS) and cell walls, releasing bound water and improving dewatering efficiency. Techniques include electroosmosis, ultrasonic radiation, microwave treatment, and thermal methods. For instance, electro-osmotic dewatering applies an electric field to facilitate water movement, enhancing dewatering performance [
24]. Ultrasonic treatment employs cavitation effects to break sludge flocs, releasing bound water; however, excessive energy input can deteriorate dewatering performance by reducing particle size and increasing bound water content [
25]. Microwave treatment heats sludge internally, disrupting floc structures and improving dewatering, with efficiency influenced by sludge concentration. Thermal hydrolysis at temperatures between 40 and 180 °C hydrolyzes organic matter, disrupts floc structures, and reduces bound water content, thereby enhancing dewatering [
26,
27].
Chemical conditioning involves adding agents that alter the sludge’s chemical properties to improve dewatering. Advanced oxidation processes (AOPs), such as Fenton’s reagent [
28,
29], ozone [
30], and permanganate treatments [
31], generate strong oxidizing species that break down sludge flocs and reduce bound water content. Fenton oxidation, for example, has been shown to significantly decrease sludge volume and increase cake solid content [
32,
33], though it requires careful pH control to prevent equipment corrosion [
34]. Sulfate radicals, with high redox potential, also enhance dewatering but necessitate activating substances, increasing operational complexity and cost [
35]. Potassium permanganate offers strong oxidizing capabilities, is cost-effective, and operates across a wide pH range, making it a viable option for sludge conditioning [
36,
37].
Biological conditioning primarily utilizes enzyme pre-treatment to degrade specific polymers within the sludge, such as EPS, thereby reducing filtration resistance and enhancing dewatering [
38]. Enzyme preparations can significantly decrease capillary suction time (CST), indicating improved dewatering performance [
39]. Composite enzyme formulations, a mixture of endo-1,4-beta-glucanase, eXO-1,4-beta-glucanase, and 1,4-beta-glucosidase, have been developed to target various sludge components, effectively enhancing dewatering, especially when used alongside flocculants, which also allows for reduced flocculant dosages [
40].
Addressing the high compressibility of sludge’s skeletal structure is crucial for efficient mechanical dewatering. Employing a combination of physical, mechanical, chemical, and biological conditioning methods can significantly improve dewatering performance, reduce sludge volume, and facilitate subsequent disposal or resource recovery processes.
Technologies like belt-type sludge dryers and steam absorption heat pumps are further employed for this purpose, offering low-temperature drying methods that minimize odor and dust while preserving the organic content of the sludge [
41]. Grinding the dried sludge further reduces particle size and improves homogeneity, preparing the material for subsequent blending [
42].
Blending is critical for improving the fuel properties of SRF. Blending textile wastewater sludge (TWS) with other organic substances is essential to address the inherent limitations of TWS and enhance its potential for energy recovery and material reuse. This approach improves various properties of TWS, making it a more viable feedstock for thermal and biological processes [
20,
43,
44].
One of the primary reasons for blending is to improve the calorific value of TWS. TWS often has a low heating value due to its high inorganic content, which limits its energy potential during combustion or pyrolysis. Mixing TWS with high-calorific organic materials, such as agricultural residues or other biomass, increases the overall energy density of the blend, making it more efficient for energy recovery processes [
20,
45].
Blending also enhances the combustion efficiency of TWS. On its own, TWS exhibits poor combustion characteristics due to its high volatile organic content and the unsustainable combustion of inorganic residues at higher temperatures. The addition of organic substrates with more stable combustion properties helps to stabilize the process, leading to more consistent and efficient burning. This reduces incomplete combustion and the release of volatile organic compounds [
20,
43,
46].
The high ash content of TWS is another significant challenge. Ash generation from TWS combustion, caused by its inorganic fraction, complicates post-combustion residue management [
47]. By blending TWS with organic materials, the relative ash content of the mixture is reduced, which minimizes environmental impacts and simplifies waste handling [
20,
47].
Blending TWS with organic substrates also addresses the presence of persistent contaminants. TWS contains heavy metals, dyes, and other chemical residues that make direct use in biological or thermal treatments problematic. Organic substrates can bind or stabilize these contaminants during thermal processes, reducing their bioavailability and environmental risks [
20,
48].
The high moisture content of TWS is another limitation that blending helps to overcome. Dry organic materials absorb some of the moisture, reducing the energy required for drying TWS and improving the overall process efficiency [
20]. Additionally, blending with organic substrates increases the volatility and combustibility of the mixture. The introduction of volatile organic matter enhances thermochemical reactivity, compensating for the inert characteristics of the inorganic components in TWS [
20].
Furthermore, blending reduces air pollution. When combusted alone, TWS releases volatile organic compounds and other pollutants, particularly at medium temperatures. The inclusion of organic materials stabilizes combustion, reducing the release of harmful emissions and supporting cleaner combustion processes [
20,
43].
From a sustainability perspective, blending TWS with organic wastes aligns with circular economy principles. It allows for the repurposing of waste into valuable energy or materials while combining the complementary properties of different waste types. For instance, carbon-rich biomass enhances the fuel characteristics of TWS, making the blended material more suitable for energy recovery.
Blending TWS with other organic substances effectively addresses its limitations, including low calorific value, high ash content, poor combustion efficiency, and the presence of harmful contaminants. This approach not only improves the energy recovery potential of TWS but also contributes to waste reduction, pollution control, and resource efficiency. By optimizing the blending process, TWS can become a viable and sustainable feedstock for waste-to-energy applications. TWS is mixed with other materials, such as cattle manure or biomass, to enhance its calorific value and combustion efficiency. The selection of blending materials and optimization of blending ratios are vital to achieving desirable fuel characteristics. For instance, a 75:25 ratio of cattle manure to TWS has been found to produce fuel with improved calorific value and handling properties [
20]. Thorough mixing ensures uniform distribution of components, a prerequisite for consistent pelletization.
Pelletization technology offers a sustainable approach to convert textile wastewater sludge (TWS) into high-quality solid recovered fuel (SRF) pellets. The process involves compressing the sludge into uniform pellets, typically ranging in size from 20 to 100 mm, tailored for specific industrial applications. This compression improves the bulk density of the material, facilitating its transportation, storage, and combustion [
49]. Moreover, pelletization enhances the mechanical durability and energy density of SRF, making it a valuable energy source for high-energy-consuming industries such as cement kilns and power plants. Research highlights the potential of combining TWS with other organic residues, such as biomass or cattle manure, to improve pellet properties and stabilize contaminants for safe handling and efficient energy recovery [
20,
50,
51].
The pelletization process includes essential stages such as drying, grinding, blending with additives, and compressing the material into pellets. The characteristics of textile wastewater sludge (TWS) play a significant role in the efficiency and quality of the pelletization process. High moisture content in TWS necessitates pre-drying to improve pellet strength and reduce energy consumption during processing. Additionally, particle size distribution is a critical factor, as smaller particle sizes contribute to increased pellet density and enhanced mechanical strength [
52]. The choice of pelletizing equipment is crucial for maintaining consistent quality. Flat die pelletizers are affordable but offer lower output, whereas ring die pelletizers produce higher quantities and ensure uniform pellet characteristics [
53,
54]. Operational parameters, including pressure, temperature, and residence time, must be optimized. For instance, specific temperature ranges during pelletization activate natural binders like lignin, enhancing the durability and cohesion of pellets [
52,
55].
Binders play an essential role in improving the quality and combustion efficiency of SRF pellets. Organic binders such as lignin and starch exhibit superior adhesive properties and combustion performance, though they may increase costs. Inorganic binders, including clay and cement, are cost-effective but can elevate ash content. Composite binders combine the advantages of organic and inorganic types, improving pellet strength and durability while balancing cost and performance. Optimal binder dosage is crucial; insufficient amounts reduce pellet integrity, while excessive amounts can lower calorific value [
55].
Despite challenges such as the complex composition and high moisture content of TWS, pelletization offers significant opportunities for waste valorization. Optimizing the pelletization process and adopting cost-competitive technologies can improve the economic feasibility of SRF production. Government incentives and policies can accelerate market adoption. Furthermore, lifecycle assessments are essential to evaluate the environmental benefits and sustainability of SRF pellet production and use.
The pelletization of TWS into SRF pellets presents a promising approach to reduce dependence on fossil fuels and improve waste management. Future research should focus on refining the pelletization process, developing innovative binders, and assessing environmental impacts to maximize the potential of SRF applications.
The quality of solid recovered fuel (SRF) pellets is crucial for their effectiveness and environmental impact. Key parameters include density, durability, calorific value, and emission levels. High-density pellets enhance energy output and improve transport and storage efficiency, thereby reducing logistical costs. Durable pellets resist fragmentation during handling, minimizing dust generation and material loss. A higher calorific value increases the cost-effectiveness of SRF pellets for energy recovery [
53,
55]. Additionally, proper raw material selection and optimized combustion conditions are essential to reduce emissions of sulfur oxides, nitrogen oxides, and particulates, ensuring compliance with environmental standards. Quality control measures, such as parameter analysis, help ensure that SRF meets regulatory standards and industry requirements. Furthermore, optimizing process parameters based on quality control results enhances the fuel’s performance while maintaining compliance with environmental and operational standards [
53,
55,
56].
In addition to these core processes, advanced technologies have been developed to enhance SRF preparation. Torrefaction, for example, produces hydrophobic, carbon-rich biochar from textile waste, increasing its calorific value and making it a viable coal substitute [
57]. Combined approaches, such as blending TWS with high-calorific biomass or synthetic materials, have shown potential for producing heating pellets with superior energy content and reduced emissions [
58]. Sludge–clay composites are another innovative application where TWS is incorporated into clay for brick manufacturing, utilizing its calorific value to offset energy requirements during firing [
59].
Innovations in blending techniques also play a significant role in SRF preparation. The proportion of SRF to other materials directly impacts fuel properties, gas production, and combustion efficiency. For example, blending TWS with municipal solid waste (MSW) or biomass can optimize the calorific value and gasification efficiency of the fuel. Studies have demonstrated that specific blending ratios, such as a 50:50 mix of SRF and biomass, strike a balance between energy output and processability [
60].
Taiwan has made substantial progress in adopting advanced SRF preparation technologies, including flexible processing systems that handle diverse waste streams with varying impurities. Facilities such as the SRF plant in Changhua, which employs cutting-edge German technology, are capable of managing high chlorine or heavy metal content wastes, ensuring the production of clean and efficient SRF [
61]. Regulatory frameworks, such as the “Guidelines and Quality Standards for Solid Recovered fuel Manufacturing Technology”, further support these advancements by setting stringent standards for fuel production and emissions control [
7].
The preparation of SRF from TWS involves a series of carefully designed processes and innovative technologies aimed at transforming waste into a valuable energy resource. By integrating advanced preprocessing, blending, pelletization, and quality control techniques, along with innovative applications such as torrefaction and sludge–clay composites, Taiwan has demonstrated a commitment to sustainable waste management and renewable energy strategies. These efforts not only address environmental challenges but also enhance the economic viability of SRF as a renewable energy source.
6. Policy and Regulatory Aspects
Taiwan has developed comprehensive policies and regulatory frameworks to promote the production of solid recovered fuel (SRF) from TWS. These efforts align with national goals to achieve resource efficiency, waste reduction, and a transition toward net-zero emissions. By implementing a robust regulatory framework, clear guidelines, and a combination of incentives and penalties, Taiwan has successfully advanced SRF adoption and development.
Taiwan’s Waste Management Act has been amended to explicitly include TWS as a potential feedstock for SRF production. This strategic amendment facilitates the utilization of industrial and municipal waste for energy recovery while diverting significant amounts of waste from landfills and incinerators. Additionally, on 22 March 2024, the Ministry of Environment (MOENV) revised the “Technical Guidelines and Quality Specifications for the Manufacturing of Solid Recovered Fuels” to include specific directives for SRF production from TWS. These standards ensure that SRF derived from TWS meets stringent environmental and industrial requirements. For instance, the calorific value must meet or exceed 3000 kcal/kg (wet basis), and limits for chlorine, sulfur, mercury, lead, and cadmium have been clearly defined to mitigate environmental risks [
78].
To address public concerns about air quality, the MOENV preannounced tightened “Emission Standards for Air Pollutants from Boilers” on 20 June 2024. These standards specifically target the reduction of harmful pollutants, such as dioxins and heavy metals, from boilers using SRF, thereby safeguarding public health and the environment. To further enhance monitoring and management, the MOENV established the SRF Operation Checkup Consultation Group. This group conducts factory inspections, identifies operational challenges, and provides recommendations for optimization. A comprehensive checkup report, expected by September 2024, will inform future regulatory developments and propose new SRF management measures. Moreover, a white paper on SRF, scheduled for release by the end of 2024, will outline additional strategies and explore expanded applications for TWS and other waste materials [
78].
Taiwan’s efforts to promote SRF production have been supported by substantial government incentives and subsidies. Since 2019, the MOENV has actively encouraged SRF production, leading to significant growth. The use of SRF has risen to 180,000 metric tons annually, demonstrating its growing role in industrial energy systems. To encourage further adoption, the government has highlighted the carbon reduction benefits of SRF, which include reducing carbon dioxide emissions. Additionally, SRF-based power generation has been classified as renewable energy, with feed-in tariff (FIT) rates set at approximately NT
$4.04 per kWh, providing financial incentives for power plants to incorporate SRF into their operations [
79].
To ensure compliance and maintain environmental standards, the government enforces strict penalties for violations related to SRF production and waste management. Under the Waste Disposal Act, fines range from NT
$60,000 to NT
$10 million for infractions such as improper handling of hazardous waste or failure to meet quality and emission standards. In severe cases, businesses may face suspension of operations for up to one year [
80]. These measures ensure accountability and adherence to regulations.
Table 6 presents a comparative analysis of environmental impacts between SRF and coal, focusing on CO
2 emissions per ton of fuel combusted, reduction in CO
2 emissions, landfill diversion rates, and overall waste reduction. The data indicates that SRF combustion results in approximately 0.8 to 1.0 metric tons of CO
2 per ton of fuel, significantly lower than coal’s 2.4 metric tons, leading to up to a 60% reduction in CO
2 emissions. Additionally, SRF production diverts substantial waste from landfills by converting non-recyclable waste into energy, whereas coal usage does not contribute to waste reduction and generates waste requiring disposal.
The Industrial Development Bureau (IDB) of Taiwan has been conducting continuous field trials for fluidized bed boilers (FBC) since 2017. These trials involve testing various fuel blends, such as pure coal, coal combined with textile sludge, coal with waste plastic SRF, and coal mixed with textile sludge and textile residues. The trials aim to assess both the economic and environmental benefits of these mixed fuels, including their carbon reduction impact. The results have shown that the heat efficiency of these boilers is generally high, with coal and textile sludge mixtures achieving efficiencies of 93–95%, and SRF blends resulting in slightly lower but still effective efficiency levels of around 88–90%. The trials also emphasize the need to consider a holistic view when evaluating the benefits, focusing not just on individual performance aspects, but integrating environmental and cost-saving factors [
81].
In terms of operational performance, the trials demonstrated that different fuel mixtures affect the boiler’s capacity and efficiency. For example, the mixture of coal with textile sludge and textile residues achieved up to 81% of its capacity, and similar levels were observed with the other combinations. The economic savings also varied, with coal–SRF mixtures showing a 14.3% reduction in costs compared to pure coal, while textile sludge blends resulted in a 4.3% cost saving. Carbon emissions were reduced significantly with the use of SRF, showing a 12.1% reduction compared to pure coal. These outcomes highlight the importance of evaluating both the financial and environmental impacts of using waste-derived fuels in industrial boiler systems, aligning with Taiwan’s efforts to promote circular economy and waste-to-energy initiatives [
81].
Taiwan’s policies also emphasize circular economy and waste-to-energy principles. Initiatives such as the Five Plus Two Industrial Innovation Plan and the Circular Economy Promotion Plan prioritize the integration of circular economy concepts across industries. These efforts promote green consumption, industrial symbiosis, and the reuse of waste materials like TWS in energy production. By classifying SRF-based power generation as renewable energy, Taiwan has positioned SRF as a critical component of its sustainable energy strategy. This policy alignment has accelerated SRF adoption across industries, including cement kilns, paper mills, and power plants.
8. Challenges and Future Directions
Scaling up solid recovered fuel (SRF) production from TWS presents several technical, economic, and social challenges that need to be addressed to ensure its success. While advancements in technology and growing interest in sustainable energy sources offer opportunities, overcoming these barriers is crucial for the widespread adoption of SRF.
One of the primary technical challenges is maintaining the consistent quality of SRF. Textile wastewater sludge (TWS) often contains toxic organics and metals, complicating the production process and necessitating strict quality standards [
59,
82]. SRF also requires a high and stable calorific value to meet industrial demands, a challenging target given the variable composition of TWS. Additionally, the high moisture content of TWS presents another hurdle, as the energy-intensive drying process must reduce moisture levels significantly for effective combustion [
45]. Contaminant removal is critical for ensuring the safety and efficiency of SRF. This requires advanced sorting and processing technologies capable of separating hazardous and non-combustible components [
83].
Economic challenges further complicate SRF production. The initial investment required to establish SRF production facilities is substantial, as specialized equipment for sorting, drying, and shredding is necessary. Production costs are generally higher than those of traditional fuels like coal, making it less attractive without financial incentives. Ensuring a stable market demand for SRF produced from TWS also poses difficulties, as industries may need to modify their processes to accommodate this alternative fuel. Transportation and logistics contribute additional costs, particularly if production facilities are located far from end-users.
Social challenges include public perception and regulatory compliance. The use of waste-derived fuels in industrial processes may raise concerns among the public about environmental and health risks. Public education and awareness campaigns are essential to address these misconceptions and build trust. Compliance with environmental regulations and emission standards can also be costly, requiring additional investments in emission control technologies. Workforce training is another critical factor, as transitioning to SRF production and utilization demands specialized skills. Finally, community opposition may arise during the establishment of large-scale SRF facilities due to concerns about odors, increased traffic, or perceived environmental risks.
To address these challenges, several potential solutions can be considered. Blending TWS with other materials, such as cattle manure or biomass, can enhance calorific value and reduce contaminants. Investments in advanced technologies, such as state-of-the-art sorting, drying, and processing systems, can help achieve the required quality standards for SRF. Government support in the form of policies and financial incentives can offset initial costs and stimulate market demand. Collaboration with end-users, such as cement manufacturers, can ensure that the produced SRF meets specific industrial requirements. Continued research and development efforts are essential for improving production techniques, reducing costs, and enhancing the long-term sustainability of SRF.
Despite these efforts, several knowledge gaps must be addressed to fully realize the potential of SRF. The availability of diverse feedstocks is a significant limitation, necessitating research into alternative materials such as crop residues, waste-activated sludge, bamboo residues, and spent mushroom compost. Quality standards for SRF may require revision to incorporate elements relevant to air toxins and combustion system performance. Comprehensive emissions data from coal/SRF co-combustion systems are also lacking and need further study.
Economic and policy gaps include the need to reduce production costs and improve economic viability. Feed-in-tariff (FIT) rates for SRF-to-power systems may need to be adjusted to reflect increased capital and operating costs. Policies prioritizing the conversion of combustible waste into SRF over direct incineration are crucial for encouraging adoption. Additionally, scaling up SRF production in Taiwan requires the establishment of large-scale facilities and a better understanding of their long-term operational performance.
Environmental impact assessments, such as life cycle analyses, are necessary to quantify the benefits of SRF in terms of greenhouse gas reduction and waste diversion. Research into co-firing SRF with traditional fuels in existing coal-fired power plants and increasing its use in high energy-consuming industries, such as steel manufacturing and cement making, is also critical.
9. Global Perspective
Taiwan’s approach to solid recovered fuel (SRF) production from TWS demonstrates unique characteristics and innovations compared to other countries. This strategy combines a strong focus on the textile industry, advanced technological applications, and integration into energy-intensive industrial processes, aligning with global sustainability goals while addressing local challenges.
A key feature of Taiwan’s SRF initiatives is its emphasis on utilizing waste from the textile industry. In 2019, Taiwan recycled 76,798 metric tons of waste textiles, with a significant portion converted into SRF. Research in Taiwan has focused on optimizing SRF production from textile waste, including studies on combustion efficiency. For example, SRF derived from waste fabrics with optimized hole conditions achieved an average combustion efficiency of 95.5%. There is also ongoing exploration of waste polyethylene (PE) as an additive in SRF to further enhance fuel properties. These innovations underscore Taiwan’s commitment to advancing SRF technology for improved environmental and energy outcomes [
84].
Taiwan has integrated SRF into energy-intensive industrial sectors such as paper manufacturing, textile production, and cement making. These industries benefit from SRF as a substitute for traditional fossil fuels, reducing energy costs and environmental impact [
84]. To support this integration, Taiwan’s government promotes waste-to-power and waste-to-heat policies, reducing reliance on imported energy and encouraging local energy generation. These initiatives align with Taiwan’s broader sustainable development goals, particularly in reducing greenhouse gas emissions.
Regulatory frameworks in Taiwan have also facilitated SRF development. Policies restricting waste disposal indirectly promote the use of SRF as an alternative energy source. Additionally, Taiwan’s SRF strategies align with global principles of the circular economy by repurposing waste materials and reducing landfill dependency. This approach reflects similarities with European countries, where SRF production is integrated into broader waste management and energy recovery systems [
85]. However, Taiwan’s specific emphasis on textile industry waste sets it apart from European practices, which typically rely on a more diverse range of feedstocks.
In comparison, European countries such as the UK, the Netherlands, and Germany have well-established SRF markets and comprehensive quality standards, including specific classifications based on calorific value, chlorine content, and mercury levels. These standards provide a robust foundation for SRF production and utilization in diverse industrial applications. Taiwan can learn from these countries by further refining its regulatory framework to include specific quality criteria and by expanding its feedstock base to include materials like crop residues and industrial waste.
In developing countries like Bangladesh, SRF initiatives remain in nascent stages, with a focus on reducing hazardous chemicals in textile wastewater and categorizing treatment sludge as hazardous waste. Unlike Taiwan, Bangladesh faces significant challenges in utilizing TWS for energy recovery, limiting disposal options and technological advancements [
86]. Taiwan’s advanced SRF strategies highlight its leadership in this area and provide a model for countries aiming to address similar waste management challenges.
Taiwan can enhance its SRF production and utilization by adopting lessons from international case studies. Expanding the diversity of feedstocks, such as crop residues and bamboo, can increase SRF production volumes and reduce costs. Scaling up SRF facilities to larger, centralized operations, as seen in European countries, can improve efficiency and achieve economies of scale. Further integration of SRF into additional industries beyond cement and paper manufacturing can broaden its application and market demand.
Investing in advanced technologies, such as innovative combustion techniques and enhanced quality control systems, will improve SRF performance and align with global best practices. Comprehensive economic and environmental assessments can guide Taiwan’s strategies by identifying cost-saving opportunities and quantifying the sustainability benefits of SRF. Strengthening the alignment of SRF production with circular economy principles can further integrate it into Taiwan’s overall waste management and energy policies.
Taiwan’s growing SRF sector positions it as a potential global leader in this field. The rapid growth trajectory of Taiwan’s annual SRF production between 2019 and 2022 reflects the effectiveness of Taiwan’s policies and innovations in SRF technology. With its expertise in manufacturing and research, Taiwan can export advanced SRF production equipment and share its knowledge internationally, fostering collaboration and driving global progress in sustainable waste management.
By leveraging its strengths in technological innovation, regulatory frameworks, and environmental sustainability, Taiwan is well positioned to play a significant role in advancing SRF production and utilization worldwide. Its focus on using SRF to reduce dependence on fossil fuels and achieve net-zero emissions can serve as a model for other nations. Through continued investment in research, development, and international collaboration, Taiwan can contribute to global efforts in waste management, energy production, and environmental protection.
10. Conclusions
The conversion of TWS into solid recovered fuel (SRF) offers a sustainable and innovative solution to address the environmental, economic, and energy challenges posed by waste management. Taiwan’s approach to SRF production exemplifies a strong commitment to circular economy principles, leveraging advanced technologies and integrating SRF into energy-intensive industries. By transforming TWS into a valuable energy resource, Taiwan has demonstrated significant potential to reduce waste, lower greenhouse gas emissions, and decrease reliance on fossil fuels.
Despite these advancements, the process is not without its challenges. Technical hurdles such as maintaining consistent fuel quality, managing moisture content, and removing contaminants must be addressed through investments in advanced sorting, drying, and processing technologies. Economic barriers, including high production costs and market demand fluctuations, require targeted government incentives, policy support, and industry collaboration. Additionally, public perception and regulatory compliance highlight the need for comprehensive communication strategies and robust environmental safeguards.
Comparisons with international practices reveal opportunities for Taiwan to further refine its SRF strategies, including expanding feedstock sources, adopting larger-scale production models, and aligning with global quality standards. These efforts can enhance the scalability and efficiency of SRF production while strengthening Taiwan’s position as a leader in waste-to-energy innovation.
The environmental benefits of SRF production, such as waste diversion, carbon footprint reduction, and resource conservation, underscore its critical role in Taiwan’s transition toward a sustainable energy future. By addressing current challenges and leveraging opportunities for technological and policy advancements, SRF production from TWS can serve as a model for sustainable waste management and energy recovery, both regionally and globally. This integrated approach aligns with Taiwan’s net-zero emissions goals and contributes to broader global efforts in environmental protection and sustainable development.





{kind=link}
{kind=link}