
Dual-Closed-Loop Control System for Polysilicon Reduction Furnace Power Supply Based on Hysteresis PID and Predictive Control


Abstract
1. Introduction
2. Polysilicon Reduction Reaction
3. Transfer Functions of Controlled Plant and Actuator
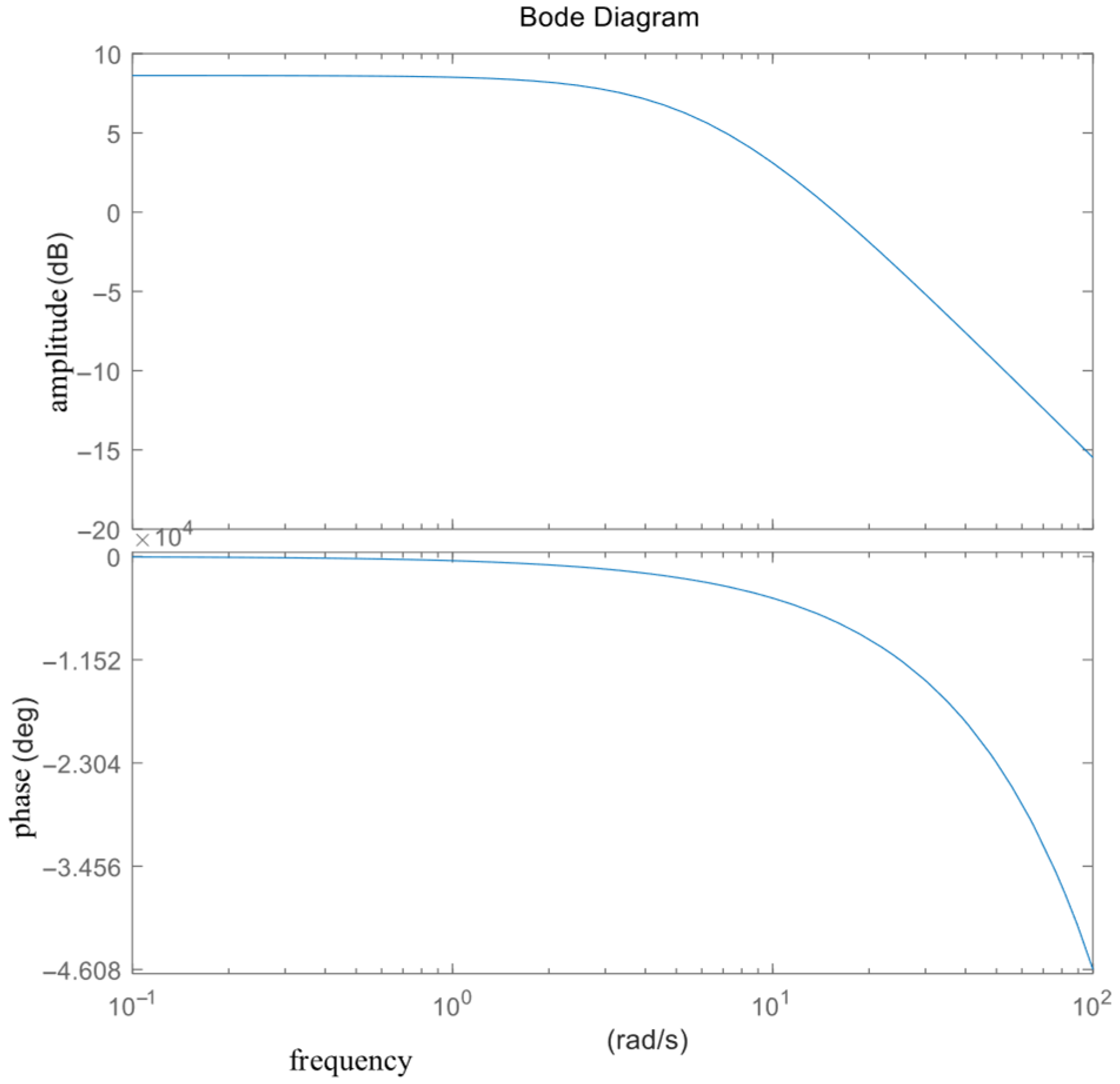
3.1. Current–Temperature Dynamics
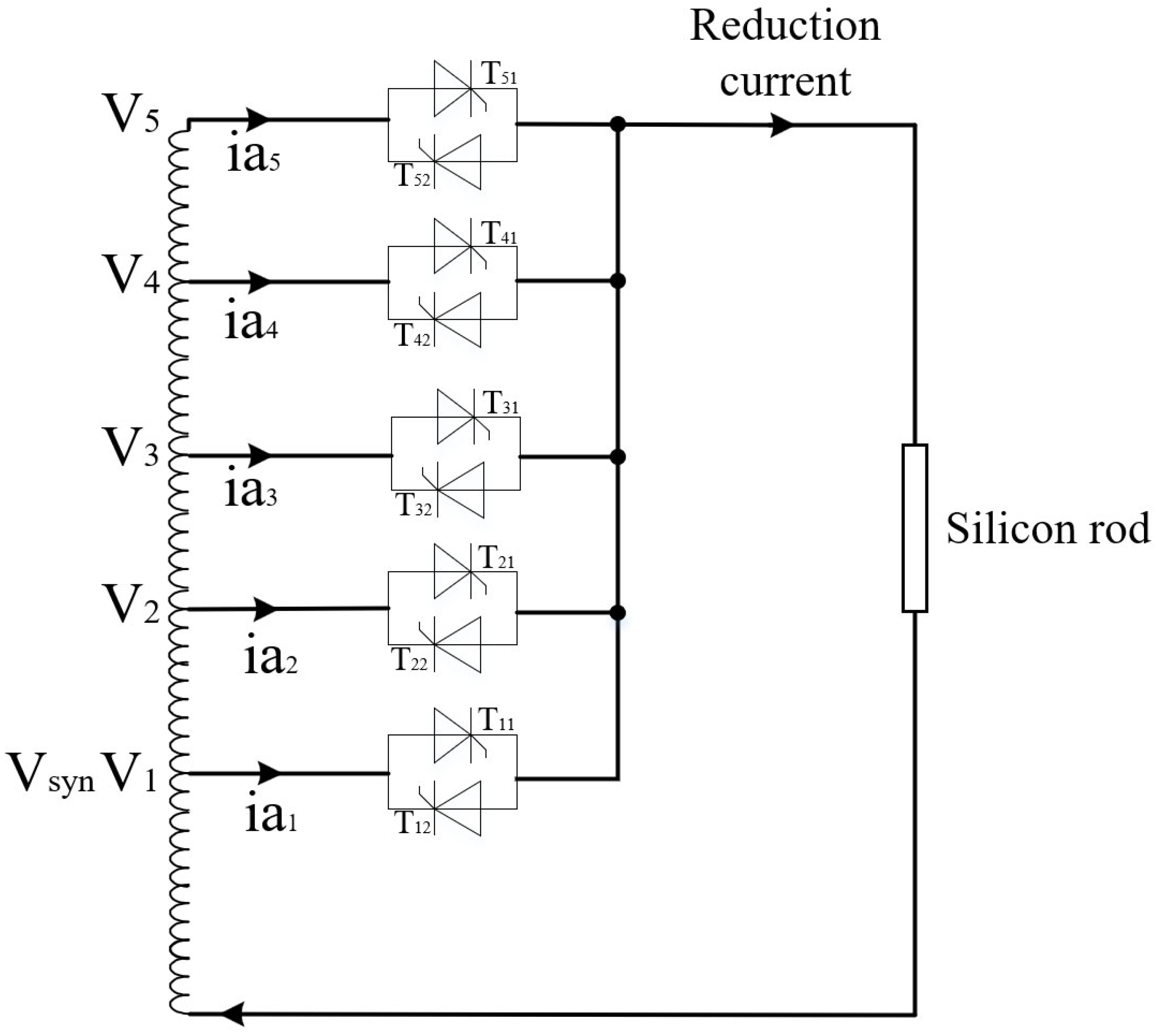
3.2. Power Amplifier
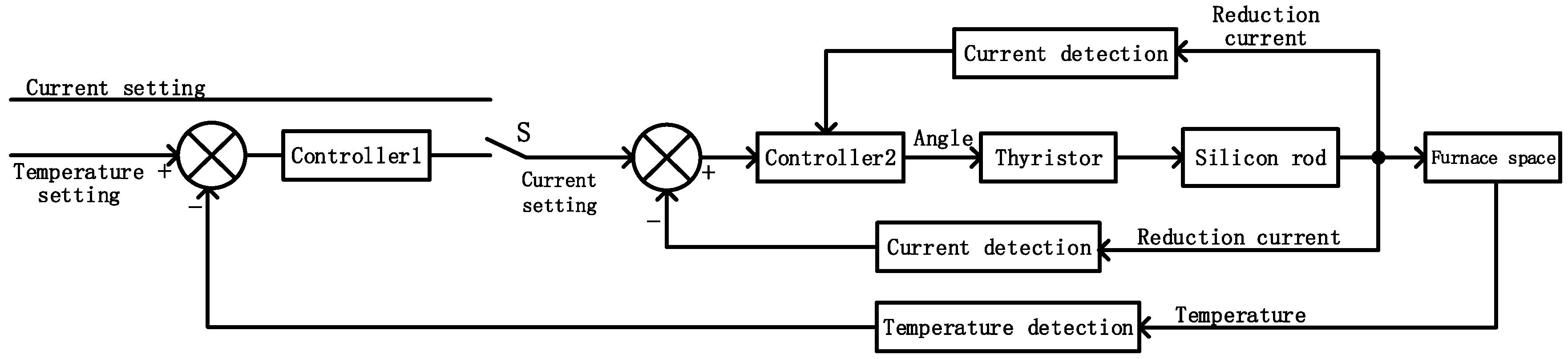
4. Control Strategy
5. Theoretical Validation
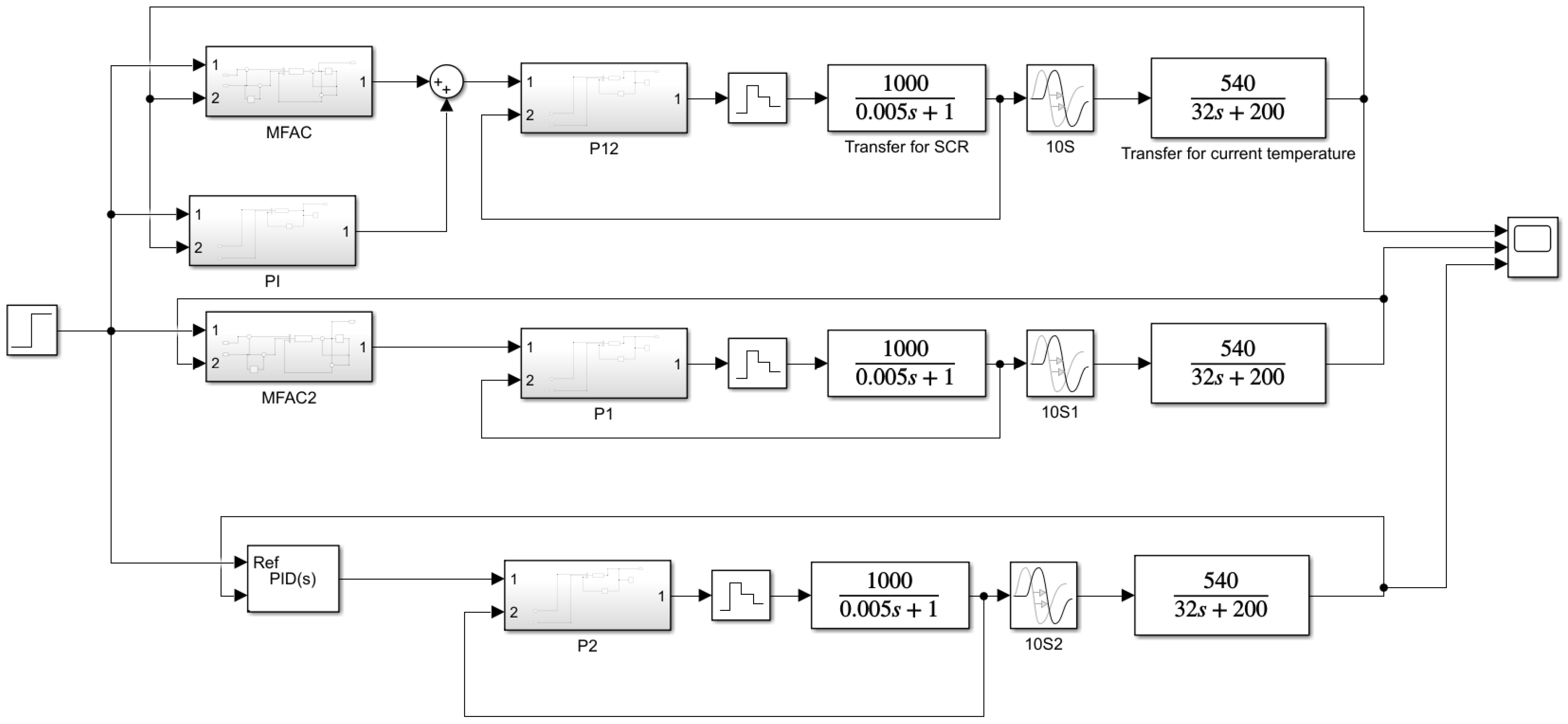
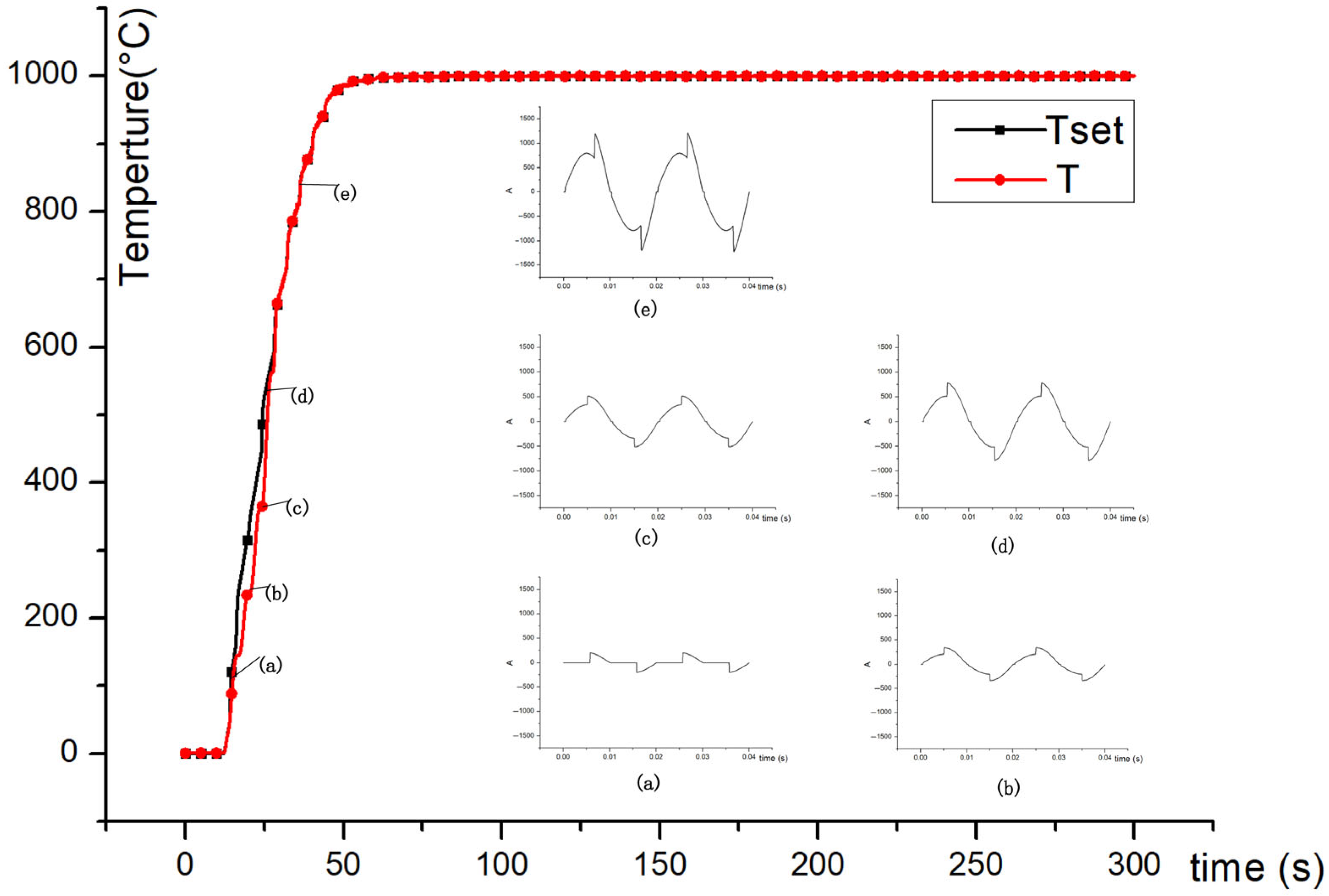
5.1. Algorithm Verification
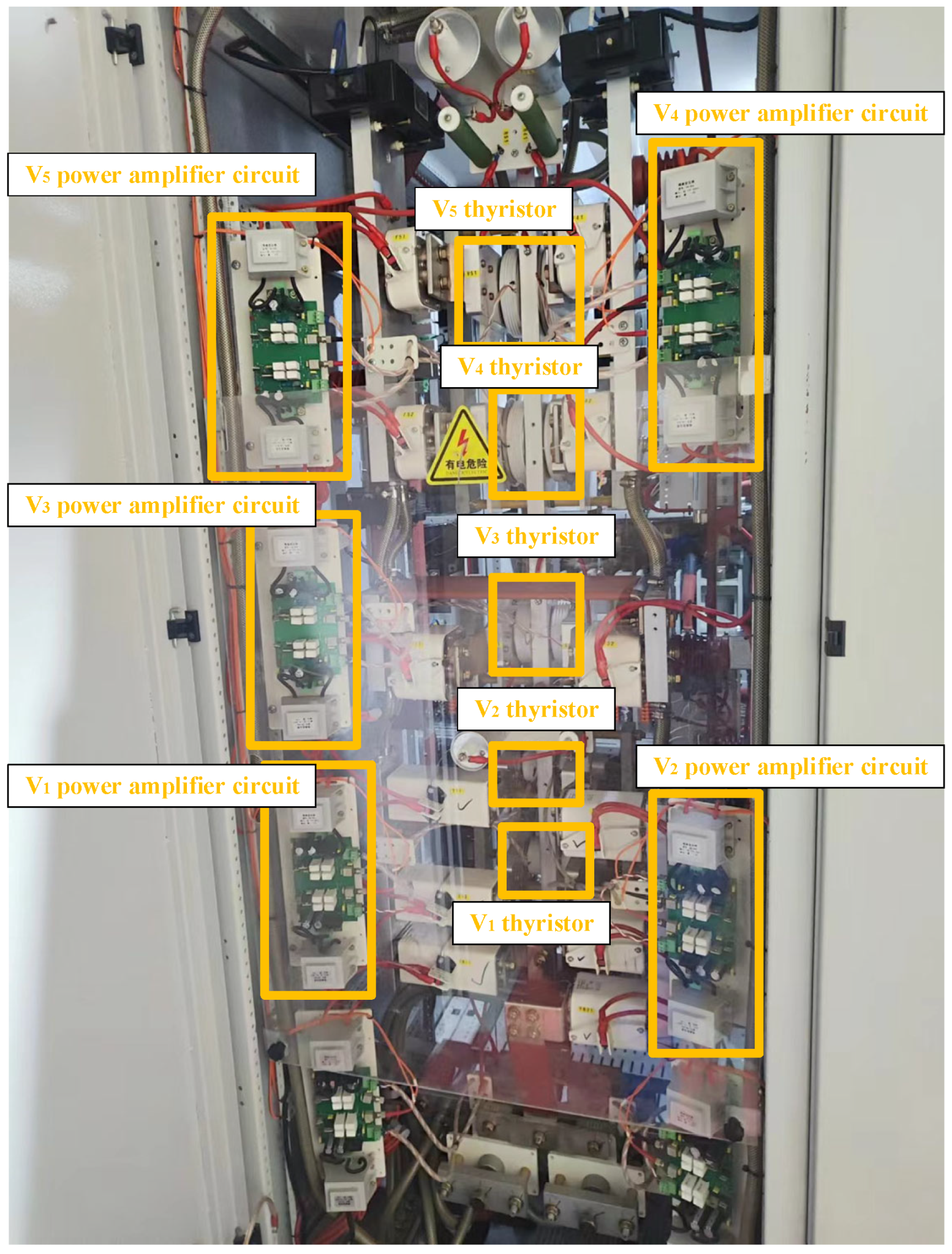
5.2. Practical Validation
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Luo, X.; Huang, L.; Xu, Y.; Wang, Q. Optimization of Energy Saving and Consumption Reduction of Polysilicon Siemens Method Based on Improved K-means Algorithm. Teh. Vjesn. 2025, 32, 132–141. [Google Scholar]
- del Coso, G.; Obías, I.; Cañizo, C.; Luque, A. Temperature homogeneity of polysilicon rods in a Siemens reactor. J. Cryst. Growth 2007, 299, 165–170. [Google Scholar] [CrossRef]
- Si, W.; Wang, N.; Zong, Y.; Dai, G.; Zhao, L.; Xin, Z.; Jiang, G. Investigation of heat transfer mechanism affecting temperature homogeneity at polysilicon rods in a Siemens reduction furnace. J. Cryst. Growth 2024, 636, 127693. [Google Scholar] [CrossRef]
- Ma, Y. Simulation of Temperature Field in Polysilicon Reduction Furnace. Master’s Thesis, China University of Mining and Technology, Xuzhou, China, 16 August 2019. [Google Scholar]
- Li, W. Research and Design of 60-Pair Rod Polysilicon Reduction Electrical System. Master’s Thesis, Xi’an University of Technology, Xi’an, China, 2016. [Google Scholar]
- Ren, J.; Liu, D.; Wan, Y.; Shi, S.; Liu, Y. Iterative ESO-Based Data-Driven Active Disturbance Rejection Learning Control of Czochralski Silicon Single Crystal Growth Process. In Proceedings of the 2024 American Control Conference (ACC), Toronto, ON, Canada, 10–12 July 2024. [Google Scholar]
- Wan, Y.; Liu, D.; Ren, J.-C. Iterative learning-based predictive control method for electronic grade silicon single crystal batch process. IEEE Trans. Semicond. Manuf. 2023, 36, 239–250. [Google Scholar] [CrossRef]
- Cheng, J. Research on control method of polysilicon growth rate in reduction furnace. Sichuan Chem. Ind. 2022, 25, 34–36+44. [Google Scholar]
- Zou, G. Model-Free Adaptive Fuzzy Control for Silicon Rod Temperature In polysilicon Reduction Furnace. Master’s Thesis, Hunan University, Changsha, China, 15 April 2013. [Google Scholar]
- Ovcharenko, V.; Olena, T. Extreme Step-Type Automatic Temperature Control System For High-Temperature Heater From CCCM. In Proceedings of the 19th International Scientific and Practical Conference Creative Business Management and Implementation of New Ideas, Tallinn, Estonia, 14–17 May 2024; p. 281. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Method | Rise Time (s) | Overshoot (%) | Steady-State Error (%) |
|---|---|---|---|
| PI-MFAC | 28.17 | 0.002 | 0.002 |
| PID | 50.49 | 0.0012 | 0.0012 |
| MFAC | 112.71 | 0 | 0.012 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Zeng, T.; Jian, S.; Cui, G.; Che, Z.; Lin, G.; Yan, Z. Dual-Closed-Loop Control System for Polysilicon Reduction Furnace Power Supply Based on Hysteresis PID and Predictive Control. Energies 2025, 18, 3707. https://doi.org/10.3390/en18143707
Li S, Zeng T, Jian S, Cui G, Che Z, Lin G, Yan Z. Dual-Closed-Loop Control System for Polysilicon Reduction Furnace Power Supply Based on Hysteresis PID and Predictive Control. Energies. 2025; 18(14):3707. https://doi.org/10.3390/en18143707
Chicago/Turabian StyleLi, Shihao, Tiejun Zeng, Shan Jian, Guiping Cui, Ziwen Che, Genghong Lin, and Zeyu Yan. 2025. "Dual-Closed-Loop Control System for Polysilicon Reduction Furnace Power Supply Based on Hysteresis PID and Predictive Control" Energies 18, no. 14: 3707. https://doi.org/10.3390/en18143707
APA StyleLi, S., Zeng, T., Jian, S., Cui, G., Che, Z., Lin, G., & Yan, Z. (2025). Dual-Closed-Loop Control System for Polysilicon Reduction Furnace Power Supply Based on Hysteresis PID and Predictive Control. Energies, 18(14), 3707. https://doi.org/10.3390/en18143707