Abstract
The combustion of fossil fuels is a major source of greenhouse gas emissions, drives climate change, and has intensified the search for cleaner energy alternatives such as biomass. Biomass derived from renewable organic materials, is considered a sustainable and carbon-neutral energy source. While biomass represents a renewable and clean energy source, its combustion, especially in pellet form, can produce various pollutants such as CO2, SO2, NO2, CO, and PM. This study focuses on analyzing the combustion of six different pellet brands and the emissions they produce. A dedicated experimental procedure was designed and implemented to evaluate the combustion performance. The temperature shows a gradual increase in ambient temperature around 2.5 °C across all tests, with a similar behavior, the temperature of flue gas shows a similar behavior between tests with temperatures peaking around 300 °C and 340 °C. In the tests conducted, all pellets complied with the legal emission limits defined by legislation. The efficiency calculated using the direct method was lower by around 55%, primarily due to the use of an older boiler (manufactured in 2004) and short duration of the test. The indirect method shows better efficiency, around 70%, influenced by lower moisture content of the pellets. The results indicate that B pellets had a superior performance compared to the others evaluated.
1. Introduction
Burning fossil fuels releases large amounts of greenhouse gases, which play a major role in driving climate change [1]. The ongoing decline in fossil fuel reserves, along with the pressing challenges of climate change, has accelerated the move toward cleaner, low-emission energy alternatives [2]. Biomass is an effective and sustainable option for the growing global energy demand, being the fourth-largest energy source worldwide, primarily derived from renewable organic materials such as plants, animals, microorganisms, and other biological entities [3,4]. Biomass is considered a carbon-neutral energy source because the carbon dioxide it emits when burned is balanced by the amount absorbed by plants through photosynthesis during their growth [5]. Due to their natural abundance and consistent availability, materials such as forestry by-products (e.g., sawdust and wood chips), agricultural residues (like straw and husks), and other biomass wastes are considered promising resources for sustainable energy production [6,7]. In addition to carbon neutrality, biomasses, in contrast to fossil fuels, are widespread on the earth and are used in both developed and developing countries [8]. Wood constitutes the predominant form of biomass and is extensively utilized in daily life for furniture, the literature, construction materials, packaging, and fuel [3]. Benefits of wood as fuel include its low ash and sulfur content, as well as its great availability and ease of purchasing [3,9]. Woody biomass is generally composed of carbon, oxygen, and hydrogen [5,10], and includes cellulose, hemicellulose, and lignin—organic components that can be used as renewable energy sources [5,11].
One essential component of achieving controlled, effective, and low-emission combustion is preprocessing the raw biomass [8]. Unprocessed biomass presents several limitations, such as uneven particle size, irregular form, low bulk density, reduced energy content, significant moisture levels, and susceptibility to degradation during handling and storage [2]. Biomass pelletizing technology involves processing raw materials into fuels with specific shapes and sizes through methods such as drying, crushing, and compression pelletizing [12,13,14]. Pelletization proved to be an effective method that increased the appeal of biomass [8,15]. The particle size is a significant factor in determining the mechanical strength of biomass pellets, as it influences their durability and resistance to disintegration. Smaller particle sizes provide denser agglomerates, which improve pellet durability and reduce dispersion [2,16,17]. Biomass pelleting technology increases particle density, improves combustion efficiency, and reduces transportation and storage costs [18,19]. The modification of the internal density and porosity during pelletization not only affects the thermal conductivity within biomass pellets but also influences oxygen diffusion through the pellet matrix during combustion, thereby impacting ignition timing and modifying overall combustion efficiency [20,21].
The use of pellets enhances combustion stability and durability [13,22]. The devolatilization stage during burning is the principal cause of biomass weight loss [13,23]. The combustion characteristics of volatiles not only influence ignition temperature and combustion rate but also affect subsequent carbon combustion [13,24]. The main benefits of biomass pellet combustion are improved reliability and reproducibility, the possibility of automation, ease of use, and combustion control [8,25].
Pellet-burning stoves exhibit high efficiency, ranging from 85% to 90%, and are designed for user convenience, with automatic pellet ignition and integrated fuel storage at the rear. Depending on the stove’s size and heating needs, a system that automatically feeds pellets from the storage container guarantees several hours of independent operation. Depending on its design and capacity, this automatic feeding system requires a minimum amount of space. The majority of pellet stoves have thermostatic control that allows them to turn themselves on and off while controlling the pellet feed rate [25].
The main principle of burners is a combustion chamber, into which pellets are fed according to the power demand. The fuel feed is automatic and proceeds with a motorized feed screw. The burners are divided into three main types according to the feed direction of pellets: underfeed, top feed, and horizontal feed. In the top feed burner, the pellets are dropped from above through a pipe onto the burner. In the underfeed burner, the pellets are extruded from below, and the flame rises upwards. In the horizontally fed burners, the flame front can be directed either upwards or horizontally [26].
Pellet heating boilers are designed similarly to standard oil boilers. The fuel is carried from the storage area to the burner located in the combustion chamber, where it is ignited and burned. The flue gas flows through numerous passageways of the heat exchanger, transferring energy to the water on the other side. A circulation pump transports hot water to the heat distribution system. A fan is placed to increase heat transmission and provide adequate combustion air supply. To achieve constant combustion and adequate heat transfer across the whole power range, the combustion chamber and heat exchanger must be sized to match the burner’s maximum power [27]. Modern wood pellet boilers combine great efficiency with low emissions. Most small-scale models reach thermal efficiencies of 70% to 90% [28].
Although biomass is a clean and renewable energy source, burning it, particularly when it is in pellet form, can release a number of pollutants such as CO2, SO2, NOx, CO, and PM [2]. Numerous factors, including the type of biomass, air supply settings, and combustion conditions, affect these pellets’ combustion properties, including their energy output and ash behavior [1,29,30]. Consequently, it is essential to optimize combustion conditions and deploy emission control technology [31]. The composition of biomass materials considerably influences the release rate and type of alkali metals during burning [32,33]. Biomass with low contents of nitrogen and sulfur is an ideal fuel to reduce NOx and SO2 [18]. The water content of wood pellets is inversely correlated with their low calorific value. A lower calorific value is achieved when fuel is made from wood that is very wet [34].
Emissions of small-scale household stoves must comply with certain limits in the admission process [35,36]. These emissions vary not just between various burning stages [36,37,38], but can also strongly depend on burning conditions [36,39,40]. Temperature, the residence time of the fuel/oxygen combination remains in the combustion zone, and the proportion of oxygen to fuel all have an impact on complete combustion. Because of variations in user behavior, manually fueled wood stoves allow for significantly greater emission variability than automated stoves, which typically function under perfect conditions [36].
Because biomass fuels have a high surface-to-volume ratio and low heat conductivity, it can be difficult to achieve combustion stability and completeness in small-scale biomass systems, such as furnaces and boilers. These features usually result in unstable flames, incomplete carbon combustion, and increased emissions of pollutants when normal free-flame combustion methods are used [38].
The primary causes of emissions from incomplete combustion are insufficient mixing of combustion air and fuel in the combustion chamber, a general lack of available oxygen, too low overall combustion temperatures, non-homogeneous temperature distribution in the combustion chamber (cold zones), and too short residence times [41,42,43].
This study aims to evaluate the combustion performance and emission characteristics of six commercial wood pellet brands available in Portugal, with the objective of assessing their compliance with environmental regulations, specifically Commission Regulation (EU) 2015/1189. By combining both direct and indirect methods of efficiency assessment under real operating conditions, using a domestic boiler manufactured in 2004, the study provides updated experimental data and practical insights into the actual performance of ENplus® A1 certified pellets in a small-scale boiler setting.
2. Materials and Methods
2.1. Pellets Properties
The pellets used in this study were collected from 15 kg pellet bags of six different commercial brands, all of which have an ENplus® A1 certification.
The samples were identified by letters rather than by their brands or particular names for confidentiality concerns and to safeguard sensitive information or proprietary information related to commercial items or companies engaged in the study. This method guarantees that the samples’ identities are kept private, while enabling unambiguous referencing and discussion of their traits or conclusions.
Table 1 and Table 2 show a proximate and elemental analysis of samples and their lower heating values. All pellets used were 6 mm in diameter.

Table 1.
Proximate analysis of the pellets of six commercial brands (A, B, C, D, E, F) [44].
Table 2.
Elemental analysis and LHV of the pellets of six commercial brands (A, B, C, D, E, F) [44].
A proximate analysis was performed in accordance with ISO 18134-1, ISO 18122, and ISO 18123 to determine moisture, volatile matter, ash, and fixed carbon content [45,46,47]. Elemental analyses were performed utilizing a ThermoScientific Flashsmart CHNS/O elemental analyzer (Thermo Fisher Scientific, Waltham, MA, USA) to determine the amounts of nitrogen (N), hydrogen (H), carbon (C), and sulfur (S) present in the wood pellet according to the ISO 16948 standard [48]. The lower heating value was performed in accordance with ISO 18125 standards [49]. Each measurement was conducted in triplicate for all six commercial brands used.
2.2. Experimental Setup
The present tests were conducted using a domestic wood pellet boiler, specifically a CSI18 (Figure 1) with a nominal power of 24.4 kW, manufactured by D’Alessandro with a forced draught system. The pellets were fed into the combustion chamber from the pellet hopper via two motorized screw conveyors. The boiler uses an underfed burner. The continuous operation of this system reduces the risk of flame return and, consequently, the propagation of biomass combustion to the storage system. The feeding rate of the pellets is regulated by the operator based on the type of material used. The boiler allows the combustion of fuels such as pellets, hazelnut shells, walnut shells, olive pits, peach pits, or similar materials, provided that their moisture content does not exceed 30% of their weight. The operating principle of the boiler involves a stainless steel deflector that forces the combustion gases to reverse their flow direction within the furnace, thereby increasing the residence time of the gases in the combustion chamber and consequently enhancing heat transfer to the boiler walls. After exiting the combustion chamber, the gases pass through a series of tubes designed to improve the boiler’s efficiency by recovering additional heat before releasing the residual heat through the chimney.

Figure 1.
Boiler and burner used.
Table 3 shows the specifications of the boiler used. The domestic boiler used in this study has a rated efficiency of 85.6% under optimal conditions. It operates at a maximum pressure of 3 bar and can reach a water temperature of up to 90 °C. The fuel hopper holds up to 65 dm3, allowing for extended operation without frequent refueling. At full load, the system consumes approximately 5.5 kg of fuel per hour; the fuel flow rate is already preset according to the power of the boiler used. Under clean conditions, the average flue gas temperature is around 180 °C (±20%), which is consistent with typical values for small-scale biomass combustion systems.
Table 3.
Boilers specifications.
Air was supplied by a centrifugal fan connected to a duct, with airflow rates adjustable via an adjustable screw mechanism, allowing the different flow rates. Air was supplied at two different flow rates, with measurements taken individually for each flow rate.
To quantify the airflow rate, a square-section duct (80 mm × 80 mm) was extended to meet the measurement criteria defined in NP 2167:2007 [50]. According to the standard, the sampling section should be located at least five hydraulic diameters upstream and two downstream from any disturbance. The airflow velocity was measured using a hot-wire anemometer, and temperature was recorded using a type K thermocouple in the center of the duct. The volumetric flow rate was calculated using the following formula:
where is the airflow rate (kg/s), is the velocity (m/s), and is the duct cross-sectional area (m2) e is the air density (kg/m3).
Thermal energy transferred from the flue gases to the water was monitored using an Ista Sensionic II heat meter (Ista, Essen, Germany). This device consists of a water meter, a calibrated pair of Pt500 temperature sensors, and a microprocessor unit.
Gas composition was measured using a Testo 350 gas analyzer (Testo, Titisee-Neustadt, Germany) coupled with a modular gas sampling probe capable of withstanding temperatures up to 1000 °C. Real-time readings for CO, NO, NO2, and SO2 were displayed on the device screen. The sampling port was located on the chimney with a 15 mm diameter opening at the center of the chimney. Measured values were corrected to a reference oxygen content of 10%, according to the following Commission Regulation (EU) 2015/1189:
The Commission Regulation (EU) 2015/1189 sets requirements for solid fuel boilers since 1 January 2020. For solid-fuel boilers with a rated heat output greater than 20 kW, the seasonal space heating energy efficiency must not be less than 77%. Additionally, seasonal space heating emissions of carbon monoxide must not exceed 500 mg/m3 for automatically stoked boilers and 700 mg/m3 for manually stoked boilers. Emissions of nitrogen oxides, expressed as nitrogen dioxide, must not exceed 200 mg/m3 for biomass boilers and 350 mg/m3 for fossil fuel boilers. These requirements apply to both the preferred fuel and any other suitable fuel intended for use in the solid fuel boiler.
To gain a deeper understanding of the combustion process, temperature measurements were recorded using Type K thermocouples installed at key locations: combustion air duct, chimney, combustion chamber, and laboratory ambient air. Data acquisition was handled by a Pico TC-08 interface connected to a computer running Picolog 5.25.3 software, with reading recordings taken every 15 s.
The analysis of combustion efficiency is an important parameter for comparing the performance of different commercial pellet brands. The thermal efficiency of combustion can be calculated using the direct method or indirect method.
The direct method consists of calculating the boiler’s efficiency by determining the ratio between the useful thermal energy absorbed by the water and the gross power generated by the combustion of the pellets. These values can be obtained through the temperature difference in the water at the boiler inlet and outlet, the specific heat of the water, and the mass flow rate of the circulating water, as shown in the following equation:
where is the boiler’s energy efficiency (%), is the mass flow rate of water circulating through the boiler pipes (kg/h), is the specific heat of water (kJ/kg·°C), is the outlet water temperature (°C), is the inlet water temperature (°C), is the mass flow rate of pellets (kg/h) and LHV is the lower heating value of the pellets used (kJ/kg).
The indirect method consists of calculating the boiler’s energy efficiency based on the observed energy losses. The indirect boiler efficiency is determined by summing all the energy losses occurring in the system and subtracting that total from 100%.
A boiler typically exhibits several types of losses, including the following.
2.3. Loss Due to Unburnt Fuel in Bottom Ash and Fly Ash
The energy loss associated with unburnt fuel in the fly ash can be calculated using the following equation from [51]:
where represents the losses associated with unburned fuel in fly ash (%), A is the mass fraction of inert material in the fuel (%), is the mass fraction of fly ash relative to the total inert content in the fuel (%), is the mass fraction of unburned fuel the fly ash (%), and LHV is the lower heating value of the pellets used (kJ/kg).
Using the same equation, it is also possible to determine the energy losses associated with unburned fuel in the bottom ash () by replacing the fly ash parameters with those corresponding to the bottom ash.
2.4. Loss Due to Dry Flue Gas (Sensible Heat)
The flue gases exit the boiler at an elevated temperature, which is considered a loss since it represents energy that is not being recovered. This loss can be calculated using the following equation from [51]:
where represents the losses associated with the sensible heat in the dry flue gases (%), constant that depends on the type of fuel and can be calculated using Equation (7), is the temperature of the flue gases at the boiler outlet (°C), and is the temperature of the combustion air at the boiler inlet (°C) and is the volumetric percentage of carbon dioxide in the flue gases (%).
The constant depends on the type of fuel used and can be calculated using the following equation from [51]:
where is the carbon content of the fuel and LHV is the lower heating value of the fuel (kJ/kg).
If the measurement equipment is not capable of determining the concentration in the flue gases, it can be estimated using Equation (8) from [51]. It is important to note that the gas analyzer used in this study allows the measurement of content.
where is the oxygen concentration in the flue gas and is the theoretical maximum concentration under stoichiometric combustion conditions. However, if the fuel is primarily composed of carbon and hydrogen, the theoretical concentration can be estimated using the following equation from [51]:
where H is the hydrogen content in the fuel (%) and C is the carbon content in the fuel (%).
2.5. Loss Due to Moisture in the Fuel
The moisture present in the fuel also represents energy loss, which can be calculated using the following equation [51]:
where represents the loss due to moisture in the fuel (%), is the moisture content of the fuel under combustion conditions (%), is the hydrogen content of the fuel under combustion conditions (%), and LHV is the lower heating value of the pellets used (kJ/kg).
2.6. Loss Due to Carbon Monoxide
The loss due to carbon monoxide can be calculated with the following equation from [51]:
where represents the energy losses due to carbon monoxide (%), is a constant that depends on the type of fuel used, is the percentage of carbon monoxide in the flue gases (%), and is the percentage of carbon dioxide in the flue gases (%).
2.7. Loss Due to Radiation and Other Unaccounted Losses
Since this is equipment where high-temperature processes occur, there are also losses due to radiation and natural convection. The values presented in Table 4 refer to the boiler operating at full load. In cases where the boiler operates under partial loads, it can be considered that these losses vary inversely with the ratio between the current fuel consumption and the fuel consumption at full load.
Table 4.
Losses due to radiation and other unaccounted losses [51].
In the present case, these losses are estimated at 2%, as the boiler has a capacity below 2 MW and is assumed to be operating at full load.
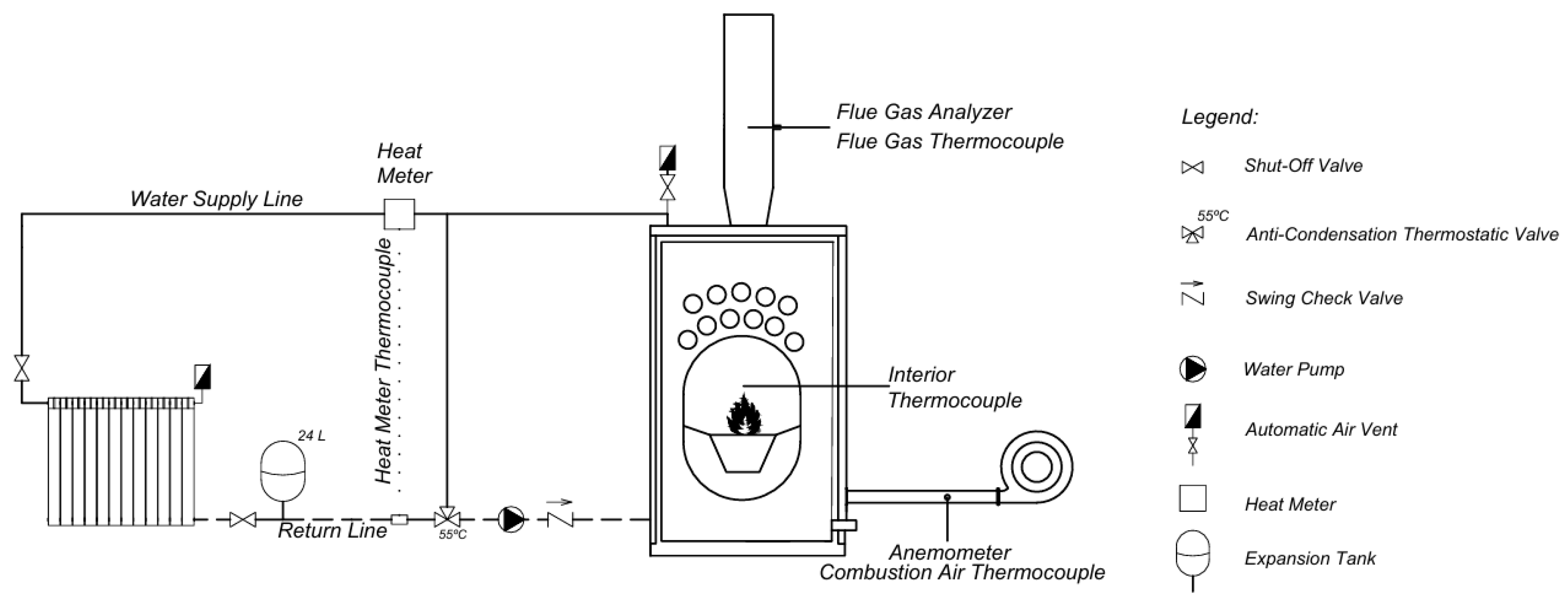
The diagram of the boiler is shown in Figure 2.
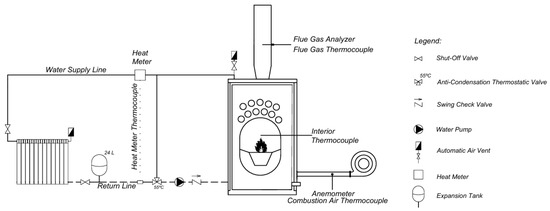
Figure 2.
Schematic diagram of the boiler and instrumentation setup.
3. Combustion Tests
Three test runs were performed for each brand of commercial pellets used. All tests were conducted under similar operating conditions, particularly with respect to the water pressure in the boiler and the temperature of the water inside it. The following procedure was followed to perform the combustion tests and analyze boiler performance and emissions:
- Prior to each test, the boiler was cleaned, and all pellets were removed from both the feeding silo and the screw conveyor. A total of 4 kg of pellets was weighed and placed in the feeding silo, with an additional 1 kg prepared in case supplementary fuel was required during the test.
- The hydraulic circuit was inspected to ensure correct operation, verifying that the pressure was within the range of 1.5–2.0 bar.
- The contact thermostat was set to 35 °C.
- The combustion air fan was set to position 0.5.
- Initial temperature readings were taken. Temperature monitoring was then started for the ambient air, combustion air, flue gases, and the combustion chamber. The boiler was switched on to activate the screw conveyor and transport pellets from the silo to the combustion chamber. Once sufficient fuel accumulated (level aligned with the first row of perforations on the combustion chamber), the boiler was turned off, and the chamber door was opened to verify the fuel level. If the fuel level was below the desired mark, the boiler was briefly reactivated to allow more pellets to be fed.
- A fire starter was ignited and placed on the fuel bed. The chamber door was closed, and combustion was allowed to develop naturally, with the boiler turned off. Once stable combustion was visually confirmed, the boiler was switched on again and operated for 10 min with the fan still at position 0.5. During this phase, the airflow velocity and temperature of the combustion air were recorded.
- After confirming combustion stability, the fan speed was increased to position 1.5 to achieve full operational mode. The corresponding airflow velocity and temperature were recorded again.
- Combustion was allowed to proceed, and temperatures within the boiler continued to rise. When the water temperature reached 60 °C, the heat meter was used to record water flow rate, dissipated power, and temperatures at the return and supply lines.
- The thermocouple monitoring flue gas temperature was then temporarily removed, and the flue gas analyzer probe was inserted into the chimney port. Combustion gas composition (e.g., CO, NOx, and SO2) was measured over a 5 min period. Once measurements were completed, the gas probe was removed, and the thermocouple was repositioned to continue monitoring flue gas temperature.
- When the water temperature reached 90 °C, the fan automatically shut off, marking the end of the combustion test.
- The boiler was then turned off manually, and the remaining pellets in the silo were weighed to determine fuel consumption.
- The entire procedure was repeated three times for each brand of pellets used.
4. Results and Discussion
To quantify the combustion airflow rate, air velocity was measured during the tests for the two fan settings described in the procedure. Table 5 presents the flow rates calculated using Equation (1) for all tests performed. The results show a variation in airflow rates for the two fan positions used during the combustion tests. The flow rates ranged between 0.013 kg/s and 0.015 kg/s for the 0.5 setting and between 0.023 kg/s and 0.025 kg/s for the 1.5 setting. This variation is attributed to the manual adjustment of the duct opening via a screw mechanism, which does not allow for precise or consistent flow regulation across all tests.
Table 5.
Combustion airflow rate.
The results of the emissions are shown in Table 6. NOx emissions ranged from 132.40 mg/Nm3 in pellets C to 206.72 mg/Nm3 in pellets D.
Table 6.
Emissions of NOx and CO corrected to 10% O2 concentration.
CO emissions varied between 3208.50 mg/Nm3 in pellets F and 1319.61 mg/Nm3 in pellets B.
A high CO concentration in the combustion products generally indicates incomplete combustion. The main factor influencing CO formation is the excess air in the combustion process, as can be observed in the high oxygen concentration.
The results indicate that all tests exceed the emission limits established by Commision Regulation (EU) 2015/1189, which specifies maximum values of 500 mg/Nm3 for CO. Regarding NOx emissions, the maximum allowable limit is 200 mg/Nm3, and only pellets D exceeded this threshold.
The results are higher than those presented in the literature [52], which tested four different types of pellets, three of which are commercialized in Portugal. Only pellets B show some agreement with the literature in terms of CO emissions that show emissions below 1500 mg/Nm3 for 10% O2. As for the NOx concentrations, they are consistent with those reported in the same study, which showed NOx concentrations around 100 and 200 mg/Nm3. It is worth highlighting, that our results show lower concentrations compared to those in pellets A of the study.
CO2 concentrations varied from 6.69% in pellets A to 9.81% in pellets B. O2 concentrations varied from 12.69% in pellets D to 8.62% in pellets B. Pellets B show the highest CO2 concentration, the lowest O2 concentration, and the lowest CO emissions, indicating a more complete combustion.
Table 7 shows parameters used to calculate efficiency by the direct method. The results show a variation in mass flow rate and supplied power among the different pellet brands. Pellets brand B demonstrated the best performance in terms of supplied power, associated with higher mass flow rates and shorter test durations, indicating a faster and more efficient combustion. In contrast, A pellets exhibited lower supplied power, associated with lower mass flow rates and longer test durations.
Table 7.
Parameters used to calculate efficiency using the direct method.
The results show variation in water flow rate among the tests, ranging from 0.357 m3/h in pellets A to 0.420 m3/h in pellets E. The heat absorbed by water varies between 15.16 kW in pellets F and a maximum of 21.34 kW in pellets B.
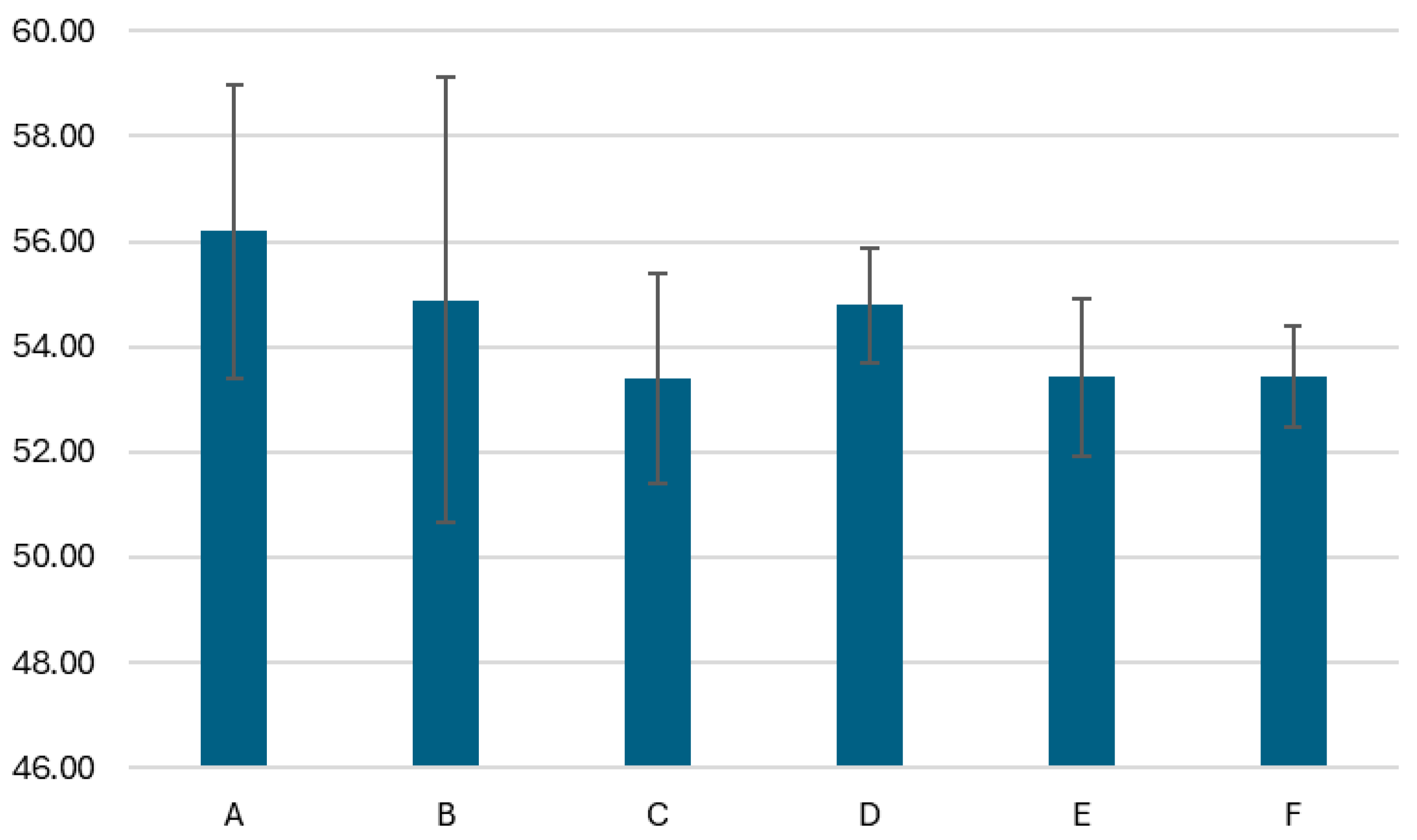
Figure 3 shows the efficiency of the six pellet brands using the direct method; the values range from 53.39% in pellets C to 56.19% in pellets A. Overall, the efficiencies are low, below 55%, due to the use of a rather old boiler, manufactured in 2004, and with little maintenance. It should also be noted that better efficiency could be achieved if the test duration were extended. It is important to consider that the tests were conducted only until the water temperature reached 90 °C. This point also corresponds with the first combustion stop and, consequently, a decrease in the fuel load. The heat loss method for determining efficiency provides results that are closer to reality in this case, as this method is independent of the fuel flow rate.
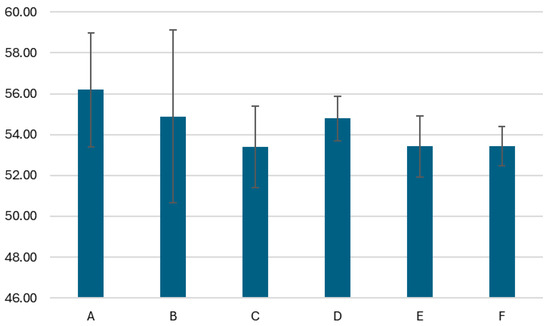
Figure 3.
Efficiency by direct method.
Table 8 shows the results of the indirect method. Losses related to fly ash and bottom ash are not presented, as no measurable losses of this type were observed during the tests. The losses, associated with the sensible heat of the dry flue gases , have the greatest impact on the boiler’s efficiency. This happens because the flue gases exit the boiler at temperatures exceeding 250 °C, which is considerably high. In contrast, the losses related to moisture in the fuel , and carbon monoxide, represent a smaller contribution to the overall energy loss due to the low moisture content and low hydrogen percentage in all the pellet types tested.
Table 8.
Indirect method.
The B tests show the highest efficiencies among all the tests. This is mainly due to the low moisture content of the B pellets, only 3.31%, compared to the other pellets, resulting in a lower loss associated with the enthalpy of water vapor in the combustion gases. This is in contrast with the other pellets, which have a moisture content around 5% to 6%. Losses associated with unburned gases in the combustion products are also lower for these pellets, due to their lower CO emissions compared to the others. The D pellets test shows the lowest efficiency among all the tests, mainly due to the loss associated with the sensible heat in the dry combustion gases, resulting from a high CO2 concentration, which causes a significant loss of sensible heat in the combustion gases and a high exhaust gas temperature.
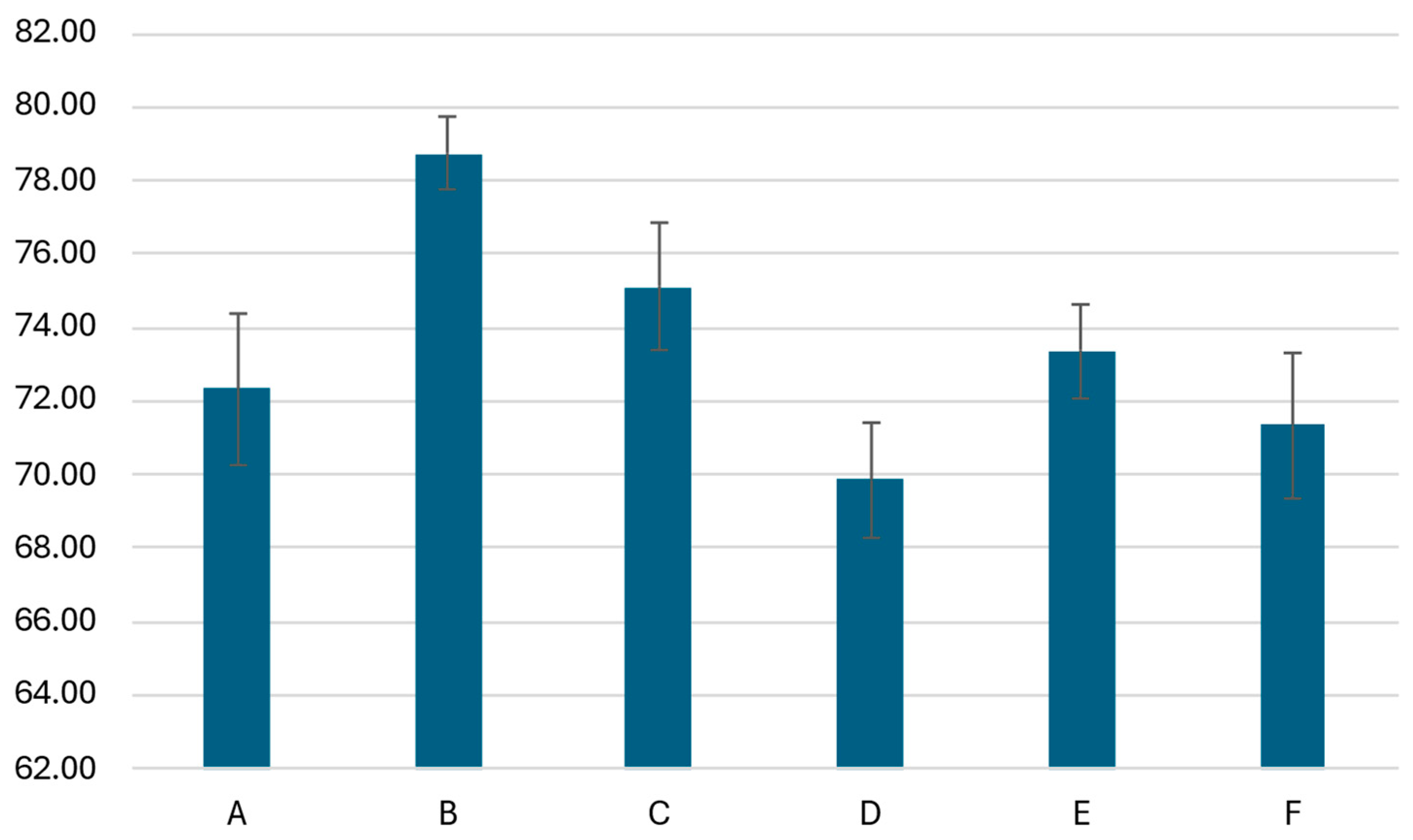
The efficiency varies between 69.86% in pellets D and 78.73%, as shown in Figure 4.
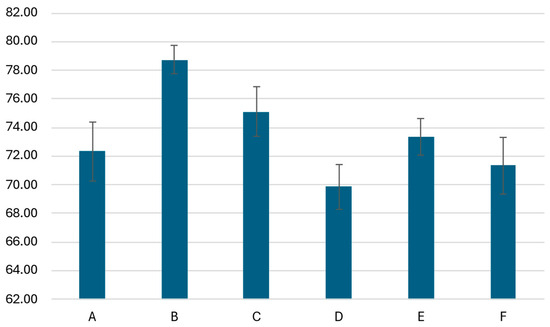
Figure 4.
Efficiency by indirect method.
The difference in efficiency between different methods can be explained by the fact that the direct method focuses solely on the heat transferred to the water and the power supplied by the pellets. Additionally, the tests were conducted only until the boiler water temperature reached 90 °C, which led to high pellet mass flow rates. Conducting a longer-duration test would result in a lower pellet mass flow rate and, consequently, lower supplied power, thereby increasing efficiency and bringing it closer to the values obtained using the heat loss method. On the other hand, the indirect method, by accounting for all losses, provides a broader energy balance, resulting in a more realistic efficiency value, as it also yields a result that is independent of the fuel flow rate.
The efficiencies obtained using both methods do not comply with Commission Regulation (EU) 2015/1189, which requires that boilers with a rated heat output of more than 20 kW must have an efficiency of no less than 77%, with the exception of pellets B, which showed an efficiency of 78.73% by the indirect method.
The efficiencies obtained are in agreement with the study [52], which tested three commercial pellets sold in Portugal during the same period in which the boiler used in this research was manufactured and reported efficiencies of up to 77%.
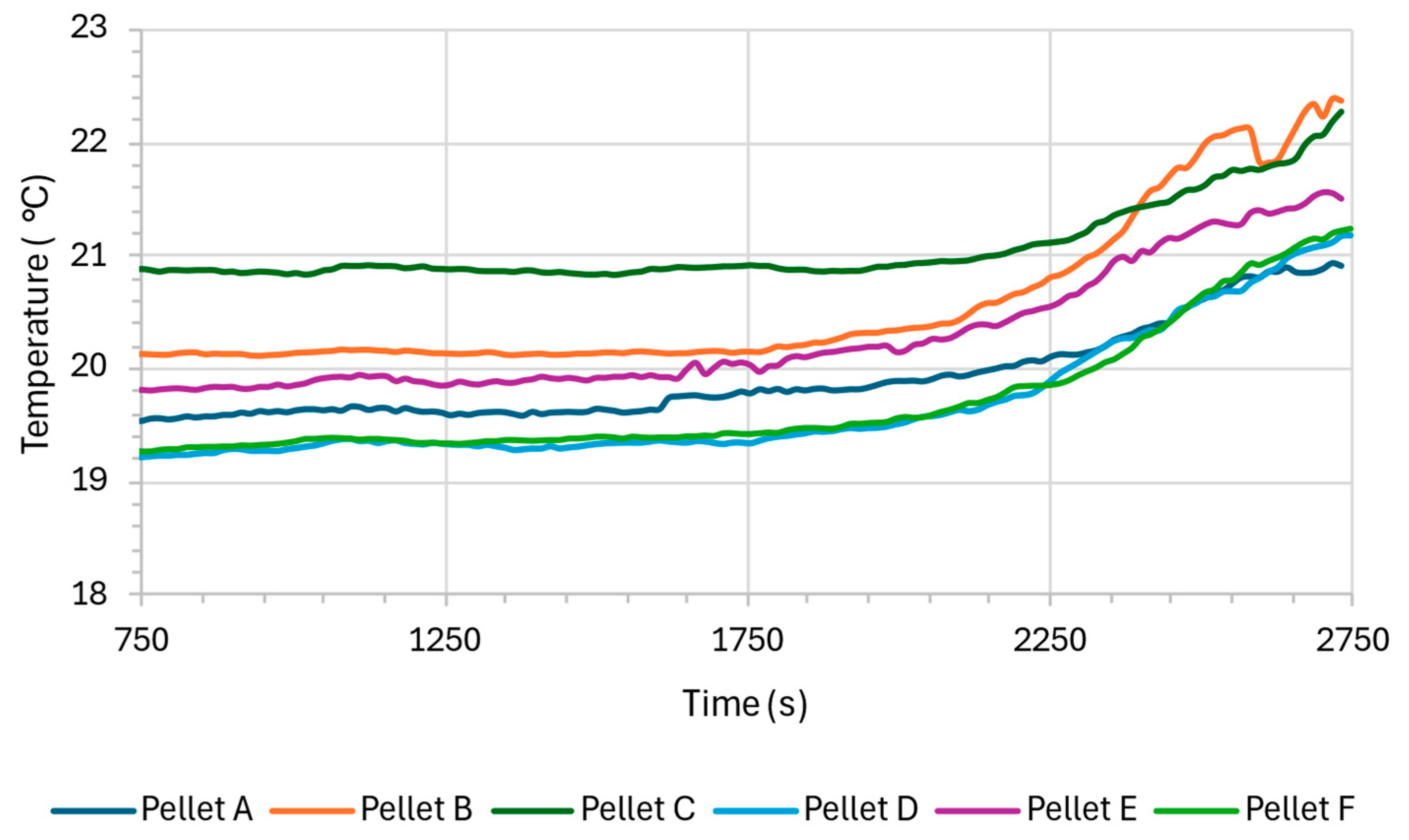
Figure 5 shows the variation in ambient temperature during the combustion tests. Initially, from 750 to approximately 1750 s, the ambient temperature remains relatively stable across all samples. After 1800 s, the ambient temperature begins to rise more sharply for all pellets, but at different rates. This can be attributed not only to higher calorific value but also to combustion stability and flame temperature. The result shows an increase in temperature around 2.5 °C in all tests.
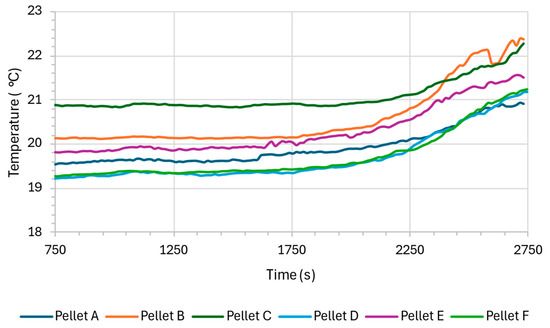
Figure 5.
Ambient Temperature.
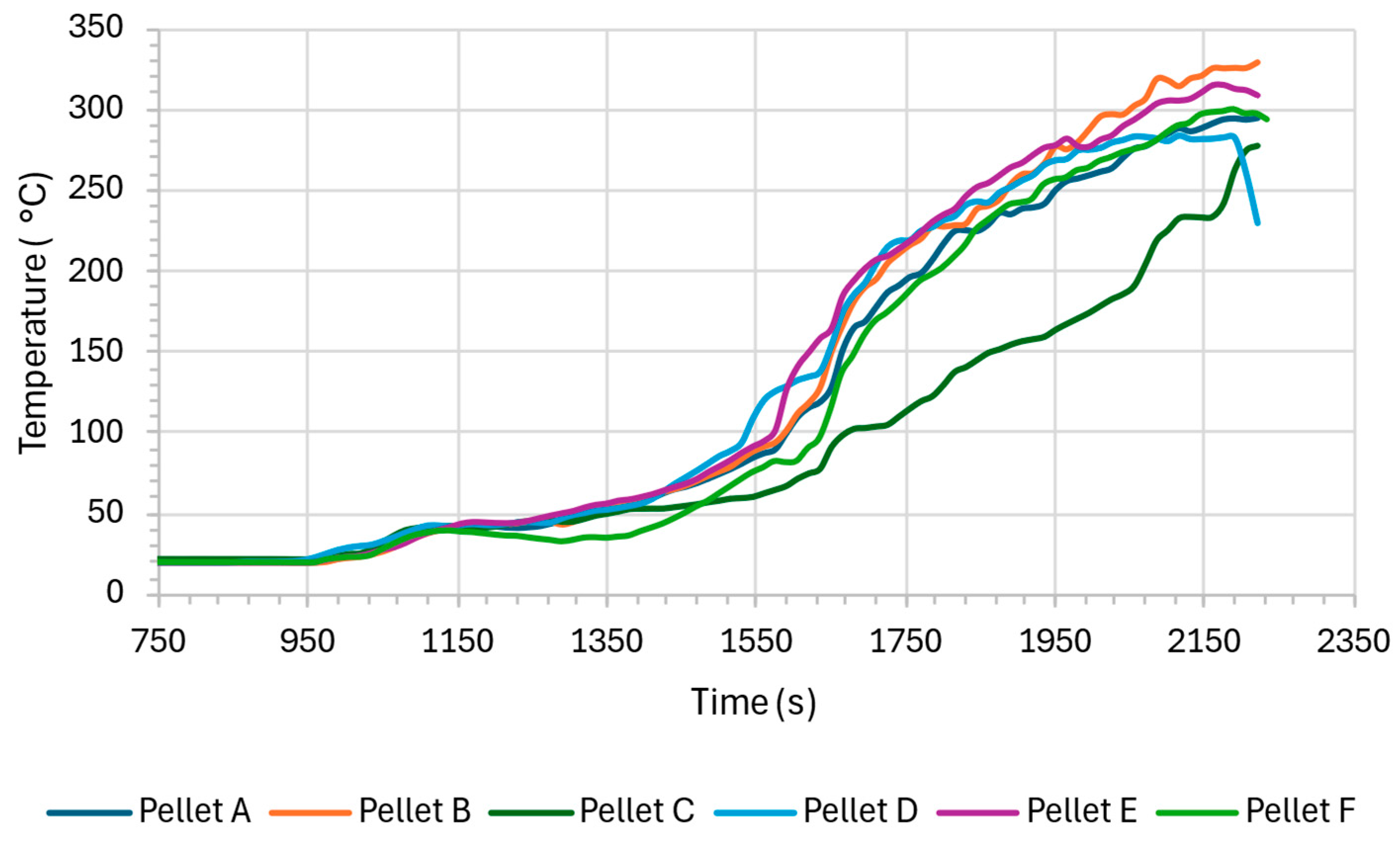
Figure 6 shows the variation in flue gas temperature, with an increase observed by around 950 s, which corresponds to the ignition point. As combustion progresses (1300–1900 s), flue gas temperatures rise sharply. The flue gas temperature reaches peak values between 300 °C and 340 °C. Pellets C show a slower increase in temperature and a lower peak temperature. All pellets show similar behavior during the combustion process. During the combustion process, a high flue gas temperature indicates that a significant amount of heat is not being transferred to the water. As shown in Table 3, the expected flue gas temperature for a clean boiler should be around 180 ± 20 °C. The observed values in the graph reveal a substantial deviation from this, suggesting reduced heat exchange efficiency, possibly due to fouling in the tubes.
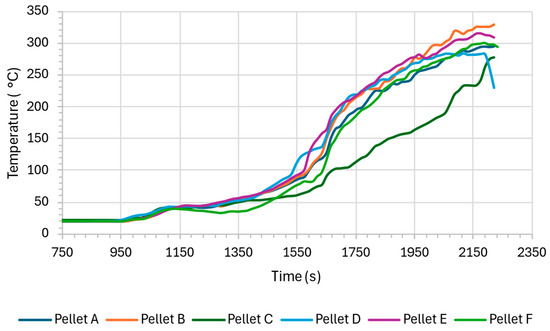
Figure 6.
Flue gas Temperature.
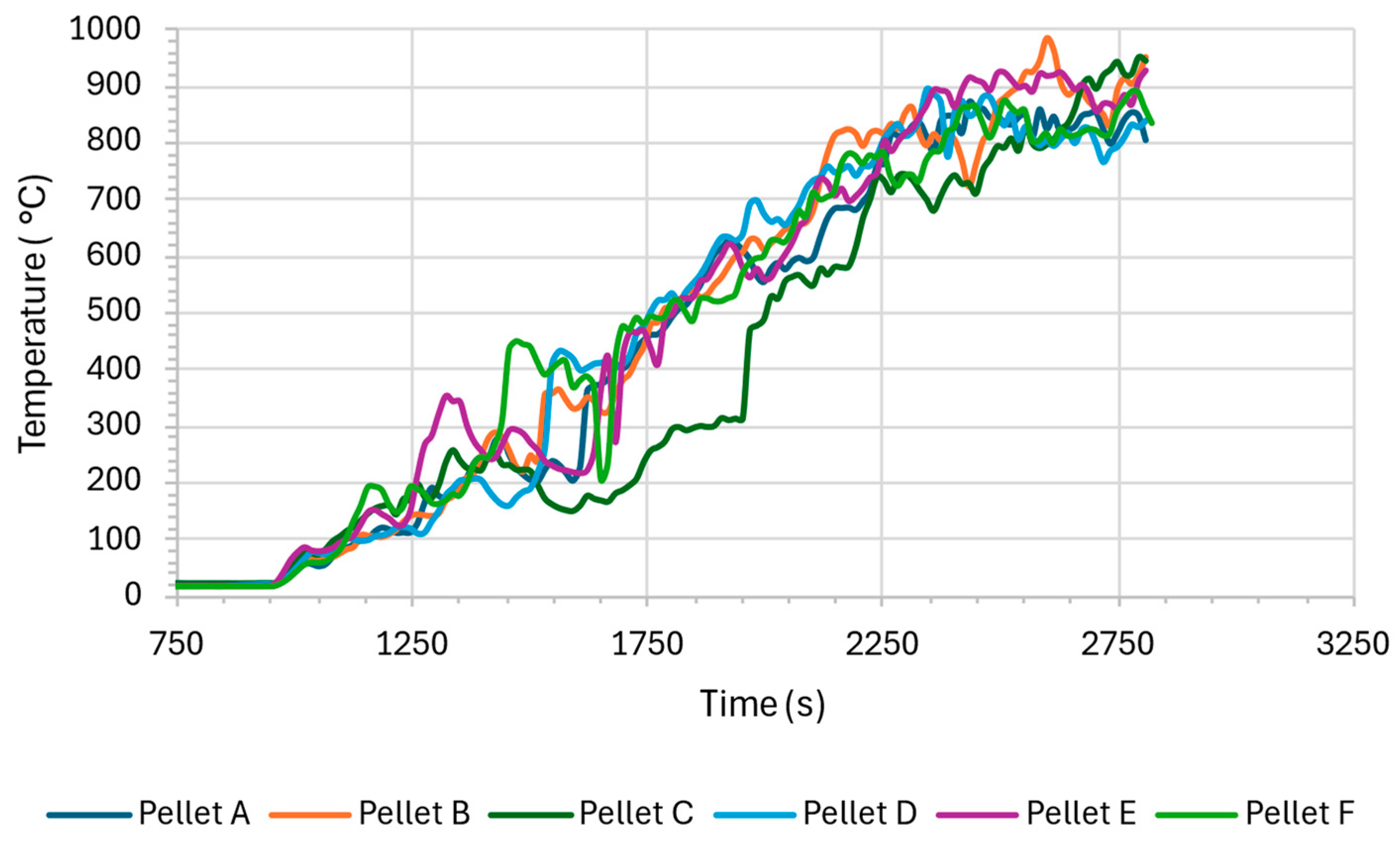
Figure 7 shows the variation in the interior temperature of the combustion chamber.
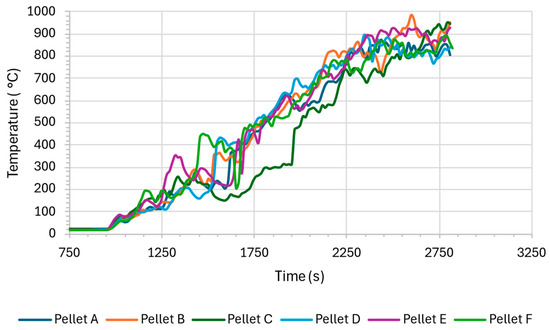
Figure 7.
Interior temperature.
The internal temperature of the boiler begins to rise around 950 s, marking the ignition point of the pellets. Variations in the temperature profiles observed during different tests can be attributed to several factors affecting combustion stability. In some instances, irregular temperature drops correspond to manual door openings triggered by flame extinction, which temporarily disrupts the combustion environment by allowing cold air to enter and lowering the chamber temperature. After combustion stabilizes, an increase in airflow is applied to ensure sufficient oxygen supply and promote complete combustion. However, in some cases, this increase in airflow led to a decrease in temperature followed by a sharper rise until the maximum temperature around 800–900 °C.
5. Conclusions
The combustion experiments demonstrated the influence of the physical and chemical characteristics of the pellets on the combustion operating conditions and emissions.
Ambient temperature behavior remained consistent throughout all tests, showing a gradual increase around 2.5 °C. The flue gas temperature also showed similar behavior in all tests, with a rise in temperature after pellet ignition reaching approximately 300 °C to 340 °C. The temperature inside the boiler showed irregular behavior in some tests, which can be explained by door openings caused by flame extinction and by increased airflow, which in some cases had a noticeable effect on the interior temperature. In the tests carried out, all pellet types complied with the legal limits defined by legislation. B pellets stood out as the most efficient, exhibiting low CO emissions and the highest CO2 concentration, indicating a more complete combustion. It was observed that oxygen concentration does not influence NOx emissions.
The boiler efficiency calculated using the direct method showed lower than expected values, which can be attributed to the use of an old boiler, manufactured in 2004. It should also be noted that the tests were carried out until the moment when the boiler water temperature reached 90 °C, which corresponds to the first stop in the pellet supply and the consequent reduction in fuel load. Better efficiencies could likely be achieved if the duration of the test were extended resulting in a lower pellet mass flow.
In contrast, the efficiency calculated using the indirect method yielded results more in line with expectations, with B pellets achieving the highest efficiencies. Among all tests, the losses associated with the sensible heat of the flue gases represented the most significant losses, as the combustion gases exited the boiler at temperatures exceeding 250 °C.
In summary, based on the results obtained, it can be concluded that B pellets performed the best among those tested. They exhibited the highest lower heating value, the lowest CO emissions, and the highest efficiencies.
This work contributes to the field by providing updated experimental data on emissions and efficiencies of commercially available wood pellets in Portugal, helping to assess their compliance with current European environmental regulations.
Looking ahead, future research should focus on conducting longer-term combustion experiments to better capture the behavior of pellets under extended operational conditions, which is crucial for understanding their performance in practical applications. Experiments using more modern and efficient boilers could provide valuable insights into further improving combustion efficiency and reducing emissions, thereby supporting the development of cleaner and more sustainable heating solutions. Additionally, it is suggested to explore the use of alternative fuels such as hazelnut shells, walnut shells, olive pomace or pits, and peach pits, in order to evaluate the energy efficiency of each type of biomass and, importantly, to better understand the emissions resulting from their combustion.
Author Contributions
Conceptualization, A.D.S.B.; methodology, A.D.S.B.; validation, A.D.S.B.; formal analysis, A.D.S.B. and R.P.; investigation, R.P. and A.D.S.B.; resources, A.D.S.B.; data curation, A.D.S.B.; writing—original draft preparation, R.P.; writing—review and editing, A.D.S.B. and R.P.; supervision, A.D.S.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Backa, A.; Kantová, N.Č.; Nosek, R.; Patsch, M. Evaluating the combustion of various biomass pellets in a small heat source with underfeed pellet burner: Heat output, gas emission and ash melting behavior. J. Energy Inst. 2025, 118, 101936. [Google Scholar] [CrossRef]
- Güler, B. Biomass valorization: Comparative analysis of tea waste pellets and wood pellets for steam generation and emission profiles. Sustain. Energy Technol. Assess. 2024, 72, 104103. [Google Scholar] [CrossRef]
- Chen, G.-B.; Yuan, F.-Y. A study of wood pellet and waste plastics oxy-combustion with oxygen staging in a fluidized bed reactor. Appl. Therm. Eng. 2025, 266, 125768. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, H.; Li, H.; Han, X.; Zhang, M.; Sun, Y.; Fan, X.; Tu, R.; Zeng, Y.; Xu, C.C.; et al. Applications of catalysts in thermochemical conversion of biomass (pyrolysis, hydrothermal liquefaction and gasification): A critical review. Renew. Energy 2022, 196, 462–481. [Google Scholar] [CrossRef]
- Eo, J.W.; Kim, M.J.; Jeong, I.S.; Cho, L.; Kim, S.J.; Park, S.; Kim, D.H. Enhancing thermal efficiency of wood pellet boilers by improving inlet air characteristics. Energy 2021, 228, 120475. [Google Scholar] [CrossRef]
- Kalak, T. Potential Use of Industrial Biomass Waste as a Sustainable Energy Source in the Future. Energies 2023, 16, 1783. [Google Scholar] [CrossRef]
- Ansari, K.B.; Prajapati, A.K.; Ali, S.S.; Mesfer, M.K.A.; Elkhaleefa, A.; Ar, S.R.; Kumar, R.; Trinh, Q.T. Comprehensive review on biomass chemical looping combustion: Feedstock type, operating conditions, reactor design, technological advancement, mechanistic insights, and economics. J. Environ. Chem. Eng. 2025, 13, 116947. [Google Scholar] [CrossRef]
- Da Lio, L.; Bortolus, M.; Canu, P. Emissions reduction from wood pellet stoves by uniform feeding. Renew. Energy 2025, 242, 122273. [Google Scholar] [CrossRef]
- Demirbas, T.; Demirbas, C. Fuel Properties of Wood Species. Energy Sources Part A Recover. Util. Environ. Eff. 2009, 31, 1464–1472. [Google Scholar] [CrossRef]
- Hwang, B.H.; Koo, J.O.; Kim, Y.S.; Kim, Y.S.; Mun, S.P.; Moon, C.K.; Paik, K.H.; Ahn, W.Y.; Lee, B.G.; Lee, J.Y. Wood Biomass; Shinjinmunhwasa: Seoul, Republic of Korea, 1998; pp. 31–87. [Google Scholar]
- Norinaga, K.; Shoji, T.; Kudo, S.; Hayashi, J.-I. Detailed chemical kinetic modelling of vapour-phase cracking of multi-component molecular mixtures derived from the fast pyrolysis of cellulose. Fuel 2013, 103, 141–150. [Google Scholar] [CrossRef]
- Wei, Z.; Cheng, Z.; Shen, Y. Recent development in production of pellet fuels from biomass and polyethylene (PE) wastes. Fuel 2024, 358, 130222. [Google Scholar] [CrossRef]
- Wang, X.; Ma, T.; Sun, J.; Jiang, L.; Liu, Y.; Yu, B.; Chen, Y.; Zhai, M.; Zhou, H. Effects of pelletizing pressure and particle size on flame characteristics and potassium release in volatile combustion of biomass pellets. Biomass Bioenergy 2025, 199, 107916. [Google Scholar] [CrossRef]
- Dujmović, M.; Šafran, B.; Jug, M.; Radmanović, K.; Antonović, A. Biomass Pelletizing Process. Drv. Ind. 2022, 73, 99–106. [Google Scholar] [CrossRef]
- Thomson, H.; Liddell, C. The suitability of wood pellet heating for domestic households: A review of literature. Renew. Sustain. Energy Rev. 2015, 42, 1362–1369. [Google Scholar] [CrossRef]
- Harun, N.Y.; Afzal, M.T. Effect of Particle Size on Mechanical Properties of Pellets Made from Biomass Blends. Procedia Eng. 2016, 148, 93–99. [Google Scholar] [CrossRef]
- Wu, R.; Beutler, J.; Baxter, L.L. Experimental and theoretical biomass char diameter variation during gasification. Energy 2021, 219, 119431. [Google Scholar] [CrossRef]
- Guo, F.; Zhong, Z. Co-combustion of anthracite coal and wood pellets: Thermodynamic analysis, combustion efficiency, pollutant emissions and ash slagging. Environ. Pollut. 2018, 239, 21–29. [Google Scholar] [CrossRef] [PubMed]
- Nunes, L.; Matias, J.; Catalão, J. Mixed biomass pellets for thermal energy production: A review of combustion models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Isemin, R.; Mikhalev, A.; Klimov, D.; Grammelis, P.; Margaritis, N.; Kourkoumpas, D.-S.; Zaichenko, V. Torrefaction and combustion of pellets made of a mixture of coal sludge and straw. Fuel 2017, 210, 859–865. [Google Scholar] [CrossRef]
- He, H.; Wang, Y.; Sun, Y.; Sun, W.; Wu, K. From raw material powder to solid fuel pellet: A state-of-the-art review of biomass densification. Biomass Bioenergy 2024, 186, 107271. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, K.; Huang, J.; Feng, Y.; Yellezuome, D.; Zhao, R.; Chen, T.; Wu, J. Synergistic effect and volatile emission characteristics during co-combustion of biomass and low-rank coal. Energy 2024, 289, 130015. [Google Scholar] [CrossRef]
- Zhou, H.; Li, Y.; Li, N.; Cen, K. Experimental investigation of ignition and combustion characteristics of single coal and biomass particles in O2/N2 and O2/H2O. J. Energy Inst. 2019, 92, 502–511. [Google Scholar] [CrossRef]
- Sandro, N.; Agis, P.; Gojmir, R.; Vlasta, Z.; Müslüm, A. Using pellet fuels for residential heating: A field study on its efficiency and the users’ satisfaction. Energy Build. 2019, 184, 193–204. [Google Scholar] [CrossRef]
- Alakangas, E.; Paju, P. Wood Pellets in Finland-Technology, Economy, and Market; OPET Report 5 OPET-Organisations for the Promotion of Energy Technologies; OPET: Jyvaskyla, Finland, 2002. [Google Scholar]
- Fiedler, F. The state of the art of small-scale pellet-based heating systems and relevant regulations in Sweden, Austria and Germany. Renew. Sustain. Energy Rev. 2004, 8, 201–221. [Google Scholar] [CrossRef]
- Wang, K.; Nakao, S.; Thimmaiah, D.; Hopke, P.K. Emissions from in-use residential wood pellet boilers and potential emissions savings using thermal storage. Sci. Total. Environ. 2019, 676, 564–576. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Vassilev, V.S. Advantages and disadvantages of composition and properties of biomass in comparison with coal: An overview. Fuel 2015, 158, 330–350. [Google Scholar] [CrossRef]
- Demirbas, A. Combustion characteristics of different biomass fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Zhai, M.; Li, X.; Yang, D.; Ma, Z.; Dong, P. Ash fusion characteristics of biomass pellets during combustion. J. Clean. Prod. 2022, 336, 130361. [Google Scholar] [CrossRef]
- Zhu, H.; Liao, Q.; Hu, L.; Xie, L.; Qu, B.; Gao, R. Effect of removal of alkali and alkaline earth metals in cornstalk on slagging/fouling and co-combustion characteristics of cornstalk/coal blends for biomass applications. Renew. Energy 2023, 207, 275–285. [Google Scholar] [CrossRef]
- Dayton, D.C.; French, R.J.; Milne, T.A. Direct Observation of Alkali Vapor Release during Biomass Combustion and Gasification. 1. Application of Molecular Beam/Mass Spectrometry to Switchgrass Combustion. Energy Fuels 1995, 9, 855–865. [Google Scholar] [CrossRef]
- Lee, S.Y.; Oh, K.C.; Lee, C.G.; Cho, L.H.; Park, S.Y.; Jeong, I.S.; Kim, D.H. Improvement of thermal efficiency of wood pellet boilers through the refractory insulation in a combustion chamber and fire tube and baffle modification. Energy 2018, 161, 1115–1121. [Google Scholar] [CrossRef]
- Verma, V.; Bram, S.; De Ruyck, J. Small scale biomass heating systems: Standards, quality labelling and market driving factors—An EU outlook. Biomass Bioenergy 2009, 33, 1393–1402. [Google Scholar] [CrossRef]
- Fachinger, F.; Drewnick, F.; Gieré, R.; Borrmann, S. How the user can influence particulate emissions from residential wood and pellet stoves: Emission factors for different fuels and burning conditions. Atmos. Environ. 2017, 158, 216–226. [Google Scholar] [CrossRef]
- Bäfver, L.S.; Leckner, B.; Tullin, C.; Berntsen, M. Particle emissions from pellets stoves and modern and old-type wood stoves. Biomass Bioenergy 2011, 35, 3648–3655. [Google Scholar] [CrossRef]
- Weimer, S.; Alfarra, M.R.; Schreiber, D.; Mohr, M.; Prévôt, A.S.H.; Baltensperger, U. Organic aerosol mass spectral signatures from wood-burning emissions: Influence of burning conditions and wood type. J. Geophys. Res. Atmos. 2008, 113, D10304. [Google Scholar] [CrossRef]
- Tissari, J.; Hytönen, K.; Sippula, O.; Jokiniemi, J. The effects of operating conditions on emissions from masonry heaters and sauna stoves. Biomass Bioenergy 2009, 33, 513–520. [Google Scholar] [CrossRef]
- Pettersson, E.; Boman, C.; Westerholm, R.; Boström, D.; Nordin, A. stove performance and emission characteristics in residential wood log and pellet combustion, part 2: Wood stove. Energy Fuels 2011, 25, 315–323. [Google Scholar] [CrossRef]
- Ozgen, S.; Caserini, S.; Galante, S.; Giugliano, M.; Angelino, E.; Marongiu, A.; Hugony, F.; Migliavacca, G.; Morreale, C. Emission factors from small scale appliances burning wood and pellets. Atmos. Environ. 2014, 94, 144–153. [Google Scholar] [CrossRef]
- Nussbaumer, T. Overview on Technologies for Biomass Combustion and Emission Levels of Particulate Matter; Verenum Press: Zurich, Switzerland, 2010. Available online: www.verenum.ch (accessed on 24 May 2025).
- Van Loo, S.; Koppejan, J. The Handbook of Biomass Combustion and Co-Firing; Routledge: Oxfordshire, UK, 2012. [Google Scholar] [CrossRef]
- Pinho, R.; Oliveira, M.; Teixeira, B.M.M.; Borges, A.D.d.S. Evaluating quality and price dynamics of wood pellets in the Portuguese market: Impacts of geopolitical and economic factors. Energy Strat. Rev. 2025, 59, 101719. [Google Scholar] [CrossRef]
- ISO 18134-1:2015; Solid Biofuels—Determination of Moisture Content Oven Dry Method. ISO: Geneva, Switzerland, 2015.
- ISO 18122:2015; Solid Biofuels—Determination of Ash Content. ISO: Geneva, Switzerland, 2015.
- ISO 18123:2015; Solid Biofuels—Determination of the Content of Volatile Matter. ISO: Geneva, Switzerland, 2015.
- ISO 16948:2015; Solid Biofuels—Determination of Total Content of Carbon, Hydrogen and Nitrogen. ISO: Geneva, Switzerland, 2015.
- ISO 18125:2017; Solid Biofuels—Determination of Calorific Value. ISO: Geneva, Switzerland, 2017.
- NP 2167:2007; Emissões de fontes fixas—Secção de amostragem e plataforma para chaminés ou condutas. Instituto Português da Qualidade: Lisboa, Portugal, 2008.
- da Silva Borges, A.D.; Correia, N.P.; Moreira, A. Gestão de Energia: Auditorias e Balanços Energéticos; UTAD: Vila Real, Portugal, 2009. [Google Scholar]
- Dias, J.; Costa, M.; Azevedo, J. Test of a small domestic boiler using different pellets. Biomass Bioenergy 2004, 27, 531–539. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).