
Systematic Development of Application-Oriented Operating Strategies for the Example of an Industrial Heating Supply System



Abstract
1. Introduction
2. Methodology
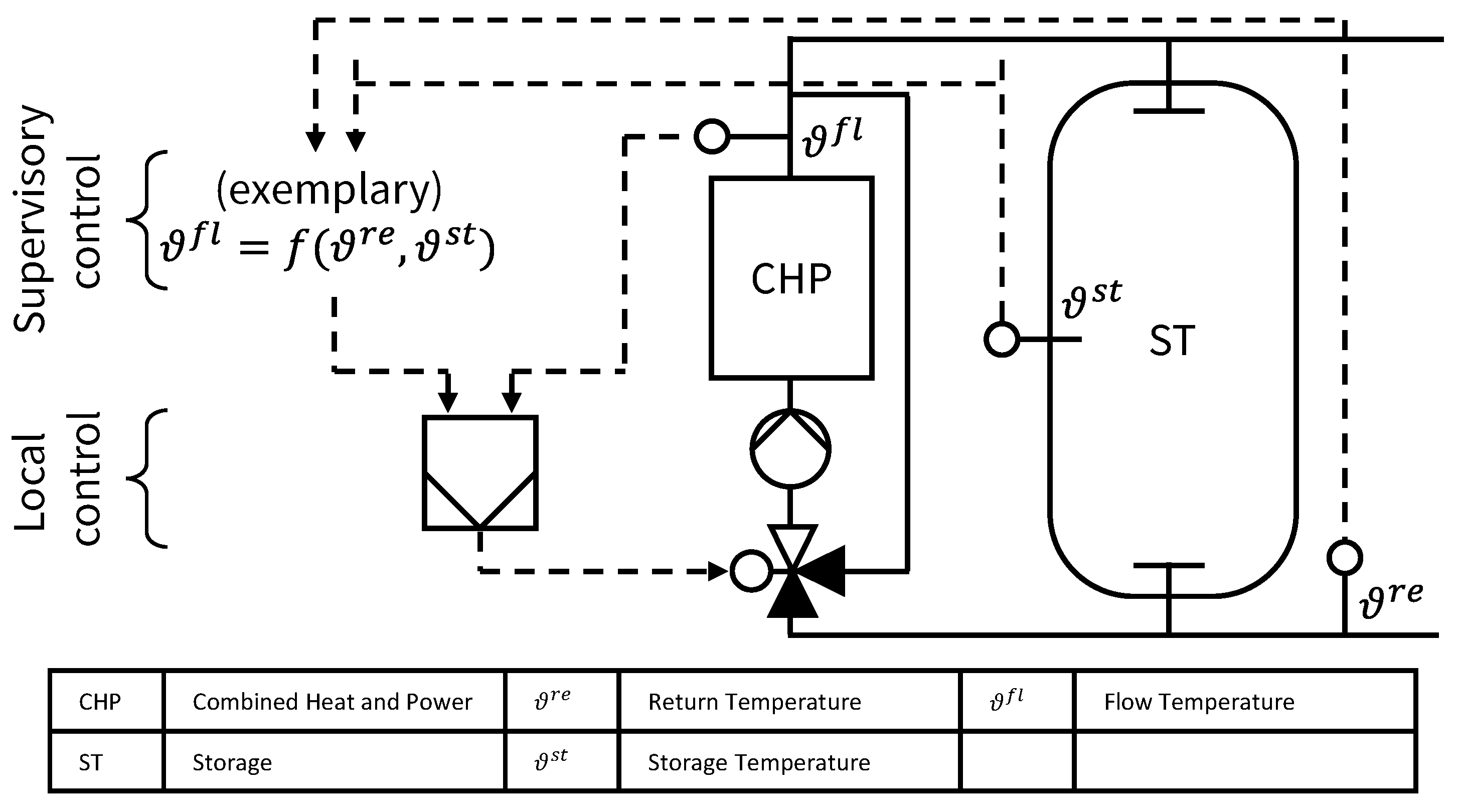
2.1. Sequencing Control
2.2. Approximate MPC
3. Results
3.1. Phase 1: Boundary Conditions and Objective
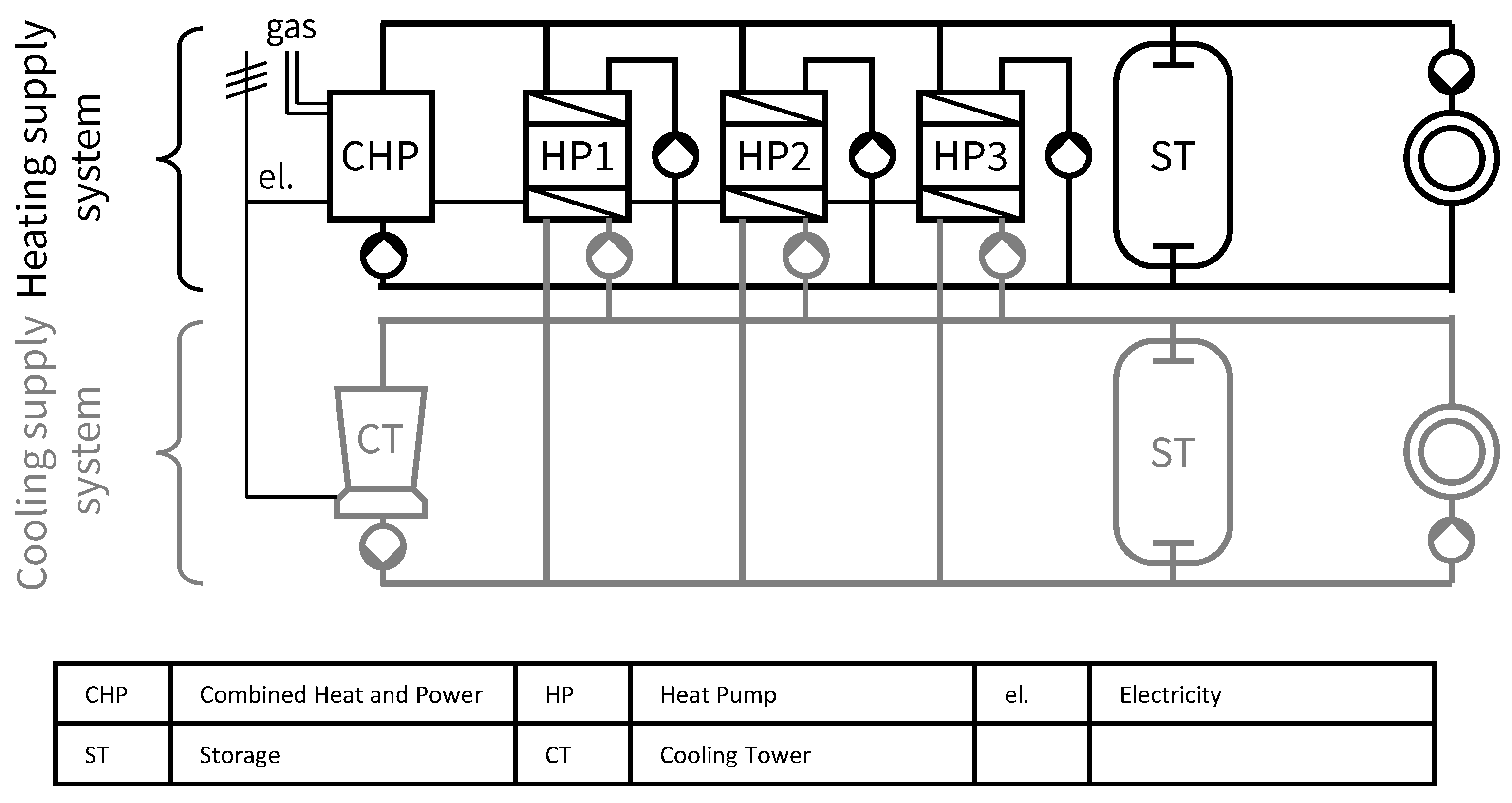
3.2. Phase 2: System and Data Analysis
3.3. Phase 3: Modeling and Optimization
3.4. Phase 4: Rule Extraction and Consolidation
3.5. Phase 5: Implementation and Monitoring
4. Application and Evaluation
4.1. Boundary Condition and Objective
4.2. System and Data Analysis
4.3. Modeling and Optimization
4.3.1. Operating Strategy Model Formulation
4.3.2. Technical System Model Formulation
4.4. Rule Extraction and Consolidation
4.5. Implementation and Monitoring
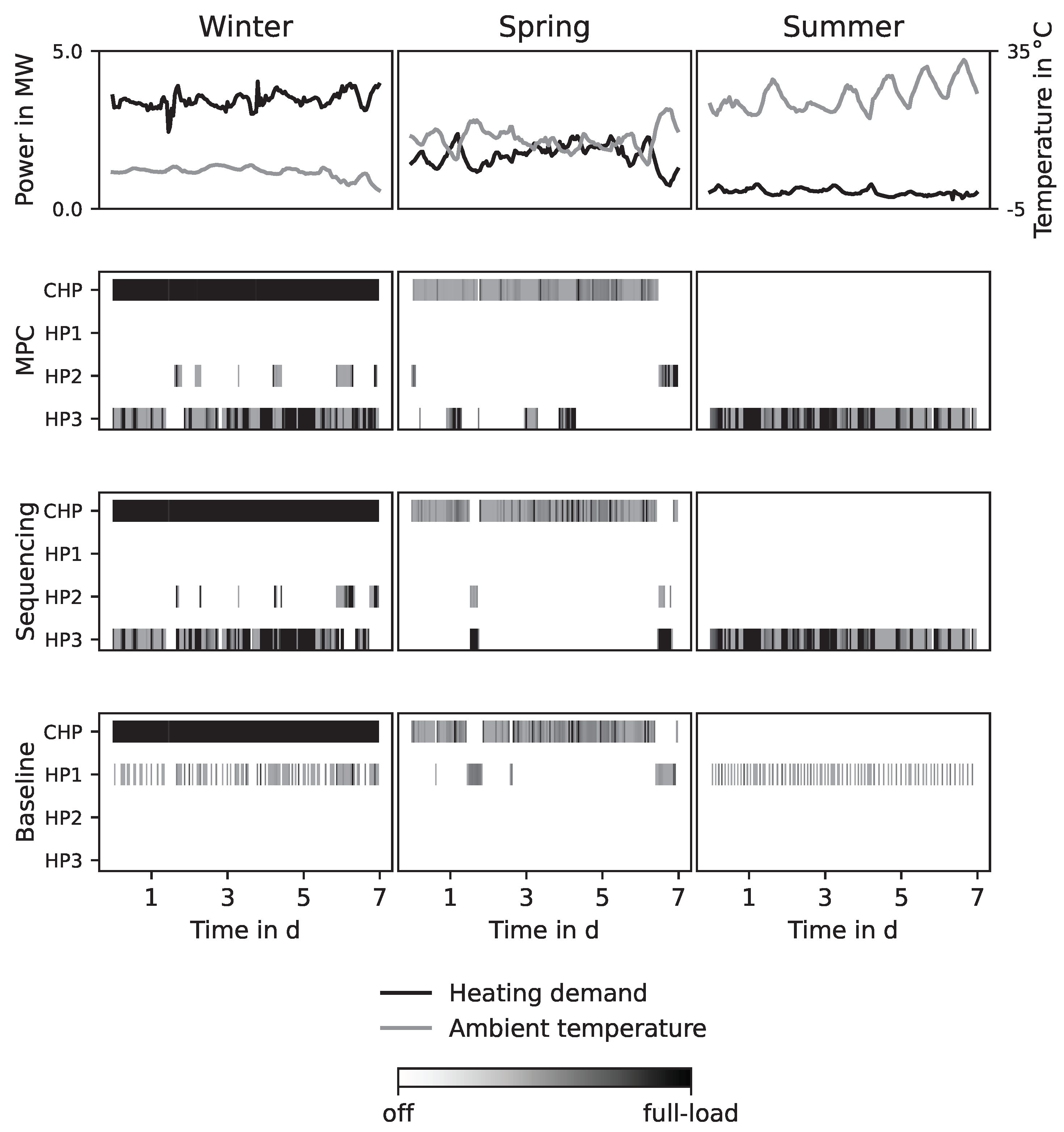
4.6. Evaluation
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CT | Cooling Tower |
| COP | Coefficient of Performance |
| CHP | Combined Heat and Power |
| EER | Energy Efficiency Ratio |
| HP | Heat Pump |
| PID | Proportional–Integral–Derivative |
| MPC | Model Predictive Control |
| ST | Storage |
| PLC | Programmable Logic Controller |
| MILP | Mixed-Integer Linear Programming |
| Converter | |
| Priority | |
| Time step | |
| Binary variable for converter priority declaration at time step | |
| Binary variable for converter priority activation at time step | |
| Relative utilization of less prioritized converter | |
| Heating power | |
| M | Nominal power value |
| Thermal efficiency | |
| Electrical efficiency | |
| Binary variable for part load behavior | |
| Binary variable for part load behavior adaption | |
| Minimal relative utilization | |
| Flow temperature | |
| Correction factor for COP |
References
- International Energy Agency. Global Energy and Climate Model: Net Zero Emissions by 2050 Scenario (NZE); IEA: Paris, France, 2022. [Google Scholar]
- International Energy Agency. Industry; IEA: Paris, France, 2022. [Google Scholar]
- Lund, H.; Østergaard, P.A.; Nielsen, T.B.; Werner, S.; Thorsen, J.E.; Gudmundsson, O.; Arabkoohsar, A.; Vad Mathiesen, B. Perspectives on fourth and fifth generation district heating. Energy 2021, 227, 120520. [Google Scholar] [CrossRef]
- Fridgen, G.; Keller, R.; Körner, M.F.; Schöpf, M. A holistic view on sector coupling. Energy Policy 2020, 147, 111913. [Google Scholar] [CrossRef]
- Weidlich, I. Wärmenetze. In Erneuerbare Energien: Systemtechnik ·Wirtschaftlichkeit· Umweltaspekte; Kaltschmitt, M., Streicher, W., Wiese, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 1203–1226. ISBN 978-3-662-61190-6. [Google Scholar]
- Roth, M. Betriebsstrategie. In Energiemanagement im Kraftfahrzeug; Liebl, J., Lederer, M., Rohde-Brandenburger, K., Biermann, J.W., Roth, M., Schäfer, H., Eds.; Springer Fachmedien: Wiesbaden, Germany, 2014; pp. 323–365. ISBN 978-3-658-04450-3. [Google Scholar]
- Salsbury, T.I. A Survey of Control Technologies in the Building Automation Industry. IFAC Proc. Vol. 2005, 38, 90–100. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Z. Supervisory and Optimal Control of Building HVAC Systems: A Review. HVAC&R Res. 2008, 14, 3–32. [Google Scholar]
- Royapoor, M.; Antony, A.; Roskilly, T. A review of building climate and plant controls, and a survey of industry perspectives. Energy Build. 2018, 158, 453–465. [Google Scholar] [CrossRef]
- Mandasini, A.A. Improving the Validity of Scientific Research Results through Research Methodology Management. Kontigensi J. Ilm. Manaj. 2022, 10, 439–447. [Google Scholar] [CrossRef]
- Huang, S.; Zuo, W.; Sohn, M. A New Method for the Optimal Chiller Sequencing Control. In Proceedings of the Building Simulation 2015: 14th Conference of IBPSA, Hyderabad, India, 7–9 December 2015. [Google Scholar]
- Karami, M.; Wang, L. Particle Swarm optimization for control operation of an all-variable speed water-cooled chiller plant. Appl. Therm. Eng. 2018, 130, 962–978. [Google Scholar] [CrossRef]
- Zhuang, C.; Wang, S.; Shan, K. A risk-based robust optimal chiller sequencing control strategy for energy-efficient operation considering measurement uncertainties. Appl. Energy 2020, 280, 115983. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, C.; Pan, X.; Yan, D. Design and operation optimization of multi-chiller plants based on energy performance simulation. Energy Build. 2020, 222, 110100. [Google Scholar] [CrossRef]
- Stoffel, P.; Maier, L.; Kümpel, A.; Schreiber, T.; Müller, D. Evaluation of advanced control strategies for building energy systems. Energy Build. 2023, 280, 112709. [Google Scholar] [CrossRef]
- Domahidi, A.; Ullmann, F.; Morari, M.; Jones, C.N. Learning decision rules for energy efficient building control. J. Process Control 2014, 24, 763–772. [Google Scholar] [CrossRef]
- Drgoňa, J.; Picard, D.; Kvasnica, M.; Helsen, L. Approximate model predictive building control via machine learning. Appl. Energy 2018, 218, 199–216. [Google Scholar] [CrossRef]
- Maier, L.M.; Henn, S.; Mehrfeld, P.; Müller, D. Approximate Optimal Control for Heat Pumps in Building Energy Systems. In Proceedings of the 34th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Taormina, Italy, 28 June–2 July 2021. [Google Scholar]
- Frank, M.; Theisinger, L.; Weigold, M. Systematic Development of application-oriented Operating Strategies at the Example of an Industrial Heating Supply System (Version 1.0.0) [Computer software]. 2024. Available online: https://github.com/MichaelGeFr/MDPI_Energies_2024_Operating_Strategies (accessed on 10 April 2024).
- Frank, M.; Theisinger, L.; Weigold, M. Systematic Development of application-oriented Operating Strategies at the Example of an Industrial Heating Supply System. 2024. Available online: https://tudatalib.ulb.tu-darmstadt.de/handle/tudatalib/4208 (accessed on 10 April 2024).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CHP | HP1 | HP2 | HP3 | |
|---|---|---|---|---|
| Rated power | ||||
| Operating range | 50–100% | 50–100% | 50–100% | 50–100% |
| Set One (Black) | Set Two (Gray) | Set Three (Light Gray) | |
|---|---|---|---|
| CHP priority | 1 | 1 | 4 |
| HP1 priority | 4 | 4 | 3 |
| HP2 priority | 3 | 2 | 2 |
| HP3 priority | 2 | 3 | 1 |
| Temperature interval | ≤2 °C | >2 °C and ≤18 °C | >18 °C |
| Winter Scenario | Spring Scenario | Summer Scenario | |
|---|---|---|---|
| MPC | 12.4% | 59.5% | 5.4% |
| Sequencing | 11.9% | 37.0% | 5.4% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Theisinger, L.; Frank, M.; Weigold, M. Systematic Development of Application-Oriented Operating Strategies for the Example of an Industrial Heating Supply System. Energies 2024, 17, 2086. https://doi.org/10.3390/en17092086
Theisinger L, Frank M, Weigold M. Systematic Development of Application-Oriented Operating Strategies for the Example of an Industrial Heating Supply System. Energies. 2024; 17(9):2086. https://doi.org/10.3390/en17092086
Chicago/Turabian StyleTheisinger, Lukas, Michael Frank, and Matthias Weigold. 2024. "Systematic Development of Application-Oriented Operating Strategies for the Example of an Industrial Heating Supply System" Energies 17, no. 9: 2086. https://doi.org/10.3390/en17092086
APA StyleTheisinger, L., Frank, M., & Weigold, M. (2024). Systematic Development of Application-Oriented Operating Strategies for the Example of an Industrial Heating Supply System. Energies, 17(9), 2086. https://doi.org/10.3390/en17092086