

Method and Equipment for Reducing the Efficiency Degradation of Monocrystalline Passivated Emitter and Rear Cells


Abstract
1. Introduction
2. Experimental Section
2.1. Preparation of PERC Solar Cell
2.2. Characterization Methods
3. Results and Discussion
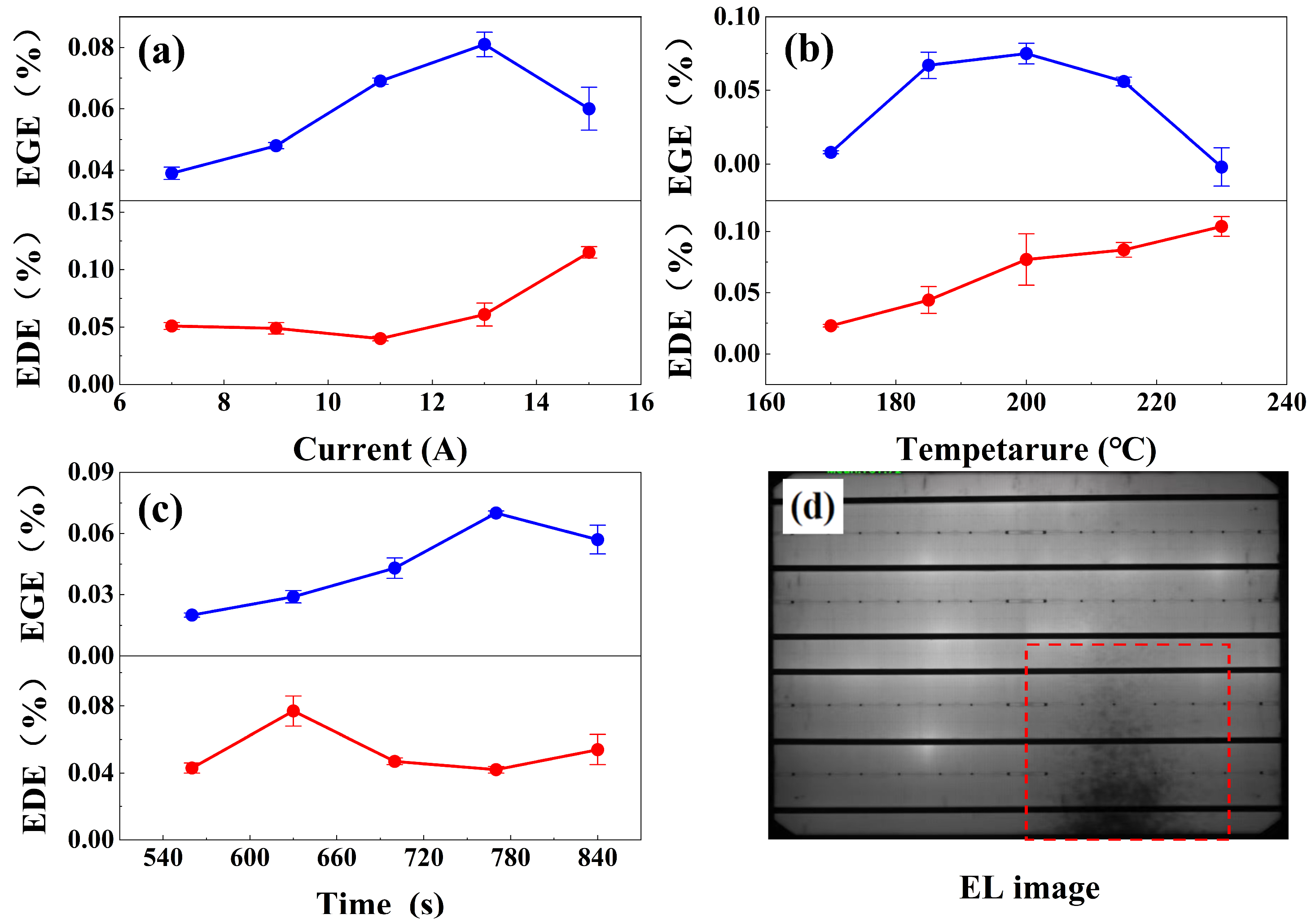
3.1. Impact of Current Injection Parameters on the EGE and EDE of Solar Cells
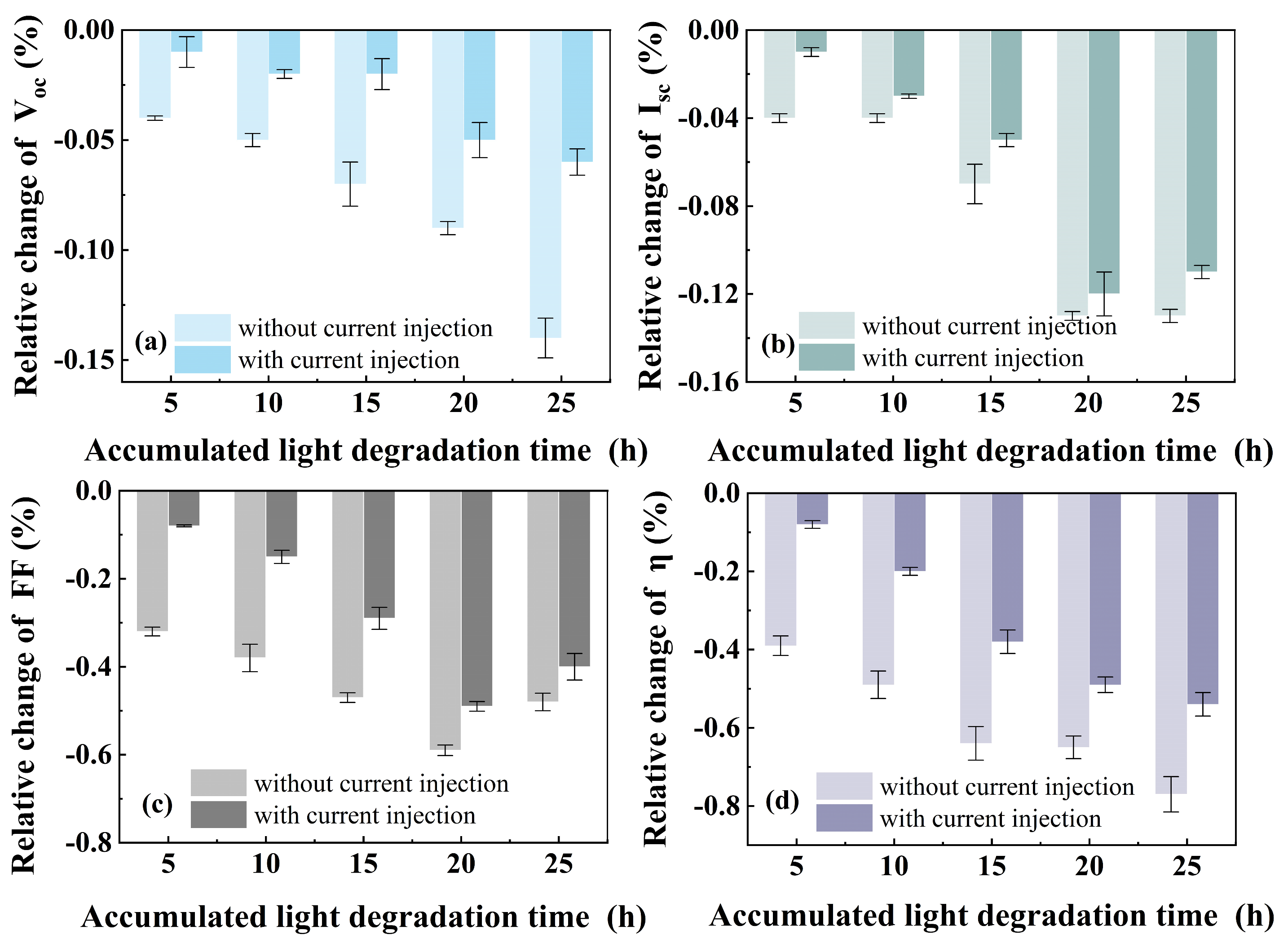
3.2. Comparison of Degradation Characteristics with or without Current Injection
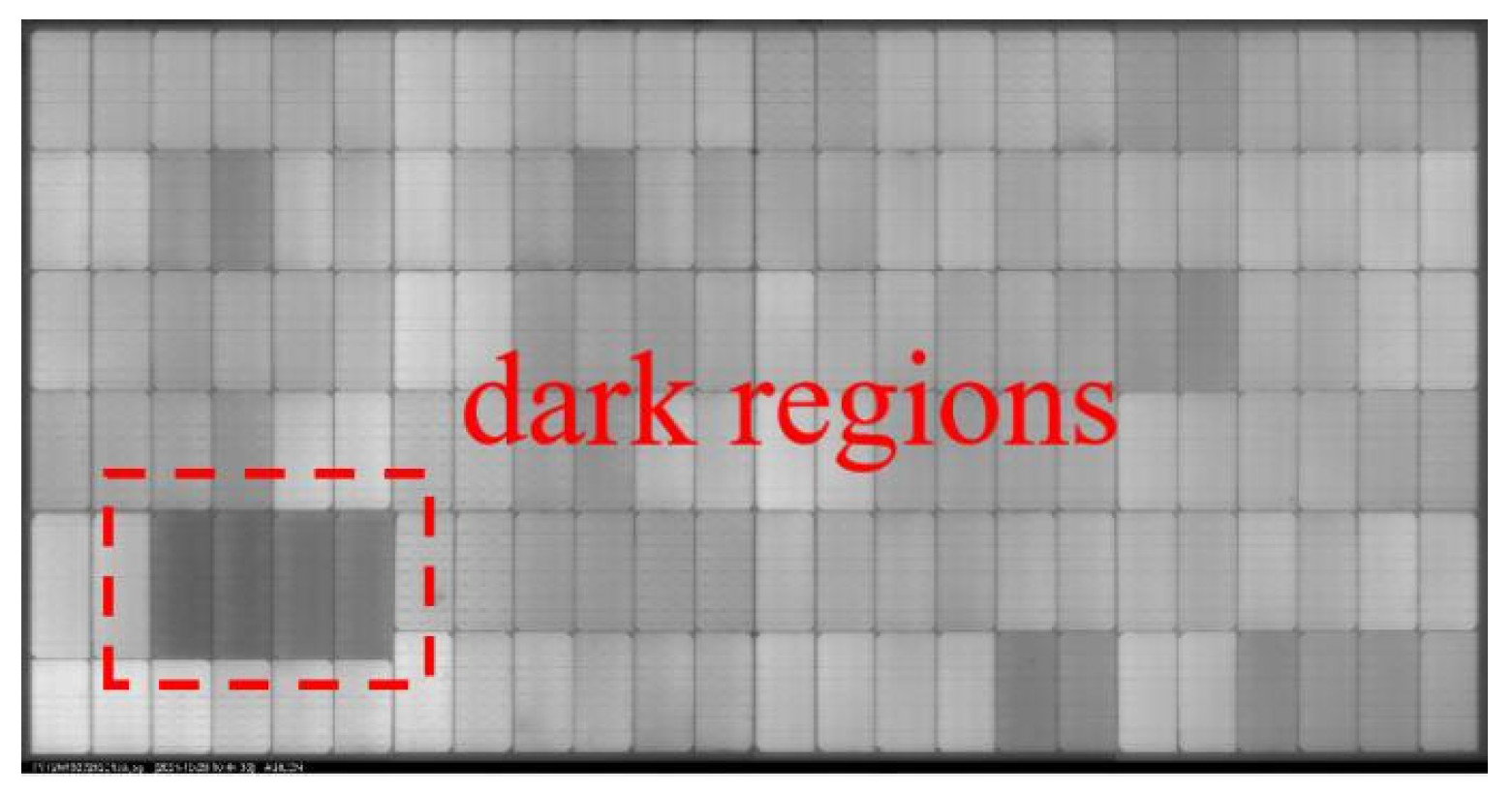
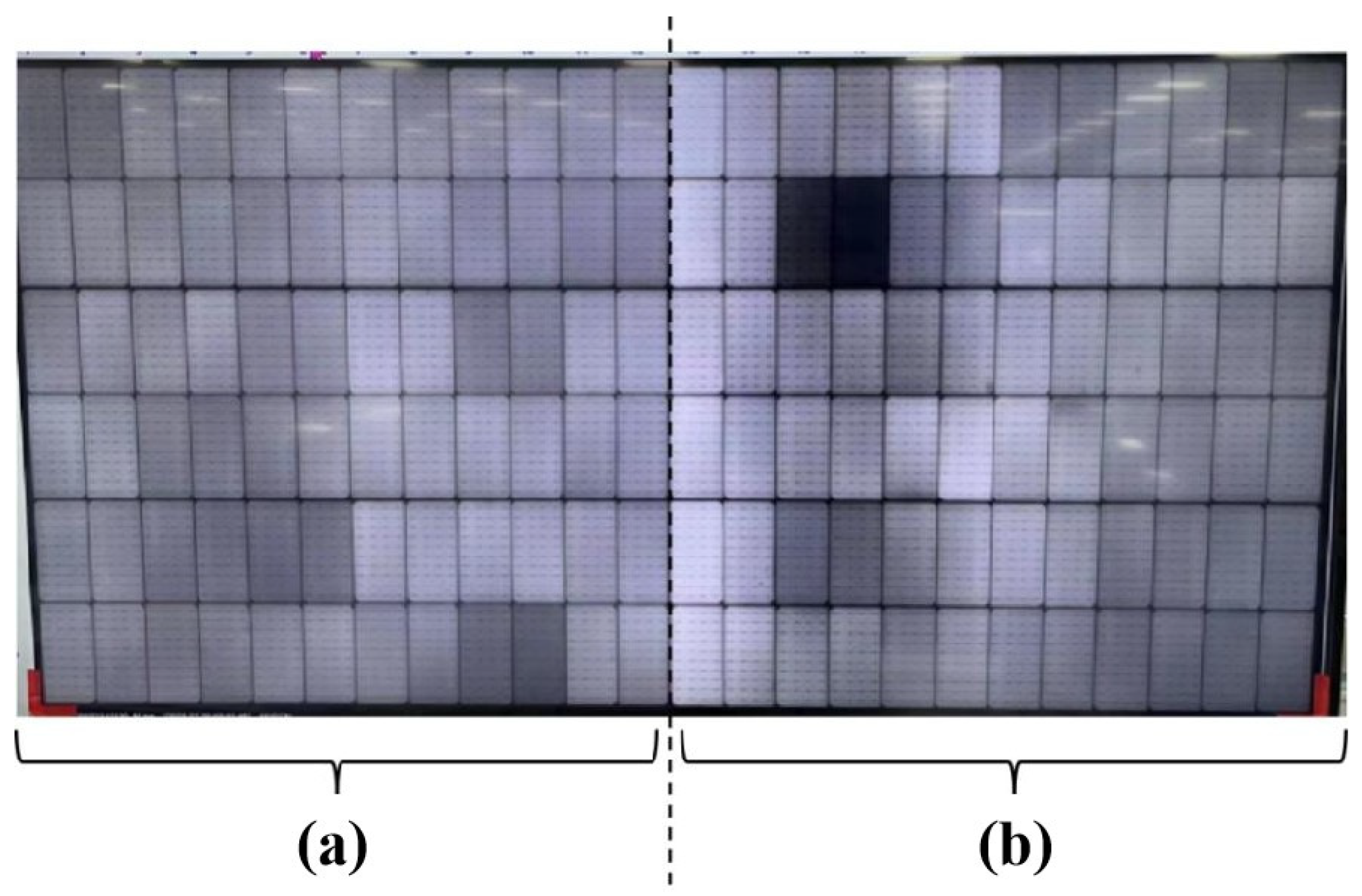
3.3. The Phenomenon of Bright and Dark Regions in Solar Modules
3.4. A Solution to Solve the Problem of Bright and Dark Regions
3.4.1. Processing Function of the Equipment
3.4.2. Inspection Function of the Equipment
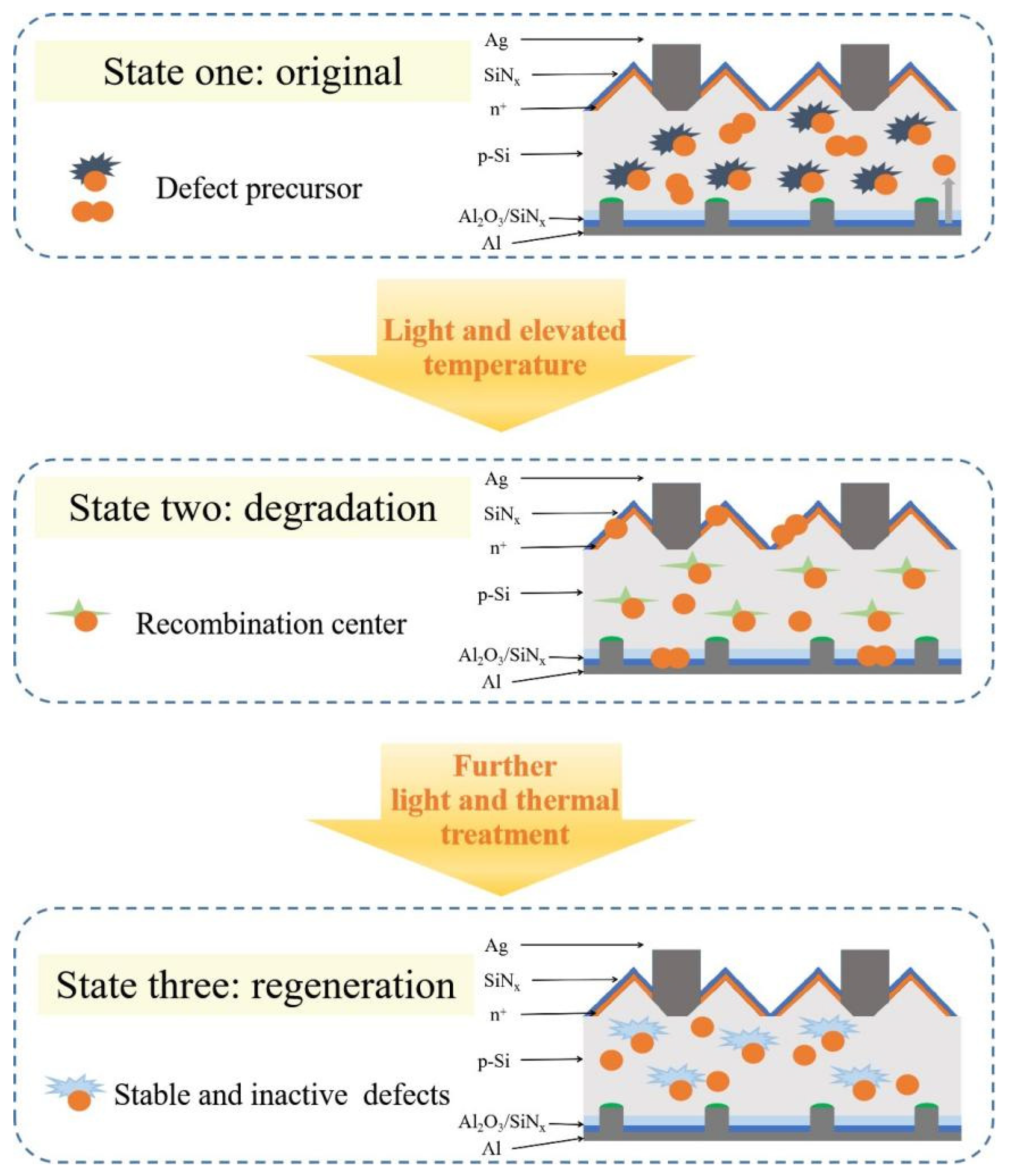
3.5. Accelerated Degradation and Regeneration Mechanism of the Equipment
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fischer, H.; Pschunder, W. Investigation of photon and thermal induced changes in silicon solar cells. In Proceedings of the 10th IEEE PVSC, Paolo Alto, CA, USA, 13–15 November 1973; pp. 404–411. [Google Scholar]
- Lindroos, J.; Savin, H. Review of light-induced degradation in crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2016, 147, 115–126. [Google Scholar] [CrossRef]
- Ramspeck, K.; Zimmermann, S.; Nagel, H.; Metz, A.; Seidl, A. Light Induced Degradation of Rear Passivated mc-Si Solar Cells. In Proceedings of the 27th European Photovoltaic Solar Energy Conference and Exhibition, Frankfurt, Germany, 24–28 September 2012; pp. 861–865. [Google Scholar]
- Kersten, F.; Engelhart, P.; Ploigt, H.C.; Stekolnikov, A.; Lindner, T.; Stenzel, F.; Bartzsch, M.; Szpeth, A. A new mc-Si degradation effect called LeTID. In Proceedings of the IEEE 42nd Photovoltaic Specialist Conference 2015, New Orleans, LA, USA, 14–19 June 2015. [Google Scholar]
- Ning, L.T.; Song, L.H.; Zhang, J. Research progress of light and elevated temperature-induced degradation in silicon solar cells: A review. J. Alloys Compd. 2022, 912, 165120. [Google Scholar] [CrossRef]
- Kersten, F.; Engelhart, P.; Ploigt, H.; Stekolnikov, A.; Lindner, T.; Stenzel, F.; Bartzsch, M. Degradation of multicrystalline silicon solar cells and modules after illumination at elevated temperature. Sol. Energy Mater. Sol. Cells 2015, 142, 83–86. [Google Scholar] [CrossRef]
- Sio, H.C.; Wang, H.; Wang, Q.; Sun, C.; Chen, W.; Jin, H.; Macdonald, D. Light and elevated temperature induced degradation in p-type and n-type cast-grown multicrystalline and mono-like silicon. Sol. Energy Mater. Sol. Cells 2018, 182, 98–104. [Google Scholar] [CrossRef]
- Chen, D.; Kim, M.; Stefani, B.V.; Hallam, B.J.; Abbott, M.D.; Chan, C.E. Evidence of an identical firing-activated carrier-induced defect in monocrystalline and multicrystalline silicon. Sol. Energy Mater. Sol. Cells 2017, 172, 293–300. [Google Scholar] [CrossRef]
- Fritz, J.M.; Zuschlag, A.; Skorka, D. Temperature dependent degradation and regeneration of differently doped mc-Si materials. Energy Procedia 2017, 124, 718–725. [Google Scholar] [CrossRef]
- Fertig, F.; Lantzsch, R.; Mohr, A.; Schaper, M.; Bartzsch, M.; Wissen, D.; Kersten, F. Mass production of p-type Cz silicon solar cells approaching average stable conversion efficiencies of 22%. Energy Procedia 2017, 124, 338–345. [Google Scholar] [CrossRef]
- Chen, D.; Contreras, M.V.; Ciesla, A.; Hamer, P.; Hallam, B.; Abbott, M.; Chan, C. Progress in the understanding of light- and elevated temperature-induced degradation in silicon solar cells: A review. Prog. Photovolt. Res. Appl. 2021, 29, 1180–1201. [Google Scholar] [CrossRef]
- Yang, H.; Wang, H.; Cao, D.Y. Investigation of soldering for crystalline silicon solar cells. Solder. Surf. Mt. Technol. 2016, 28, 222–226. [Google Scholar] [CrossRef]
- Yang, H.; Wang, H.; Cao, D.Y.; Sun, D.M.; Ju, X.B. Analysis of Power Loss for Crystalline Silicon Solar Module during the Course of Encapsulation. Int. J. Photoenergy 2015, 2015, 539–543. [Google Scholar] [CrossRef]
- Koentopp, M.B.; Schutze, M.; Buβ, D.; Seguin, R. Optimized module design: A study of encapsulation losses and the influence of design parameters on module performance. IEEE J. Photovolt. 2013, 3, 138–142. [Google Scholar] [CrossRef]
- Philipps, S. Photovoltaics Report; Fraunhofer ISE and Werner Warmuth: Freiburg, Germany, 2023. [Google Scholar]
- Hanifi, H.; Pfau, C.; Dassler, D.; Schindler, S.; Schneider, J.; Turek, M.; Bagdahn, J. Ivestigation of cell-to module (CTM) ratios of PV modules by analysis of loss and gain mechanisms. Photovolt. Int. 2016, 5, 89–99. [Google Scholar]
- Ballif, C.; Haug, F.; Boccard, M.; Verlinden, P.; Hahn, G. Status and perspectives of crystalline silicon photovoltaics in research and industry. Nat. Rev. Mater. 2022, 7, 597–616. [Google Scholar] [CrossRef]
- Hanifi, H.; Dassler, D.; Turek, M.; Schneider, J. Evaluation and comparision of PV modules with different designs of partial cells in desert and moderate climates. IEEE J. Photovolt. 2018, 8, 1266–1273. [Google Scholar] [CrossRef]
- Hu, Z.H.; Song, L.H.; Lin, D.H.; Zhao, T.; He, Q.Y.; Yuan, S.; Yu, X.G.; Yang, D. The effect and mechanism of current injection to suppress light and elevated temperature induced degradation in p-type cast-mono and multicrystalline silicon Passivated Emitter and Rear cells. Sol. Energy 2022, 235, 12–18. [Google Scholar] [CrossRef]
- Hu, Z.C.; He, Q.Y.; Yuan, S.; Lin, D.H.; Song, L.H.; Yu, X.G.; Yang, D. Kinetics study on carrier injection-induced degradation and regeneration at elevated temperature in p-type cast-monosilicon passivated emitter rear contact solar cells. Sol. RRL 2021, 5, 2100035. [Google Scholar] [CrossRef]
- Pickett, M.D.; Buonassisi, T. Iron point defect reduction in multicrystalline silicon solar cells. Appl. Phys. Lett. 2008, 92, 122103. [Google Scholar] [CrossRef]
- Kersten, F.; Fertig, F.; Petter, K.; Kloter, B.; Herzog, E.; Strobel, M.B.; Heitmann, J.; Muller, J.W. System performance loss due to LeTID. Energy Procedia 2017, 124, 540–546. [Google Scholar] [CrossRef]
- Jafari, S.; Varshney, U.; Hoex, B.; Meyer, S.; Lausch, D. Understanding light- and elevated temperature-induced degradation in silicon wafers using hydrogen effusion mass spectroscopy. IEEE J. Photovolt. 2021, 11, 1363–1369. [Google Scholar] [CrossRef]
- Lin, D.H.; Hu, Z.C.; He, Q.Y.; Yang, D.; Song, L.H.; Yu, X.G. New insights on LeTID/BO-LID in p-type mono-crystalline silicon. Sol. Energy Mater. Sol. Cells 2021, 226, 111085. [Google Scholar] [CrossRef]
- Voronkov, V.V.; Falster, R. Formation, dissociation, and diffusion of various hydrogen dimers in silicon. Phys. Status Solidi 2017, 254, 1600779. [Google Scholar] [CrossRef]
- Zundel, T.; Weber, J. Boron reactivation kinetics in hydrogenated silicon after annealing in the dark or under illumination. Phys. Rev. B 1991, 43, 4361–4372. [Google Scholar] [CrossRef] [PubMed]
- Nakayashiki, K.; Hofstetter, J.; Morishige, A.; Li, T.; Needleman, D.B.; Jensen, M.; Buonassisi, T. Engineering solutions and root-cause analysis for light-induced degradation in p-type multicrystalline silicon PERC modules. IEEE J. Photovolt. 2016, 6, 860–868. [Google Scholar] [CrossRef]
- Schmidt, J.; Bredemeier, D.; Walter, D.C. On the defect physics behind light and elevated temperature-induced degradation (LeTID) of multicrystalline silicon solar cells. IEEE J. Photovolt. 2019, 9, 1497–1503. [Google Scholar] [CrossRef]
- Niewelt, T.; Schindler, F.; Kwapil, W.; Eberle, R.; Schon, J. Understanding the light-induced degradation at elevated temperatures: Similarities between multicrystalline and floatzone p-type silicon. Prog. Photovolt. Res. Appl. 2017, 26, 533–542. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Case 1 | Case 2 |
|---|---|---|
| Theoretical cell power (W) | 7.63~7.66 | 7.63~7.66 |
| Theoretical module power (W) | 549.36~551.52 | 549.36~551.52 |
| Actual module power (W) | 559.91~562.69 | 562.23~564.75 |
| CTM ratio (%) | 101.9~102.1% | 102.3–102.5% |
| Sample | η before infrared | η after infrared | Degradation Value | Degradation Ratio |
|---|---|---|---|---|
| 1 | 23.23 | 23.11 | 0.12 | 0.52% |
| 2 | 23.36 | 23.35 | 0.01 | 0.04% |
| 3 | 23.34 | 23.32 | 0.02 | 0.09% |
| 4 | 23.39 | 23.31 | 0.08 | 0.34% |
| 5 | 23.49 | 23.49 | 0 | 0.00% |
| 6 | 22.97 | 22.64 | 0.33 | 1.44% |
| 7 | 23.25 | 22.72 | 0.53 | 2.28% |
| 8 | 23.3 | 23.2 | 0.1 | 0.43% |
| 9 | 23.22 | 23.23 | −0.01 | −0.04% |
| 10 | 23.27 | 23.17 | 0.1 | 0.43% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, W.; Shen, H.; Zhang, X.; Pan, H. Method and Equipment for Reducing the Efficiency Degradation of Monocrystalline Passivated Emitter and Rear Cells. Energies 2024, 17, 1550. https://doi.org/10.3390/en17071550
Fan W, Shen H, Zhang X, Pan H. Method and Equipment for Reducing the Efficiency Degradation of Monocrystalline Passivated Emitter and Rear Cells. Energies. 2024; 17(7):1550. https://doi.org/10.3390/en17071550
Chicago/Turabian StyleFan, Weitao, Honglie Shen, Xin Zhang, and Hong Pan. 2024. "Method and Equipment for Reducing the Efficiency Degradation of Monocrystalline Passivated Emitter and Rear Cells" Energies 17, no. 7: 1550. https://doi.org/10.3390/en17071550
APA StyleFan, W., Shen, H., Zhang, X., & Pan, H. (2024). Method and Equipment for Reducing the Efficiency Degradation of Monocrystalline Passivated Emitter and Rear Cells. Energies, 17(7), 1550. https://doi.org/10.3390/en17071550