

Effect of Adding Halloysite to Different Solid Biomass Fuels on Combustion Process in a Small-Scale Domestic Retort Boiler


Abstract
1. Introduction
2. Materials and Methods
2.1. Fuel Preparation
- One-hundred-percent coniferous wood pellets, labeled as WP.
- One-hundred-percent rape straw pellets, labeled as RP.
- Mixed (50 wt%) coniferous/(50% wt%) rape pellet dust, labeled as MIX.
- One-hundred-percent coniferous wood pellets with halloysite, labeled as WPh.
- One-hundred-percent rape straw pellets with halloysite, labeled as RPh.
- Mixed, (50 wt%) coniferous/(50% wt%) rape straw pellets with halloysite, labeled as MIXh.
- EN ISO 18134—Moisture analysis [16].
- EN ISO 18123—Volatile matter analysis [17].
- EN ISO 18122—Ash analysis [18].
- EN ISO 16948—Carbon (C), hydrogen (H), nitrogen (N) [19].
- EN ISO 16994—S, Cl analysis [20].
- EN ISO 16967—K, Al, iron (Fe), sodium (Na), magnesium (Mg), calcium (Ca) analysis [21].
- EN ISO 18125—Higher heating value measurement [22].
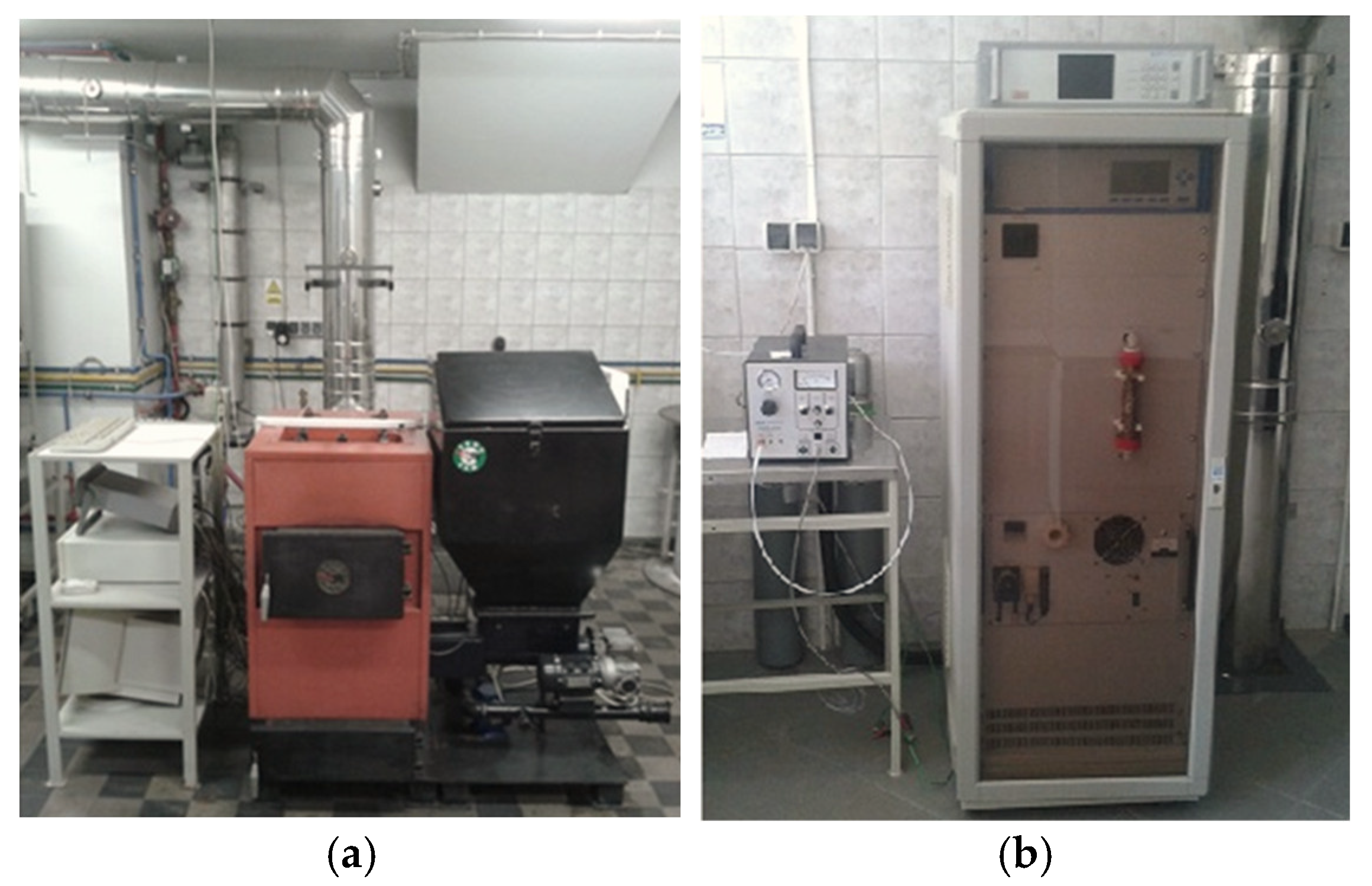
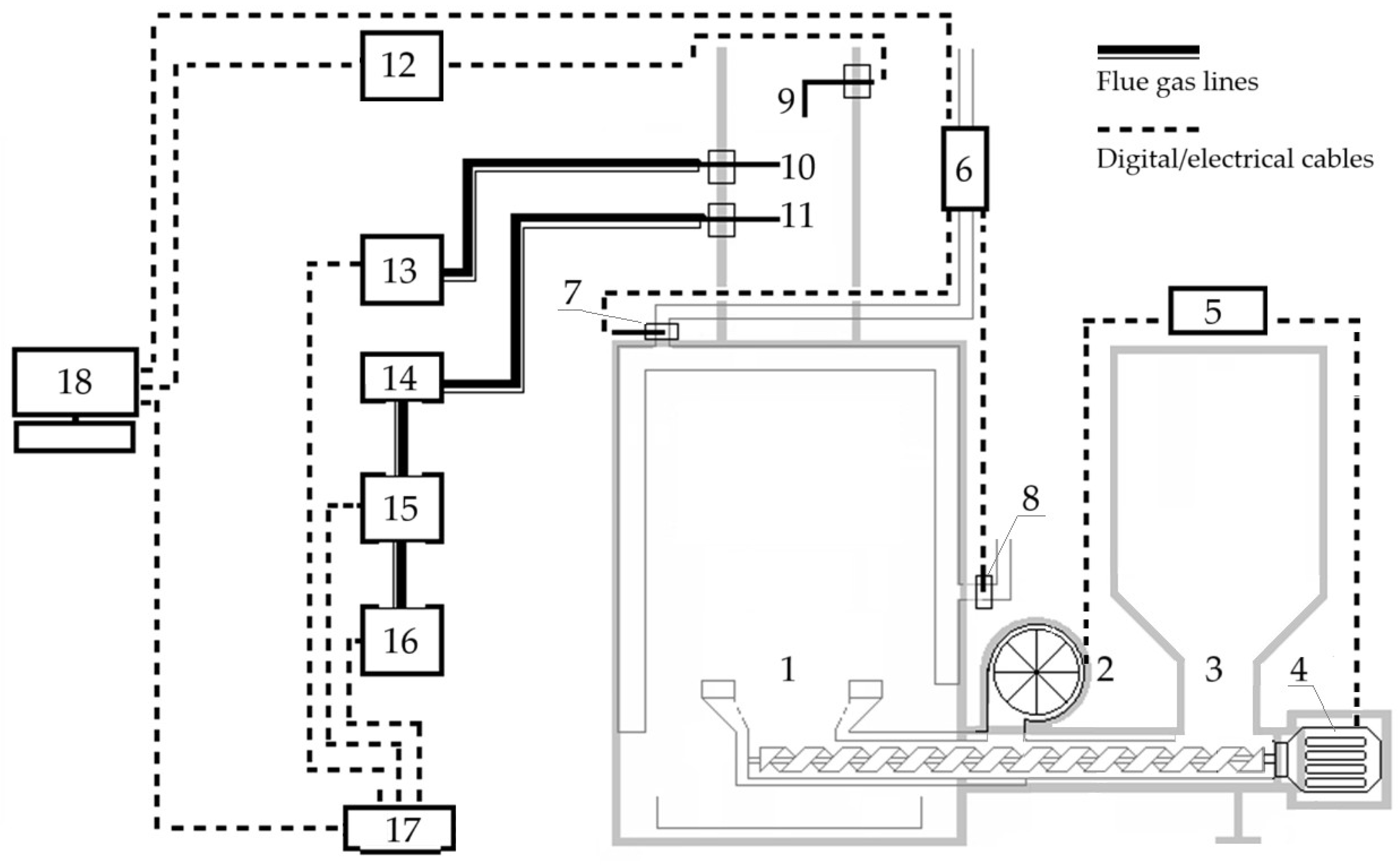
2.2. Experimental Setup
- Sick-Maihak N710, Maihak AG, Hamburg, Germany—oxygen (O2) concentration in flue gas.
- NGA2000, Fisher-Rosemount GmbH & Co., Hasselroth, Germany—concentration of CO, nitrogen oxides (NOx) and sulfur dioxide (SO2) in flue gas.
- Sick-Maihak MODEL 3006, Maihak AG, Hamburg, Germany—concentration of organic compounds (OGC) as C3H6 in flue gas.
- ZS10, ZAM, Kęty, Poland—concentration of TSP in flue gas.
2.3. Measurements
3. Results
4. Discussion
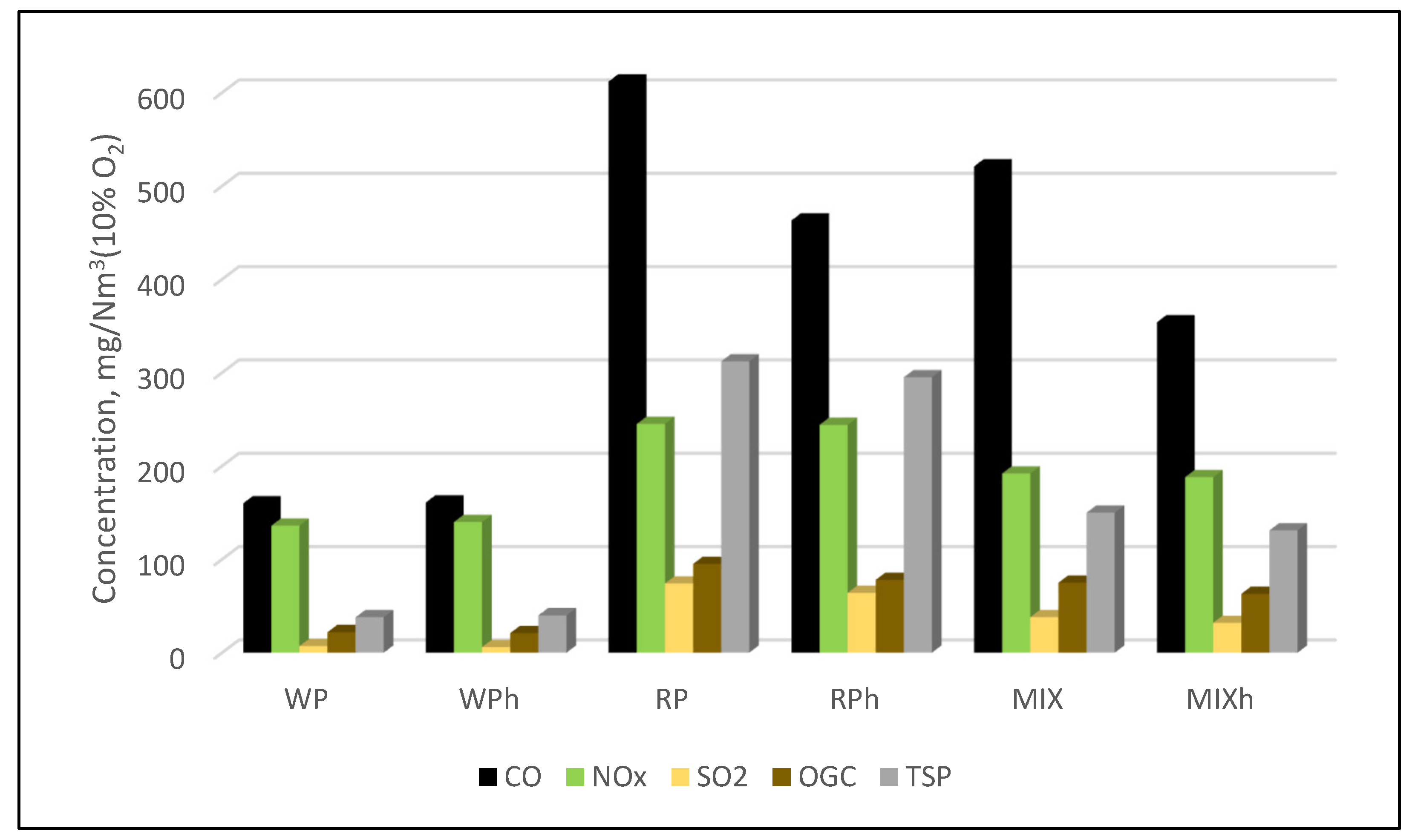
4.1. Flue Gas Composition
4.2. Ash Composition
5. Conclusions
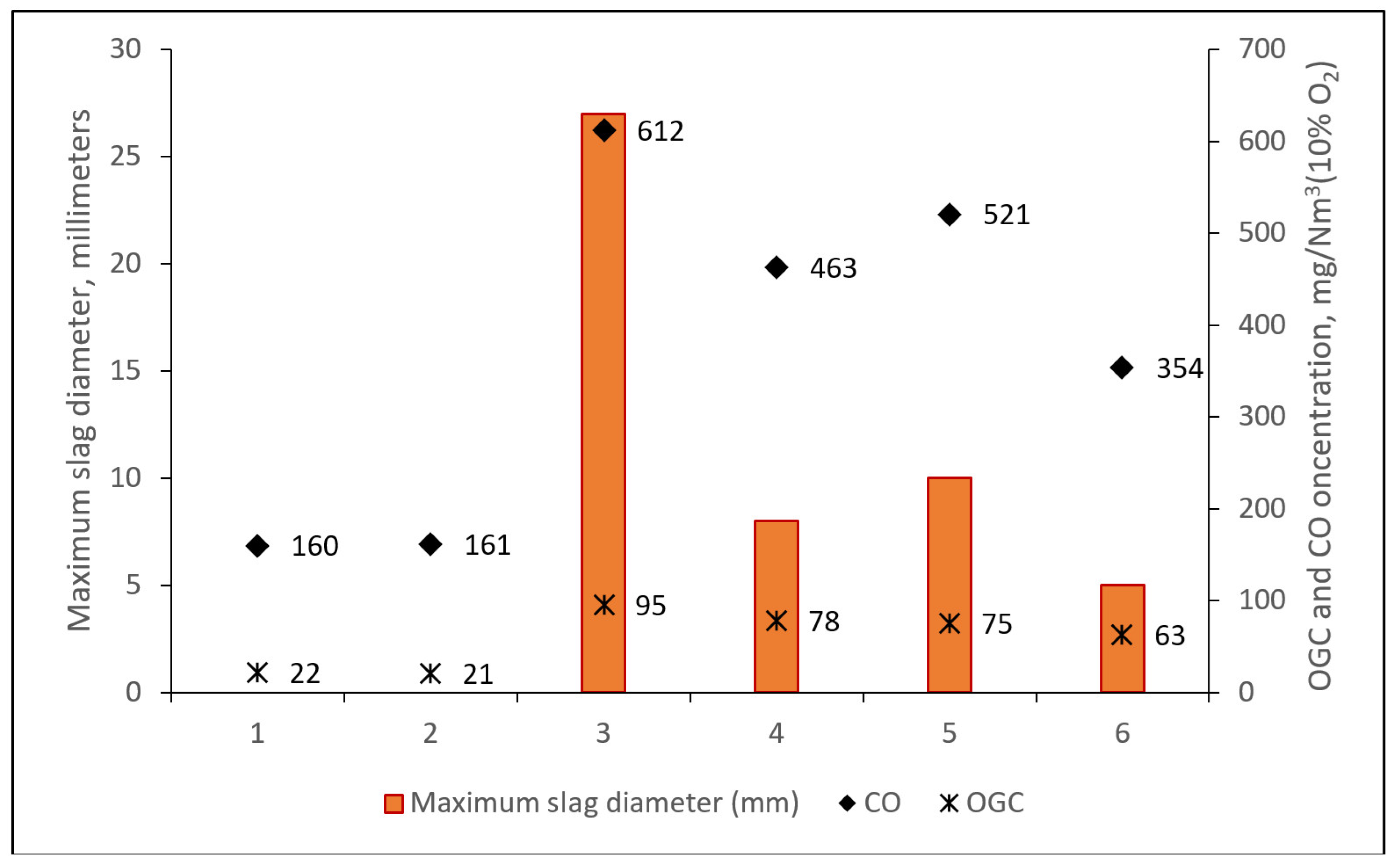
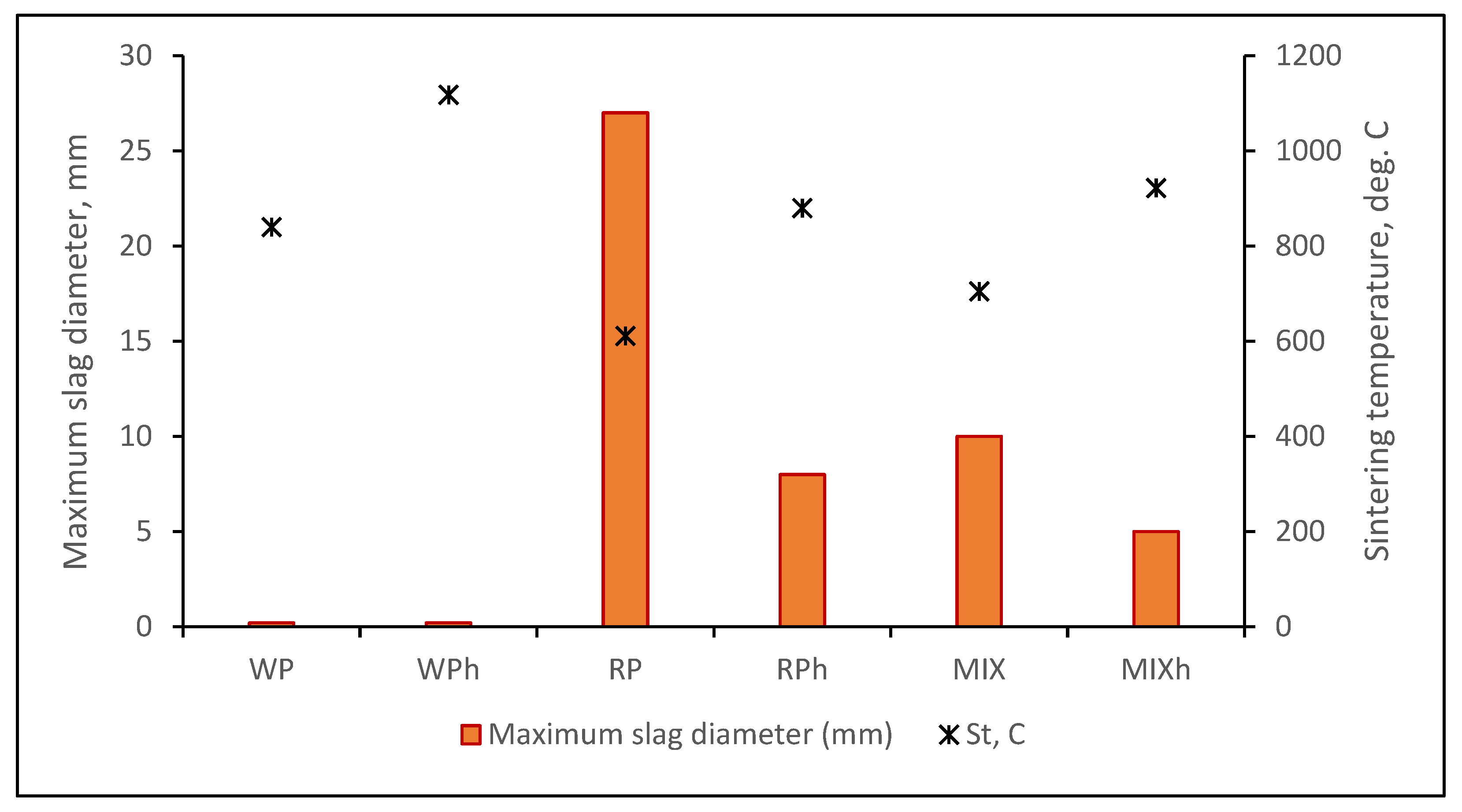
- Slagging: Slagging was reduced in the case of rape straw pellets and their blends, as the sintering temperature of the ash was increased due to the addition of halloysite.
- CO and OGC emissions: CO and OGC concentrations in the flue gas were reduced. This occurred due to the reduction during slagging, which improved air/fuel contact during combustion.
- TSP and SO2 emissions: Both TSP and SO2 concentrations in the flue gas were slightly reduced. The reduction in TSP may be linked to the lower KCl concentrations, as KCl can condense into fine particulate matter when combustion gases cool. For SO2, Al and Si in halloysite can capture SO2 under certain conditions, forming aluminum sulfates or calcium/aluminum/silicate/sulfates, which reduces SO2 concentrations.
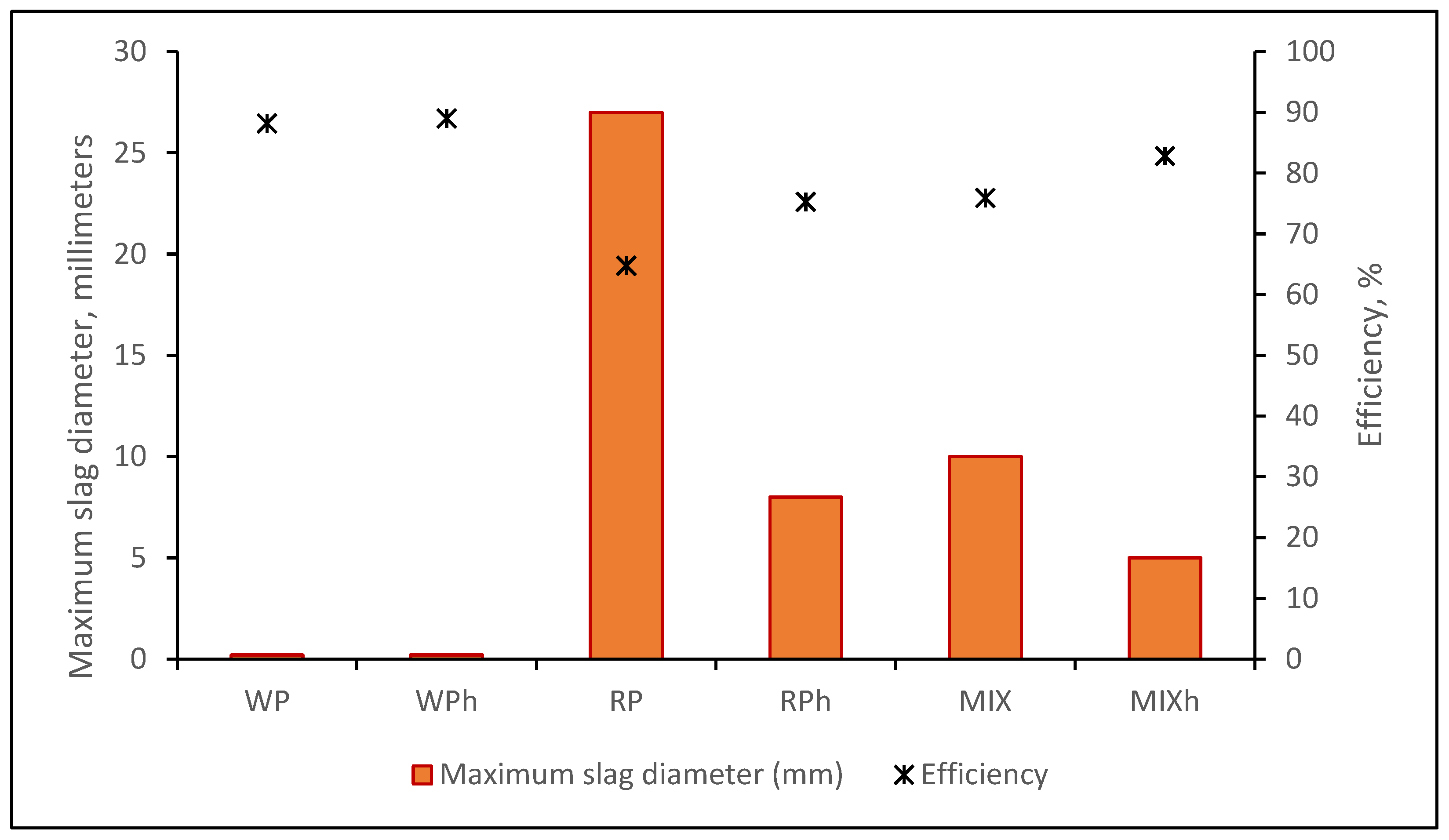
- Efficiency: Rape straw pellets with halloysite addition showed higher efficiency compared to pellets without it. This improvement was due to better air/fuel contact and enhanced heat exchange, achieved through a reduction in slagging and TSP emissions.
- Boiler corrosion: A lower KCl concentration in bottom ash and TSP can reduce the risk of corrosion. The KCl concentration serves as an indicator of corrosion potential, especially when direct observations of corrosion are not feasible due to the long timescales required for such studies.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lebendig, F.; Funcia, I.; Pérez-Vega, R.; Müller, M. Investigations on the Effect of Pre-Treatment of Wheat Straw on Ash-Related Issues in Chemical Looping Gasification (CLG) in Comparison with Woody Biomass. Energies 2022, 15, 3422. [Google Scholar] [CrossRef]
- Wang, C.; Hu, K.; Liu, Y.; Zhang, M.-R.; Wang, Z.; Li, Z. Chlorine Corrosion in a Low-Power Boiler Fired with Agricultural Biomass. Materials 2021, 15, 1955. [Google Scholar] [CrossRef]
- Maj, I.; Matus, K. Aluminosilicate Clay Minerals: Kaolin, Bentonite, and Halloysite as Fuel Additives for Thermal Conversion of Biomass and Waste. Energies 2023, 16, 4359. [Google Scholar] [CrossRef]
- Mroczek, K.; Kalisz, S.; Pronobis, M.; Sołtys, J. The effect of halloysite additive on operation of boilers firing agricultural biomass. Fuel Process. Technol. 2011, 92, 845–855. [Google Scholar] [CrossRef]
- Carroll, J.; Finnan, J. Emissions and efficiencies from the combustion of agricultural feedstock pellets using a small scale tilting grate boiler. Biosyst. Eng. 2013, 115, 50–55. [Google Scholar] [CrossRef]
- Juszczak, M.; Lossy, K. Pollutant emission from a heat station supplied with agricultural biomass and wood pellet mixture. Chem. Process Eng. 2012, 33, 231–242. [Google Scholar] [CrossRef]
- Kuptz, D.; Kuchler, C.; Rist, E.; Eickenscheidt, T.; Mack, R.; Schön, C.; Drösler, M.; Hartmann, H. Combustion behaviour and slagging tendencies of pure, blended and kaolin additivated biomass pellets from fen paludicultures in two small-scale boilers < 30 kW. Biomass Bioenergy 2022, 164, 106532. [Google Scholar] [CrossRef]
- PN-EN 303-5; Heating Boilers—Part 5: Heating Boilers for Solid Fuels, Hand and Automatically Fired, Nominal Heat Output of up to 500 kW—Terminology, Requirements, Testing, and Marking. This Standard Specifies Requirements for Solid Fuel Heating Boilers with a Nominal Heat Output up to 500 kW. It Covers Both Manually and Automatically Fired Boilers, Focusing on Aspects such as Terminology, Safety, Design, Performance, and Testing Methods. European Standard: Brussels, Belgium, 2021.
- PN-EN 303-6; Heating Boilers—Part 6: Heating Boilers with Forced Draught Burners—Specific Requirements for the Domestic Hot Water Operation of Combination Boilers with Atomizing Oil Burners of Nominal Heat Input not Exceeding 70 kW. This Standard Addresses Boilers Equipped with Forced Draught Burners. It Outlines Specific Requirements for the Domestic Hot Water Function of Combination Boilers Using Atomizing Oil Burners with a Nominal Heat Input Not Exceeding 70 kW. European Standard: Brussels, Belgium, 2019.
- EN 14961; Solid Biofuels-Fuel Specifications and Classes-Part 1: General Requirements. European Standard: Brussels, Belgium, 2010.
- EN 17225; Solid Biofuels-Fuel Specifications and Classes-Part 1: General Requirements. European Standard: Brussels, Belgium, 2021.
- Shang, L.; Nielsen, N.P.K.; Stelte, W.; Dahl, J.; Ahrenfeldt, J.; Holm, J.K.; Arnavat, M.P.; Bach, L.S.; Henriksen, U.B. Lab and Bench-Scale Pelletization of Torrefied Wood Chips—Process Optimization and Pellet Quality. BioEnergy Res. 2014, 7, 87–94. [Google Scholar] [CrossRef]
- Jekayinfa, S.O.; Ola, F.A.; Akande, F.B.; Adesokan, M.A.; Abdulsalam, I.A. Modification and Performance Evaluation of a Biomass Pelleting Machine. AgriEngineering 2024, 5, 2214–2228. [Google Scholar] [CrossRef]
- Wejkowski, R.; Kalisz, S.; Tymoszuk, M.; Ciukaj, S.; Maj, I. Full-Scale Investigation of Dry Sorbent Injection for NOx Emission Control and Mercury Retention. Energies 2021, 14, 7787. [Google Scholar] [CrossRef]
- Wnorowska, J.; Ciukaj, S.; Kalisz, S. Thermogravimetric Analysis of Solid Biofuels with Additive under Air Atmosphere. Energies 2021, 14, 2257. [Google Scholar] [CrossRef]
- EN ISO 18134; Solid Biofuels—Determination of Moisture Content Using the Oven Dry Method-Part 1: Total Moisture—Reference Method. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2015.
- EN ISO 18123; Solid Biofuels—Determination of Volatile Matter. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2015.
- EN ISO 18122; Solid Biofuels—Determination of Ash Content. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2015.
- EN ISO 16948; Solid Biofuels—Determination of Total Content of Carbon, Hydrogen, and Nitrogen—Instrumental Methods. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2015.
- EN 16994; Solid Biofuels—Determination of Total Content of Sulfur and Chlorine. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2016.
- EN ISO 16967; Solid Biofuels—Determination of Major Elements—Al, Ca, Fe, Mg, P, K, Si, Na, Ti. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2015.
- EN ISO 18125; Solid Biofuels—Determination of Calorific Value. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2017.
- Wang, H.; Zhou, T.; Tan, X.; Hu, N.; Wang, Y.; Yang, H.; Zhang, M. Experimental study on the sintering characteristics of biomass ash. Fuel 2024, 356, 129586. [Google Scholar] [CrossRef]
- ISO 2050; Potassium Chloride for Industrial Use—Determination of Potassium Content—Flame Emission Spectrophotometric Method. Organization for Standardization (ISO): Geneva, Switzerland, 1976.
- EN ISO 21404; Solid Biofuels—Determination of Ash Melting Behaviour. Organization for Standardization (ISO) in collaboration with the European Committee for Standardization (CEN): Brussels, Belgium, 2020.
- Ma, W.; Ma, C.; Liu, X.; Gu, T.; Thengane, S.K.; Bourtsalas, A.; Chen, G. NOx formation in fixed-bed biomass combustion: Chemistry and modeling. Fuel 2021, 290, 9–11. [Google Scholar] [CrossRef]
- Yanik, J.; Duman, G.; Karlström, O.; Brink, A. NO and SO2 emissions from combustion of raw and torrefied biomasses and their blends with lignite. J. Environ. Manag. 2018, 227, 155–161. [Google Scholar] [CrossRef]
- Atyaksheva, L.F.; Kasyanov, I.A. Halloysite, Natural Aluminosilicate. Pet. Chem. 2021, 61, 932–950. [Google Scholar] [CrossRef]
- Hardy, T.; Kordylewski, W.; Mościcki, K. Use of aluminosilicate sorbents to control KCl vapors in biomass combustion gases. J. Power Technol. 2013, 93, 37–43. [Google Scholar]
- Collado, R.; Monedero, E.; Casero-Alonso, V.M.; Rodríguez-Aragón, L.J.; Hernández, J.J. Almond Shells and Exhausted Olive Cake as Fuels for Biomass Domestic Boilers: Optimization, Performance and Pollutant Emissions. Sustainability 2022, 14, 7271. [Google Scholar] [CrossRef]
- Król, K.; Nowak-Woźny, D.; Moroń, W. Study of Ash Sintering Temperature and Ash Deposition Behavior during Co-Firing of Polish Bituminous Coal with Barley Straw Using Non-Standard Tests. Energies 2023, 16, 4424. [Google Scholar] [CrossRef]
- Shahabuddin, M.; Bhattacharya, S.; Srivatsa, S.C. Co-slagging characteristics of coal and biomass ashes considering entrained flow slagging gasifier. Biomass Convers. Biorafinery 2023, 13, 1681–1690. [Google Scholar] [CrossRef]
- Selvakumaran, P.; Bakthavatsalam, A.K. Effect of chemical composition of ash on sintering of lignites in circulating fluid bed combustion and successful operation of large CFBC boilers. Appl. Therm. Eng. 2015, 85, 135–147. [Google Scholar] [CrossRef]
- Mörtenkötter, H.; Kulkarni, M.; Fuchs, L.; Kerscher, F.; Fendt, S.; Spliethoff, H. Effects of aluminosilicate-based additives on potassium release and ash melting during biomass combustion. Fuel 2024, 374, 132471. [Google Scholar] [CrossRef]
- Elsebaie, A.; Zhu, M.; Al-Abdeli, Y.M. Fouling and Slagging Characteristics during Co-Combustion of Coal and Biomass. Energies 2024, 16, 8584. [Google Scholar] [CrossRef]
- Zhang, F.; Hou, X.; Xue, X.; Ren, J.; Dong, L.; Wei, X.; Jian, L.; Deng, L. Release Characteristics of Potassium during Biomass Combustion. Energies 2023, 16, 4107. [Google Scholar] [CrossRef]
- Abioye, K.J.; Harun, N.Y.; Saeed, A.A.H. A Brief Review of Solving Biomass Ash Deposition with Aluminum-Silicate Based Additives and Future Perspective of Kaolin. Chem. Eng. Trans. 2023, 98, 27–30. [Google Scholar] [CrossRef]
- Arcadi, A.; Morlacci, V.; Palombi, L. Fouling and Slagging Investigation on Ash Derived from Sasol Coal Using ICP and XRF Analytical Techniques. Appl. Sci. 2022, 12, 11560. [Google Scholar] [CrossRef]
- Zeng, T.; Mlonka-Mędrala, A.; Lenz, V.; Nelles, M. Evaluation of bottom ash slagging risk during combustion of herbaceous and woody biomass fuels in a small-scale boiler by principal component analysis. Biomass Convers. Biorefinery 2021, 11, 1211–1229. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter and Unit | WP | WPh | RP | RPh | MIX | MIXh |
|---|---|---|---|---|---|---|
| Moisture, Mwb * [%] | 8.95 ± 0.25 | 8.99 ± 0.28 | 9.11 ± 0.26 | 9.20 ± 0.22 | 9.08 ± 0.21 | 9.20 ± 0.22 |
| Volatile matter, VMdb [%] | 76.52 ± 0.18 | 75.83 ± 0.16 | 81.02 ± 0.18 | 79.68 ± 0.20 | 78.44 ± 0.16 | 77.51 ± 0.17 |
| Fixed carbon, FCdb * [%] | 22.05 ± 0.24 | 21.45 ± 0.23 | 12.84 ± 0.23 | 12.19 ± 0.23 | 18.34 ± 0.25 | 18.13 ± 0.24 |
| Ash, Adb [%] | 1.43 ± 0.14 | 2.72 ± 0.15 | 6.14 ± 0.21 | 8.13 ± 0.21 | 3.22 ± 0.20 | 4.36 ± 0.21 |
| Cdaf * [%] | 50.87 ± 0.45 | 48.88 ± 0.49 | 43.22 ± 0.42 | 41.20 ± 0.41 | 48.01 ± 0.40 | 47.98 ± 0.42 |
| Hdaf [%] | 6.01 ± 0.12 | 5.71 ± 0.12 | 5.46 ± 0.18 | 5.45 ± 0.19 | 5.88 ± 0.20 | 5.85 ± 0.21 |
| Ndaf [%] | 0.75 ± 0.10 | 0.76 ± 0.10 | 1.25 ± 0.16 | 1.25 ± 0.15 | 0.99 ± 0.12 | 0.93 ± 0.11 |
| Sdaf [%] | 0.11 ± 0.05 | 0.10 ± 0.06 | 0.57 ± 0.06 | 0.58 ± 0.07 | 0.29 ± 0.06 | 0.30 ± 0.05 |
| Cldaf [%] | 0.03 ± 0.002 | 0.03 ± 0.002 | 0.85 ± 0.04 | 0.83 ± 0.04 | 0.51 ± 0.03 | 0.54 ± 0.03 |
| Odaf [%] ** | 42.13 ± 0.33 | 42.06 ± 0.32 | 48.65 ± 0.35 | 48.69 ± 0.32 | 44.33 ± 0.33 | 44.40 ± 0.32 |
| HHVdb [MJ/kg] | 17.39 ± 0.11 | 17.38 ± 0.11 | 14.52 ± 0.09 | 14.51 ± 0.08 | 16.13 ± 0.10 | 16.15 ± 0.09 |
| K [ppm] | 1980 ± 25 | 1985 ± 25 | 18522 ± 56 | 18487 ± 70 | 11218 ± 42 | 11287 ± 50 |
| Al [ppm] | 190 ± 10 | 184 ± 11 | 323 ± 15 | 330 ± 16 | 258 ± 14 | 264 ± 14 |
| Fe [ppm] | 381 ± 12 | 377 ± 14 | 1811 ± 31 | 1831 ± 28 | 1167 ± 20 | 1122 ± 26 |
| Na [ppm] | 52 ± 5 | 56 ± 5 | 399 ± 10 | 405 ± 11 | 240 ± 10 | 231 ± 8 |
| Mg [ppm] | 594 ± 14 | 602 ± 15 | 1002 ± 20 | 998 ± 23 | 794 ± 18 | 805 ± 18 |
| Ca [ppm] | 3207 ± 31 | 3199 ± 31 | 7007 ± 30 | 6999 ± 36 | 5320 ± 30 | 5279 ± 27 |
| Parameter and Unit | WP | WPh | RP | RPh | MIX | MIXh |
|---|---|---|---|---|---|---|
| O2 [%] | 7.92 ± 0.33 | 8.01 ± 0.31 | 8.00 ± 0.36 | 7.97 ± 0.32 | 7.99 ± 0.29 | 8.03 ± 0. 39 |
| CO [mg/Nm3(10% O2)] | 160 ± 3.54 | 161 ± 4.24 | 612 ± 5.65 | 463 ± 4.18 | 521 ± 6.18 | 354 ± 7.13 |
| NOx [mg/Nm3(10% O2)] | 136 ± 3.42 | 140 ± 3.53 | 245 ± 4.02 | 244 ± 3.77 | 192 ± 2.98 | 188 ± 3,44 |
| SO2 [mg/Nm3(10% O2)] | 7 ± 1.12 | 6 ± 1.40 | 74 ± 2.12 | 64 ± 2.25 | 38 ± 1.87 | 32 ± 1.95 |
| OGC [mg/Nm3(10% O2)] | 22 ± 2.12 | 21 ± 1.98 | 95 ± 2.35 | 78 ± 2.14 | 75 ± 2.12 | 63 ± 1.92 |
| TSP [mg/Nm3(10% O2) *] | 40 ± 1.41 | 38 ± 1.41 | 312 ± 1.62 | 285 ± 1.39 | 150 ± 1.44 | 131 ± 1.56 |
| Power output [kW] | 25.03 ± 0.22 | 25.01 ± 0.14 | 24.98 ± 0.23 | 24.99 ± 0.27 | 24.99 ± 0.31 | 25.02 ± 0.26 |
| Boiler efficiency [% **] | 88.18 ± 0.53 | 89.01 ± 0.22 | 64.74 ± 0.35 | 75.28 ± 0.25 | 75.93 ± 0.41 | 82.83 ± 0.41 |
| Parameter and Unit | WP | WPh | RP | RPh | MIX | MIXh |
|---|---|---|---|---|---|---|
| KCl in TSP [ppm] | <10 | <10 | 41 ± 5 | 15 ± 3 | 27 ± 4 | 11 ± 3 |
| KCl in bottom ash [ppm] | <10 | <10 | 48 ± 5 | 21 ± 4 | 33 ± 4 | 10 ± 3 |
| St of bottom ash [°C] | 840 ± 10 | 1018 ± 10 | 611 ± 5 | 880 ± 7 | 705 ± 7 | 922 ± 5 |
| Slag diameter [mm] | <1 | <1 | 10–27 | 3–8 | 4–11 | 1–5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chabiński, M.; Szlęk, A. Effect of Adding Halloysite to Different Solid Biomass Fuels on Combustion Process in a Small-Scale Domestic Retort Boiler. Energies 2024, 17, 6287. https://doi.org/10.3390/en17246287
Chabiński M, Szlęk A. Effect of Adding Halloysite to Different Solid Biomass Fuels on Combustion Process in a Small-Scale Domestic Retort Boiler. Energies. 2024; 17(24):6287. https://doi.org/10.3390/en17246287
Chicago/Turabian StyleChabiński, Michał, and Andrzej Szlęk. 2024. "Effect of Adding Halloysite to Different Solid Biomass Fuels on Combustion Process in a Small-Scale Domestic Retort Boiler" Energies 17, no. 24: 6287. https://doi.org/10.3390/en17246287
APA StyleChabiński, M., & Szlęk, A. (2024). Effect of Adding Halloysite to Different Solid Biomass Fuels on Combustion Process in a Small-Scale Domestic Retort Boiler. Energies, 17(24), 6287. https://doi.org/10.3390/en17246287