
Highly Efficient Process for Producing a Jet-A1 Biofuel Component Through Hydroprocessing Soybean Oil over Ni and Pt Catalysts

 , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
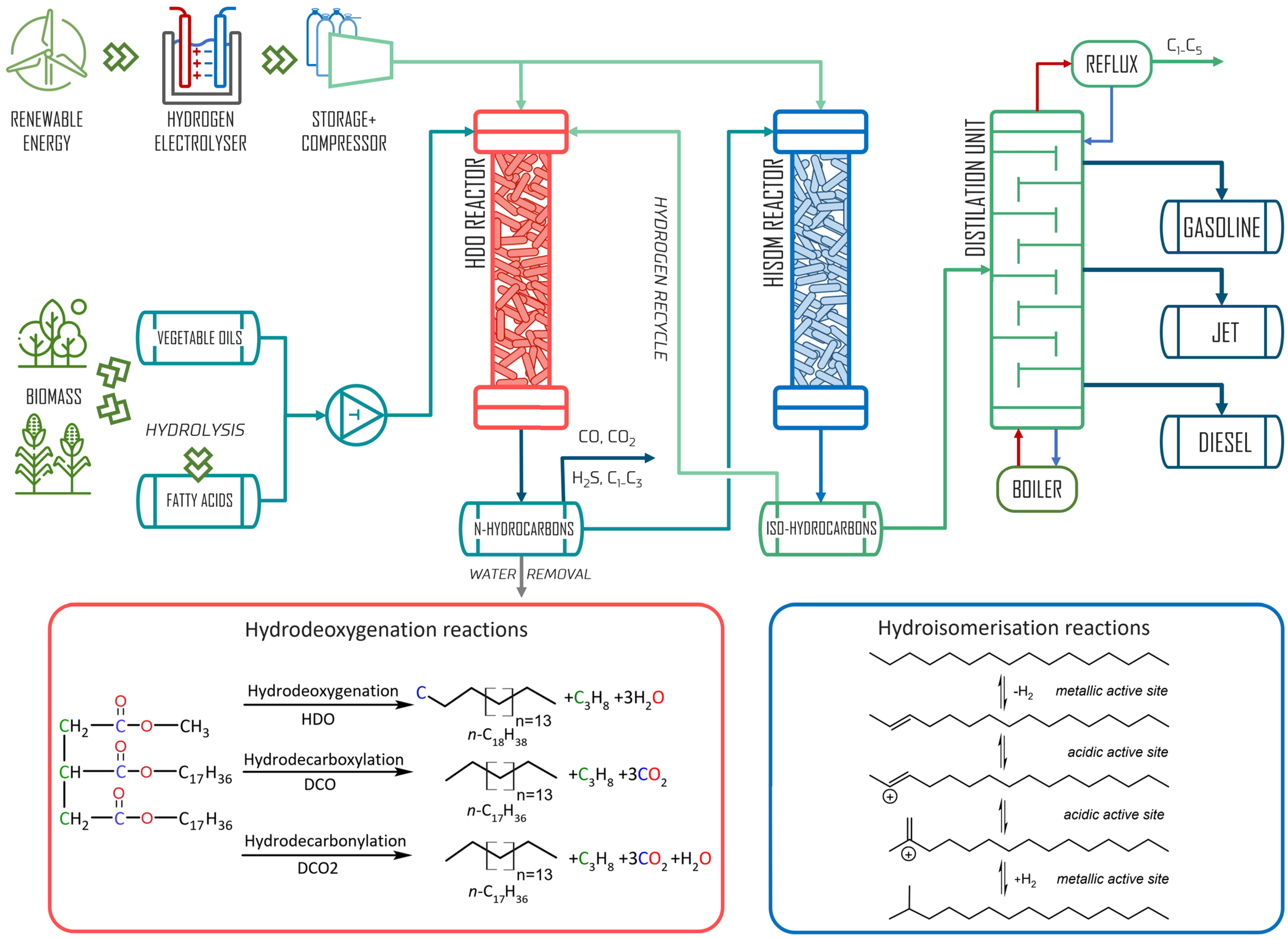
2.2. Hydrodeoxygenation Process
2.3. Synthesis of Hydroisomerization Catalyst
2.4. Hydroisomerization Process
2.5. Catalyst Characterization
2.5.1. Low-Temperature Nitrogen Adsorption Method
2.5.2. Inductively Coupled Plasma–Optical Emission Spectroscopy (ICP-OES)
2.5.3. Thermogravimetry
3. Results
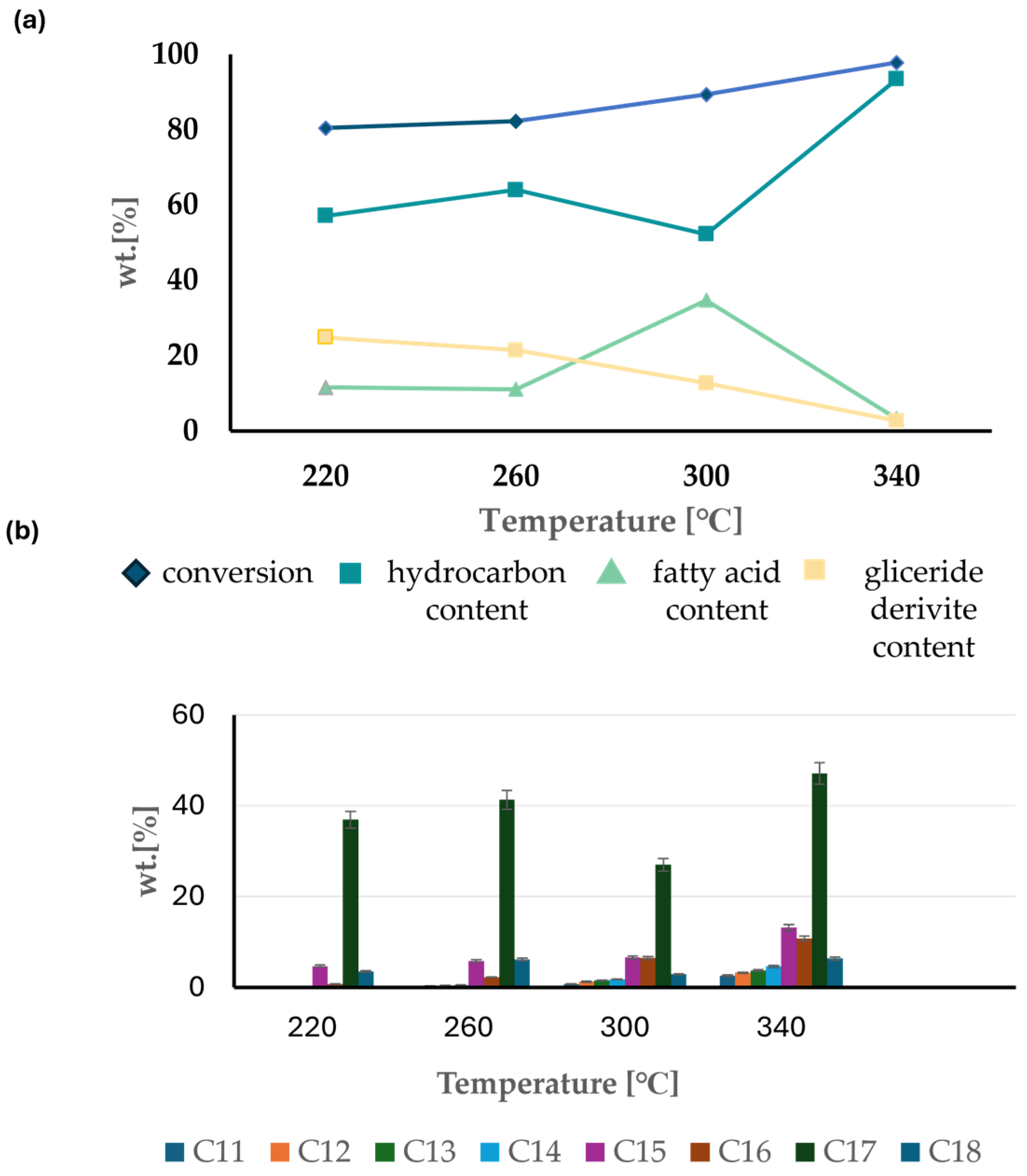
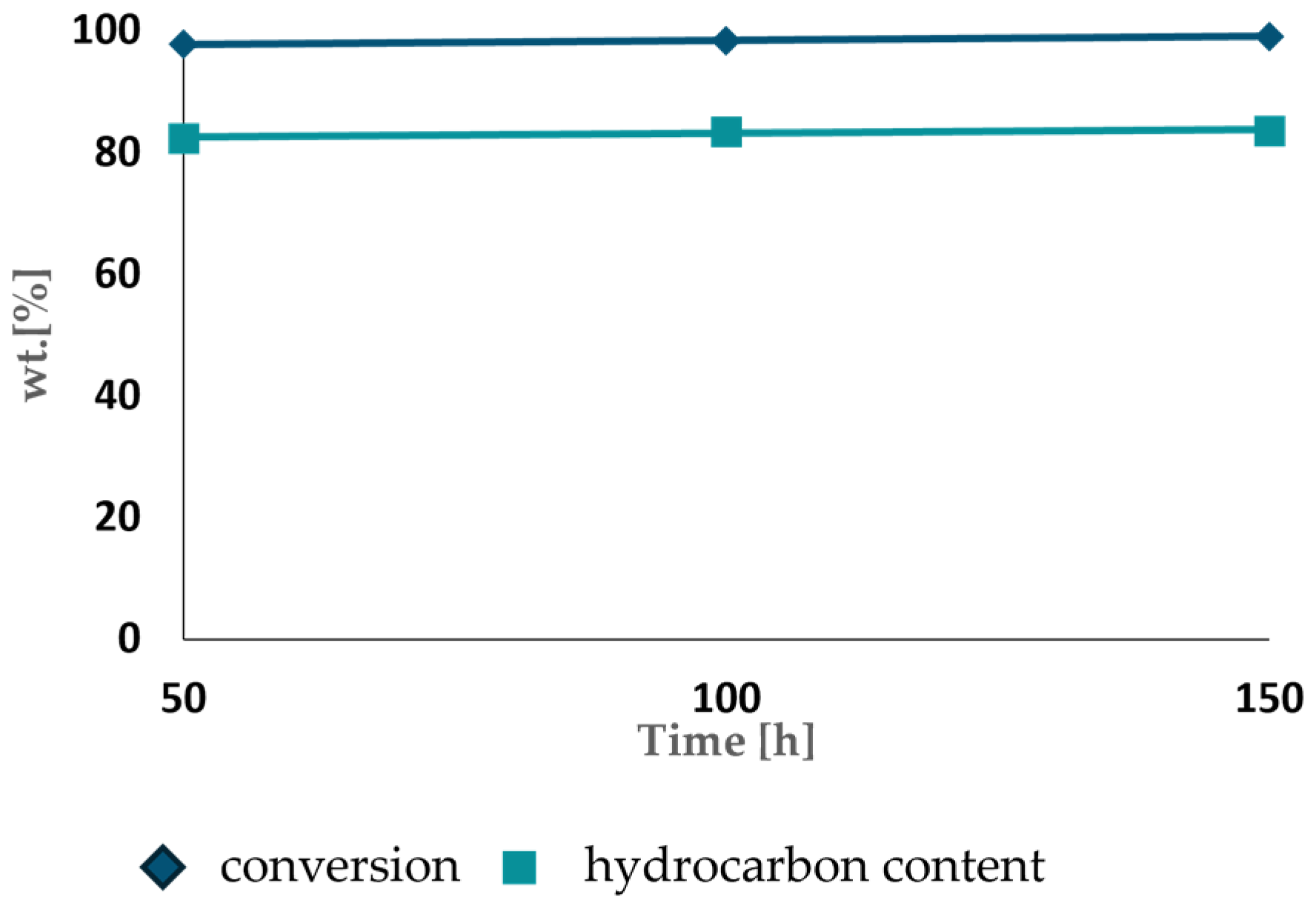
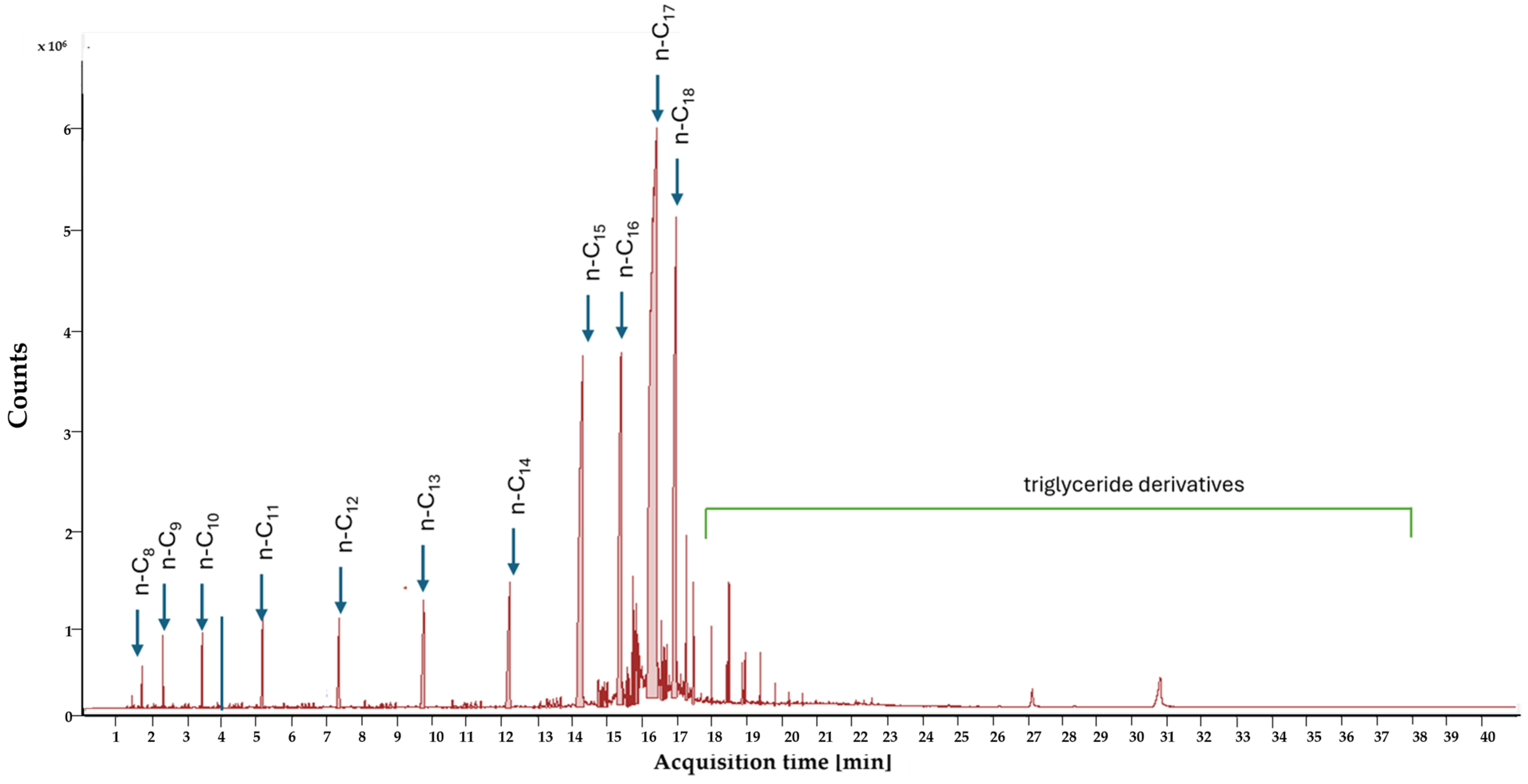
3.1. Hydrodeoxygenation of Degummed Soybean Oil
3.2. Hydroisomerization of Hydrocarbons Fraction
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- IEA. Aviation. 2022. Available online: https://www.iea.org/energy-system/transport/aviation (accessed on 1 October 2024).
- Scheelhaase, J.; Grimme, W.; Maertens, S. EU Trilogue Results for the Aviation Sector—Key Issues and Expected Impacts. Transp. Res. Procedia 2024, 78, 206–214. [Google Scholar] [CrossRef]
- Abrantes, I.; Ferreira, A.F.; Silva, A.; Costa, M. Sustainable Aviation Fuels and Imminent Technologies—CO2 Emissions Evolution towards 2050. J. Clean. Prod. 2021, 313, 127937. [Google Scholar] [CrossRef]
- Główka, M.; Wójcik, J.; Boberski, P.; Białecki, T.; Gawron, B.; Skolniak, M.; Suchocki, T. Sustainable Aviation Fuel—Comprehensive Study on Highly Selective Isomerization Route towards HEFA Based Bioadditives. Renew. Energy 2024, 220, 119696. [Google Scholar] [CrossRef]
- Richter, S.; Kukkadapu, G.; Westbrook, C.K.; Braun-Unkhoff, M.; Naumann, C.; Köhler, M.; Riedel, U. A Combined Experimental and Modeling Study of Combustion Properties of an Isoparaffinic Alcohol-to-Jet Fuel. Combust. Flame 2022, 240, 111994. [Google Scholar] [CrossRef]
- Goh, B.H.H.; Chong, C.T.; Ong, H.C.; Seljak, T.; Katrašnik, T.; Józsa, V.; Ng, J.-H.; Tian, B.; Karmarkar, S.; Ashokkumar, V. Recent Advancements in Catalytic Conversion Pathways for Synthetic Jet Fuel Produced from Bioresources. Energy Convers. Manag. 2022, 251, 114974. [Google Scholar] [CrossRef]
- Lim, J.H.K.; Gan, Y.Y.; Ong, H.C.; Lau, B.F.; Chen, W.H.; Chong, C.T.; Ling, T.C.; Klemeš, J.J. Utilization of Microalgae for Bio-Jet Fuel Production in the Aviation Sector: Challenges and Perspective. Renew. Sustain. Energy Rev. 2021, 149, 111396. [Google Scholar] [CrossRef]
- Chevron Renewable Energy Group. Available online: https://www.regi.com/about (accessed on 28 September 2024).
- Weiss, K.R. Sustainable Aviation Fuels (SAF). Available online: https://www.icao.int/Meetings/Stocktaking2020/Documents/ICAO%20Stocktaking%202020%20-%203.3.7%20-%20Kevin%20Weiss.pdf (accessed on 1 October 2024).
- Del Paggio, A. IH2* Technology. 2018. Available online: https://bioenergyinternational.com/wp-content/uploads/2018/09/6.Alan_Del-Paggio.pdf (accessed on 1 October 2024).
- Shahabuddin, M.; Alam, M.T.; Krishna, B.B.; Bhaskar, T.; Perkins, G. A Review on the Production of Renewable Aviation Fuels from the Gasification of Biomass and Residual Wastes. Bioresour. Technol. 2020, 312, 123596. [Google Scholar] [CrossRef] [PubMed]
- de Klerk, A.; Chauhan, G.; Halmenschlager, C.; Link, F.; Montoya Sánchez, N.; Gartley, B.; El-Sayed, H.E.M.; Sehdev, R.; Lehoux, R. Sustainable Aviation Fuel: Pathways to Fully Formulated Synthetic Jet Fuel via Fischer–Tropsch Synthesis. Energy Sci. Eng. 2024, 12, 394–409. [Google Scholar] [CrossRef]
- van Dyk, S.; Saddler, J. Progress in Commercialization of Biojet/Sustainable Aviation Fuels (SAF): Technologies and Policies; IEA Bioenergy: Task 39; IEA Bioenergy: Paris, France, 2024; ISBN 9791280907363. [Google Scholar]
- Peters, M.A.; Alves, C.T.; Onwudili, J.A. A Review of Current and Emerging Production Technologies for Biomass-Derived Sustainable Aviation Fuels. Energies 2023, 16, 6100. [Google Scholar] [CrossRef]
- Ameen, M.; Azizan, M.T.; Yusup, S.; Ramli, A.; Yasir, M. Catalytic Hydrodeoxygenation of Triglycerides: An Approach to Clean Diesel Fuel Production. Renew. Sustain. Energy Rev. 2017, 80, 1072–1088. [Google Scholar] [CrossRef]
- Nepomniashchii, A.A.; Buluchevskiy, E.A.; Yurpalov, V.L.; Drozdov, V.A.; Lavrenov, A.V. Hydrodeoxygenation of Vegetable Oil on M/WO3-Al2O3 (M = NiMo, Pt, Pd, Ni) Catalysts for Producing Biofuels. AIP Conf. Proc. 2020, 2301, 020002. [Google Scholar] [CrossRef]
- Yoosuk, B.; Sanggam, P.; Wiengket, S.; Prasassarakich, P. Hydrodeoxygenation of Oleic Acid and Palmitic Acid to Hydrocarbon-like Biofuel over Unsupported Ni-Mo and Co-Mo Sulfide Catalysts. Renew. Energy 2019, 139, 1391–1399. [Google Scholar] [CrossRef]
- Dabbawala, A.A.; Elmutasim, O.; Baker, M.A.; Siakavelas, G.; Anjum, D.H.; Charisiou, N.D.; Hinder, S.J.; Munro, C.J.; Gacesa, M.; Goula, M.A.; et al. Toward Maximizing the Selectivity of Diesel-like Hydrocarbons from Oleic Acid Hydrodeoxygenation Using Ni/Co-Al2O3 Embedded Mesoporous Silica Nanocomposite Catalysts: An Experimental and DFT Approach. Appl. Surf. Sci. 2023, 640, 158294. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, Y.; Zhao, J.; Gou, J.; Sun, K.; Liu, C. Zinc-Modified Pt/SAPO-11 for Improving the Isomerization Selectivity to Dibranched Alkanes. Cuihua Xuebao/Chin. J. Catal. 2017, 38, 509–517. [Google Scholar] [CrossRef]
- Veriansyah, B.; Han, J.Y.; Kim, S.K.; Hong, S.-A.; Kim, Y.J.; Lim, J.S.; Shu, Y.-W.; Oh, S.-G.; Kim, J. Production of Renewable Diesel by Hydroprocessing of Soybean Oil: Effect of Catalysts. Fuel 2012, 94, 578–585. [Google Scholar] [CrossRef]
- Hengsawad, T.; Srimingkwanchai, C.; Butnark, S.; Resasco, D.E.; Jongpatiwut, S. Effect of Metal-Acid Balance on Hydroprocessed Renewable Jet Fuel Synthesis from Hydrocracking and Hydroisomerization of Biohydrogenated Diesel over Pt-Supported Catalysts. Ind. Eng. Chem. Res. 2018, 57, 1429–1440. [Google Scholar] [CrossRef]
- Brandão, R.D.; de Freitas Júnior, A.M.; Oliveira, S.C.; Suarez, P.A.Z.; Prauchner, M.J. The Conversion of Coconut Oil into Hydrocarbons within the Chain Length Range of Jet Fuel. Biomass Convers. Biorefin. 2021, 11, 837–847. [Google Scholar] [CrossRef]
- ASTM D7566-22; Standard Specification for Aviation Turbine Fuel Containing Synthesized Hydrocarbons. ASTM International: West Conshohocken, PA, USA, 2022.
- Fan, X.; Burton, R.; Austic, G. Conversion of Degummed Soybean Oil to Biodiesel: Optimization of Degumming Methods and Evaluation of Fuel Properties. Int. J. Green Energy 2010, 7, 593–599. [Google Scholar] [CrossRef]
- More, N.S.; Gogate, P.R. Intensified Degumming of Crude Soybean Oil Using Cavitational Reactors. J. Food Eng. 2018, 218, 33–43. [Google Scholar] [CrossRef]
- Talpur, M.Y.; Sherazi, S.T.H.; Mahesar, S.A.; Kandhro, A.A. Effects of Chicken Frying on Soybean, Sunflower and Canola Oils. Pak. J. Anal. Environ. Chem. 2009, 10, 59–66. [Google Scholar]
- Arun, N.; Sharma, R.V.; Dalai, A.K. Green Diesel Synthesis by Hydrodeoxygenation of Bio-Based Feedstocks: Strategies for Catalyst Design and Development. Renew. Sustain. Energy Rev. 2015, 48, 240–255. [Google Scholar] [CrossRef]
- Chen, S.; Zhou, G.; Miao, C. Green and Renewable Bio-Diesel Produce from Oil Hydrodeoxygenation: Strategies for Catalyst Development and Mechanism. Renew. Sustain. Energy Rev. 2019, 101, 568–589. [Google Scholar] [CrossRef]
- Li, T.; Cheng, J.; Huang, R.; Zhou, J.; Cen, K. Conversion of Waste Cooking Oil to Jet Biofuel with Nickel-Based Mesoporous Zeolite Y Catalyst. Bioresour. Technol. 2015, 197, 289–294. [Google Scholar] [CrossRef]
- Mäki-Arvela, P.; Rozmysłowicz, B.; Lestari, S.; Simakova, O.; Eränen, K.; Salmi, T.; Murzin, D.Y. Catalytic Deoxygenation of Tall Oil Fatty Acid over Palladium Supported on Mesoporous Carbon. Energy Fuels 2011, 25, 2815–2825. [Google Scholar] [CrossRef]
- Verma, D.; Rana, B.S.; Kumar, R.; Sibi, M.G.; Sinha, A.K. Diesel and Aviation Kerosene with Desired Aromatics from Hydroprocessing of Jatropha Oil over Hydrogenation Catalysts Supported on Hierarchical Mesoporous SAPO-11. Appl. Catal. A Gen. 2015, 490, 108–116. [Google Scholar] [CrossRef]
- Di Vito Nolfi, G.; Gallucci, K.; Rossi, L. Green Diesel Production by Catalytic Hydrodeoxygenation of Vegetables Oils. Int. J. Environ. Res. Public Health 2021, 18, 13041. [Google Scholar] [CrossRef] [PubMed]
- Šimáček, P.; Kubička, D.; Šebor, G.; Pospíšil, M. Hydroprocessed Rapeseed Oil as a Source of Hydrocarbon-Based Biodiesel. Fuel 2009, 88, 456–460. [Google Scholar] [CrossRef]
- Xu, L.; Zhang, J.; Ding, J.; Liu, T.; Shi, G.; Li, X.; Dang, W.; Cheng, Y.; Guo, R. Pore Structure and Fractal Characteristics of Different Shale Lithofacies in the Dalong Formation in the Western Area of the Lower Yangtze Platform. Minerals 2020, 10, 72. [Google Scholar] [CrossRef]
- Jaroszewska, K.; Masalska, A.; Grzechowiak, J.R. Hydroisomerization of Long-Chain Bio-Derived n-Alkanes into Monobranched High Cetane Isomers via a Dual-Component Catalyst Bed. Fuel 2020, 268, 117239. [Google Scholar] [CrossRef]
- Chen, Y.K.; Hsieh, C.H.; Wang, W.C. The Production of Renewable Aviation Fuel from Waste Cooking Oil. Part II: Catalytic Hydro-Cracking/Isomerization of Hydro-Processed Alkanes into Jet Fuel Range Products. Renew. Energy 2020, 157, 731–740. [Google Scholar] [CrossRef]
- Lin, C.-H.; Chen, Y.-K.; Wang, W.-C. The Production of Bio-Jet Fuel from Palm Oil Derived Alkanes. Fuel 2020, 260, 116345. [Google Scholar] [CrossRef]
- ASTM D1655-23; Standard Specification for Aviation Turbine Fuels. ASTM International: West Conshohocken, PA, USA, 2023.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fatty Acid | [%] |
|---|---|
| C14:0 | 0.10 |
| C16:0 | 11.33 |
| C18:0 | 4.55 |
| C18:1 cis | 22.24 |
| C18;1 n-9 trans | 1.02 |
| C18:2 n9,n-12 cis | 54.67 |
| C18:2 n9,n-12 trans | 0.01 |
| C18:3 n9,n-12,n-15 cis | 6.07 |
| C18:3 n9,n-12,n-15 trans | 0.01 |
| Property | Unit | Results |
|---|---|---|
| Acid Number | mgKOH/g | 0.78 (±0.01) |
| Iodine Number | gI2/100 g | 127.4 (±0.4) |
| Density at 20 °C | g/cm3 | 0.919 (±0.001) |
| Average Kinematic Viscosity | mm2/s | 32.18 (±0.02) |
| Catalyst | SBET | VT | VMIKRO | La | Lm |
|---|---|---|---|---|---|
| [m2/g] | [cm3/g] | [cm3/g] | [nm] | [nm] | |
| Ni/γ-Al2O3 + SiO2 (fresh) | 179 | 0.316 | 0.00589 | 6.13 | 9.6 |
| Ni/γ-Al2O3 + SiO2 (used) | 113 | 0.257 | 0.00105 | 6.13 | 9.6 |
| Catalyst | SBET | VT | VMikro | La | Lm |
|---|---|---|---|---|---|
| [m2/g] | [cm3/g] | [cm3/g] | [nm] | [nm] | |
| 0.5% Pt/Al2O3 + SAPO-11 + 3% PEG-4 (fresh) | 208 | 0.397 | 0.0245 | 8.08 | 12.1 |
| 0.5% Pt/Al2O3 + SAPO-11 + 3% PEG-4 (after used) | 142 | 0.297 | 0.0050 | 8.20 | 12.4 |
| 0.5% Pt/Al2O3 + SAPO-11 + 3% PEG-4 (after used calcinated) | 191 | 0.375 | 0.0213 | 8.11 | 12.3 |
| Property | Unit | Requirements (ASTM D1655 (1)/D7566 (2)) | Bio-Component Jet-A1 |
|---|---|---|---|
| Flash point | °C | min 38 | 100 |
| Freezing point | °C | max −47 | −58.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Główka, M.; Wójcik, J.K.; Boberski, P.; Woszczyński, P.J.; Sabura, E. Highly Efficient Process for Producing a Jet-A1 Biofuel Component Through Hydroprocessing Soybean Oil over Ni and Pt Catalysts. Energies 2024, 17, 6195. https://doi.org/10.3390/en17236195
Główka M, Wójcik JK, Boberski P, Woszczyński PJ, Sabura E. Highly Efficient Process for Producing a Jet-A1 Biofuel Component Through Hydroprocessing Soybean Oil over Ni and Pt Catalysts. Energies. 2024; 17(23):6195. https://doi.org/10.3390/en17236195
Chicago/Turabian StyleGłówka, Marek, Jan Krzysztof Wójcik, Przemysław Boberski, Piotr Józef Woszczyński, and Ewa Sabura. 2024. "Highly Efficient Process for Producing a Jet-A1 Biofuel Component Through Hydroprocessing Soybean Oil over Ni and Pt Catalysts" Energies 17, no. 23: 6195. https://doi.org/10.3390/en17236195
APA StyleGłówka, M., Wójcik, J. K., Boberski, P., Woszczyński, P. J., & Sabura, E. (2024). Highly Efficient Process for Producing a Jet-A1 Biofuel Component Through Hydroprocessing Soybean Oil over Ni and Pt Catalysts. Energies, 17(23), 6195. https://doi.org/10.3390/en17236195