1. Introduction
Nowadays, non-renewable energy sources represent a significant amount of the primary energy usage all over the world. Non-renewable energy sources contribute to global warming, climate change, and pollution. Among the other renewable energy types, biomass initiatives have been developing recently to limit the use of fossil fuels and reduce the carbon footprint [
1].
In Portugal alone, available forest biomass, including wood industry leftovers, amounts to about 2.2 million tons per year, or 11,578 GWh/year. When all facilities’ raw materials are considered, around 6.0 Mtons per year are reached. A sustainable production approach regarding raw materials based on the recycled component of biomass production could contribute to addressing this forest biomass deficit [
2]. Every year, forest fires rage over Portugal’s forests, killing and injuring a great number of people. Devastating wildfires caused considerable damage to Portugal in 2017, with fires blazing continuously in late spring, and burned areas all over the world have been reported by the European Commission as 478,461 ha [
3].
Biomass is an essential renewable energy source that is used in many industries, such as electricity, heat, and transportation. It has several advantages, including the fact that it is neutral in terms of carbon as the carbon content is recycled from the atmosphere itself [
4]. The spread of biomass energy alongside fossil fuels and other renewable energy sources like solar and wind is closely related to many other technological advancements, in addition to having a direct impact on land use, biodiversity, climate change, low-carbon economies, and sustainable development [
5]. Forest biomass is the more abundant raw material for the production of biofuels and chemical feedstock for industry [
6].
Liquefaction is a novel technique that has attracted attention to new technologies that reduce environmental impact and promote long-term sustainability while also being a potential solution to the global problem. The use of biomass-derived chemicals to synthesise materials that were previously made from petroleum-based ones can reduce the current dependence on fossil resources and the environmental concerns associated with their use, as well as add value to agroforestry by-products (wood scraps, bark, wheat, corncobs, etc.) [
7]. Liquefaction of lignocellulosic biomass residues is an innovative concept that is an extensively researched process [
8]. Thermochemical liquefaction can be applied to major raw material sources such as agriculture, forest, food, and industrial residues, like carob tree, pinewood, cork [
8], eucalyptus [
9], swine manure, poplar, cattle manure [
10], potato peel, wheat straw [
11], corn straw [
12], olive pomace [
13], and rice husk [
14,
15]. This process is often acid-catalysed and takes place at moderate temperatures (100–250 °C) in the presence of organic solvents such as polyalcohol and ethylene carbonate. This method is gaining attention because the presence of the solvent dilutes the product and prevents cross-linking and back-reactions [
16]. The process does not require high pressure or a prior drying step. Liquefaction allows the conversion of biomass with a high water content. In general, the operating conditions that can affect liquefaction are biomass composition, type of solvent, catalyst, temperature, and reaction time. One of the factors influencing liquefaction is the type of solvent. Simple alcohols such as methanol, ethanol, propanol, and butanol result in higher conversion rates, while longer chain alcohols and organic acids leave more solid residues. However, singlet alcohols have low boiling points and therefore evaporate before liquefaction begins. Such low-boiling alcohols require the use of sealed high-pressure vessels, which places greater demands on the equipment [
17].
Acacia is a genus of shrubs and trees that are widely distributed throughout the world. In Portugal, the acacia species that are most commonly found include
Acacia dealbata,
Acacia longifolia, and
Acacia melanoxylon. These trees were introduced to Portugal from Australia and South Africa in the late 18th and early 19th centuries and have since become established as invasive species in many parts of the country [
18]. The
Acacia melanoxylon, also known as the blackwood, is native to southeastern Australia and was introduced to Portugal in the late 19th century. This species is often found in gardens and parks due to its attractive foliage and dense, durable wood. It has become naturalized in many parts of Portugal, particularly in the central and northern regions of the country [
19].
While the acacia trees are valued for their ornamental qualities and commercial uses, they have also become a serious problem in Portugal. These trees are considered invasive species that can outcompete native flora and fauna, alter ecosystems, and even create fire hazards. The acacia shrubs are considered to be one of the most invasive plant species occurring in Portugal [
20]. The spread of acacia trees in Portugal is due, partially, to their ability to reproduce and spread rapidly. They can thrive in a variety of soil types and can tolerate both drought and frost. In addition, the trees are known for their ability to resprout after being cut down or burned, which makes them difficult to eradicate. To address the problem of invasive acacia trees in Portugal, various control measures have been implemented (Decreto-Lei n. º 565/99 de 21 de Dezembro). These include manual removal, chemical control, and the introduction of biological control agents such as insects and fungi that feed on the trees. These measures have had varying degrees of success, and ongoing efforts are needed to control the spread of the invasive species [
21].
In conclusion, the distribution of acacia trees in Portugal is a complex issue that involves both the ornamental value of the trees and their invasive nature. While these trees have become established in many parts of the country, efforts are underway to control their spread and mitigate their impact on the environment.
Acacia species generally comply with the standards established for the species to be an ideal energy source, which includes a high yield of biomass per hectare, a low energy input requirement during growth, an affordable expense requirement during cultivation, and should produce biomass with a low number of contaminants and external nutrient requirements. It has been researched that acacia species have the favourable thermochemical characteristics needed to create biofuels using thermochemical procedures [
22]. Therefore, thermochemical liquefaction of
Acacia melanoxylon will help to overcome several issues, such as controlling the invasive presence of Acacia, reducing the effect of wildfires, and more importantly, producing bio-oil, renewable energy.
To our knowledge, no literature exists on the modelling and liquefaction of Acacia melanoxylon species using an acid catalyst. In light of this situation, the research will serve as a significant pioneer and guide.
2. Materials and Methods
2.1. Materials and Chemicals
Biomass samples of
Acacia melanoxylon wood chips were collected by
Parques de Sintra,
Monte da Lua, located in Sintra, Portugal, as this is an invasive species rather abundant in Portuguese forests, and it was used as feedstock material. As shown in
Figure 1, the biomass sample was dried for one month, then milled in a Retsch© SM 2000 mill (ThermoScientific, Waltham, MA, USA), and finally sieved in a Retsch© ISO 9001 vibrating sieve (ThermoScientific, Waltham, MA, USA). A 40–60 mesh fraction was then used for further chemical analysis.
During the reaction, 2-Ethylhexanol (99% purity, Acros, Pittsburgh, PA, USA) was used as a solvent, pTSA (99% purity, Sigma-Aldrich, St. Louis, MO, USA) was used as a catalyst, and the solvent acetone (99–100%, Enzymatic) was used for the washing process.
2.2. Liquefaction Reaction
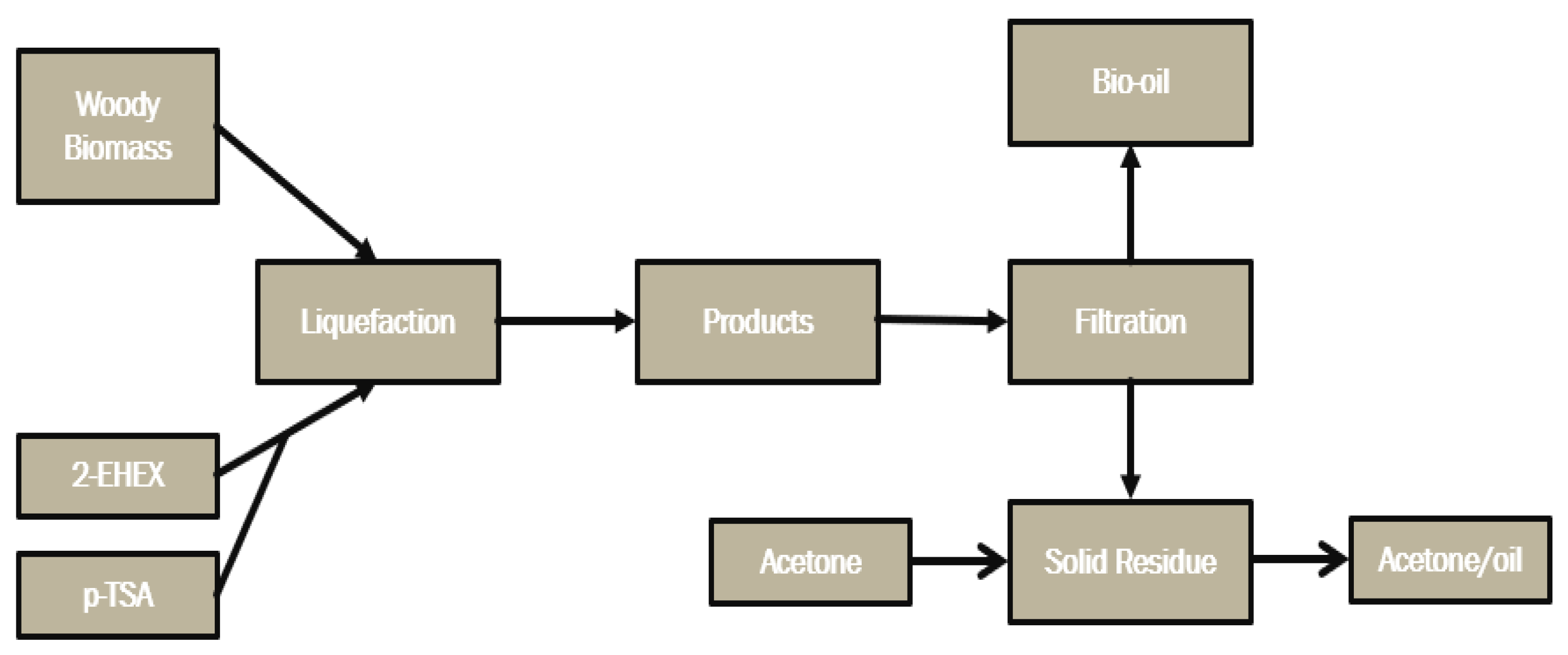
The procedure was performed at 160 °C during 90 min with a feed ratio between biomass and solvent (B:S) of 1:5, 2-EHEX was used as the solvent, and the catalyst (pTSA) mass was fed as 3% (m/m) of overall mass, and the feedstock used were standard wood chips. A process map describing the liquefaction process is shown in
Figure 2.
The procedure comprised using a moderate acid catalyst, and the process consisted of three different temperatures, 100, 135, and 170 °C, and at 30-, 115-, and 200-min periods. A three-neck glass reactor was used for the reaction, and the catalyst concentration was varied between 0.5%, 5.25%, and 10% (m/m) relative to the total mass. A Dean–Stark condenser was connected to one of the necks, and a thermocouple was placed in the other neck. When the mixture reached the determined temperature, the zero time (t = 0) was set. Water evaporates during the liquefaction process, which may potentially contain solvents. To maintain the concentration, the evaporated water taken from the reactor was reintroduced into the reactor. When the temperature reached 40 °C, the liquid part of the mixture was separated from the residue. The residue was washed with acetone, dried in a 100 °C oven, and weighed. Following the liquefaction process, the glass reactor was left to cool before vacuum filtering was applied using a BUCHI V-700 (Flawil, Switzerland) vacuum pump. Following the extraction of the bio-oil, the bio-oil residue was eliminated from the solid residue by washing it with acetone.
The liquefaction yield was determined according to Equation (1) as follows:
where m
solid is the mass of solid residue after filtration and m
initial is the initial mass (g).
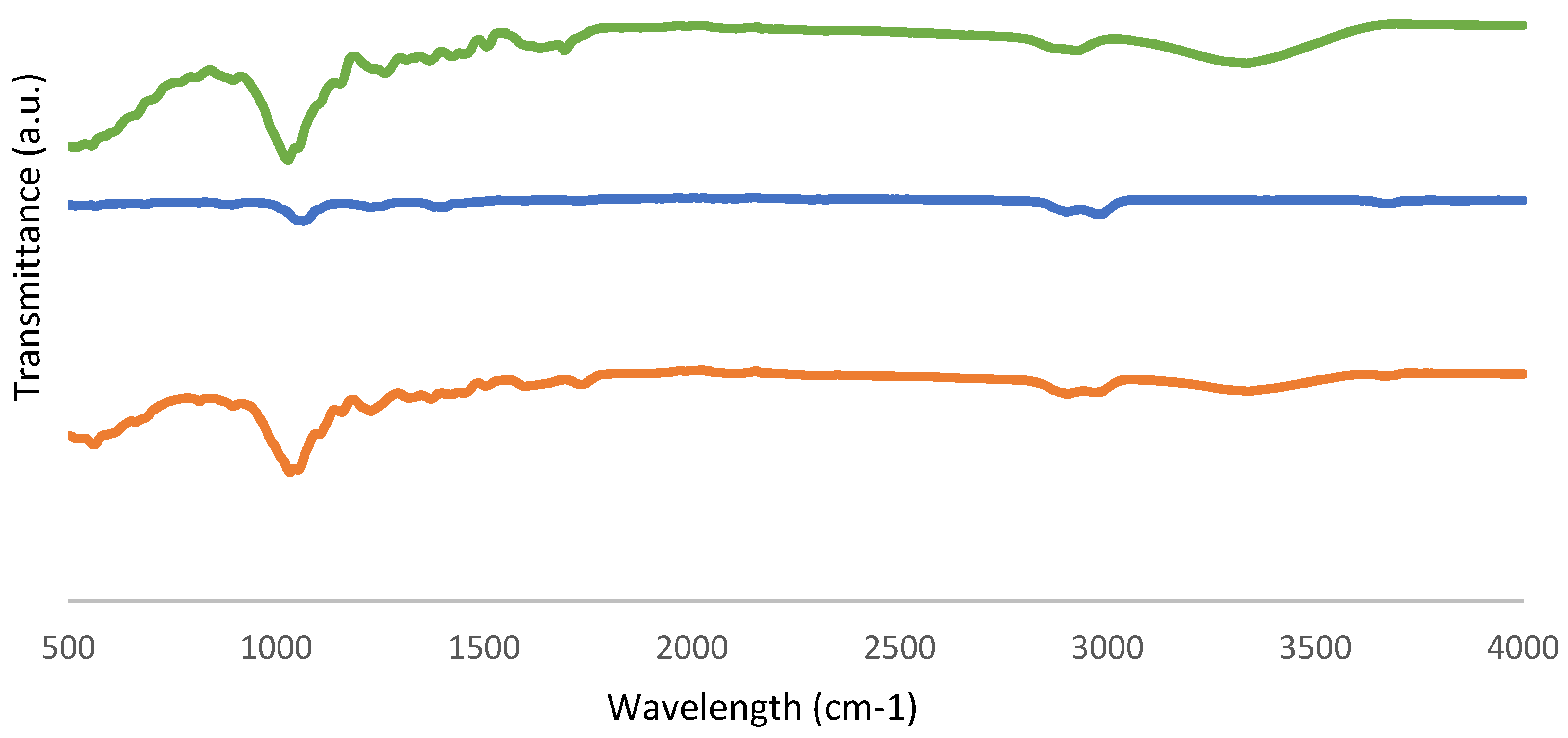
2.3. Fourier-Transformed Infrared (FTIR-ATR) Analysis
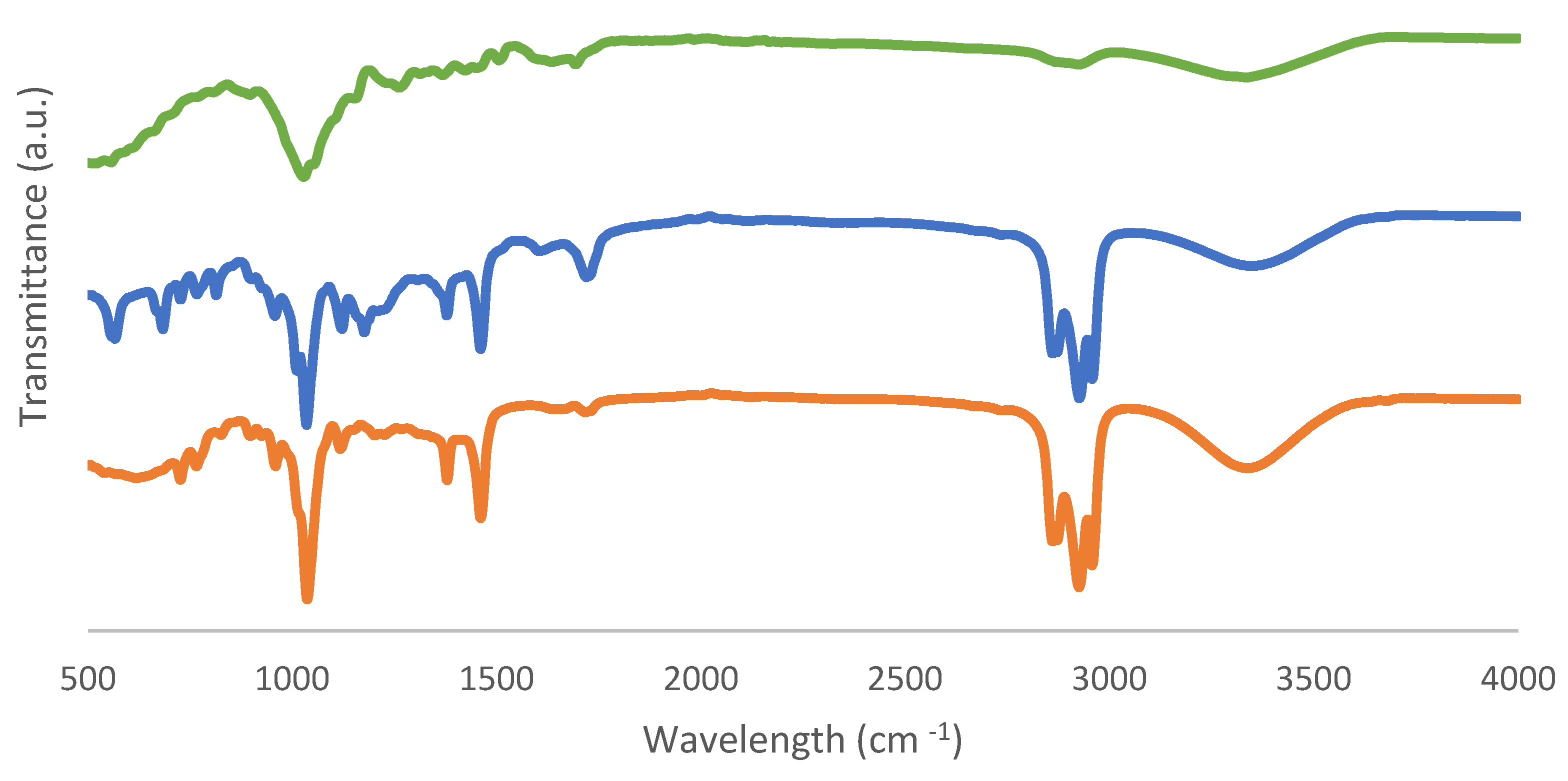
The FTIR-ATR analysis was carried out with a Spectrum Two-Perkin Elmer (Waltham, MA, USA) apparatus. Spectra were collected between 600 and 4000 cm−1 wavenumbers using Perkin Elmer-Spectrum 10 IR software to determine the standard fingerprint region of the lignocellulosic material.
2.4. Ultimate Analysis and Higher Heating Value (HHV)
Ultimate analysis of the bio-oil sample with the best liquefaction yield, biochar, and fresh biomass was performed by an Elemental Micro Analyzer, Velp Scientifica EMA 502 (Usmate, Italy) to obtain the chemical composition respecting carbon (C), hydrogen (H), sulphur (S), and nitrogen (N).
The oxygen content was determined in accordance with Equation (2), as follows:
Also, a higher heating value (HHV) of the bio-oil sample was obtained using a correlation developed by Mateus et al. [
23], via Equation (3):
The energy densification ratio (EDR in MJ/kg) values were determined according to Equation (4) [
23], and higher heating values of the biomass and bio-oil samples are displayed in
Table 1.
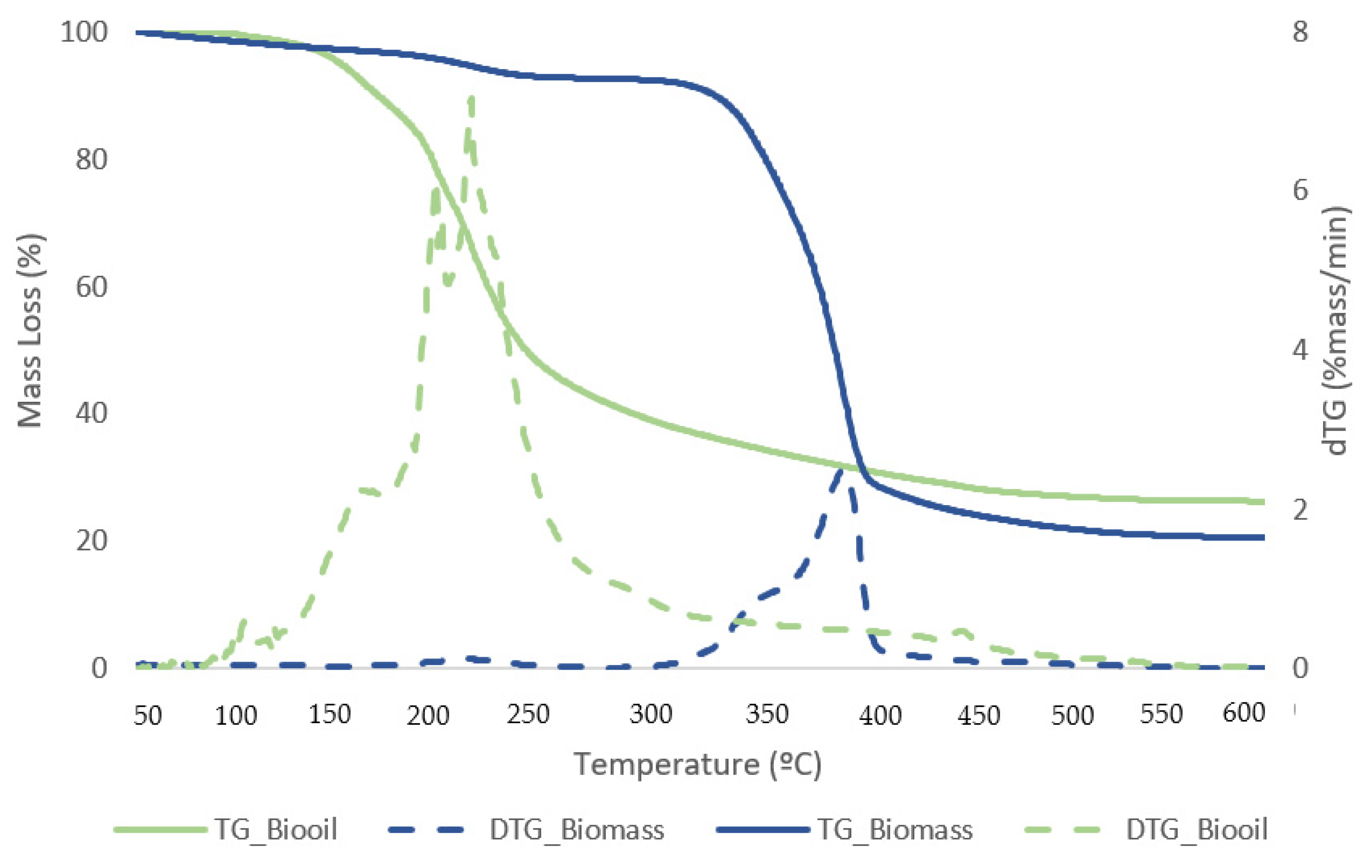
2.5. Thermogravimetric Analysis (TGA)
Hitachi-STA7200 (Tokyo, Japan) equipment was used in non-sealed aluminium crucibles to perform thermogravimetric analysis (TGA) on biochar and bio-oil samples at temperatures ranging from 30–600 °C in an N2 atmosphere with a flow rate of 200 mL/min and a heating rate of 5 °C/min.
2.6. Scanning Electron Microscopy (SEM) Analysis
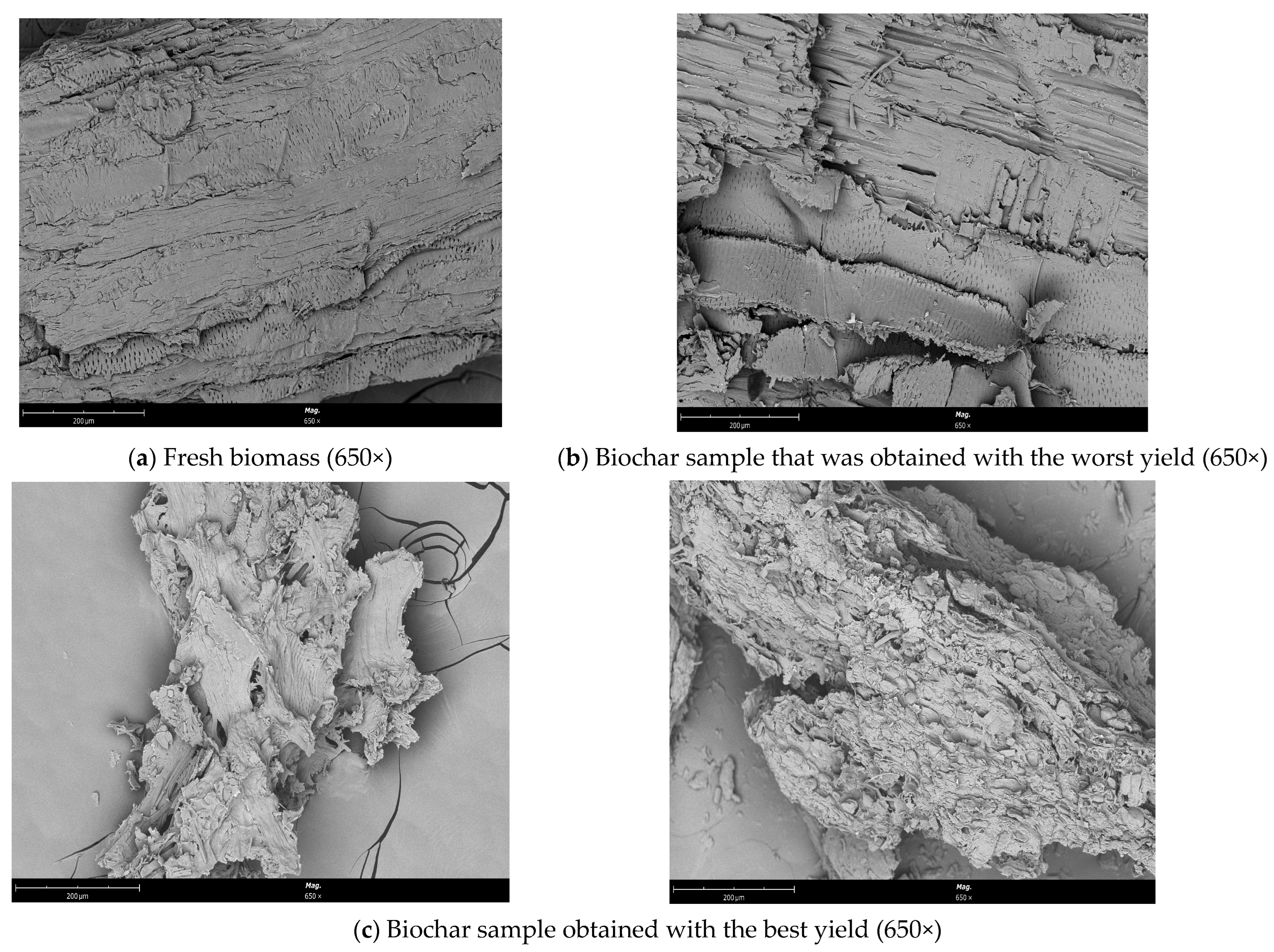
Before and after the thermochemical liquefaction procedure, scanning electron microscopy (SEM) analysis was performed in order to detect morphological changes in the acacia wood chips. A microscope, the Phenom ProX G6 from ThermoFisher Scientific (Waltham, MA, USA), was used, with a low vacuum detector and an operating pressure of around 60 Pa.
2.7. Response Surface Methodology (RSM) and Statical Analysis
Response surface methodology (RSM) is a successful method for development, improvement, and optimization operations based on experimental data obtained at different levels on a set of input variables. It enables the assessment of each parameter’s impact and the parameters’ significant interactions [
24]. It optimizes nonlinear systems in comparison to conventional experimental design techniques, enabling more accurate estimation of principal and interaction effects by regression fitting. For carrying out experiments, analysing connections between independent variables and responses, and creating models, it is a particular collection of statistical design combinations and numerical optimization methods [
25]. There are three basic steps in the RSM approach. The experiment needs to be designed first, and then the coefficients of a mathematical model are estimated using the experimental data. In order to verify the model’s accuracy, the reaction is predicted and compared to the experimental results [
26].
This paper aims to conduct a more systematic analysis using an RSM experiment to explore the effects and interactions of the three key and independent experimental variables, such as reaction temperature (x
1), reaction time (x
2), and catalyst concentration (x
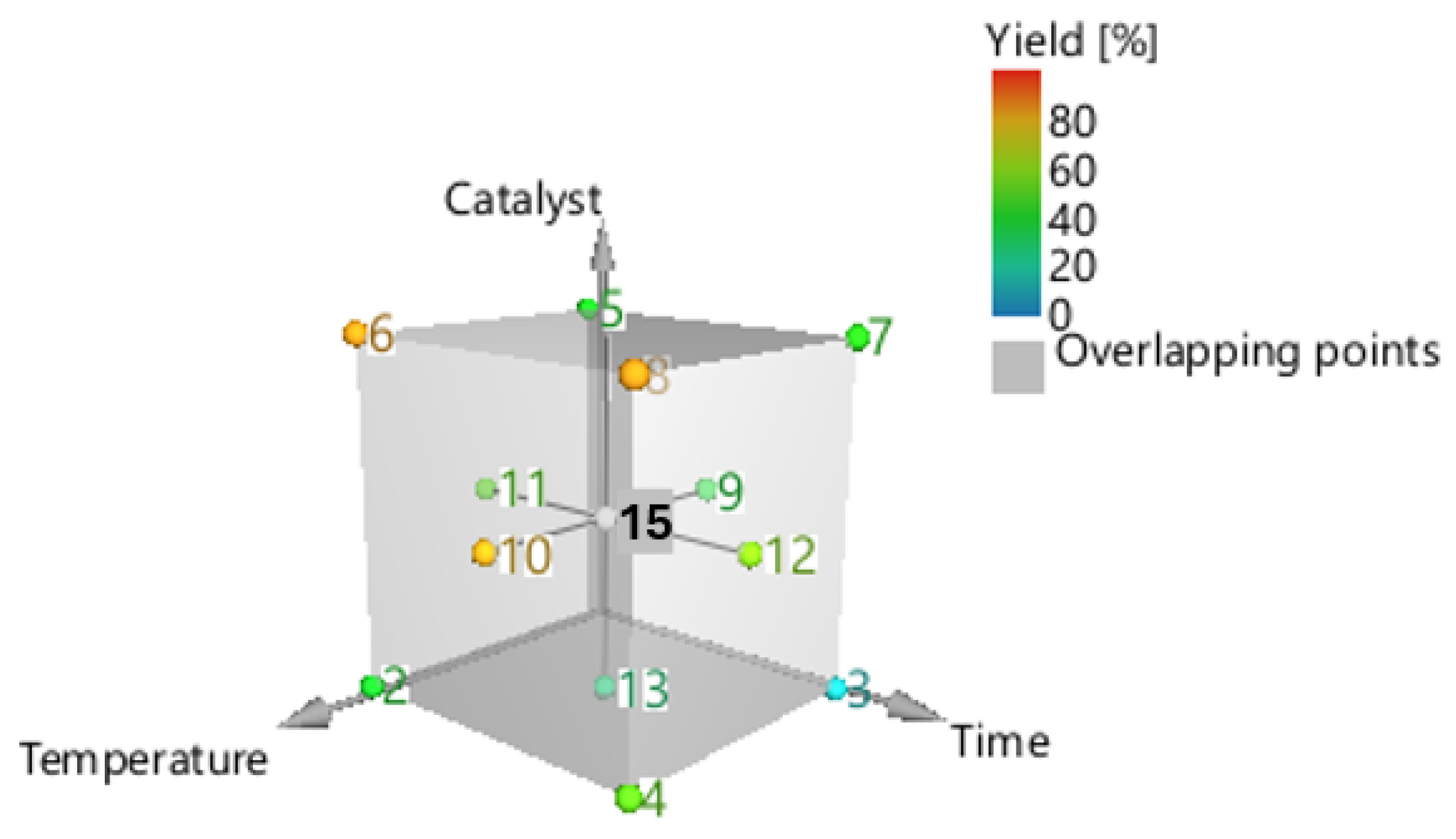
3). The factorial design applied was a central composite face-centred (CCF) design (
Figure 3). The design included three duplicates of the cube’s central point (0,0,0), one experiment for each cube’s vertices (factorial points), face-centred (axial points), and a total of 17 experimental sites. The three variables—temperature, duration time, and catalyst concentration—were coded and varied from 100 to 170 °C, 30 to 200 min, and 0.5 to 10%
w/
w, respectively. The response of the conversion (Y, %), which is a function of these three parameters, is given by Equation (5), as follows [
24]:
where
Y is the response of the model and
xn the independent variable, commonly referred to as factors [
26].
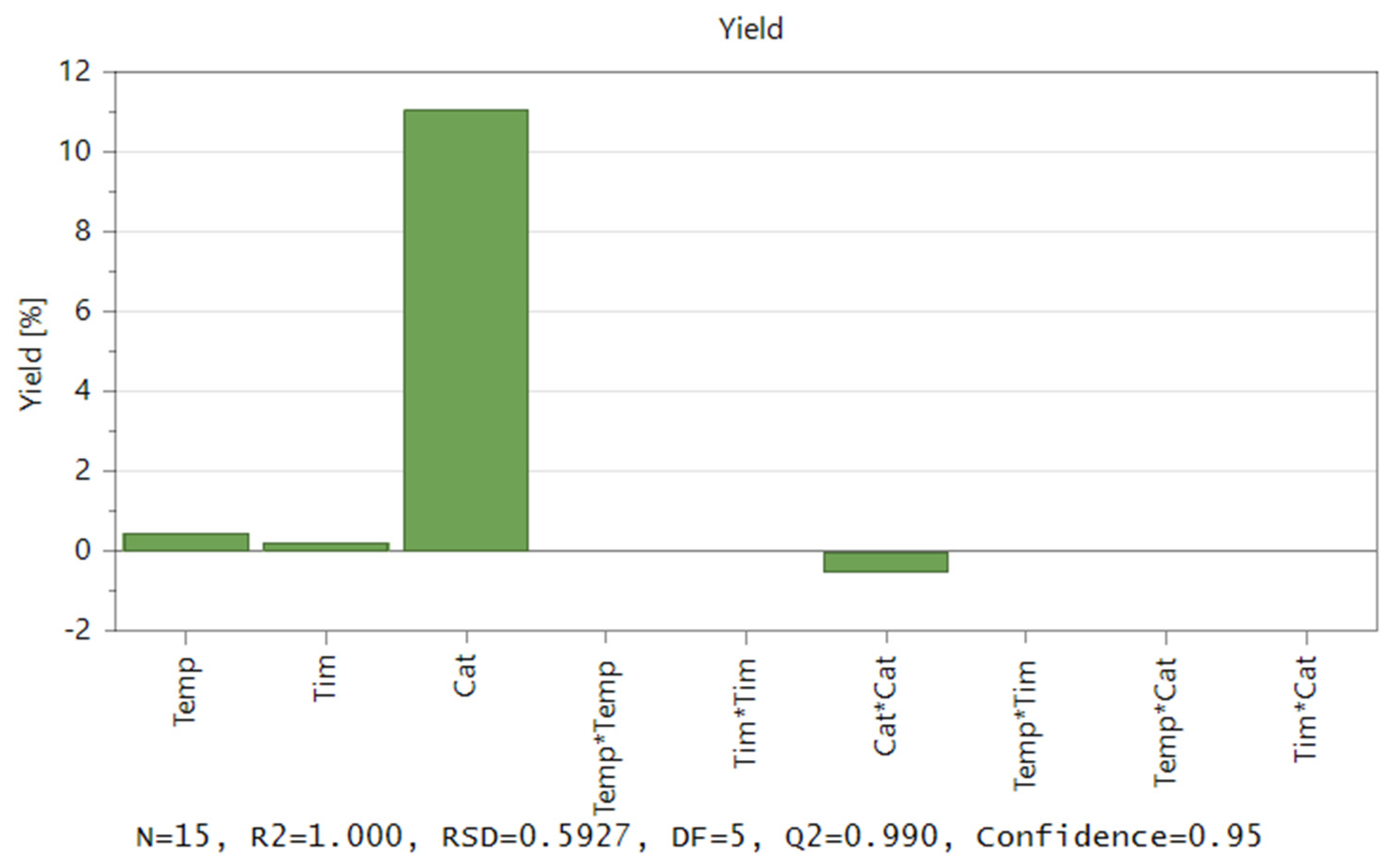
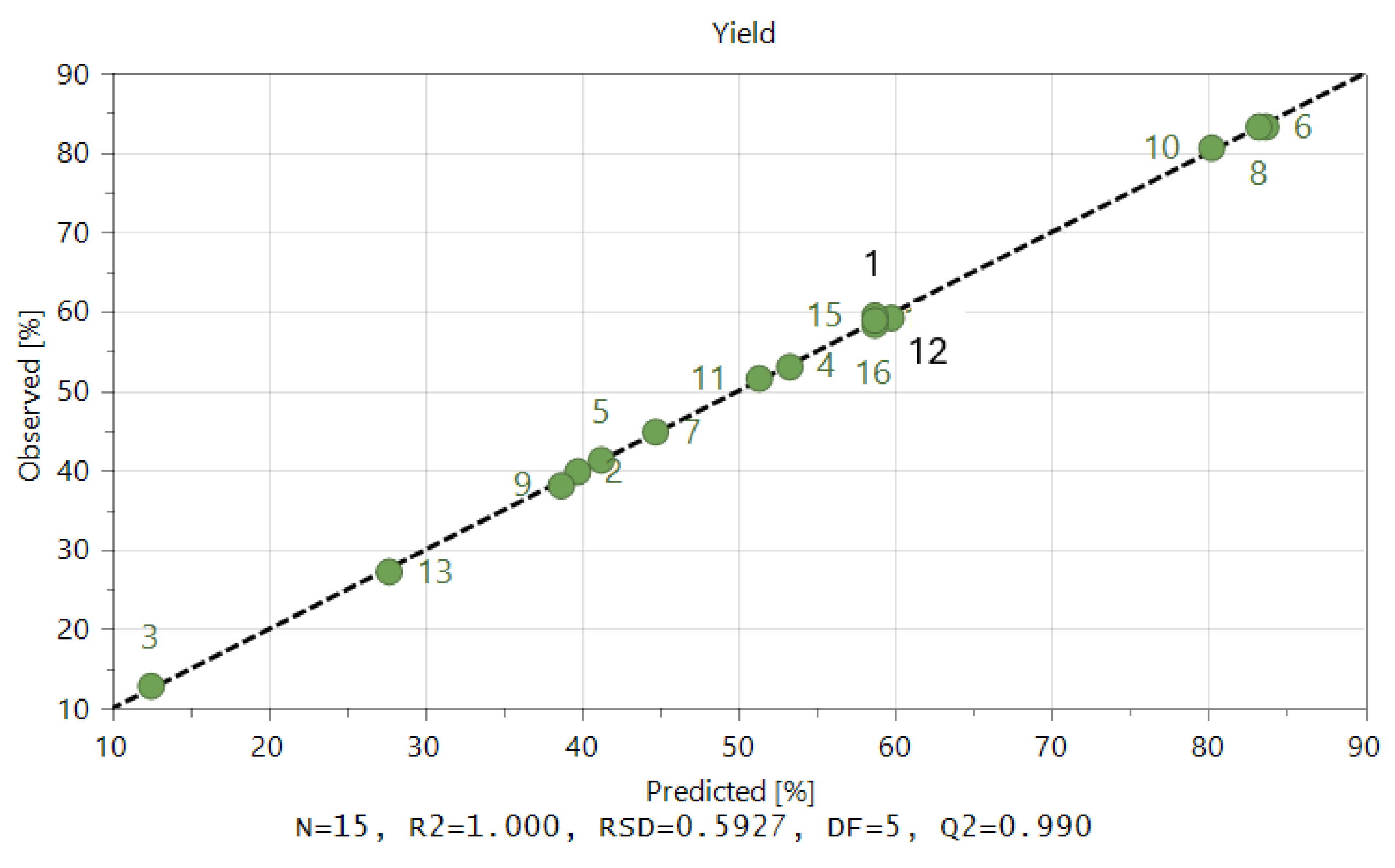
The experimental results were fitted using multiple linear regression (MLR) techniques. An overview and forecasting model for the variations in the factors was created using a second-order polynomial, as shown in Equation (6) [
27], as follows:
whereas Y indicates the predicted response, β
0, βi, βii, and βij signify the regression coefficient for intersection, linear, square, and interaction effects, respectively, ε represents a random error, and Xi and Xj are dimensionless coded estimators of independent factors. The experimental design was developed using the software MODDE Pro version 12.1 (Umetrics AB, Umea, Sweden).
4. Conclusions
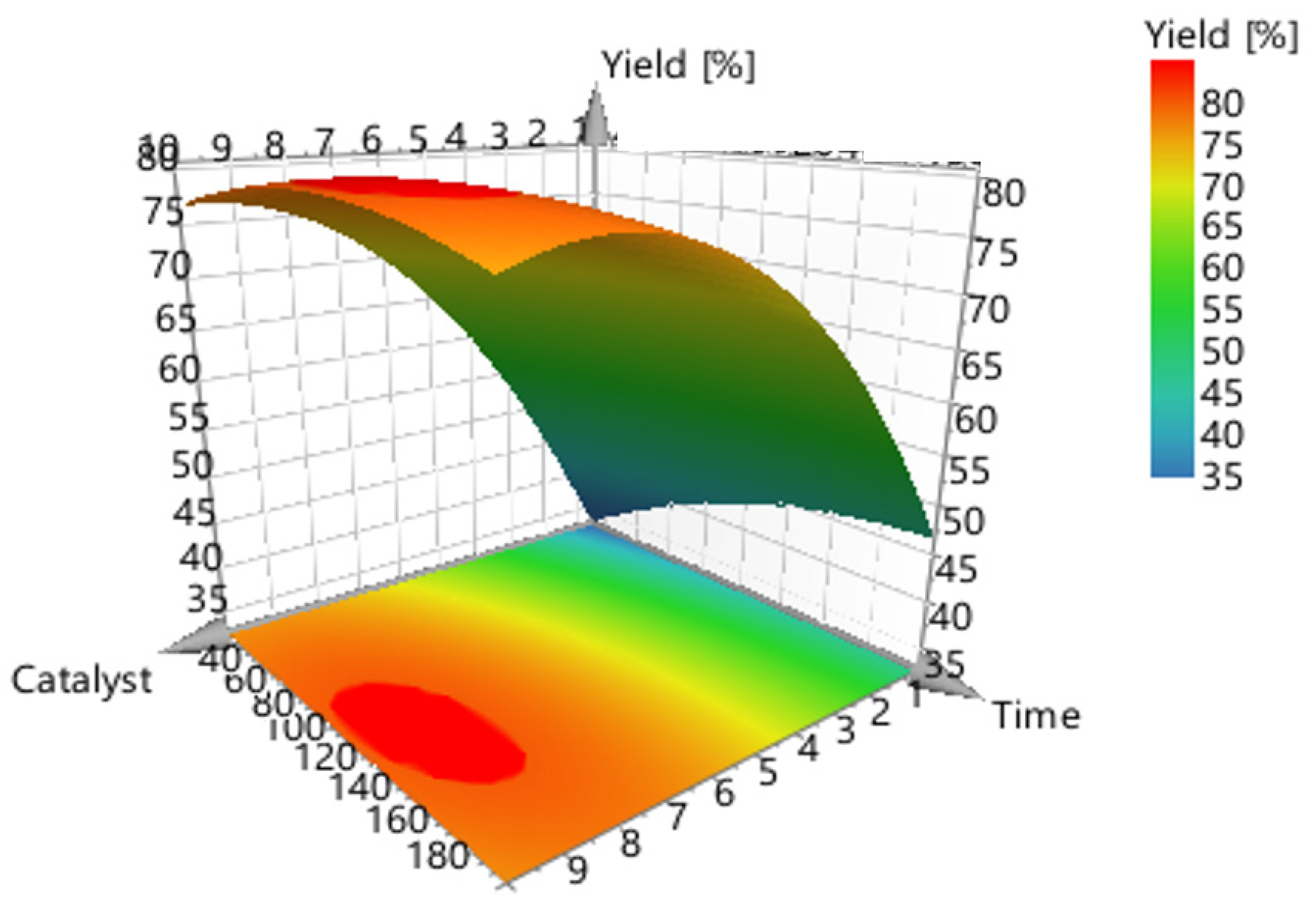
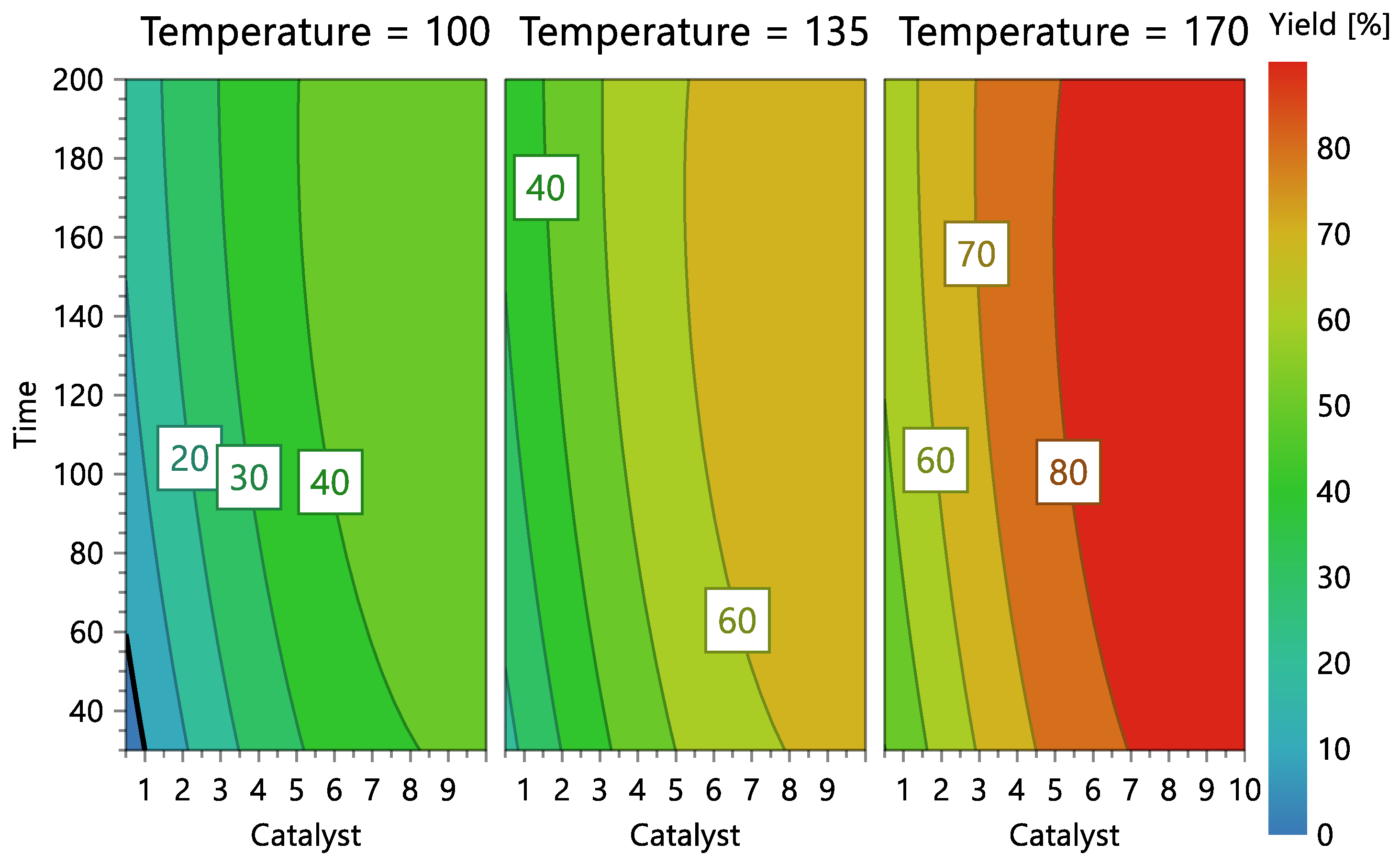
Acacia wood chips have been effectively optimized for thermochemical liquefaction. After 30 min of reaction time at 170 °C with 10% pTSA, the bio-oil recovery rate was 83.29%. With MODDE 12.1 Pro®, a model was created to predict and modulate the process. For the liquefaction reaction optimization, a reaction surface methodology (Central Composite Face Centred-CCF design) was used; reaction temperature, duration time, and catalyst concentration were selected as independent variables. The model predicted that during treatments lasting 30 min at 170 °C, with a modest catalyst concentration of 10%, the maximum bio-oil conversion (>80%) of acacia wood chips could be obtained. FTIR-ATR was used to identify bio-oil and showed that it contained biomass products.
The TGA data allowed for the characterization of the biomass sample in terms of composition using discrete Gaussian type and pseudo-component models, providing information regarding biomass composition. The amounts of cellulose, hemicellulose, and lignin in the biomass sample were precisely determined in compliance with the literature. In comparison to other chemical approaches, thermogravimetry has proven to be a genuinely simple and rapid way of analysing biomass. It also offers a less expensive approach.
Ultimate analysis showed that the carbon concentration greatly increased upon the liquefaction process. The higher heating value was significantly impacted by changes in chemical composition. Bio-oil’s HHV was calculated as 34.31 MJ/kg, 1.82 times higher than the fresh biomass. Forest fire biomass may typically be used in the liquefaction process without sacrificing effectiveness or performance. This study demonstrates how recovering and turning wood into biofuels through liquefaction can help us decrease the damaging effects of forest fires. Additionally, this technology may offer the chance to manage invasive species that are present in the woods of Portugal and other countries around the world. Similar studies can be executed for other species existing within the Portuguese forests.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}