
Experimental Erosion Flow Pattern Study of Pelton Runner Buckets Using a Non-Recirculating Test Rig

 ,
,  ,
, 
 , and
, and
Abstract
1. Introduction
2. Experimental Setup
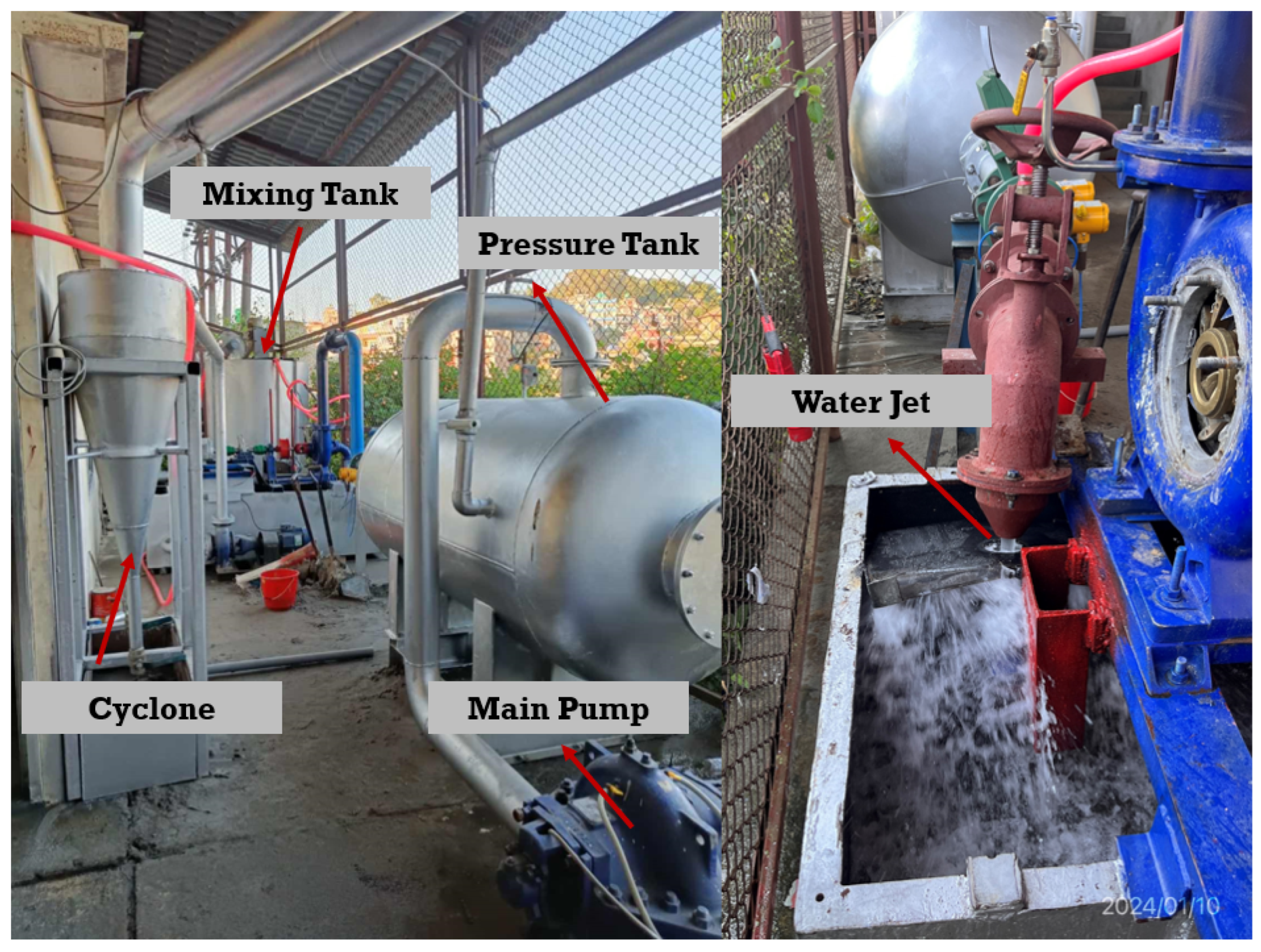
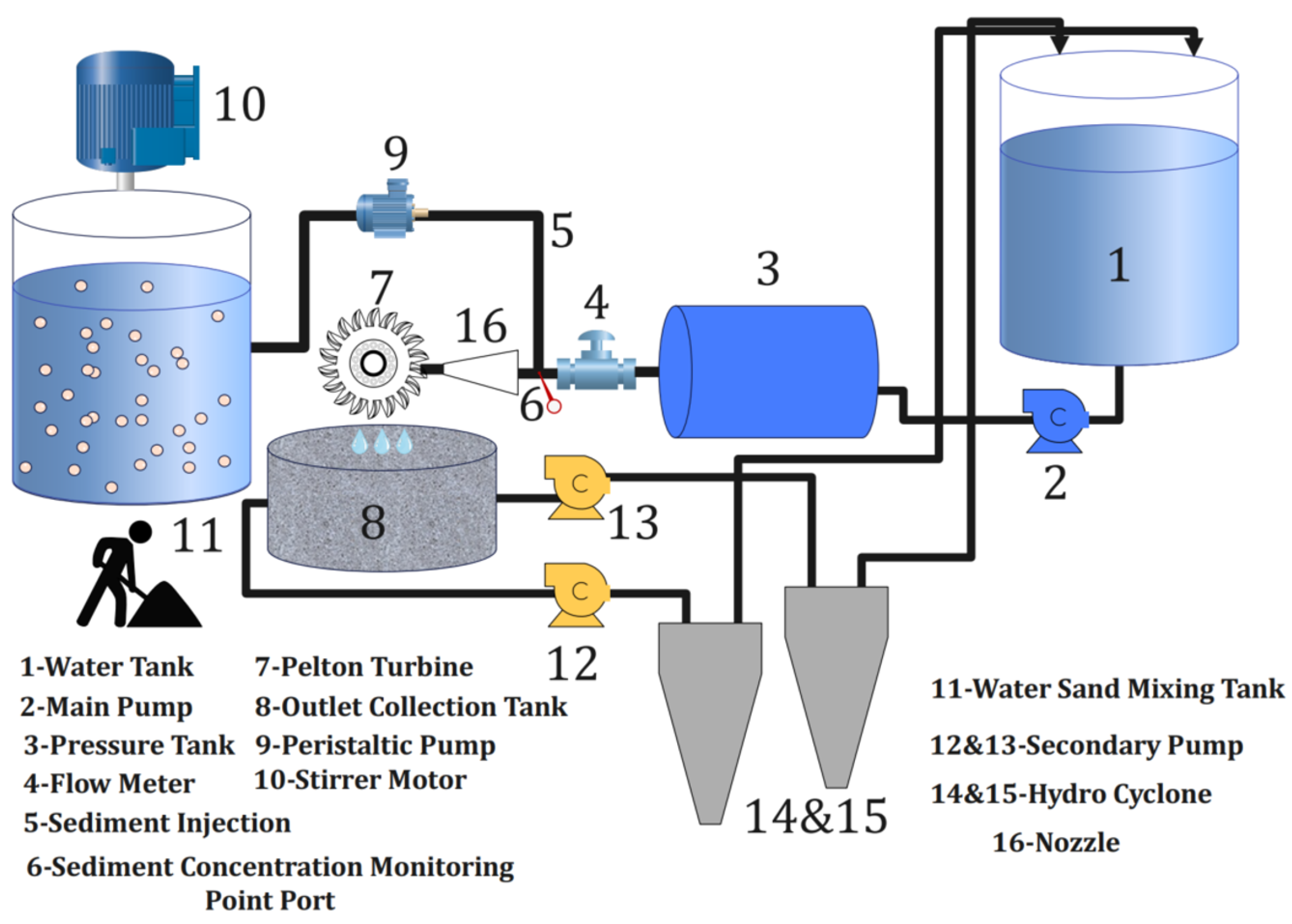
2.1. Experimental Test Rig
2.2. Erosion Testing Techniques and Procedures
3. Results and Discussion
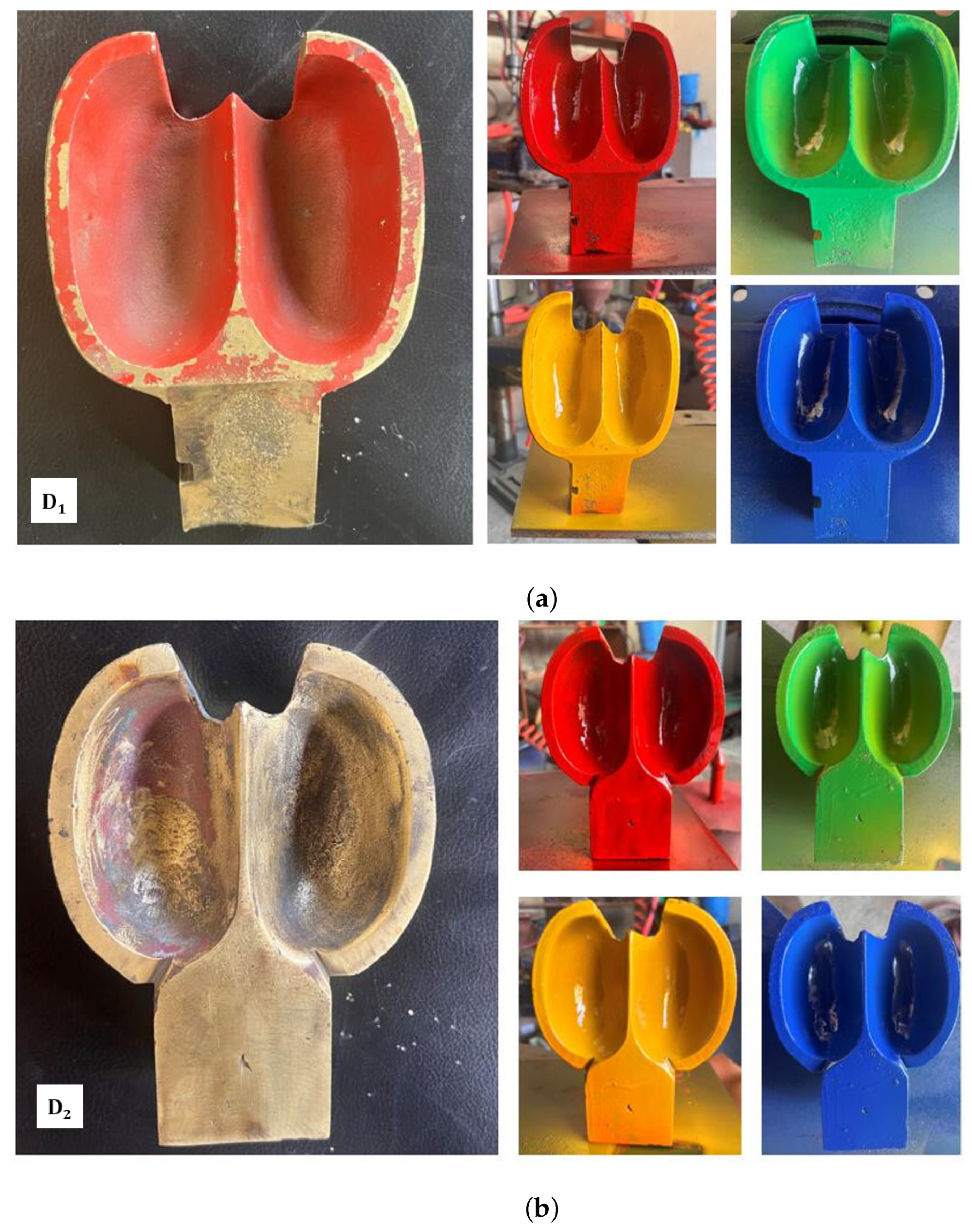
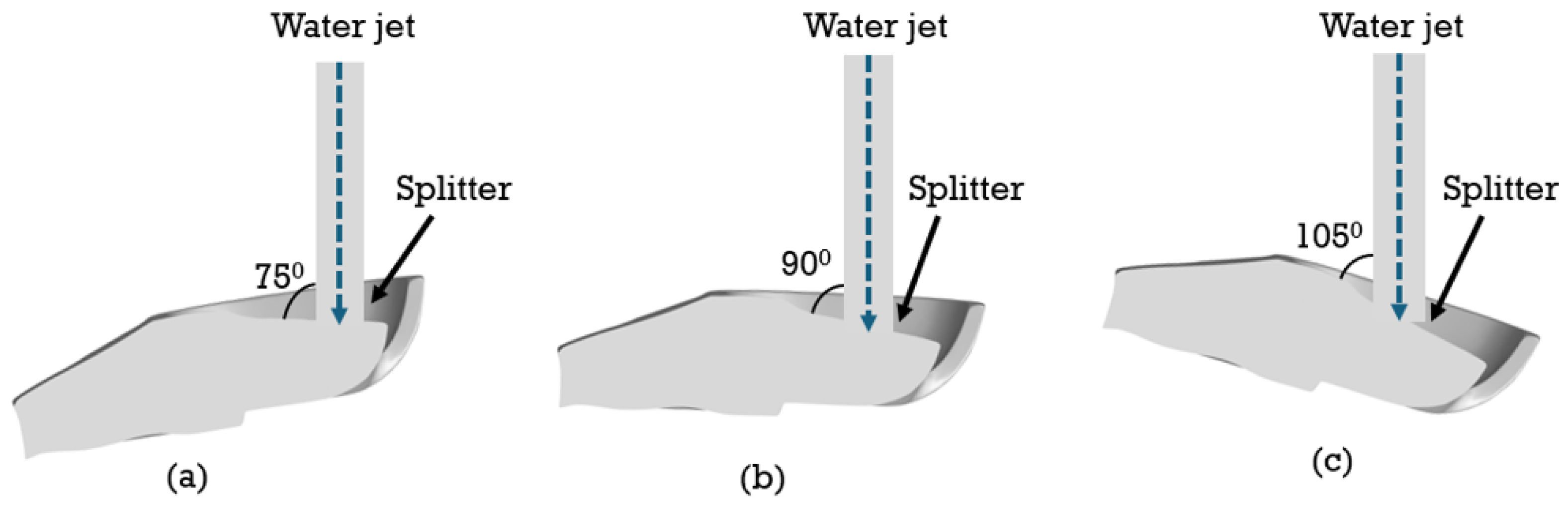
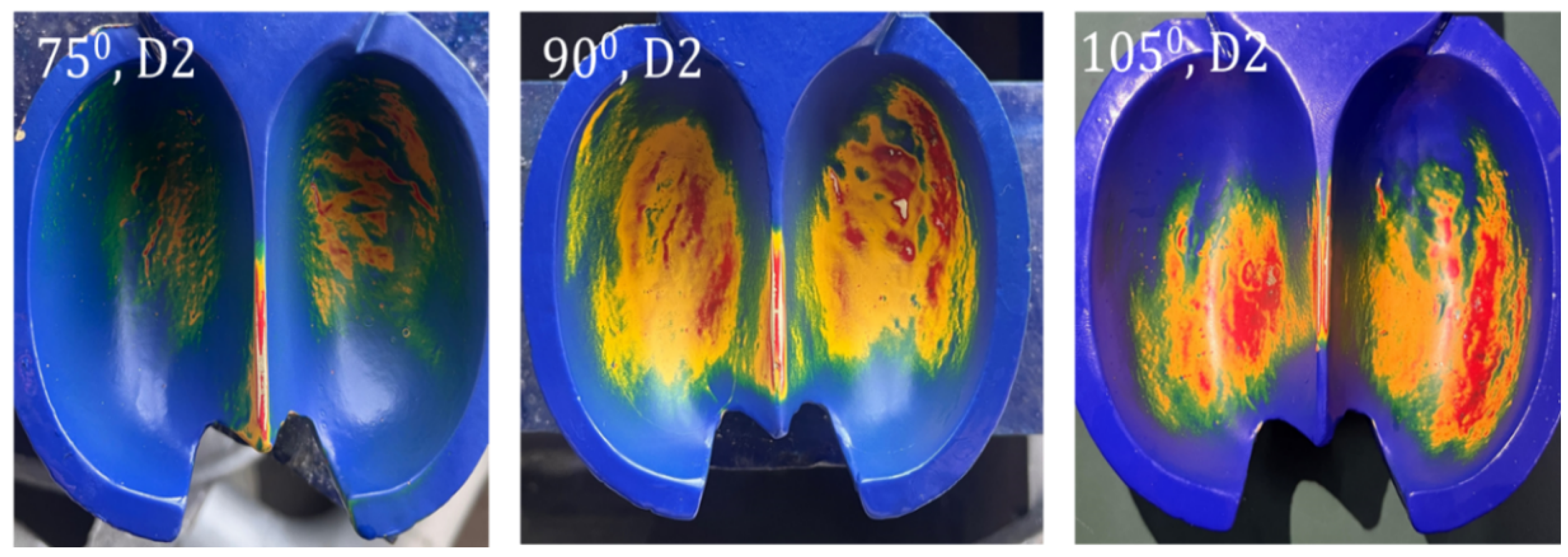
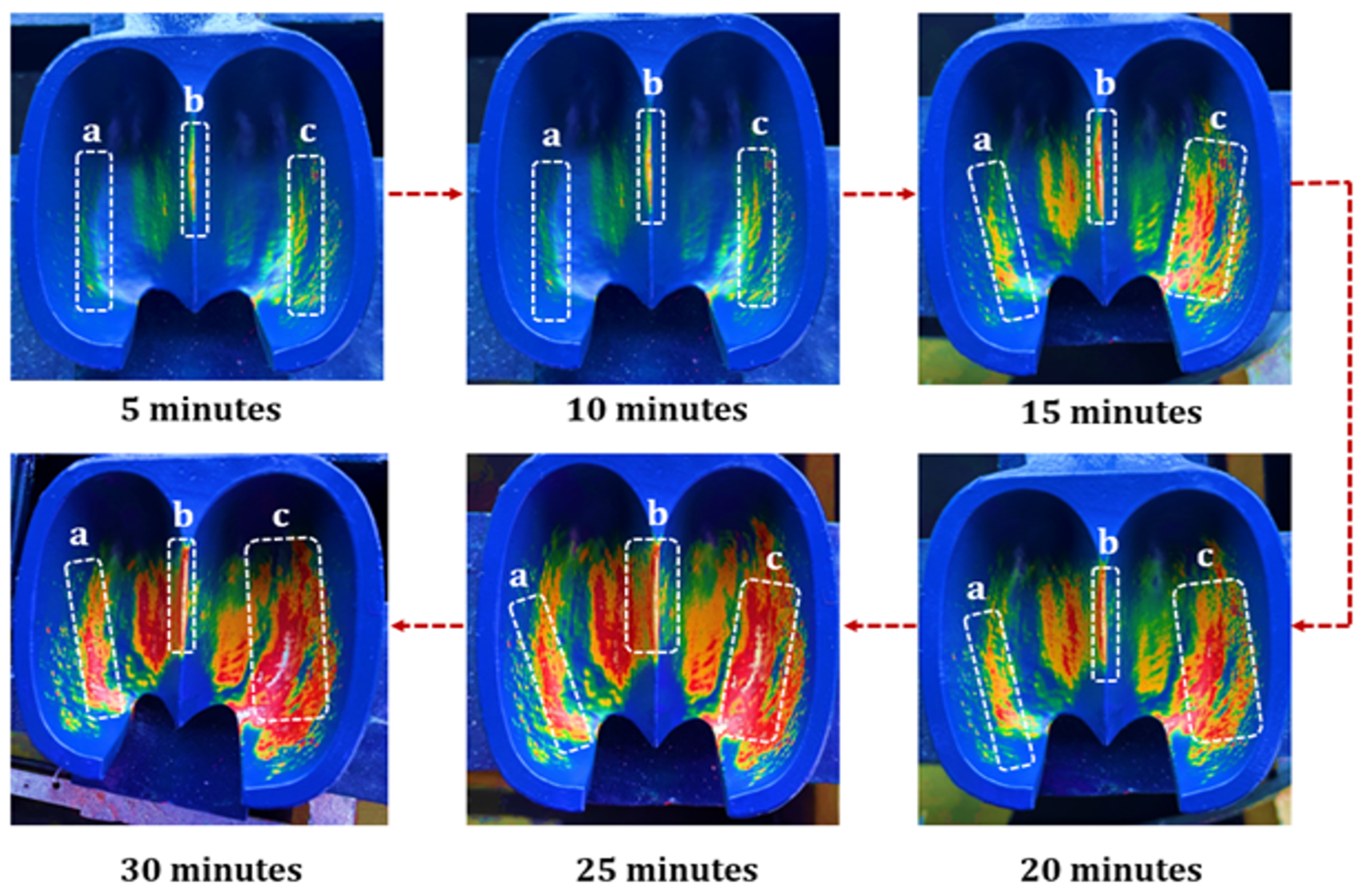
3.1. Erosion Pattern Observed in Design and at Different Jet Angles
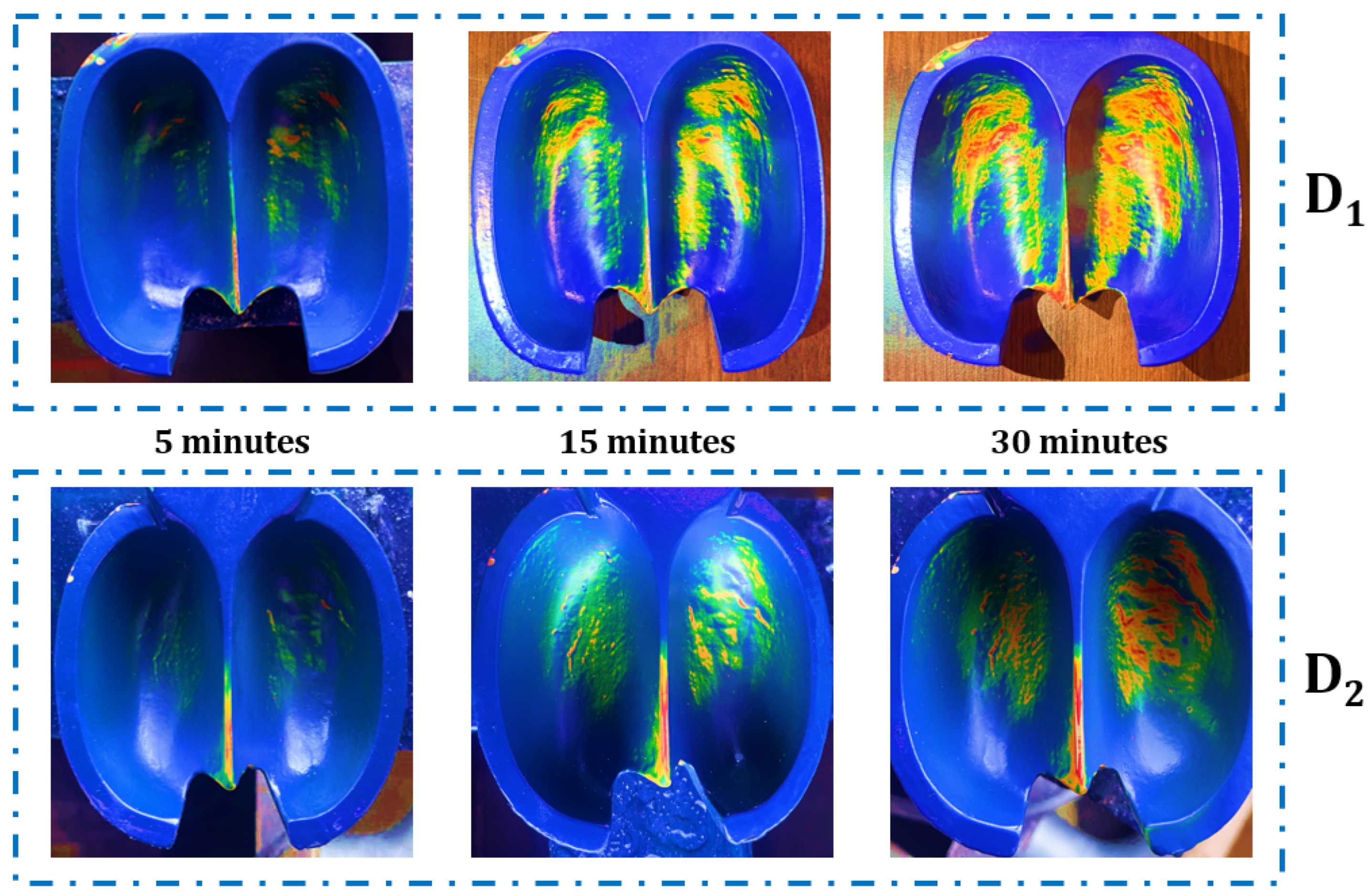
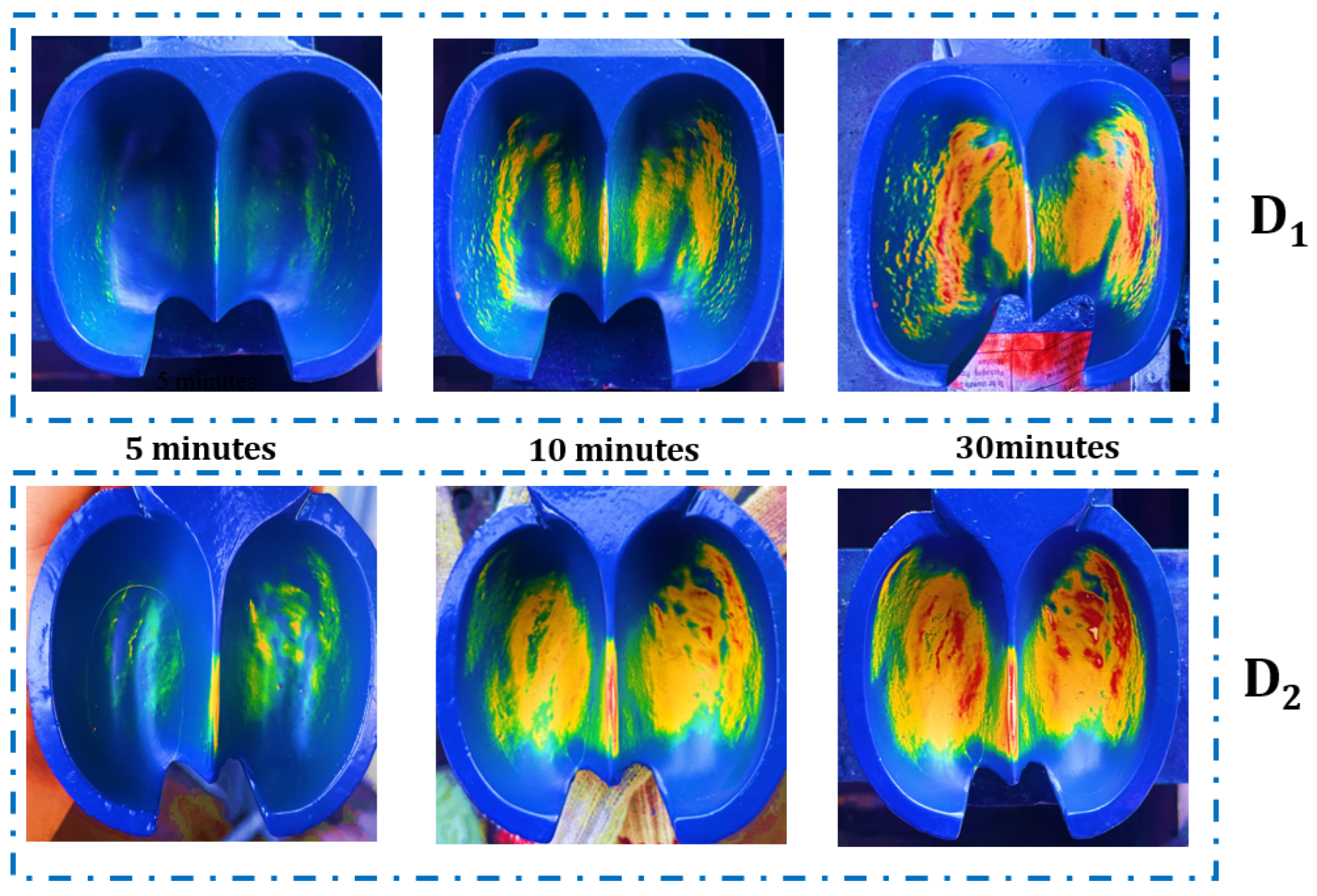
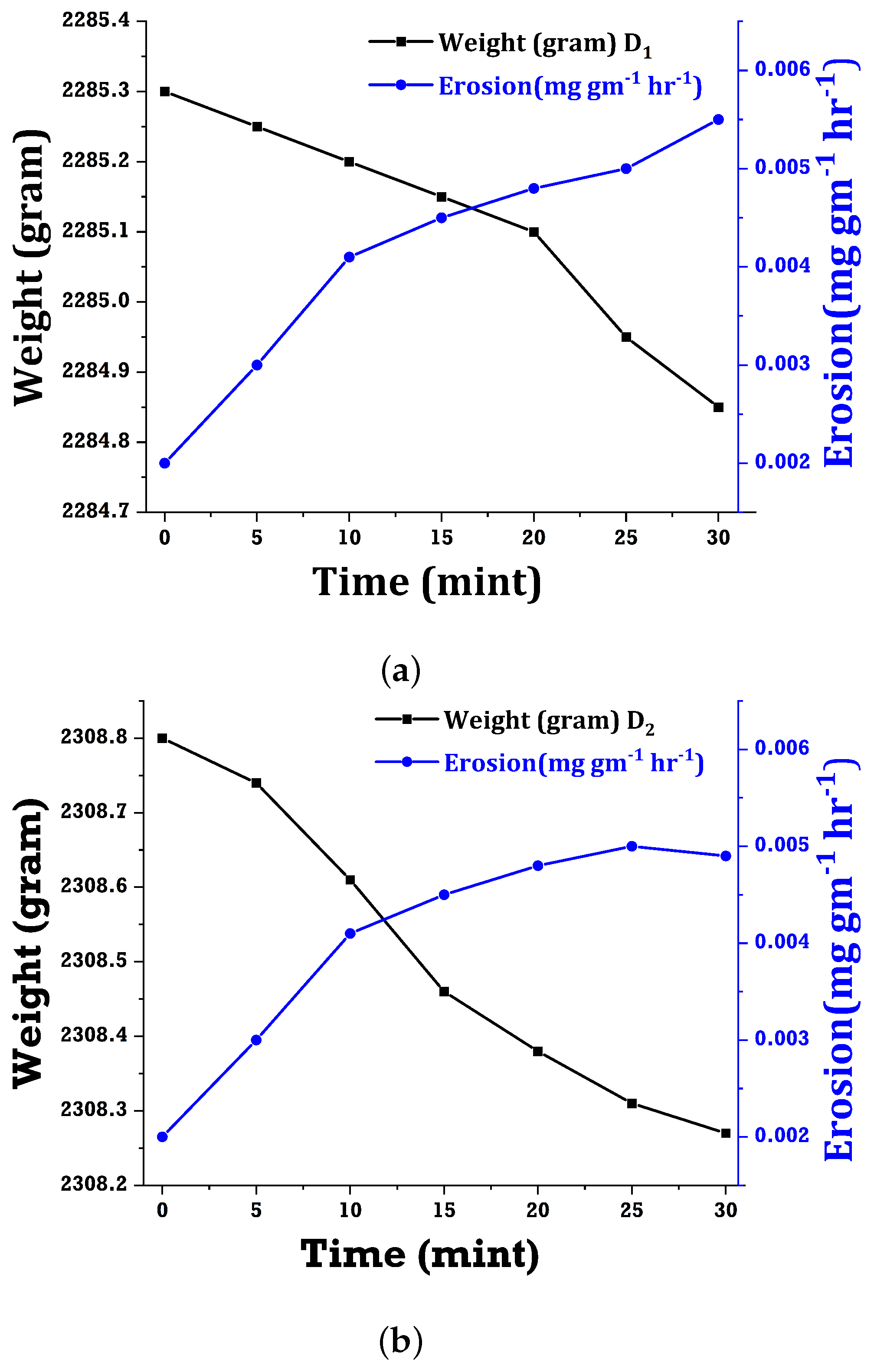
3.2. Evaluation of Erosion Patterns: A Comparative Analysis of Two Pelton Buckets
3.3. Mechanism of Erosion Progression in Pelton Turbine Buckets
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bekchanov, M. A Global Hydropower Generation, Potentials, and Externalities. In Handbook of Energy Transitions; CRC Press: Boca Raton, FL, USA, 2022; pp. 95–107. [Google Scholar]
- Sun, X.; Wang, X.; Liu, L.; Fu, R. Development and present situation of hydropower in China. Water Policy 2019, 21, 565–581. [Google Scholar] [CrossRef]
- Guo, L.; Su, N.; Townend, I.; Wang, Z.B.; Zhu, C.; Wang, X.; Zhang, Y.; He, Q. From the headwater to the delta: A synthesis of the basin-scale sediment load regime in the Changjiang River. Earth-Sci. Rev. 2019, 197, 102900. [Google Scholar] [CrossRef]
- IEA. World Energy Outlook 2022; International Energy Agency (IEA): Paris, France, 2022. [Google Scholar]
- Aggidis, G.; Židonis, A.; Burtenshaw, L.; Dubois, M.; Orritt, S.; Pickston, D.; Prigov, G.; Wilmot, L. Methodology for the Optimization of a Novel Hydro Turbine with a Case Study. Energies 2023, 16, 7591. [Google Scholar] [CrossRef]
- Stachowiak, G.; Batchelor, A.W. Engineering Tribology; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Padhy, M.; Saini, R. Effect of size and concentration of silt particles on erosion of Pelton turbine buckets. Energy 2009, 34, 1477–1483. [Google Scholar] [CrossRef]
- Neopane, H.P. Sediment Erosion in Hydro Turbines; NTNU: Trondheim, Norway, 2010. [Google Scholar]
- Bajracharya, T.R.; Acharya, B.; Joshi, C.B.; Saini, R.P.; Dahlhaug, O.G. Sand erosion of Pelton turbine nozzles and buckets: A case study of Chilime Hydropower Plant. Wear 2008, 264, 177–184. [Google Scholar] [CrossRef]
- Brekke, H.; Wu, Y.; Cai, B. Design of Hydraulic Machinery Working in Sand Laden Water; Imperial College Press: London, UK, 2003; pp. 155–233. [Google Scholar]
- Hassler, P.; Schnablegger, W. Pelton runner maintenance and its results at Verbund-Austrian Hydro Power AG. In Proceedings of the 14th International Seminar on HPPs, Vienna, Austria, 12 May 2006. [Google Scholar]
- Khurana, S.; Varun; Kumar, A. Silt erosion study on the performance of an impulse turbine in small hydropower. Int. J. Ambient. Energy 2016, 37, 520–527. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Wharton, J.A.; Speyer, A.J.; Tan, K.S. Investigation of erosion–corrosion processes using electrochemical noise measurements. Tribol. Int. 2002, 35, 631–641. [Google Scholar] [CrossRef]
- Thapa, B.; Chaudhary, P.; Dahlhaug, O.G.; Upadhyay, P. Study of combined effect of sand erosion and cavitation in hydraulic turbines. In Proceedings of the International Conference on Small Hydropower, Hydro, Sri Lanka, 22–24 October 2007. [Google Scholar]
- Padhy, M.K.; Saini, R. A review on silt erosion in hydro turbines. Renew. Sustain. Energy Rev. 2008, 12, 1974–1987. [Google Scholar] [CrossRef]
- Ge, X.; Sun, J.; Chu, D.; Liu, J.; Zhou, Y.; Zhang, H.; Zhang, L.; Chen, H.; Kan, K.; Binama, M.; et al. Sediment erosion on pelton turbines: A review. Chin. J. Mech. Eng. 2023, 36, 64. [Google Scholar] [CrossRef]
- Lu, L.; Liu, J.; Yi, Y.L.; Liu, G. Evaluation on sand abrasion to Baihetan hydraulic turbines. J. Hydroelectr. Eng. 2016, 35, 67–74. [Google Scholar]
- Liu, J.; Yu, J.; Jiang, C. Evaluation on sediment erosion of Pelton turbine flow passage component. Iop Conf. Ser. Earth Environ. Sci. 2019, 240, 022027. [Google Scholar] [CrossRef]
- Duan, C.; Karelin, V. Abrasive Erosion and Corrosion of Hydraulic Machinery; World Scientific: Singapore, 2003; Volume 2. [Google Scholar]
- Clark, H.M.; Llewellyn, R. Assessment of the erosion resistance of steels used for slurry handling and transport in mineral processing applications. Wear 2001, 250, 32–44. [Google Scholar] [CrossRef]
- Desale, G.R.; Gandhi, B.K.; Jain, S. Effect of erodent properties on erosion wear of ductile type materials. Wear 2006, 261, 914–921. [Google Scholar] [CrossRef]
- Kubota, T.; Xia, J.; Takeuchi, H.; Saito, T.; Masuda, J.; Nakanishi, Y. Numerical analysis of free water sheet flow on Pelton runner buckets. In Proceedings of the 19th IAHR Symposium, Singapore, 9–11 September 1998. [Google Scholar]
- Muggli, F.; Zhang, Z. Numerical and Experimental Analysis of Pelton Turbine Flow, Part 2: The Free Surface Jet Flow. In Proceedings of the CFD-F20, Hydraulic Machinery and Systems, 20th IAHR Symposium, Charlotte, NC, USA, 6–9 August 2000. [Google Scholar]
- Stack, M.; El-Badia, T.A. Some comments on mapping the combined effects of slurry concentration, impact velocity and electrochemical potential on the erosion–corrosion of WC/Co–Cr coatings. Wear 2008, 264, 826–837. [Google Scholar] [CrossRef]
- Al-Bukhaiti, M.A.; Ahmed, S.M.; Badran, F.M.F.; Emara, K.M. Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and high-chromium white cast iron. Wear 2007, 262, 1187–1198. [Google Scholar] [CrossRef]
- Xu, X.; Zwaag, S.v.; Xu, W. The effect of ferrite–martensite morphology on the scratch and abrasive wear behaviour of a dual phase construction steel. Wear 2016, 348, 148–157. [Google Scholar] [CrossRef]
- Cai, F.; Huang, X.; Yang, Q. Mechanical properties, sliding wear and solid particle erosion behaviors of plasma enhanced magnetron sputtering CrSiCN coating systems. Wear 2015, 324, 27–35. [Google Scholar] [CrossRef]
- Burstein, G.; Sasaki, K. Effect of impact angle on the slurry erosion–corrosion of 304L stainless steel. Wear 2000, 240, 80–94. [Google Scholar] [CrossRef]
- Finnie, I. The mechanism of erosion of ductile metals. In Proceedings of the 3rd National Congress Of Applied Mechanics, Providence, RI, USA, 11–14 June 1958; pp. 527–532. [Google Scholar]
- Grant, G.; Tabakoff, W. Erosion prediction in turbomachinery resulting from environmental solid particles. J. Aircr. 1975, 12, 471–478. [Google Scholar] [CrossRef]
- Neilson, J.; Gilchrist, A. Erosion by a stream of solid particles. Wear 1968, 11, 111–122. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
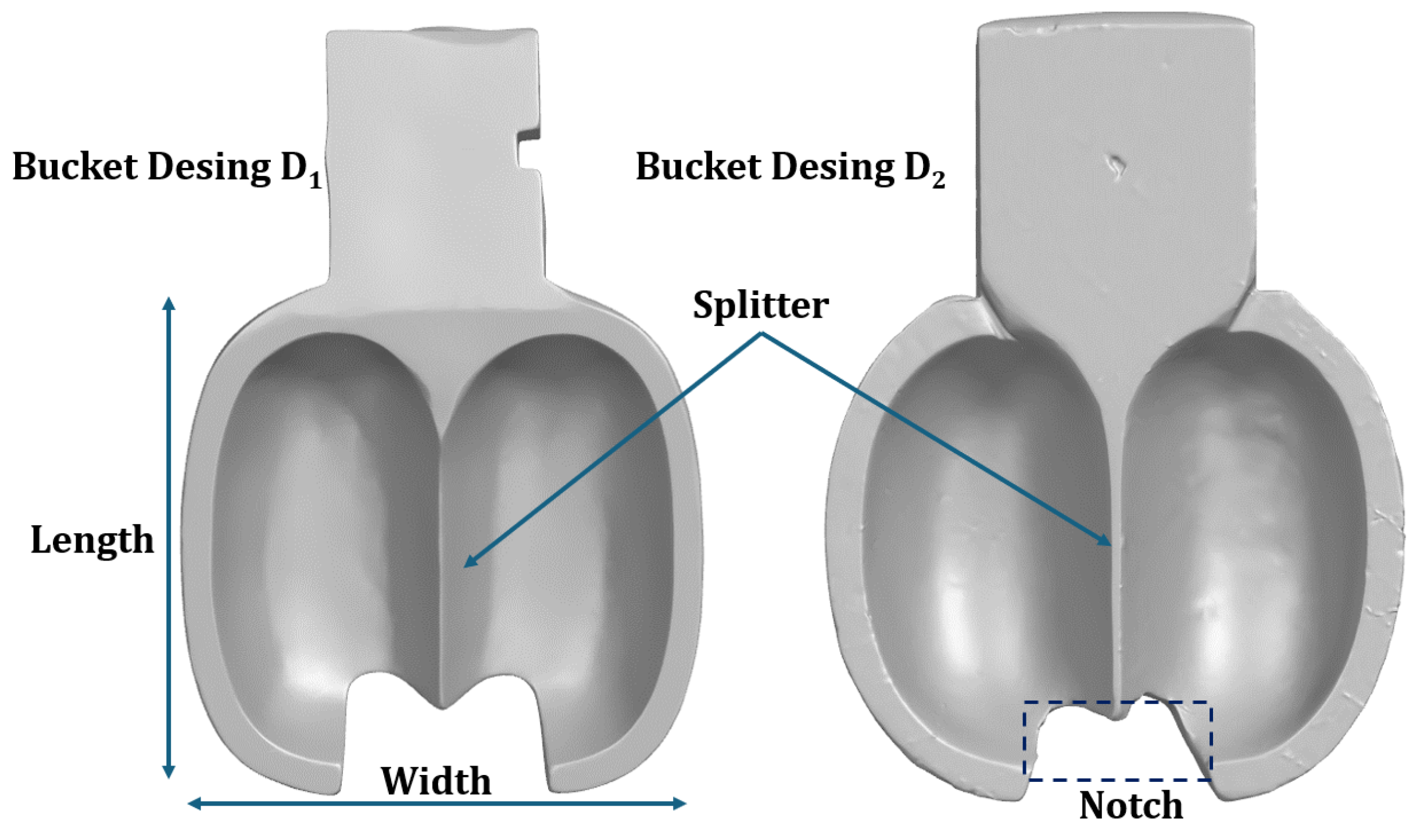
| Buckets Parameters | ||
|---|---|---|
| PCD | 320 mm | 340 mm |
| Bucket width B | 3.2 | 3.2 |
| Bucket length L | 2.8 | 2.8 |
| Bucket thickness T | 0.9 | 0.9 |
| Nozzle outlet diameter | 1.05 | 1.05 |
| Number of bucket | 21 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirza Umar, B.; Wang, Z.; Chitrakar, S.; Thapa, B.; Huang, X.; Poudel, R.; Karna, A. Experimental Erosion Flow Pattern Study of Pelton Runner Buckets Using a Non-Recirculating Test Rig. Energies 2024, 17, 4006. https://doi.org/10.3390/en17164006
Mirza Umar B, Wang Z, Chitrakar S, Thapa B, Huang X, Poudel R, Karna A. Experimental Erosion Flow Pattern Study of Pelton Runner Buckets Using a Non-Recirculating Test Rig. Energies. 2024; 17(16):4006. https://doi.org/10.3390/en17164006
Chicago/Turabian StyleMirza Umar, Baig, Zhengwei Wang, Sailesh Chitrakar, Bhola Thapa, Xingxing Huang, Ravi Poudel, and Aaditya Karna. 2024. "Experimental Erosion Flow Pattern Study of Pelton Runner Buckets Using a Non-Recirculating Test Rig" Energies 17, no. 16: 4006. https://doi.org/10.3390/en17164006
APA StyleMirza Umar, B., Wang, Z., Chitrakar, S., Thapa, B., Huang, X., Poudel, R., & Karna, A. (2024). Experimental Erosion Flow Pattern Study of Pelton Runner Buckets Using a Non-Recirculating Test Rig. Energies, 17(16), 4006. https://doi.org/10.3390/en17164006