
Study on the Heat and Mass Transfer Characteristics of Humidifiers in Humidification–Dehumidification Desalination Systems


Abstract
:1. Introduction
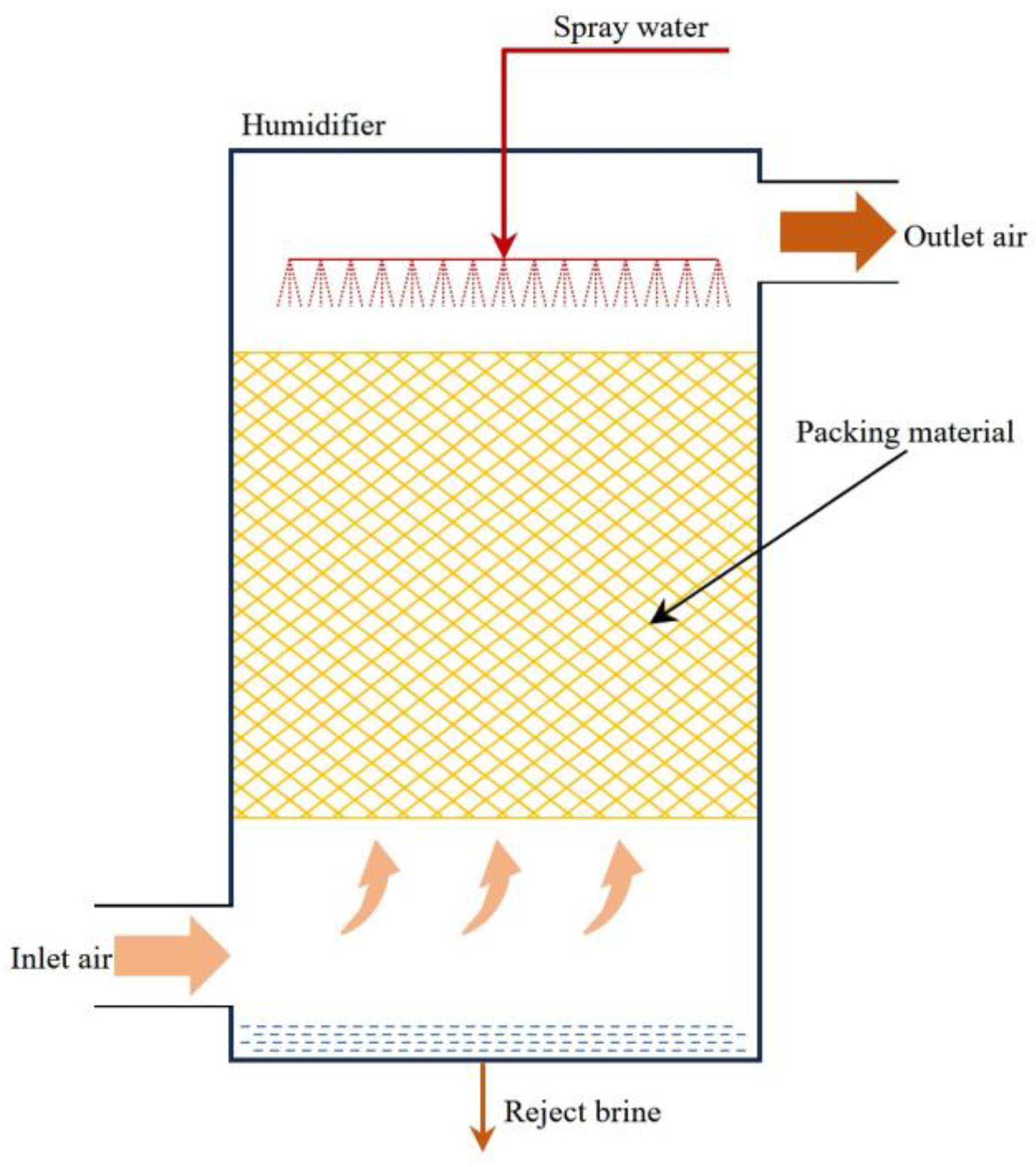
2. Heat and Mass Coupled Differential Equation Model
- (1)
- The areas of heat and mass transfer were equal.
- (2)
- The heat transfer between the humidifier and the external environment was disregarded during the process of thermal exchange between spray water and air within the humidifier.
- (3)
- The heat and mass exchange process within the humidifier remains in a steady state.
2.1. Evaluation Indicators of Humidification Performance
- Humidification rate
- 2.
- Humidification efficiency
- 3.
- Specific humidification energy ratio
2.2. Model Validation
3. Results and Discussion
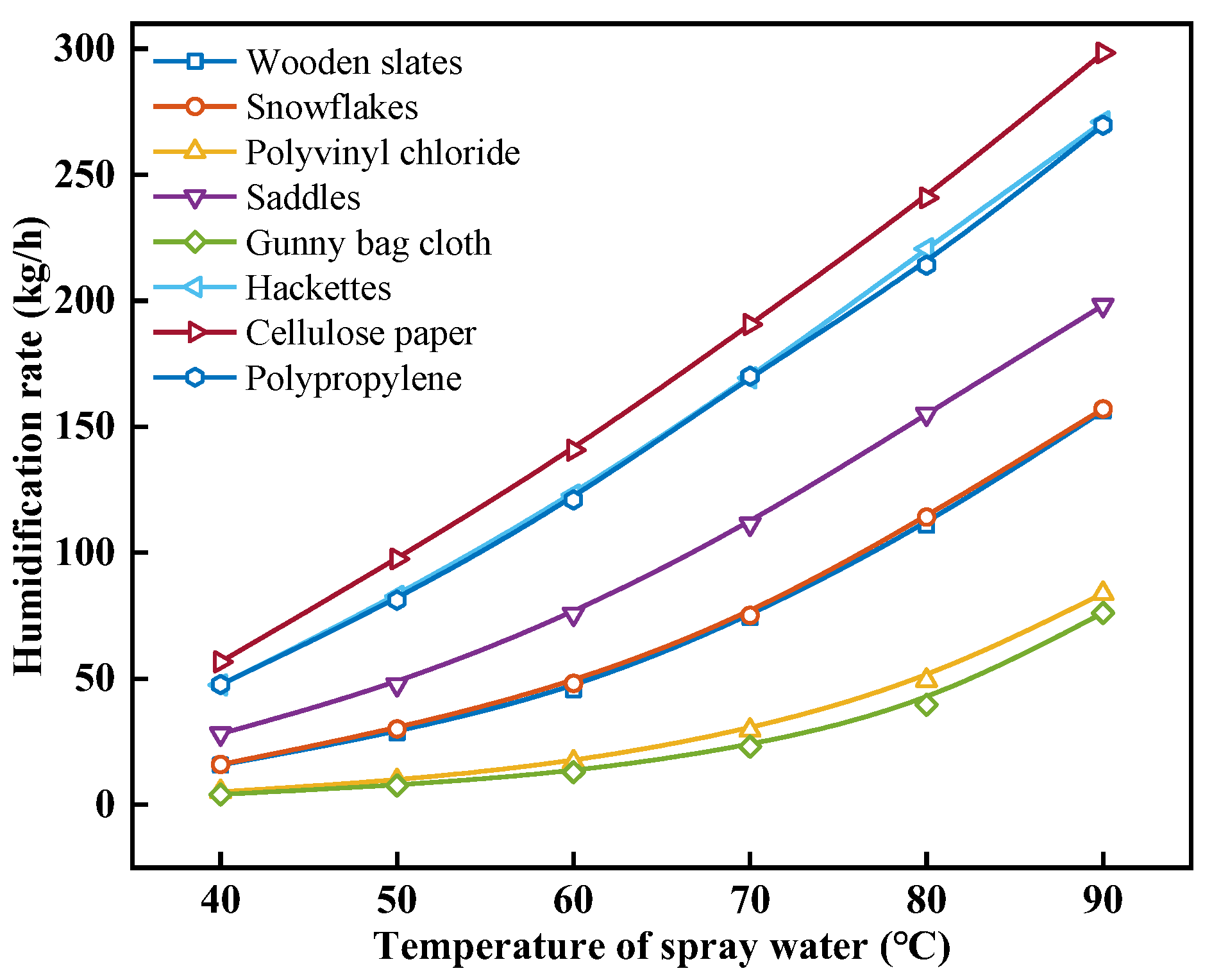
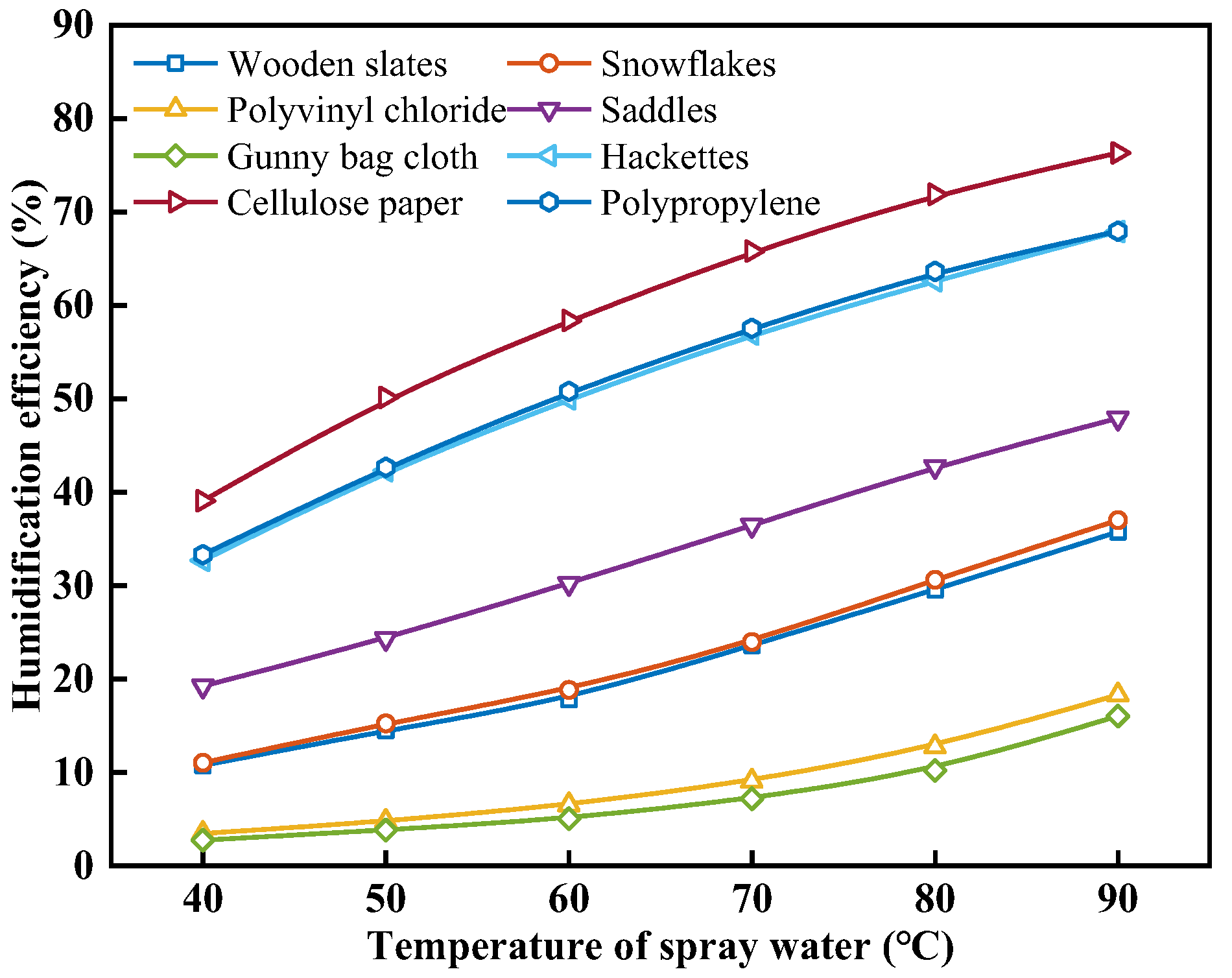
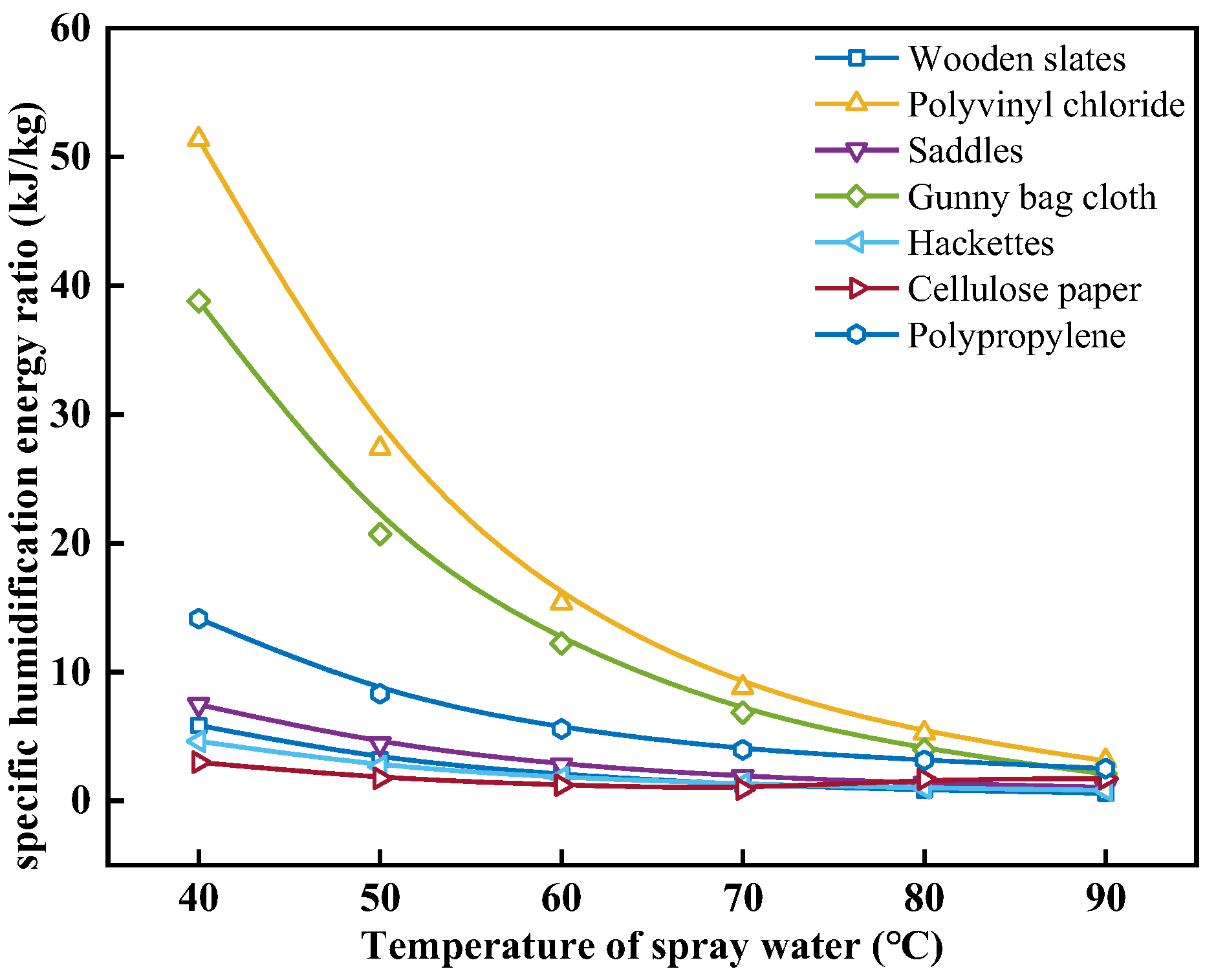
3.1. Effect of Spray Water Temperature on Humidification Performance with Different Packing Materials
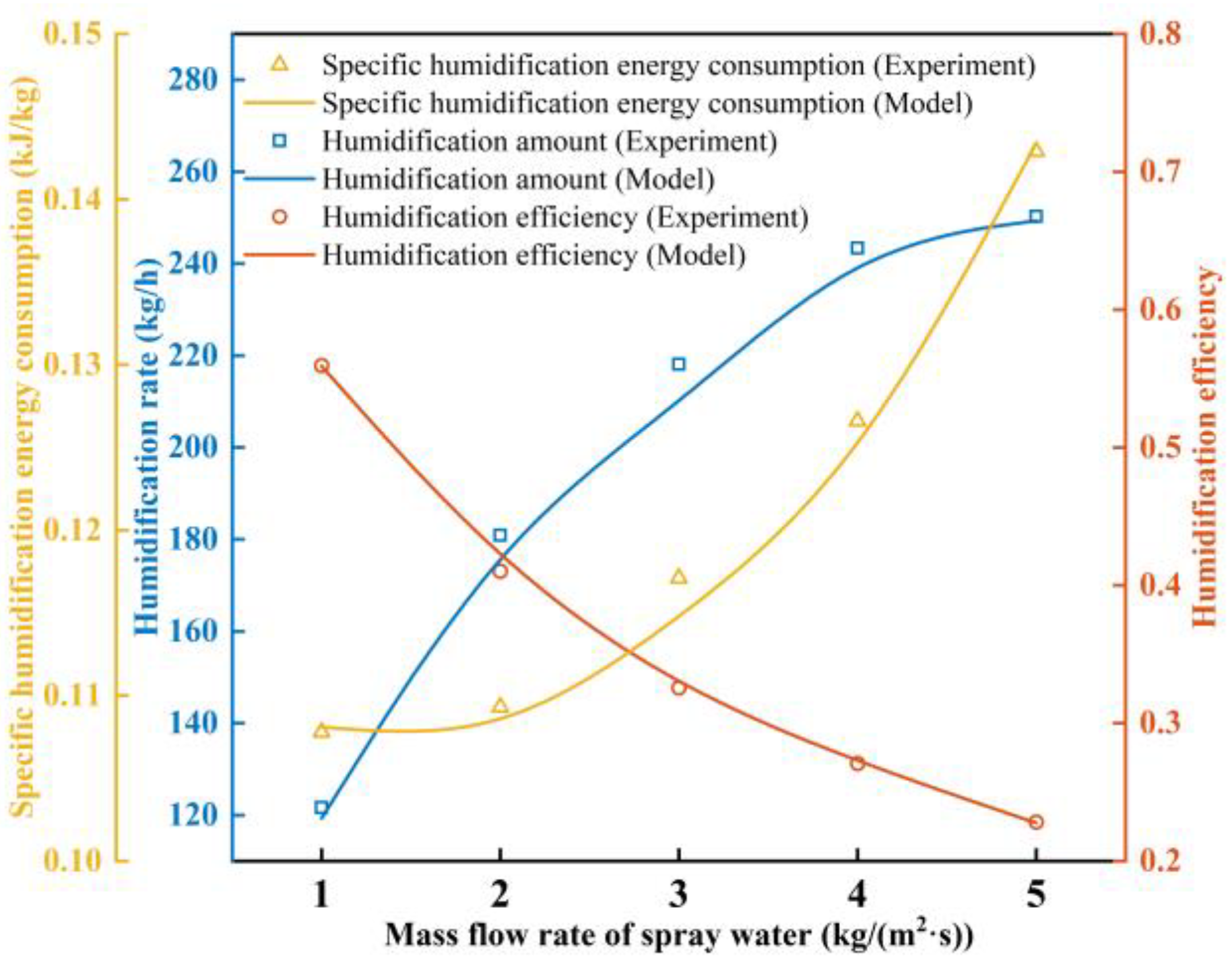
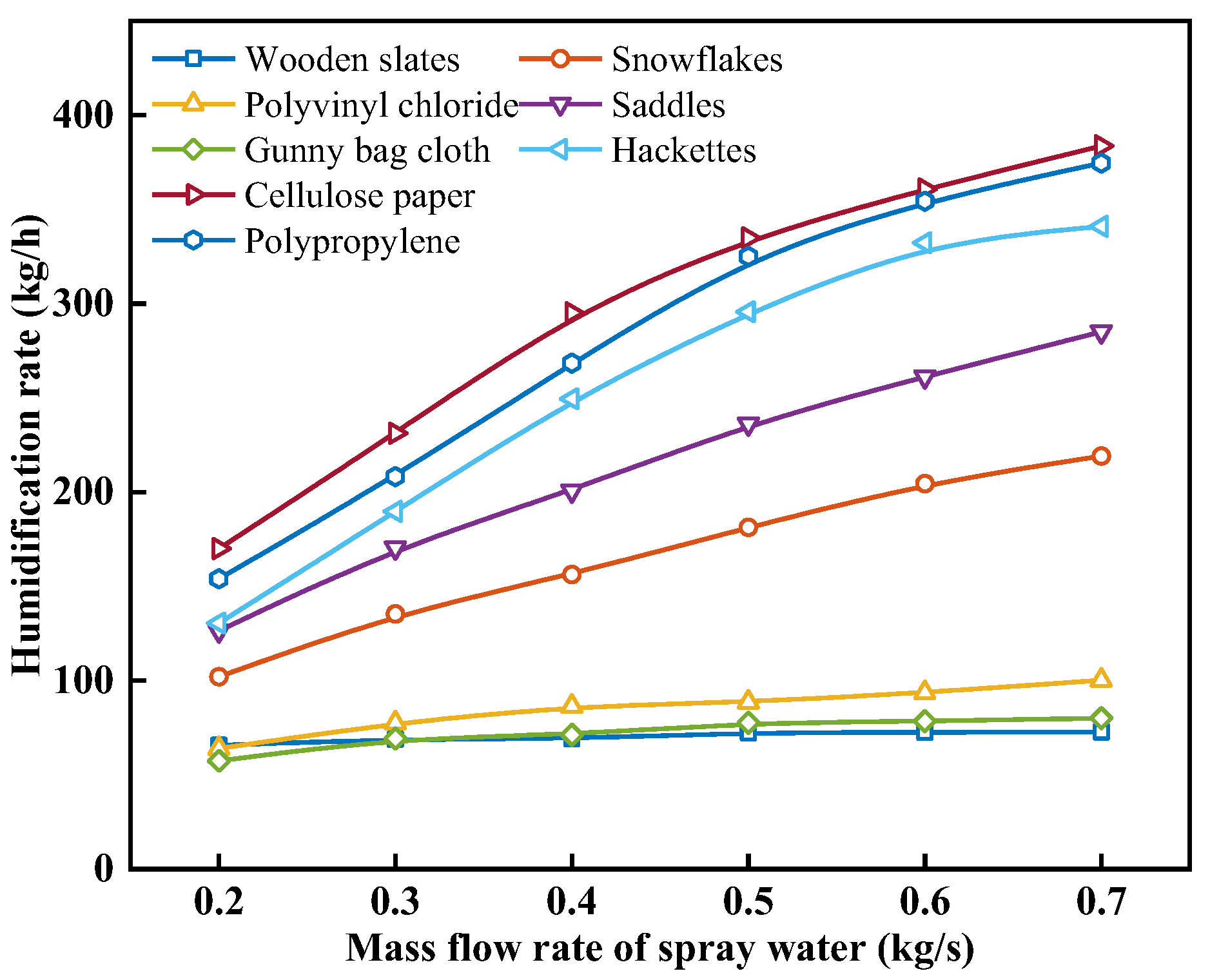
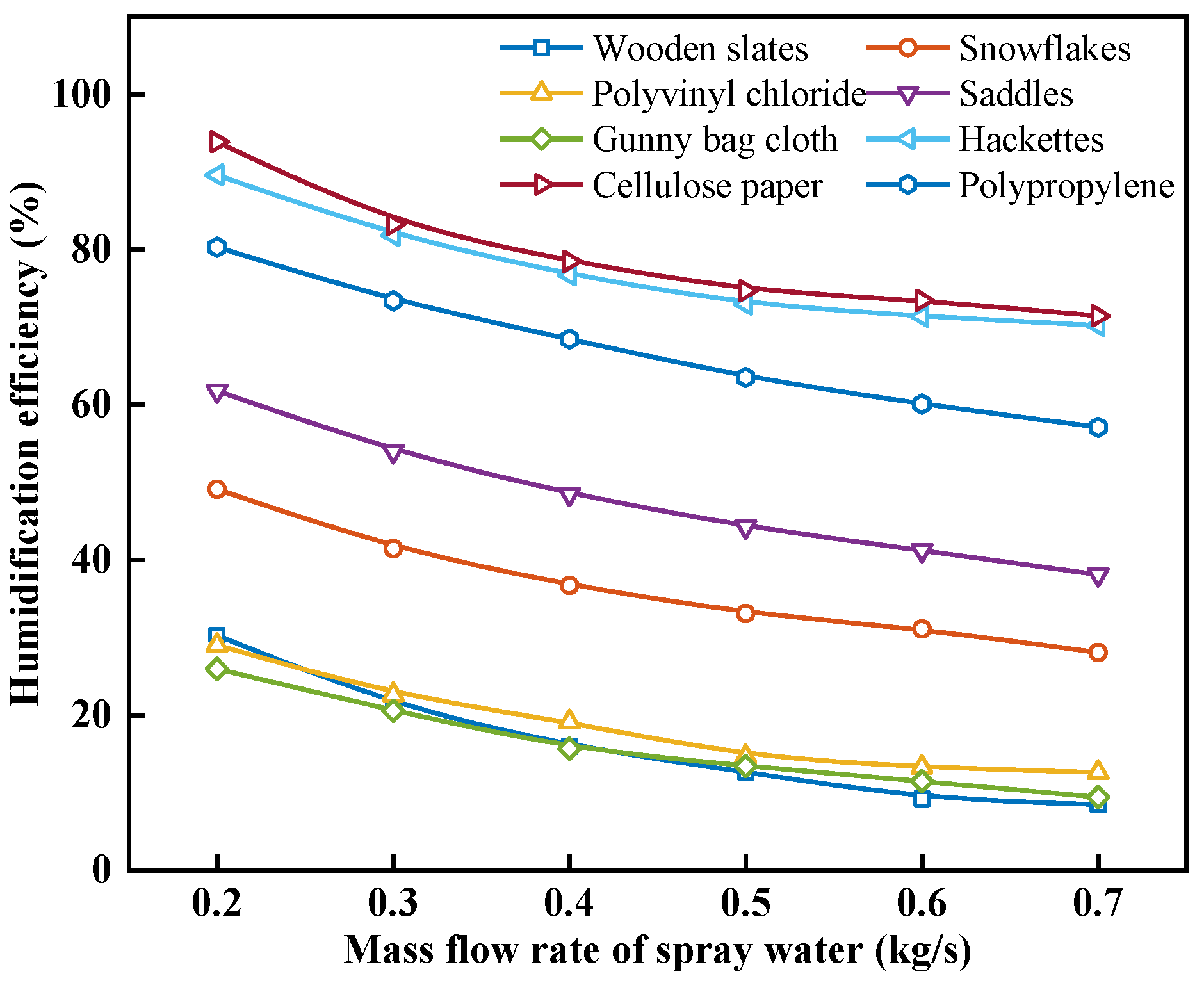
3.2. Effect of Mass Flow Rate of Spray Water on the Humidification Performance with Different Packing Materials
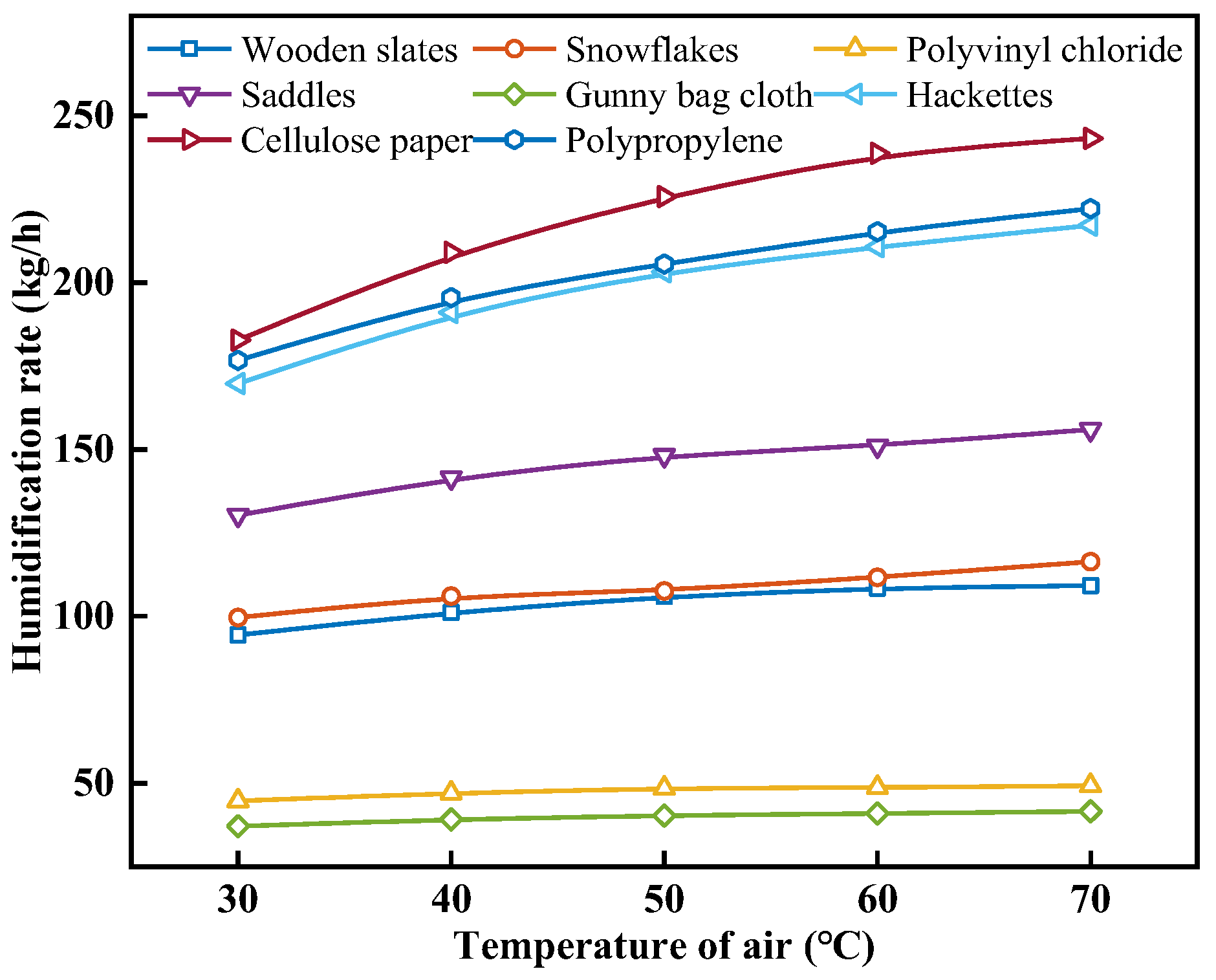
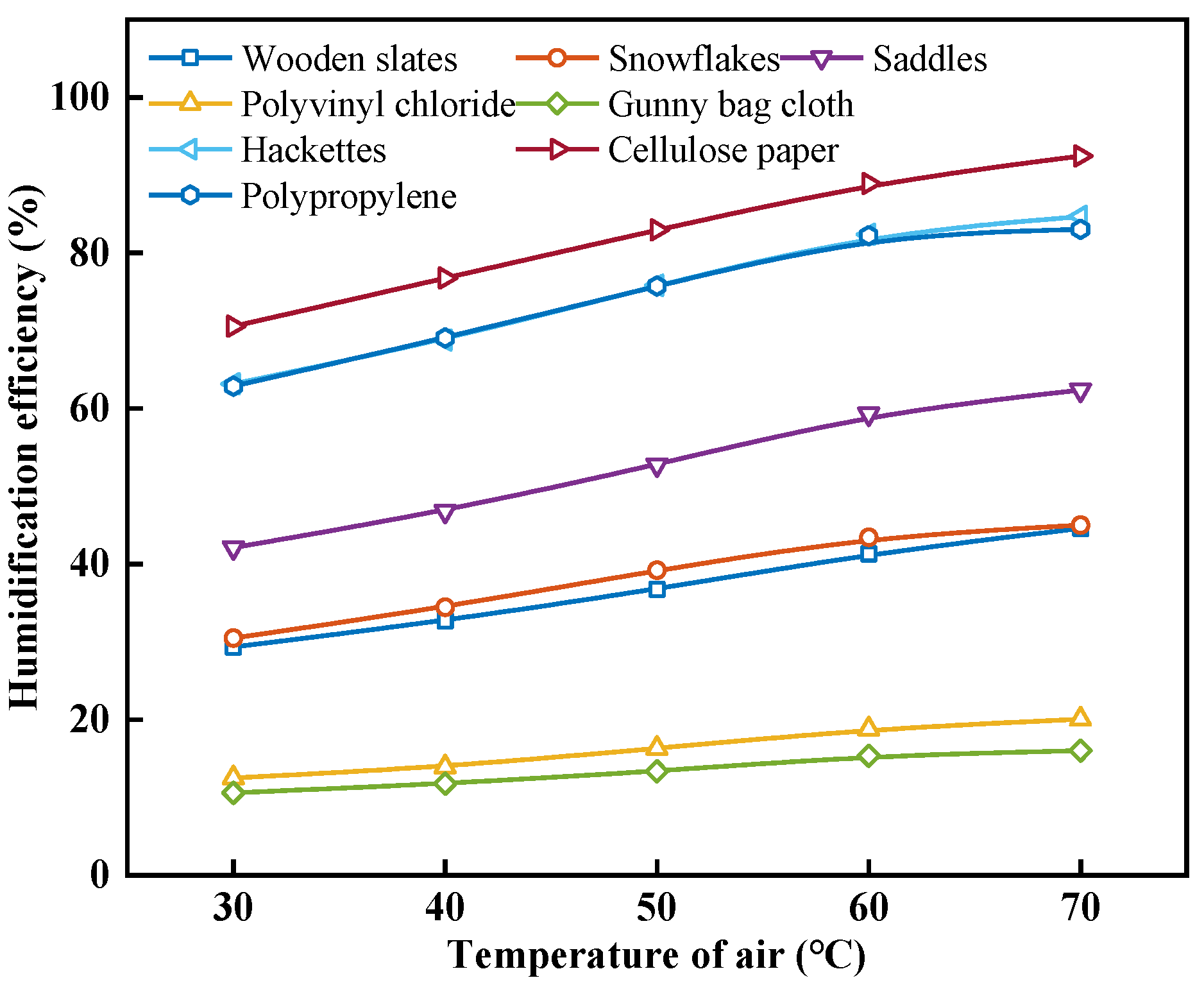
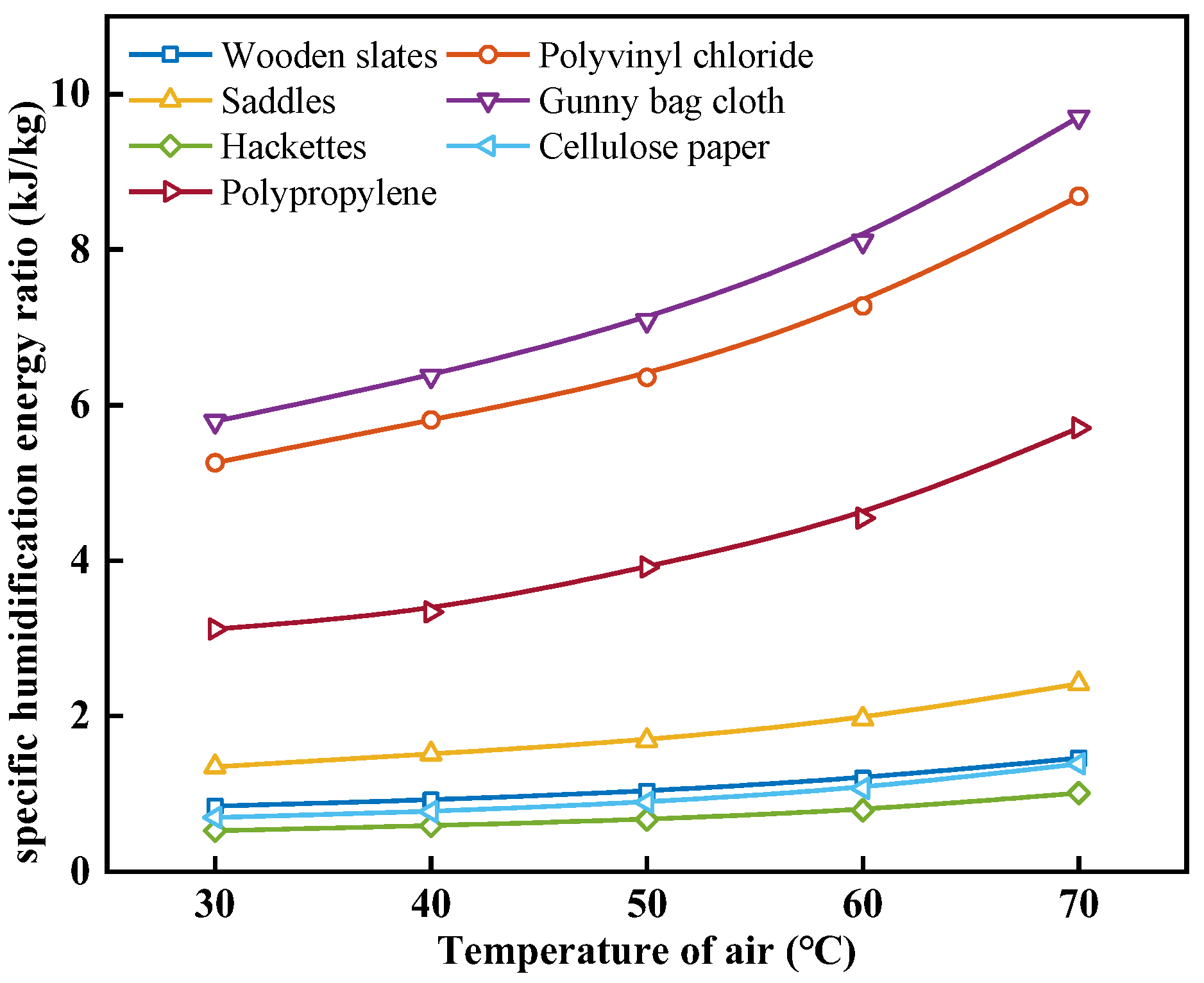
3.3. Effect of Air Temperature on Humidification Performance with Different Packing Materials
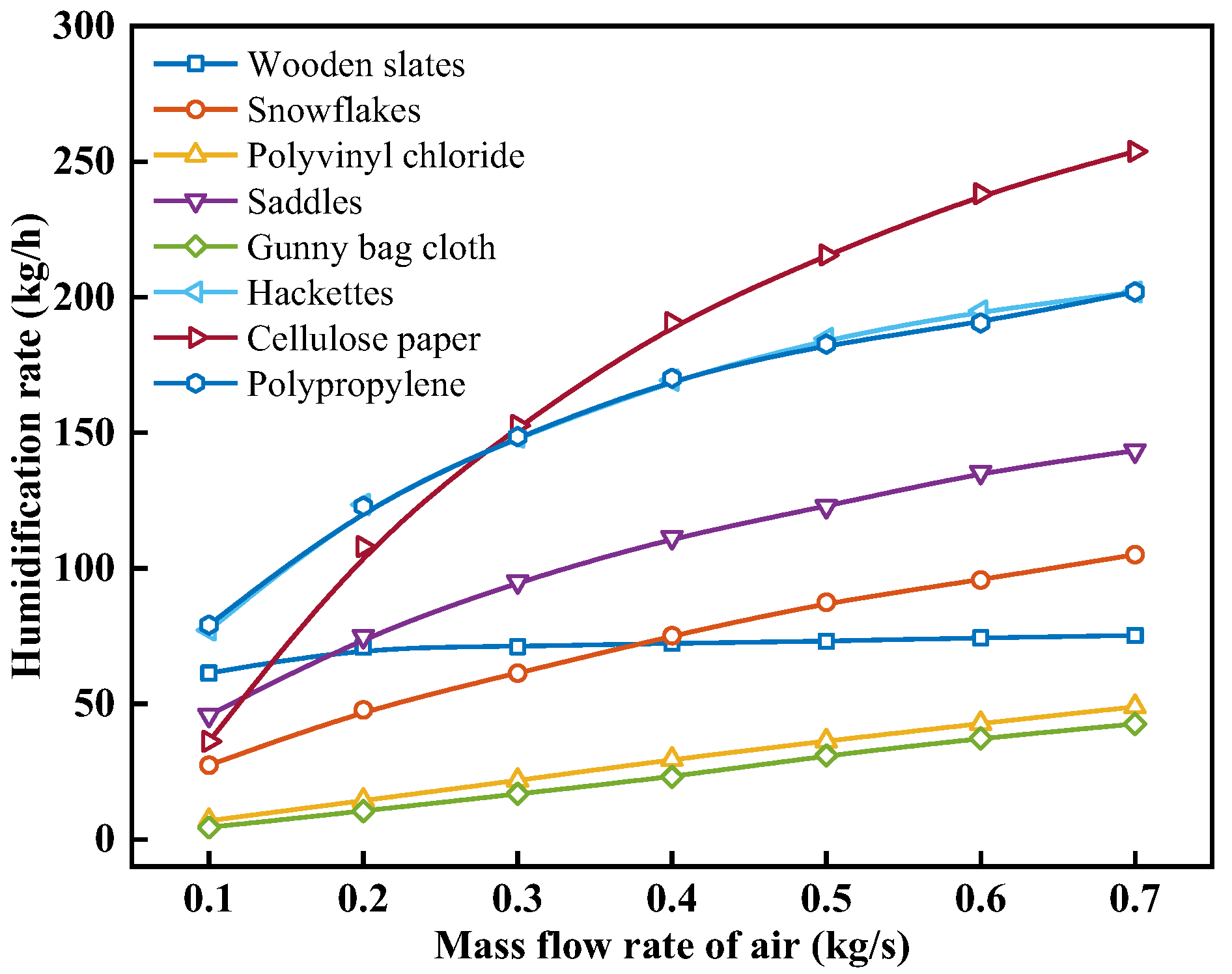
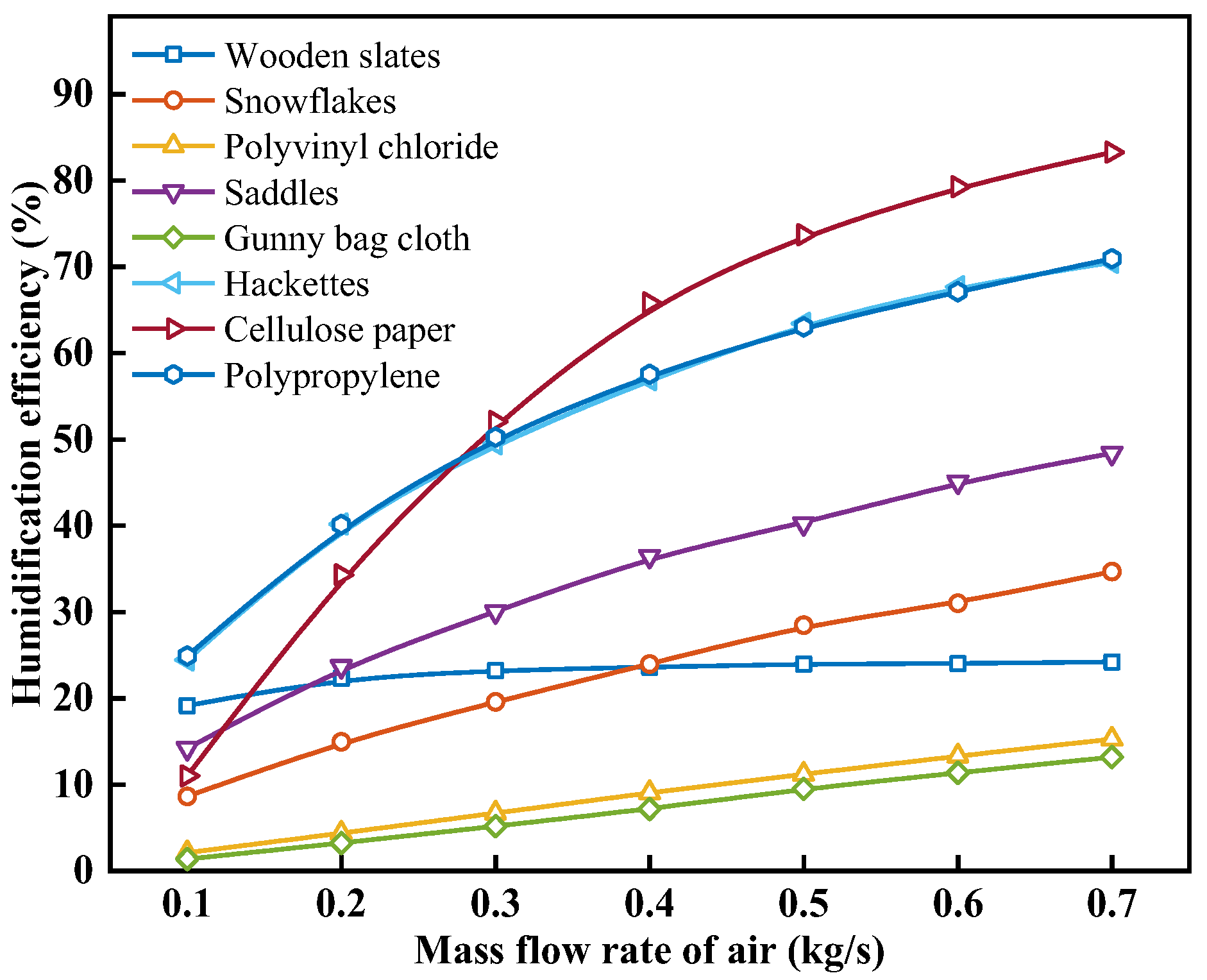
3.4. Effect of Air Mass Flow Rate on Humidification Performance with Different Packing Materials
4. Conclusions
- (1)
- Under the same inlet spray water and air conditions, the humidification performances of different packing materials, from highest to lowest, are as follows: cellulose paper, polypropylene, hackettes, saddles, snowflakes, wooden slats, polyvinyl chloride, and gunny bag cloth.
- (2)
- Increasing the tw significantly enhances the mhum and εhum while reducing the ηhum. When the tw exceeds 80 °C, regardless of the choice of packing material, the ηhum of the humidifier reaches a minimum value, which is approximately similar for different materials. To achieve higher humidification performance, it is recommended to raise the tw to above 80 °C.
- (3)
- With an increase in the mw, although the εhum slightly decreases, the mhum increases, and, in turn, the ηhum decreases. Therefore, to maintain a high mhum and a low ηhum, it is recommended to control the mw at no less than 0.5 kg/s.
- (4)
- Raising the inlet ta of the humidifier can increase the mhum and εhum and decrease the ηhum. However, compared to increasing the tw, its effect on improving the humidification performance is not as significant. Furthermore, as the ta increases, the rate of increase in mhum and εhum gradually decreases, while the rate of increase in ηhum gradually rises.
- (5)
- As the ma increases, the mhum, εhum, and ηhum increase. It is worth noting that with the increase in ma, the rate of increase in mhum and efficiency gradually decreases, while the rate of increase in ηhum gradually increases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | Abbreviations | ||
| A | area (m2) | GOR | gained output ratio |
| α | heat transfer coefficient (W/(m2·K)) | HDH | humidification–dehumidification |
| β | mass transfer coefficient (kg/(m2·s)) | MED | multi-effect desalination |
| ε | efficiency | MSF | multi-stage flash |
| h | enthalpy | MOFs | metal–organic frameworks |
| Lef | Lewis factor | PPEB | plastic polyhedron empty ball |
| m | mass flow rate (kg/s) | RO | reverse osmosis |
| p | pressure drop (Pa) | Subscripts | |
| Q | total heat exchange (W) | a | air |
| Qlat | latent heat exchange (W) | hum | humidification |
| Qsen | sensible heat exchange (W) | pm | packing material |
| T/t | temperature (K/°C) | s | saturated air |
| V | volume (m3) | w | water |
| ω | humidity ratio of moist air (kg/kgdry air) | wv | water vapor |
| z | height (m) | ||
References
- Dave, T.; Krishnan, S. Performance evaluation and characterization of a direct absorption solar humidifier for humidification-dehumidification desalination. J. Sol. Energy Eng. 2021, 143, 011010. [Google Scholar] [CrossRef]
- Lawal, D.U.; Qasem, N.A.A. Humidification-dehumidification desalination systems driven by thermal-based renewable and low-grade energy sources: A critical review. Renew. Sustain. Energy Rev. 2020, 125, 109817. [Google Scholar] [CrossRef]
- Xu, H.; Jiang, S.; Xie, M.X.; Jia, T.; Dai, Y.J. Technical improvements and perspectives on humidification-dehumidification desalination—A review. Desalination 2022, 541, 116029. [Google Scholar] [CrossRef]
- Ge, H.; Cai, Y.; Kang, P.; Liu, J.; Liu, X. Experimental study on humidifier performance in a humidification-dehumidification system. J. Phys. Conf. Ser. 2022, 2186, 12027. [Google Scholar] [CrossRef]
- Lawal, D.; Antar, M.; Khalifa, A.; Zubair, S.; Al-Sulaiman, F. Humidification-dehumidification desalination system operated by a heat pump. Energy Conv. Manag. 2018, 161, 128–140. [Google Scholar] [CrossRef]
- Santosh, R.; Lee, H.; Kim, Y. A comprehensive review on humidifiers and dehumidifiers in solar and low-grade waste heat powered humidification-dehumidification desalination systems. J. Clean Prod. 2022, 347, 131300. [Google Scholar] [CrossRef]
- Hussain Soomro, S.; Santosh, R.; Bak, C.; Yoo, C.; Kim, W.; Kim, Y. Effect of humidifier characteristics on performance of a small-scale humidification-dehumidification desalination system. Appl. Therm. Eng. 2022, 210, 118400. [Google Scholar] [CrossRef]
- Rahimi-Ahar, Z.; Hatamipour, M.S.; Ahar, L.R. Air humidification-dehumidification process for desalination: A review. Prog. Energy Combust. Sci. 2020, 80, 100850. [Google Scholar] [CrossRef]
- Raza, S.; Ghasali, E.; Orooji, Y.; Lin, H.; Karaman, C.; Dragoi, E.N.; Erk, N. Two dimensional (2D) materials and biomaterials for water desalination; structure, properties, and recent advances. Environ. Res. 2023, 219, 114998. [Google Scholar] [CrossRef]
- Mitchell, J.W.; Braun, J.E. Heating, Ventilation, and Air Conditioning in Buildings; Wiley & Sons: Hoboken, NJ, USA, 2013; ISBN 9780470624579. [Google Scholar]
- Salama, R.S.; Mannaa, M.A.; Altass, H.M.; Ibrahim, A.A.; Khder, A.E.S. Palladium supported on mixed-metal–organic framework (Co–Mn-MOF-74) for efficient catalytic oxidation of CO. Rsc. Adv. 2021, 11, 4318–4326. [Google Scholar] [CrossRef]
- Ibrahim, A.A.; Salama, R.S.; El-Hakam, S.A.; Khder, A.S.; Ahmed, A.I. Synthesis of sulfated zirconium supported MCM-41 composite with high-rate adsorption of methylene blue and excellent heterogeneous catalyst. Colloids Surf. A Physicochem. Eng. Asp. 2021, 616, 126361. [Google Scholar] [CrossRef]
- Li, K.; Wu, W.; Hu, K.; Wang, L.; Hua, R. Performance analysis of a novel household water purification system based on humidification-dehumidification principle. Desalination 2019, 469, 114099. [Google Scholar] [CrossRef]
- Xu, H.; Zhao, Y.; Dai, Y.J. Experimental study on a solar assisted heat pump desalination unit with internal heat recovery based on humidification-dehumidification process. Desalination 2019, 452, 247–257. [Google Scholar] [CrossRef]
- Kabeel, A.E.; Abdelgaied, M. Experimental evaluation of a two-stage indirect solar dryer with reheating coupled with HDH desalination system for remote areas. Desalination 2018, 425, 22–29. [Google Scholar] [CrossRef]
- Sharshir, S.W.; Peng, G.; Yang, N.; El-Samadony, M.O.A.; Kabeel, A.E. A continuous desalination system using humidification–dehumidification and a solar still with an evacuated solar water heater. Appl. Therm. Eng. 2016, 104, 734–742. [Google Scholar] [CrossRef]
- Li, X.; Yuan, G.; Wang, Z.; Li, H.; Xu, Z. Experimental study on a humidification and dehumidification desalination system of solar air heater with evacuated tubes. Desalination 2014, 351, 1–8. [Google Scholar] [CrossRef]
- Muthusamy, C.; Srithar, K. Energy and exergy analysis for a humidification–dehumidification desalination system integrated with multiple inserts. Desalination 2015, 367, 49–59. [Google Scholar] [CrossRef]
- Al-Hallaj, S.; Farid, M.M.; Rahman Tamimi, A. Solar desalination with a humidification-dehumidification cycle: Performance of the unit. Desalination 1998, 120, 273–280. [Google Scholar] [CrossRef]
- Moumouh, J.; Tahiri, M.; Salouhi, M.; Balli, L. Theoretical and experimental study of a solar desalination unit based on humidification–dehumidification of air. Int. J. Hydrog. Energy 2016, 41, 20818–20822. [Google Scholar] [CrossRef]
- Raj, A.; Bajaj, R.; Srinivas, T. Performance evaluation of honeycomb structured PVC packed humidifier in a Humidification-Dehumidification Desalination Plant. In Proceedings of the 2016 International Conference on Energy Efficient Technologies for Sustainability (ICEETS), Nagercoil, India, 7–8 April 2016; pp. 68–72. [Google Scholar]
- Ghazouani, N.; Bawadekji, A.; El-Bary, A.A.; Becheikh, N.; Alassaf, Y.; Hassan, G.E.; Elewa, M.M. Greenhouse Desalination by Humidification–Dehumidification Using a Novel Green Packing Material. Water 2022, 14, 869. [Google Scholar] [CrossRef]
- Huang, X.; Chen, H.; Ling, X.; Liu, L.; Huhe, T. Investigation of heat and mass transfer and gas–liquid thermodynamic process paths in a humidifier. Energy 2022, 261, 125156. [Google Scholar] [CrossRef]
- Amer, E.H.; Kotb, H.; Mostafa, G.H.; El-Ghalban, A.R. Theoretical and experimental investigation of humidification–dehumidification desalination unit. Desalination 2009, 249, 949–959. [Google Scholar] [CrossRef]
- Hermosillo, J.; Arancibia-Bulnes, C.A.; Estrada, C.A. Water desalination by air humidification: Mathematical model and experimental study. Sol. Energy 2012, 86, 1070–1076. [Google Scholar] [CrossRef]
- Ke, T.; Huang, X.; Ling, X. Numerical and experimental analysis on air/water direct contact heat and mass transfer in the humidifier. Appl. Therm. Eng. 2019, 156, 310–323. [Google Scholar] [CrossRef]
- Kloppers, J.C.; Kröger, D.G. The Lewis factor and its influence on the performance prediction of wet-cooling towers. Int. J. Therm. Sci. 2005, 44, 879–884. [Google Scholar] [CrossRef]
- Billet, R.; Schultes, M. Prediction of Mass Transfer Columns with Dumped and Arranged Packings: Updated Summary of the Calculation Method of Billet and Schultes. Chem. Eng. Res. Des. 1999, 77, 498–504. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, H.; Zheng, W.; You, S.; Wang, Y. Numerical investigation of a humidification-dehumidification desalination system driven by heat pump. Energy Conv. Manag. 2019, 180, 641–653. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Packing Materials | Spm (m2/m3) | Ε 1 | Cpo 2 | a | b | Error (%) |
|---|---|---|---|---|---|---|
| Wooden slats | 87 | 0.947 | 0.350 | 7.45 × 10−2 | −1.6461 | −0.020 |
| Snowflakes | 138 | 0.970 | N/A | 0.3757 | −0.9393 | 1.376 |
| Polyvinyl chloride | 149 | 0.952 | 1.003 | 9.58 × 10−2 | −1.1470 | −0.020 |
| Saddles | 169 | 0.970 | 0.758 | 0.7782 | −0.9243 | 1.815 |
| Gunny bag cloth | 200 | 0.954 | 0.453 | 7.49 × 10−2 | −1.255 | −0.030 |
| Hackettes | 280 | 0.920 | 0.399 | 2.89 | −0.9257 | 1.115 |
| Cellulose paper | 300 | 0.930 | 0.295 | 5.72 | −2.6515 | 3.660 |
| Polypropylene | 350 | 0.887 | 0.865 | 6.30 × 10−3 | −0.1643 | −0.209 |
| Component | Parameters |
|---|---|
| Humidifier | Height: 2500 mm |
| Sectional area: 500 mm × 500 mm | |
| Packing material | polypropylene |
| Fan | Power: 0.15 kW |
| Pump | Type: centrifugal |
| Power: 0.55 kW |
| Measured Parameter | Instrument | Range | Accuracy |
|---|---|---|---|
| Air velocity | Anemometer | 0.01–50.0 m/s | 0.015 m/s |
| Air temperature | Thermo-hygrometers | −20 to 55 °C | 0.4 °C |
| Air relative humidity | 0–100% | 2% | |
| Water velocity | Ultrasonic flowmeter | 0–2 m/s | 0.03 m/s |
| Water temperature | Thermocouple | 0–200 °C | 0.1 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Q.; Wu, W.; Ren, Y.; Wang, F.; Han, Y. Study on the Heat and Mass Transfer Characteristics of Humidifiers in Humidification–Dehumidification Desalination Systems. Energies 2023, 16, 8006. https://doi.org/10.3390/en16248006
Zhu Q, Wu W, Ren Y, Wang F, Han Y. Study on the Heat and Mass Transfer Characteristics of Humidifiers in Humidification–Dehumidification Desalination Systems. Energies. 2023; 16(24):8006. https://doi.org/10.3390/en16248006
Chicago/Turabian StyleZhu, Qundong, Weidong Wu, Yan Ren, Fengxian Wang, and Yipeng Han. 2023. "Study on the Heat and Mass Transfer Characteristics of Humidifiers in Humidification–Dehumidification Desalination Systems" Energies 16, no. 24: 8006. https://doi.org/10.3390/en16248006
APA StyleZhu, Q., Wu, W., Ren, Y., Wang, F., & Han, Y. (2023). Study on the Heat and Mass Transfer Characteristics of Humidifiers in Humidification–Dehumidification Desalination Systems. Energies, 16(24), 8006. https://doi.org/10.3390/en16248006