

The Production of Bioethanol from Lignocellulosic Biomass: Pretreatment Methods, Fermentation, and Downstream Processing





Abstract
1. Introduction
2. Recalcitrant Structure of Lignocellulosic Biomass

3. Pretreatment of Lignocellulosic Biomass
3.1. Physical Pretreatments
3.1.1. Extrusion
3.1.2. Mechanical Pretreatment
3.1.3. Microwave
3.1.4. Ultrasound
3.2. Chemical Pretreatments
3.2.1. Acids
- Weak acid hydrolysis or dilute acid hydrolysis is one of the most commonly applied techniques for lignocellulosic biomass. There are two ways to approach this process: first, a continuous flow process at a high temperature is used mainly for low solids loading when T > 160 °C and the substrate concentration is 5–10% wt. The second way is a batch process at low temperature, mainly for high solids loading when T ≤ 160 °C and the substrate concentration is 10–40% wt. Organic acids, like maleic acid and fumaric acid, can be used for this pretreatment method instead of inorganic acids [27]. This method has shown good performance in recovering hemicellulosic sugars, but these sugars might be further converted to furan compounds, furfural, and 5-hydroxymethyl furfural, potent inhibitors of microbial fermentation. Also, acids are corrosive. This method is most suitable for lignocellulosic biomass with low lignin content, as lignin is not removed in this process.
- Strong acid hydrolysis: Sulfuric acid and hydrochloric acid have been used widely to treat lignocellulosic biomass as they are potent reagents for cellulose hydrolysis [28]. Enzymes are not needed after concentrated acid hydrolysis for saccharification. Advantages include feedstock flexibility, high monomeric sugar yield, and mild temperature requirements. The drawbacks are the corrosive nature of the acids, and acid recycling is needed for the economy. Several industries are in the process of the commercialization of the strong acid hydrolysis treatment of lignocellulosic biomass for bioethanol production. Concentrated acid requires corrosion-resistant equipment as it is corrosive and toxic. On an industrial scale, dilute acid treatments are more feasible [28].
3.2.2. Alkalies
3.2.3. Organic Solvents
3.2.4. Ionic Liquids (ILs)
3.2.5. Deep Eutectic Solvents (DESs)
3.2.6. Oxidizing Agents
3.2.7. Ozonolysis
3.3. Physicochemical Pretreatments
3.3.1. Steam Explosion (SE)
3.3.2. Liquid Hot Water (LHW)
3.3.3. CO2 Explosion
3.3.4. Wet Oxidation (WO)
3.3.5. Ammonia Fiber Expansion (AFEX)
3.4. Biological Pretreatments
3.4.1. Fungal
3.4.2. Bacterial
3.4.3. Microbial Consortia
3.4.4. Enzymatic
4. Bioethanol
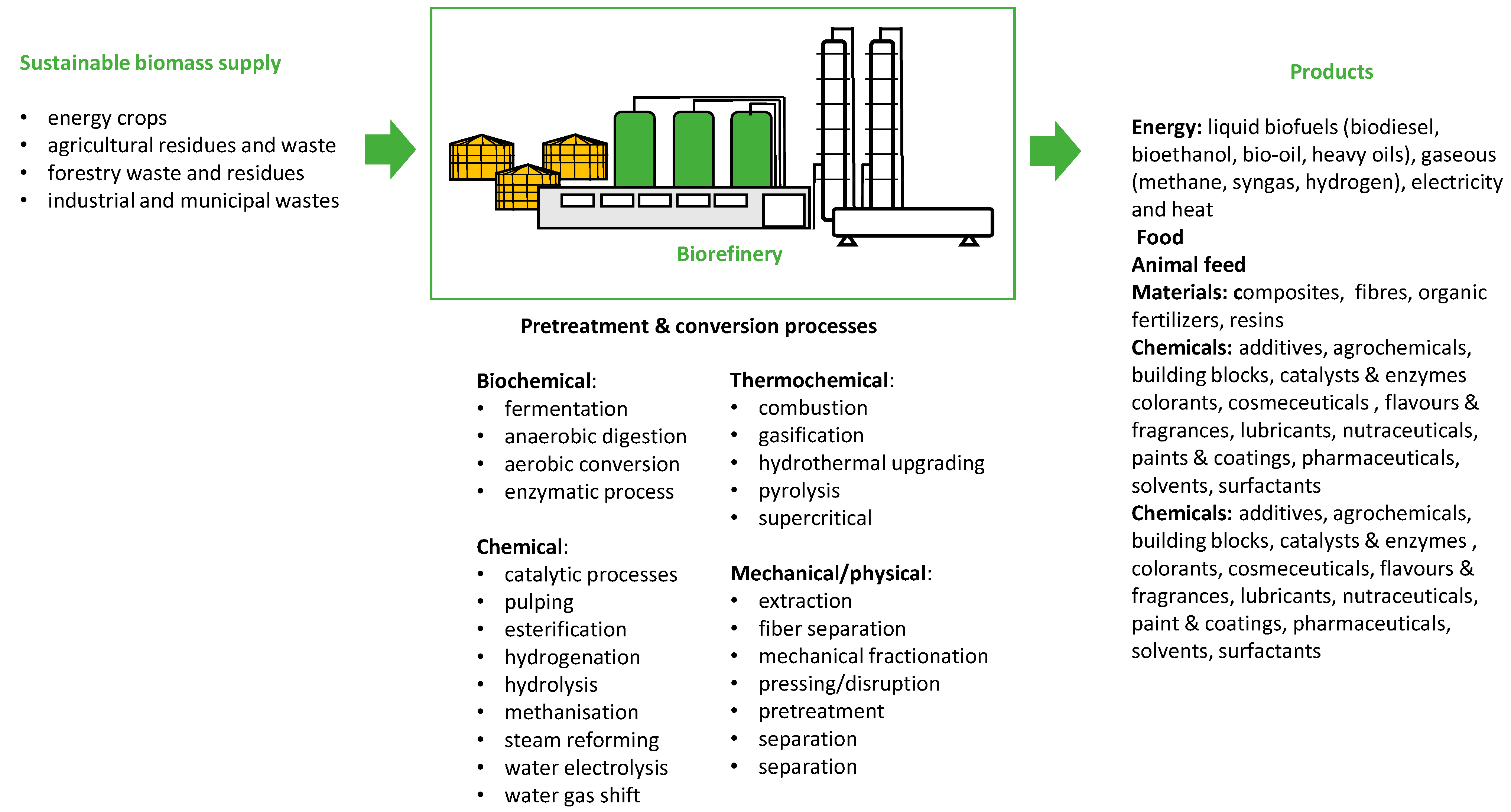
4.1. Bio-Refineries
- (1)
- Energy crops: herbaceous energy crops (e.g., switchgrass, miscanthus, bamboo, AND sweet sorghum), woody energy crops (e.g., hybrid poplar, hybrid willow, silver maple, AND eastern cottonwood), agricultural crops (oil crops, e.g., jatropha, oilseed rape, sunflower, castor oil, palm, and coconut; cereals, e.g., barley, wheat, oats, maize, and rye; and sugar and starchy crops, e.g., sweet sorghum, potato, and sugarcane), and aquatic crops (e.g., giant kelp, other seaweed, and microalga);
- (2)
- Agricultural residues and waste: agricultural residues (e.g., sugar cane bagasse, corn stover, cobs, stalks and leaves, wheat straw, rice straw, rice hulls, nut hulls, and barley straw) and by-products and waste (wood processing by-products, e.g., sawdust, bark, branches, and leaves/needles; animal manure);
- (3)
- Forestry waste and residues harvested for non-commercial purposes (e.g., renewal pruning and forest restoration);
- (4)
- Industrial and municipal waste: e.g., municipal solid waste (e.g., wastepaper, cardboard, wood waste, and yard waste), sewage sludge, and industrial waste. [2].
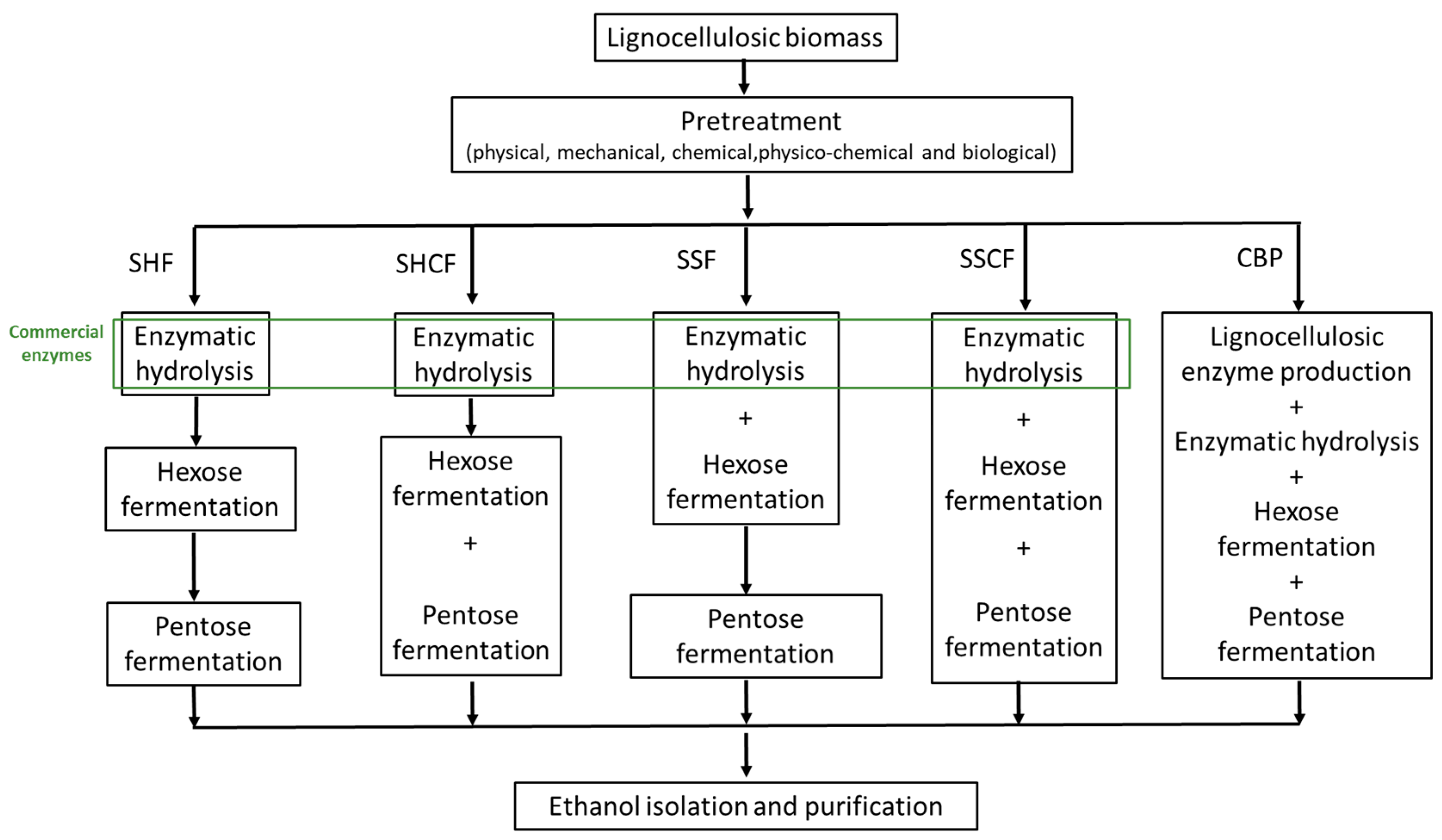
4.2. Strategies for Bioethanol Production

| Lignocellulosic Biomass | Pretreatment | Enzyme Hydrolysis/Substrate and Conditions | Microorganism | Process Config. | Major Findings | Ref. |
|---|---|---|---|---|---|---|
| Oil palm empty fruit bunches | Two-step pretreatment: (1) 0.2 M H2SO4 at 121 °C for 53 min, and (2) 0.2 M H2SO4 at 121 °C for 53 min; biomass loading: 12.50% (w/v) | Enzyme: 20 FPU cellulase/gLCB a and 4 IU ß-glucosidase/gLCB b substrate loading 10% (w/v) hydrolysis at 37.5 °C for 72 h; | K. marxinus | SHF, batch | Ethanol yield: 0.258 g/gLCB c Ethanol concentration 25.80 g/L | [128] |
| As above | As above | Enzyme: 20 FPU cellulase/gLCB a and 4 IU ß-glucosidase/gLCB b | As above | SSF, batch | Ethanol yield 0.281 g/gLCB c Ethanol concentration 28.10 g/L Substrate loading: 10% (w/v) | [128] |
| g Woody and herbaceous biomass | h Steam explosion conditions: 190–210 °C, 2–8 min depending on lignocellulosic biomass | Enzyme: 15 FPU/gLCB a | K. marxianus CECT10875 | SSF, batch | Ethanol concentration 16.2–19.0 g/L Ethanol yield 60.9–71.2% of theoretical yield Fermentation temperature: 42 °C | [129] |
| Corncob residue | KOH pretreatment | Enzyme: 22 FPU cellulase/gLCB a substrate loading 7.5% (w/v) | S. cerevisiae TC-5 | SSF, fed-batch | Ethanol concentration 31.96 g/L Ethanol productivity 0.222 g/L h Fermentation temperature: 40 °C | [130] |
| Wheat straw | Steam explosion: 220 °C and 2.5 min | Enzyme: 15 FPU cellulase/gC e and 15 IU ß-glucosidase/gC f | Kluyveromyces marxianus CECT 10875 | SSF, fed-batch | Ethanol concentration 36.2 g/L Ethanol yield: 0.33 g/gG d Substrate loading: initial 10 (w/v) + 4% (w/v) addition after 12 h; Fermentation temperature: 42 °C | [131] |
| Sugarcane bagasse | Steam pretreatment with 0.5% (w/v) H2SO4 at 121 °C for 30 min. | 15 FPU/ gLCB a | Saccharomyces cerevisiae | SSF, fed-batch | Ethanol concentration 65.43 g/L Cumulative substrate concentration ~20% (w/w) | |
| Corn cobs | 2% NaOH at 120 °C for 15 min; solid-to-liquid ratio of 1:5 (w/v) | - | S. cerevisiae YI13 co-producing BGLI and EGII | CBP, batch | Ethanol concentration 4.05 g/L Conversion yield (83.7%) after 168 h | [122] |
| Brewers spent grains | Dried and ground | - | Co-culture Aspergillus oryzae and S. cerevisiae NCYC479 | CBP, batch | Ethanol concentration 37 g/L after 10-day incubation at 15 °C | [123] |
4.3. Bioethanol Recovery and Purification
4.3.1. Distillation-Based Processes
4.3.2. Adsorption
4.3.3. Membrane Separation
4.3.4. Advanced Hybrid Processes
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neupane, D. Biofuels from Renewable Sources, a Potential Option for Biodiesel Production. Bioengineering 2023, 10, 29. [Google Scholar] [CrossRef]
- Maity, S.K. Opportunities, recent trends and challenges of integrated biorefinery: Part I. Renew. Sustain. Energy Rev. 2015, 43, 1427–1445. [Google Scholar] [CrossRef]
- Deora, P.S.; Verma, Y.; Muhal, R.A.; Goswami, C.; Singh, T. Biofuels: An alternative to conventional fuel and energy source. Mater. Today Proc. 2022, 48, 1178–1184. [Google Scholar] [CrossRef]
- Robak, K.; Balcerek, M. Current state-of-the-art in ethanol production from lignocellulosic feedstocks. Microbiol. Res. 2020, 240, 126534. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess 2017, 4, 7. [Google Scholar] [CrossRef]
- Kumar, D.; Singh, R. Pretreatment of lignocellulosic wastes for biofuel production: A critical review. Renew. Sustain. Energy Rev. 2018, 90, 877–891. [Google Scholar] [CrossRef]
- Robak, K.; Balcerek, M. Review of second generation bioethanol production from residual biomass. Food Technol. Biotechnol. 2018, 56, 174–187. [Google Scholar] [CrossRef] [PubMed]
- Ambat, I.; Srivastava, V.; Sillanpää, M. Recent advancement in biodiesel production methodologies using various feedstock: A review. Renew. Sustain. Energy Rev. 2018, 90, 356–369. [Google Scholar] [CrossRef]
- Palmqvist, E.; Hahn-Hagerdal, B. Fermentation of lignocellulosic hydrolysates. II: Inhibitors and mechanisms of inhibition. Bioresour. Technol. 2000, 74, 25–33. [Google Scholar] [CrossRef]
- Amoah, J.; Ogura, K.; Schmetz, Q.; Kondo, A.; Ogino, C. Co-fermentation of xylose and glucose from ionic liquid pretreated sugar cane bagasse for bioethanol production using engineered xylose assimilating yeast. Biomass Bioenergy 2019, 128, 105283. [Google Scholar] [CrossRef]
- Soltanian, S.; Aghbashlo, M.; Almasi, F.; Hosseinzadeh-Bandbafha, H.; Nizami, A.-S.; Ok, Y.S.; Lam, S.S.; Tabatabaei, M. A critical review of the effects of pretreatment methods on the exergetic aspects of lignocellulosic biofuels. Energy Convers. Manag. 2020, 212, 112792. [Google Scholar] [CrossRef]
- Tišma, M.; Busić-Kojić, A.; Planinić, M. Bio-based products from lignocellulosic waste biomass; a state of art. Chem. Biochem. Eng. Q. 2021, 35, 139–156. [Google Scholar] [CrossRef]
- McCann, M.C.; Carpita, N.C. Biomass recalcitrance: A multi-scale, multi-factor, and conversion-specific property. J. Exp. Bot. 2015, 66, 4109–4118. [Google Scholar] [CrossRef] [PubMed]
- Weidener, D.; Dama, M.; Dietrich, S.K.; Ohrem, B.; Pauly, M.; Leitner, W.; Dominguez de Maria, P.; Grande, P.M.; Klose, H. Multiscale analysis of lignocellulose recalcitrance towards OrganoCat pretreatment and fractionation. Biotechnol. Biofuels 2020, 13, 155. [Google Scholar] [CrossRef]
- Rajeswari, G.; Jacob, S.; Kumar Chandel, A.; Kumar, V. Unlocking the potential of insect and ruminant host symbionts for recycling of lignocellulosic carbon with biorefinery approach: A review. Microb. Cell Fact. 2021, 20, 107. [Google Scholar] [CrossRef]
- Chen, H.; Liu, J.; Chang, X.; Chen, D.; Xue, Y.; Liu, P.; Lin, H.; Han, S. A review on the pretreatment of lignocellulose for high-value chemicals. Fuel Process. Technol. 2017, 160, 196–206. [Google Scholar]
- Tsapekos, P.; Kougias, P.G.; Egelund, H.; Larsen, U.; Pedersen, J.; Trenel, P.; Angelidaki, I. Mechanical pretreatment at harvesting increases the bioenergy output from marginal land grasses. Renew. Energy 2017, 111, 914–921. [Google Scholar] [CrossRef]
- Perez-Rodríguez, N.; García-Bernet, D.; Domínguez, J. Faster methane production after sequential extrusion and enzymatic hydrolysis of vine trimming shoots. Environ. Chem. Lett. 2018, 16, 295–299. [Google Scholar] [CrossRef]
- Baruah, J.; Nath, B.K.; Sharma, R.; Kumar, S.; Deka, R.C.; Baruah, D.C.; Kalita, E. Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front. Energy Res. 2018, 6, 141. [Google Scholar] [CrossRef]
- Amin, F.R.; Khalid, H.; Zhang, H.; Rahman, S.U.; Zhang, R.; Liu, G.; Chen, C. Pretreatment methods of lignocellulosic biomass for anaerobic digestion. AMB Express 2017, 7, 72. [Google Scholar] [CrossRef]
- Jedrzejczyk, M.; Soszka, E.; Czapnik, M.; Ruppert, A.M.; Grams, J. Physical and chemical pretreatment of lignocellulosic biomass. In Second and Third Generation of Feedstocks: The Evolution of Biofuels; Elsevier: Amsterdam, Netherlands, 2019; pp. 143–196. [Google Scholar] [CrossRef]
- Bussemaker, M.J.; Zhang, D. Effect of ultrasound on lignocellulosic biomass as a pretreatment for biorefinery and biofuel applications. Ind. Eng. Chem. Res. 2013, 52, 3563–3580. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Hernandez-Beltran, J.U.; Hernández-De Lira, I.O.; Cruz-Santos, M.M.; Saucedo-Luevanos, A.; Hernández-Terán, F.; Balagurusamy, N. Insight into Pretreatment Methods of Lignocellulosic Biomass to Increase Biogas Yield: Current State, Challenges, and Opportunities. Appl. Sci. 2019, 9, 3721. [Google Scholar] [CrossRef]
- Gupta, A.; Verma, J.P. Sustainable Bio-Ethanol Production from Agro-Residues: A Review. Renew. Sustain. Energy Rev. 2015, 41, 550–567. [Google Scholar] [CrossRef]
- Liu, Z.; Fels, M.; Dragone, G.; Mussatto, S.I. Effects of inhibitory compounds derived from lignocellulosic biomass on the growth of the wild-type and evolved oleaginous yeast Rhodosporidium toruloides. Ind. Crops Prod. 2021, 170, 113799. [Google Scholar] [CrossRef]
- Ilanidis, D.; Wu, G.; Stagge, S.; Martín, C.; Jönsson, L.J. Effects of redox environment on hydrothermal pretreatment of lignocellulosic biomass under acidic conditions. Bioresour. Technol. 2021, 319, 124211. [Google Scholar] [CrossRef]
- Sun, Y.; Cheng, J. Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 2002, 83, 1–11. [Google Scholar] [CrossRef]
- Rezania, S.; Oryani, B.; Cho, J.; Talaiekhozani, A.; Sabbagh, F.; Hashemi, B.; Rupani, P.F.; Mohammadi, A.A. Different pretreatment technologies of lignocellulosic biomass for bioethanol production: An overview. Energy 2020, 199, 117457. [Google Scholar] [CrossRef]
- Kim, S.-J.; Brandizzi, F. The plant secretory pathway for the trafficking of cell wall polysaccharides and glycoproteins. Glycobiology 2016, 26, 940–949. [Google Scholar] [CrossRef]
- Chang, V.S.; Holtzapple, M.T. Fundamental factors affecting biomass enzymatic reactivity. In Twenty-First Symposium on Biotechnology for Fuels and Chemicals, Proceedings of the Twenty-First Symposium on Biotechnology for Fuels and Chemicals, Fort Collins, CO, USA, 2–6 May 1999; Human Press: Totowa, NJ, USA, 2000; Volume 84–86, pp. 5–37. [Google Scholar] [CrossRef]
- Morais de Carvalho, D.; Queiroz, J.H.; Colodette, J.L. Assessment of alkaline pretreatment for the production of bioethanol from eucalyptus, sugarcane bagasse and sugarcane straw. Ind. Crops Prod. 2016, 94, 256. [Google Scholar] [CrossRef]
- Park, Y.C.; Kim, J.S. Comparison of Various Alkaline Pretreatment Methods of Lignocellulosic Biomass. Energy 2012, 47, 31–35. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- Zhang, J.; Zou, D.; Singh, S.; Cheng, G. Recent developments in ionic liquid pretreatment of lignocellulosic biomass for enhanced bioconversion. Sustain. Energy Fuels 2021, 6, 1655–1667. [Google Scholar] [CrossRef]
- Moniruzzaman, M.; Goto, M. Ionic liquid pretreatment of lignocellulosic biomass for enhanced enzymatic delignification. Adv. Biochem. Eng. Biotechnol. 2018, 168, 61–77. [Google Scholar] [CrossRef]
- Asim, A.M.; Uroos, M.; Naz, S.; Sultan, M.; Griffin, G.; Muhammad, N.; Khan, A.S. Acidic ionic liquids: Promising and cost-effective solvents for processing of lignocellulosic biomass. J. Mol. Liq. 2019, 287, 110943. [Google Scholar] [CrossRef]
- Khan, A.S.; Man, Z.; Bustam, M.A.; Nasrullah, A.; Ullah, Z.; Sarwono, A.; Shah, F.U.; Muhammad, N. Efficient conversion of lignocellulosic biomass to levulinic acid using acidic ionic liquids. Carbohydr. Polym. 2018, 181, 208–214. [Google Scholar] [CrossRef]
- Cheng, Y.-S.; Mutrakulcharoen, P.; Chuetor, S.; Cheenkachorn, K.; Tantayotai, P.; Panakkal, E.J.; Sriariyanun, M. Recent situation and progress in biorefining process of lignocellulosic biomass: Toward green economy. Appl. Sci. Eng. Prog. 2020, 13, 299–311. [Google Scholar] [CrossRef]
- Chen, Z.; Bai, X.; Lusi, A.; Zhang, H.; Wan, C. Insights into structural changes of lignin toward tailored properties during deep eutectic solvent pretreatment. ACS Sustain. Chem. Eng. 2020, 8, 9783–9793. [Google Scholar] [CrossRef]
- Elgharbawy, A.A.M.; Hayyan, M.; Hayyan, A.; Basirun, W.J.; Salleh, H.M.; Mirghani, M.E.S. A grand avenue to integrate deepeutectic solvents into biomass processing. Biomass Bioenergy 2020, 137, 105550. [Google Scholar] [CrossRef]
- Chen, Y.; Mu, T. Application of deep eutectic solvents in biomass pretreatment and conversion. Green Energy Environ. 2019, 4, 95–115. [Google Scholar] [CrossRef]
- Li, C.; Huang, C.; Zhao, Y.; Zheng, C.; Su, H.; Zhang, L.; Luo, W.; Zhao, H.; Wang, S.; Huang, L.-J. Effect of choline-based deep eutectic solvent pretreatment on the structure of cellulose and lignin in bagasse. Processes 2021, 9, 384. [Google Scholar] [CrossRef]
- Bensah, E.C.; Mensah, M. Chemical pretreatment methods for the production of cellulolytic ethanol: Technologies and Innovations. Int. J. Chem. Eng. 2013, 2013, 719607. [Google Scholar] [CrossRef]
- Bhutto, A.W.; Qureshi, K.; Harijan, K.; Abro, R.; Abbas, T.; Bazmi, A.A.; Karim, S.; Yu, G. Insight into progress in pre-treatment of lignocellulosic biomass. Energy 2017, 122, 724–745. [Google Scholar] [CrossRef]
- Jose, D.; Kitiborwornkul, N.; Sriariyanun, M. A review on chemical pretreatment methods of lignocellulosic biomass: Recent advances and progress. Appl. Sci. Eng. Prog. 2022, 15, 6210. [Google Scholar] [CrossRef]
- Travaini, R.; Martín-Juárez, J.; Lorenzo-Hernando, A.; Bolado-Rodríguez, S. Ozonolysis: An advantageous pretreatment for lignocellulosic biomass revisited. Bioresour. Technol. 2016, 199, 2–12. [Google Scholar] [CrossRef] [PubMed]
- Bi, S.; Peng, L.; Chen, K.; Zhu, Z. Enhanced enzymatic saccharification of sugarcane bagasse pretreated by combining O2 and NaOH. Bioresour. Technol. 2016, 214, 692–699. [Google Scholar] [CrossRef]
- Li, C.; Wang, L.; Chen, Z.; Li, Y.; Wang, R.; Luo, X.; Cai, G.; Li, Y.; Yu, Q.; Lu, J. Ozonolysis pretreatment of maize stover: The interactive effect of sample particle size and moisture on ozonolysis process. Bioresour. Technol. 2015, 183, 240–247. [Google Scholar] [CrossRef] [PubMed]
- Ziegler-Devin, I.; Chrusciel, L.; Brosse, N. Steam Explosion Pretreatment of Lignocellulosic Biomass: A Mini-Review of Theorical and Experimental Approaches. Front. Chem. 2021, 9, 705358. [Google Scholar] [CrossRef]
- Lee, J.; Hong, J.; Jeong, S.; Chandran, K.; Park, K.Y. Interactions between substrate characteristics and microbial communities on biogas production yield and rate. Bioresour. Technol. 2020, 303, 122934. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.U.; Usman, M.; Ashraf, M.A.; Dutta, N.; Luo, G.; Zhang, S. A review of recent advancements in pretreatment techniques of lignocellulosic materials for biogas production: Opportunities and limitations. Chem. Eng. J. Adv. 2022, 10, 100263. [Google Scholar] [CrossRef]
- Hoang, A.T.; Nguyen, X.P.; Duong, D.Q.; Ağbulut, U.; Len, C.; Nguyen, P.Q.P.; Kchaou, M.; Chen, W.-S. Steam explosion as sustainable biomass pretreatment technique for biofuel production: Characteristics and challenges. Biores. Technol. 2023, 385, 129398. [Google Scholar] [CrossRef]
- Auxenfans, T.; Crônier, D.; Chabbert, B.; Paës, G. Understanding the Structural and Chemical Changes of Plant Biomass Following Steam Explosion Pretreatment. Biotechnol. Biofuels 2017, 10, 36. [Google Scholar] [CrossRef]
- Sanchez, O.J.; Cardona, C.A. Trends in biotechnological production of fuel ethanol from different feedstocks. Biores. Technol. 2008, 99, 5270–5295. [Google Scholar] [CrossRef] [PubMed]
- Jimenez-Gutierrez, J.M.; Verlinden, R.A.J.; van der Meer, P.C.; van der Wielen, L.A.M.; Straathof, A.J.J. Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale. Processes 2021, 9, 1518. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing theireffects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef]
- Li, M.; Cao, S.; Meng, X.; Studer, M.; Wyman, C.E.; Ragauskas, A.J.; Pu, Y. The effect of liquid hot water pretreatment on the chemical–structural alteration and the reduced recalcitrance in poplar. Biotechnol. Biofuels 2017, 10, 237. [Google Scholar] [CrossRef]
- Toscan, A.; Morais, A.R.C.; Paixão, S.M.; Alves, L.; Andreaus, J.; Camassola, M.; Dillon, A.J.P.; Lukasik, R.M. High-pressure carbon dioxide/water pretreatment of sugarcane bagasse and elephant grass: Assessment of the effect of biomass composition on process efficiency. Bioresour. Technol. 2017, 224, 639–647. [Google Scholar] [CrossRef] [PubMed]
- Brodeur, G.; Yau, E.; Badal, K.; Collier, J. Chemical and Physicochemical Pretreatment of Lignocellulosic Biomass: A Review. Enzym. Res. 2011, 787532. [Google Scholar] [CrossRef]
- Narayanaswamy, N.; Faik, A.; Goetz, D.J.; Gu, T. Supercritical carbon dioxide pretreatment of corn stover and switchgrass for lignocellulosic ethanol production. Bioresour. Technol. 2011, 102, 6995–7000. [Google Scholar] [CrossRef]
- Cormos, A.-M.; Dragan, S.; Petrescu, L.; Sandu, V.; Cormos, C.-C. Techno-economic and environmental evaluations of decarbonized fossil-intensive industrial processes by reactive absorption & adsorption CO2 capture systems. Energies 2020, 13, 1268. [Google Scholar] [CrossRef]
- Sohni, S.; Hashim, R.; Nidaullah, H.; Sulaiman, O.; Leh, C.P.; Lamaming, J.; Arai, T.; Kosugi, A. Enhancing the enzymatic digestibility of oil palm biomass using supercritical carbon dioxide-based pretreatment towards biorefinery application. Ind. Crops Prod. 2020, 157, 112923. [Google Scholar] [CrossRef]
- Martín, C.; Dixit, P.; Momayez, F.; Jönsson, L.J. Hydrothermal Pretreatment of Lignocellulosic Feedstocks to Facilitate Biochemical Conversion. Front. Bioeng. Biotechnol. 2022, 10, 846592. [Google Scholar] [CrossRef] [PubMed]
- Ahring, B.K.; Biswas, R.; Ahamed, A.; Teller, P.J.; Uellendahl, H. Making lignin accessible for anaerobic digestion by wet-explosion pretreatment. Bioresour. Technol. 2015, 175, 182–188. [Google Scholar] [CrossRef]
- Karki, B.K.; Muthukumarappan, Y.; Wang, B.; Dale, V.; Balan, W.; Gibbons, R.; Karunanity, C. Physical characteristics of AFEX-pretreated and densified switchgrass, prairie cordgrass, and corn stover. Biomass Bioenergy 2015, 78, 164–174. [Google Scholar] [CrossRef]
- Campbell, T.J.F.; Teymouri, B.; Bals, J.; Glassbrook, C.D.; Nielson, T.; Videto, J. A packed bed ammonia fiber expansion reactor system for pretreatment of agricultural residues at regional depots. Biofuels 2013, 4, 23–34. [Google Scholar] [CrossRef]
- Chundawat, S.P.S.; Bals, B.; Campbell, T.; Sousa, L.; Gao, D.; Jin, M. Primer on ammonia fiber expansion pretreatment. In Aqueous Pretreatment of Plant Biomass for Biological and Chemical Conversion to Fuels and Chemicals; Wyman, C., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2013; pp. 169–200. [Google Scholar] [CrossRef]
- Beig, B.; Riaz, M.; Naqvi, S.R.; Hassan, M.; Zheng, Z.; Karimi, K.; Pugazhendhi, A.; Atabani, A.E.; Chi, N.T.L. Current challenges and innovative developments in pretreatment of lignocellulosic residues for biofuel production: A review. Fuel 2021, 287, 119670. [Google Scholar] [CrossRef]
- Olajuyigbe, F.M.; Adetuyi, O.Y.; Fatokun, C.O. Characterization of free and immobilized laccase from Cyberlindnera fabianii and application in degradation of bisphenol A. Int. J. Biol. Macromol. 2019, 125, 856–864. [Google Scholar] [CrossRef]
- Usman, M.; Ren, S.; Ji, M.; Sompong, O.; Qian, Y.; Luo, G.; Zhang, S. Characterization and biogas production potentials of aqueous phase produced from hydrothermal carbonization of biomass–Major components and their binary mixtures. Chem. Eng. J. 2020, 388, 124201. [Google Scholar] [CrossRef]
- Liu, J.; Wang, M.L.; Tonnis, B.; Habteselassie, M.; Liao, X.; Huang, Q. Fungal pretreatment of switchgrass for improved saccharification and simultaneous enzyme production. Bioresour. Technol. 2013, 135, 39–45. [Google Scholar] [CrossRef] [PubMed]
- Wagner, A.O.; Lackner, N.; Mutschlechner, M.; Prem, E.M.; Markt, R.; Illmer, P. Biological pretreatment strategies for second-generation lignocellulosic resources to enhance biogas production. Energies 2018, 111, 1797. [Google Scholar] [CrossRef]
- Ma, F.; Huang, X.; Ke, M.; Shi, Q.; Chen, Q.; Shi, C.; Zhang, J.; Zhang, X.; Yu, H. Role of selective fungal delignification in overcoming the saccharification recalcitrance of bamboo culms. ACS Sustain. Chem. Eng. 2017, 5, 8884–8894. [Google Scholar] [CrossRef]
- Castoldi, R.; Bracht, A.; de Morais, G.R.; Baesso, M.L.; Correa, R.C.G.; Peralta Muniz, R.T.; Polizeli, M.L.; Marquez de Souza, C.G.; Peralta, R.M. Biological pretreatment of Eucaliptus grandis sawdust with white-rot fungi: Study of degradation patterns and saccharification kinetics. Chem. Eng. J. 2014, 258, 240–246. [Google Scholar] [CrossRef]
- Shi, J.; Chinn, M.S.; Sharma-Shivappa, R.R. Microbial pretreatment of cotton stalks by solid state cultivation of Phanerochaete chrysosporium. Bioresour. Technol. 2008, 99, 6556–6564. [Google Scholar] [CrossRef] [PubMed]
- Savory, J.G. Brreakdown of timber by Actinomycetes and Fungi imperfecti. Ann. Appl. Biol. 1954, 41, 3336–3347. [Google Scholar] [CrossRef]
- Goodell, B.; Winandy, J.E.; Morrell, J.J. Fungal Degradation of Wood: Emerging Data, New Insights and Changing Perceptions. Coatings 2020, 10, 1210. [Google Scholar] [CrossRef]
- Sari, S.L.A.; Pangastuti, A.; Susilowati, A.; Purwoko, T.; Mahajoeno, E.; Hidayat, W.; Mardhena, I.; Pununtun, D.F.; Kurniawati, D.; Anitasari, R. Cellulolytic and hemicellulolytic bacteria from the gut of Oryctes rhinoceros larvae. Biodiversitas J. Biol. Divers. 2016, 17, 78–83. [Google Scholar] [CrossRef]
- Yan, X.; Wang, Z.; Zhang, K.; Si, M.; Liu, M.; Chai, L.; Liu, X.; Shi, Y. Bacteria-enhanced dilute acid pretreatment of lignocellulosic biomass. Bioresour. Technol. 2017, 245, 419–425. [Google Scholar] [CrossRef]
- Malgas, S.; Thoresen, M.; van Dyk, J.S.; Pletschke, B.I. Time dependence of enzyme synergism during the degradation of model and natural lignocellulosic substrates. Enzym. Microb. Technol. 2017, 103, 1–11. [Google Scholar] [CrossRef]
- Lee, S.; Kang, M.; Bae, J.-H.; Sohn, J.-H.; Sung, B.H. Bacterial Valorization of Lignin: Strains, Enzymes, Conversion Pathways, Biosensors, and Perspectives. Front. Bioeng. Biotechnol. 2019, 7, 209. [Google Scholar] [CrossRef] [PubMed]
- Ferdeș, M.; Dincă, M.N.; Moiceanu, G.; Zăbavă, B.Ș.; Paraschiv, G. Microorganisms and enzymes used in the biological pretreatment of the substrate to enhance biogas production: A Review. Sustainability 2020, 12, 7205. [Google Scholar] [CrossRef]
- Jimenez, D.J.; Korenblum, E.; van Elsas, J.D. Novel multispecies microbial consortia involved in lignocellulose and 5-hydroxymethylfurfural bioconversion. Appl. Microbiol. Biotechnol. 2013. [Google Scholar] [CrossRef]
- Zabed, H.M.; Akter, S.; Yun, J.; Zhang, G.; Awad, F.N.; Qi, X.; Sahu, J.N. Recent advances in biological pretreatment of microalgae and lignocellulosic biomass for biofuel production. Renew. Sustain. Energy Rev. 2019, 105, 105–128. [Google Scholar] [CrossRef]
- Bhushan, S.; Rana, M.S.; Bhandari, M.; Sharma, A.K.; Simsek, H.; Prajapati, S.K. Enzymatic pretreatment of algal biomass has different optimal conditions for biogas and bioethanol routes. Chemosphere 2021, 284, 131264. [Google Scholar] [CrossRef] [PubMed]
- Bayer, E.A.; Shoham, Y.; Lamed, R. Lignocellulose-decomposing bacteria and their enzyme systems. In The Prokaryotes; Rosenberg, E., DeLong, E.F., Lory, S., Stackebrandt, E., Thompson, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 215–265. [Google Scholar]
- Koupaie, E.H.; Dahadka, S.; Lakeh, A.A.B.; Azizi, A.; Elbeshishy, E. Enzymatic pretreatment of lignocellulosic biomass for enhanced biomethane production—A review. J. Environ. Manag. 2019, 233, 774–784. [Google Scholar] [CrossRef]
- Van Dyk, J.; Pletschke, B. A review of lignocellulose bioconversion using enzymatic hydrolysis and synergistic cooperation between enzymes—Factors affecting enzymes, conversion and synergy. Biotechnol. Adv. 2012, 30, 1458–1480. [Google Scholar] [CrossRef] [PubMed]
- Sindhu, R.; Binod, P.; Pandey, A. Biological pretreatment of lignocellulosic biomass—An overview. Bioresour. Technol. 2016, 199, 76–82. [Google Scholar] [CrossRef] [PubMed]
- Van Dyk, J.S.; Gama, R.; Morrison, D.; Swart, S.; Pletschke, B.I. Food processing waste: Problems, current management and prospects for utilisation of the lignocellulose component through enzyme synergistic degradation. Renew. Sustain. Energy Rev. 2013, 26, 521–531. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment: The key to efficient utilization of lignocellulosic materials. Biomass Bioenergy 2012, 46, 70–78. [Google Scholar] [CrossRef]
- Khuong, L.S.; Masjuki, H.H.; Zulkifli, N.W.M.; Mohamad, E.N.; Kalam, M.A.; Alabdulkarem, A.; Jamshaid, M. Effect of gasoline–bioethanol blends on the properties and lubrication characteristics of commercial engine oil. RSC Adv. 2017, 7, 15005–15019. [Google Scholar] [CrossRef]
- IEA. Biofuel Production by Country/Region and Fuel Type, 2016–2022; IEA: Paris, France, 2021; Available online: https://www.iea.org/data-and-statistics/charts/biofuel-production-by-country-region-and-fuel-type-2016-2022 (accessed on 9 January 2023).
- U.S. Department of Energy. Energy Efficiency and Renewable Energy. Available online: https://afdc.energy.gov/fuels/ethanol_blends.html (accessed on 9 January 2023).
- de Jong, E.; Jungmeier, G. Biorefinery concepts in comparison to petrochemical refineries. In Industrial Biorefineries & White Biotechnology; Elsevier: Amsterdam, The Netherlands, 2015; pp. 3–33. [Google Scholar] [CrossRef]
- Mat Aron, N.S.; Khoo, K.S.; Chew, K.W.; Show, P.L.; Chen, W.H.; Nguyen, T.H.P. Sustainability of the four generations of biofuels–a review. Int. J. Energy Res. 2020, 44, 9266–9282. [Google Scholar] [CrossRef]
- Grubišić, M.; Šantek, B.; Zorić, Z.; Čošić, Z.; Vrana, I.; Gašparović, B.; Čož-Rakovac, R.; Šantek, M.I. Bioprospecting of Microalgae Isolated from the Adriatic Sea: Characterisation of Biomass, Pigment, Lipid, Fatty Acid Composition, Antioxidant and Antimicrobial Activity. Molecules 2022, 27, 1248. [Google Scholar] [CrossRef] [PubMed]
- Chandel, A.K.; Albarelli, J.Q.; Santos, D.T.; Chundawat, S.P.; Puri, M.; Meireles, M.A.A. Comparative analysis of key technologies for cellulosic ethanol production from Brazilian sugarcane bagasse at a commercial scale. Biofuel. Bioprod. Biorefin. 2019, 13, 994–1014. [Google Scholar] [CrossRef]
- Hoekman, S.K. Biofuels in the US–challenges and opportunities. Renew. Energ. 2009, 34, 14–22. [Google Scholar] [CrossRef]
- Akbarian, A.; Andooz, A.; Kowsari, E.; Ramakrishna, S.; Asgari, S.; Cheshmeh, Z.A. Challenges and opportunities of lignocellulosic biomass gasification in the path of circular bioeconomy. Bioresour. Technol. 2022, 362, 127774. [Google Scholar] [CrossRef]
- Pecha, M.B.; Arbelaez, J.I.M.; Garcia-Perez, M.; Chejne, F.; Ciesielski, P.N. Progress in understanding the four dominant intra-particle phenomena of lignocellulose pyrolysis: Chemical reactions, heat transfer, mass transfer, and phase change. Green Chem. 2019, 21, 2868–2898. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Kishore, N.; Gu, S. A review on hydrothermal liquefaction of biomass. Renew. Sustain. Energy Rev. 2018, 81, 1378–1392. [Google Scholar] [CrossRef]
- Singhania, R.R.; Patel, A.K.; Raj, T.; Chen, C.W.; Ponnusamy, V.K.; Tahir, N.; Kim, S.H.; Dong, C.D. Lignin valorisation via enzymes: A sustainable approach. Fuel 2022, 311, 122608. [Google Scholar] [CrossRef]
- Salehi Jouzani, G.; Taherzadeh, M.J. Advances in consolidated bioprocessing systems for bioethanol and butanol production from biomass: A comprehensive review. Biofuel Res. J. 2015, 2, 152–195. [Google Scholar] [CrossRef]
- Santek, M.I.; Beluhan, S.; Santek, B. Production of microbial lipids from lignocellulosic biomass. In Advances in Biofuels and Bioenergy; Nageswara-Rao, M., Soneji, J.R., Eds.; IntechOpen: London, UK, 2018; pp. 137–164. [Google Scholar] [CrossRef]
- Leonel, L.V.; Arruda, P.V.; Chandel, A.K.; Felipe, M.G.A.; Sene, L. Kluyveromyces marxianus: A potential biocatalyst of renewable chemicals and lignocellulosic ethanol production. Crit. Rev. Biotechnol. 2021, 41, 1131–1152. [Google Scholar] [CrossRef] [PubMed]
- Spindler, D.D.; Wyman, C.E.; Mohagheghi, A.; Grohmann, K. Thermotolerant yeast for simultaneous saccharification and fermentation of cellulose to ethanol. Appl. Biochem. Biotechnol. 1988, 17, 279–293. [Google Scholar] [CrossRef]
- Hahn-Hägerdal, B.; Galbe, M.; Gorwa-Grauslund, M.F.; Lidén, G.; Zacchi, G. Bio-ethanol–the fuel of tomorrow from the residues of today. Trends Biotechnol. 2006, 24, 549–556. [Google Scholar] [CrossRef] [PubMed]
- Carpio, R.R.; Secchi, S.G.; Barros, R.O.; Oliveira, R.A.; Queiroz, S.; Teixeira, R.S.S.; Secchi, A.R. Techno-economic evaluation of second-generation ethanol from sugarcane bagasse: Commercial versus on-site produced enzymes and use of the xylose liquor. J. Clean. Prod. 2022, 369, 133340. [Google Scholar] [CrossRef]
- Moreno, A.D.; Tomás-Pejó, E.; Olsson, L.; Geijer, C. Candida intermedia CBS 141442: A novel glucose/xylose co-fermenting isolate for lignocellulosic bioethanol production. Energies 2020, 13, 5363. [Google Scholar] [CrossRef]
- Farias, D.; Atala, D.I.P.; Maugeri, F. Improving bioethanol production by Scheffersomyces stipitis using retentostat extractive fermentation at high xylose concentration. Biochem. Eng. J. 2017, 121, 171–180. [Google Scholar] [CrossRef]
- Guan, D.; Li, Y.; Shiroma, R.; Ike, M.; Tokuyasu, K. Sequential incubation of Candida shehatae and ethanol-tolerant yeast cells for efficient ethanol production from a mixture of glucose, xylose and cellobiose. Bioresour. Technol. 2013, 132, 419–422. [Google Scholar] [CrossRef] [PubMed]
- Schepers, H.-J.; Bringer-Meyer, S.; and Sahm, H. Fermentation of D-xylose to ethanol by Bacillus macerans. Z. Für Naturforschung 1987, 42, 401–407. [Google Scholar] [CrossRef]
- Dogaris, I.; Mamma, D.; Kekos, D. Biotechnological production of ethanol from renewable resources by Neurospora crassa: An alternative to conventional yeast fermentations? Appl. Microbiol. Biotechnol. 2013, 97, 1457–1473. [Google Scholar] [CrossRef]
- He, B.; Hao, B.; Yu, H.; Tu, F.; Wei, X.; Xiong, K.; Xia, T. Double integrating XYL2 into engineered Saccharomyces cerevisiae strains for consistently enhanced bioethanol production by effective xylose and hexose co-consumption of steam-exploded lignocellulose in bioenergy crops. Renew. Energ. 2022, 186, 341–349. [Google Scholar] [CrossRef]
- Valdehuesa, K.N.G.; Ramos, K.R.M.; Nisola, G.M.; Bañares, A.B.; Cabulong, R.B.; Lee, W.-K.; Liu, H.; Chung, W.-J. Everyone loves an underdog: Metabolic engineering of the xylose oxidative pathway in recombinant microorganisms. Appl. Microbiol. Biotechnol. 2018, 102, 7703–7716. [Google Scholar] [CrossRef]
- Chacón, A.; Martinez, A.; Poggi-Varaldo, H.M.; Villa-Tanaca, L.; Ramos-Valdivia, A.C.; Ponce-Noyola, T. Xylose Metabolism in Bioethanol Production: Saccharomyces cerevisiae vs. Non-Saccharomyces Yeasts. BioEnergy Res. 2021, 15, 905–923. [Google Scholar] [CrossRef]
- Aui, A.; Wang, Y.; Mba-Wright, M. Evaluating the economic feasibility of cellulosic ethanol: A meta-analysis of techno-economic analysis studies. Renew. Sustain. Energy Rev. 2021, 145, 111098. [Google Scholar] [CrossRef]
- Schuster, B.G.; Chinn, M.S. Consolidated bioprocessing of lignocellulosic feedstocks for ethanol fuel production. BioEnergy Res. 2013, 6, 416–435. [Google Scholar] [CrossRef]
- Davison, S.A.; Keller, N.T.; van Zyl, W.H.; den Haan, R. Improved cellulase expression in diploid yeast strains enhanced consolidated bioprocessing of pretreated corn residues. Enzym. Microb. Technol. 2019, 131, 109382. [Google Scholar] [CrossRef] [PubMed]
- Wilkinson, S.; Smart, K.A.; James, S.; Cook, D.J. Bioethanol production from brewers spent grains using a fungal consolidated bioprocessing (CBP) approach. Bioenergy Res. 2017, 10, 146–157. [Google Scholar] [CrossRef] [PubMed]
- Koppram, R.; Tomás-Pejó, E.; Xiros, C.; Olsson, L. Lignocellulosic ethanol production at high-gravity: Challenges and perspectives. Trends Biotechnol. 2014, 32, 46–53. [Google Scholar] [CrossRef] [PubMed]
- Šantek, M.I.; Grubišić, M.; Perečinec, M.G.; Beluhan, S.; Šantek, B. Lipid production by Mortierella isabellina from pretreated corn cobs and effect of lignocellulose derived inhibitors on growth and lipid synthesis. Process Biochem. 2021, 109, 46–58. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Alriksson, B.; Nilvebrant, N.O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 16. [Google Scholar] [CrossRef]
- Saini, R.; Kaur, A.; Saini, J.K.; Patel, A.K.; Varjani, S.; Chen, C.W.; Singhania, R.R.; Dong, C.D. Trends in Lignin Biotransformations for Bio-Based Products and Energy Applications. Bioenergy Res. 2022, 16, 88–104. [Google Scholar] [CrossRef]
- Sukhang, S.; Choojit, S.; Reungpeerakul, T.; Sangwichien, C. Bioethanol production from oil palm empty fruit bunch with SSF and SHF processes using Kluyveromyces marxianus yeast. Cellulose 2020, 27, 301–314. [Google Scholar] [CrossRef]
- Ballesteros, M.; Oliva, J.M.; Negro, M.J.; Manzanares, P.; Ballesteros, I. Ethanol from lignocellulosic materials by a simulataneous saccharification and fermentation process (SFS) with Kluyveromyces marxianus CECT 10875. Process Biochem. 2004, 39, 1843–1848. [Google Scholar] [CrossRef]
- Boonchuay, P.; Techapun, C.; Leksawasdi, N.; Seesuriyachan, P.; Hanmoungjai, P.; Watanabe, M.; Chaiyaso, T. Bioethanol production from cellulose-rich corncob residue by the thermotolerant Saccharomyces cerevisiae TC-5. J. Fungi 2021, 7, 547. [Google Scholar] [CrossRef]
- Tomás-Pejó, E.; Oliva, J.M.; González, A.; Ballesteros, I.; Ballesteros, M. Bioethanol production from wheat straw by the thermotolerant yeast Kluyveromyces marxianus CECT 10875 in a simultaneous saccharification and fermentation fed-batch process. Fuel 2009, 88, 2142–2147. [Google Scholar] [CrossRef]
- ASTM. Standard Specification for Denatured Fuel Ethanol for Blending with Gasolines for Use as Automotive Spark-Ignition Fuel. In Annual Book of ASTM Standards; ASTM Standard D4806-11; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- EN 15376; Automotive Fuels—Ethanol as a Blending Component for Petrol—Requirements and Test Methods. European Committee for Standarization: Brussels, Belgium, 2007.
- Zhao, X.Q.; Zi, L.H.; Bai, F.W.; Lin, H.L.; Hao, X.M.; Yue, G.J.; Ho, N.W.Y. Bioethanol from lignocellulosic biomass. Adv. Biochem. Eng. Biotechnol. 2012, 128, 25–51. [Google Scholar] [CrossRef]
- Huang, H.J.; Ramaswamy, S.; Tschirner, U.W.; Ramarao, B.V. A review of separation technologies in current and future biorefineries. Sep. Purif. Technol. 2008, 62, 1–21. [Google Scholar] [CrossRef]
- Kunnakorn, D.; Rirksomboon, T.; Siemanond, K.; Aungkavattana, P.; Kuanchertchoo, N.; Chuntanalerg, P.; Wongkasemjit, S. Techno-economic comparison of energy usage between azeotropic distillation and hybrid system for water-ethanol separation. Renew. Energy 2013, 51, 310–316. [Google Scholar] [CrossRef]
- Luyben, W.L. Distillation Economic Optimization. Distillation Design and Control Using Aspen TM Simulation; Wiley-Blackwell: Hoboken, NJ, USA, 2006; pp. 85–97. [Google Scholar]
- Luyben, W.L. Control of a multiunit heterogeneous azeotropic distillation process. AIChE J. 2006, 52, 623–637. [Google Scholar] [CrossRef]
- Zhao, L.; Lyu, X.; Wang, W.; Shan, J.; Qiu, T. Comparison of heterogeneous azeotropic distillation and extractive distillation methods for ternary azeotrope ethanol/toluene/water separation. Comput. Chem. Eng. 2017, 100, 27–37. [Google Scholar] [CrossRef]
- Popescu, A.E.P.; Pellin, J.L.; Bonet, J.; Llorens, J. Bioethanol dehydration and mixing by heterogeneous azeotropic distillation. J. Clean. Prod. 2021, 320, 128810. [Google Scholar] [CrossRef]
- Gerbaud, V.; Rodriguez-Donis, I.; Hegely, L.; Lang, P.; Denes, F.; You, X. Review of extractive distillation. Process design, operation, optimization and control. Chem. Eng. Res. Des. 2019, 141, 229–271. [Google Scholar] [CrossRef]
- Meirelles, A.; Weiss, S.; Herfurth, H. Ethanol dehydration by extractive distillation. J. Chem. Technol. Biotechnol. 1992, 53, 181–188. [Google Scholar] [CrossRef]
- García-Herreros, P.; Gómez, J.M.; Gil, I.D.; Rodríguez, G. Optimization of the design and operation of an extractive distillation system for the production of fuel grade ethanol using glycerol as entrainer. Ind. Eng. Chem. Res. 2011, 50, 3977–3985. [Google Scholar] [CrossRef]
- de Jesús Hernández-Hernández, E.; Cabrera-Ruiz, J.; Hernández-Escoto, H.; Gutiérrez-Antonio, C.; Hernández, S. Simulation study of the production of high purity ethanol using extractive distillation: Revisiting the use of inorganic salts. Chem. Eng. Process. Process Intensif. 2022, 170, 108670. [Google Scholar] [CrossRef]
- Martínez-Galmiche, I.F.; Ramírez-Corona, N.; Conde-Mejía, C.; Sánchez-Sánchez, K.B.; Gani, R.; Jiménez-Gutiérrez, A. Design of energy-efficient ionic liquid-based extractive distillation systems for ethanol dehydration including alternatives for ionic liquid recovery. Chem. Eng. Res. Des. 2022, 188, 238–248. [Google Scholar] [CrossRef]
- Fadia, G.; Hassiba, B.; Weifeng, S. Separation of ethanol–water mixture by extractive distillation using pyridinium-based ionic liquid 1-ethyl-3-methylpyridinium ethylsulfate. Chem. Eng. Process. Process Intensif. 2022, 173, 108815. [Google Scholar] [CrossRef]
- Seiler, M.; Köhler, D.; Arlt, W. Hyperbranched polymers: New selective solvents for extractive distillation and solvent extraction. Sep. Purif. Technol. 2003, 30, 179–197. [Google Scholar] [CrossRef]
- Li, G.; Liu, S.; Yu, G.; Dai, C.; Lei, Z. Extractive distillation using ionic liquids-based mixed solvents combined with dividing wall column. Sep. Purif. Technol. 2021, 269, 118713. [Google Scholar] [CrossRef]
- Karimi, S.; Karri, R.R.; Tavakkoli Yaraki, M.; Koduru, J.R. Processes and separation technologies for the production of fuel-grade bioethanol: A review. Environ. Chem. Lett. 2021, 19, 2873–2890. [Google Scholar] [CrossRef]
- Lei, Z.; Xi, X.; Dai, C.; Zhu, J.; Chen, B. Extractive distillation with the mixture of ionic liquid and solid inorganic salt as entrainers. AIChE J. 2014, 60, 2994–3004. [Google Scholar] [CrossRef]
- Iqbal, A.; Ahmad, S.A. Pressure swing distillation of azeotropic mixture–A simulation study. Perspect. Sci. 2016, 8, 4–6. [Google Scholar] [CrossRef][Green Version]
- Sowerby, B.; Crittenden, B.D. An experimental comparison of type A molecular sieves for drying the ethanol-water azeotrope. Gas Sep. Purif. 1988, 2, 77–83. [Google Scholar] [CrossRef]
- Wang, Y. Measurements and modeling of water adsorption isotherms of zeolite linde-type A crystals. Ind. Eng. Chem. Res. 2020, 59, 8304–8314. [Google Scholar] [CrossRef]
- Adnađević, B.; Mojović, Z.; Abu Rabi, A. The kinetics of ethanol adsorption from the aqueous phase onto zeolite NaZSM-5. Adsorption 2008, 14, 123–131. [Google Scholar] [CrossRef]
- Chaibi, A.; Boucheffa, Y.; Bendjaballah-Lalaoui, N. TGA investigation of water and ethanol adsorption over LTA zeolites. Microporous Mesoporous Mater. 2021, 324, 111285. [Google Scholar] [CrossRef]
- Hajilari, M.; Shariati, A.; Khosravi-Nikou, M. Equilibrium adsorption of bioethanol from aqueous solution by synthesized silicalite adsorbents: Experimental and modeling. Adsorption 2019, 25, 13–31. [Google Scholar] [CrossRef]
- Hajilari, M.; Shariati, A.; Khosravi-Nikou, M. Mass transfer determination of ethanol adsorption on activated carbon: Kinetic adsorption modeling. Heat Mass Transf. 2019, 55, 2165–2171. [Google Scholar] [CrossRef]
- Laksmono, J.A.; Sudibandriyo, M.; Saputra, A.H.; Haryono, A. Structured polyvinyl alcohol/zeolite/carbon composites prepared using supercritical fluid extraction techniques as adsorbent for bioethanol dehydration. Int. J. Chem. Eng. 2019, 2019, 6036479. [Google Scholar] [CrossRef]
- de Luna, M.D.G.; Divinagracia, M.F.; Choi, A.E.S.; Ong, D.C.; Chung, T.W. Applicability of composite silica–divinylbenzene in bioethanol dehydration: Equilibrium, kinetic, thermodynamic, and regeneration analysis. Energy Fuels 2019, 33, 7347–7356. [Google Scholar] [CrossRef]
- Tang, Y.; Tanase, S. Water-alcohol adsorptive separations using metal-organic frameworks and their composites as adsorbents. Microporous Mesoporous Mater. 2020, 295, 109946. [Google Scholar] [CrossRef]
- Claessens, B.; De Staercke, M.; Verstraete, E.; Baron, G.V.; Cousin-Saint-Remi, J.; Denayer, J.F. Identifying selective adsorbents for the recovery of renewable isobutanol. ACS Sustain. Chem. Eng. 2020, 8, 9115–9124. [Google Scholar] [CrossRef]
- Ranjbar, Z.; Tajallipour, M.; Niu, C.H.; Dalai, A.K. Water removal from ethanol vapor by adsorption on canola meal after protein extraction. Ind. Eng. Chem. Res. 2013, 52, 14429–14440. [Google Scholar] [CrossRef]
- Ghanbari, S.; Niu, C.H. Characterization of a high-performance biosorbent for natural gas dehydration. Energy Fuels 2018, 32, 11979–11990. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Gao, X.; Li, X. Preparation and characterization of cassava starch-based adsorbents for separating of azeotropic ethanol-water in biofuels ethanol production. J. Chem. Technol. Biotechnol. 2016, 91, 977–984. [Google Scholar] [CrossRef]
- Kularathne, I.W.; Gunathilake, C.; Yatipanthalawa, B.S.; Kalpage, C.S.; Rathneweera, A.C.; Rajapakse, S. Production of green energy–ethanol dehydration using rice straw, rice husk and castor oil. Biomass Convers. Biorefinery 2021, 11, 1597–1610. [Google Scholar] [CrossRef]
- Einicke, W.D.; Gläser, B.; Schöoullner, R. In-situ recovery of ethanol from fermentation broth by hydrophobic adsorbents. Acta Biotechnol. 1991, 11, 353–358. [Google Scholar] [CrossRef]
- Shirazi, M.M.A.; Kargari, A.; Tabatabaei, M. Sweeping gas membrane distillation (SGMD) as an alternative for integration of bioethanol processing: Study on a commercial membrane and operating parameters. Chem. Eng. Commun. 2015, 202, 457–466. [Google Scholar] [CrossRef]
- Peng, P.; Lan, Y.; Liang, L.; Jia, K. Membranes for bioethanol production by pervaporation. Biotechnol. Biofuels 2021, 14, 10. [Google Scholar] [CrossRef]
- Vane, L.M. Review: Membrane materials for the removal of water from industrial solvents by pervaporation and vapor permeation. J. Chem. Technol. Biotechnol. 2019, 94, 343–365. [Google Scholar] [CrossRef]
- Gupta, O.; Roy, S.; Rao, L.; Mitra, S. Graphene Oxide-Carbon Nanotube (GO-CNT) Hy-brid Mixed Matrix Membrane for Pervaporative Dehydration of Ethanol. Membranes 2022, 12, 1227. [Google Scholar] [CrossRef] [PubMed]
- Hietaharju, J.; Kangas, J.; Tanskanen, J. Analysis of the permeation behavior of ethanol/water mixtures through a polydimethylsiloxane (PDMS) membrane in pervaporation and vapor permeation conditions. Sep. Purif. Technol. 2019, 227, 115738. [Google Scholar] [CrossRef]
- Saha, K.; Maharana, A.; Sikder, J.; Chakraborty, S.; Curcio, S.; Drioli, E. Continuous production of bioethanol from sugarcane bagasse and downstream purification using membrane integrated bioreactor. Catal. Today 2019, 331, 68–77. [Google Scholar] [CrossRef]
- Chiao, Y.H.; Mai, Z.; Hung, W.S.; Matsuyama, H. Osmotically assisted solvent reverse osmosis membrane for dewatering of aqueous ethanol solution. J. Membr. Sci. 2023, 672, 121434. [Google Scholar] [CrossRef]
- Zhang, X.; Ning, Z.; Wang, D.K.; Diniz da Costa, J.C. A novel ethanol dehydration process by forward osmosis. Chem. Eng. J. 2013, 232, 397–404. [Google Scholar] [CrossRef]
- Wei, P.; Cheng, L.H.; Zhang, L.; Xu, X.H.; Chen, H.L.; Gao, C.J. A review of membrane technology for bioethanol production. Renew. Sustain. Energy Rev. 2014, 30, 388–400. [Google Scholar] [CrossRef]
- Peng, P.; Shi, B.; Lan, Y. A review of membrane materials for ethanol recovery by pervaporation. Sep. Sci. Technol. 2010, 46, 234–246. [Google Scholar] [CrossRef]
- Wee, S.L.; Tye, C.T.; Bhatia, S. Membrane separation process—Pervaporation through zeolite membrane. Sep. Purif. Technol. 2008, 63, 500–516. [Google Scholar] [CrossRef]
- Lin, Y.S. Microporous and dense inorganic membranes: Current status and prospective. Sep. Purif. Technol. 2001, 25, 39–55. [Google Scholar] [CrossRef]
- Claes, R.; Vandezande, P.; Mullens, S.; Sitter, K.D.; Peeters, R.; Van Bael, M.K. Preparation and benchmarking of thin film supported PTMSP-silica pervaporation membranes. J. Membr. Sci. 2012, 389, 265–271. [Google Scholar] [CrossRef]
- Cheng, X.Q.; Konstas, K.; Doherty, C.M.; Wood, C.D.; Mulet, X.; Xie, Z.; Ng, D.; Hill, M.R.; Lau, C.H.; Shao, L. Organic microporous nanofllers with unique alcohol afnity for superior ethanol recovery toward sustainable biofuels. ChemSusChem 2017, 10, 1887–1891. [Google Scholar] [CrossRef]
- Liu, Q.; Li, Y.; Li, Q.; Liu, G.; Liu, G.; Jin, W. Mixed-matrix hollow fiber composite membranes comprising of PEBA and MOF for pervaporation separation of ethanol/water mixtures. Sep. Purif. Technol. 2019, 214, 2–10. [Google Scholar] [CrossRef]
- Liu, X.; Li, Y.; Zhu, G.; Ban, Y.; Xu, L.; Yang, W. An organophilic pervaporation membrane derived from metal–organic framework nanoparticles for efficient recovery of bio-alcohols. Angew. Chem. Int. Ed. 2011, 50, 10636–10639. [Google Scholar] [CrossRef]
- Liu, X.; Hu, D.; Li, M.; Zhang, J.; Zhu, Z.; Zeng, G.; Zhang, Y.; Sun, Y. Preparation and characterization of Silicalite-1/PDMS surface sieving pervaporation membrane for separation of ethanol/water mixture. J. Appl. Polym. Sci. 2015, 132, 42460. [Google Scholar] [CrossRef]
- Tang, X.; Wang, R.; Xiao, Z.; Shi, E.; Yang, J. Preparation and pervaporation performances of fumed-silica-filled polydimethylsiloxane–polyamide (PA) composite membranes. J. Appl. Polym. Sci. 2007, 105, 3132–3137. [Google Scholar] [CrossRef]
- Li, X.; Liu, Y.; Wang, J.; Gascon, J.; Li, J.; van der Bruggen, B. Metal–organic frameworks based membranes for liquid separation. Chem. Soc. Rev. 2017, 46, 7124–7144. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Yu, X. Preparation of Zeolitic Imidazolate Framework-91 and its modeling for pervaporation separation of water/ethanol mixtures. Sep. Purif. Technol. 2020, 237, 116330. [Google Scholar] [CrossRef]
- Shafiei Amrei, S.; Asghari, M.; Esfahanian, M.; Zahraei, Z. Highly selective carbon nanotube-coupled graphene oxide-incorporated polydimethylsiloxane membrane for pervaporative membrane bioreactor ethanol production. J. Chem. Technol. Biotechnol. 2020, 95, 1604–1613. [Google Scholar] [CrossRef]
- Li, C.; Li, J.; Cai, P.; Cao, T.; Zhang, N.; Wang, N.; An, Q.F. Liquid–liquid interface induced PDMS-PTFE composite membrane for ethanol perm-selective pervaporation. AIChE J. 2020, 68, e17694. [Google Scholar] [CrossRef]
- Kim, H.J.; Kim, S.J.; Lee, K.; Foster, R.I. A short review on hydrophobic pervaporative inorganic membranes for ethanol/water separation applications. Korean J. Chem. Eng. 2022, 39, 2263–2274. [Google Scholar] [CrossRef]
- Huang, H.; Qureshi, N.; Chen, M.H.; Liu, W.; Singh, V. Ethanol production from food waste at high solids content with vacuum recovery technology. J. Agric. Food Chem. 2015, 63, 2760–2766. [Google Scholar] [CrossRef]
- Roffler, S.R.; Blanch, H.W.; Wilke, C.R. In situ recovery of fermentation products. Trends Biotechnol. 1984, 2, 129–136. [Google Scholar] [CrossRef]
- Rivera, E.C.; Atala, D.I.P.; Filho, F.M.; Carvalho da Costa, A.; Filho, R.M. Development of real-time state estimators for reaction–separation processes: A continuous flash fermentation as a study case. Chem. Eng. Process. Process Intensif. 2010, 49, 402–409. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Liao, Q.; Lv, F.L.; Zhu, X.; Ran, Y.; Hou, C.J. Solid simultaneous saccharification and fermentation of rice straw for bioethanol production using nitrogen gas stripping. RSC Adv. 2015, 5, 55328–55335. [Google Scholar] [CrossRef]
- Jin, M.; Sarks, C.; Bals, B.D.; Posawatz, N.; Gunawan, C.; Dale, B.E.; Balan, V. Toward high solids loading process for lignocellulosic biofuel production at a low cost. Biotechnol. Bioeng. 2017, 114, 980–989. [Google Scholar] [CrossRef] [PubMed]
- Jones, R.A.; Gandier, J.A.; Thibault, J.; Tezel, F.H. Enhanced ethanol production through selective adsorption in bacterial fermentation. Biotechnol. Bioprocess Eng. 2011, 16, 531–541. [Google Scholar] [CrossRef]
- Hashi, M.; Thibault, J.; Tezel, F.H. Recovery of Ethanol from Carbon Dioxide Stripped Vapor Mixture: Adsorption Prediction and Modeling. Ind. Eng. Chem. Res. 2010, 49, 8733–8740. [Google Scholar] [CrossRef]
- Seo, D.J.; Takenaka, A.; Fujita, H.; Mochidzuki, K.; Sakoda, A. Practical considerations for a simple ethanol concentration from a fermentation broth via a single adsorptive process using molecular-sieving carbon. Renew. Energy 2018, 118, 257–264. [Google Scholar] [CrossRef]
- Matsumura, M.; Märkl, H. Application of solvent extraction to ethanol fermentation. Appl. Microbiol. Biotechnol. 1984, 20, 371–377. [Google Scholar] [CrossRef]
- Job, C.; Schertler, C.; Staudenbauer, W.L.; Blass, E. Selection of organic solvents for in situ extraction of fermentation products from Clostridium thermohydrosulfuricum cultures. Biotechnol. Tech. 1989, 3, 315–320. [Google Scholar] [CrossRef]
- Munson, C.L.; King, C.J. Factors influencing solvent selection for extraction of ethanol from aqueous solutions. Ind. Eng. Chem. Process Des. Dev. 1984, 23, 109–115. [Google Scholar] [CrossRef]
- Kollerup, F.; Daugulis, A.J. Ethanol production by extractive fermentation-solvent identification and prototype development. Can. J. Chem. Eng. 1986, 64, 598–606. [Google Scholar] [CrossRef]
- Widjaja, T.; Altway, A.; Permanasari, A.R.; Gunawan, S. Production of Ethanol as A Renewable Energy by Extractive Fermentation. Appl. Mech. Mater. 2014, 493, 300–305. [Google Scholar] [CrossRef]
- Fan, S.; Liu, J.; Tang, X.; Wang, W.; Xiao, Z.; Qiu, B.; Wang, Y.; Jian, S.; Qin, Y.; Wang, Y. Process operation performance of PDMS membrane pervaporation coupled with fermentation for efficient bioethanol production. Chin. J. Chem. Eng. 2019, 27, 1339–1347. [Google Scholar] [CrossRef]
- Serna-Vázquez, J.; Zamidi Ahmad, M.; Castro-Muñoz, R. Simultaneous production and extraction of bio-chemicals produced from fermentations via pervaporation. Sep. Purif. Technol. 2021, 279, 119653. [Google Scholar] [CrossRef]
- Maiorella, B.; Blanch, H.W.; Wilke, C.R. Rapid Ethanol Production. In Proceedings of the AIChE 72nd National Meeting, San Francisco, CA, USA, 25 November 1979; Lawrence Berkeley National Laboratory: Berkeley, CA, USA, 1979. [Google Scholar]
- Zentou, H.; Abidin, Z.Z.; Yunus, R.; Biak, D.R.A.; Korelskiy, D. Overview of Alternative Ethanol Removal Techniques for Enhancing Bioethanol Recovery from Fermentation Broth. Processes 2019, 7, 458. [Google Scholar] [CrossRef]
- Olukman, M.; Şanlı, O.; Solak, E.K. Synthesis of magnetite in poly(vinyl alcohol) matrix and its use in separation of acetone/water mixtures via pervaporation, vapor permeation with and without temperature difference methods. Vacuum 2015, 120, 107–115. [Google Scholar] [CrossRef]
- Vane, L.M.; Alvarez, F.R. Membrane-assisted vapor stripping: Energy efficient hybrid distillation-vapor permeation process for alcohol-water separation. J. Chem. Technol. Biotechnol. 2008, 83, 1275–1287. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}

| Pretreatment Method | Mode of Action | Advantages | Disadvantages |
|---|---|---|---|
| Extrusion | High temperatures and shear mixing | Works at high solids loading, good mixing, and heat transfer competence, disruption of crystalline and amorphous regions with a decrease in particle size, and no inhibitor generation | Cost-effective, significant energy consumption, residual lignin, and hemicellulose, limited enzymatic digestibility, and primarily suitable for herbaceous feedstocks |
| Mechanical pretreatment | Mechanical grinding, chipping, and milling | Reduction in particle size, DP, and cellulose crystallinity, works at high solids loadings, improved digestibility of lignocellulosic biomass, and no inhibitory formation | Mass and heat transfer restrictions, high power and energy consumption, type and duration of method influence the crystallinity reduction, and limited enzymatic digestibility |
| Microwave | Chemical bonds destruction | Simple, short-time operation, energy-efficient, fast heating rate, degradation of the cellulose structural configuration, and no need to add other reagents | Expensive, inadequate delignification, formation of some inhibitors, in combination with other pretreatment technologies, and difficulty for scale-up |
| Ultrasound | Chemical bonds destruction | Fast operation, reducing particle size, improved accessibility of cellulose, no need to add other reagents | The need for expensive equipment, high energy consumption, poor energy efficiency, and expensive for large-scale production |
| Pretreatment Method | Mode of Action | Advantages | Disadvantages |
|---|---|---|---|
| Acids | Hemicellulose hydrolysis and cellulose hydrolysis under higher severity conditions (acid concentration, temperature, and pressure) | Fast reaction rates (1–90 min), no need for enzymatic hydrolysis, hydrolyzes hemicellulose to xylose and other simple sugars, and changes lignin | High cost of corrosion-resistant equipment, high generation of inhibitors, a requirement for neutralization before enzymatic hydrolysis or fermentation, need for recovering used acids, and environmental pollution |
| Alkalies | Reduction in the DP of cellulose, hemicellulose hydrolysis, and extracts and removes lignin | Mild reaction conditions (low room temperatures, less sugar degradation compared to acid pretreatment, removal of lignin, increased accessible surface area, utilizes lower temperatures and pressures, most caustic salts can be recovered and/or regenerated, and low inhibitors formation | Long residence times are required, chemical requirements, dependent on the lignin content of the lignocellulosic biomass, requires acid neutralization, the neutralization step results in salt formation, and neutralization difficulties |
| Organic solvents | Extracts and removes lignin and slightly removes hemicellulose | No need for size reduction, a pure form of cellulose, able to depolymerize hemicellulose and lignin, formation of high-purity and -quality lignin, suitable for woody biomass, low temperature, and pressure requirements, and easy recovery step | Suitable for high lignin-containing biomass, high cost of organic solvents required, high capital costs for operating conditions and safety steps to prevent environmental pollution, and the generation of inhibitors |
| Ionic liquids (ILs) | Separation of polymer parts and removes lignin | Non-flammable, non-corrosive, high thermal stability, negligible vapor pressure, recyclable, and eco-friendly | High pretreatment temperatures, high cost of ILs, high solid loading, high energy consumption, recovery requirements for ILs, and long processing time |
| Deep eutectic solvents (DESs) | Removes lignin | Less volatile and toxic, eco-friendly, low cost, and recyclable | High viscosity |
| Oxidizing agents | Degrades and removes lignin and slightly removes hemicellulose | Low reaction conditions, lignin removal, high efficiency, absence of inhibitors formation, and eco-friendly | High cost of oxidants, the flammable and corrosive effect require a cooling systems, and expensive process |
| Ozonolysis | High delignification efficiency | Low formation of inhibitors and operates at room temperature and normal pressure | High costs for ozone on-site production and utilization, and flammability and toxicity of ozone |
| Pretreatment Method | Mode of Action | Advantages | Disadvantages |
|---|---|---|---|
| Steam Explosion (SE) | Increases cellulose porosity and dissolves hemicellulose | No need for size reduction, results in lignin transformation, cost-effective, increasing the accessible surface area, short processing time, among the most effective and promising techniques for industrial application, low energy demand, and no pollution | Incomplete disruption and breakdown of the hemicellulose and lignin, the formation of inhibitors, chemicals are required, and needs harsh conditions |
| Liquid hot water (LHW) | Dissolves hemicellulose and removes part of the lignin | No need for size reduction, no chemicals are required, an increased contact area between the cellulose and enzyme, high cellulose recovery, and no or minimum formation of inhibitors | High demand for water, high energy consumption, complex hydrolysate, large feed liquid–solid ratio, suitable for a low lignin content feedstock, and high costs |
| CO2 explosion | Effectively removes lignin and increases substrate digestibility | Low CO2 costs, increases the accessible surface area, no formation of inhibitory/toxic compounds, low-temperature conditions, non-flammability, handling high amounts of solids, readily available at low cost, and environmental acceptability | High capital costs for high-pressure equipment and depends on the type of lignocellulosic biomass |
| Wet oxidation (WO) | Improves lignin removal and produces sugar oligomers from hemicellulose | Good lignin removal and enhanced enzymatic digestibility | High capital and operating costs, high energy consumption, and low hemicellulose recovery |
| Ammonia fiber expansion (AFEX) | Improves the hemicellulose degradation rate | Increases the accessible surface area, removal of lignin, hydrolysis of hemicellulose, high efficiency and selectivity, negligible generation of inhibitors, and promising processes for industrial applications | Not efficient for biomass with high lignin content, less suitable for softwood, chemical requirements, high energy consumption, high cost for ammonia recovery, and health concerns about using ammonia |
| Pretreatment Method | Mode of Action | Advantages | Disadvantages |
|---|---|---|---|
| Fungal | Removes lignin, partially remove hemicellulose | Strong degradability, high efficiency, and downstream yield, simple operating condition and equipment, no need for chemical recovery, low energy consumption, no or negligible inhibitor generation, and no pollution | Long treatment period due to the strain growing time (weeks to months), polysaccharide consumption for culture growth, and continuous control of the fungi growth |
| Bacterial | Removes lignin, partially removes hemicellulose | Adapted to an extreme environment (low and high pH and temperature), faster growth than fungi, simpler genetic manipulation than fungi, less costly than fungi, and no or minimal inhibitor generation | Long treatment period due to the strain growing time (a few hours to days), loss of carbohydrates, low efficiency, and low downstream yields |
| Microbial consortia | Removes lignin, partially removes hemicellulose | High processing efficiency, useful in the hydrolysis of cellulose, hemicellulose, and lignin, substrate accessibility, and enhanced productivity | Competition among the microorganisms, the strain may consume the produced sugar, the need for stable metabolite generation for lignin decomposition, and sensitive to the environmental fluctuations |
| Enzymatic | Removes lignin and hemicellulose | Low energy consumption, ability to deal with target substrates, simple operating conditions, and equipment, low downstream facilities costs, and no or minimum inhibitor formation | Long treatment time and high costs of enzyme production and purification |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beluhan, S.; Mihajlovski, K.; Šantek, B.; Ivančić Šantek, M. The Production of Bioethanol from Lignocellulosic Biomass: Pretreatment Methods, Fermentation, and Downstream Processing. Energies 2023, 16, 7003. https://doi.org/10.3390/en16197003
Beluhan S, Mihajlovski K, Šantek B, Ivančić Šantek M. The Production of Bioethanol from Lignocellulosic Biomass: Pretreatment Methods, Fermentation, and Downstream Processing. Energies. 2023; 16(19):7003. https://doi.org/10.3390/en16197003
Chicago/Turabian StyleBeluhan, Sunčica, Katarina Mihajlovski, Božidar Šantek, and Mirela Ivančić Šantek. 2023. "The Production of Bioethanol from Lignocellulosic Biomass: Pretreatment Methods, Fermentation, and Downstream Processing" Energies 16, no. 19: 7003. https://doi.org/10.3390/en16197003
APA StyleBeluhan, S., Mihajlovski, K., Šantek, B., & Ivančić Šantek, M. (2023). The Production of Bioethanol from Lignocellulosic Biomass: Pretreatment Methods, Fermentation, and Downstream Processing. Energies, 16(19), 7003. https://doi.org/10.3390/en16197003