
Utilisation of Renewable Electricity to Produce Synthetic Methane

Abstract
:1. Introduction
2. Materials and Methods
2.1. Reaction Kinetics
2.2. Reactant Flow Rate and Composition of Biogas
2.3. Process Scheme
2.3.1. Electrolysis
2.3.2. Methanation
2.3.3. Modified Rankine Cycle
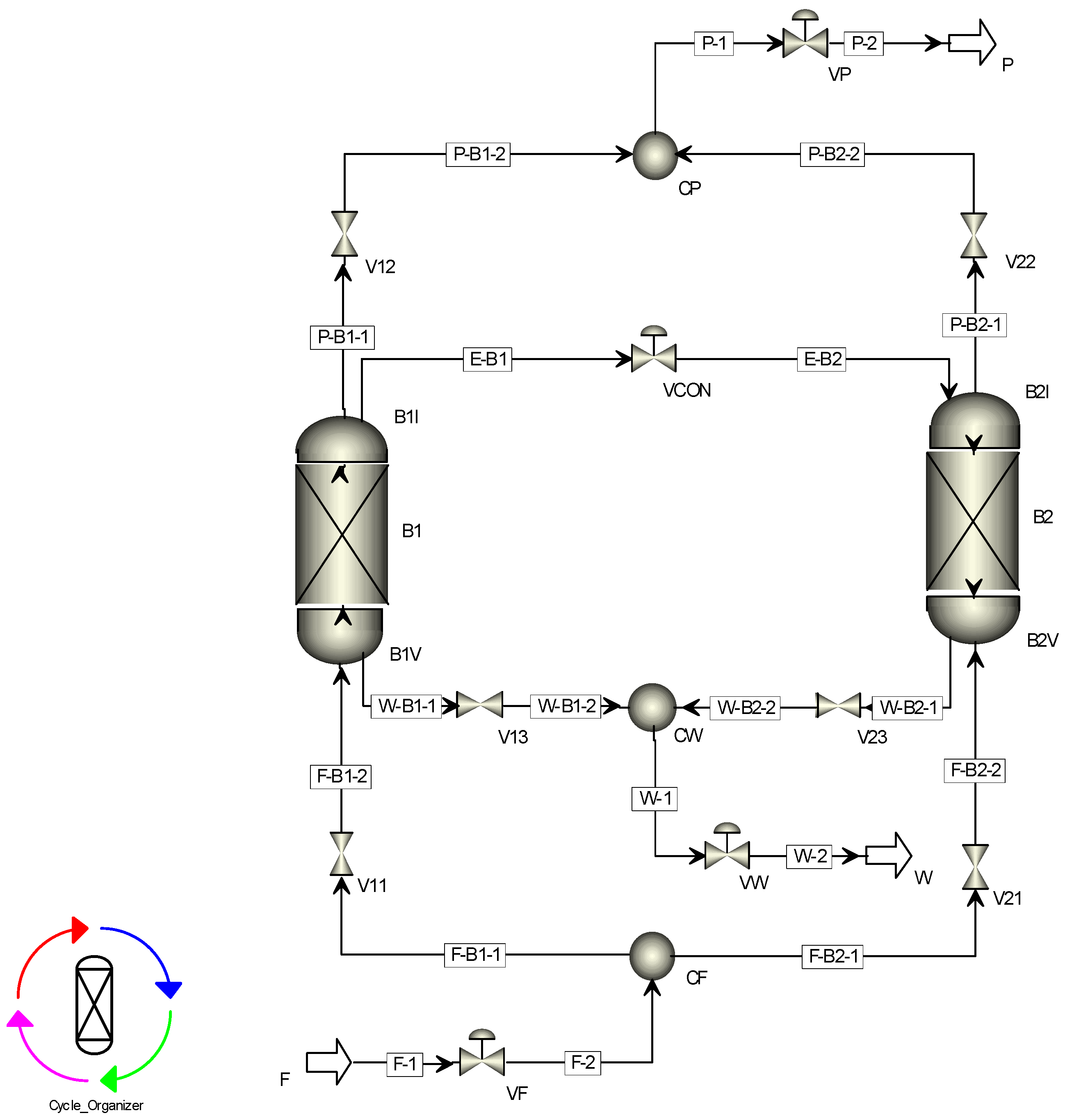
2.3.4. Synthetic Methane Dehydration
2.4. Analytical Methods
2.4.1. CO2 Conversion and CO Selectivity
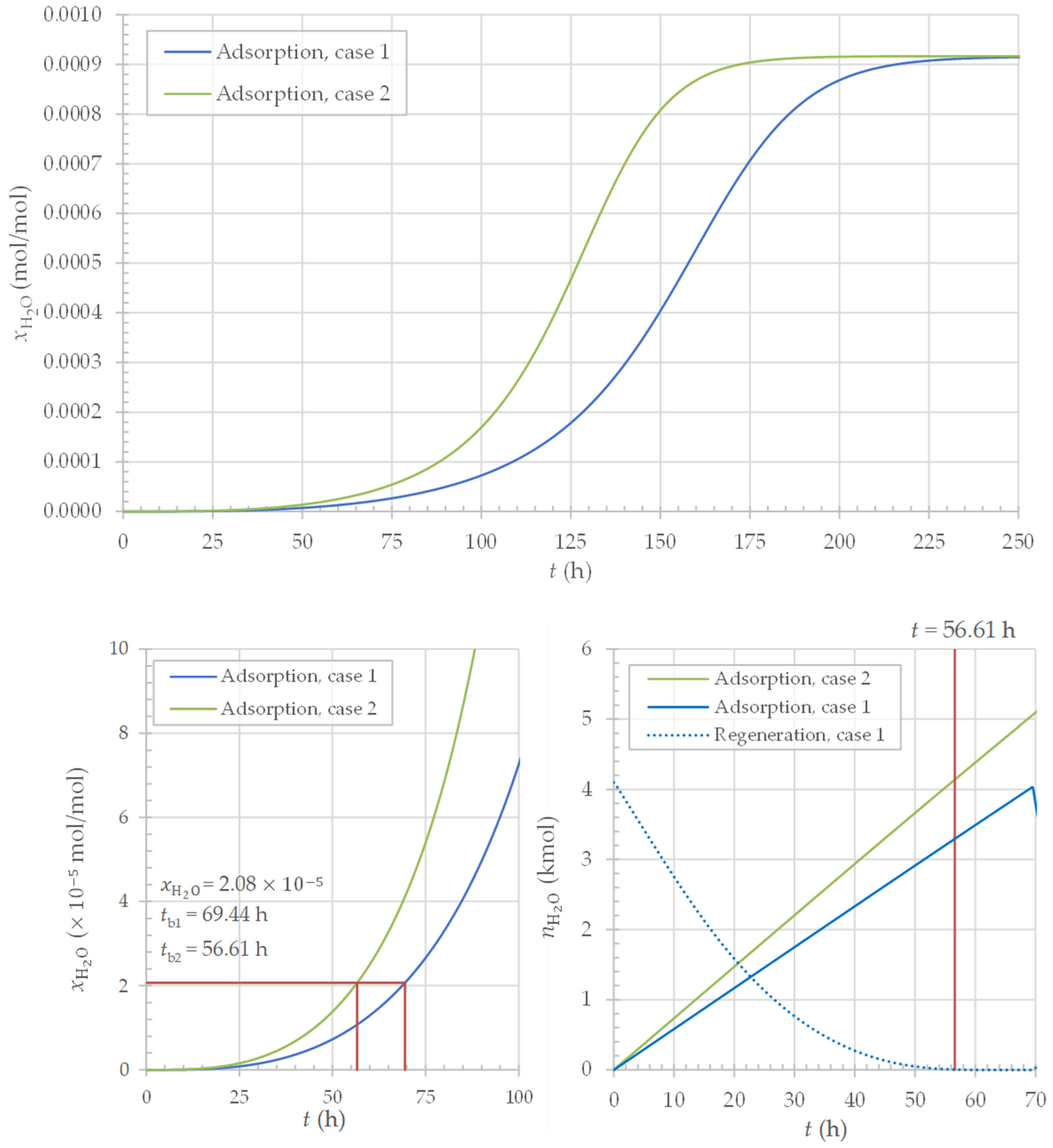
2.4.2. Losses of Methane in PTSA
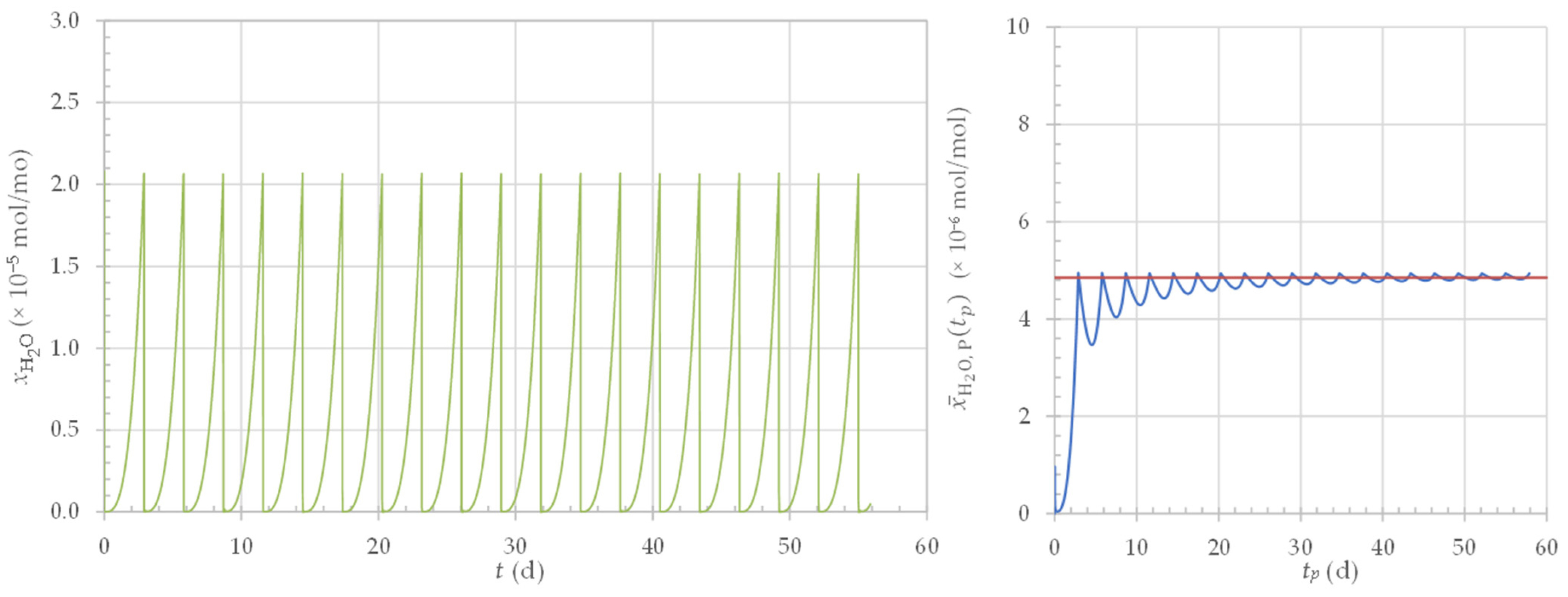
2.4.3. Steady-State Operation of PTSA
2.5. Simulation Procedure
- Only three components were considered for biogas, namely, CO2, CH4 and H2O.
- All simulations were limited to data obtained from the literature.
- The P2M process operated continuously in a steady state.
- The P2M process was not optimised.
- No heat was lost in the methanation section of the P2M process.
- The mechanism of the Sabatier reaction assumed that CO2 first reduces to CO.
- The possible conversion of CO to C was neglected.
- Other possible side reactions were also neglected.
- No condensation of steam occurred in the turbines.
- All gas–liquid separators operated adiabatically with no pressure drop.
- The adsorption of H2 and CO was not considered in dehydration.
- No reaction between the gas phase and adsorbent took place in PTSA.
3. Results and Discussion
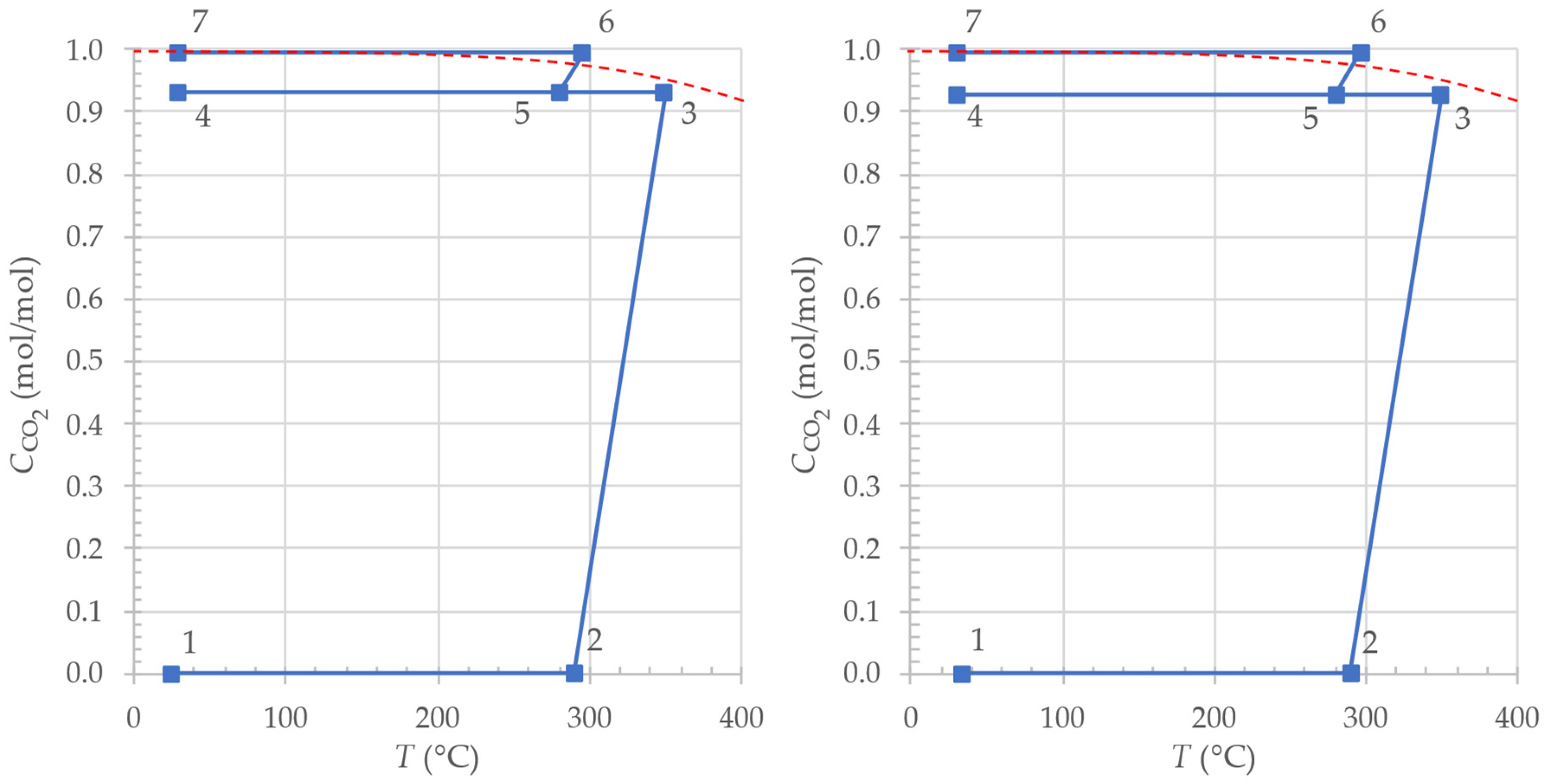
3.1. Temperature and Concentration Profiles
3.2. Synthetic Methane Dehydration
- = 1.7680 × 10−2 kmol/s;
- = 1.7562 × 10−2 kmol/s;
- = 1.1848 × 10−4 kmol/s;
- = 298.15 K = 25.00 °C;
- = 298.97 K = 25.82 °C;
- = 371.32 K = 98.17 °C.
3.3. Process Stream Results
3.4. Energy Streams in the Process Units
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AEC | Alkaline electrolytic cell |
| LDF | Linear driving force |
| LHHW | Langmuir–Hinshelwood–Hougen–Watson |
| PEM | Proton exchange membrane |
| PSA | Pressure swing adsorption |
| PSRK | Predictive Soave–Redlich–Kwong |
| PTSA | Pressure–temperature swing adsorption |
| P2G | Power-to-gas |
| P2M | Power-to-methane |
| RC | Rankine cycle |
| RWGS | Reverse water gas shift |
| SOEC | Solid oxide electrolyser cell |
| TF | Thermal fluid |
References
- Power-to-Methane: Current Scenario in EU. Available online: https://www.futurebridge.com/industry/perspectives-energy/power-to-methane-current-scenario-in-eu/ (accessed on 21 August 2023).
- Record Growth in Renewables Achieved Despite Energy Crisis. Available online: https://www.irena.org/News/pressreleases/2023/Mar/Record-9-point-6-Percentage-Growth-in-Renewables-Achieved-Despite-Energy-Crisis (accessed on 23 July 2023).
- Power-to-Gas. Available online: https://nelhydrogen.com/market/power-to-gas/ (accessed on 16 July 2023).
- Amelang, S.; Appunn, K. The Causes and Effects of Negative Power Prices. Available online: https://www.cleanenergywire.org/factsheets/why-power-prices-turn-negative (accessed on 23 July 2023).
- Andersson, J.; Grönkvist, S. Large-Scale Storage of Hydrogen. Int. J. Hydrogen Energy 2019, 44, 11901–11919. [Google Scholar] [CrossRef]
- What Is Hydrogen Storage and How Does It Work? Available online: https://www.twi-global.com/technical-knowledge/faqs/what-is-hydrogen-storage.aspx (accessed on 16 July 2023).
- Hydrogen or Methane? Available online: https://edenergy.be/hydrogen-or-methane/?lang=en (accessed on 14 September 2023).
- Van Leeuwen, C.; Zauner, A. Innovative Large-Scale Energy Storage Technologies and Power-to-Gas Concepts after Optimisation; University of Groningen: Groningen, The Netherlands, 2018; p. 51. [Google Scholar]
- Biogenic CO2 Is on of Our Green Solutions. Available online: https://www.green-create.com/green-solutions/biogenic-co2/ (accessed on 23 July 2023).
- Calbry-Muzyka, A.S.; Schildhauer, T.J. Direct Methanation of Biogas—Technical Challenges and Recent Progress. Front. Energy Res. 2020, 8, 570887. [Google Scholar] [CrossRef]
- Awe, O.W.; Zhao, Y.; Nzihou, A.; Minh, D.P.; Lyczko, N. A Review of Biogas Utilisation, Purification and Upgrading Technologies. Waste Biomass Valorization 2017, 8, 267–283. [Google Scholar] [CrossRef]
- Ahmed, M.A.A. Catalyst Deactivation Common Causes. Available online: https://ammoniaknowhow.com/catalyst-deactivation-common-causes/ (accessed on 15 July 2023).
- Uebbing, J.; Rihko-Struckmann, L.; Sager, S.; Sundmacher, K. CO2 Methanation Process Synthesis by Superstructure Optimization. J. CO2 Util. 2020, 40, 101228. [Google Scholar] [CrossRef]
- Götz, M.; Lefebvre, J.; Mörs, F.; McDaniel Koch, A.; Graf, F.; Bajohr, S.; Reimert, R.; Kolb, T. Renewable Power-to-Gas: A Technological and Economic Review. Renew. Energy 2016, 85, 1371–1390. [Google Scholar] [CrossRef]
- Tripodi, A.; Conte, F.; Rossetti, I. Carbon Dioxide Methanation: Design of a Fully Integrated Plant. Energy Fuels 2020, 34, 7242–7256. [Google Scholar] [CrossRef]
- Hillestad, M. Systematic Generation of a Once-through Staged Reactor Design for Direct Methanation of Biogas. Chem. Eng. Process. Process Intensif. 2022, 181, 109112. [Google Scholar] [CrossRef]
- Catarina Faria, A.; Miguel, C.V.; Madeira, L.M. Thermodynamic Analysis of the CO2 Methanation Reaction with in Situ Water Removal for Biogas Upgrading. J. CO2 Util. 2018, 26, 271–280. [Google Scholar] [CrossRef]
- Gandara-Loe, J.; Portillo, E.; Odriozola, J.A.; Reina, T.R.; Pastor-Pérez, L. K-Promoted Ni-Based Catalysts for Gas-Phase CO2 Conversion: Catalysts Design and Process Modelling Validation. Front. Chem. 2021, 9, 785571. [Google Scholar] [CrossRef] [PubMed]
- Jürgensen, L.; Ehimen, E.A.; Born, J.; Holm-Nielsen, J.B. Dynamic Biogas Upgrading Based on the Sabatier Process: Thermodynamic and Dynamic Process Simulation. Bioresour. Technol. 2015, 178, 323–329. [Google Scholar] [CrossRef] [PubMed]
- Vidotto, D.; Raco, G. Kinetic Modeling of CO2 Methanation over a Ni-Al Coprecipitated Catalyst. Master’s Thesis, University of Milan, Milan, Italy, 2020. [Google Scholar]
- Burger, T. COx Methanation over Ni-Al-Based Catalysts: Development of CO2 Methanation Catalysts and Kinetic Modeling. Ph. D Thesis, Technical University of Munich, Munich, Germany, 2021. [Google Scholar]
- Whalen, C. Exytron: The World’s First ‘Power-to-Gas’ System with Integrated CO2 Collection and Reuse. Available online: https://www.carboncommentary.com/blog/2017/7/24/exytron-the-worlds-first-power-to-gas-system-with-integrated-co2-collection-and-reuse (accessed on 16 July 2023).
- Müller, B.; Müller, K.; Teichmann, D.; Arlt, W. Energy Storage by CO2 Methanization and Energy Carrying Compounds: A Thermodynamic Comparison. Chem. Ing. Tech. 2011, 83, 2002–2013. [Google Scholar] [CrossRef]
- IRENA. Green Hydrogen Cost Reduction: Scaling up Electrolysers to Meet the 1.5 °C Climate Goal; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2020; p. 106. [Google Scholar]
- Genovese, M.; Blekhman, D.; Dray, M.; Fragiacomo, P. Hydrogen Losses in Fueling Station Operation. J. Clean. Prod. 2020, 248, 119266. [Google Scholar] [CrossRef]
- Water Electrolysers/Hydrogen Generators. Available online: https://nelhydrogen.com/water-electrolysers-hydrogen-generators/ (accessed on 23 July 2023).
- Sunfire-Renewable Hydrogen. Available online: https://www.sunfire.de/en/hydrogen (accessed on 23 July 2023).
- Pan, M.; Agulonu, A.; Gharaie, M.; Perry, S.; Zhang, N.; Bulatov, I.; Smith, R. Optimal Design Technologies for Integration of Combined Cycle Gas Turbine Power Plant with Co2 Capture. Chem. Eng. Trans. 2014, 39, 1441–1446. [Google Scholar] [CrossRef]
- Guruge, A.R. Rankine Cycle. Available online: https://www.arhse.com/rankine-cycle/ (accessed on 17 July 2023).
- Grande, C.A.; Morence, D.G.B.; Bouzga, A.M.; Andreassen, K.A. Silica Gel as a Selective Adsorbent for Biogas Drying and Upgrading. Ind. Eng. Chem. Res. 2020, 59, 10142–10149. [Google Scholar] [CrossRef]
- Residual Sum of Squares. Available online: https://en.wikipedia.org/w/index.php?title=Residual_sum_of_squares&oldid=1142243756 (accessed on 16 June 2023).
- Schild, P.G. GlobalMinimize. Available online: https://github.com/SchildCode/GlobalMinimize (accessed on 16 June 2023).
- Do, D.D. Adsorption Analysis: Equilibria and Kinetics; Series on chemical engineering; Imperial College Press: London, UK, 1998; ISBN 978-1-86094-130-6. [Google Scholar]
- Aspen Technology Inc. Aspen Plus, version V12.1; Aspen Technology Inc.: Houston, TX, USA, 2022. [Google Scholar]
- Wood, K.R.; Liu, Y.A.; Yu, Y. Design, Simulation, and Optimization of Adsorptive and Chromatographic Separations: A Hands-on Approach; Wiley-VCH: Weinheim, Germany, 2018; ISBN 978-3-527-34469-7. [Google Scholar]
- Ali Abd, A.; Roslee Othman, M. Biogas Upgrading to Fuel Grade Methane Using Pressure Swing Adsorption: Parametric Sensitivity Analysis on an Industrial Scale. Fuel 2022, 308, 121986. [Google Scholar] [CrossRef]
- Rahman, M.; Rupa, M.; Karmaker, S.C.; Hosan, S.; Saha, B. Optimum Kinetic Model for Gas-Solid Physical Adsorption Employing Advanced Statistical Approach. In Proceedings of the International Conference on Polygeneration, Zaragoza, Spain, 5 October 2021. [Google Scholar]
- Magalhães Siqueira, R.; Vilarrasa-García, E.; Belo Torres, A.E.; Silva De Azevedo, D.C.; Bastos-Neto, M. Simple Procedure to Estimate Mass Transfer Coefficients from Uptake Curves on Activated Carbons. Chem. Eng. Technol. 2018, 41, 1622–1630. [Google Scholar] [CrossRef]
- 304 Stainless Steel. Available online: https://www.matweb.com/search/datasheet_print.aspx?matguid=abc4415b0f8b490387e3c922237098da (accessed on 16 June 2023).
- Abd, A.A.; Othman, M.R.; Helwani, Z. Unveiling the Critical Role of Biogas Compositions on Carbon Dioxide Separation in Biogas Upgrading Using Pressure Swing Adsorption. Biomass Convers. Biorefinery 2022, 13, 13827–13840. [Google Scholar] [CrossRef]
- Thermal Conductivity, Heat Transfer. Available online: https://www.engineersedge.com/heat_transfer/thermal-conductivity-gases.htm (accessed on 16 June 2023).
- Cavallo, C. All About 304 Steel (Properties, Strength, and Uses). Available online: https://www.thomasnet.com/articles/metals-metal-products/all-about-304-steel-properties-strength-and-uses/ (accessed on 16 June 2023).
- Jiang, Y.; Ling, J.; Xiao, P.; He, Y.; Zhao, Q.; Chu, Z.; Liu, Y.; Li, Z.; Webley, P.A. Simultaneous Biogas Purification and CO2 Capture by Vacuum Swing Adsorption Using Zeolite NaUSY. Chem. Eng. J. 2018, 334, 2593–2602. [Google Scholar] [CrossRef]
- Tripodi, A. Aspen Adsorption to Aspen Plus: Quick Representation of the Steady-State Results. Available online: https://www.youtube.com/watch?v=D6tpjkVfADg (accessed on 16 June 2023).
- Clark, J. Le Chatelier’s Principle and Dynamic Equilbria. Available online: https://chem.libretexts.org/Bookshelves/Physical_and_Theoretical_Chemistry_Textbook_Maps/Supplemental_Modules_(Physical_and_Theoretical_Chemistry)/Equilibria/Le_Chateliers_Principle/Le_Chatelier’s_Principle_and_Dynamic_Equilbria (accessed on 6 June 2023).
- Forzatti, P. Catalyst Deactivation. Catal. Today 1999, 52, 165–181. [Google Scholar] [CrossRef]
- Junicke, H.; Urtel, H. Inert Material for Use in Exothermic Reactions. Patent WO2006122948A1, 23 November 2006. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Equation |
|---|---|
| Kinetic factor | |
| RWGS reaction | |
| CO methanation | |
| Adsorption expressions | |
| H2 | |
| OH | |
| COH | |
| Equilibrium expressions | |
| RWGS reaction | |
| CO methanation |
| Case 1 (CO2 Methanation) | Case 2 (Simultaneous Methanation) | |
|---|---|---|
| Biogas flow rate | - | 26.99 kmol/h |
| Flow rate of CH4 in biogas | - | 16.67 kmol/h |
| Flow rate of CO2 in biogas | - | 8.97 kmol/h |
| Flow rate of H2O in biogas | - | 1.35 kmol/h |
| CO2 flow rate | 62.31 kmol/h | 53.64 kmol/h |
| H2 flow rate | 249.22 kmol/h | 249.22 kmol/h |
| Manufacturer | Electrolyser Type | Efficiency (kWh/kg H2) | Required Capacity of Electrolysis Plant (MWe) |
|---|---|---|---|
| Sunfire | AEC | 51.15 | 79.45 |
| Nel | PEM | 46.09 | 71.59 |
| Sunfire | SOEC | 40.47 | 62.87 |
| Component k | |||
|---|---|---|---|
| CH4 | CO2 | H2O | |
| qm, k (mol/kg) | 5.72 | 14.25 | 32.31 |
| b∞, k (1/kPa) | 4.9961 × 10−7 | 2.2723 × 10−8 | 6.425 × 10−9 |
| nk | 1.0944 | 1.4336 | 0.7991 |
| Qads, k (J/mol) | 14,102.40 | 22,968.75 | 45,154.87 |
| RSS (mol2/kg2) | 0.0062 | 1.65 | 160.94 |
| Δymax (mol/kg) | 0.0235 | 0.2471 | 1.0969 |
| Component k | |||
|---|---|---|---|
| Parameter Calculation | CH4 | CO2 | H2O |
| 5.7221 × 10−3 | 1.4255 × 10−2 | 3.2309 × 10−2 | |
| 1.1741 × 10−4 | 1.1574 × 10−4 | 1.7813 × 10−8 | |
| 9.1373 × 10−1 | 6.9753 × 10−1 | 1.2515 | |
| 1549.89 | 1927.04 | 6796.99 | |
| 1.1741 × 10−4 | 1.1574 × 10−4 | 1.7813 × 10−8 | |
| 1549.89 | 1927.04 | 6796.99 | |
| ΔHads, k (kJ/kmol) | −14,102.40 | −22,968.75 | −45,154.87 |
| Data | Value | Source |
|---|---|---|
| Hb—Height of adsorbent layer (m) | 2 | Selected value |
| DN—Internal diameter of adsorbent layer (m) | 0.5 | Selected value |
| S1—Wall thickness used for bed (m) | 0.0113 | |
| εi—Inter-particle voidage | 0.3730 | [30] |
| εp—Intra-particle voidage | 0.1454 | Calculated with data from Grande et al. [30], with equation , adapted from Wood et al. [35]. |
| ρb—Bulk solid density of adsorbent (kg/m3) | 1363.6 | [30] |
| rp—Adsorbent particle radius (m) | 0.001 | [30] |
| ψ—Adsorbent shape factor | 1 | Assumption |
| kLDF—LDF mass transfer coefficient | ||
| kLDF, CH4 (1/s) | 0.3560 | [36] |
| kLDF, CO2 (1/s) | 0.0643 | [36] |
| kLDF, H2O (1/s) | 0.012495 | Calculated from the given diffusivity determined by Rahman et al. [37], with equation , adapted from Siqueira et al. [38] |
| cps—Adsorbent specific heat capacity (MJ/(kg·K)) | 8.8 × 10−4 | [30] |
| cpw—Wall specific heat capacity (MJ/(kg·K)) | 5.0 × 10−4 | Data for steel 304 [39] |
| αw-a—Heat transfer coefficient between wall and ambient (MW/(m2·K)) | 2.4 × 10−5 | [40] |
| λg—Gas phase heat conductivity (MW/(m·K)) | 3.4 × 10−8 | [41] |
| λs—Adsorbent heat conductivity (MW/(m·K)) | 3.0 × 10−7 | [36] |
| λw—Wall heat conductivity (MW/(m⋅K)) | 1.62 × 10−5 | Data for steel 304 [39] |
| ρw—Wall density (kg/m3) | 8000 | Data for steel 304 [39] |
| Ta—Ambient temperature (K) | 298.15 | Assumption |
| aHx—External specific surface area of the heat exchanger (1/m) | 8.36 | Calculated with the external area of the column, divided by the internal volume of the column, which is also the definition of aHx [34] |
| UHx—Overall (gas to medium) heat transfer coefficient (MW/(m2⋅K)) | 8.5 × 10−4 | Approximated with Aspen Plus |
| Step | i | ii | iii | iv | v | vi |
|---|---|---|---|---|---|---|
| VF (Cv (kmol/(s⋅bar)) | 177.174 | 177.174 | 0.0025 | 177.174 | 177.174 | 0.0025 |
| VP (Cv (kmol/(s⋅bar)) | 0.017717 | 0.017717 | 0.017717 | 0.017717 | 0.017717 | 0.017717 |
| VW (Cv (kmol/(s⋅bar)) | 0.08 | 0.08 | 0.005 | 0.08 | 0.08 | 0.005 |
| VCON (Cv (kmol/(s⋅bar)) | 2 × 10−6 | 0.0022 | 2 × 10−6 | 2 × 10−6 | 0.0022 | 2 × 10−6 |
| V11 | 1 | 0 | 0 | 0 | 0 | 1 |
| V12 | 1 | 0 | 0 | 0 | 0 | 0 |
| V13 | 0 | 0 | 1 | 1 | 0 | 0 |
| V21 | 0 | 0 | 1 | 1 | 0 | 0 |
| V22 | 0 | 0 | 0 | 1 | 0 | 0 |
| V23 | 1 | 0 | 0 | 0 | 0 | 1 |
| Heating B1 | 0 | 0 | 0 | 1 | 0 | 0 |
| Heating B2 | 1 | 0 | 0 | 0 | 0 | 0 |
| Step | i | ii | iii | iv | v | vi |
|---|---|---|---|---|---|---|
| Bed B1 | Adsorption | p equalisation | De-pressurisation | Regeneration | p equalisation | Re-pressurisation |
| p (bar) | 51 | 23 | 1 atm | 1 atm | 23 | 51 |
| Tdes (°C) | 100 | |||||
| Bed B2 | Regeneration | p equalisation | Re-pressurisation | Adsorption | p equalisation | De-pressurisation |
| p (bar) | 1 atm | 23 | 51 | 51 | 23 | 1 atm |
| Tdes (°C) | 100 | |||||
| t (s) | 250,000 | 100 | 100 | 250,000 | 100 | 100 |
| k | ||||
|---|---|---|---|---|
| CH4 | 0.9713 | 0.9722 | 0.8352 | 0.9942 |
| CO2 | 0.0056 | 0.0056 | 0.0067 | 0.9918 |
| H2O | 9.16 × 10−4 | 4.85 × 10−6 | 0.1393 | 0.0053 |
| H2 | 0.0222 | 0.0222 | 0.0187 | 0.9943 |
| CO | 5.91 × 10−5 | 5.91 × 10−5 | 4.99 × 10−5 | 0.9943 |
| Process Stream | T (°C) | p (bar) | (kmol/h) | xCH4 | xH2O | xCO | xCO2 | xH2 | xTF | |
|---|---|---|---|---|---|---|---|---|---|---|
| Methanation and compression section | BIOGAS | |||||||||
| S-1 | ||||||||||
| CO2 | 25.00 | 6.30 | 62.31 | 1 | ||||||
| H2-1 | 25.00 | 6.30 | 249.22 | 1 | ||||||
| S-2 | 23.96 | 6.30 | 311.53 | 0.2000 | 0.8000 | |||||
| RF-1 | 290.00 | 6.10 | 311.53 | 0.2000 | 0.8000 | |||||
| RP-1 | 349.99 | 5.90 | 195.78 | 0.2956 | 0.5916 | 0.0004 | 0.0222 | 0.0901 | ||
| S-3 | 135.22 | 5.80 | 195.78 | 0.2956 | 0.5916 | 0.0004 | 0.0222 | 0.0901 | ||
| S-4 | 125.76 | 5.70 | 195.78 | 0.2956 | 0.5916 | 0.0004 | 0.0222 | 0.0901 | ||
| S-5 | 30.00 | 5.60 | 195.78 | 0.2956 | 0.5916 | 0.0004 | 0.0222 | 0.0901 | ||
| S-6 | 30.00 | 5.60 | 80.49 | 0.7191 | 0.0066 | 0.0010 | 0.0541 | 0.2192 | ||
| RF-2 | 280.00 | 5.40 | 80.49 | 0.7191 | 0.0066 | 0.0010 | 0.0541 | 0.2192 | ||
| RP-2 | 296.11 | 5.20 | 72.33 | 0.8565 | 0.1190 | 5.21 × 10−5 | 0.0049 | 0.0196 | ||
| S-7 | 78.83 | 5.10 | 72.33 | 0.8565 | 0.1190 | 5.21 × 10−5 | 0.0049 | 0.0196 | ||
| S-8 | 30.00 | 5.00 | 72.33 | 0.8565 | 0.1190 | 5.21 × 10−5 | 0.0049 | 0.0196 | ||
| S-9 | 30.00 | 5.00 | 64.20 | 0.9650 | 0.0074 | 5.87 × 10−5 | 0.0055 | 0.0220 | ||
| S-10 | 136.53 | 51.10 | 63.89 | 0.9696 | 0.0026 | 5.90 × 10−5 | 0.0056 | 0.0221 | ||
| S-11 | 25.00 | 51.00 | 63.89 | 0.9696 | 0.0026 | 5.90 × 10−5 | 0.0056 | 0.0221 | ||
| PROD-2 | 25.00 | 51.00 | 63.78 | 0.9713 | 0.0009 | 5.91 × 10−5 | 0.0056 | 0.0222 | ||
| SYNCH4 | 25.82 | 50.00 | 63.35 | 0.9722 | 4.85 × 10−6 | 5.91 × 10−5 | 0.0056 | 0.0222 | ||
| Waste streams | WW-1 | |||||||||
| WW-2 | 30.00 | 5.60 | 115.30 | 4.19 × 10−6 | 0.99999 | 5.21 × 10−10 | 3.94 × 10−6 | 2.34 × 10−7 | ||
| WW-3 | 30.00 | 5.00 | 8.13 | 5.03 × 10−6 | 0.99999 | 2.75 × 10−11 | 3.60 × 10−7 | 2.10 × 10−8 | ||
| WW-4 | 30.00 | 15.83 | 0.31 | 1.54 × 10−5 | 0.99998 | 8.65 × 10−11 | 1.08 × 10−6 | 6.84 × 10−8 | ||
| WW-5 | 25.00 | 51.00 | 0.11 | 3.72 × 10−5 | 0.99996 | 2.19 × 10−10 | 2.67 × 10−6 | 2.00 × 10−7 | ||
| W | 98.17 | 1.01325 | 0.43 | 0.8383 | 0.1359 | 5.04 × 10−5 | 0.0068 | 0.0189 | ||
| TF cycle | TF-IN | 285.00 | 5.00 | 160.09 | 1 | |||||
| TF-OUT1 | 296.11 | 5.00 | 160.09 | 1 | ||||||
| TF-OUT | 348.70 | 5.00 | 160.09 | 1 | ||||||
| TF-1 | 345.41 | 5.00 | 160.09 | 1 | ||||||
| TF-2 | 345.41 | 5.00 | 160.09 | 1 | ||||||
| TF-3 | 303.29 | 5.00 | 160.09 | 1 | ||||||
| TF-REC | 285.06 | 5.00 | 160.09 | 1 | ||||||
| RC | HW-MP-1 | 130.00 | 14.85 | 188.17 | 1 | |||||
| HW-MP-2 | 196.96 | 14.50 | 188.17 | 1 | ||||||
| S-MP | 196.64 | 14.40 | 188.17 | 1 | ||||||
| SHS-HP | 345.00 | 14.20 | 188.17 | 1 | ||||||
| S-LP | 121.68 | 1.50 | 188.17 | 1 | ||||||
| SHS-LP | 337.00 | 1.30 | 188.17 | 1 | ||||||
| S-VP | 31.01 | 0.0352 | 188.17 | 1 | ||||||
| W-VP | 30.03 | 0.0352 | 188.17 | 1 | ||||||
| W-MP | 30.11 | 15.20 | 188.17 | 1 | ||||||
| HW-MP-R | 130.00 | 14.85 | 188.17 | 1 | ||||||
| Process Stream | T (°C) | p (Bar) | (kmol/h) | xCH4 | xH2O | xCO | xCO2 | xH2 | xTF | |
|---|---|---|---|---|---|---|---|---|---|---|
| Methanation and compression section | BIOGAS | 35.00 | 1.01325 | 26.99 | 0.6175 | 0.0500 | 0.3325 | |||
| S-1 | 114.23 | 6.30 | 26.04 | 0.6401 | 0.0152 | 0.3447 | ||||
| CO2 | 25.00 | 6.30 | 53.34 | 1 | ||||||
| H2-1 | 25.00 | 6.30 | 249.22 | 1 | ||||||
| S-2 | 32.83 | 6.30 | 328.59 | 0.0507 | 0.0012 | 0.1896 | 0.7584 | |||
| RF-1 | 290.00 | 6.10 | 328.59 | 0.0507 | 0.0012 | 0.1896 | 0.7584 | |||
| RP-1 | 350.00 | 5.90 | 213.27 | 0.3485 | 0.5430 | 0.0004 | 0.0214 | 0.0867 | ||
| S-3 | 132.37 | 5.80 | 213.27 | 0.3485 | 0.5430 | 0.0004 | 0.0214 | 0.0867 | ||
| S-4 | 122.90 | 5.70 | 213.27 | 0.3485 | 0.5430 | 0.0004 | 0.0214 | 0.0867 | ||
| S-5 | 30.00 | 5.60 | 213.27 | 0.3485 | 0.5430 | 0.0004 | 0.0214 | 0.0867 | ||
| S-6 | 30.00 | 5.60 | 98.12 | 0.7576 | 0.0066 | 0.0009 | 0.0465 | 0.1884 | ||
| RF-2 | 280.00 | 5.40 | 98.12 | 0.7576 | 0.0066 | 0.0009 | 0.0465 | 0.1884 | ||
| RP-2 | 296.40 | 5.20 | 89.66 | 0.8762 | 0.1007 | 5.48 × 10−5 | 0.0046 | 0.0185 | ||
| S-7 | 74.88 | 5.10 | 89.66 | 0.8762 | 0.1007 | 5.48 × 10−5 | 0.0046 | 0.0185 | ||
| S-8 | 30.00 | 5.00 | 89.66 | 0.8762 | 0.1007 | 5.48 × 10−5 | 0.0046 | 0.0185 | ||
| S-9 | 30.00 | 5.00 | 81.23 | 0.9671 | 0.0074 | 6.04 × 10−5 | 0.0051 | 0.0204 | ||
| S-10 | 136.49 | 51.10 | 80.84 | 0.9717 | 0.0026 | 6.07 × 10−5 | 0.0051 | 0.0205 | ||
| S-11 | 25.00 | 51.00 | 80.84 | 0.9717 | 0.0026 | 6.07 × 10−5 | 0.0051 | 0.0205 | ||
| PROD-2 | 25.00 | 51.00 | 80.70 | 0.9734 | 0.0009 | 6.08 × 10−5 | 0.0051 | 0.0205 | ||
| SYNCH4 | 25.82 | 50.00 | 80.16 | 0.9743 | 4.85 × 10−6 | 6.09 × 10−5 | 0.0051 | 0.0205 | ||
| Waste streams | WW-1 | 30.00 | 2.38 | 0.95 | 1.60 × 10−6 | 0.99999 | 1.08 × 10−5 | |||
| WW-2 | 30.00 | 5.60 | 115.16 | 4.41 × 10−6 | 0.99999 | 4.69 × 10−10 | 3.38 × 10−6 | 2.01 × 10−7 | ||
| WW-3 | 30.00 | 5.00 | 8.42 | 5.04 × 10−6 | 0.99999 | 2.83 × 10−11 | 3.32 × 10−7 | 1.95 × 10−8 | ||
| WW-4 | 30.00 | 15.83 | 0.39 | 1.54 × 10−5 | 0.99998 | 8.91 × 10−11 | 9.99 × 10−7 | 6.32 × 10−8 | ||
| WW-5 | 25.00 | 51.00 | 0.14 | 3.73 × 10−5 | 0.99996 | 2.26 × 10−10 | 2.46 × 10−6 | 1.85 × 10−7 | ||
| W | 98.17 | 1.01325 | 0.54 | 0.8401 | 0.1360 | 5.19 × 10−5 | 0.0063 | 0.0175 | ||
| TF cycle | TF-IN | 285.00 | 5.00 | 158.89 | 1 | |||||
| TF-OUT1 | 296.39 | 5.00 | 158.89 | 1 | ||||||
| TF-OUT | 348.68 | 5.00 | 158.89 | 1 | ||||||
| TF-1 | 345.41 | 5.00 | 158.89 | 1 | ||||||
| TF-2 | 345.41 | 5.00 | 158.89 | 1 | ||||||
| TF-3 | 303.02 | 5.00 | 158.89 | 1 | ||||||
| TF-REC | 284.76 | 5.00 | 158.89 | 1 | ||||||
| RC | HW-MP-1 | 130.00 | 14.85 | 187.06 | 1 | |||||
| HW-MP-2 | 196.96 | 14.50 | 187.06 | 1 | ||||||
| S-MP | 196.64 | 14.40 | 187.06 | 1 | ||||||
| SHS-HP | 345.00 | 14.20 | 187.06 | 1 | ||||||
| S-LP | 121.68 | 1.50 | 187.06 | 1 | ||||||
| SHS-LP | 337.00 | 1.30 | 187.06 | 1 | ||||||
| S-VP | 31.01 | 0.0352 | 187.06 | 1 | ||||||
| W-VP | 30.03 | 0.0352 | 187.06 | 1 | ||||||
| BIOGAS | 30.11 | 15.20 | 187.06 | 1 | ||||||
| S-1 | 130.00 | 14.85 | 187.06 | 1 | ||||||
| Case 1 (CO2 Methanation) | Case 2 (Simultaneous Methanation) | ||||||
|---|---|---|---|---|---|---|---|
| Process Unit | (kW) | W (kW) | (kg/h) | (kW) | W (kW) | (kg/h) | |
| Methanation section | AEC | 79.45 MWe | 79.45 MWe | ||||
| PEM | 71.59 MWe | 71.59 MWe | |||||
| SOEC | 62.87 MWe | 62.87 MWe | |||||
| MC-1 | −35.01 | 45.58 | 6036.89 | ||||
| HE-1 | 734.52 | 763.14 | |||||
| R-1 | −2721.04 | −2695.52 | |||||
| HE-2 | 430.13 | 427.59 | |||||
| HE-3 | −945.75 | 163,093.78 | −986.35 | 170,094.40 | |||
| HE-4 | 221.65 | 273.06 | |||||
| R-2 | −185.96 | −189.39 | |||||
| HE-5 | −105.02 | 18,110.26 | −112.39 | 19,380.71 | |||
| MC-2 | −75.50 | 136.43 | 13,019.45 | −95.53 | 172.61 | 16,474.68 | |
| HE-6 | −83.01 | 74,712.60 | −105.07 | 94,562.31 | |||
| PTSA | 3.99 | 3.99 | |||||
| RC cycle | MPW-H | 306.61 | 304.80 | ||||
| MPS-G | 1906.95 | 1895.70 | |||||
| SHMPS-G | 292.43 | 290.71 | |||||
| REHEAT | 399.91 | 397.55 | |||||
| T-LP1 | −391.19 | −388.88 | |||||
| T-LP2 | −555.48 | −549.99 | |||||
| RC-P | 1.69 | 1.69 | |||||
| CT | −2389.49 | 412,063.97 | −2375.39 | 409,632.92 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rola, K.; Gruber, S.; Urbancl, D.; Goričanec, D. Utilisation of Renewable Electricity to Produce Synthetic Methane. Energies 2023, 16, 6871. https://doi.org/10.3390/en16196871
Rola K, Gruber S, Urbancl D, Goričanec D. Utilisation of Renewable Electricity to Produce Synthetic Methane. Energies. 2023; 16(19):6871. https://doi.org/10.3390/en16196871
Chicago/Turabian StyleRola, Klemen, Sven Gruber, Danijela Urbancl, and Darko Goričanec. 2023. "Utilisation of Renewable Electricity to Produce Synthetic Methane" Energies 16, no. 19: 6871. https://doi.org/10.3390/en16196871
APA StyleRola, K., Gruber, S., Urbancl, D., & Goričanec, D. (2023). Utilisation of Renewable Electricity to Produce Synthetic Methane. Energies, 16(19), 6871. https://doi.org/10.3390/en16196871