
Modeling of Specific Energy in the Gear Honing Process

Abstract
:1. Introduction
2. Modeling of Specific Honing Energy
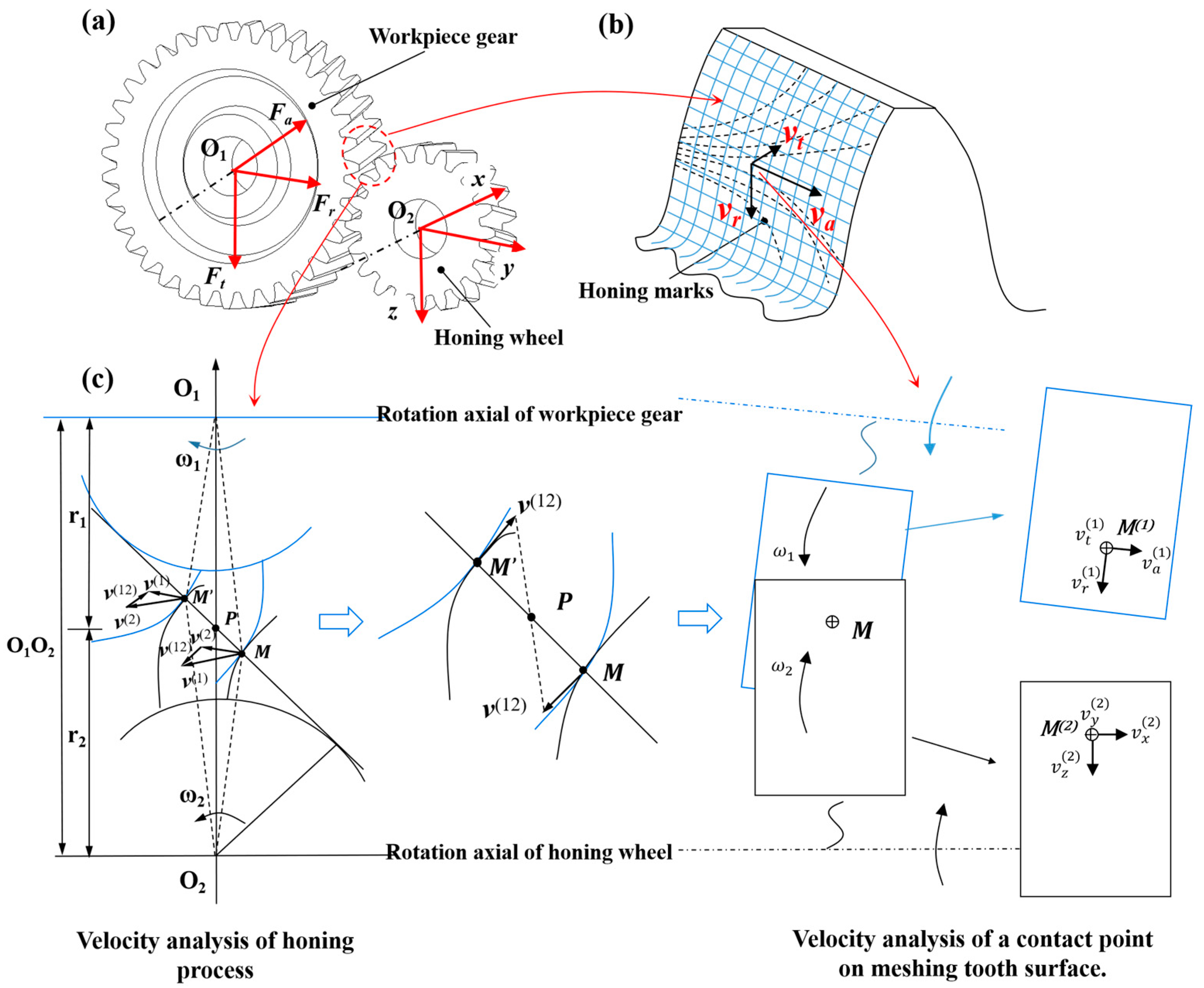
2.1. Modeling of Honing Power
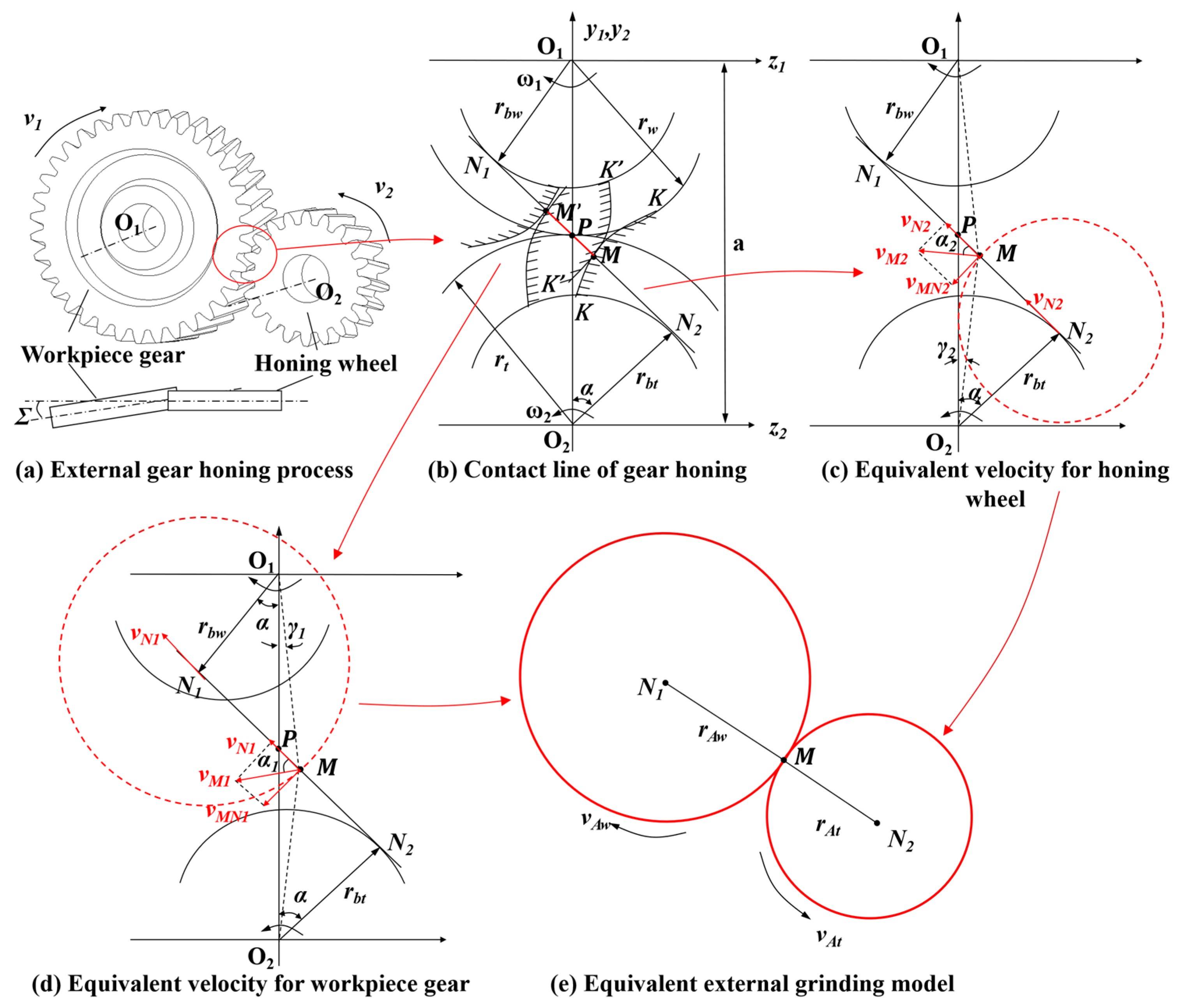
2.2. Modeling of Honing Force
2.3. Modeling of Material Removal Rate
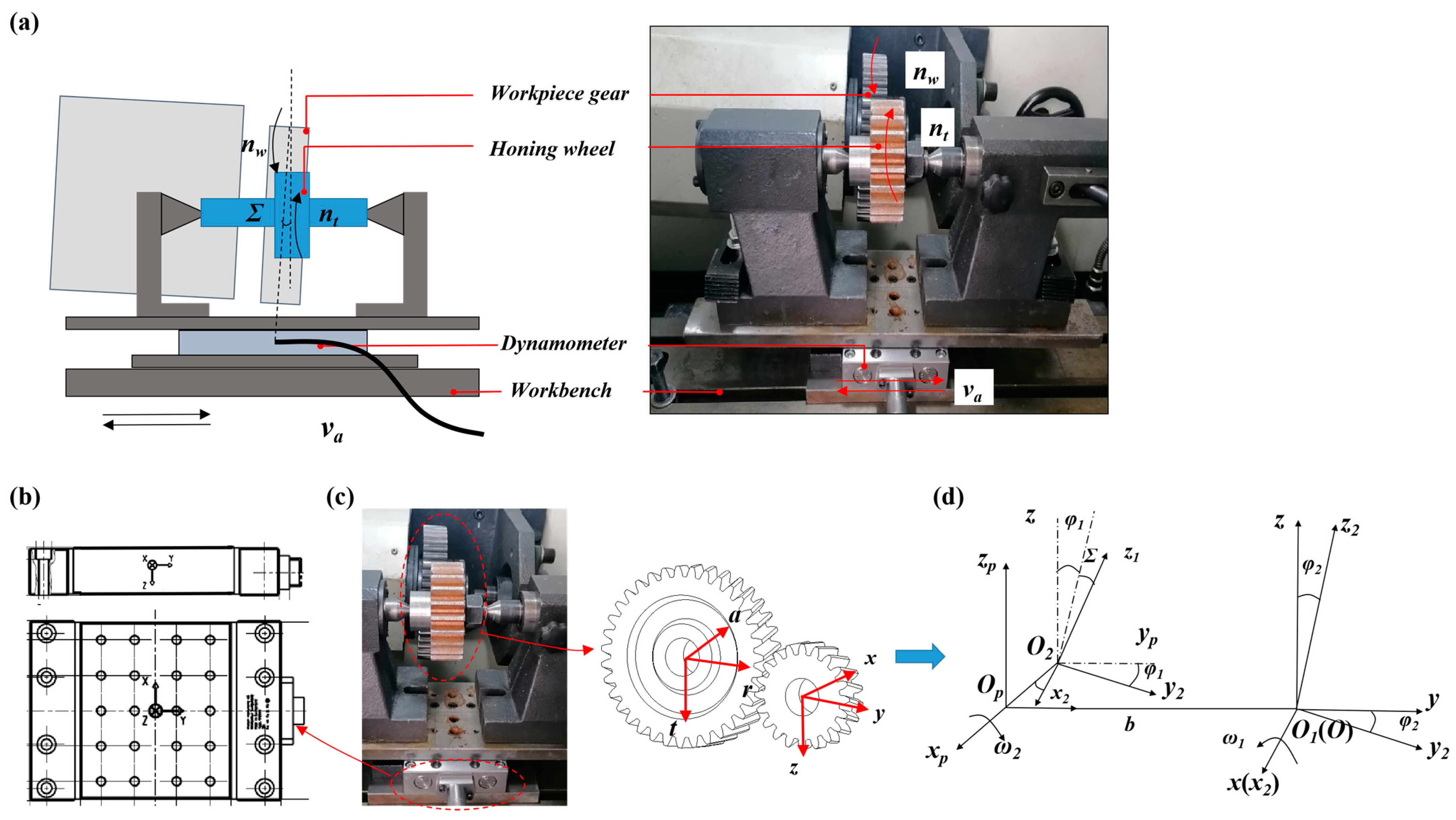
3. Experimental Setup
4. Results and Discussion
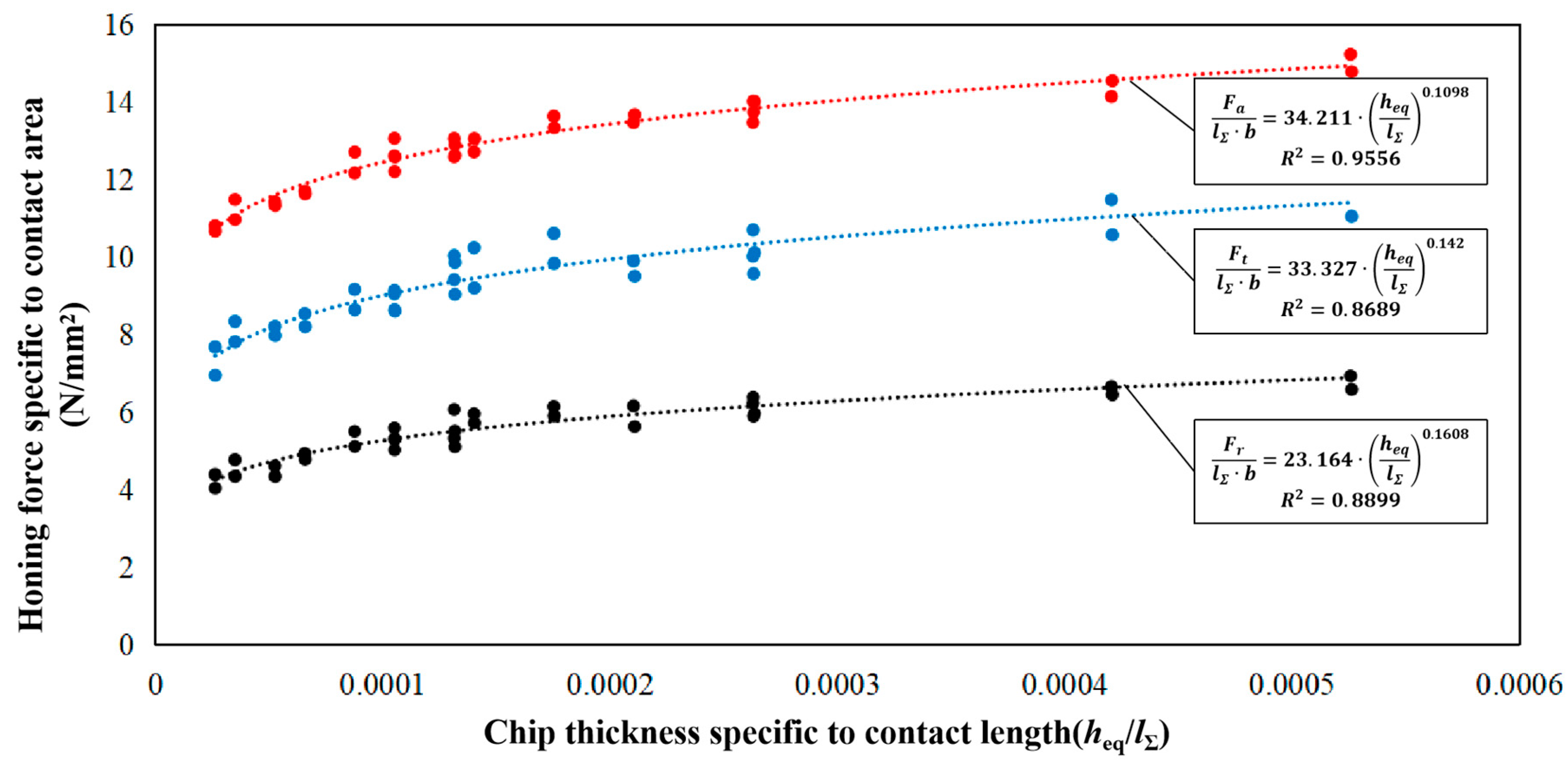
4.1. Honing Force
4.2. Evaluation of Honing Force Model
4.3. Specific Honing Energy
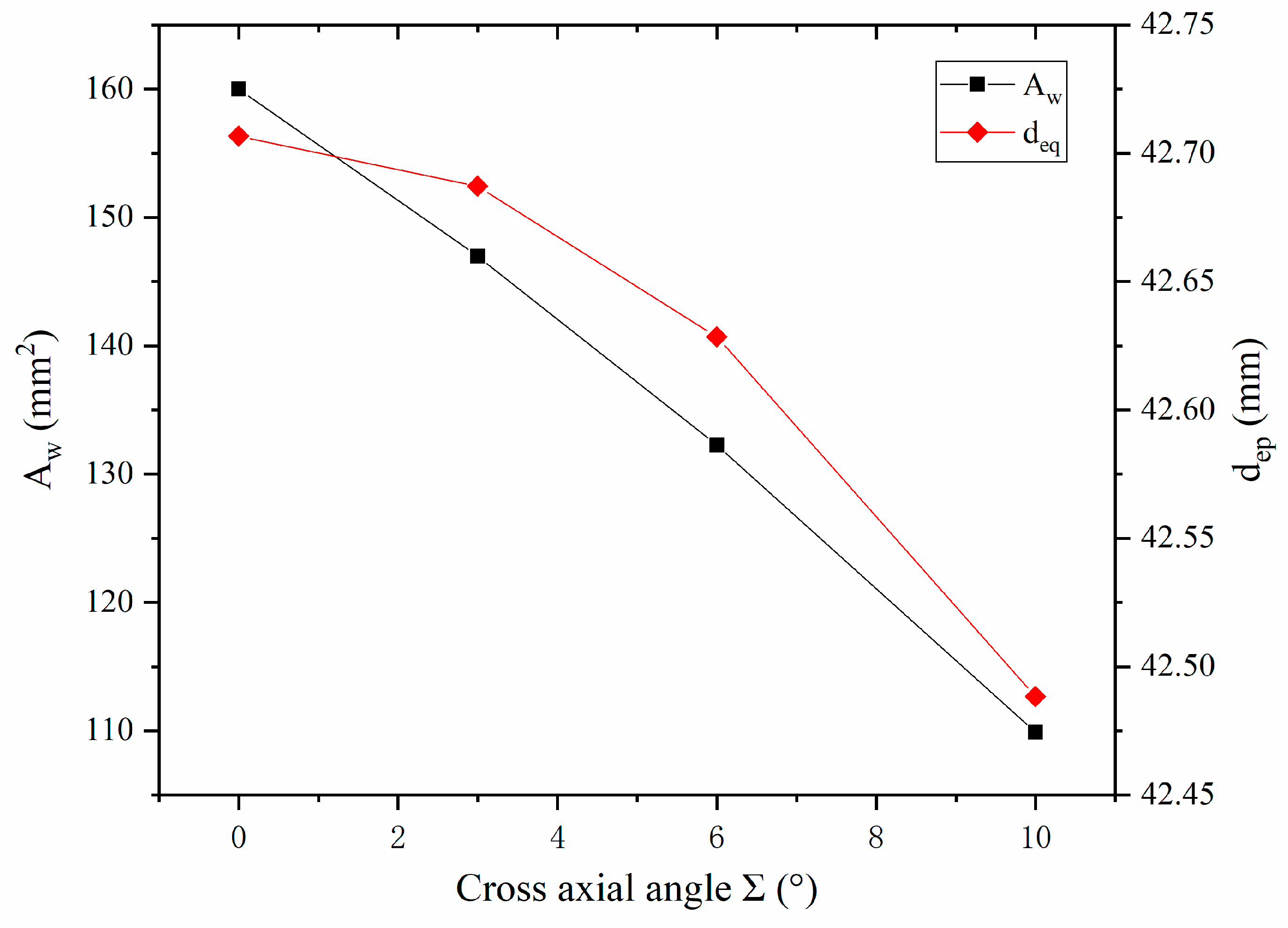
4.3.1. The Relationship between and versus Cross-Axial Angle Σ
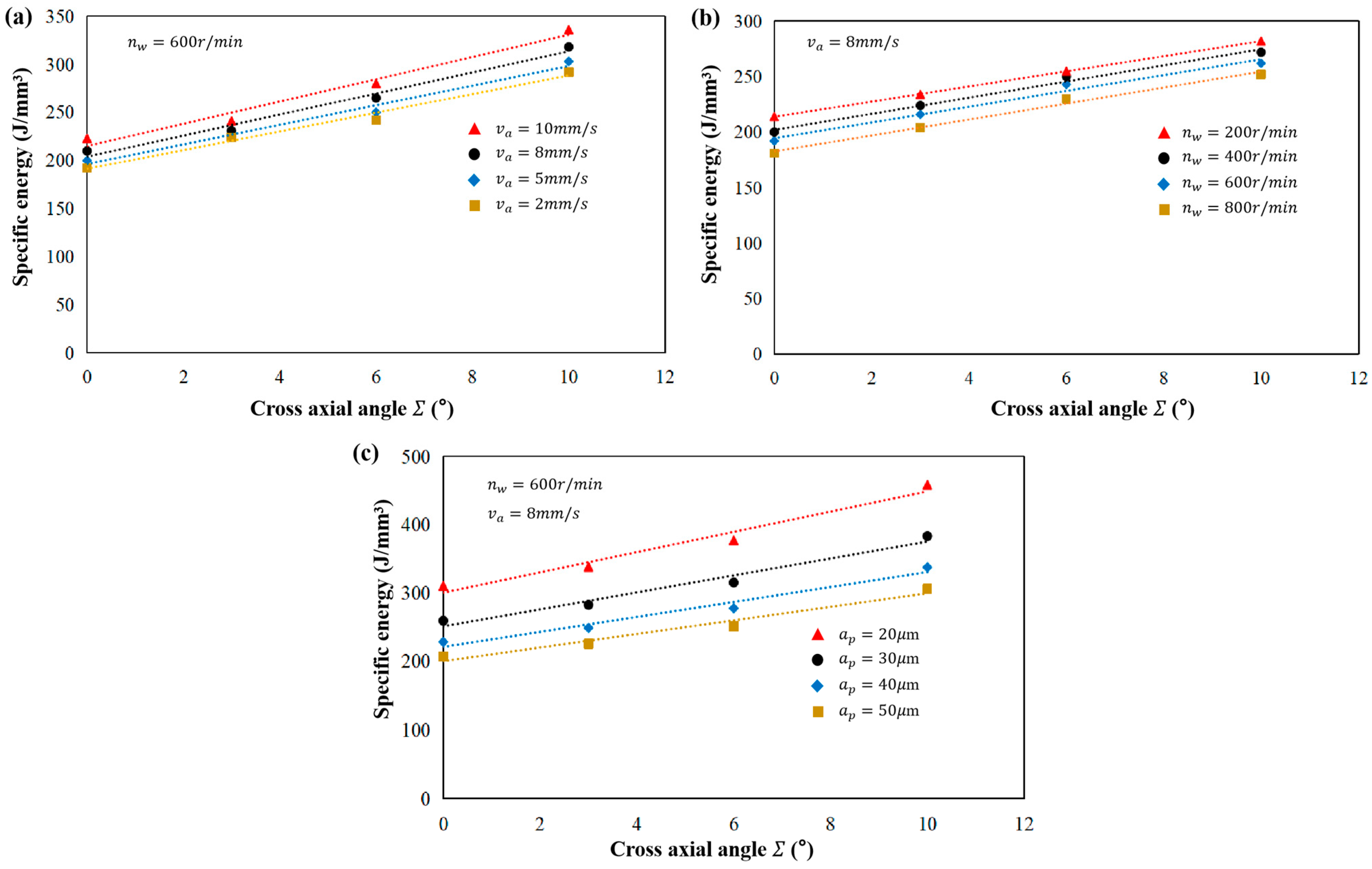
4.3.2. Effect of Processing Parameters on Specific Honing Energy
5. Conclusions
- In order to develop the specific energy model, a material removal rate and honing force model are developed based on both the formulation of the contact area of the meshing surface as well as the transformation of coordinates. The honing force, material removal rate, and specific honing energy models are in good agreement with the experimental results.
- In gear honing, the variation of processing parameters greatly effects the specific energy, such that an increase in the cross-axial angle and axial feed velocity causes an increase in specific energy, while an increase in cutting depth and rotational spindle speed leads to a decrease in specific energy. Therefore, properly choosing the processing parameters may effectively improve honing efficiency.
- This work provides insightful understanding of the material removal mechanism of external gear honing and establishes a model to reasonably predict the specific honing energy, although there are some simplifications that have been made in the modeling process. Future works would involve evaluations of the surface quality of honed gears and the effect of grain wear on specific energy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CBN | cubic boron nitride |
| specific honing energy | |
| honing power | |
| material removal rate | |
| honing force components in the coordinate system of the workpiece gear | |
| the coordinate system of the honing wheel | |
| relative velocity vector between the workpiece gear and honing wheel | |
| force vector on the tooth surface of the workpiece gear | |
| , | rotational centers of workpiece gear and the honing wheel |
| components of relative velocity in tangential, radial, and axial directions | |
| , | contact points on the tooth surface of the workpiece gear and honing wheel |
| velocity components | |
| velocity components | |
| and | and to their rotational center |
| and | radius of base circles of the workpiece gear and honing wheel |
| pressure angle | |
| and | radius of pitch circles of the workpiece gear and honing wheel |
| linear relative to | |
| linear velocity relative to | |
| linear relative to | |
| linear velocity relative to | |
| linear velocity of point M relative to | |
| linear velocity relative to | |
| equivalent velocity of workpiece gear | |
| rotational velocity of workpiece gear | |
| equivalent velocity of honing wheel | |
| rotational velocity of honing wheel | |
| equivalent radii of the workpiece gear and honing wheel | |
| normal equivalent honing force | |
| Diameter of equivalent grinding wheel | |
| contact length | |
| empirical constants | |
| contact width | |
| (/s) | total number of teeth in contact in unit time |
| material volume removed from the workpiece per cutting pass | |
| the number of teeth of workpiece gear and honing wheel | |
| the gear contact ratio | |
| the meshing angle | |
| addendum pressure angles of honing wheel and workpiece gear | |
| (~) | contact area of the meshing area |
| equivalent cutting depth of the tooth surface in a single instance of contact | |
| the cutting depth | |
| and | the workpiece gear and honing wheel rotation axes |
| the gear center distance | |
| w | the width of workpiece gear |
| the height of the contact area | |
| , | addendum diameters of the workpiece gear and honing wheel |
| axial and radial offset of the honing wheel | |
| cross axis angle | |
| module | |
| the period of axial relative movement |
References
- Bergs, T. Cutting force model for gear honing. CIRP Ann. 2018, 67, 53–56. [Google Scholar]
- Klocke, F.; Gorgels, C.; Vasiliou, V. Analysis of the influence of gear dimensions on cutting speed and contact conditions during the gear honing process. Prod. Eng. 2009, 3, 255–259. [Google Scholar]
- Yuan, B.; Han, J.; Wang, D.; Zhu, Y.; Xia, L. Modeling and analysis of tooth surface roughness for internal gearing power honing gear. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3607–3620. [Google Scholar]
- Gao, Y.; Wang, F.; Liang, Y.; Han, J.; Su, J.; Tong, Y.; Liu, L. Cutting Performance of Randomly Distributed Active Abrasive Grains in Gear Honing Process. Micromachines 2021, 12, 1119. [Google Scholar] [PubMed]
- Gao, Y.; Ren, X.; Han, J.; Wang, F.; Liang, Y.; Liu, L. Simulation to Microtopography Formation of CBN Active Abrasives on a Honing Wheel Surface. Coatings 2021, 11, 540. [Google Scholar]
- Wang, F.; Chen, Y.; Gao, Y.; Liang, Y.; Su, J.; Liu, L. Peridynamic Simulation to Fracture Mechanism of CBN Grain in the Honing Wheel Dressing Process. Micromachines 2021, 12, 1186. [Google Scholar]
- Singh, V.; Venkateswara Rao, P.; Ghosh, S. Development of specific grinding energy model. Int. J. Mach. Tools Manuf. 2012, 60, 1–13. [Google Scholar]
- Sarwar, M.; Persson, M.; Hellbergh, H.; Haider, J. Measurement of specific cutting energy for evaluating the efficiency of bandsawing different workpiece materials. Int. J. Mach. Tools Manuf. 2009, 49, 958–965. [Google Scholar]
- Brinksmeier, E.; Schneider, C. Grinding at very Low Speeds. CIRP Ann. 1997, 46, 223–226. [Google Scholar]
- Malkin, S.; Guo, C. Grinding Technology: Theory and Application of Machining with Abrasives; Industrial Press Inc.: New York, NY, USA, 2008. [Google Scholar]
- Ghosh, S.; Chattopadhyay, A.B.; Paul, S. Modelling of specific energy requirement during high-efficiency deep grinding. Int. J. Mach. Tools Manuf. 2008, 48, 1242–1253. [Google Scholar]
- Ren, Y.H.; Zhang, B.; Zhou, Z.X. Specific energy in grinding of tungsten carbides of various grain sizes. CIRP Ann. 2009, 58, 299–302. [Google Scholar]
- Zheng, Z.; Huang, K.; Lin, C.; Zhang, J.; Wang, K.; Sun, P.; Xu, J. An analytical force and energy model for ductile-brittle transition in ultra-precision grinding of brittle materials. Int. J. Mech. Sci. 2022, 220, 107107. [Google Scholar]
- Jia, D.; Li, C.; Zhang, Y.; Yang, M.; Wang, Y.; Guo, S.; Cao, H. Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precis. Eng. 2017, 50, 248–262. [Google Scholar]
- Dai, C.; Yin, Z.; Ding, W.; Zhu, Y. Grinding force and energy modeling of textured monolayer CBN wheels considering undeformed chip thickness nonuniformity. Int. J. Mech. Sci. 2019, 157–158, 221–230. [Google Scholar]
- Rowe, W.B. Principles of Modern Grinding Technology, 1st ed.; William Andrew: Norwich, NY, USA, 2014. [Google Scholar]
- Napoles Alberro, A.; Gonzalez Rojas, H.A.; Sanchez Egea, A.J.; Hameed, S.; Pena Aguilar, R.M. Model Based on an Effective Material-Removal Rate to Evaluate Specific Energy Consumption in Grinding. Materials 2019, 12, 939. [Google Scholar]
- Li, W.; Wang, Y.; Fan, S.; Xu, J. Wear of diamond grinding wheels and material removal rate of silicon nitrides under different machining conditions. Mater. Lett. 2007, 61, 54–58. [Google Scholar]
- Satyarthi, M.K.; Pandey, P.M. Modeling of material removal rate in electric discharge grinding process. Int. J. Mach. Tools Manuf. 2013, 74, 65–73. [Google Scholar]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Theoretical and experimental investigation of material removal rate in shape adaptive grinding of HVOF sprayed WC-Co coating. Precis. Eng. 2021, 72, 627–639. [Google Scholar]
- Ren, L.; Zhang, G.; Wang, Y.; Zhang, Q.; Wang, F.; Huang, Y. A new in-process material removal rate monitoring approach in abrasive belt grinding. Int. J. Adv. Manuf. Technol. 2019, 104, 2715–2726. [Google Scholar]
- Li, L.; Ren, X.; Feng, H.; Chen, H.; Chen, X. A novel material removal rate model based on single grain force for robotic belt grinding. J. Manuf. Process. 2021, 68, 1–12. [Google Scholar]
- Sun, H.; Chen, Z.; Ge, W. Mechanical Principle; Higher Education Press: Beijing, China, 2013. [Google Scholar]
- Ren, J.; Hua, D. Grinding Principle; Publishing House of Electronics Industry: Beijing, China, 2011. [Google Scholar]
- Faydor, L.L.; Alfonso, F. Gear Geometry and Applied Theory, 2nd ed.; Cambridge University Press: Cambridge, UK, 2004. [Google Scholar]
- Mayer, J.E.; Price, A.H.; Purushothaman, G.K.; Dhayalan, A.K.; Pepi, M.S. Specific Grinding Energy Causing Thermal Damage in Helicopter Gear Steel. J. Manuf. Process. 2002, 4, 142–147. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, S.; To, S.; Xu, S.; Guo, G. Modelling and analysis of the specific cutting energy for ultra-precision diamond cutting of Ti6Al4V alloy. J. Manuf. Process. 2023, 85, 844–857. [Google Scholar]
- Mehta, D.T.; Rathi, M.G. A Review on Internal Gear Honing. Int. J. Eng. Res. Technol. 2013, 2, 973–983. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Honing Parameters | Value |
|---|---|
| Workpiece | = 176 mm = 44 |
| Honing wheel | = 88 mm = 22 |
| 2, 5, 8, 10 | |
| 0, 3, 6, 10 | |
| ) | 400, 800, 1200, 1600 |
| ) | 200, 400, 600, 800 |
| ) | 20 |
| No. | Fx (N) | Fy (N) | Fz (N) | Fa (N) | Fr (N) | Ft (N) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0 | 2 | 400 | 200 | 136 | 60 | 107 | 136 | 60 | 107 |
| 2 | 0 | 2 | 1200 | 600 | 130 | 57 | 98 | 130 | 57 | 98 |
| 3 | 0 | 5 | 400 | 200 | 156 | 76 | 126 | 156 | 76 | 126 |
| 4 | 0 | 5 | 1200 | 600 | 151 | 65 | 122 | 151 | 65 | 122 |
| 5 | 0 | 8 | 400 | 200 | 161 | 66 | 119 | 161 | 66 | 119 |
| 6 | 0 | 8 | 1200 | 600 | 194 | 91 | 154 | 194 | 91 | 154 |
| 7 | 0 | 10 | 400 | 200 | 179 | 82 | 145 | 179 | 82 | 145 |
| 8 | 0 | 10 | 1200 | 600 | 218 | 101 | 179 | 218 | 101 | 179 |
| 9 | 3 | 2 | 800 | 400 | 202 | 92 | 166 | 202 | 92 | 166 |
| 10 | 3 | 2 | 1600 | 800 | 177 | 83 | 129 | 181 | 83 | 129 |
| 11 | 3 | 5 | 800 | 400 | 166 | 71 | 121 | 170 | 71 | 121 |
| 12 | 3 | 5 | 1600 | 800 | 210 | 90 | 154 | 214 | 90 | 154 |
| 13 | 3 | 8 | 800 | 400 | 196 | 85 | 147 | 200 | 85 | 147 |
| 14 | 3 | 8 | 1600 | 800 | 238 | 106 | 176 | 243 | 106 | 176 |
| 15 | 3 | 10 | 800 | 400 | 222 | 101 | 167 | 227 | 101 | 167 |
| 16 | 3 | 10 | 1600 | 800 | 255 | 115 | 198 | 260 | 115 | 198 |
| 17 | 6 | 2 | 400 | 200 | 251 | 102 | 191 | 256 | 102 | 191 |
| 18 | 6 | 2 | 1200 | 600 | 233 | 100 | 173 | 242 | 100 | 172 |
| 19 | 6 | 5 | 400 | 200 | 216 | 90 | 159 | 225 | 90 | 158 |
| 20 | 6 | 5 | 1200 | 600 | 265 | 125 | 197 | 277 | 125 | 196 |
| 21 | 6 | 8 | 400 | 200 | 257 | 117 | 180 | 268 | 117 | 179 |
| 22 | 6 | 8 | 1200 | 600 | 309 | 135 | 231 | 321 | 135 | 230 |
| 23 | 6 | 10 | 400 | 200 | 293 | 126 | 201 | 304 | 126 | 200 |
| 24 | 6 | 10 | 1200 | 600 | 333 | 148 | 243 | 347 | 148 | 242 |
| 25 | 10 | 2 | 800 | 400 | 302 | 137 | 221 | 315 | 137 | 220 |
| 26 | 10 | 2 | 1600 | 800 | 266 | 116 | 177 | 282 | 116 | 174 |
| 27 | 10 | 5 | 800 | 400 | 251 | 104 | 165 | 266 | 104 | 162 |
| 28 | 10 | 5 | 1600 | 800 | 303 | 132 | 187 | 321 | 132 | 184 |
| 29 | 10 | 8 | 800 | 400 | 296 | 130 | 176 | 314 | 130 | 173 |
| 30 | 10 | 8 | 1600 | 800 | 341 | 151 | 234 | 362 | 151 | 230 |
| 31 | 10 | 10 | 800 | 400 | 322 | 140 | 219 | 341 | 140 | 216 |
| 32 | 10 | 10 | 1600 | 800 | 363 | 159 | 249 | 385 | 159 | 246 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Chen, Y.; Gao, Y.; Liang, Y.; Wang, R.; Zhao, D. Modeling of Specific Energy in the Gear Honing Process. Energies 2023, 16, 5744. https://doi.org/10.3390/en16155744
Wang F, Chen Y, Gao Y, Liang Y, Wang R, Zhao D. Modeling of Specific Energy in the Gear Honing Process. Energies. 2023; 16(15):5744. https://doi.org/10.3390/en16155744
Chicago/Turabian StyleWang, Fuwei, Yuanlong Chen, Yang Gao, Yuan Liang, Ruimin Wang, and Defang Zhao. 2023. "Modeling of Specific Energy in the Gear Honing Process" Energies 16, no. 15: 5744. https://doi.org/10.3390/en16155744
APA StyleWang, F., Chen, Y., Gao, Y., Liang, Y., Wang, R., & Zhao, D. (2023). Modeling of Specific Energy in the Gear Honing Process. Energies, 16(15), 5744. https://doi.org/10.3390/en16155744