

A Critical Investigation of Certificated Industrial Wood Pellet Combustion: Influence of Process Conditions on CO/CO2 Emission


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstocks
2.2. Pellets Characterization
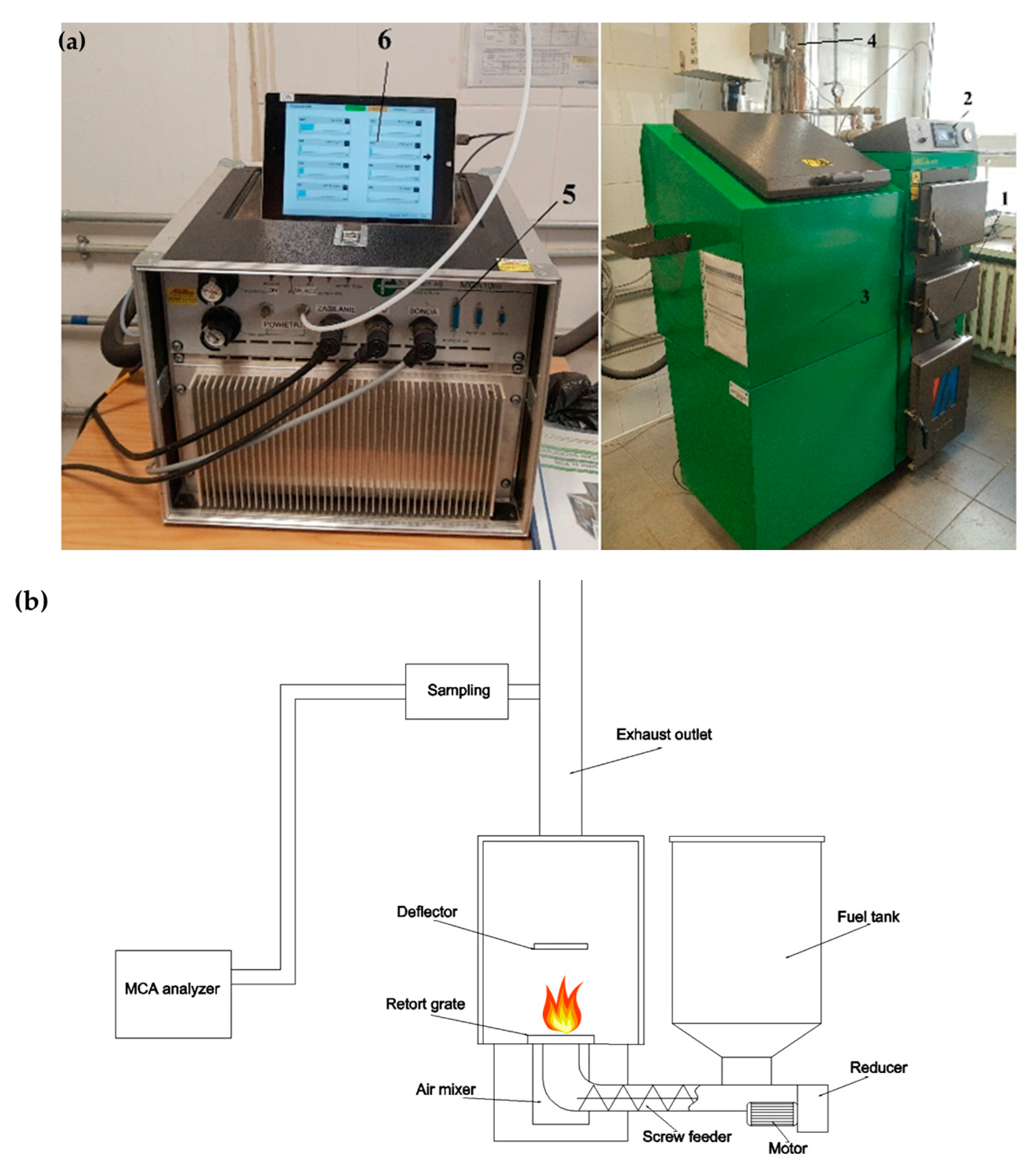
2.3. Combustion Analysis
3. Results and Discussion
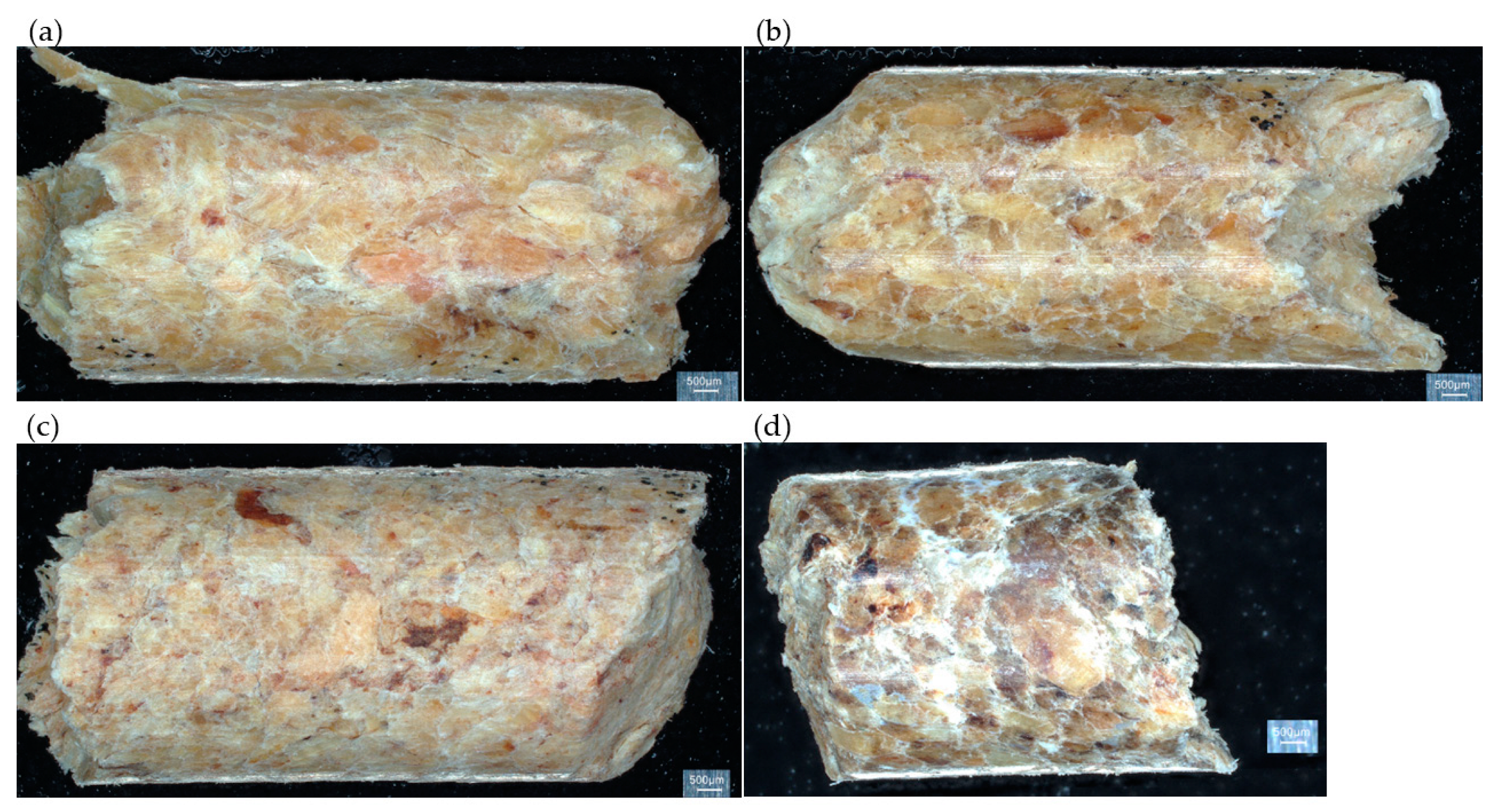
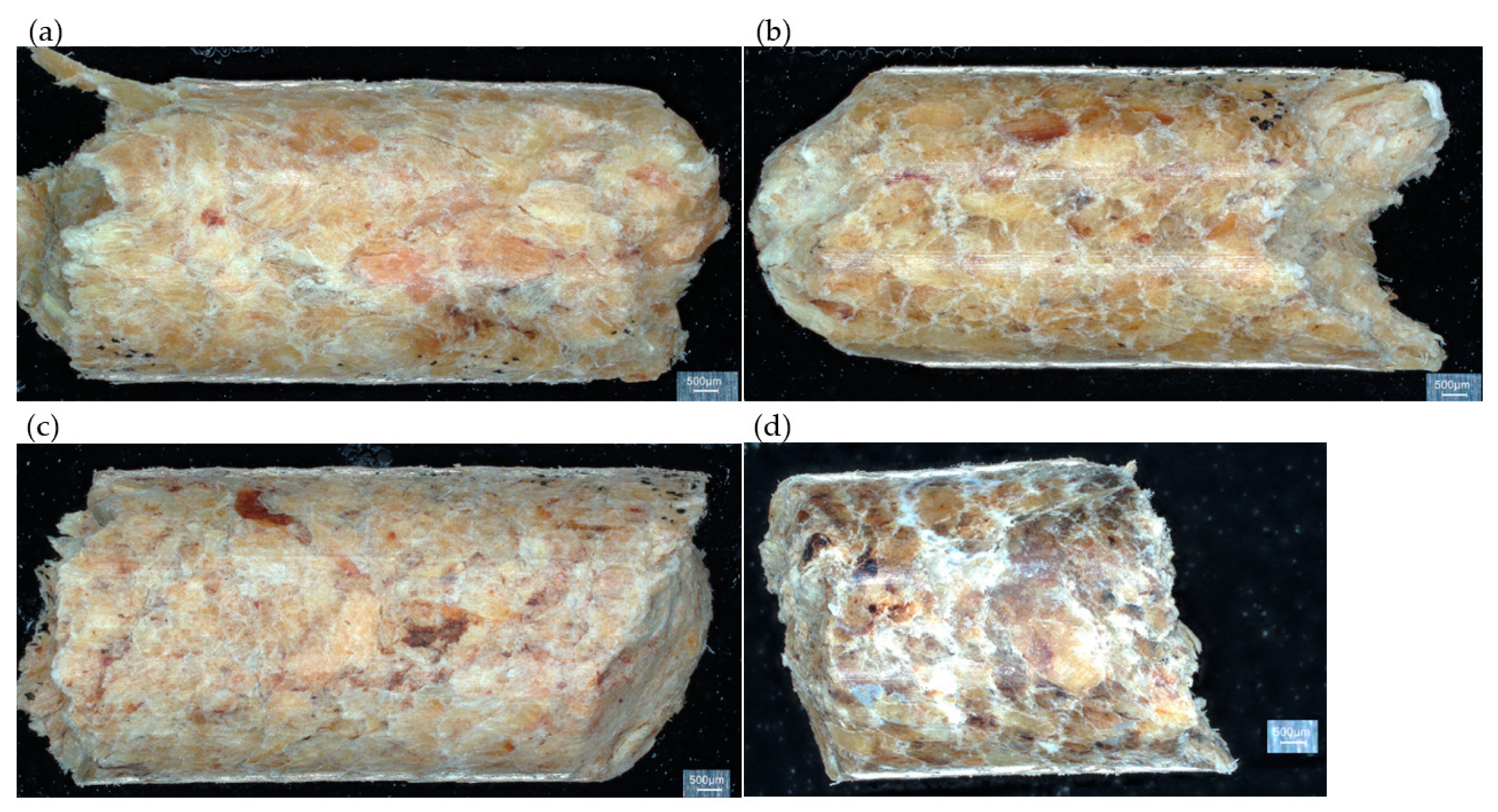
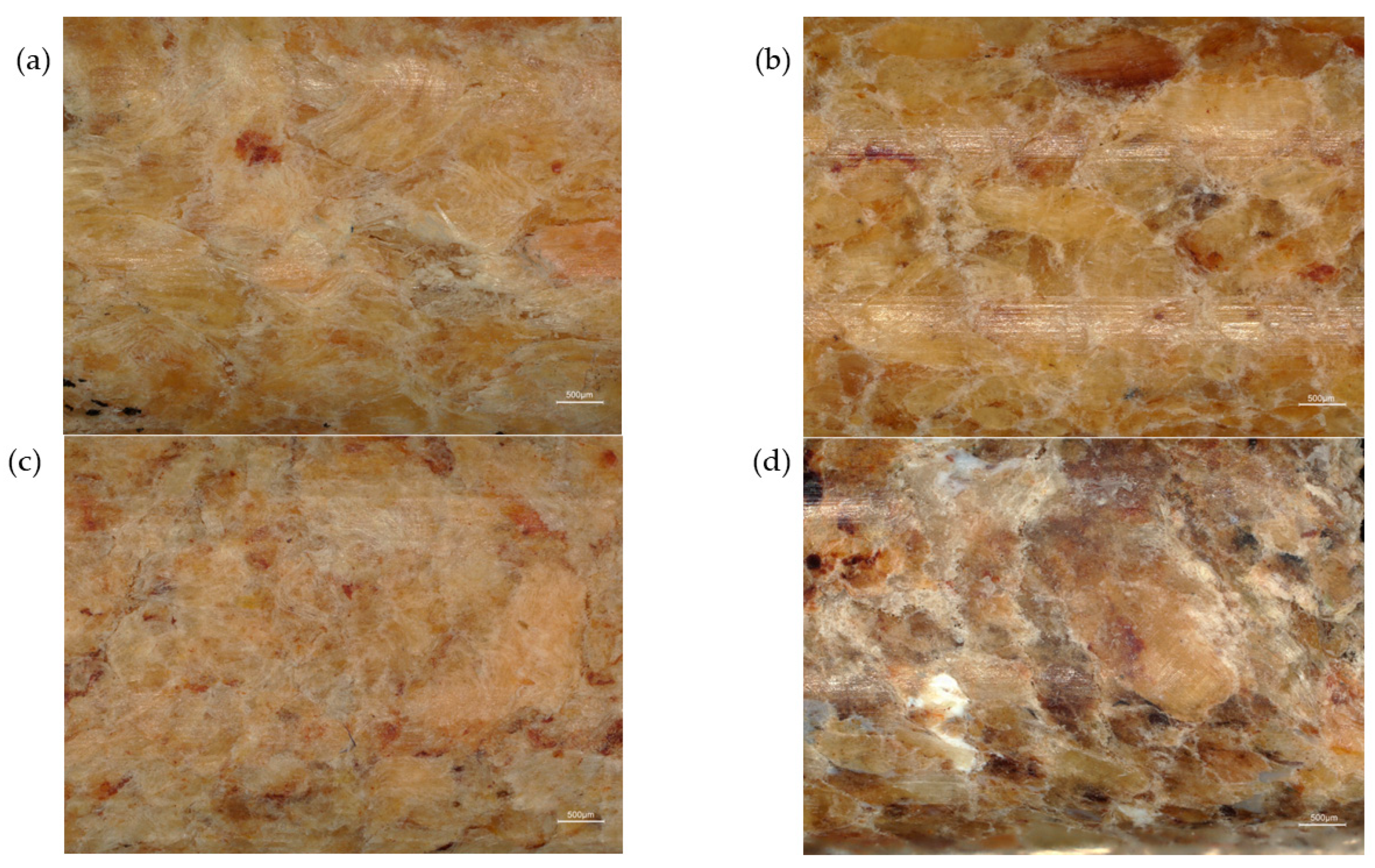
3.1. Pellets’ Characteristics
3.2. Combustion of Pellets
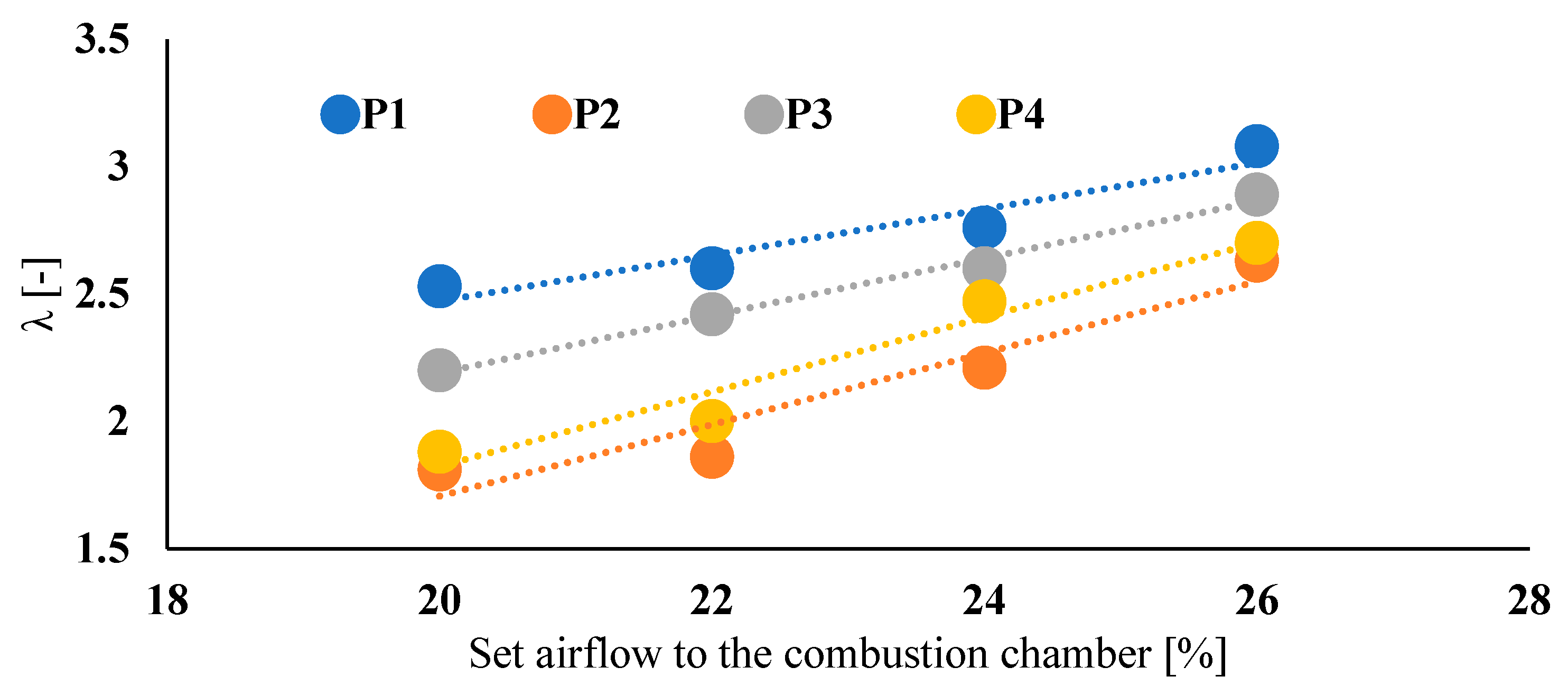
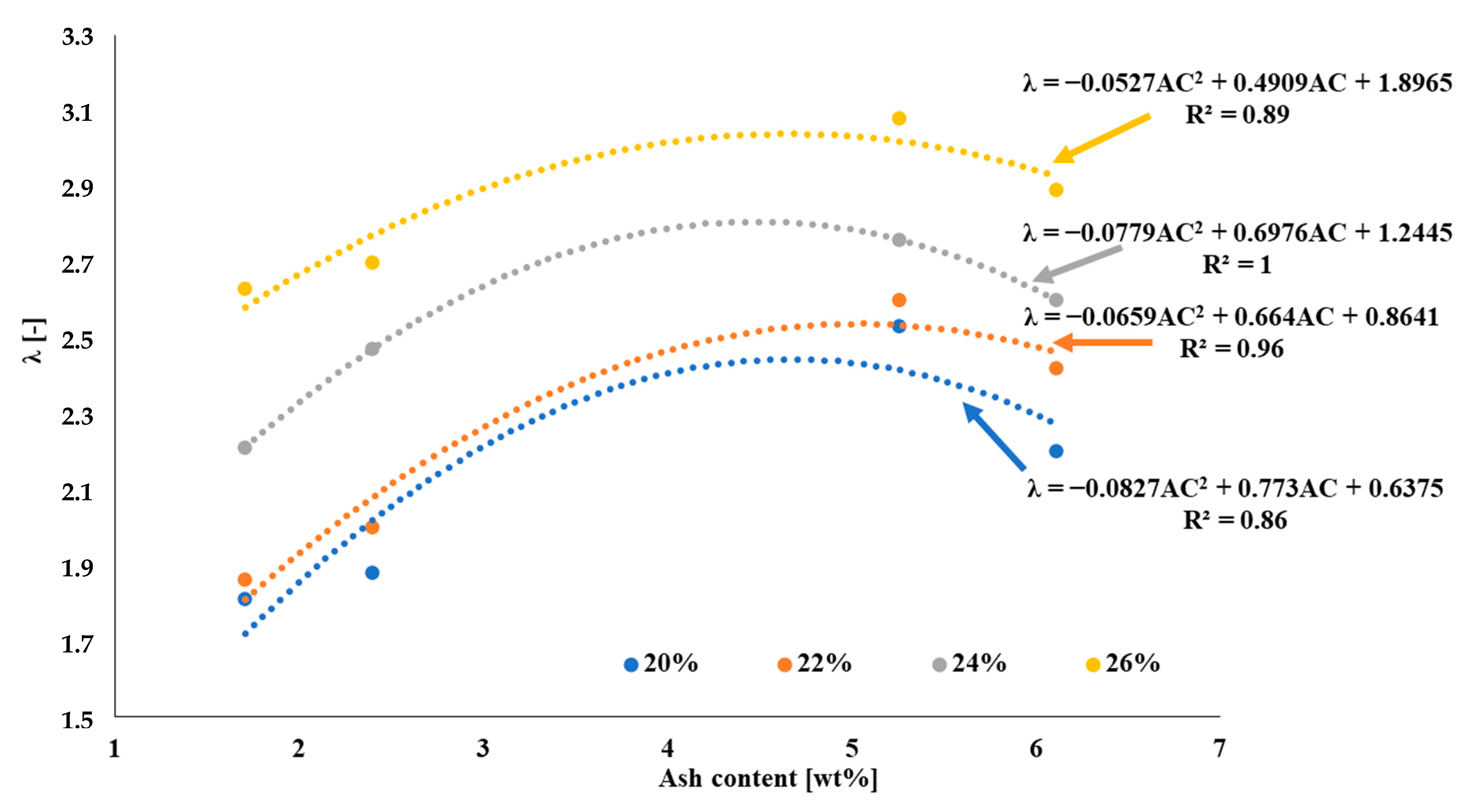
3.2.1. Airflow Characteristics and Combustion Efficiency
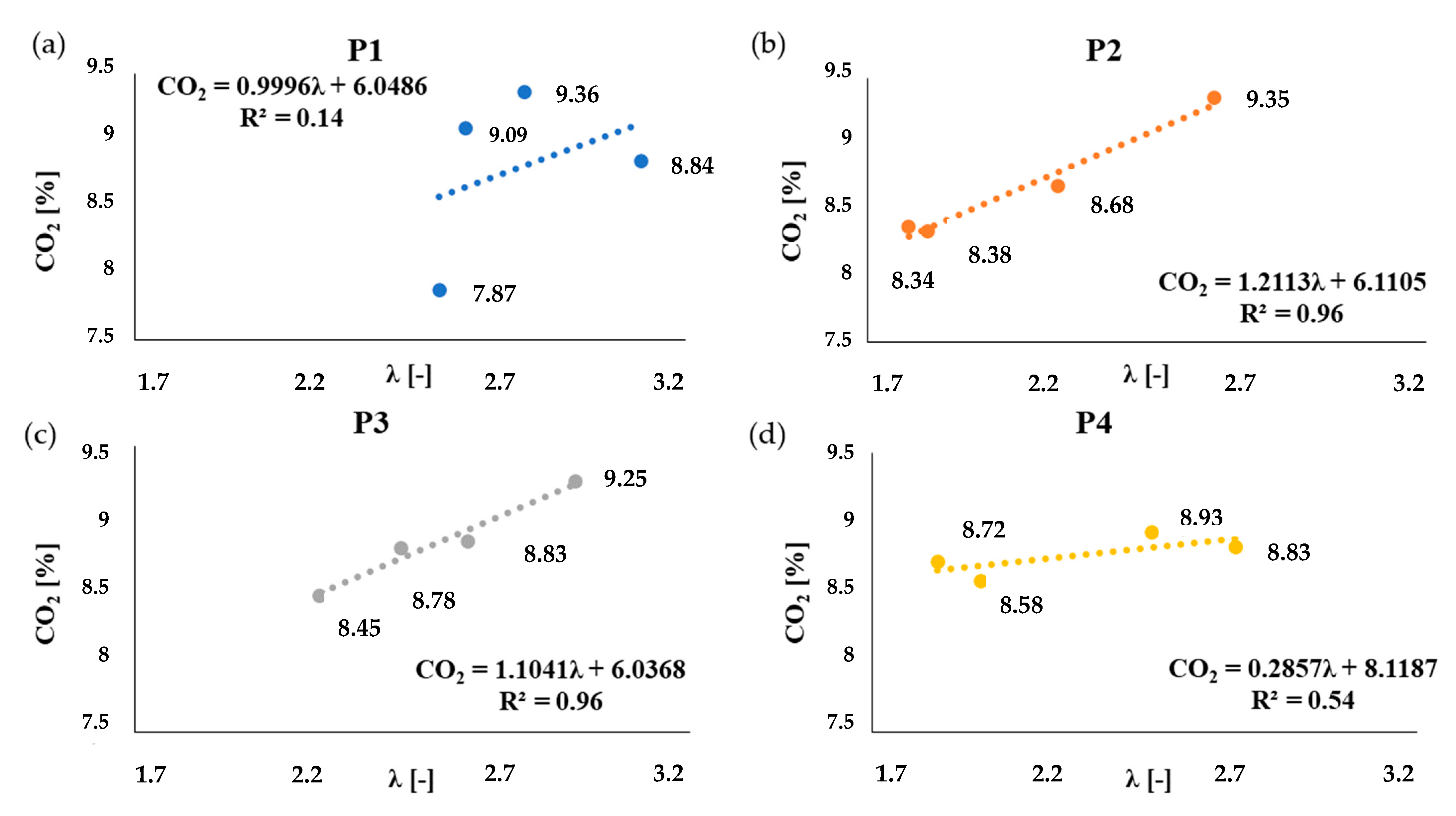
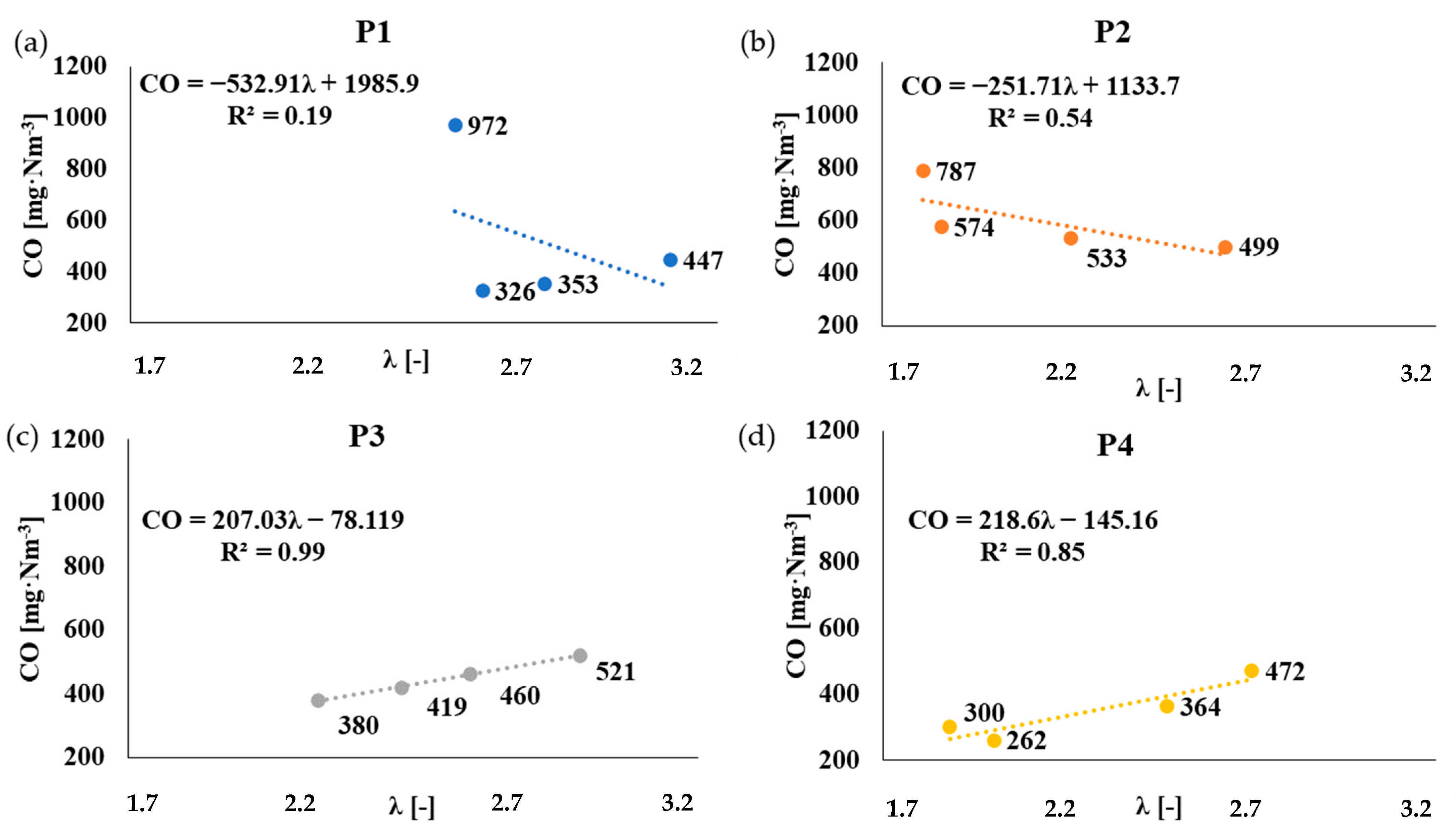
3.2.2. Emissions of CO2 and CO
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Roy, M.M.; Corscadden, K.W. An experimental study of combustion and emissions of biomass briquettes in a domestic wood stove. Appl. Energy 2012, 99, 206–212. [Google Scholar] [CrossRef]
- Bogoslavska, O.; Stanytsina, V.; Artemchuk, V.; Garmata, O.; Lavrinenko, V. Comparative Efficiency Assessment of Using Biofuels in Heat Supply Systems by Levelized Cost of Heat into Account Environmental Taxes. In Systems, Decision and Control in Energy II. Studies in Systems, Decision and Control; Zaporozhets, A., Artemchuk, V., Eds.; Springer: Cham, Switzerland, 2021; Volume 346. [Google Scholar] [CrossRef]
- Khan, A.A.; de Jong, W.; Jansens, P.J.; Spliethoff, H. Biomass combustion in fluidized bed boilers: Potential problems and remedies. Fuel Process. Technol. 2009, 90, 21–50. [Google Scholar] [CrossRef]
- Wang, C.; Zhu, X.; Liu, X.; Lv, Q.; Zhao, L.; Che, D. Correlations of chemical properties of high-alkali solid fuels: A comparative study between Zhundong coal and biomass. Fuel 2018, 211, 629–637. [Google Scholar] [CrossRef]
- Ryu, C.; Bin Yang, Y.; Khor, A.; Yates, N.E.; Sharifi, V.N.; Swithenbank, J. Effect of fuel properties on biomass combustion: Part, I. Experiments—Fuel type, equivalence ratio and particle size. Fuel 2006, 85, 7–8, 1039–1046. [Google Scholar] [CrossRef]
- Kijo-Kleczkowska, A.; Szumera, M.; Gnatowski, A.; Sadkowski, D. Comparative thermal analysis of coal fuels, biomass, fly ash and polyamide. Energy 2022, 258, 124840. [Google Scholar] [CrossRef]
- Yang, Y.B.; Ryu, C.; Khor, A.; Sharifi, V.N.; Swithenbank, J. Fuel size effect on pinewood combustion in a packed bed. Fuel 2005, 84, 2026–2038. [Google Scholar] [CrossRef]
- Zhao, J.P.; Tang, G.F.; Wang, Y.W.; Han, Y. Explosive property and combustion kinetics of grain dust with different particle sizes. Heliyon 2020, 6, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.-R.; Tsai, W.-T. Overview of Biomass-to-Energy Supply and Promotion Policy in Taiwan. Energies 2022, 15, 6576. [Google Scholar] [CrossRef]
- Niedziółka, I.; Kachel-Jakubowska, M.; Kraszkiewicz, A.; Szpryngiel, M. Analysis of Physical Properties of Plant Biomass Briquettes. Agric. Eng. 2013, 2, 233–243. Available online: https://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-07455f7f-f02a-4cfb-90c4-66234d83d036 (accessed on 20 September 2022). (In Polish).
- Nižetić, S.; Papadopoulos, A.; Radica, G.; Zanki, V.; Arıcı, M. Using pellet fuels for residential heating: A field study on its efficiency and the users’ satisfaction. Energy Build. 2019, 184, 193–204. [Google Scholar] [CrossRef]
- European Pellet Council, Bioenergy Europe’s Statistical Report 2019. Available online: https://epc.bioenergyeurope.org/about-pellets/pellets-statistics/ (accessed on 1 September 2022).
- Zbieć, M.; Franc-Dąbrowska, J.; Drejerska, N. Wood Waste Management in Europe through the Lens of the Circular Bioeconomy. Energies 2022, 15, 4352. [Google Scholar] [CrossRef]
- Shen, H.; Luo, Z.; Xiong, R.; Liu, X.; Zhang, L.; Li, Y.; Du, W.; Chen, Y.; Cheng, H.; Shen, G.; et al. A critical review of pollutant emission factors from fuel combustion in home stoves. Environ. Int. 2021, 157, 106841. [Google Scholar] [CrossRef] [PubMed]
- Paredes-Sánchez, J.P.; López-Ochoa, L.M. Bioenergy as an Alternative to Fossil Fuels in Thermal Systems. In Advances in Sustainable Energy; Lecture Notes in Energy; Vasel, A., Ting, D.K., Eds.; Springer: Cham, Switzerland, 2019; Volume 70. [Google Scholar] [CrossRef]
- Christoforou, E.; Fokaides, P.A. Solid Biofuels Thermochemical Conversion: Combustion for Power and Heat. In Advances in Solid Biofuels. Green Energy and Technology; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- ISO 17225-1:2021; Solid Biofuels—Fuel Specifications and Classes—Part 1: General Requirements. ISO: Geneva, Switzerland, 2021.
- Kamperidou, V. Quality Analysis of Commercially Available Wood Pellets and Correlations between Pellets Characteristics. Energies 2022, 15, 2865. [Google Scholar] [CrossRef]
- Vicente, E.D.; Vicente, A.M.; Evtyugina, M.; Tarelho, L.A.C.; Almeida, S.M.; Alves, C. Emissions from residential combustion of certified and uncertified pellets. Renew. Energy 2020, 161, 1059–1071. [Google Scholar] [CrossRef]
- Madadian, E.; Akbarzadeh, A.H.; Lefsrud, M. Pelletized Composite Wood Fiber Mixed with Plastic as Advanced Solid Biofuels: Thermo-Chemical Analysis. Waste Biomass Valorization 2018, 9, 1629–1643. [Google Scholar] [CrossRef]
- Commission Regulation (Eu) 2015/1189 of 28 April 2015 on the implementation of Directive 2009/125/EC of the European Parliament and of the Council as Regards the Ecodesign Requirements for Solid Fuel Boilers. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32015R1189&rid=1 (accessed on 3 September 2022).
- Venturini, E.; Vassura, I.; Agostini, F.; Pizzi, A.; Toscano, G.; Passarini, F. Effect of fuel quality classes on the emissions of a residential wood pellet stove. Fuel 2018, 211, 269–277. [Google Scholar] [CrossRef]
- Kleinhans, U.; Wieland, C.; Frandsen, F.J.; Spliethoff, H. Ash formation and deposition in coal and biomass fired combustion systems: Progress and challenges in the field of ash particle sticking and rebound behavior. Prog. Energy Combust. Sci. 2018, 68, 65–168. [Google Scholar] [CrossRef]
- Vicente, E.D.; Vicente, A.M.; Evtyugina, M.; Carvalho, R.; Tarelho, L.A.C.; Paniagua, S.; Nunes, T.; Otero, M.; Calvo, L.F.; Alves, C. Emissions from residential pellet combustion of an invasive acacia species. Renew. Energy 2019, 140, 319–329. [Google Scholar] [CrossRef]
- Quiñones-Reveles, M.A.; Ruiz-García, V.M.; Ramos-Vargas, S.; Vargas-Larreta, B.; Masera-Cerutti, O.; Ngangyo-Heya, M.; Carrillo-Parra, A. Assessment of Pellets from Three Forest Species: From Raw Material to End Use. Forests 2021, 12, 447. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | P1 | P2 | P3 | P4 | |
|---|---|---|---|---|---|
| Parameter | |||||
| Certification | Yes | Yes | No (producers’ declaration) | No (producers’ declaration) | |
| Quality class | A1 | A1 | A2 | B | |
| Diameter [mm] | 6 | ||||
| Moisture content [wt%] | ≤10 | ||||
| Ash content [wt%] | ≤0.7 | ≤1.5 | ≤3.0 | ||
| Mechanical durability [%] | ≥97.5 | ≥96.5 | |||
| Lower heating value [MJ·kg−1] | 16.5 ≤ LHV ≤ 19 | 16.3 ≤ LHV ≤ 19 | 16.0 ≤ LHV ≤ 19 | ||
| Nitrogen content [wt%] | ≤0.3 | ≤0.5 | ≤1.0 | ||
| Sulfur content [wt%] | ≤0.03 | ≤0.04 | |||
| Chlorine content [wt%] | ≤0.02 | ≤0.03 | |||
| Sample | P1 | P2 | P3 | P4 | |
|---|---|---|---|---|---|
| Property | |||||
| Pellet certification | A1 | A1 | A2 1 | B 1 | |
| Total moisture content [wt%] | 6.57 ± 0.12 | 3.72 ± 0.14 | 7.09 ± 0.09 | 4.64 ± 0.17 | |
| Analytical moisture content [wt%] | 2.63 ± 0.02 | 2.34 ± 0.02 | 2.53 ± 0.05 | 2.32b ± 0.06 | |
| Volatile content [wt%] | 77.30 ± 0.09 | 79.44 ± 0.05 | 75.00 ± 0.16 | 75.85 ± 0.34 | |
| Ash content [wt%] | 5.26 ± 0.11 | 1.71 ± 0.03 | 6.11 ± 0.35 | 2.40 ± 0.19 | |
| Fixed carbon content [wt%] | 14.81 | 16.51 | 16.29 | 19.43 | |
| Total carbon content [wt%] | 62.83 ± 1.30 | 61.38 ± 0.94 | 62.14 ± 0.43 | 66.44 ± 0.56 | |
| Total organic carbon content [wt%] | 60.19 | 56.98 | 58.03 | 55.06 | |
| HHV [MJ·kg−1] | 22.13 ± 0.16 | 21.82 ± 0.15 | 21.32 ± 0.16 | 21.26 ± 0.17 | |
| LHV [MJ·kg−1] | 20.70 | 20.34 | 19.77 | 19.76 | |
| Sample | Linear Equation | R2 |
|---|---|---|
| P1 | λ = 0.0905x + 0.0661 | 0.91 |
| P2 | λ = 0.1405x − 1.104 | 0.91 |
| P3 | λ = 0.1125x − 0.06 | 0.99 |
| P4 | λ = 0.1465x − 1.107 | 0.95 |
| Pellet Type | Airflow [%] | λ [-] | Total Carbon in Ash [wt%] | Cconv [%] |
|---|---|---|---|---|
| P1 | 20 | 2.53 | 16.21 | 74.20 |
| 22 | 2.6 | 12.53 | 80.06 | |
| 24 | 2.76 | 11.58 | 81.57 | |
| 26 | 3.08 | 10.44 | 83.38 | |
| P2 | 20 | 1.81 | 11.67 | 80.99 |
| 22 | 1.86 | 9.82 | 84.00 | |
| 24 | 2.21 | 10.13 | 83.50 | |
| 26 | 2.63 | 8.13 | 86.75 | |
| P3 | 20 | 2.2 | 9.44 | 84.81 |
| 22 | 2.42 | 9.98 | 83.94 | |
| 24 | 2.6 | 9.15 | 85.28 | |
| 26 | 2.89 | 8.62 | 86.13 | |
| P4 | 20 | 1.88 | 7.06 | 89.37 |
| 22 | 2 | 6.98 | 89.49 | |
| 24 | 2.47 | 7.07 | 89.36 | |
| 26 | 2.7 | 6.73 | 89.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choiński, B.; Szatyłowicz, E.; Zgłobicka, I.; Joka Ylidiz, M. A Critical Investigation of Certificated Industrial Wood Pellet Combustion: Influence of Process Conditions on CO/CO2 Emission. Energies 2023, 16, 250. https://doi.org/10.3390/en16010250
Choiński B, Szatyłowicz E, Zgłobicka I, Joka Ylidiz M. A Critical Investigation of Certificated Industrial Wood Pellet Combustion: Influence of Process Conditions on CO/CO2 Emission. Energies. 2023; 16(1):250. https://doi.org/10.3390/en16010250
Chicago/Turabian StyleChoiński, Bartosz, Ewa Szatyłowicz, Izabela Zgłobicka, and Magdalena Joka Ylidiz. 2023. "A Critical Investigation of Certificated Industrial Wood Pellet Combustion: Influence of Process Conditions on CO/CO2 Emission" Energies 16, no. 1: 250. https://doi.org/10.3390/en16010250
APA StyleChoiński, B., Szatyłowicz, E., Zgłobicka, I., & Joka Ylidiz, M. (2023). A Critical Investigation of Certificated Industrial Wood Pellet Combustion: Influence of Process Conditions on CO/CO2 Emission. Energies, 16(1), 250. https://doi.org/10.3390/en16010250