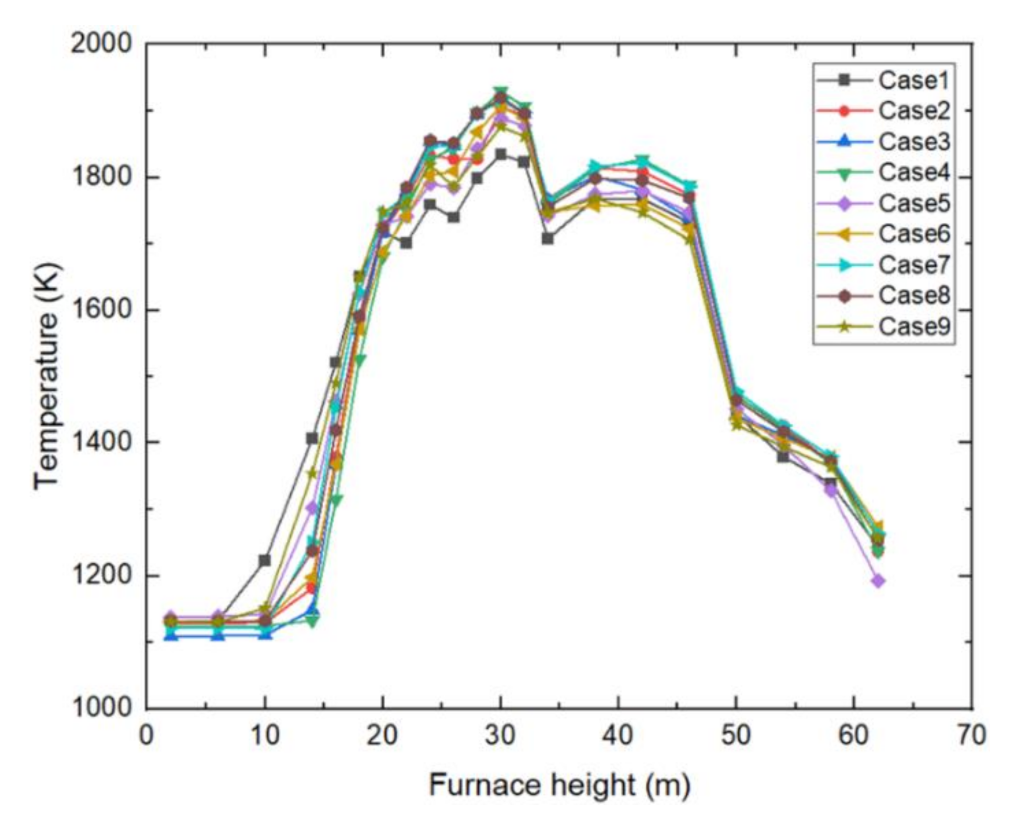
3.3. Analysis of the Temperature Field in the Furnace
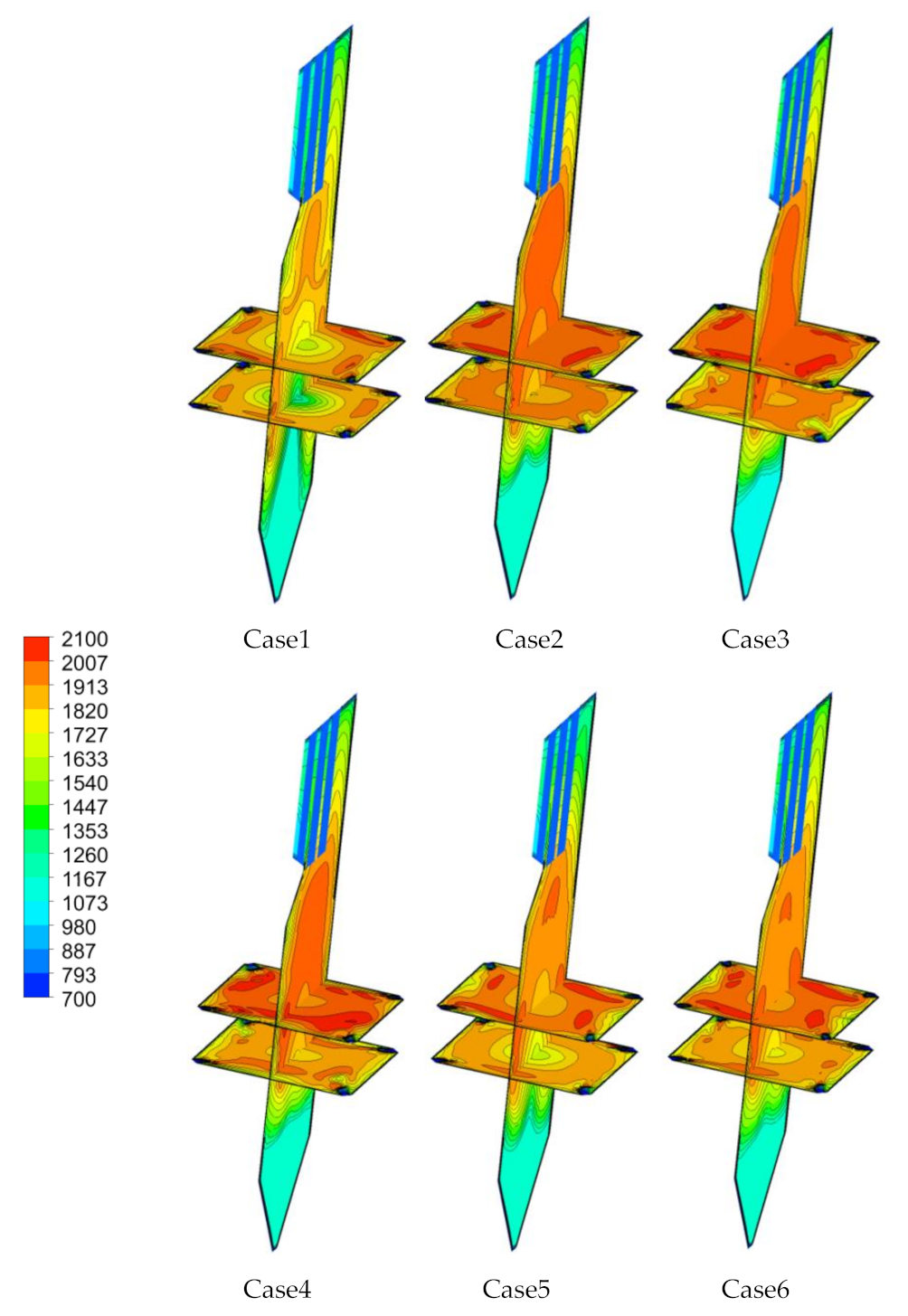
As shown in
Figure 6, the temperature distribution trends along the height direction are basically the same for the nine cases. In the burner area and the lower part of the burner area, the temperature increases with the height; in the burner area, the temperature in the furnace reaches the maximum value, and the highest temperature reaches 1900 K; in the separate over-fire air area, a large amount of low-temperature burn-out air is added, which reduces the temperature of the furnace in this area; in the burnout area, due to the addition of the separate over-fire air, the unburned pulverized coal particles in the burner area continue to burn and release heat in this area, which makes the temperature in the furnace rise. Under nine different cases, changing the air distribution mode of the secondary air, the reverse tangent angle of the separate over-fire air, and the upward swing angle of the burner have no obvious impact on the main combustion zone, and can still ensure stable combustion inside the furnace.
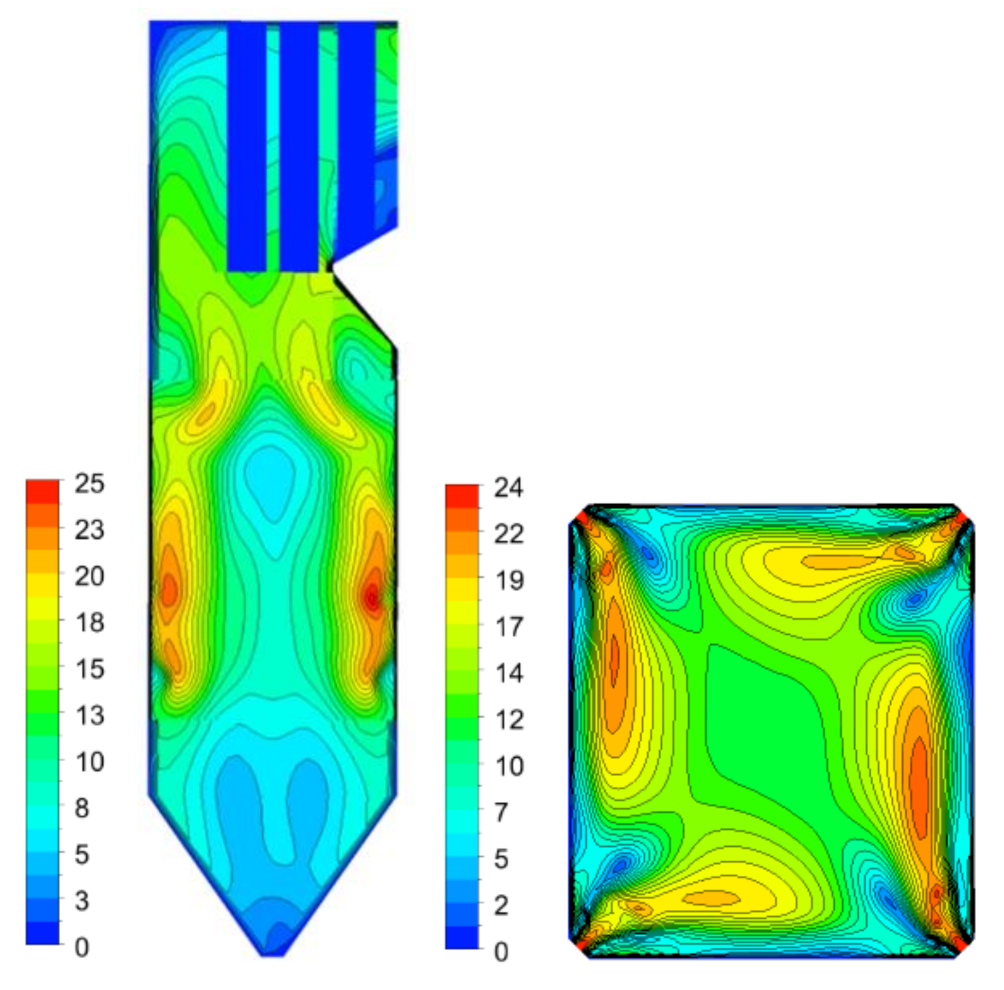
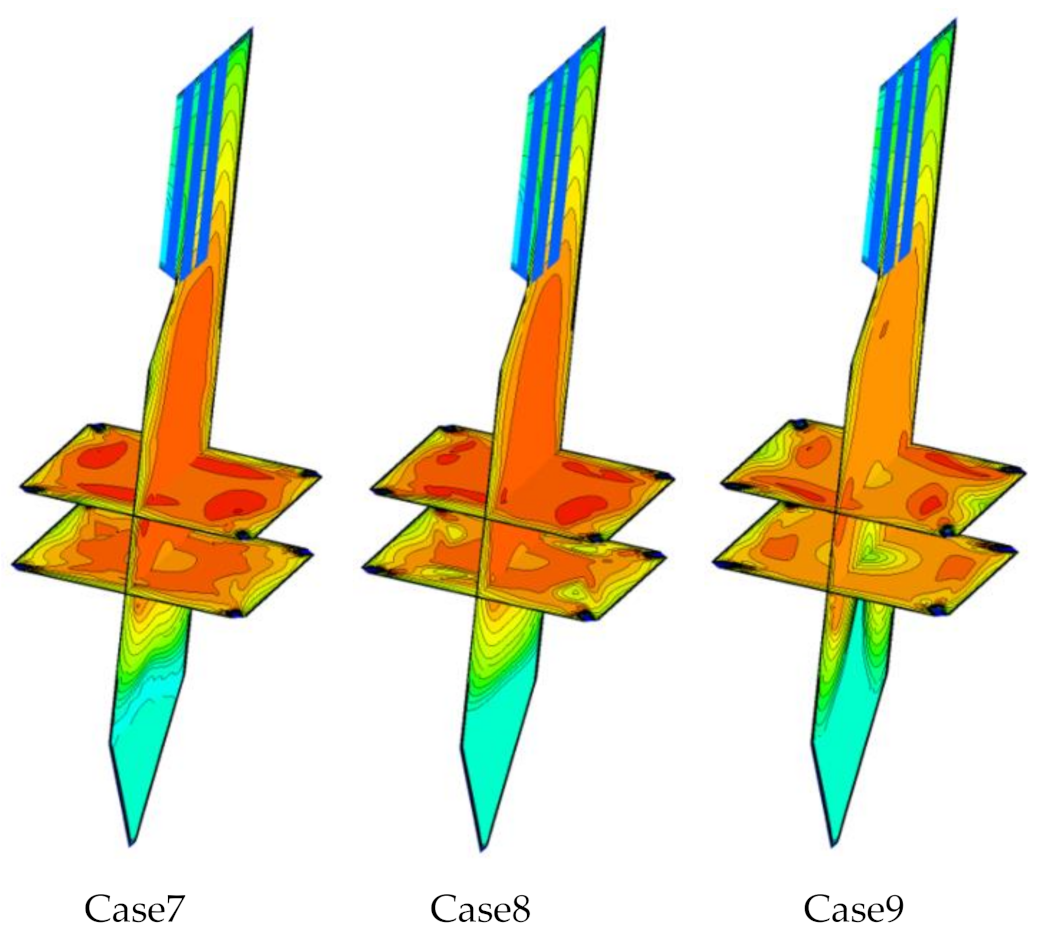
Figure 7 shows the temperature distribution in the furnace chamber. P1 and P2 are the sections where the primary air nozzles are located, and the temperature distributions of the P1 and P2 sections under each case show the characteristics of four-corner tangent circle combustion, that is, the overall temperature of the section is symmetrically distributed, the four corners of the nozzle and the near wall are the high-temperature area, and the center of the section is the low-temperature area. In cases 1, 2 and 3,as the upward swing angle of the burner increases, the diameter of the tangent circle formed by combustion on the same section decreases. The situation is similar in cases 5, 6 and 4 and in cases 9, 7 and 8. P3 is the central longitudinal section of the furnace, and the temperature distribution of the section is basically symmetrical; along the high area, the temperature near the burner is high due to the combustion of pulverized coal, and the temperature in the central area is low, and the maximum temperature of the section can reach 2000 K. The temperature of the burner area is lower than that of the burner area when the low-temperature separate over-fire air is added to this part; the unburned pulverized coal in the upper burner area of the separate over-fire air area is completely burned here, releasing heat and increasing the temperature in this area. As the upward swing angle of the burner increases, it will cause the high-temperature area in the section to move upward.
3.5. Thermal Deviation Numerical Analysis
In order to intuitively analyze the specific temperature deviation of each case, the temperature deviation value
, the temperature deviation factor
, and the P4 section temperature unevenness coefficient
are defined to describe the degree of temperature deviation in the furnace. The specific expression is as follows:
In Equations (8) and (9), represents the average temperature value on the right side of the P4 section, and represents the average temperature value on the left side of the P4 section; in Equation (10), represents the average temperature of the P4 section, =, where is the temperature value on the -th grid node.
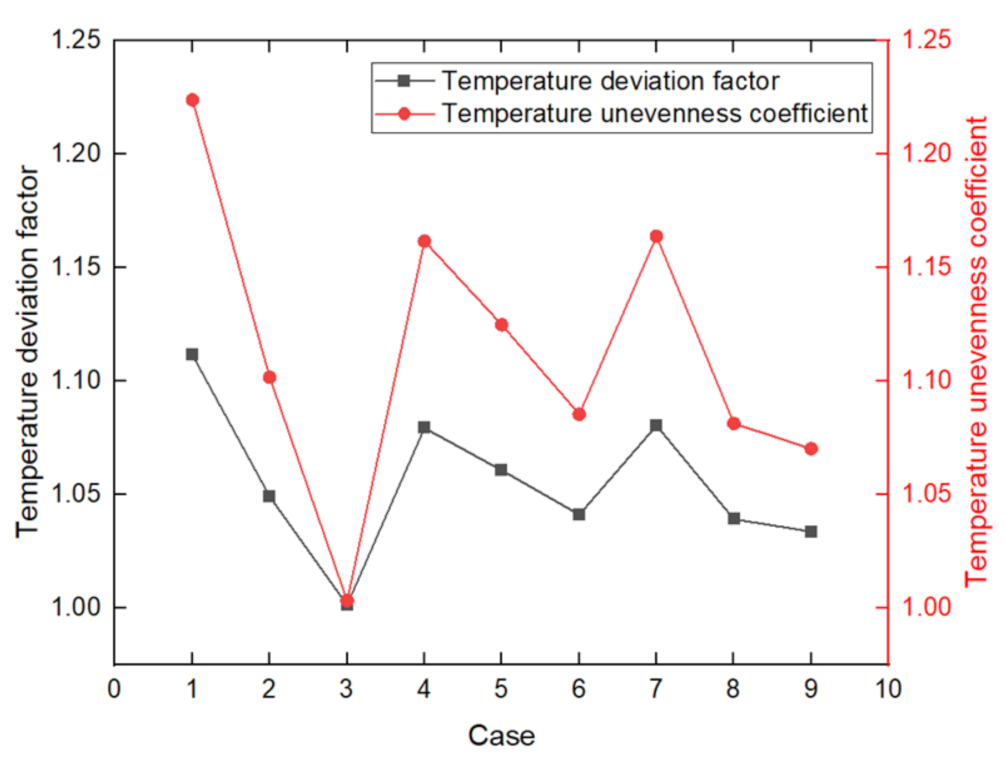
The simulation data is brought into the above formula for calculation, and the calculation result is displayed in
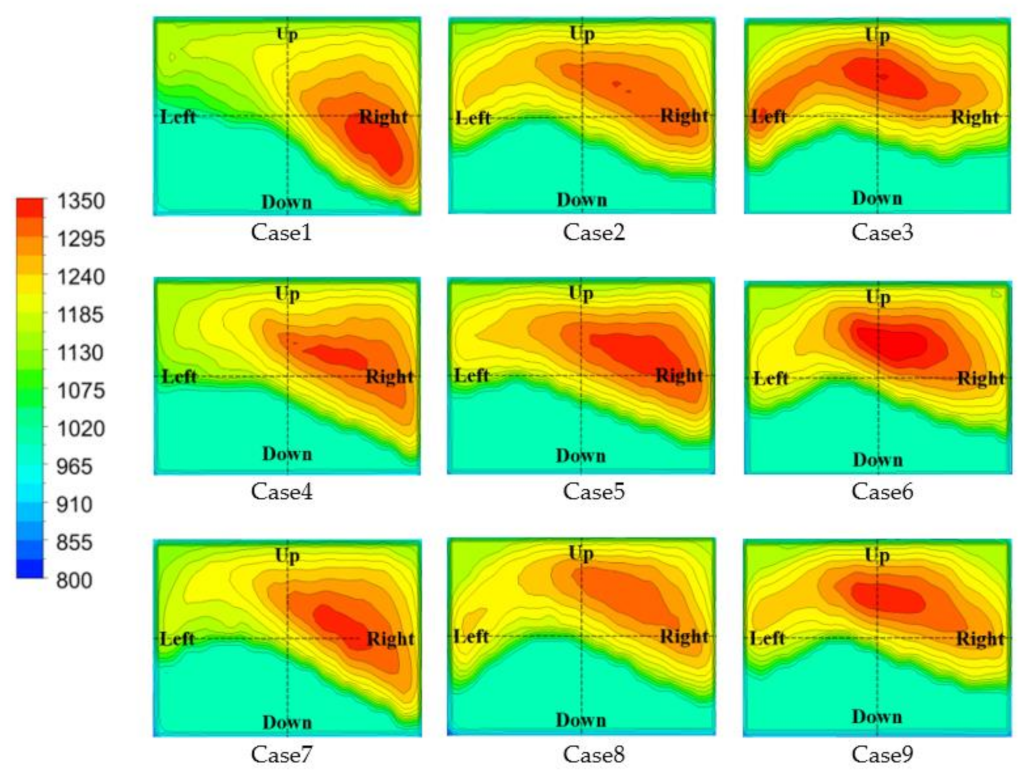
Figure 9. It can be seen that it is consistent with the cloud map results. In case 3, case 6, and case 9, the inflection point in the figure shows a smaller P4 section temperature deviation factor and temperature distribution uneven coefficient than in the other cases; that is, the three cases’ P4 section temperature distribution is the most uniform, and the temperature deviation somewhat alleviated. Compared with each case, case 3 has the smallest temperature deviation factor and temperature distribution uneven coefficient, which is close to 1, and is the best case.
3.6. Orthogonal Results Range Analysis
The evaluation index of the orthogonal test is the temperature deviation value
of the P4 section. In the table,
is the average value of the
-th level test index sum on the jth column (
i = 1, 2, 3;
j = 1, 2, 3, 4). The range
is introduced to describe the range value of
on the jth column. The larger the
, the greater the influence of the factor on the test index, and the more important is the factor. The specific formula of
is as follows:
The calculation results are listed in
Table 7. From the range analysis method, it can be concluded that the range order is R
2 > R
3 > R
4 > R
1; that is, the primary and secondary order of factors affecting the test index is: B > C > D > A, where factor D is located as the error column, the range of factor A is smaller than that of the D error column, indicating that the influence of factor A on the test index can be ignored.
The relationship between the factor level and the temperature deviation of the test index is shown in
Figure 10. It can be seen that factor A has little influence on the test index and can be neglected; the optimal level is A
3; factor B has the greatest influence on the test index and the optimal level is B
3; factor C has a moderate influence on the test index and the optimal level is C
3. Therefore, the best test combination obtained by the range analysis method is A
3B
3C
3, and the test condition is not in the orthogonal table. The best orthogonal test condition in
Table 7 is case 3, in which the thermal deviation value of section P4 is 1.349 K.
3.7. Orthogonal Results Variance Analysis
The range analysis method is relatively rough, as it does not distinguish the fluctuation of the test results caused by the factor level from the fluctuation of the test results together with the test error, and it cannot provide specific criteria for the significance of the factors affecting the test results. In order to overcome these shortcomings, this paper introduces variance analysis. Define the factor mean square sum
in column
,
value
in column
(where
= 1, 2, 3, 4), when the number of levels r = 3, the specific calculation formulas of
and
are as follows:
where
,
is the error column (D column) sum of mean squares.
Substitute the data in
Table 7 into Formula (12) and compare the calculated value with the critical value in the
distribution table; critical value
(2, 4) = 4.32,
(2, 4) = 6.94,
(2, 4) = 18.00. The results are shown in
Table 8. It can be concluded that factor A has no effect on the test index, factor B has a significant impact on the test index, and factor C has a certain impact on the test index.
3.8. Orthogonal Result Weight Matrix Analysis
From the above two analysis methods, although the primary and secondary order of each factor and the degree of influence on the optimization index can be obtained, it cannot be reflected in the specific weight of the factors affecting the optimization index. Therefore, the weight matrix analysis method is introduced to further study the effect of each factor on test optimization index.
The weight matrix analysis method needs to list the data structure model levels as shown in
Table 9. According to the data structure, a structure model is constructed, which comprises the index level, the factor layer, and the horizontal layer.
From the above data model, the index layer matrix , the factor layer matrix , and the horizontal layer matrix are constructed, and the weight ratio is , defined as follows:
For the matrix , there are factors in the orthogonal test, each factor has levels, and the average value of the test index of the ith level of factor Aj is . If the test index is larger, then = ; if the test index is smaller, then = 1/ . For matrix , . For matrix , , (where = 1, 2, 3; = 1, 2, 3, 4).
The calculation gives = (0.028, 0.024, 0.029, 0.087, 0.155, 0.301, 0.062, 0.074, 0.105, 0.052, 0.045, 0.039)T. That is, the weight ratio of each factor is: A = 0.080, B = 0.543, C = 0.241, D = 0.136, factor B has the largest weight, factor A has the smallest weight, and the order of the orthogonal test factors affecting the test indicators is B > C > A.
The order of importance of the influence of different levels on the test indicators on factor A is A3 (0.029) > A1 (0.028) > A2 (0.024); on factor B, the order of importance of the influence of different levels on the test indicators is B3 (0.301) > B2 (0.155) > B1 (0.087); the order of importance of the influence of different levels on the test indicators on factor C is C3 (0.105) > C2 (0.074) > C1 (0.062); factor D is listed in the error column, and the weight of factor A is less than the weight of factor D in the blank column, so the influence of factor A on the test index factors can be ignored; according to the weight matrix analysis method, the best combination can be determined as A3B3C3.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}