
Application of CFD Method to Investigate the Evolution of the Thermodynamic Parameters of a Hyper Compressor and Its Pipelines


Abstract
:1. Introduction
2. Numerical Model
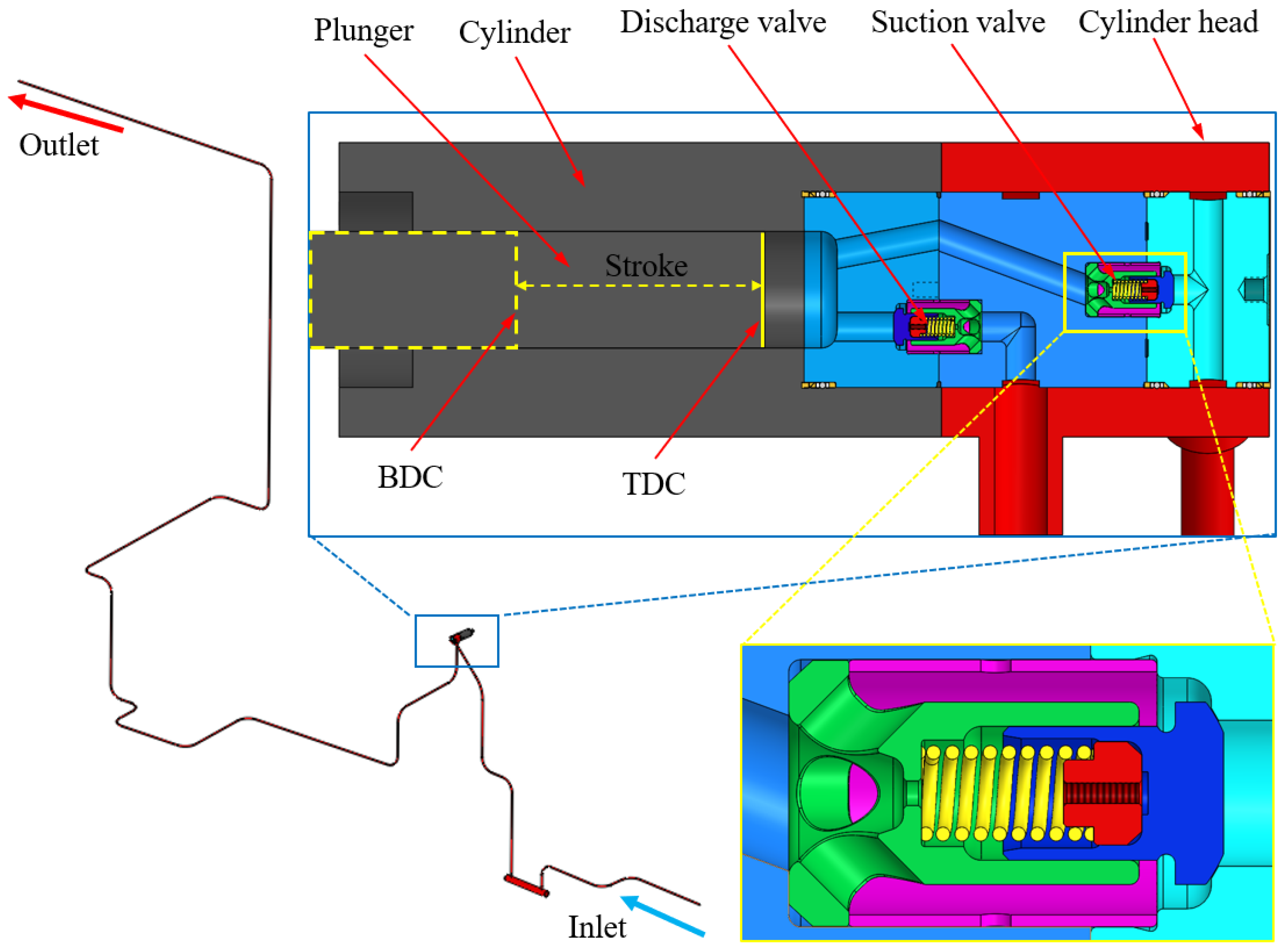
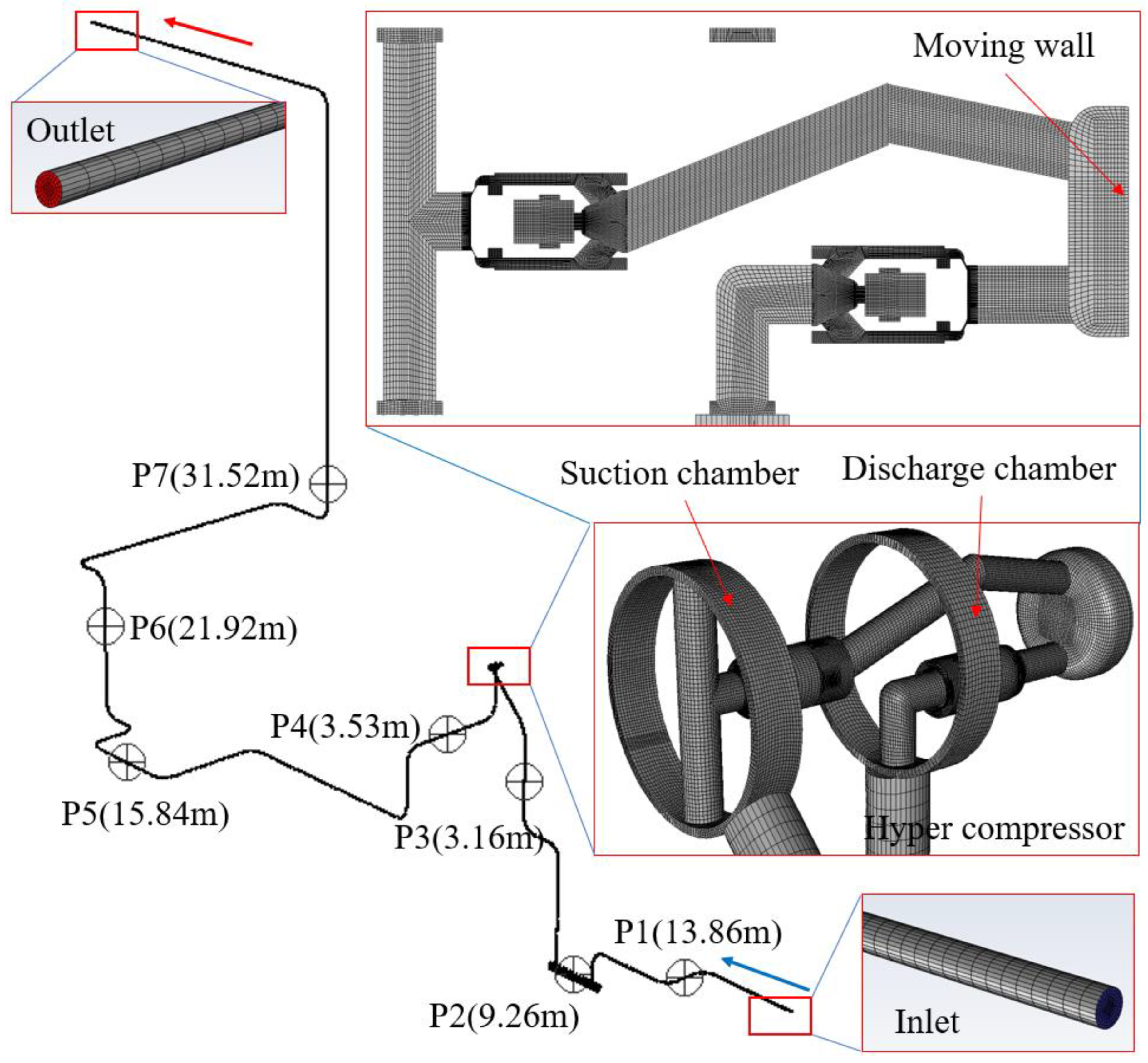
2.1. Meshes for the Hyper Compressor and the Pipelines
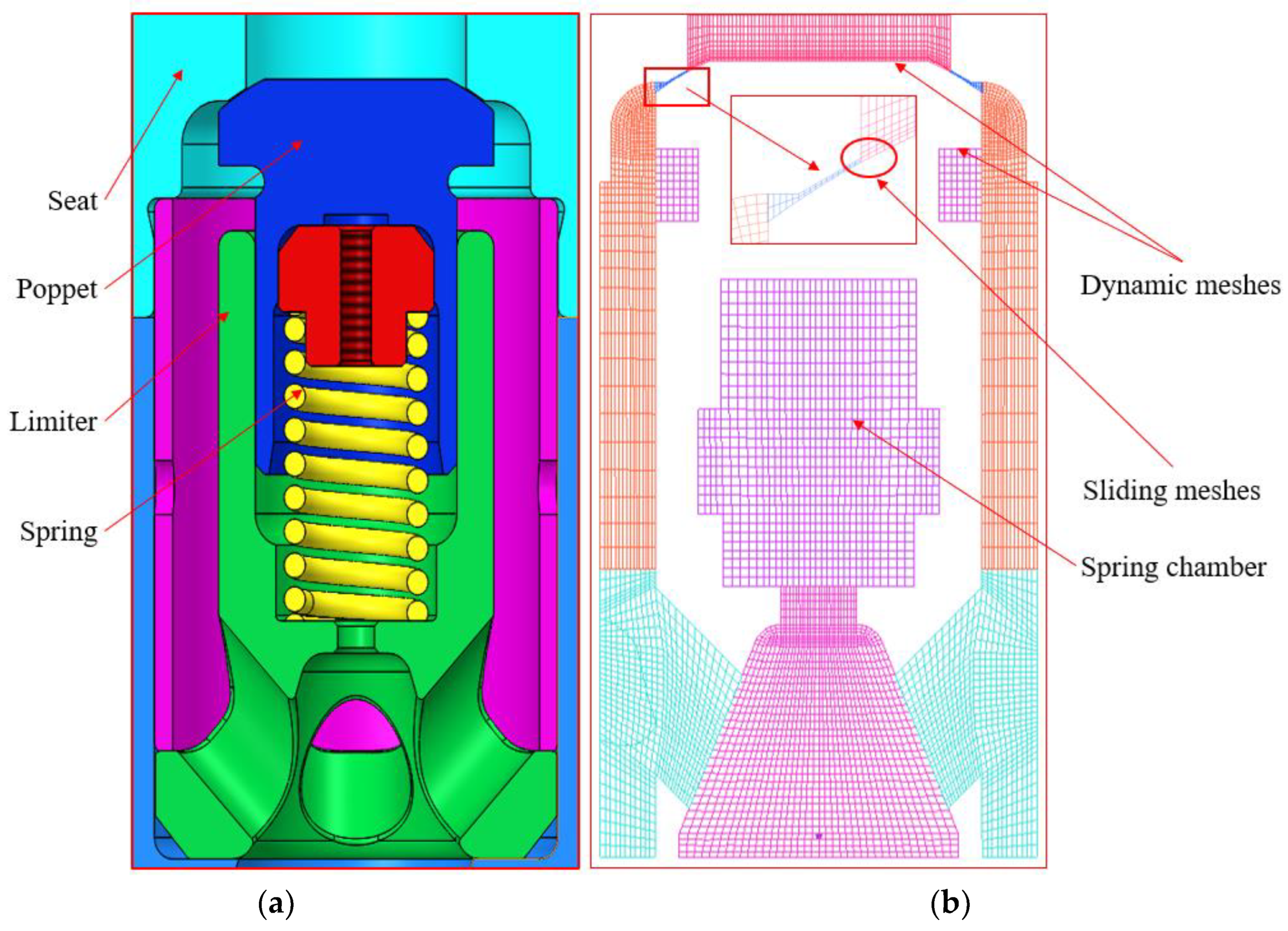
2.2. Meshes for the Poppet Valve
2.3. Governing Equations and Boundary Conditions
2.4. Algorithm and Boundary Conditions
3. Results and Discussion
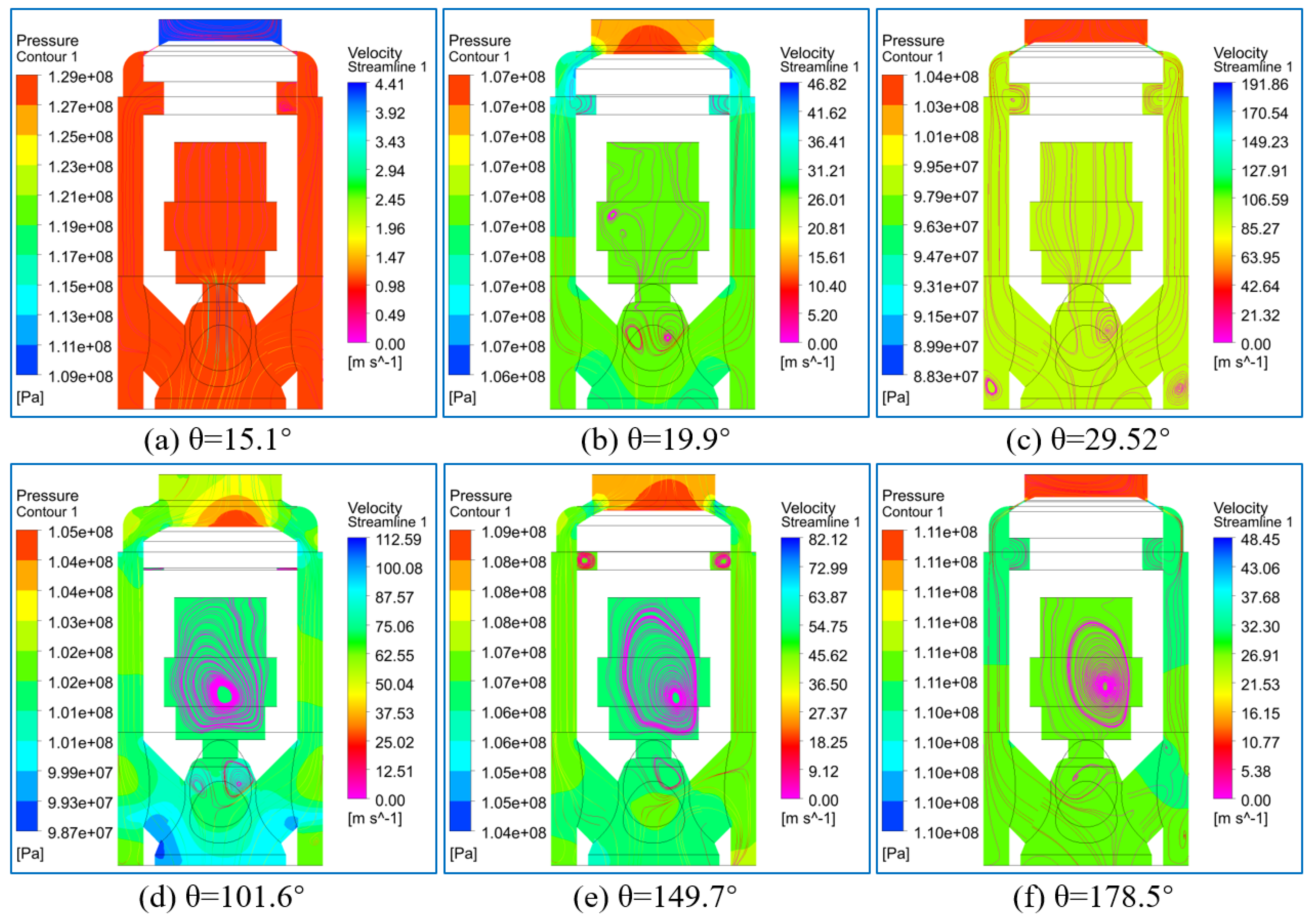
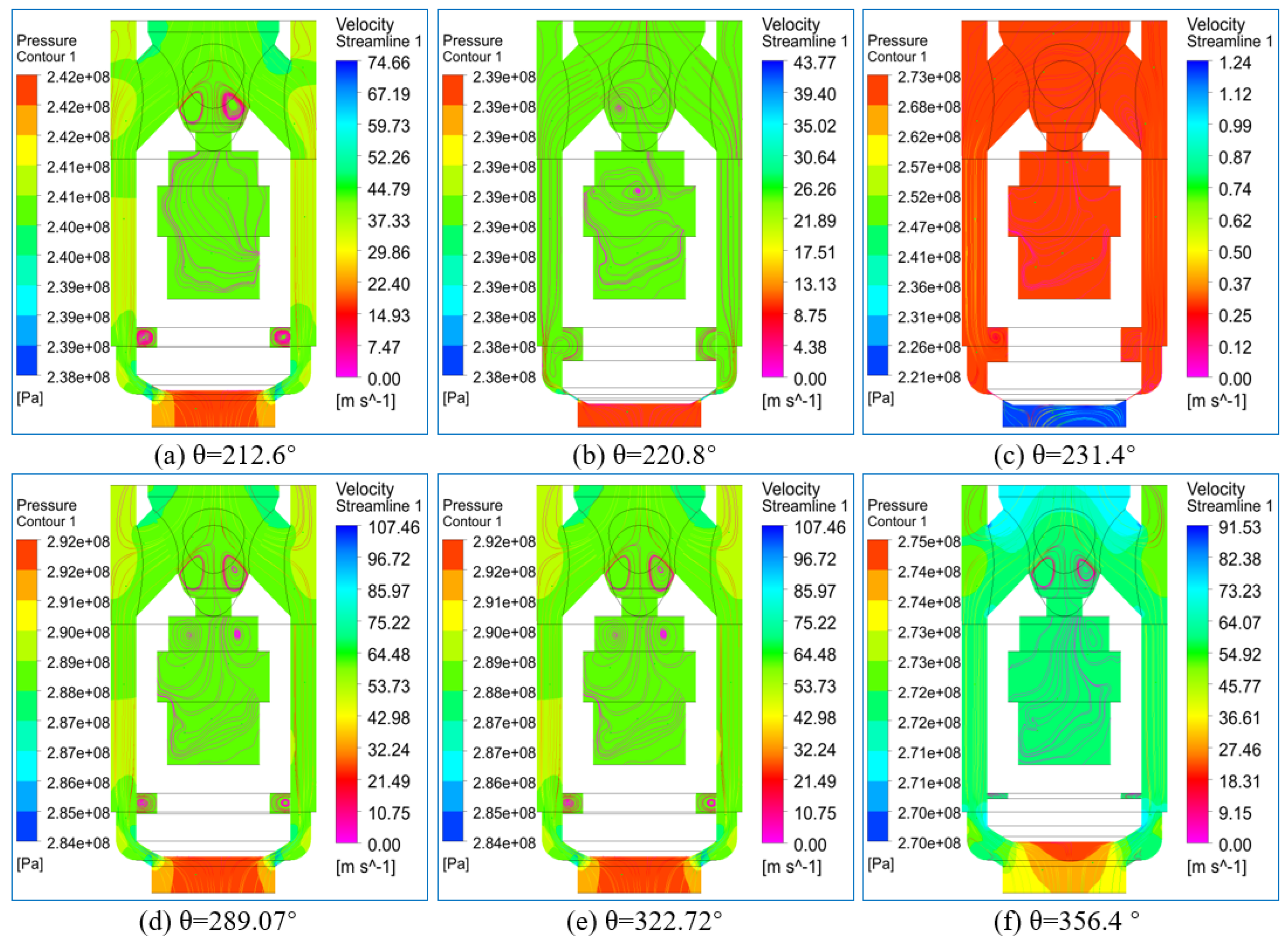
3.1. Thermodynamic Process and Internal Flow
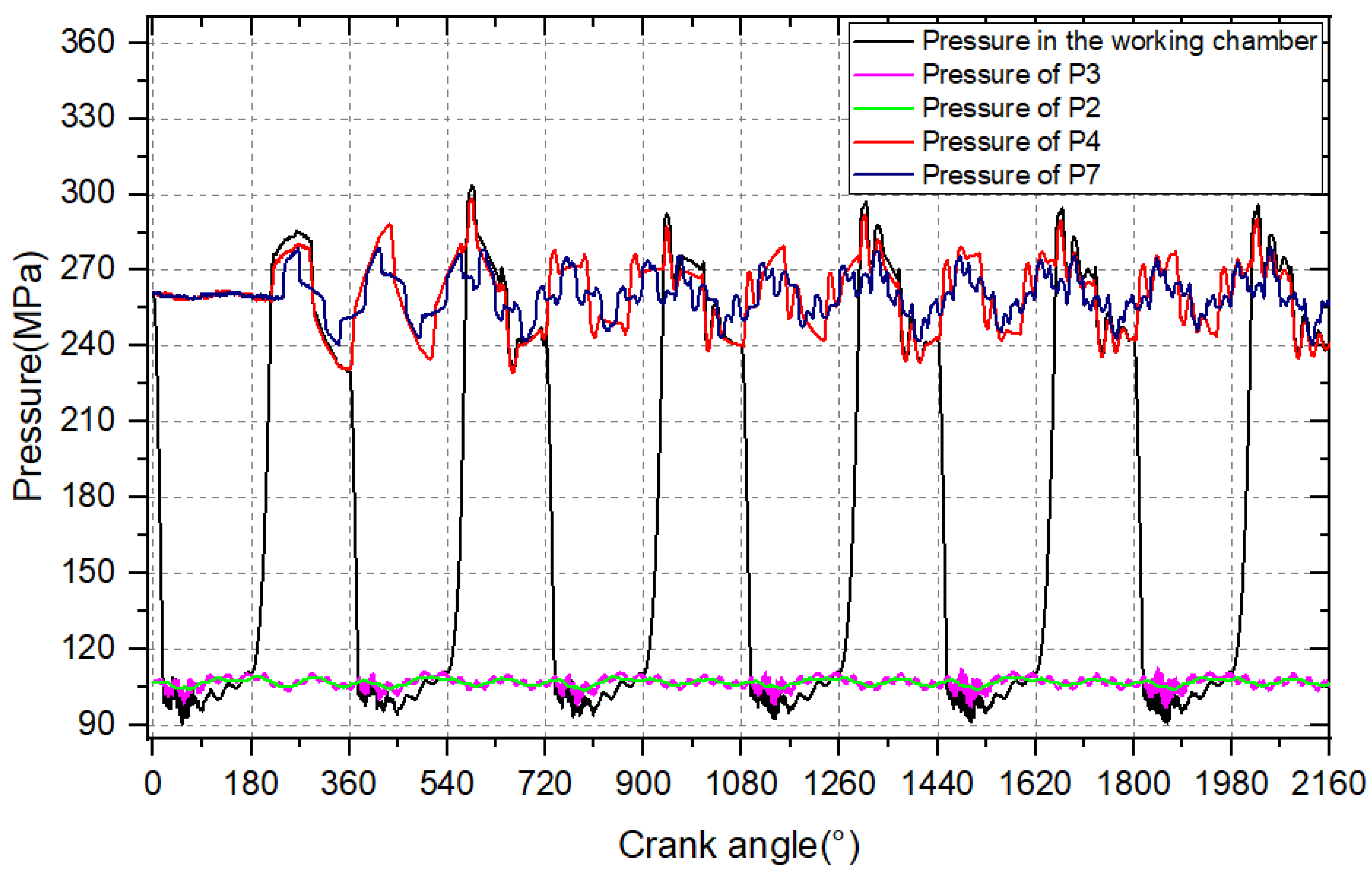
3.2. Characteristics of Pressure Pulsation
3.3. Characteristics of Valve Motion
4. Conclusions
- (1)
- The proposed transient flow model was able to obtain the distribution and evolution of the hyper compressor and its pipeline system by taking into consideration the interaction between the thermodynamic process inside the working chamber and the valve motion and between the valve motion and pressure pulsation inside the pipelines;
- (2)
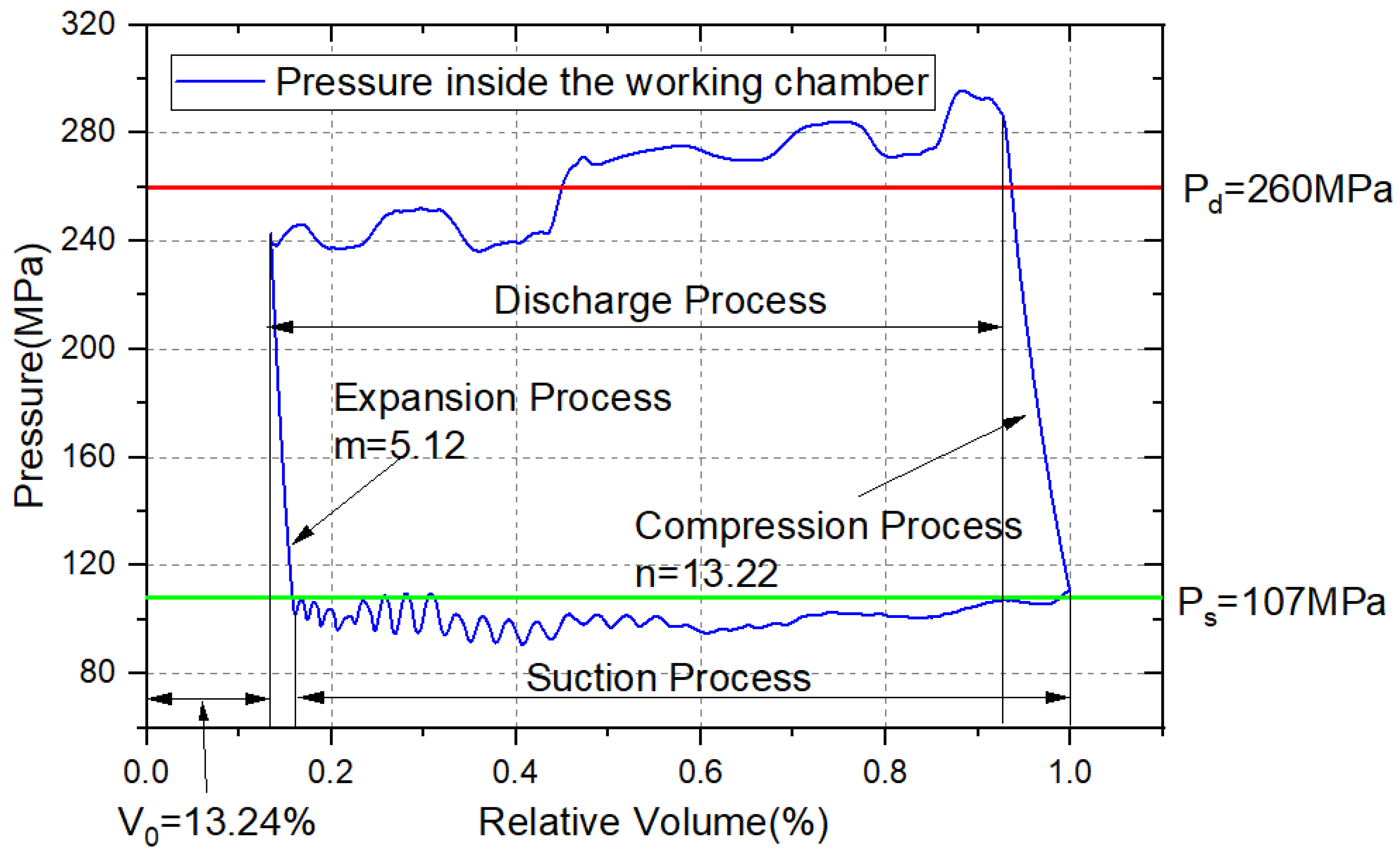
- The evolution of the thermodynamic parameters and p-V diagrams of the working processes of the hyper compressor have been discussed, and the exponents of expansion and compression were 5.12 and 13.22;
- (3)
- The pressure pulsations in the outlet pipeline were 22.07%, 21.15%, 17.81%, 16.43, and 14.74% at five monitored locations. Pressure pulsation before and after the buffer tank in the inlet pipeline was 4.35% and 14.46%;
- (4)
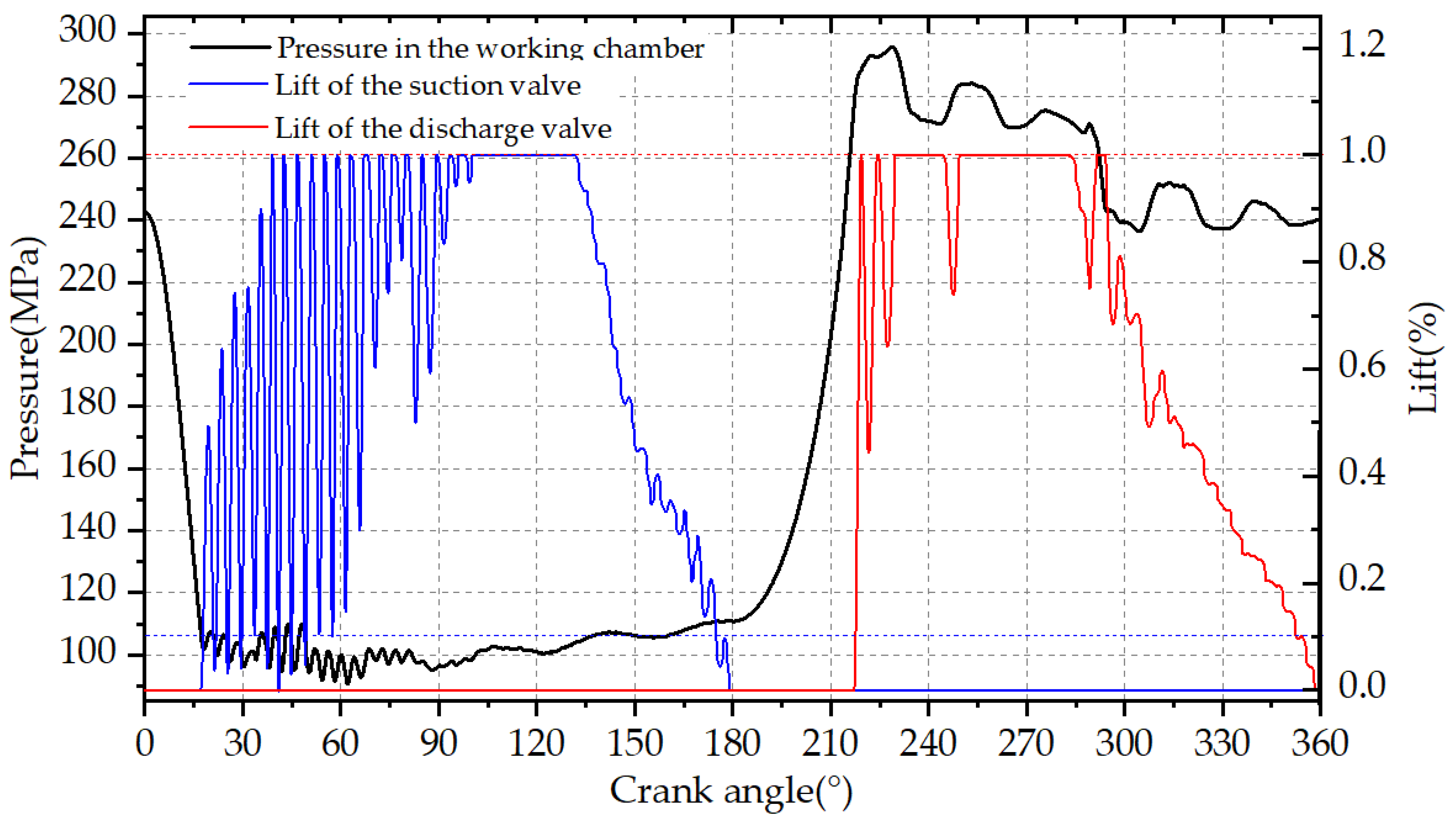
- Due to the high incompressibility of the ethylene under ultra-high pressure, severe flutter occurred during the opening process of the suction valve. Special attention should be paid to the structural design of valves used in this situation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Giacomelli, E.; Pratesi, S.; Fani, R.; Gimignani, L. Improving availability of hypercompressors. In Proceedings of the ASME Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 5–9 August 2002; Volume 19477, pp. 71–82. [Google Scholar]
- Giacomelli, E.; Battagli, P.; Lumachi, F.; Gimignani, L. Safety Aspects of design of cylinders and hyper-compressors for LDPE. In Proceedings of the ASME Pressure Vessels and Piping Conference, San Diego, CA, USA, 25–29 July 2004; Volume 46687, pp. 63–71. [Google Scholar]
- Giacomelli, E.; Fani, R.; Battagli, P.; Pieraccini, M. Experience in Operation and Reconditioning of High Pressure Cylinder Heads for Hypercompressors for LDPE. In Proceedings of the ASME Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 23–27 July 2006; Volume 4756, pp. 57–63. [Google Scholar]
- Giacomelli, E.; Passeri, M.; Giusti, S.; Zagli, F.; Generosi, S. Modeling of Pressure Pulsations for LDPE Reciprocating Compressors and Interaction With Mechanical System. In Proceedings of the Engineering Systems Design and Analysis, Manchester, UK, 19–22 July 2004; Volume 41731, pp. 945–952. [Google Scholar]
- Lei, D.; Li, X.; Li, Y.; Ren, X. Design of packing cup interference fit value of hypercompressors for low density polyethylene production. Front. Energy 2019, 13, 107–113. [Google Scholar] [CrossRef]
- Wang, Y.; Xue, C.; Feng, J.; Peng, X. Experimental investigation on valve impact velocity and inclining motion of a reciprocating compressor. Appl. Therm. Eng. 2013, 61, 149–156. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Y.; Li, X.; Jiang, Z.; Xie, Y.; Zhu, Q. A simulation study on the transient motion of a reciprocating compressor suction valve under complicated conditions. J. Fail. Anal. Prev. 2016, 16, 790–802. [Google Scholar] [CrossRef]
- Mu, G.; Wang, F.; Mi, X.; Gao, G. Dynamic modeling and analysis of compressor reed valve based on movement characteristics. Appl. Therm. Eng. 2019, 150, 522–531. [Google Scholar] [CrossRef]
- Giacomelli, E.; Falciani, F.; Volterrani, G.; Fani, R.; Galli, L. Simulation of cylinder valves for reciprocating compressors. In Proceedings of the Engineering Systems Design and Analysis, Torino, Italy, 4–7 July 2006; Volume 42487, pp. 949–958. [Google Scholar]
- Bianchini, M.; Campo, N.; Francini, S.; Vidyasagar, R. Advances in dynamic analysis for hypercompressor cylinder valves. In Proceedings of the ASME Pressure Vessels and Piping Conference, Chicago, IL, USA, 27–31 July 2008; Volume 48289, pp. 111–121. [Google Scholar]
- Giacomelli, E.; Schiavone, M.; Manfrone, F.; Raggi, A. Flow Coefficient Evaluation of Poppet Valves Used in Reciprocating Compressors for LDPE. In Proceedings of the ASME Pressure Vessels and Piping Conference, Chicago, IL, USA, 27–31 July 2008; Volume 48289, pp. 123–129. [Google Scholar]
- Bagagli, R.; Campo, N.; Francini, S.; Simpson, K.C.; Morgan, C. Methods for Life Assessment of Hypercompressor Poppet Valves. In Proceedings of the Pressure Vessels and Piping Conference, Bellevue, DC, USA, 18–22 July 2010; Volume 49248, pp. 85–92. [Google Scholar]
- Bagagli, R.; Campo, N.; Francini, S.; Simpson, K.C.; Morgan, C. Advances in Hypercompressor Valve and Valve Spring Design. In Proceedings of the Pressure Vessels and Piping Conference, Toronto, ON, Canada, 15–19 July 2012; American Society of Mechanical Engineers: New York, NY, USA, 2012; Volume 55041, pp. 19–26. [Google Scholar]
- Maggi, C.; Wojnar, J.; Bagagli, R.; Tognarelli, L. Improved Accuracy on Efficiency of PK Hypercompressor Valves. In Proceedings of the Pressure Vessels and Piping Conference, Anaheim, CA, USA, 20–24 July 2014; American Society of Mechanical Engineers: New York, NY, USA, 2014; Volume 46025, p. V005T05A004. [Google Scholar]
- Simpson, K.; Sanford, J.; Finnefrock, L. Redesign of LDPE Secondary Compressor Valves to Better Tolerate Polyethylene Wax Fouling. In Proceedings of the Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 17–21 July 2016; American Society of Mechanical Engineers: New York, NY, USA, 2016; Volume 50411, p. V005T05A004. [Google Scholar]
- API 618 STD; Reciprocating Compressors for Petroleum, Chemical, and Gas Industry Services, 5th ed. American Petroleum Institute: Washington, DC, USA, 2011.
- Giacomelli, E.; Passeri, M.; Bassani, S.; Zagli, F.; Pieraccini, M. Preliminary Pulsation Analysis for High Pressure Piping Size Evaluation for Hyper-Compressors for LDPE Plants. In Proceedings of the ASME Pressure Vessels and Piping Conference, Vancouver, BC, Canada, 23–27 July 2006; Volume 4756, pp. 65–71. [Google Scholar]
- Bai, W.J.; Li, Y.Q.; Duan, Q. Vibration Analysis and Transformation of Hyper Compressor Pipeline for LDPE Plants. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013; American Society of Mechanical Engineers: New York, NY, USA, 2013; Volume 56437, p. V014T15A015. [Google Scholar]
- Carcasci, C.; Sacco, M. Preventing Failures In LDPE Plants Caused By Vibrations And Pulsations Of Reciprocating Compressors. In Proceedings of the Abu Dhabi International Petroleum Exhibition & Conference, Abu Dhabi, United Arab Emirates, 15 November 2017. [Google Scholar]
- Carcasci, C.; Sacco, M.; Landucci, M.; Fiaschi, M. From Piping Deformation to Pressure Pulsation Measurements to Solve LDPE Plants Vibration Issues. In Proceedings of the Pressure Vessels and Piping Conference, Prague, Czech Republic, 15–20 July 2018; American Society of Mechanical Engineers: New York, NY, USA, 2018; Volume 51661, p. V005T05A003. [Google Scholar]
- Fusi, A.; Cappelli, L.; Carcasci, C.; Sacco, M. Tuning of the Acoustical Analysis Model for Hypercompressors Through Strain Gage Pulsation Measurements. In Proceedings of the Pressure Vessels and Piping Conference, San Antonio, TX, USA, 14–19 July 2019; American Society of Mechanical Engineers: New York, NY, USA, 2019; Volume 58967, p. V005T05A008. [Google Scholar]
- Wall, C.; Pierce, C.D.; Moin, P. A semi-implicit method for resolution of acoustic waves in low Mach number flows. J. Comput. Phys. 2002, 181, 545–563. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value | Item | Value |
|---|---|---|---|
| Diameter of cylinder (mm) | 96 | Stroke (mm) | 320 |
| D_p (mm) | 95 | L_cr (mm) | 640 |
| D_in (mm) | 43 | D_out (mm) | 43 |
| n (rpm) | 200 | λ | 0.5 |
| Lift (mm) | 6.0 | p_l (mm) | 2 |
| K (N/mm) | 114 | C_f | 0.85 |
| Temperature (K) | Pressure (MPa) | Density (kg/m3) | Enthalpy (kJ/kg) | Entropy (kJ/kg/K) | Cp (kJ/kg/K) | Sound Speed (m/s) | Comp. Factor | Viscosity (μPa·s) |
|---|---|---|---|---|---|---|---|---|
| 260.00 | 80.000 | 541.95 | 290.47 | 0.69174 | 2.2244 | 1357.5 | 1.9156 | 104.44 |
| 260.00 | 300.00 | 646.65 | 554.28 | 0.29894 | 2.1541 | 2070.5 | 6.0205 | 156.35 |
| 400.00 | 80.000 | 431.62 | 621.54 | 1.7057 | 2.5260 | 979.14 | 1.5634 | 67.224 |
| 400.00 | 300.00 | 582.01 | 873.98 | 1.2781 | 2.4436 | 1808.4 | 4.3480 | 156.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Wei, H.; Zhai, Y.; Feng, J.; Peng, X. Application of CFD Method to Investigate the Evolution of the Thermodynamic Parameters of a Hyper Compressor and Its Pipelines. Energies 2022, 15, 4452. https://doi.org/10.3390/en15124452
Zhao B, Wei H, Zhai Y, Feng J, Peng X. Application of CFD Method to Investigate the Evolution of the Thermodynamic Parameters of a Hyper Compressor and Its Pipelines. Energies. 2022; 15(12):4452. https://doi.org/10.3390/en15124452
Chicago/Turabian StyleZhao, Bin, Huan Wei, Yifeng Zhai, Jianmei Feng, and Xueyuan Peng. 2022. "Application of CFD Method to Investigate the Evolution of the Thermodynamic Parameters of a Hyper Compressor and Its Pipelines" Energies 15, no. 12: 4452. https://doi.org/10.3390/en15124452
APA StyleZhao, B., Wei, H., Zhai, Y., Feng, J., & Peng, X. (2022). Application of CFD Method to Investigate the Evolution of the Thermodynamic Parameters of a Hyper Compressor and Its Pipelines. Energies, 15(12), 4452. https://doi.org/10.3390/en15124452