
Numerical Study of the Pyrolysis of Wood Chips for Biocharcoal Production: Influence of Chips Geometry and Initial Moisture Content


 ,
,  ,
,  , ,
, ,  , and
, and
Abstract
:1. Introduction
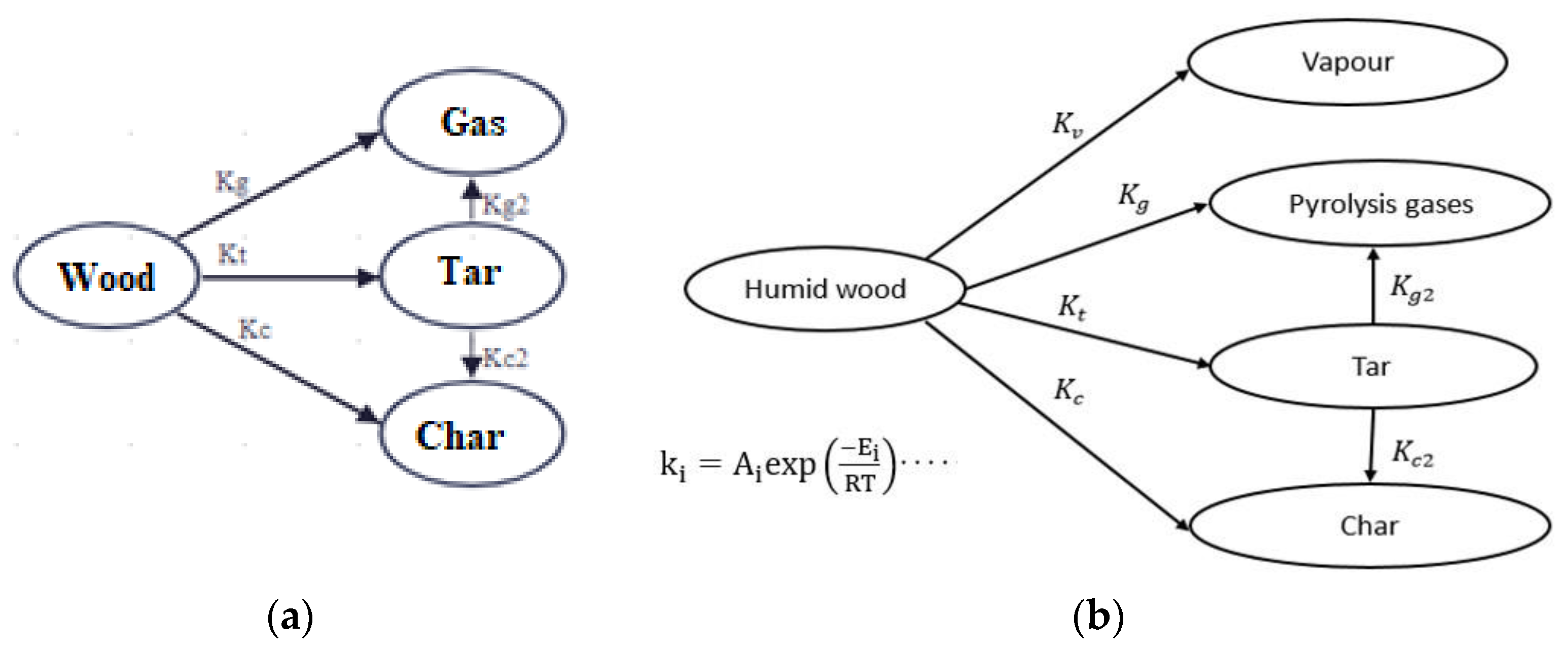
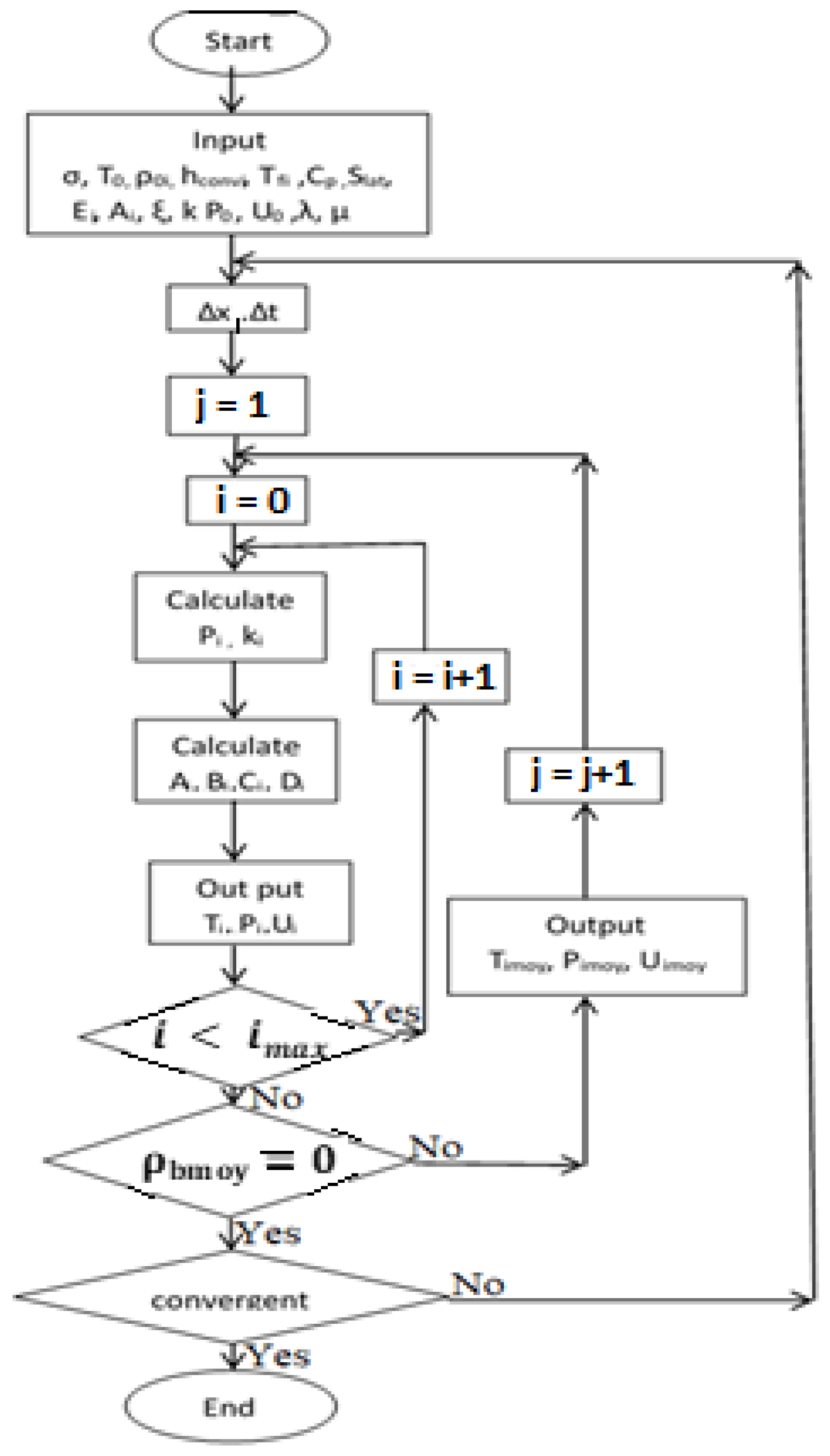
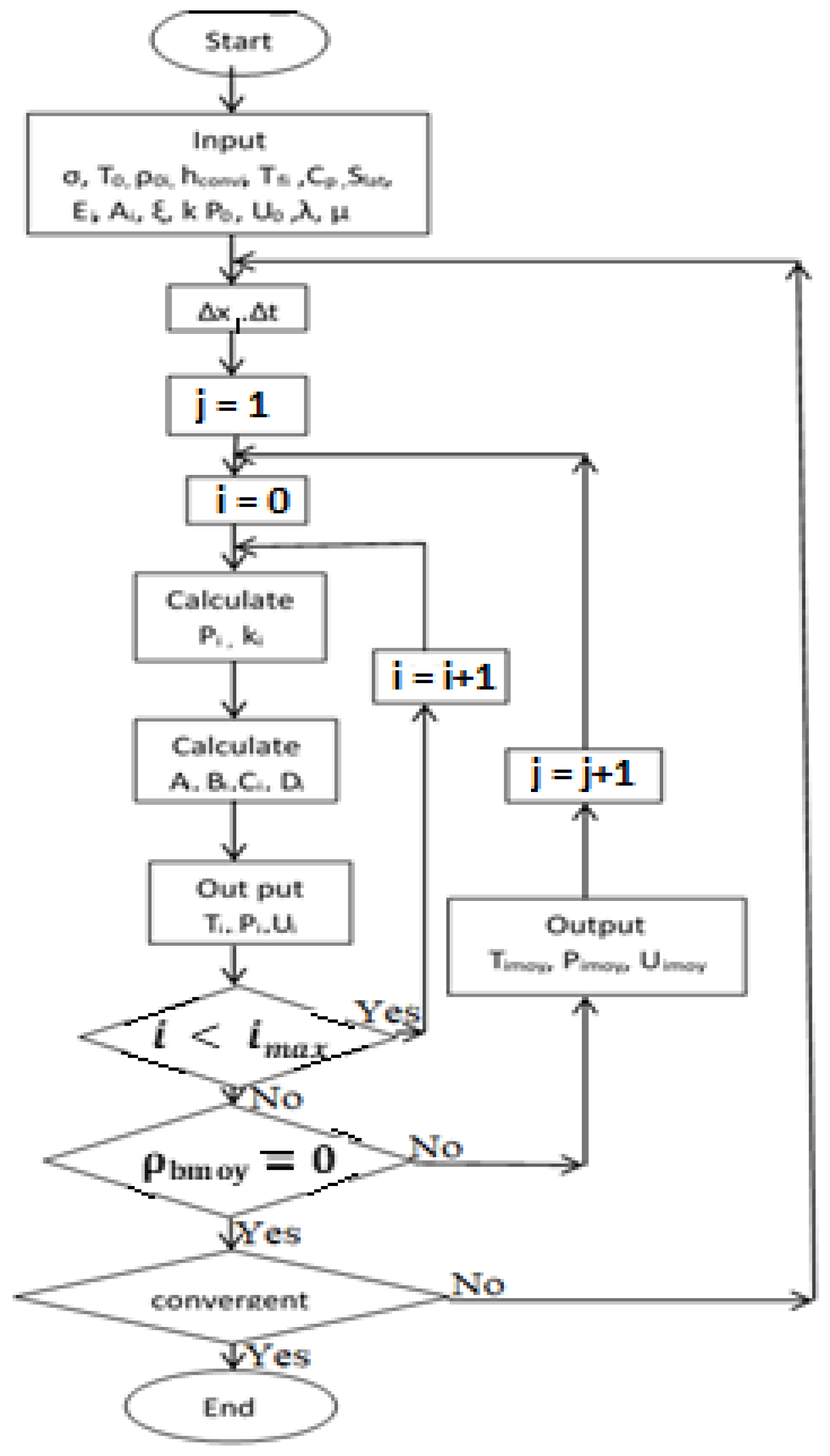
2. Model Developments
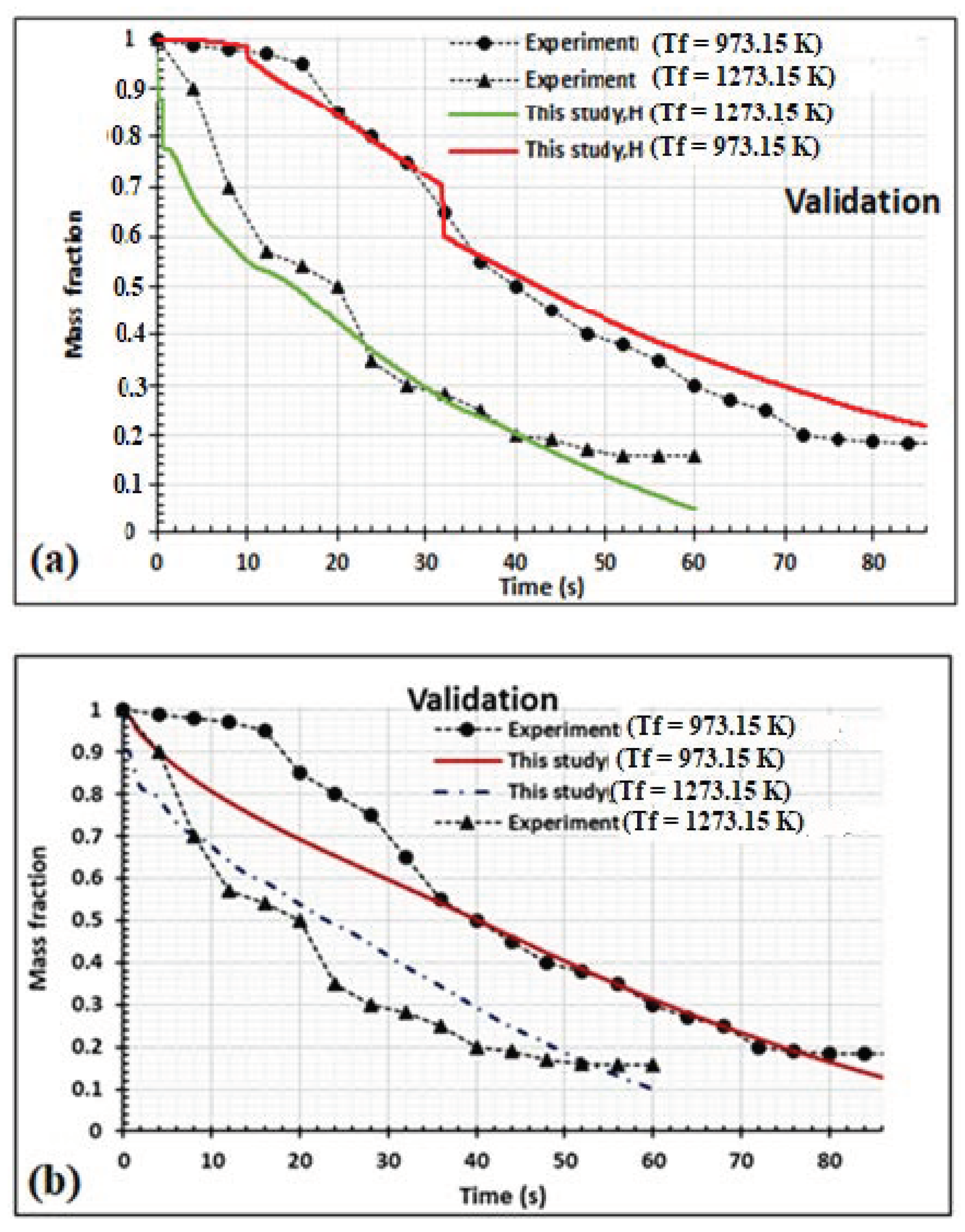
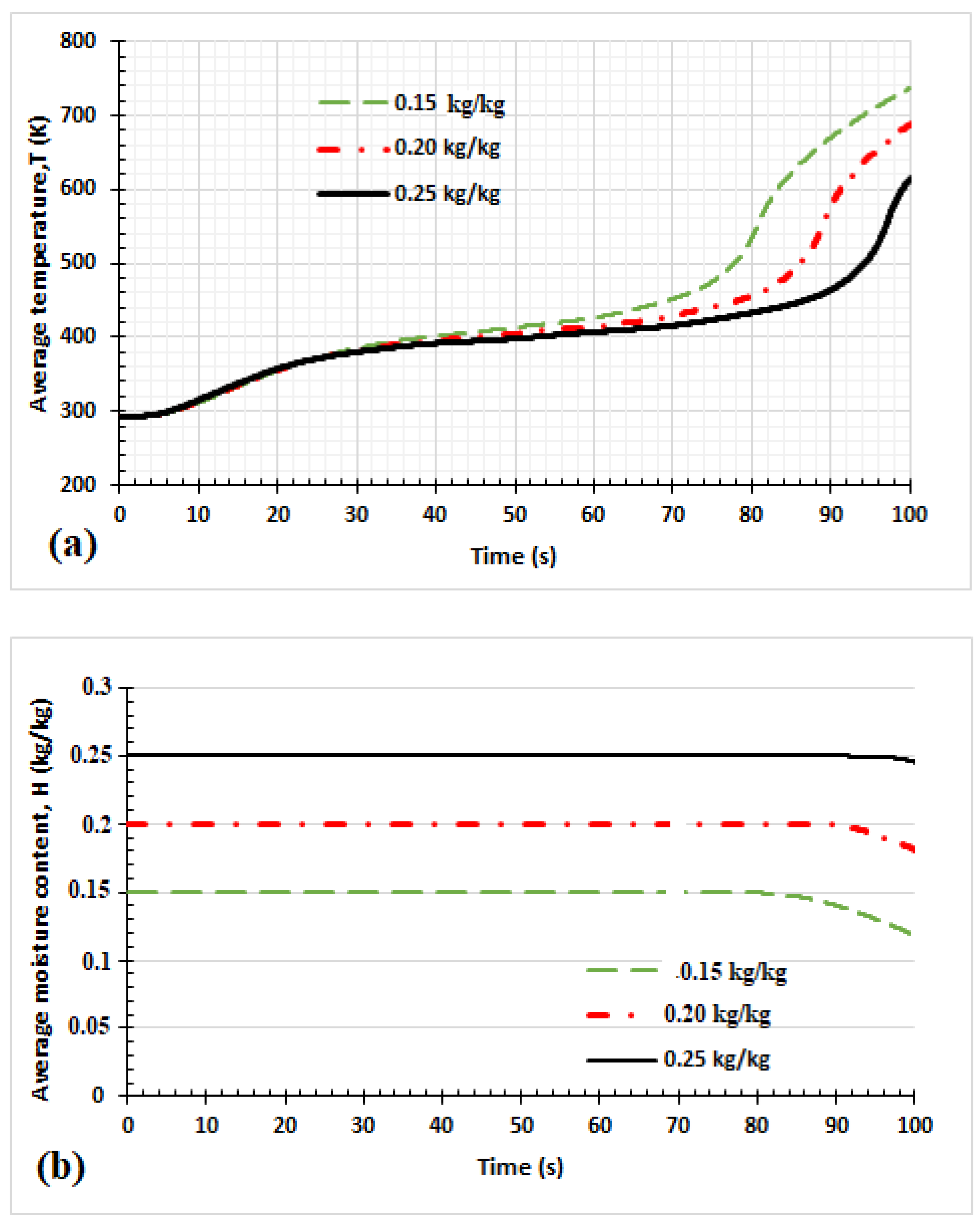
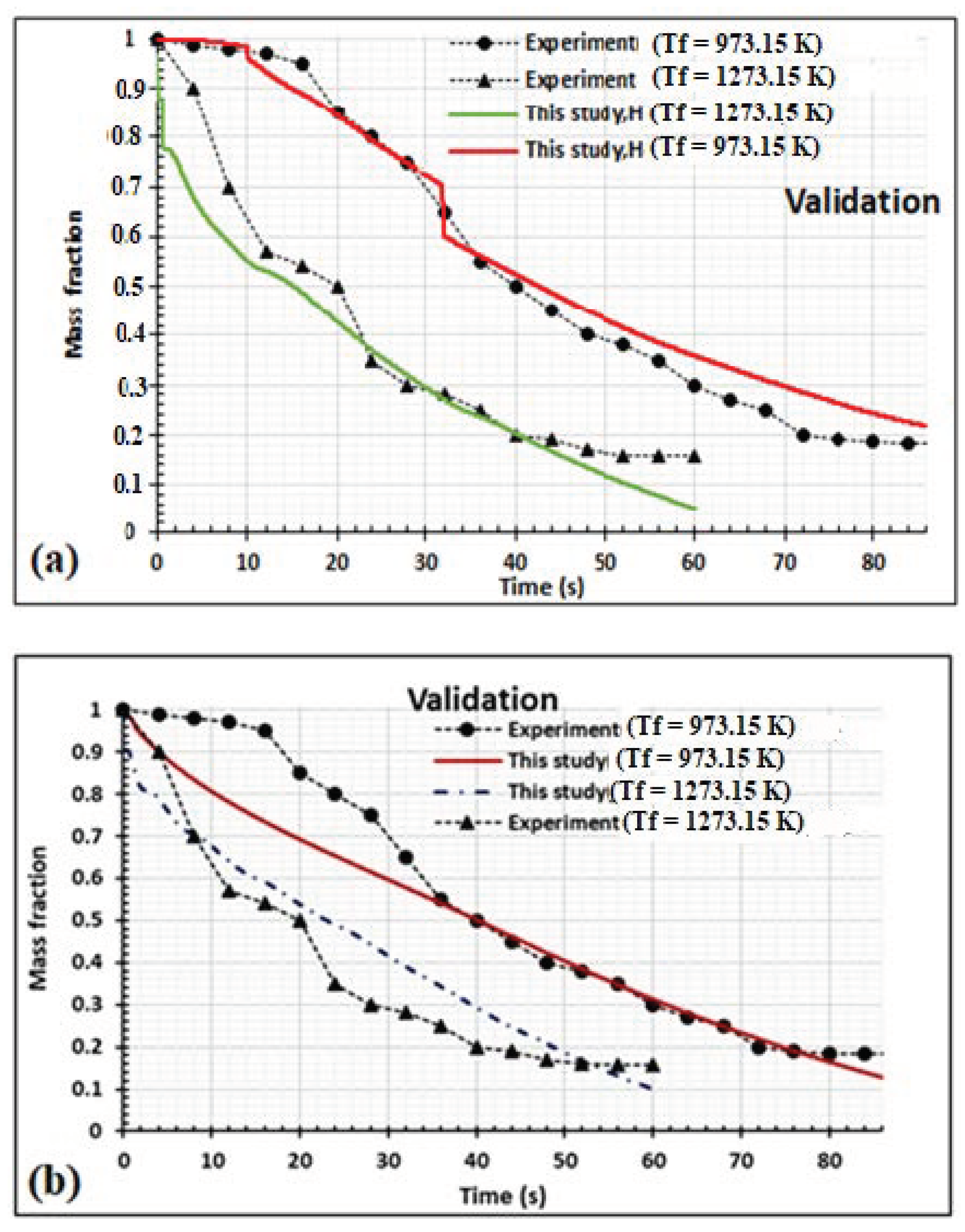
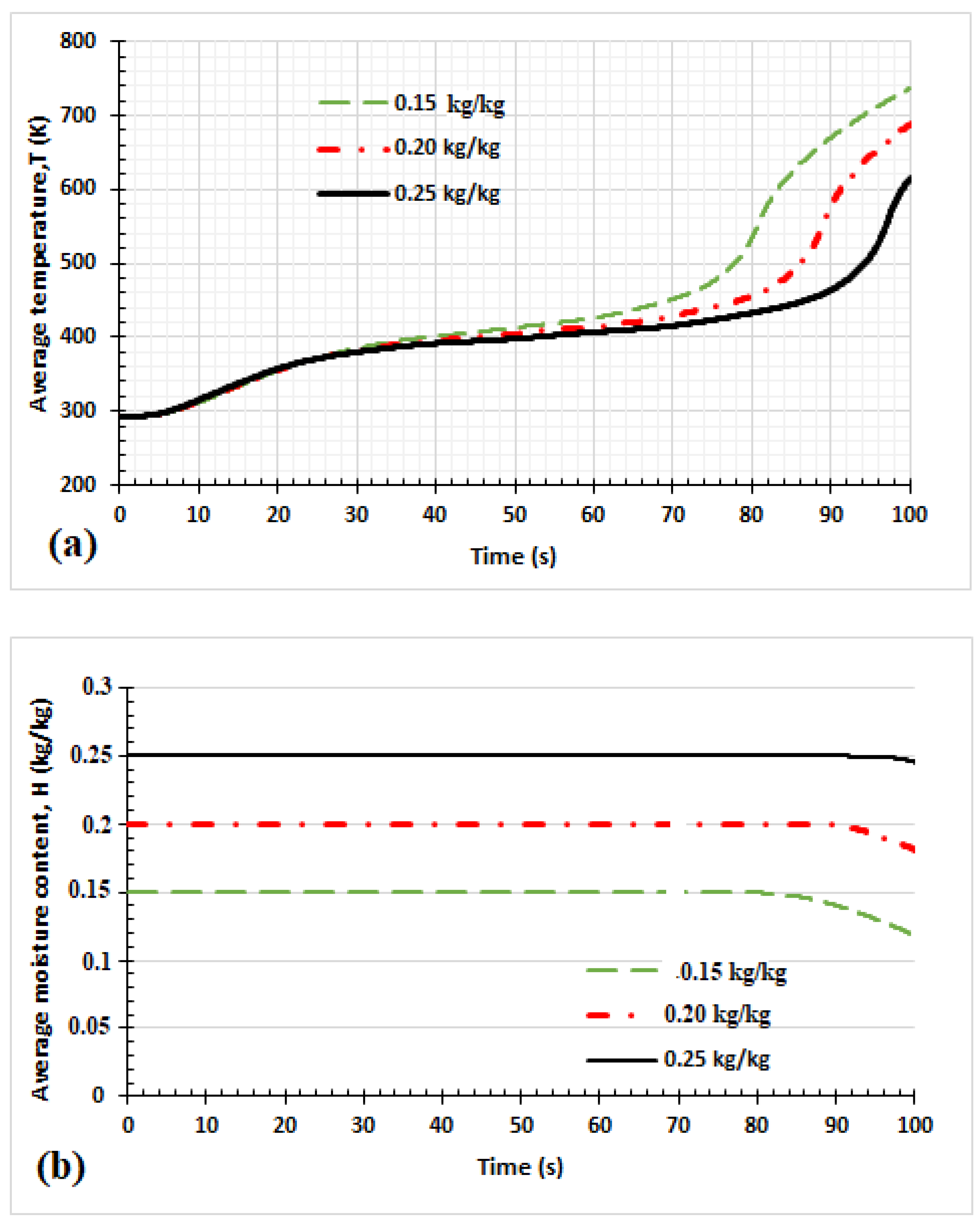
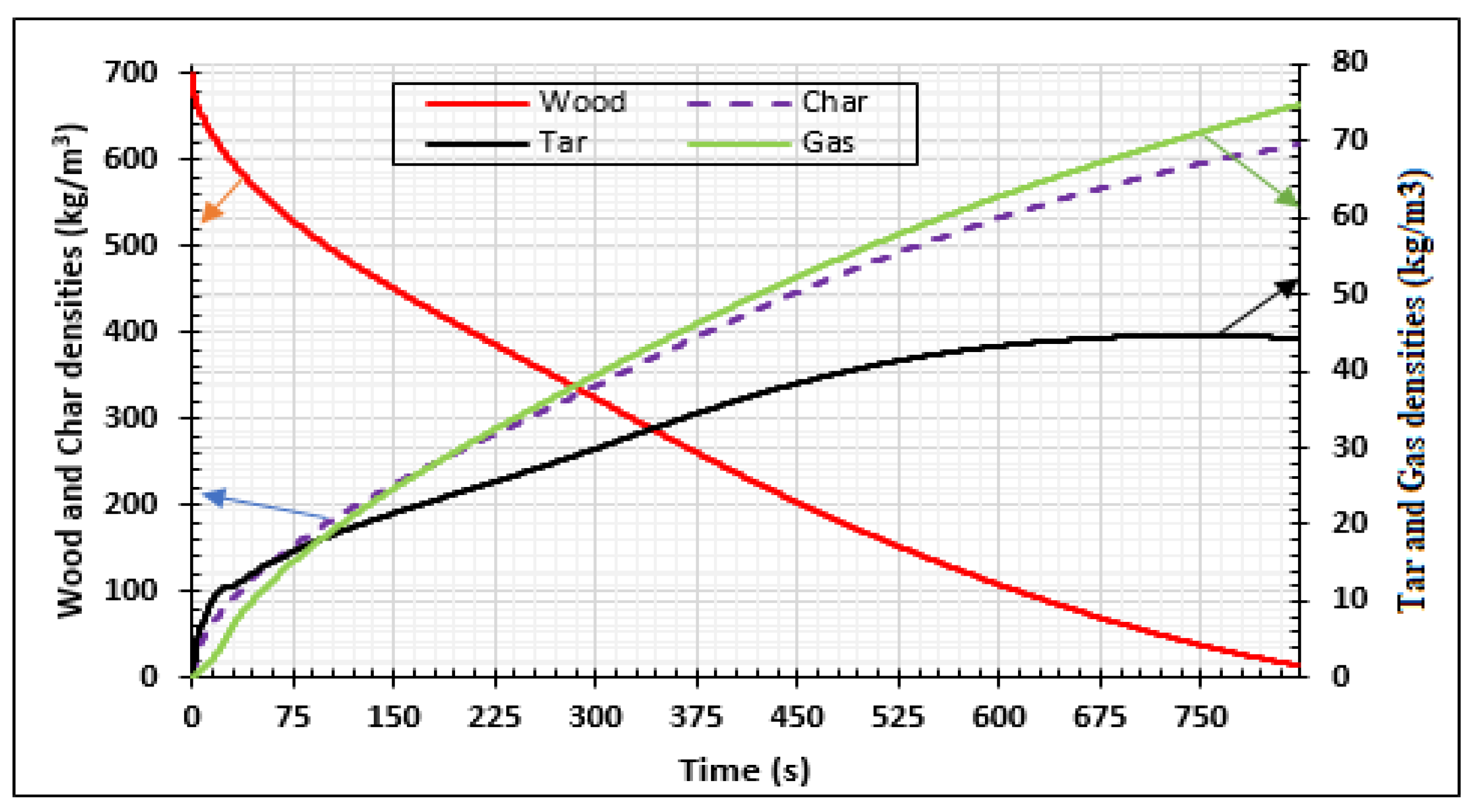
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Parameters | Units | Descriptions |
| Frequency factor | ||
| Specific heat | ||
| Mass diffusivity | ||
| Activation energy | ||
| Convective exchange coefficient | ||
| Moisture content | ||
| Enthalpy of the reaction | ||
| Rate constant | ||
| Heat of pyrolysis | ||
| Heat source | ||
| Relative humidity | ||
| Perfect gas constant | ||
| Temperature | ||
| Greek letters | ||
| (-) | Emissivity | |
| (-) | The ratio of wood density | |
| Thermal diffusivity | ||
| Thermal conductivity | ||
| Density | ||
| Stefan–Boltzmann constant | ||
| subscripts | ||
| Initial | ||
| Air | ||
| Wood | ||
| Charcoal | ||
| Gas + tar | ||
| g | Gas | |
| Component | ||
| Tar | ||
| w | Water | |
References
- Simo-Tagne, M.; Ndukwu, M.C.; Ndi-Azese, M. Experimental Modelling of a Solar Dryer for Wood Fuel in Epinal (France). Modelling 2020, 1, 39–52. [Google Scholar] [CrossRef]
- Simo-Tagne, M.; Rémond, R.; Rogaume, Y.; Zoulalian, A.; Perré, P. Characterization of sorption behaviour and mass transfer properties of four central African tropical woods: Ayous, Sapele, frake, lotofa. Maderas. Cienc. Tecnol. 2016, 18, 207–226. [Google Scholar]
- Simo-Tagne, M.; Rémond, R.; Rogaume, Y.; Zoulalian, A.; Bonoma, B. Sorption behaviour of four tropical woods using a dynamic vapour sorption standard analysis system. Maderas Cienc. Tecnol. 2016, 18, 403–412. [Google Scholar]
- Simo-Tagne, M. Experimental characterization of the influence of water content on the density and shrinkage of tropical woods coming from Cameroon and deduction of their fiber saturation points. Int. J. Sci. Res. 2014, 3, 510–515. [Google Scholar]
- Prakash, N.; Karunanithi, T. Kinetic modelling in biomass pyrolysis—A review. J. Appl. Sci. Res. 2008, 4, 1627–1636. [Google Scholar]
- Anca-Couce, A.; Sommersacher, P.; Scharler, R. Online experiments and modelling with a detailed reaction scheme of single particle biomass pyrolysis. J. Anal. Appl. Pyrolysis 2017, 127, 411–425. [Google Scholar] [CrossRef]
- Solanki, S.; Baruah, B.; Tiwari, P. Modeling and simulation of wood pyrolysis process using COMSOL Multiphysics. Bioresour. Technol. Rep. 2022, 17, 100941. [Google Scholar] [CrossRef]
- Ndukwu, M.C.; Horsfall, I.T. Prospects of Pyrolysis Process and Models in Bioenergy Generation: A Comprehensive Review. Polytechnica 2020, 3, 43–53. [Google Scholar] [CrossRef]
- Ndukwu, M.C.; Horsfall, I.T.; Ubouh, E.A.; Orji, F.N.; Ekop, I.E.; Ezejiofor, N.R. Review of solar-biomass pyrolysis systems: Focus on the configuration of thermal-solar systems and reactor orientation. J. King Saud Univ. Eng. Sci. 2021, 33, 413–423. [Google Scholar] [CrossRef]
- Pecha, M.P.; Arbelaez, J.I.M.; Garcia-Perez, M.; Chejne, F.; Ciesielski, P.N. Progress in understanding the four dominant intra-particle phenomena of lignocelluloses pyrolysis: Chemical reactions, heat transfer, mass transfer, and phase change. Green Chem. 2019, 21, 2868–2898. [Google Scholar] [CrossRef] [Green Version]
- Suopajärvi, H.; Umeki, K.; Mousa, E.; Hedayati, A.; Romar, H.; Kemppainen, A.; Chuan Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking—Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef] [Green Version]
- Phounglamcheik, A.; Wang, L.; Romar, H.; Kienzl, N.; Broström, M.; Ramser, K.; Skreiberg, Ø; Umeki, K. Effects of Pyrolysis Conditions and Feedstocks on the Properties and Gasification Reactivity of Charcoal from Woodchips. Energy Fuels 2020, 34, 8353–8365. [Google Scholar] [CrossRef]
- Mellin, P.; Kantarelis, E.; Yang, W. Computational fluid dynamics modelling of biomass fast pyrolysis in a fluidized bed reactor, using a comprehensive chemistry scheme. Fuel 2014, 117, 704–715. [Google Scholar] [CrossRef]
- Jin, H.Z.; Zhen, B.W.; Hui, Z.; Yuan, Y.T.; Hong, H.S.; Chao, H.Y. Multi-scale CFD simulation of hydrodynamics and cracking reactions in fixed fluidized bed reactors. Appl. Petrochem. Res. 2015, 5, 255–261. [Google Scholar] [CrossRef] [Green Version]
- Hiroki, H.; Hiroomi, H.; Muhammad, I. Numerical Analysis on Wood Pyrolysis in Pre-Vacuum Chamber. J. Sustain. Bioenergy Syst. 2014, 4, 149–160. [Google Scholar]
- Assoumani, N.; Simo-Tagne, M.; Kifani-Sahban, F.; Tagne Tagne, A.; El Marouani, M.; Obounou Akong, M.B.; Rogaume, Y.; Girods, P.; Zoulalian, A. Numerical study of cylindrical tropical woods pyrolysis using python tool. Sustainability 2021, 13, 13892. [Google Scholar] [CrossRef]
- Pang, S. Advances in thermochemical conversion of woody biomass to energy, fuels and chemicals. Biotechnol. Adv. 2019, 37, 589–597. [Google Scholar] [CrossRef]
- Okekunle, P.O.; Adunola, V.L.; Whanvoh, E.S.; Afolabi, A.P.; Idiok, E.P. Experimental Investigation of the Effect of Sample Shape on Biomass Pyrolysis Characteristics in a Fixed Bed Reactor. J. Nat. Sci. Res. 2015, 5, 120. [Google Scholar]
- Atreya, A.; Olszewski, P.; Chen, Y.; Baum, H.R. The effect of size, shape and pyrolysis conditions on the thermal decomposition of wood particles and firebrands. Int. J. Heat Mass Transf. 2017, 107, 319–328. [Google Scholar] [CrossRef]
- Gentile, G.; Debiagi, P.E.A.; Cuoci, A.; Frassoldati, A.; Ranzi, E.; Faravelli, T. A computational framework for the pyrolysis of anisotropic biomass particles. Chem. Eng. J. 2017, 321, 458–473. [Google Scholar] [CrossRef]
- Park, W.C.; Atreya, A.; Baum, H.R. Experimental and theoretical investigation of heat and mass transfer processes during wood pyrolysis. Combust. Flame 2010, 157, 481–494. [Google Scholar] [CrossRef]
- Baltrušaitis, A.; Pranckevičienė, V. The Influence of Log Offset on Sawn Timber Volume Yield. Mater. Sci. 2005, 11, 403–406. [Google Scholar]
- WoodChipIstock. Available online: https://www.istockphoto.com/photos/wood-chip (accessed on 1 March 2022).
- Simo-Tagne, M. Contribution à L’étude du Séchage des Bois Tropicaux au Cameroun: Aspects Caractérisation, Modélisation Multi-Echelle et Simulation, le Cas des Bois D’ayous (Triplochiton scleroxylon) et D’ébène (Diospyros crassiflora). Ph.D. Thesis, University of Yaoundé I, Yaoundé, Cameroon, 2011. [Google Scholar]
- Oumarou, N.; Kocaefe, D.; Kocaefe, Y. 3D-modelling of conjugate heat and mass transfers: Effects of storage conditions and species on wood high-temperature treatment. Int. J. Heat Mass Transf. 2014, 79, 945–953. [Google Scholar] [CrossRef]
- Thi, V.D. Modélisation du Comportement au Feu des Structures en Bois. Ph.D. Thesis, University of Lorraine, Epinal, France, 2017. [Google Scholar]
- Simo-Tagne, M.; Zoulalian, A.; Rémond, R.; Rogaume, Y. Mathematical modelling and numerical simulation of a simple solar dryer for tropical wood using a collector. Appl. Therm. Eng. 2018, 131, 356–369. [Google Scholar] [CrossRef]
- Di-Blasi, C.; Russo, G. Modelling of transport phenomena and kinetics of biomass pyrolysis. In Advances in Thermochemical Biomass Conversion; Bridgwater, A.V., Ed.; Blackie Academic and Professional: New York, NY, USA, 1994; pp. 906–921. [Google Scholar]
- Di-Blasi, C. Analysis of convection and secondary reaction effects within porous solid fuels undergoing pyrolysis. Combust. Sci. Technol. 1993, 90, 315–340. [Google Scholar] [CrossRef]
- Simpson, W.; Tenwold, A. Physical properties and moisture relations of wood. In Wood Handbook: Wood as an Engineering Material; USDA Forest Service, Forest Product Laboratory: Madison, WI, USA, 1999; Volume 3, pp. 1–23. [Google Scholar]
- Yuen, R.; Casey, R.; De-Vahl-Davis, G.; Leonardi, E.; Yeoh, G.H.; Chandrasekaran, V.; Grubits, S.J. A three-dimensional mathematical model for the pyrolysis of wet wood. Intl. Assoc. Fire Saf. Sci. 1997, 5, 189–200. [Google Scholar] [CrossRef] [Green Version]
- Christodoulou, M. Pyrolyse du Bois dans les Conditions d’un Lit Fruidisé: Étude Expérimentale et Modélisation. Ph.D. Thesis, University of Lorraine, Lorraine, France, 29 November 2013. [Google Scholar]
- Chan, W.C.; Kelbon, M.; Krieger, B.B. Modelling and experimental verification of physical and chemical processes during pyrolysis of a large biomass particle. Fuel 1985, 64, 1505–1513. [Google Scholar] [CrossRef]
- Bryden, K.M.; Hagge, M.J. Modeling the combined impact of moisture and char shrinkage on the pyrolysis of a biomass particle. Fuel 2003, 82, 1633–1644. [Google Scholar] [CrossRef]
- Glaister, D.S. The Prediction of Chemical Kinetics, Heat and Mass Transfer Processes during the One- and Two-Dimensional Pyrolysis of a Large Woof Pellets; Université de Washington: Washington, DC, USA, 1987. [Google Scholar]
- Liedtke, A. Etude Cinétique du Séchage du Bois dans un Four à Image; Rapport de Projet de Fin d’Etude; LSGC, CNRS-Nancy Université: Nancy, France, 2008. [Google Scholar]
- Svenson, J.; Pettersson, J.B.C.; Davidsson, K.O. Fast pyrolysis of the main components of birch wood. Combust. Sci. Technol. 2004, 176, 977–990. [Google Scholar] [CrossRef]
- Bonnefoy, F.; Gilot, P.; Prado, G. A three-dimensional model for the determination of kinetic data from the pyrolysis of beech wood. J. Anal. Appl. Pyrolysis 1993, 2, 387–394. [Google Scholar] [CrossRef]
- Pozzobon, V.; Salvador, S.; Bézian, J.J.; El-Hafi, M.; Le-Maoult, Y.; Flamant, G. Radiative pyrolysis of wet wood under intermediate heat flux: Experiments and modelling. Fuel Processing Technol. 2014, 128, 319–330. [Google Scholar] [CrossRef] [Green Version]
- Horsfall, I.T.; Ndukwu, M.C.; Abam, F.; Simo-Tagne, M.; Nwachukwu, C.C. Parametric studies of heat and mass transfer process for two-stage biochar production from poultry litter pellet biomass. Biomass Convers. Biorefnery 2022, 1–13. [Google Scholar] [CrossRef]
- Zeng, D. Effects of Pressure on Coal Pyrolysis at High Heating Rates and Char Combustion. Ph.D. Thesis, Brigham Young University, Provo, UT, USA, 2005. [Google Scholar]
- Cai, H.Y.; Guell, A.J.; Chatzakis, I.N.; Lim, J.Y.; Dugwell, D.R.; Kandiyoti, R. Combustion Reactivity and Morphological Change in Coal Chars: Effect of Pyrolysis Temperature, Heating Rate and Pressure. Fuel 1996, 75, 15–24. [Google Scholar] [CrossRef]
- Sha, X.Z.; Chen, Y.G.; Cao, J.; Yang, Y.M.; Ren, D.Q. Effects of Operating Pressure on Coal Gasification. Fuel 1990, 69, 293. [Google Scholar] [CrossRef]
- Van-Heek, K.H.; Muhlen, H.-J. Fundamental Issues in Control of Carbon Gasification Reactivity; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1991. [Google Scholar]
- Xia, C.; Cai, L.; Zhang, H.; Zuo, L.; Shi, S.Q.; Lam, S.S. A review on the modeling and validation of biomass pyrolysis with a focus on product yield and composition. Biofuel Res. J. 2021, 29, 1296–1315. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | References |
|---|---|---|
| [16] | ||
| [24] | ||
| [16] | ||
| d | a | [16] |
| [16] | ||
| [32] | ||
| [32] | ||
| [32] | ||
| [24] | ||
| [16] | ||
| [16] | ||
| [16] | ||
| [32] | ||
| [32] | ||
| [32] | ||
| [32] | ||
| (tangential) | [32] | |
| (radial) | [32] | |
| [32] | ||
| [32] | ||
| [4,24,25,26,27,33,34,35,36,37] | ||
| [4,24,25,26,27,33,34,35,36,37] | ||
| [4,24,25,26,27,33,34,35,36,37] | ||
| [24] | ||
| [24] | ||
| [24] | ||
| [24] | ||
| [24] | ||
| Lv | (33352.91 T) × 103 (J/kg) | [24] |
| (W/(m.K) | [24] | |
| (kJ/(kg. K) | [24] | |
| (kJ/(kg. K) | [24] | |
| 4.19 (kJ/(kg. K) | [24] |
| Assumptions | Tf = 973.15 K | Tf = 1273.15 K | ||
|---|---|---|---|---|
| MAE (-) | MRE (%) | MAE (-) | MRE (%) | |
| Dry wood | 0.066 | 10.376 | 0.065 | 22.632 |
| Humid wood (0.25 kg/kg moisture content) | 0.028 | 10.181 | 0.041 | 14.735 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tagne, A.T.; Simo-Tagne, M.; Kharchi, R.; Ndukwu, M.C.; Assoumani, N.; Compaoré, A.; Bennamoun, L.; Rogaume, Y.; Zoulalian, A. Numerical Study of the Pyrolysis of Wood Chips for Biocharcoal Production: Influence of Chips Geometry and Initial Moisture Content. Energies 2022, 15, 4098. https://doi.org/10.3390/en15114098
Tagne AT, Simo-Tagne M, Kharchi R, Ndukwu MC, Assoumani N, Compaoré A, Bennamoun L, Rogaume Y, Zoulalian A. Numerical Study of the Pyrolysis of Wood Chips for Biocharcoal Production: Influence of Chips Geometry and Initial Moisture Content. Energies. 2022; 15(11):4098. https://doi.org/10.3390/en15114098
Chicago/Turabian StyleTagne, Ablain Tagne, Merlin Simo-Tagne, Razika Kharchi, Macmanus Chinenye Ndukwu, Nidhoim Assoumani, Aboubakar Compaoré, Lyes Bennamoun, Yann Rogaume, and André Zoulalian. 2022. "Numerical Study of the Pyrolysis of Wood Chips for Biocharcoal Production: Influence of Chips Geometry and Initial Moisture Content" Energies 15, no. 11: 4098. https://doi.org/10.3390/en15114098
APA StyleTagne, A. T., Simo-Tagne, M., Kharchi, R., Ndukwu, M. C., Assoumani, N., Compaoré, A., Bennamoun, L., Rogaume, Y., & Zoulalian, A. (2022). Numerical Study of the Pyrolysis of Wood Chips for Biocharcoal Production: Influence of Chips Geometry and Initial Moisture Content. Energies, 15(11), 4098. https://doi.org/10.3390/en15114098