
Laser Additively Manufactured Magnetic Core Design and Process for Electrical Machine Applications

 ,
,  ,
,  ,
, 
 and
and
Abstract
:1. Introduction
1.1. Additive Manufacturing of Electrical Machines
1.2. Soft Magnetic Material Properties
2. Experimental Methods
2.1. Printing Materials and Equipment
2.2. Thermal Treatments
2.3. Density and Surface Roughness Optimization Study
2.4. Magnetic Properties Study
2.5. XRD Microstructural Analysis
2.6. Mechanical Properties
3. Results
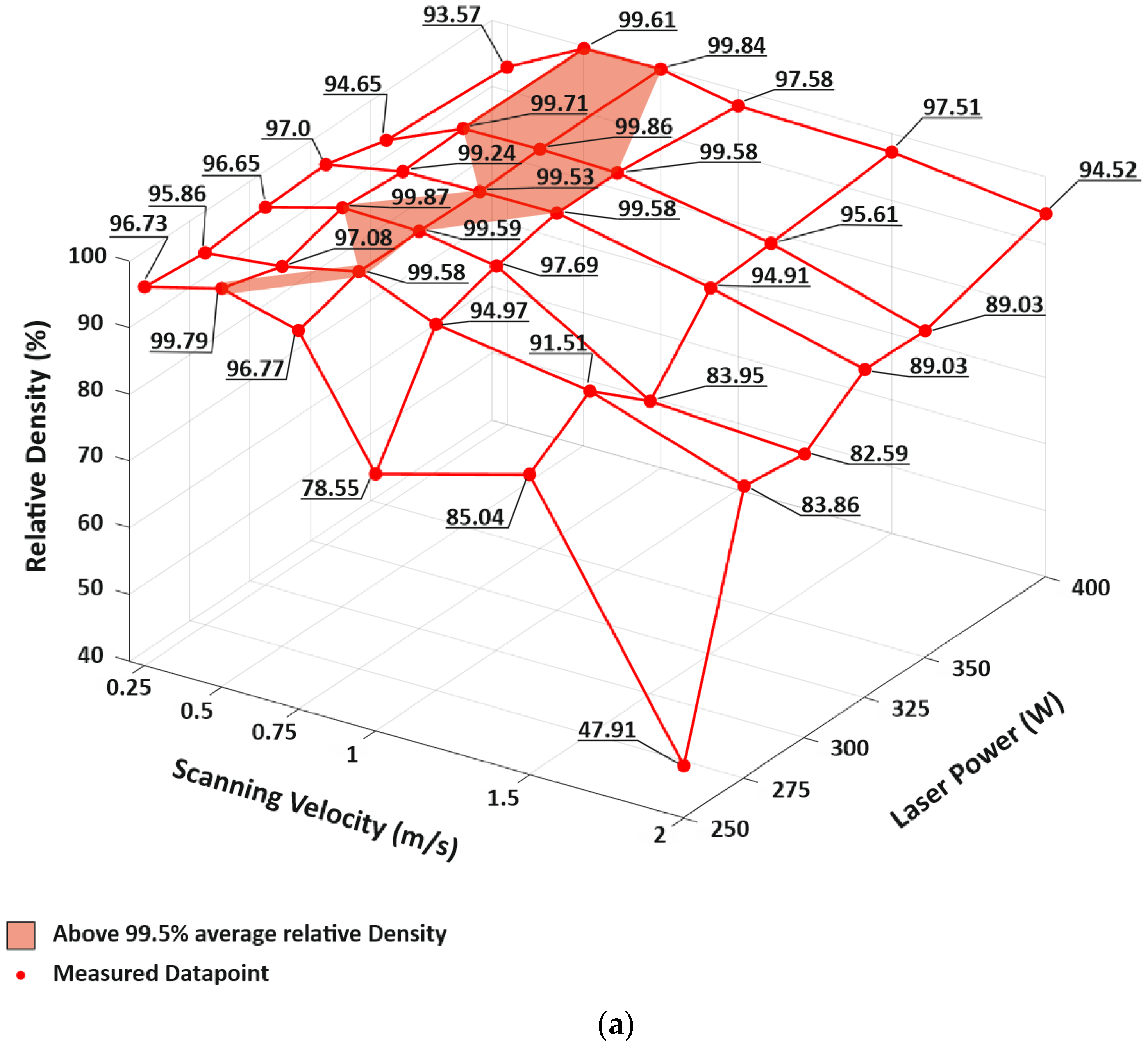
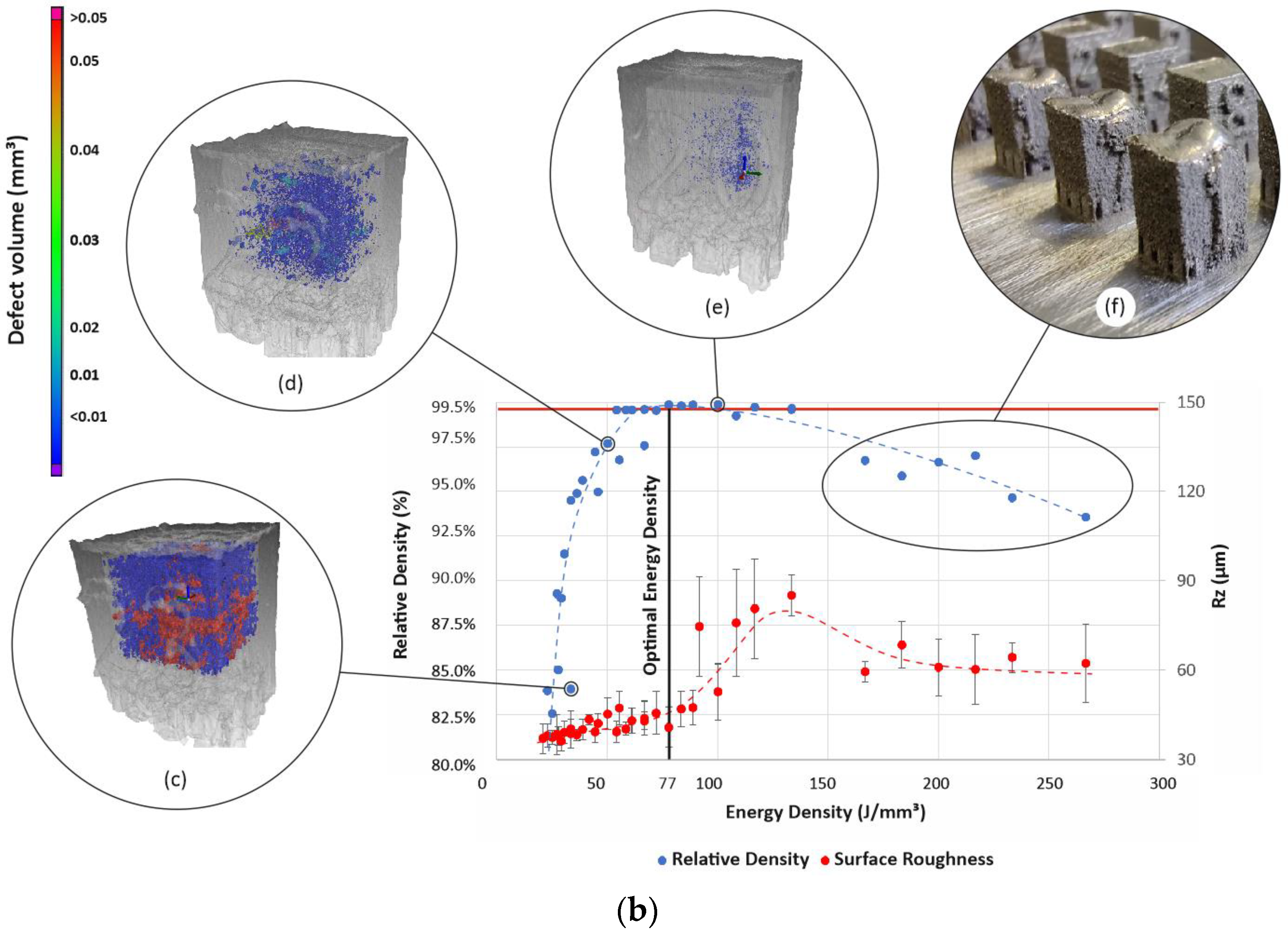
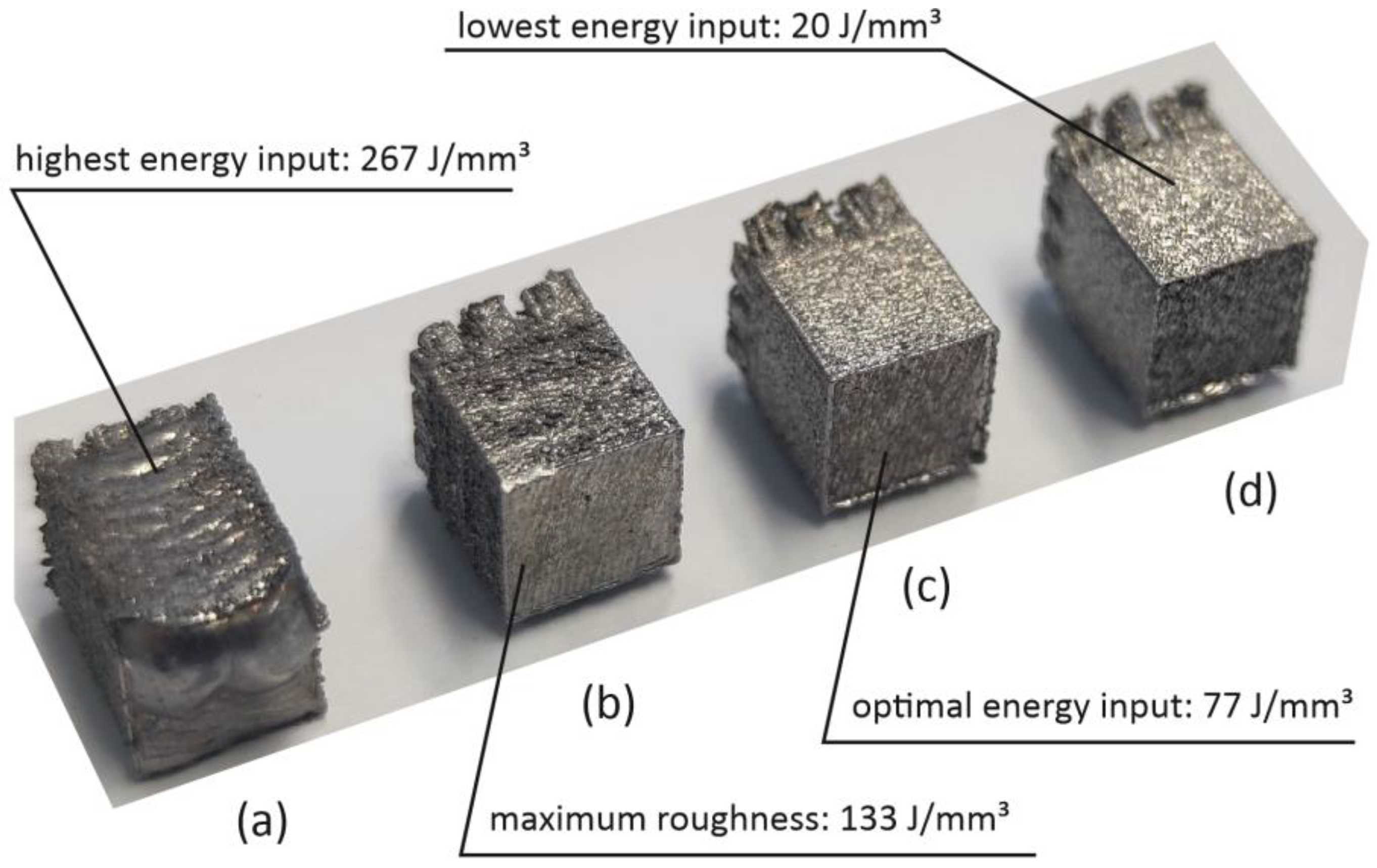
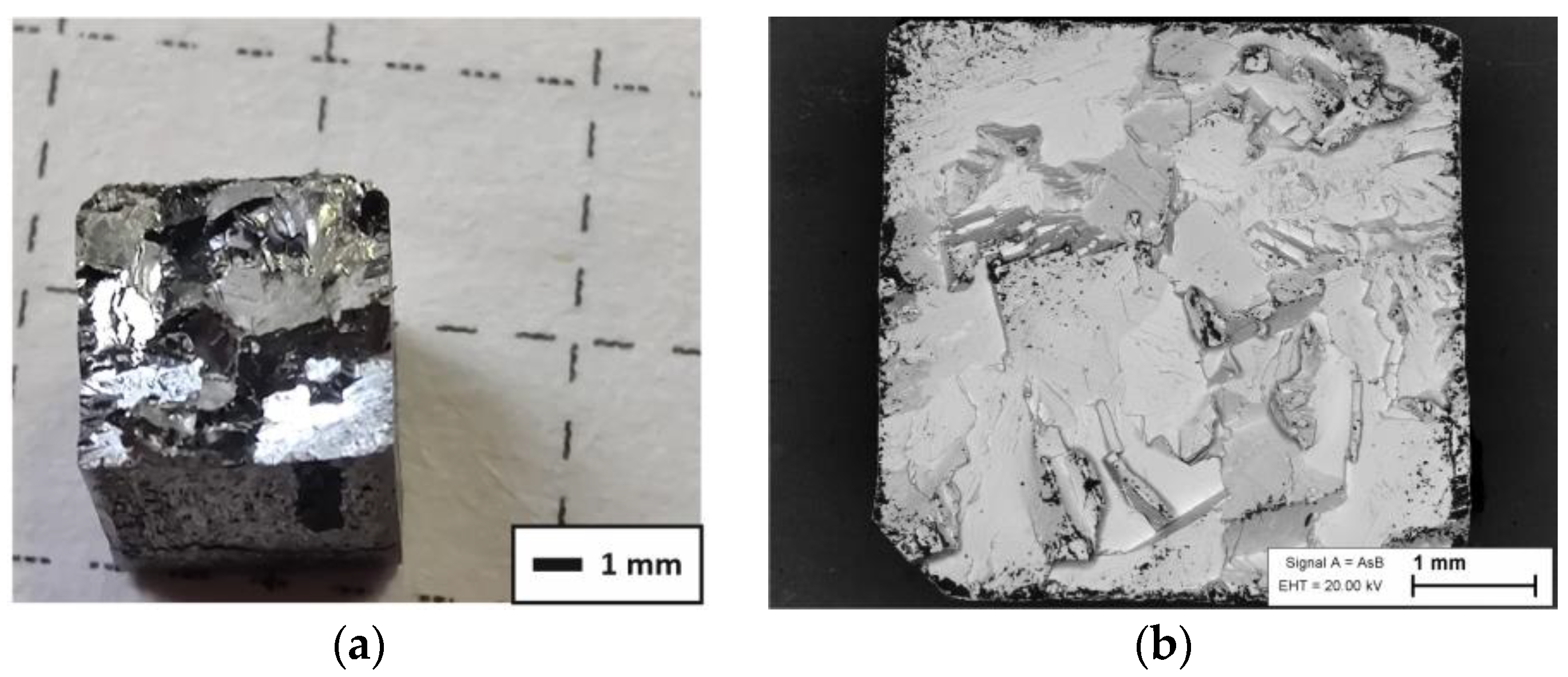
3.1. Density and Surface Roughness
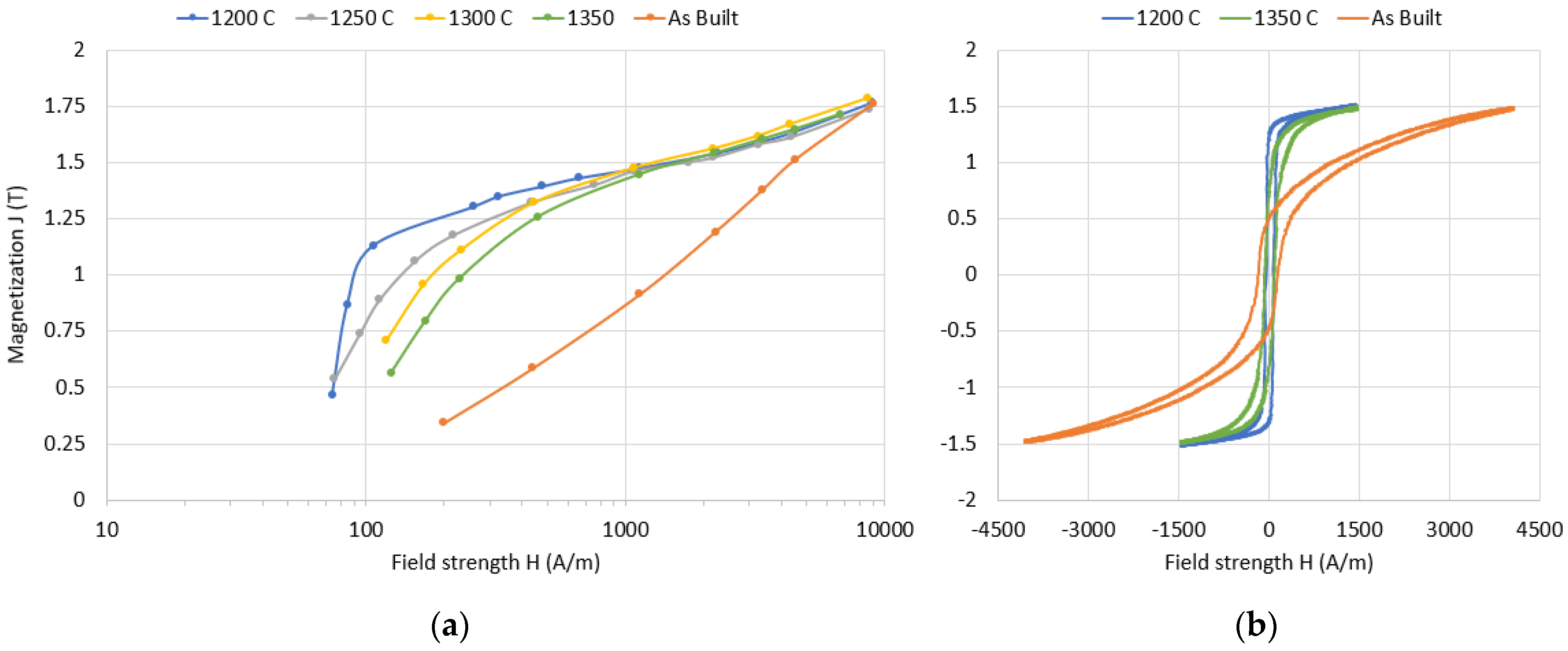
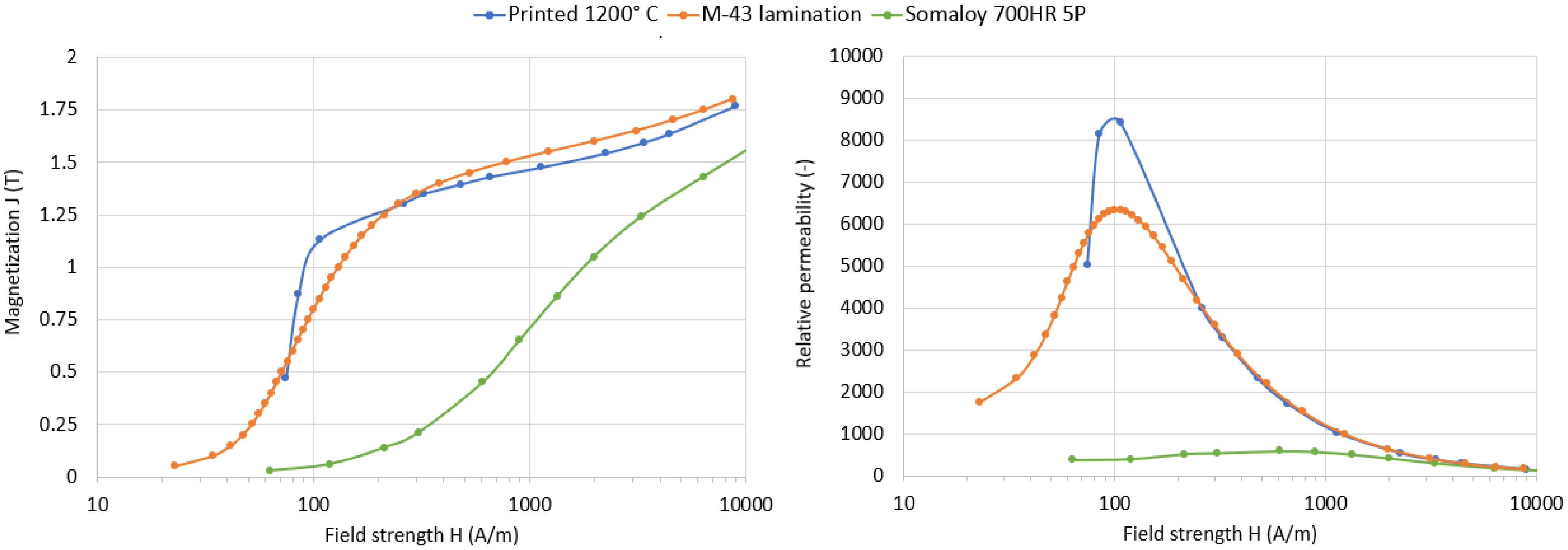
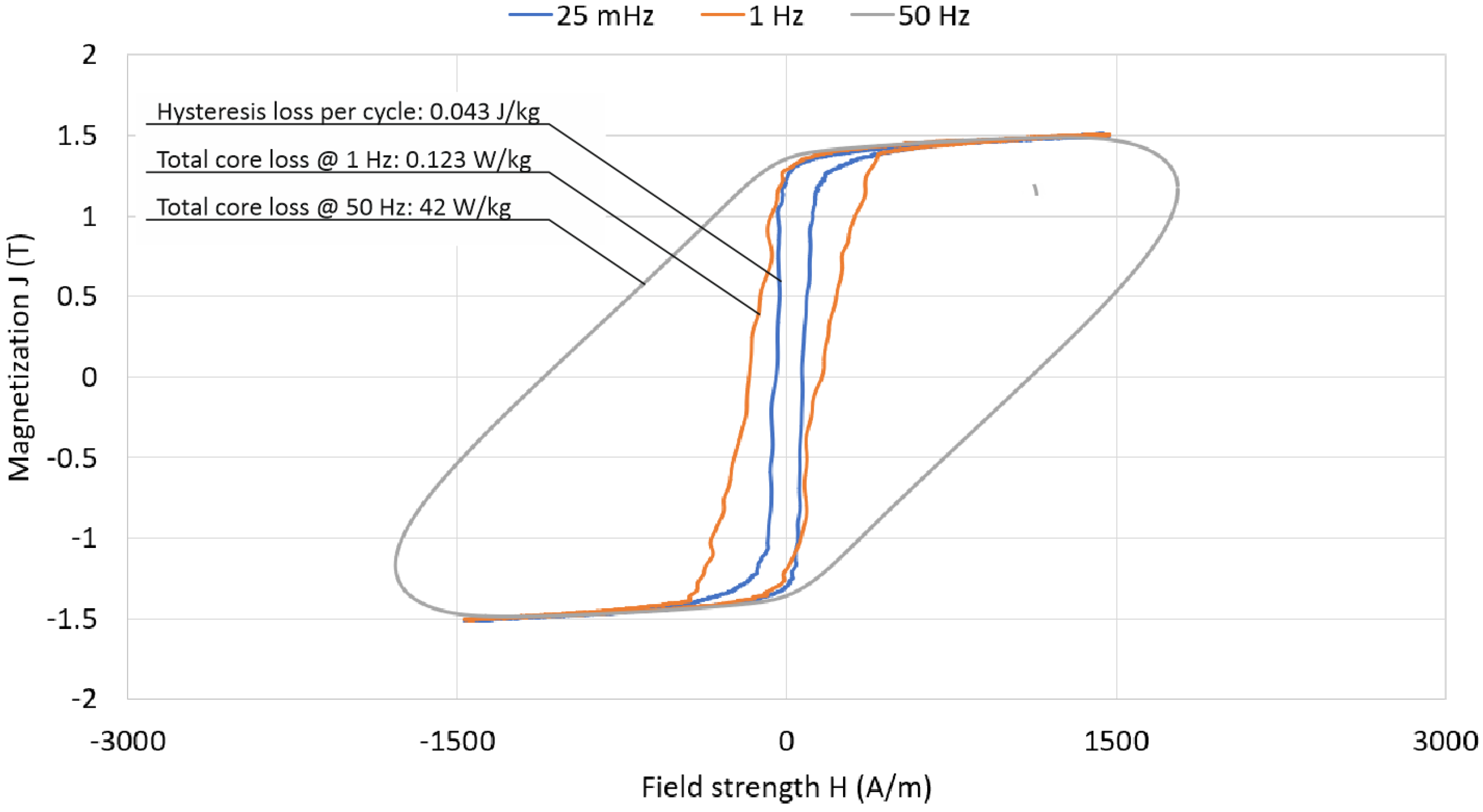
3.2. DC Magnetic Properties
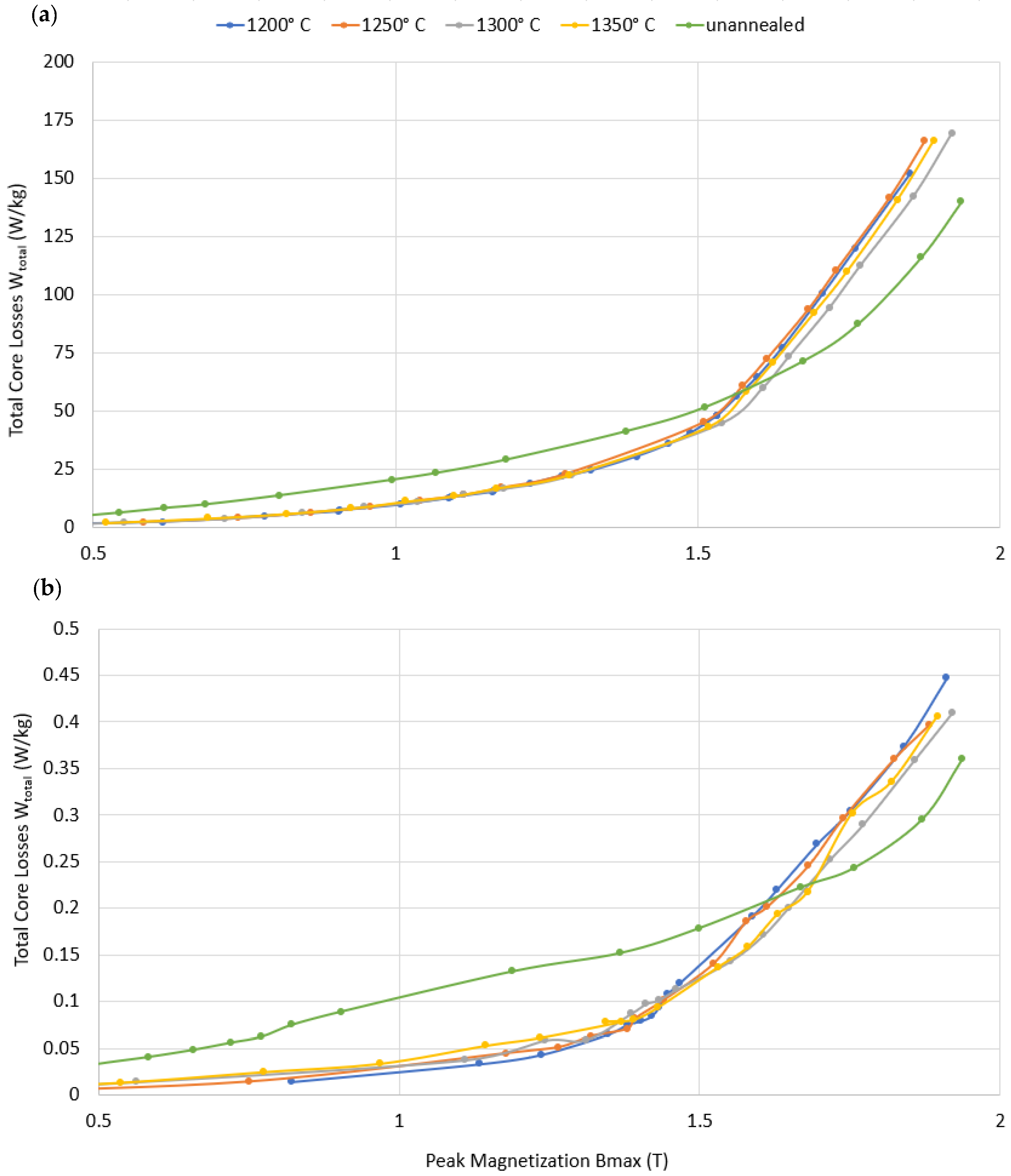
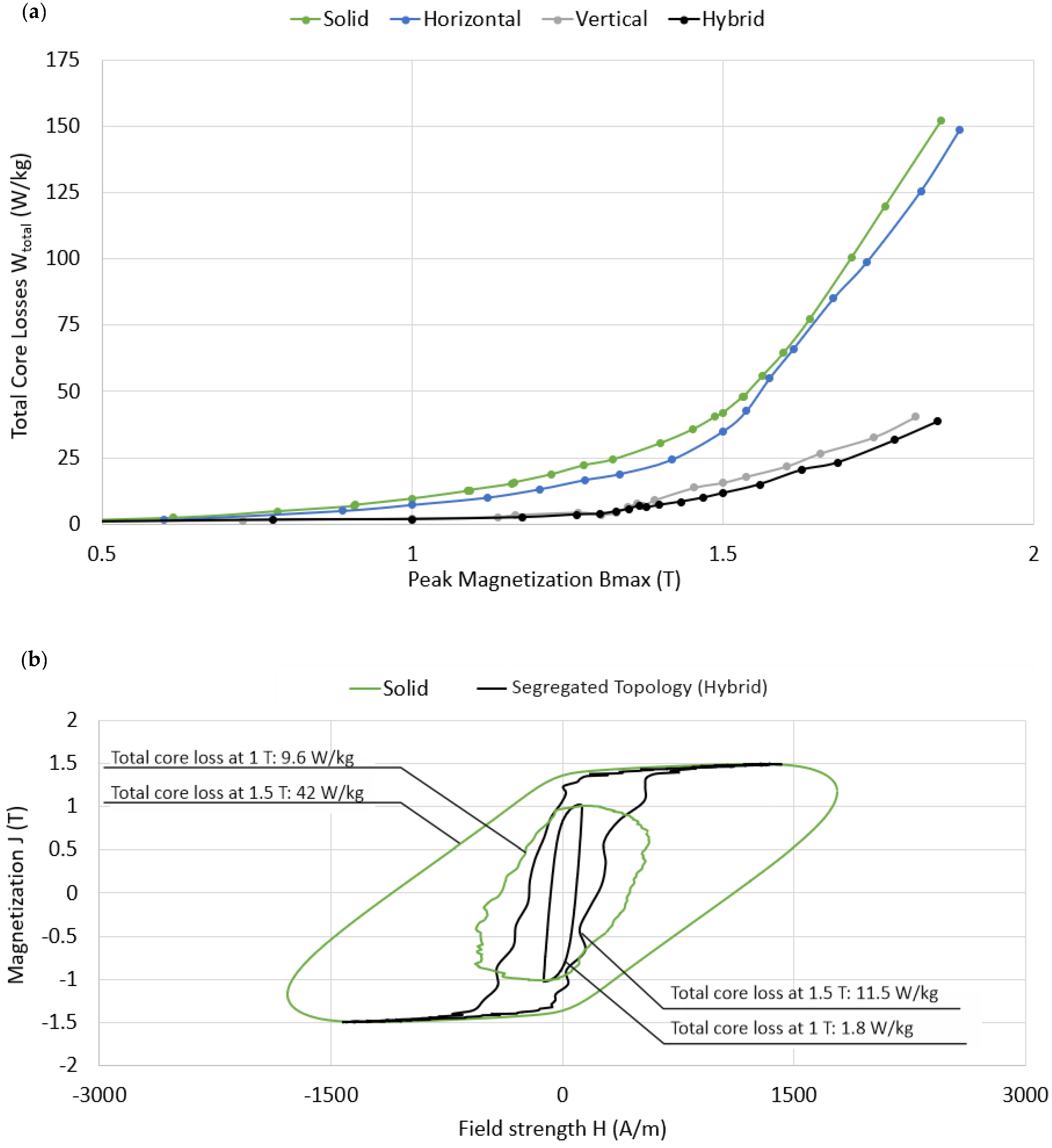
3.3. Eddy Current Losses
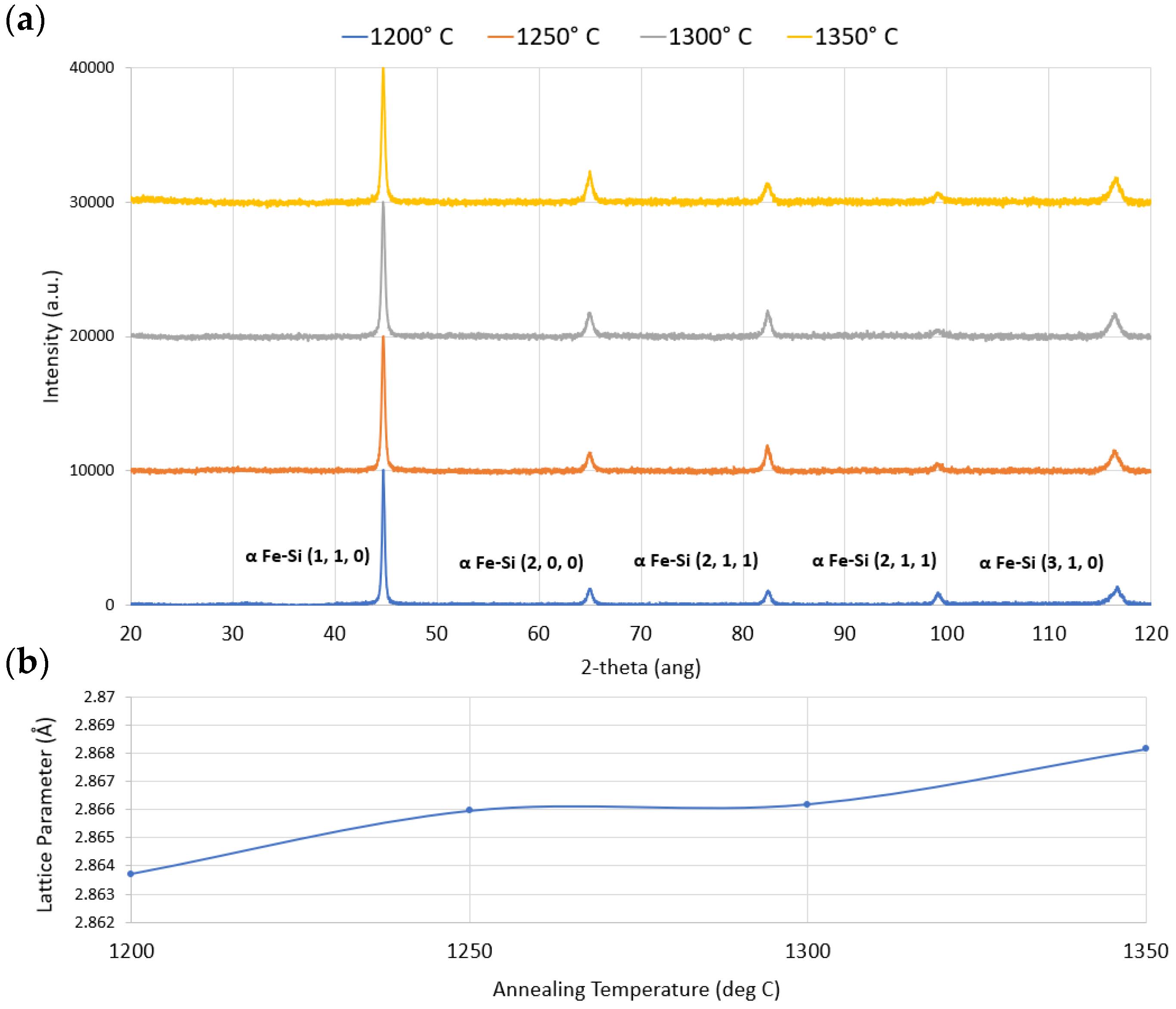
3.4. XRD Microstructural Study Results
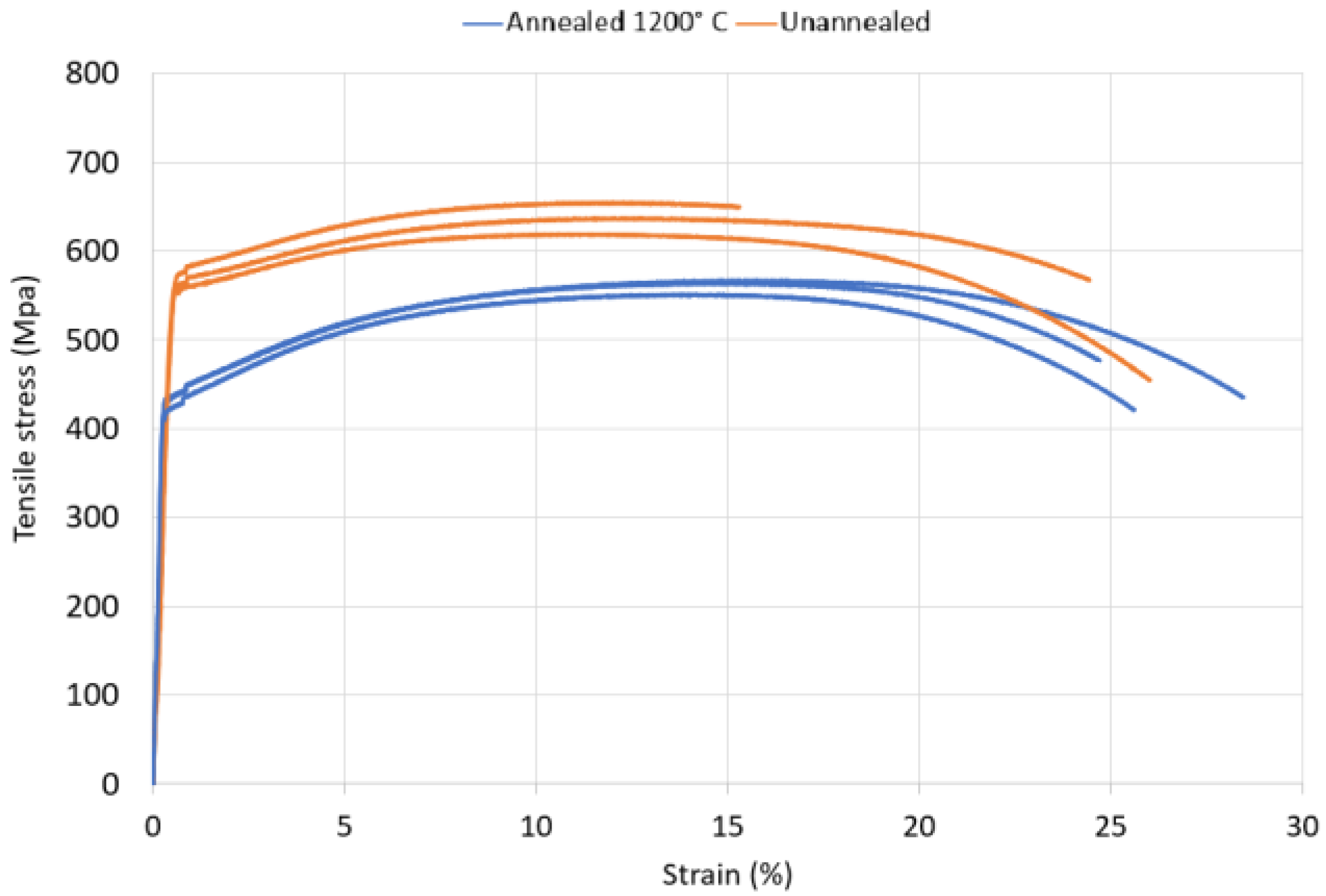
3.5. Material Tensile Strength
4. Discussion
5. Conclusions
- The optimal energy density for the melting process was 78 J/mm3 (in the investigated range of 20–216 J/mm3), resulting in the fusion of samples with 99.86% relative density and surface roughness values of 41 μm (Rz) and 8 μm (Ra). The individual main scanning parameters employed were: laser power—350 W; scanning speed—0.75 m/s; hatch spacing—120 μm; layer thickness—50 μm; environment—nitrogen.
- The optimal heat treatment temperature in the range of 1200–1350 °C was 1200°, resulting in the highest relative permeability of the material and lowest quasi-static hysteresis losses.
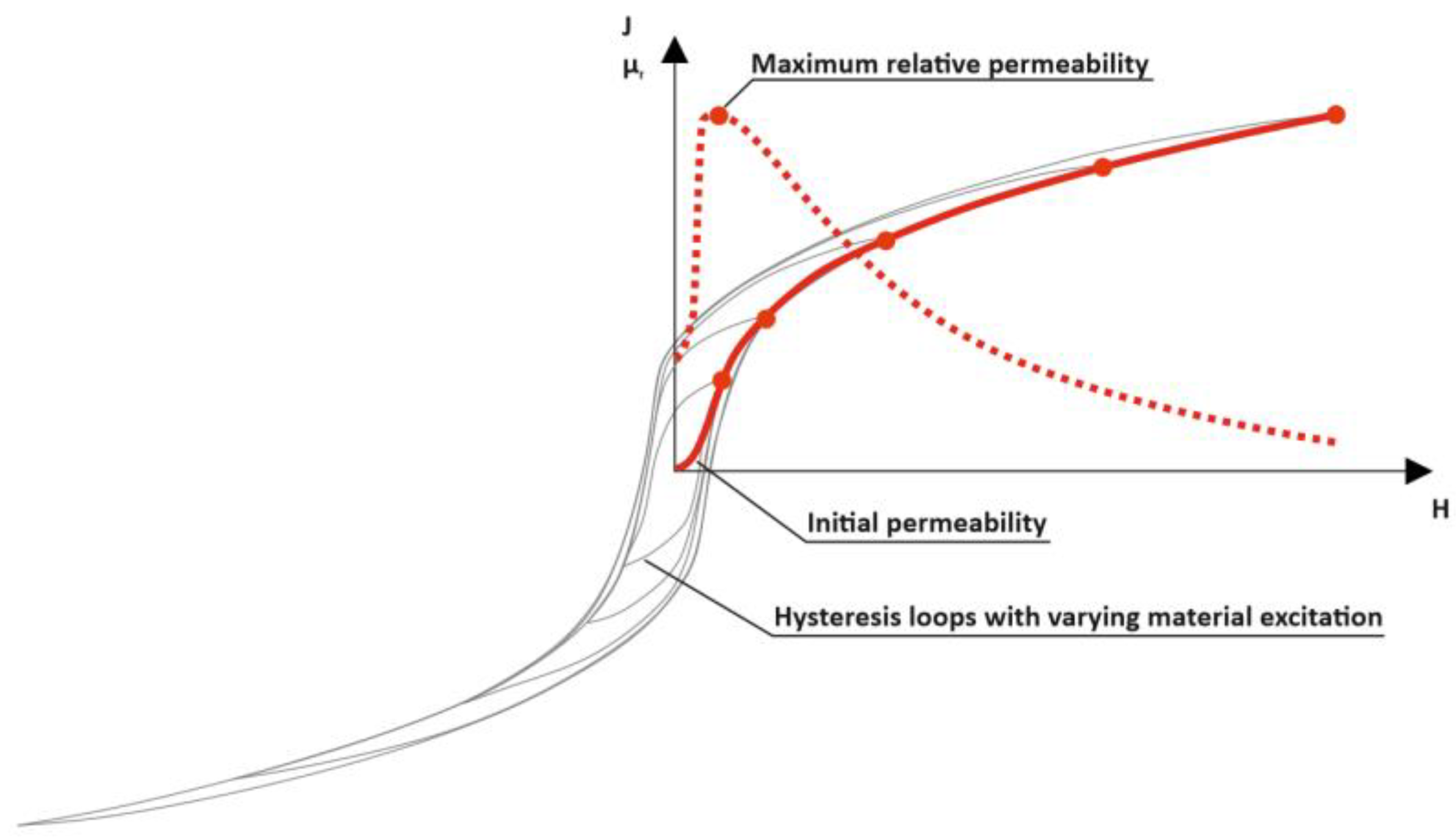
- DC measurements confirmed equivalent magnetic properties of the printed samples to conventional steels: hysteresis losses of 0.8 W/kg (W10,50) and maximum relative permeability of 8400. Magnetization of 1.5 T was reached at 1480 A/m, and 1 T was reached at 90 A/m.
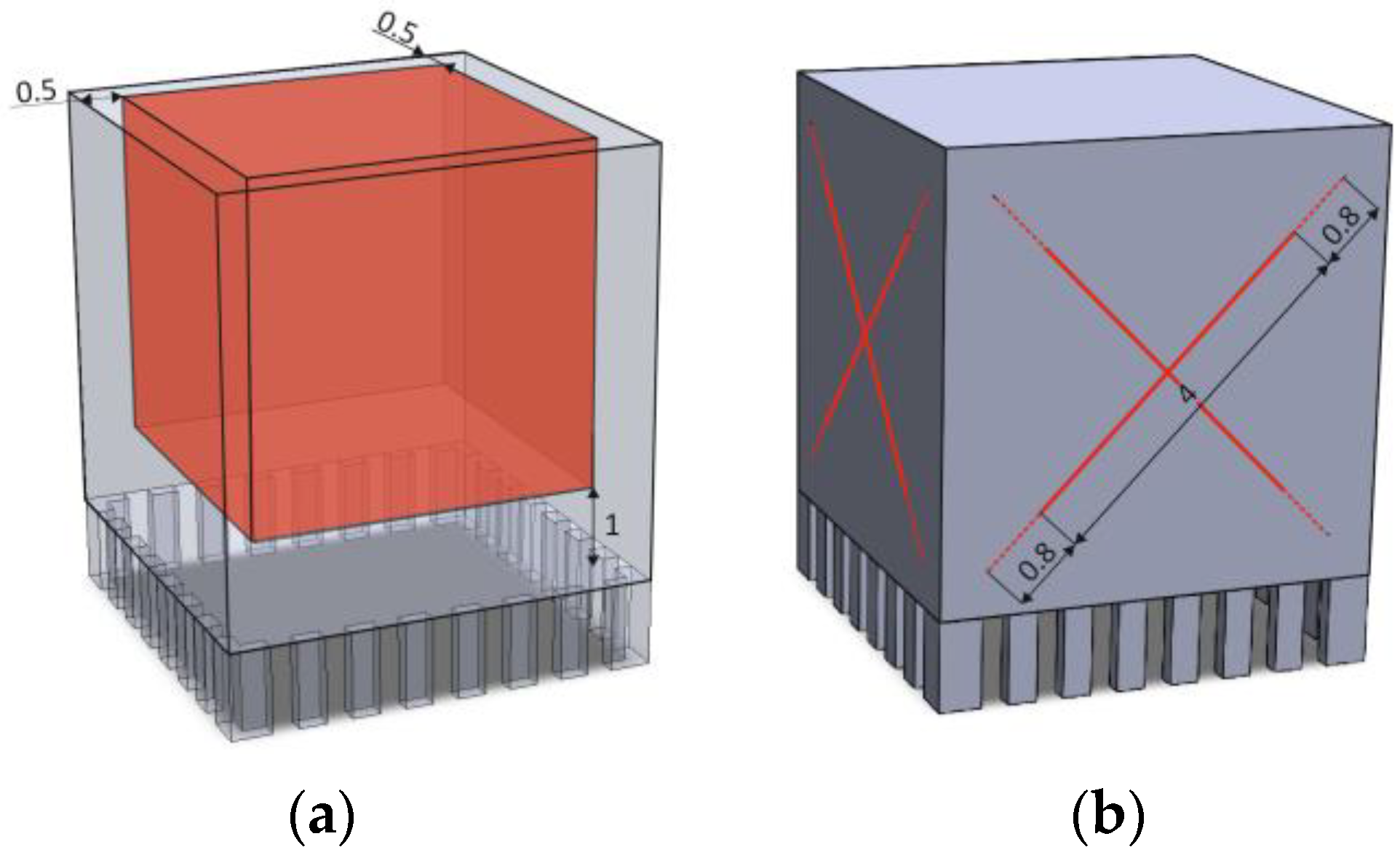
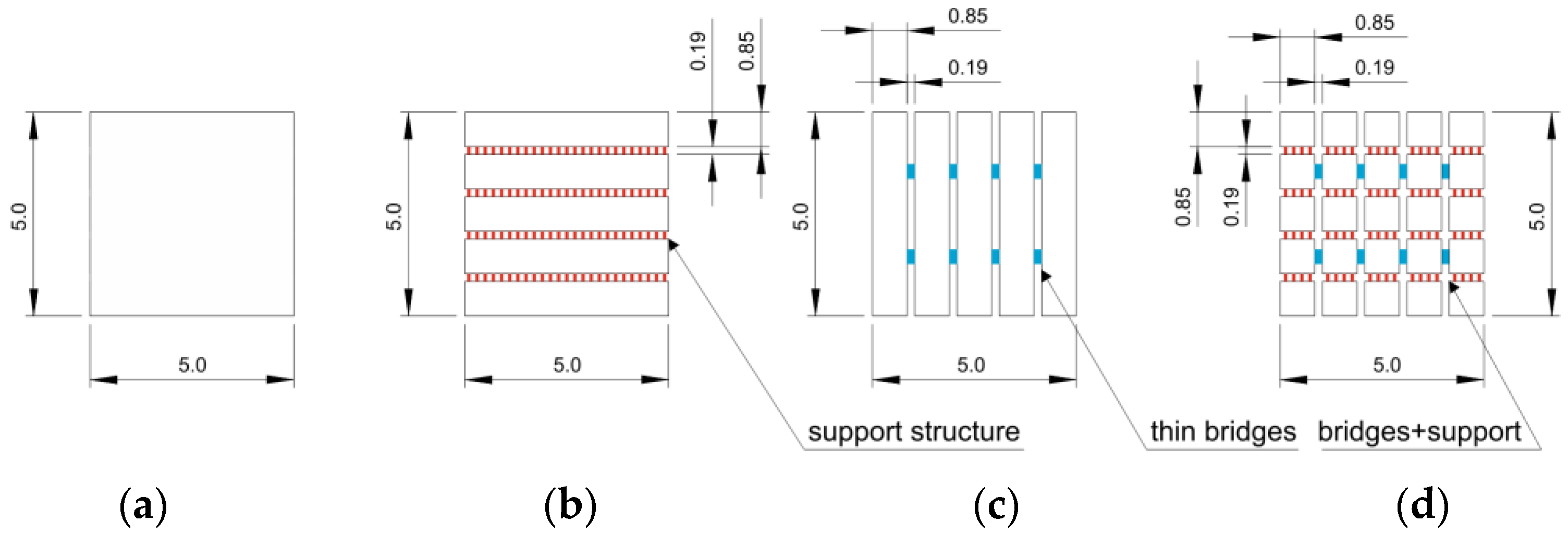
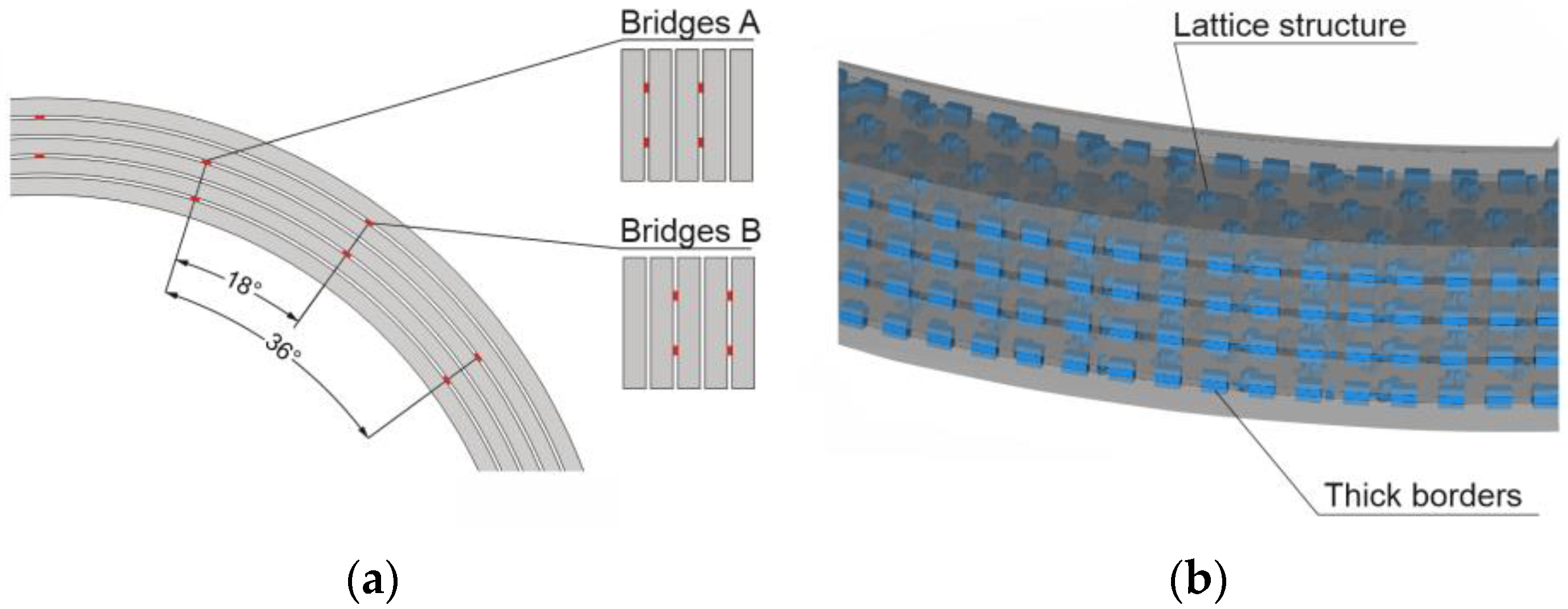
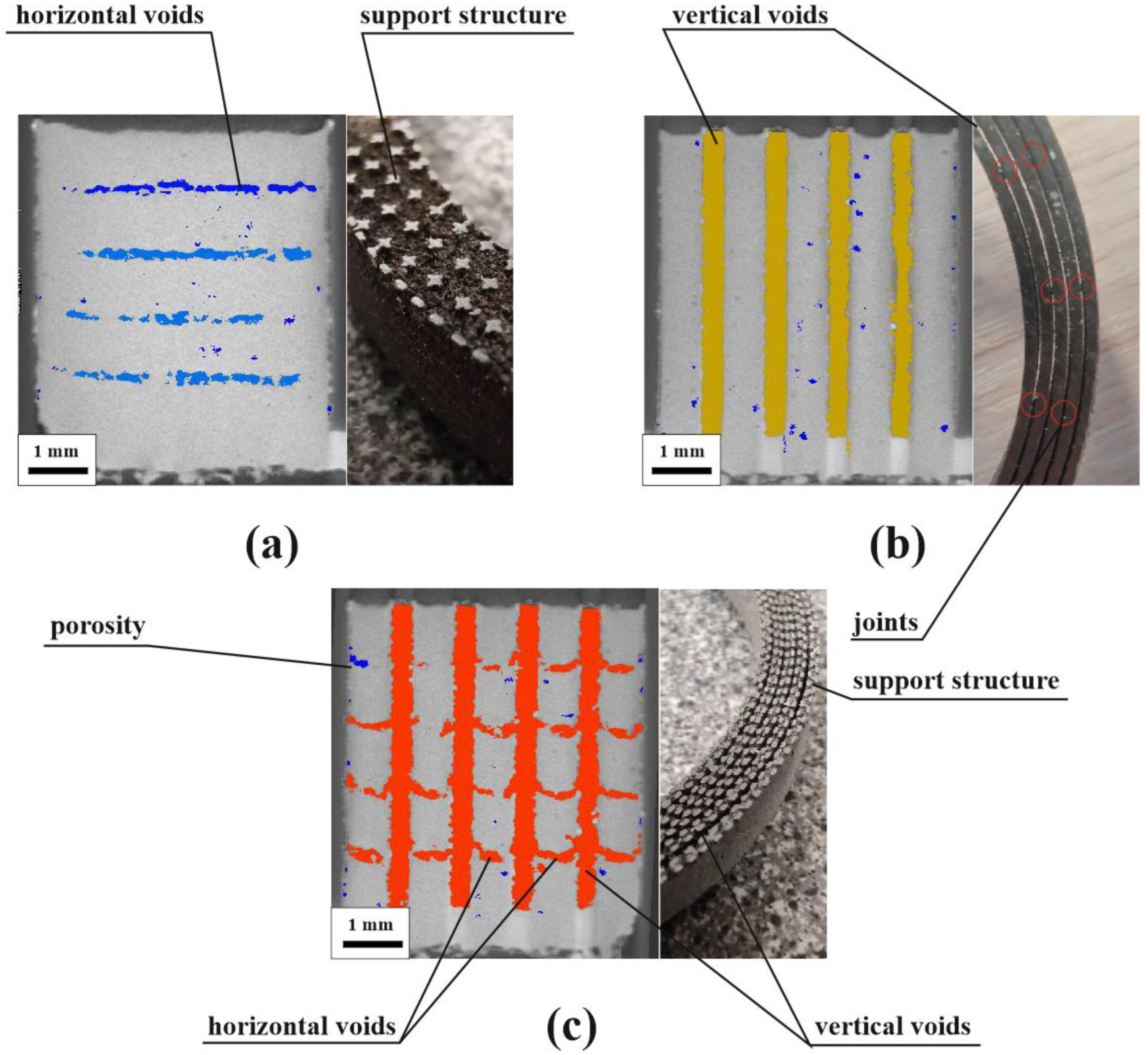
- Shape enhanced printed cores were utilized successfully to limit the eddy current losses within the core to an acceptable level. With a bi-directionally segregated structure (with a fill factor of 72.98%), total iron losses as low as 1.8 W/kg (W10,50) were measured. These losses are vastly superior to SMC cores at 50 Hz (5–6 W/kg)—an industrial standard for constructing magnetic cores with unconventional topologies. At 1 T, the obtained total losses of the optimized core are close to the values for typical electrical steel. For M400-50A steel grade, the losses are required not to exceed 1.7 W/kg in the same conditions.
6. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aguilera, E.; Ramos, J.; Espalin, D.; Cedillos, F.; Muse, D.; Wicker, R.; MacDonald, E. 3D Printing of Electro Mechanical Systems. In International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2013; pp. 950–961. [Google Scholar]
- Garibaldi, M.; Gerada, C.; Ashcroft, I.; Hague, R.; Morvan, H. The Impact of Additive Manufacturing on the Development of Electrical Machines for MEA Applications: A Feasibility Study. In MEA2015 More Electric Aircraft; University of Nottingham: Nottingham, UK, 2015; pp. 2–5. [Google Scholar]
- Garibaldi, M.; Gerada, C.; Hague, R. Laser Additive Manufacturing of Soft Magnetic Cores for Rotating Electrical Machinery: Materials Development and Part Design. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2018. [Google Scholar]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Rassolkin, A.; Vaimann, T. Challenges of Additive Manufacturing of Electrical Machines. In Proceedings of the 2019 IEEE 12th International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives (SDEMPED), Toulouse, France, 27–30 August 2019; Institute of Electrical and Electronics: Manhattan, NY, USA, 2019; pp. 44–48. [Google Scholar] [CrossRef]
- Wrobel, R.; Mecrow, B. A Comprehensive Review of Additive Manufacturing in Construction of Electrical Machines. In Proceedings of the IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Greece, Balkans, 22–23 April 2019; Institute of Electrical and Electronics: Manhattan, NY, USA, 2019; pp. 15–22. [Google Scholar] [CrossRef] [Green Version]
- Wrobel, R.; Mecrow, B.C. A Comprehensive Review of Additive Manufacturing in Construction of Electrical Machines. IEEE Trans. Energy Convers. 2020, 35, 1054–1064. [Google Scholar] [CrossRef] [Green Version]
- Naseer, M.; Kallaste, A.; Asad, B.; Vaimann, T.; Rassõlkin, A. A Review on Additive Manufacturing Possibilities for Electrical Machines. Energies 2021, 14, 1940. [Google Scholar] [CrossRef]
- Ghahfarokhi, P.S.; Podgornovs, A.; Kallaste, A.; Cardoso, A.J.M.; Belahcen, A.; Vaimann, T.; Tiismus, H.; Asad, B. Opportunities and Challenges of Utilizing Additive Manufacturing Approaches in Thermal Management of Electrical Machines. IEEE Access 2021, 9, 36368–36381. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Metal Additive Manufacturing for Electrical Machines: Technology Review and Latest Advancements. Energies 2022, 15, 1076. [Google Scholar] [CrossRef]
- Pham, T.; Kwon, P.; Foster, S. Additive Manufacturing and Topology Optimization of Magnetic Materials for Electrical Machines—A Review. Energies 2021, 14, 283. [Google Scholar] [CrossRef]
- Chaudhary, V.; Mantri, S.A.; Ramanujan, R.V.; Banerjee, R. Additive manufacturing of magnetic materials. Prog. Mater. Sci. 2020, 114, 100688. [Google Scholar] [CrossRef]
- Tiismus, H.; Kallaste, A.; Vaimann, T.; Rassõlkin, A. State of the art of additively manufactured electromagnetic materials for topology optimized electrical machines. Addit. Manuf. 2022, 55, 102778. [Google Scholar] [CrossRef]
- Igarashi, H.; Okazaki, K. Effects of Porosity and Grain Size on the Magnetic Properties of NiZn Ferrite. J. Am. Ceram. Soc. 1977, 60, 51–54. [Google Scholar] [CrossRef]
- Goldman, A. Handbook of Modern Ferromagnetic Materials; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Li, L. Stress Effects on Ferromagnetic Materials: Investigation of Stainless Steel and Nickel. Retrosp. Theses Diss. 2004. [Google Scholar] [CrossRef]
- Krings, A.; Cossale, M.; Tenconi, A.; Soulard, J.; Cavagnino, A.; Boglietti, A. Magnetic Materials Used in Electrical Machines: A Comparison and Selection Guide for Early Machine Design. IEEE Ind. Appl. Mag. 2017, 23, 21–28. [Google Scholar] [CrossRef] [Green Version]
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt%Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Galsin, J.S. Physical Effects of Impurities in Metals. In Impurity Scattering in Metallic Alloys; Springer: Berlin/Heidelberg, Germany, 2002; pp. 93–123. [Google Scholar] [CrossRef]
- Belahcen, A.; Rasilo, P.; Arkkio, A. Segregation of Iron Losses from Rotational Field Measurements and Application to Electrical Machine. IEEE Trans. Magn. 2014, 50, 893–896. [Google Scholar] [CrossRef] [Green Version]
- Hawezy, D. The influence of silicon content on physical properties of non-oriented silicon steel. Mater. Sci. Technol. 2017, 33, 1560–1569. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Novak, T.C.; Beese, A.M. Characterization of the Effects of Internal Pores on Tensile Properties of Additively Manufactured Austenitic Stainless Steel 316L. Exp. Mech. 2018, 59, 793–804. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing full critical review. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Raabe, D. Recovery and Recrystallization: Phenomena, Physics, Models, Simulation. Phys. Metall. 2014, 2014, 2291–2397. [Google Scholar] [CrossRef]
- Alatawneh, N.; Saleem, A.; Rahman, T.; Lowther, D.A.; Chromik, R. Modelling and analysis of the effects of cutting of core laminations in electric machines. IET Electr. Power Appl. 2020, 14, 2355–2361. [Google Scholar] [CrossRef]
- Ding, Y.; Gallaugher, M.; Brodusch, N.; Gauvin, R.; Chromik, R.R. Coating induced residual stress in nonoriented electrical steel laminations. J. Mater. Res. 2014, 29, 1737–1746. [Google Scholar] [CrossRef]
- Cordova, L.; Bor, T.; de Smit, M.; Campos, M.; Tinga, T. Measuring the spreadability of pre-treated and moisturized powders for laser powder bed fusion. Addit. Manuf. 2020, 32, 101082. [Google Scholar] [CrossRef]
- Mussatto, A.; Groarke, R.; O’Neill, A.; Obeidi, M.A.; Delaure, Y.; Brabazon, D. Influences of powder morphology and spreading parameters on the powder bed topography uniformity in powder bed fusion metal additive manufacturing. Addit. Manuf. 2021, 38, 101807. [Google Scholar] [CrossRef]
- Kotadia, H.; Gibbons, G.; Das, A.; Howes, P. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Fu, F.; Mai, S.; Yang, Y.; Liu, Y.; Song, C. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- European Standard EN 60404-6; Magnetic Materials—Part 6: Methods of Measurement of the Magnetic Properties of Magnetically Soft Metallic and Powder Materials at Frequencies in the Range 20 Hz to 100 kHz by the Use of Ring Specimens. European Comitee for Electrotechnical Standardization: Brussels, Belgium, 2004.
- European Standard EN 60404-4; Magnetic Materials—Part 4: Methods of Measurement of d.c. Magnetic Properties of Iron and Steel. European Comitee for Electrotechnical Standardization: Brussels, Belgium, 2002.
- American Society for Testing and Materials. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2010; Volume I, pp. 1–27. [Google Scholar] [CrossRef]
- DC Magnetization Curves of Soft Magnetic Materials: Finite Element Method Magnetics. Available online: https://www.femm.info/wiki/SoftMagneticMaterials (accessed on 28 March 2022).
- Hoganas. Material Data_Somaloy. Available online: www.hoganas.com/electromagnetic (accessed on 9 June 2020).
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Vaimann, T.; Rassõlkin, A.; Lukichev, D. Hysteresis Measurements and Numerical Losses Segregation of Additively Manufactured Silicon Steel for 3D Printing Electrical Machines. Appl. Sci. 2020, 10, 6515. [Google Scholar] [CrossRef]
- Sonboli, A.; Toroghinejad, M.R.; Edris, H.; Szpunar, J.A. Effect of deformation route and intermediate annealing on magnetic anisotropy and magnetic properties of a 1 wt% Si non-oriented electrical steel. J. Magn. Magn. Mater. 2015, 385, 331–338. [Google Scholar] [CrossRef]
- Garibaldi, M.; Ashcroft, I.; Simonelli, M.; Hague, R. Metallurgy of high-silicon steel parts produced using Selective Laser Melting. Acta Mater. 2016, 110, 207–216. [Google Scholar] [CrossRef]
- Da Cunha, M.A.; Paolinelli, S.C. Effect of the Annealing Temperature on the Structure and Magnetic Properties of 2% Si Steel. Mater. Res. 2002, 5, 373–378. [Google Scholar] [CrossRef]
- Plotkowski, A.; Pries, J.; List, F.; Nandwana, P.; Stump, B.; Carver, K.; Dehoff, R. Influence of scan pattern and geometry on the microstructure and soft-magnetic performance of additively manufactured Fe-Si. Addit. Manuf. 2019, 29, 100781. [Google Scholar] [CrossRef]
- Stornelli, G.; Faba, A.; Di Schino, A.; Folgarait, P.; Ridolfi, M.; Cardelli, E.; Montanari, R. Properties of Additively Manufactured Electric Steel Powder Cores with Increased Si Content. Materials 2021, 14, 1489. [Google Scholar] [CrossRef]
- Koo, B.; Jang, M.-S.; Nam, Y.G.; Yang, S.; Yu, J.; Park, Y.H.; Jeong, J.W. Structurally-layered soft magnetic Fe-Si components with surface insulation prepared by shell-shaping selective laser melting. Appl. Surf. Sci. 2021, 553, 149510. [Google Scholar] [CrossRef]
- Goll, D.; Schuller, D.; Martinek, G.; Kunert, T.; Schurr, J.; Sinz, C.; Schubert, T.; Bernthaler, T.; Riegel, H.; Schneider, G. Additive manufacturing of soft magnetic materials and components. Addit. Manuf. 2019, 27, 428–439. [Google Scholar] [CrossRef]
- Super Core TM Electrical Steel Sheets for High-Frequency Application. Available online: https://www.jfe-steel.co.jp/en/products/electrical/catalog/f1e-002.pdf (accessed on 13 May 2021).
- Zhang, M.; Kong, F.; Wang, A.; Chang, C.; Shen, B. Soft magnetic properties of bulk FeCoMoPCBSi glassy core prepared by copper mold casting. J. Appl. Phys. 2012, 111, 07A312. [Google Scholar] [CrossRef]
- Shiozaki, M.; Kurosaki, Y. The effects of grain size on the magnetic properties of nonoriented electrical steel sheets. J. Mater. Eng. 1989, 11, 37–43. [Google Scholar] [CrossRef]
- Honma, K.; Nozawa, T.; Kobayashi, H.; Shimoyama, Y.; Tachino, I.; Miyoshi, K. Development of non-oriented and grain-oriented silicon steel. IEEE Trans. Magn. 1985, 21, 1903–1908. [Google Scholar] [CrossRef]
- EVS-EN 10106:2015—Cold Rolled Non-Oriented Electrical Steel Strip and Sheet Delivered in the fully Processed State. Available online: https://www.evs.ee/et/evs-en-10106-2015 (accessed on 25 April 2022).
- Data Sheet of Isovac 400-50A. Available online: https://www.voestalpine.com/stahl/content/download/4542/file/DB_isovac_400-50A_E_280715.pdf?inLanguage=eng-GB (accessed on 14 March 2021).
- Data Sheet of Isovac 1000-65A. Available online: https://www.voestalpine.com/stahl/content/download/4554/file/DB_isovac_1000-65A_E_280715.pdf?inLanguage=eng-GB (accessed on 14 March 2021).
- Non Grain Oriented Electrical Steel, Powdercore. Available online: https://www.thyssenkrupp-steel.com/media/content_1/publikationen/lieferprogramme/thyssenkrupp_product-range_no-electrical-steel_powercore_steel_en.pdf (accessed on 16 March 2021).
- Bozorth, R.M. Ferromagnetism; Wiley-IEEE Press: Hoboken, NJ, USA, 1993. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Si | Mn | Cr | Ni | C |
|---|---|---|---|---|---|---|
| Wt% | Balance | 3.7 | 0.2 | 0.16 | 0.020 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiismus, H.; Kallaste, A.; Vaimann, T.; Lind, L.; Virro, I.; Rassõlkin, A.; Dedova, T. Laser Additively Manufactured Magnetic Core Design and Process for Electrical Machine Applications. Energies 2022, 15, 3665. https://doi.org/10.3390/en15103665
Tiismus H, Kallaste A, Vaimann T, Lind L, Virro I, Rassõlkin A, Dedova T. Laser Additively Manufactured Magnetic Core Design and Process for Electrical Machine Applications. Energies. 2022; 15(10):3665. https://doi.org/10.3390/en15103665
Chicago/Turabian StyleTiismus, Hans, Ants Kallaste, Toomas Vaimann, Liina Lind, Indrek Virro, Anton Rassõlkin, and Tatjana Dedova. 2022. "Laser Additively Manufactured Magnetic Core Design and Process for Electrical Machine Applications" Energies 15, no. 10: 3665. https://doi.org/10.3390/en15103665
APA StyleTiismus, H., Kallaste, A., Vaimann, T., Lind, L., Virro, I., Rassõlkin, A., & Dedova, T. (2022). Laser Additively Manufactured Magnetic Core Design and Process for Electrical Machine Applications. Energies, 15(10), 3665. https://doi.org/10.3390/en15103665