Abstract
The developed production of heat (steam) by Farmutil Company enables use of renewable energy from biofuel meat-bone meal which is incinerated in rotary kilns utilising vapours and odours from its production, instead of natural gas, to ensure Farmutil’s own needs for heat. The transformation of existing district heating in Piła city (currently using coal) into a fourth generation district heating system was proposed, predicting the use of heat (hot water) after combustion of biofuel meat-bone meal as district heating in the city of Piła. The maximum possible surplus amount of heat that can be produced at Farmutil exceeds the needs for the district heating demands of the city of Piła (860,200 GJ/y) by 53.2% at a meat-bone meal burning scale of 150,000 t/y. The use of 52,000 t/y of meat-bone meal for district heating production also results in an increase in incomes through the sale of hydroxyapatite ash from its combustion, amounting 1.638 million EUR/y. The closure of the coal-fired heating plant eliminates the consumption of 44,000 t/y of coal and the need to pay CO2 emission permits amount to over 5.588 million EUR/y.
1. Introduction
District heating systems (DHSs) are used for transferring heat produced in a centralised plant through a network of insulated pipelines for heating of buildings, service, and industrial facilities. The heat is mainly produced in cogeneration units, incinerated fossil, or renewable fuels. Geothermal heating, heat pumps, and solar heating are also used [1].
Poland has one of the biggest DHS in the European Union (EU) by installed capacity, that services 53% of the population. A total of 396 companies dealing in both heat production and distribution are active on the Polish heat market. In 2019 these had 21,701 km of networks and generated 400,300 TJ of heat. The structure of the fuel inputs in the DHS has practically not changed during past ten years. Coal fuels dominate, the share of which in 2019 was 71% of the fuels used as heat sources and since 2002 has decreased by 10.7%; but the share of gaseous fuels increased by 5.8% and that of renewable energy sources by 6.6%. Biomass and organic waste contribute only 6.5% of the fuels used. There has been a significant decrease in the level of emissions to the atmosphere, mainly dust, SOx, and NOx. Indeed, CO2 emission levels have decreased by ~20% since 2002. The energy regulatory office (ERO) is a central body of state control responsible for regulations in the energy sector and the development of competition. The average price of heat in 2019 was 12.1 EUR/GJ [2,3].
There are four generations of used DHSs powered by different types of energy. The characteristic features of each generation indicate their development status. First generation DHSs were steam-based systems fuelled by coal and operated until the 1930s; these are technologically outdated due to applied concrete channels, operations at high temperatures, and relatively poor efficiencies. Second generation DHSs were used before the 1970s. These systems combusted coal or oil, and typically provide temperatures more than 100 °C using aqueous pipelines in concrete channels. Typical DHSs of this generation were built after the second world war in many countries [4]. In the 1970s, the third generation systems were subsequently implemented in most of the heating systems all over the world. These use prefabricated, pre-insulated pipelines, which are directly located into the ground operating at lower temperatures, typically below 100 °C, using heat from combustion coal, biomass, and especially oil. The fourth generation of DHSs were developed to prevent climate change and increase participation of different renewable energy sources in use by DHSs and ensure the transformation of existing DHSs in new sustainable energy structures. These allow for the supply of low-temperature district heat and usable hot water, and deliver heat into networks with minimized heat losses whilst integrating renewable heat sources [4,5]. In Europe there is characteristic growing interest in achieving the benefits of DHS development and using as heat sources waste and biomass, geothermal, and other sustainable energy sources which results in lower specific carbon dioxide emissions [6,7].
Regional authorities have a very significant impact on the sustainable energy of renewable energy sources. Innovative projects must essentially be based on predicted plans and acquired knowledge, and the main decision makers balance environmental and business arguments to approve proposed solutions. Sustainable innovations can be in some cases realised using funds coming from outside the local government area [8]. Innovative heat systems projects can be developed in accordance with the proper local situations, through a mixture of authority support, properly developed legal provisions, new economic systems enabling financial support of planned investments, and by engaging existing actors in the implementation of the developed DHS. Increasing market participation in the regional heat market needs major activities in all aspects of heat management [9].
Local climate activity goals are prevention of climate change. A model of the heating system of Helsingborg found the most advantageous mixture of district and individual heating, and their production costs estimated that in 2030 it will possible to decrease the heat demand by 20–39% through implementation of heating savings, and to develop 33–41% of DHSs, and decrease CO2 emissions connected with heat production over 95% compared with the present [10].
Smart energy systems (SESs), using consolidated heating sectors, have major benefits over single-sector systems for the implementation of renewable energy models. However, cross-sector consolidation is at an initial phase in fields stimulated by the occurring high participation of variable renewable energy (VRE). Local cross-sector consolidation may provide advantages for the local acceptance and attractiveness of development for single-sector energy firms to conversion to SES [11].
The European policy stands out though a high involvement in the basic goals of district heating development, providing lower carbon dioxide emissions, and a major perception of the district heating and cooling advantages; but many actions should be further taken for the identification, estimation, and development of these future possibilities to obtain global benefits with district heating and cooling [12].
Heat supply consumption is responsible for a big proportion of total energy demand and accounts for most of the total energy demand in the housing and business areas in countries with cold winters. Heating delivery systems are also highly inefficient as high-quality fuel from a thermodynamic perspective, i.e., fossil fuels, are used to supply low-quality heat to residential sectors, leading to considerable depreciation of the energy flow. This thesis addresses the sustainability issues of the dominant paradigm of heating supply models and proposes DHS in the conditions of sustainable development [13].
Lund et al. [14] defined different scopes of activities assuming transformation of the Danish system to 100% renewable energy sources (RESs) in the year 2060, including a decrease in residential heating consumption by 75%. This conclusion holds for existing systems that rely heavily on fossil fuels, and for developed future systems using 100% renewable energy.
Among the interesting biofuels used for district heating, meat-bone meal (MBM) is obtained by utilisation meat waste or unused meat semi-finished products from cattle, swine, and poultry. In some cases, deadstock (animals that died), represent more than 10% of total meat waste [15]. A total of 4.5 Mt/y of meat-bone meal, used generally as biofuel, is produced in EU countries [16]. The incineration of waste from the meat industry in large rotary kilns was first described in [17]. The optimisation of the co-incineration of MBM and sewage sludge was analysed by [18]. MBM transformation during its combustion was analysed by Conesa et al. [19]. Properties of industrial and laboratory MBM ashes containing hydroxyapatite and possibilities of their applications were described in [20]. The work by Hu et al. [21] discussed the ferroelectric characteristic of hydroxyapatite which can be useful for biological/biomedical usages.
The aim of studies was to analyse the sustainable development of meat-bone meal biofuel incineration in terms of the use of produced heat instead of natural gas in MBM and meat production, and to determine the potential use of renewable energy from the incineration of MBM to transform existing district heating in Piła city (coal for district heating production) into future sustainable energy systems. This would supply low-temperature district heating to the city Piła through a new proposed heating network from an industrial unit burning MBM.
2. Materials and Methods
Farmutil is one of the biggest and most outstanding agri-food consortia functioning on the Polish market [22]. Farmutil HS Ltd. Śmiłowo is the biggest consortium company mainly dealing with processing animal waste and by-product (ABP) to obtain MBM in two industrial utilisation units; Pilutil, (processing ABP categories 2 and 3) and Ekoutil (for processing ABP category 1). ABP and ABP utilisation units are divided into three categories, due to environmental risks they pose. Category 1 ABPs are classified as high risk [23].
MBM units using very innovative technologies and machinery can be treated among the most modern in the EU [22]. Their capacity allows for processing more than 60% of Polish animal waste. The OXIDOR system has been used by Farmutil since 2006 for combusting all the hazardous gases from individual process stages and air from production halls containing odour and vapours with natural gas (total amount—200 million m3/y). The used thermal methods are very effective, but costly, and therefore are not used very often [22,24]. Its implementation has improved relationships with the local community.
Farmutil’s development strategy promotes incineration of biofuel meat-bone meal using the best available technology and use of generated technological heat recovered from MBM biofuel as an energy source for obtaining MBM and district heating (in-site and off-site heat recycling). In 2019, Farmutil started a new MBM biofuel burning unit assuming incineration of 30,000 t/y MBM, and obtaining 460,000 GJ heat per year and 7500 t/y of hydroxyapatite ash. Steam production based on MBM incineration allowed for decommissioning an old Farmutil coal-fired heating plant and an end to using 25,000 t per year of coal [22,25,26].
In terms of building a new DHS based on MBM biofuel, the possibility of developing such DHSs to ensure municipal heat for the city of Piła, which currently uses coal to produce municipal heat, was analysed. Indeed, Farmutil HS Śmiłowo, which produces MBM, is located at distance 15 km from Piła.
Piła city is located in the north-western part of Poland and has a population of 72,500 inhabitants. It has three coal-fired heating plants consuming 38,000 t/y of coal and one oil/gas heating plant. The thermal efficiency of the boilers is 80–83%. The boiler house dedusting units have only cyclones and multi-cyclones (dust removal efficiency of 60–80%).
The new proposed fourth generation DHS predicts the use of heat (hot water) from the incineration of MBM biofuel produced by the Farmutil company in Śmiłowo as district heat in the city of Piła. A 15 km long heat transport network can use prefabricated, pre-insulated pipelines, which are directly located in the ground and operate with temperatures, usually in the range 60–120 °C, depending on the air temperature. This can deliver low-temperature district heat and domestic hot water, and transportation heat in networks with low network losses whilst integrating renewable heat sources [5].
The locations of Piła and Śmiłowo are presented in Figure 1.

Figure 1.
Location of the district heating system (DHS) using meat-bone meal (MBM) biofuel. Maps of Poland and the Greater Poland Voivodeship.
Heat transport (in this case of hot water) over a distance of several kilometres or more is known and used in many Polish cities. For example, the Międzyleski DHS (located near Warsaw) has a heating network with a length of 15.4 km [27]. The heating network parameters are water pressure of: hot supplied water, 0.8–1.4 MPa; and hot returned water, 0.2–0.3 Mpa. Heat is produced from coal, and heat losses due to network transfer are estimated to be 8%. The district heating network water temperatures are shown in Table 1.

Table 1.
Air temperature dependence of district heating network water temperatures.
MBM Incineration at Farmutil Śmiłowo
Calcining of MBM in a rotary kiln (Figure 2) includes complete incineration of the organic part of the MBM in a two-stage process performed with at least 20% excess air compared with the stoichiometric amount necessary for the complete oxidation of the organic materials. In a rotary kiln, thermal operations and reactions take place, including drying and degassing, combustion of carbonised organic matter, and calcining of calcium phosphates. MBM is dosed with screw conveyors [1,2] into a co-current rotary kiln [7]. The heat of combustion of MBM is estimated to be 18.5 MJ/kg. The ash is collected from the rotary kiln, dust [8], and afterburning [9] chambers and transported by screw conveyors to the storage [15]. The exhaust gas from the rotary kiln is additionally burned (at >900 °C) in the afterburning chamber [9] to eliminate odours and volatile organic compounds. The heat of the exhaust gases is used to produce process steam in the boiler [19]. Flue gas after the steam boiler is de-dusted in a bag filter [20] and then directed to the air throughout the chimney [22]. MBM requires calcining at temperatures up to 950 °C.
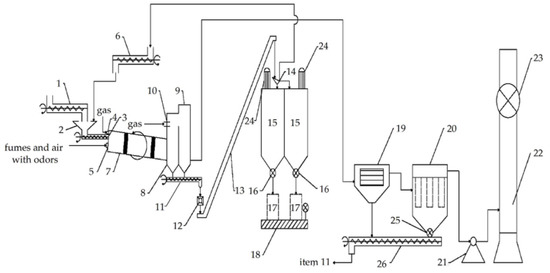
Figure 2.
Flowsheet of the installation for MBM burning: 1, 3, 6, 11, 26: screw feeders; 2: MBM dosing tank; 4, 10: gas burners; 5: air inlet; 7: rotary kiln; 8: dust chamber; 9: afterburning chamber; 12: hammer mill; 13: bucket feeder; 14: vibrating screen; 15: product tanks; 16, 25: cell feeders; 17: big-bags; 18: weight; 19: steam boiler; 20: bag filter; 21: exhaust fan; 22: chimney; 23: exhaust gas analysis system; 24: breathing filters.
The technological diagram of the installation for burning MBM are presented in Figure 2.
The combustion heat of MBM is 18.5 MJ/kg. Meat-bone meal calcination is realised at temperatures below 950 °C. Combustion of 1000 kg MBM produced 250 kg of ash consisting of relatively clean well-formed crystals of hydroxyapatite Ca5(PO4)3OH. X-ray tests also showed trace content in ash of Ca3(PO4)2, CaCO3, SiO2, and Fe2O3. The composition of MBM combustion ashes is shown in Table 2.
Table 2.
Compositions of MBM and MBMA ash including trace elements (%) and heavy metals (mg/kg).
The analysis results show that MBM ashes have very high quality [22]. These have very high P2O5 contents and simultaneously contain very low iron, heavy metals, and fluorine concentrations. Thus, phosphoric acid and phosphoric fertilisers can be produced more readily from meat-bone meal ash (MBMA), especially without the use of the complicated defluorination process used in industrial practices. Cadmium is also present in trace amounts.
The MBM incineration project developed by Farmutil predicts a burning of 100,000 t/y MBM and obtaining 25,000 t/y of hydroxyapatite ash [28], which can have a significant ecological effect due to the replacement of 25,000 t/y of phosphate ore used in the production of phosphorus fertilizers with hydroxyapatite ash. Finally, this quantity may be rising to 50,000 t if the quantity of incinerated MBM can achieve the capacity of 200,000 t/y.
3. Results and Discussion
3.1. Development of MBM Incineration at Farmutil Śmiłowo
Farmutil incinerates 30,000 t/y of MBM using one rotary kiln. The new proposed 20 m long rotary kiln with an area of ~135 m2 can burn about 6 t/h of MBM. Such a kiln can work with a variable capacity of burning 2–6 t/h of MBM (17–52,000 t/y) depending on the needs. Three kilns can burn a maximum of up to 18 t/h (156,000 t/y MBM). The theoretical amount of heat (steam) generated (at a combustion heat of 18.5 GJ/t MBM; incineration efficiency 90%) can be about 100 GJ/h (875,000 GJ/y) per kiln and 300 GJ/h (2,625,000 GJ/y) for three kilns.
Based on the analysis of steam management by Farmutil HS, the following alternatives for increasing MBM burning are proposed:
- (a)
- Elimination of burning procedures with the natural gas of odours and vapours from MBM production in thermo-oxidisers and prediction of their combustion in new rotary kilns installed upstream of thermos-oxidisers. Three rotary kilns with lengths of 20 m would be installed in the production halls of MBM: one rotary kiln in the Ekoutil unit and two rotary kilns in the Pilutil unit;
- (b)
- Using rotary kilns for MBM incineration would also allow the burning of gases containing odours and vapours through the use of these gases instead of the air typically used for MBM incineration. The vapours and exhaust gases from MBM production can be fully useful for the combustion of MBM in rotary kilns. The current amount of such gases directed to Pilutil thermo-oxidisers is about 41,000 kg/h (~25,000 m3/h). The amount of air used for combustion in a single 20 m long rotary kiln is approximately 38,000 kg/h (~23,000 m3/h).
- (c)
- Installing rotary kilns before thermo-oxidisers would allow the use of thermo-oxidisers to produce steam (they can work as steam boilers using heat from rotary kilns). This would significantly reduce the investment costs, as there is no need to purchase new steam boilers utilising MBM combustion heat.
Category 1 MBM should be totally incinerated first. The chances of selling category 1 MBM are low. Hence, the entire amount of category 1 MBM production from the Farmutil’s Ekoutil unit (currently about 20,000–30,000 t/y) should be burned in the rotary kiln. Proposals include the delivery of a classic rotary kiln; 20 m long with a 2 m diameter with chamotte lining. Such a kiln set up in Ekoutil, would burn, depending on the needs, 2–6 t/h (17,500–52,500 t/y) of category 1 MBM at temperatures of up to 900 °C. The obtained calcination ash amounting to 0.5–1.5 t/h (4000–12,000 t/y) would be sold in its entirety.
In this case, the air from MBM production, previously burnt in thermo-oxidisers, is also fully useful for MBM combustion in rotary kilns. The current amount of gases containing vapour and odours directed to Ekoutil thermo-oxidisers is approximately 20,000 kg/h (~12,000 m3/h). The amount of air used for combustion in a single 20 m long rotary kiln is approximately 23,000 m3/h, but it varies with the different size charges dosed into the rotary kiln. A schematic diagram of MBM incineration for the production of heat (steam) and hydroxyapatite ash, and also the production and transport of district heating water is shown in Figure 3.
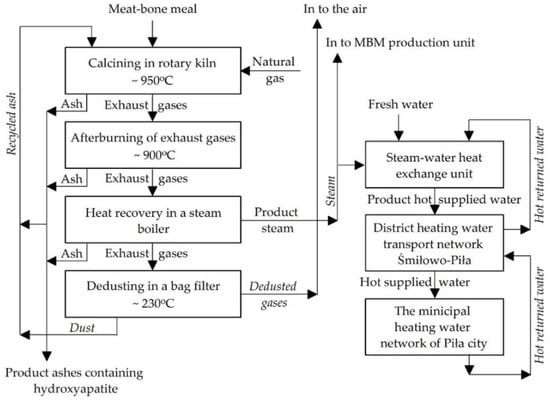
Figure 3.
Flowsheet of MBM combustion, production, and transport of district heating water.
A co-current rotary kiln is used to dose MBM. The calcination product is subsequently collected from the dust chambers and transported into storage tanks. Part of it is also returned to the rotary kiln (in-process recycling). Fumes from the rotary kiln are burned out at afterburning chamber. The flue gas heat is used to produce process steam in the steam boiler. The exhaust gases from the steam boiler is dedusted in a bag filter and then directed through the chimney to the atmosphere. The generated steam is used in the MBM production process and in other Farmutil production installations (on-site recycling).
The second part of the steam is used to heat municipal hot water in steam/water exchangers unit. The supplied hot water is next transported via a district heating line to a receiver enabling further hot water supply to the municipal heating network of the city of Piła. After the heat is used, the returned hot water is transported back into network and then into steam/water heat exchanger unit for reheating and reuse. Food-quality technological water from intakes [22] is used to supply the heat exchanger with water. The use of high-quality water reduces the operating costs of hot water installations and district heating networks.
The balances of the amount of steam used for the production of MBM, meat plants, and other production units of Farmutil HS are presented below. The maximum meat waste processing capacity at Farmutil exceeds 700,000 t/y (2000 t/d). Practically 50–60% of the maximum production capacity is used.
Table 3 presents the amount of steam consumed for MBM production at different provided capacities and for other Farmutil purposes. The steam demands for meat plants and other Farmutil units are estimated to be 11.29 GJ/h on average. The steam consumption for the MBM production is 6.55 GJ/t MBM.
Table 3.
Steam consumption and production by Farmutil at different MBM capacities (assumed 8760 h work per year).
The data in Table 3 show that, regardless of the predicted production capacity, the amount of heat generated as a result of MBM combustion is in any case is at least two times greater than the amount of heat needed for Farmutil HS production units (including the MBM installation). Hence, the concept of using heat from MBM combustion for municipal purposes and building DHS predicting the use of heat (hot water) from incineration MBM biofuel produced by the Farmutil company in Śmiłowo as district heat in the city of Piła is fully real. A comparison of the surplus of steam production over its consumption by Farmutil and the district heat consumption of the city Piła is presented in Table 4.
Table 4.
Analysis of the surplus of steam production from MBM incineration relative to the Farmutil HS demand and assumed production in terms of its consumption for DHS in Piła city.
The possible surplus amount of heat that can be produced at Farmutil exceeds the district heating demands of the city of Piła by 17.5% (at the MBM production scale 100,000 t/y), by 53.2% (at the MBM production scale 150,000 t/y), and 135% (at the MBM production scale 200,000 t/y).
The balance of the surplus of steam production fully covers the annual needs of the city of Piła for municipal heat. However, it should be noted that the DHS demand depends on the seasons of the year.
In terms of delivering municipal heating, Farmutil has particularly favourable conditions because:
- It has the ability to store MBM for up to six months and to burn more of it in the winter, with a greater load on rotary furnaces;
- Farmutil’s gas boilers have a capacity a capacity of 30 t/h of steam known as the so-called cold reserve of heat production;
- The combustion of MBM in new rotary kilns increases the incineration process efficiency by up to 90%;
- The technology of the combustion process in rotary kilns allows for their extremely flexible operation, with a charge load from 20 to 100% of the maximum load. Hence, it is a system that enables multi-variant steam production.
Further calculations were made to determine the maximum district heating demand in the city of Piła (see Table 5) estimated around 860,200 GJ/y. This amount of heat can be produced from burning 44,000 t/y coal or 52,000 t/y MBM, respectively.
Table 5.
Comparison of the emission levels from units produced heat for Piła City and Farmutil.
Table 5 compares the amounts of Piła and Farmutil Company produced and the related emissions of pollutants into the air. The emissions were calculated for burning 44,000 t/y coal and 52,000 t/y MBM allowing for the production of 860,200 GJ/y of district heating. The amounts of ashes generated by coal and MBM combustion were also compared.
3.2. Environmental Assessment—Comparison of the District Heating Production Using Coal and MBM Fuels Using Process Analysis in Terms of Cumulated Calculation
Impact on the natural environment by the analysed production methods were compared using the environmental analysis of processes in terms of the cumulative account [29,30]. This method assesses the environmental impact of dust and gas emissions and discharge of liquid and solid waste from a given production process. This methodology (using material balance of the process) calculates consequences of dust and gas emissions into atmosphere and “discharge” of waste. In the case of heat production by burning coal or MBM, we deal with the emissions of dust and gases, and ash discharge, but these technologies are liquid waste-free. The evaluation methodology introduces the following values [29,30]:
- -
- The cumulated hazard ZS, a sum of emissions into air ZSE or waste discharge ZSS of the same types of substances in the consecutive process phase (f = 1 … n):
- -
- The cumulated hazard index WS, quotient of the cumulated hazard ZS and product quantity P:
- -
- The cumulated hazard index considering the toxicity coefficient K:
- -
- The sum of WSk indicators for all process phases determines the cumulated total hazard coefficient GWS (regarding gaseous, liquid, and solid waste):
- -
- The relative coefficient of decrease in the environmental hazard WZZ, quotient (expressed in percentage) of the difference in total GWS coefficients for the existing GWSP and new proposed processes GWSN, and the existing process GWSP:
The toxicity coefficient K is a numerical determinant of toxicity characterising a given substance defined as follows:
- (a)
- For dust and gas emissions, K is the quotient of the fees for the emission of 1 t of a given material and 1 t of SO2 into air, multiplied by the exchange rate of USD to PLN;
- (b)
- For discharging solid waste, K is the quotient of the fees for the discharge of 1 t of a given material and the lowest fee for the discharge of IV category waste, multiplied by the exchange rate of USD and to PLN;
- (c)
- For discharging liquid waste, K is the quotient of the fee for the discharge of 1 t of a given material and 1 t sulphate multiplied by the exchange rate of USD to PLN.
The comparative evaluation of GWS indicators for district heating production from coal and MBM is shown in Table 6.
Table 6.
Comparative evaluation of cumulated hazard coefficients (GWS) for district heating production from coal and meat-bone meal (MBM) incineration (amount of heat produced = 860.2 TJ/y).
The total GWS for the existing district heating production from coal incineration GWSP is 269.9845 but for district heating production from MBM combustion GWSN is lower (243.3575).
The relative coefficient of decrease in the environmental hazard (WZZ) was calculated as a % quotient of the difference in total GWS coefficients for the existing district heating production from coal incineration GWSP and the new proposed district heating production from MBM combustion GWSN, and the existing process GWSP [29,30]:
The obtained relative coefficient of decrease in the environmental hazard was WZZ = (269.9845 − 243.3575)/269.9845 × 100 = 9.9%.
The new proposed method of district heating production from MBM combustion therefore offers an opportunity for very high progress in reducing the environmental impact of district heating production.
The new solutions are also advantageous because this progress was achieved mainly due to the application of new and sustainable technological, design, and apparatus solutions, i.e., the basic essential elements of the activities proposed in the methodology of cleaner production (CP) and the circular economy (CE).
Activities based on CP and the key processes of the CE allow for developing of new products or technologies, with decreased investments costs, and with cross-value chain cooperation [31]. The importance of recycling complements classic recycling, which typically applies circulating substrates as raw materials, in cases where an important part of a product’s economic value was decreased [32]. Based on CE proposals, incineration for energy recovery may be an advantageous solution. A product’s value chain and lifecycle has the maximum possible value and quality when used for as long as possible, thus increasing energy efficiency. Higher energy performance and efficiency at the company level increases economic value of the energy generated. This includes the use of renewable energy and especially biofuels as secondary raw materials for further production; the optimisation of resource yields, by circulation, the highest utility materials at all times in biological cycles [33].
The analysed case is an example of CE eco-innovation activities developed to implement resources, energy performance, and socio-economic outcomes. Higher energy efficiency results from reduced energy consumption and costs. This includes biomaterials recovery and optimisation of resource yields.
The presented DHS using MBM biofuel is a CE model that will be implemented by Farmutil at a microscale at the local level. It contains selected CE options regarding waste management and energy recovery; however, most are dedicated to modifying materials and energy flows by value chain to achieve Farmutil’s aim of managing waste and energy in a more sustainable way.
The qualitative assessment of DHS based on MBM biofuel in terms of CP and CE activities and obtained economic, environmental, and social benefits is shown in Table 7.
Table 7.
Qualitative assessment of developed district heat production systems using MBM biofuel regarding the circular economy (CE) and cleaner production (CP) options.
The use of 52,000 t/y of MBM for district heating production would also benefit the economy through the sale of 13,000 t/y of hydroxyapatite ash from MBM combustion. Indeed, a developed capacity of 13,000 t per year of hydroxyapatite ashes amounts to 1.638 million EUR/y, using the price 126 EUR/t, equivalent to the current price of phosphorite on the Polish market [18].
District heating systems based on MBM combustion heat can allow the closure of a former coal-fired heating plant and eliminate consumptions of over 44,000 t/y of coal and the fees for the purchase of CO2 emission permits from burning 44,000 t coal are EUR 5.588 million per 93,720 t/y CO2 (6.5 EUR/GJ) [34].
4. Conclusions
This study investigated the developed production of renewable energy from incineration of biofuel, meat-bone meal (MBM), by Farmutil Company in Śmiłowo. The results revealed the heat (steam) obtained from incineration 150,000 t/y MBM resulted 2,497,000 GJ, which covers all Farmutil’s own needs for heat, amounting 1,180,000 GJ/y.
The surplus amount of produced heat was analysed in terms of its use as municipal heat for heating the city of Piła, whose annual needs were estimated to be 860,200 GJ/y.
Transforming the existing district heating in Piła city (currently using 44,000 t/y coal) into a new fourth generation DHS using heat (hot water) from the incineration of MBM biofuel produced by Farmutil was proposed. This eliminates the consumption of over 44,000 t/y of coal and the need to pay CO2 emission permits amounting to over 60 EUR/t (EUR 5.588 million per 93.720 t/y CO2).
The analysis of the environmental effect of the new proposed DHS made with the environmental analysis of processes in terms of the cumulative account showed a potential decrease of 9.9% of the environmental hazard relative to the existing DHS.
Author Contributions
Conceptualization, Z.K.; methodology, Z.K.; software, Z.K.; validation, Z.K. and A.M.; formal analysis, Z.K. and A.M.; investigation, Z.K.; resources, Z.K.; data curation, Z.K.; writing primary paper, Z.K. and A.M.; review and redaction, Z.K. and A.M.; management, Z.K.; project administration, A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available upon request from the authors.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| MBM | meat-bone meal |
| MBMA | meat-bone meal ash |
| DHS | district heating system |
| RES | renewable energy sources |
| ABP | animal waste and by-product |
| CE | circular economy |
| CP | cleaner production |
| SESs | smart energy systems |
| VRE | variable renewable energy |
| GWS | cumulated hazard coefficients |
References
- Carbon Emissions of Different Fuels—Forest Research. Available online: www.forestresearch.gov.uk/tools-and-resources/fthr/biomass-energy-resources/reference-biomass/facts-figures/carbon-emissions-of-different-fuels/ (accessed on 2 February 2022).
- Geletukha, G.; Zheliezna, T.; Bashtovyi, A. Analysis of Tariff Setting in the District Heating Sector of EU Countries. UABio Position Paper N 14. 2016. Available online: https://uabio.org/wp-content/uploads/2016/02/position-paper-uabio-14-en.pdf (accessed on 15 January 2022).
- Energy Regulatory Office. Characteristics of the Heat Market—2019. (In Polish). Available online: https://www.ure.gov.pl/pl/cieplo/charakterystyka-rynku/9084,2019.html (accessed on 23 January 2022).
- Lund, H.; Werner, S.; Wiltshire, R.; Svendsen, S.; Thorsen, J.E.; Hvelplund, F.; Mathiesen, B.V. 4th Generation District Heating (4GDH): Integrating smart thermal grids into future sustainable energy systems. Energy 2014, 68, 1–11. [Google Scholar] [CrossRef]
- Mazhar, A.R.; Liu, S.; Shukla, A. A state of art review on the district heating systems. Renew. Sustain. Energy Rev. 2018, 96, 420–439. [Google Scholar] [CrossRef]
- Yang, X.; Li, H.; Svendsen, S. Energy, economy and exergy evaluations of the solutions for supplying domestic hot water from low-temperature district heating in Denmark. Energy Convers. Manag. 2016, 122, 142–152. [Google Scholar] [CrossRef] [Green Version]
- Werner, S. International review of district heating and cooling. Energy 2017, 137, 617–631. [Google Scholar] [CrossRef]
- Sperling, K.; Arler, F. Local government innovation in the energy sector: A study of key actors’ strategies and arguments. Renew. Sustain. Energy Rev. 2020, 126, 109837. [Google Scholar] [CrossRef]
- Bertelsen, N.; Paardekooper, S.; Mathiesen, B.V. Implementing large-scale heating infrastructures: Experiences from successful planning of district heating and natural gas grids in Denmark, the United Kingdom, and the Netherlands. Energy Effic. 2021, 14, 64. [Google Scholar] [CrossRef]
- Ben Amer-Allam, S.; Münster, M.; Petrovic, S. Scenarios for sustainable heat supply and heat savings in municipalities—The case of Helsingør, Denmark. Energy 2017, 137, 1252–1263. [Google Scholar] [CrossRef] [Green Version]
- Gorroño-Albizu, L. The Benefits of Local Cross-Sector Consumer Ownership Models for the Transition to a Renewable Smart Energy System in Denmark. An Exploratory Study. Energies 2020, 13, 1508. [Google Scholar] [CrossRef] [Green Version]
- Averfalk, H.; Werner, S. Essential improvements in future district heating systems. Energy Procedia 2017, 116, 217–225. [Google Scholar] [CrossRef]
- Baldvinsson, I. Development of a Community Heat Supply System towards Increased Sustainability. Ph.D. Thesis, Tohoku University, Sendai, Japan, 2016. [Google Scholar]
- Lund, H.; Möller, B.; Mathiesen, B.V.; Dyrelund, A. The role of district heating in future renewable energy systems. Energy 2010, 35, 1381–1390. [Google Scholar] [CrossRef]
- Hicks, T.M.; Verbeek, C.J.R. Chapter 3—Meat Industry Protein By-Products: Sources and Characteristics. In Protein Byproducts: Transformation from Environmental Burden into Value-Added Products; Dhillon, G.S., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 37–61. [Google Scholar] [CrossRef]
- Hiromi Ariyaratne, W.K.; Malagalage, A.; Melaaen, M.C.; Tokheim, L.A. CFD Modeling of Meat and Bone Meal Combustion in a Rotary Cement Kiln. Int. J. Model. Optim. 2014, 4, 263–272. [Google Scholar] [CrossRef] [Green Version]
- Staroń, P.; Kowalski, Z.; Staroń, A.; Banach, M. Thermal treatment of waste from the meat industry in high scale rotary kiln. Int. J. Environ. Sci. Technol. 2017, 14, 1157–1168. [Google Scholar] [CrossRef] [Green Version]
- Kowalski, Z.; Banach, M.; Makara, A. Optimisation of the co-combustion of meat–bone meal and sewage sludge in terms of the quality produced ashes used as substitute of phosphorites. Environ. Sci. Pollut. Res. 2021, 28, 8205–8214. [Google Scholar] [CrossRef] [PubMed]
- Conesa, J.; Fullana, A.; Font, R. Thermal decomposition of meat and bone meal. J. Anal. Appl. Pyrolysis 2003, 70, 619–630. [Google Scholar] [CrossRef]
- Coutand, M.; Cyr, M.; Deydier, E.; Guilet, R.; Clastres, P. Characteristics of industrial and laboratory meat and bone meal ashes and their potential applications. J. Hazard. Mater. 2008, 150, 522–532. [Google Scholar] [CrossRef] [PubMed]
- Hu, S.; Jia, F.; Marinescu, C.; Cimpoesu, F.; Qi, Y.; Tao, Y.; Stroppa, A.; Ren, W. Ferroelectric polarization of hydroxyapatite from density functional theory. RSC Adv. 2017, 7, 21375–21379. [Google Scholar] [CrossRef] [Green Version]
- Kowalski, Z.; Makara, A. The circular economy model used in the polish agro-food consortium: A case study. J. Clean. Prod. 2021, 284, 124751. [Google Scholar] [CrossRef]
- Definition of Categories 1, 2, and 3 Animal Products and By-Products According to the European Legislation (EC) 1069/2009. Available online: https://inspection.canada.ca/animal-health/terrestrial-animals/exports/export-policies/2009-9/eng/1321202144060/1321202222038 (accessed on 12 January 2022).
- Kowalski, Z.; Krupa-Żuczek, K. A model of the meat waste management. Pol. J. Chem. Technol. 2007, 9, 91–97. [Google Scholar] [CrossRef] [Green Version]
- Stokłosa, H.; Kowalski, Z.; Makara, A. Application of circular economy model and cleaner technologies on the example of the Polish agro-food company Farmutil. Przem. Chem. 2019, 98, 709–714. (In Polish) [Google Scholar] [CrossRef]
- Kowalski, Z.; Makara, A. Data on the thermal method of odour elimination implemented in the Polish agro-food consortium. Data Brief 2021, 36, 106987. [Google Scholar] [CrossRef]
- Information about the Current State of the Heating Network. Available online: https://energiadlawarszawy.pl/o-nas/o-firmie/warszawska-siec-cieplownicza/ (accessed on 12 December 2021).
- Kowalski, Z.; Makara, A. Technological Concept Meat and Bonemeal MBM Combustion Unit for Farmutil S.a.; Cracow University of Technology: Kraków, Poland, 2017; Unpublished Work. (In Polish) [Google Scholar]
- Gollinger, M.; Kowalski, Z. Environmental and Economic Assessment of Feed Phosphate Technology Modernization. Pol. J. Environ. Stud. 1999, 8, 67–72. [Google Scholar]
- Kowalski, Z.; Makara, A. Methods of ecological and economic evaluation of technology. Chemik 2010, 64, 158–167. [Google Scholar]
- Kalmykova, Y.; Sadagopan, M.; Rosado, L. Circular economy—From review of theories and practices to development of implementation tools. Resour. Conserv. Recycl. 2018, 135, 190–201. [Google Scholar] [CrossRef]
- Asif, F.; Lieder, M.; Rashid, A. Multi-method simulation based tool to evaluate economic and environmental performance of circular product systems. J. Clean. Prod. 2016, 139, 1261–1281. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A Review on Circular Economy: The Expected Transition to a Balanced Interplay of Environmental and Economic Systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Data from Report on Heating 2020. Chamber of Commerce Polish Heating Industry: Warsaw, Poland. (In Polish). Available online: https:nowoczesnecieplownictwo.pl/wp-content/uploads/2020/03/Raport-o-ciepłownictwie-systemowym-2020.pdf (accessed on 18 February 2022).
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).