
Investigations of the Usefulness of Dilatometric Methods in the Diagnostics of Combustion Engines



Abstract
:1. Introduction
- x(T)—dimensions of an object in temperature T,
- x(T0)—dimensions of an object in the initial temperature,
- α—coefficient of thermal expansion (for most of the substances it is α > 0, but for water the value α depends on the temperature; in particular, in the range from 0 °C to 4 °C, it has negative values).
2. Materials and Methods
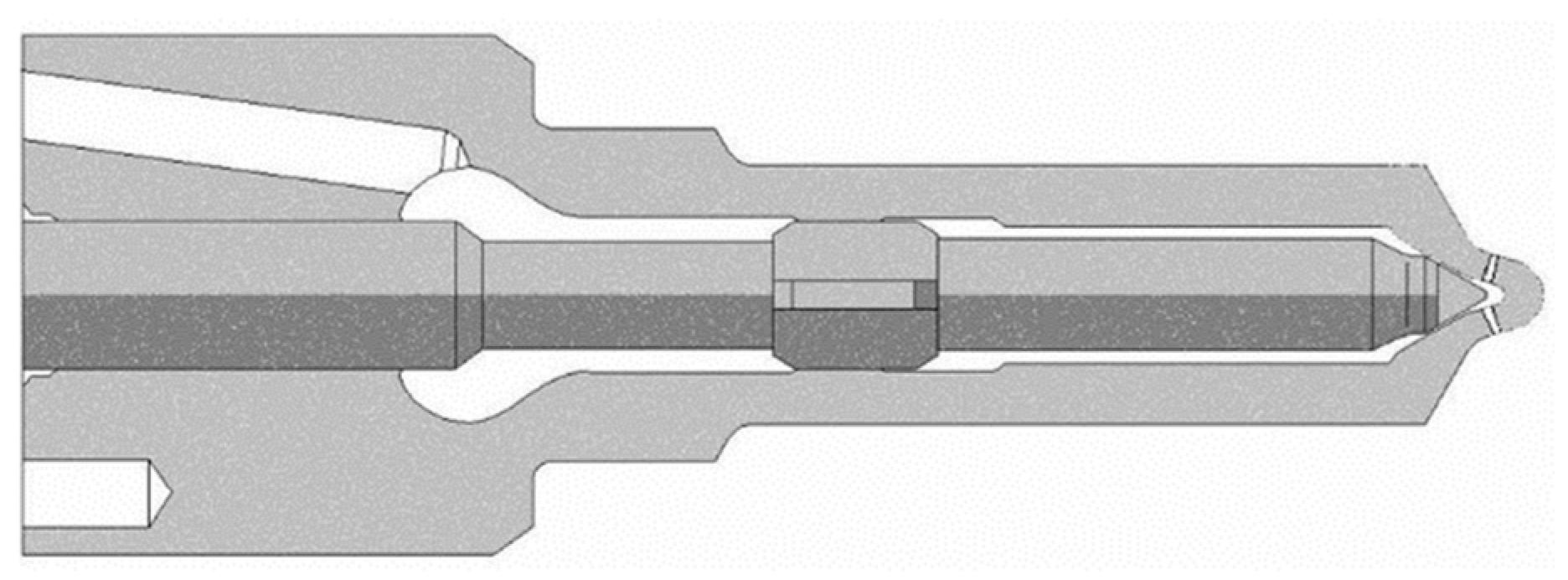
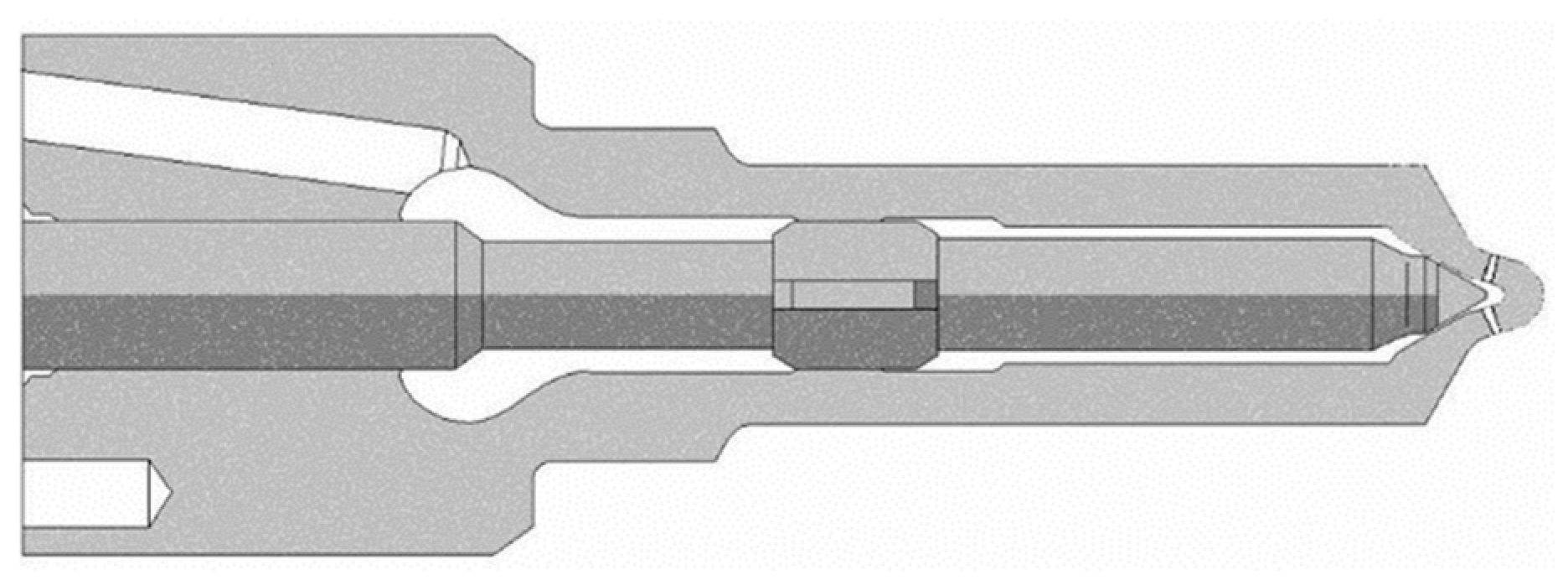
2.1. Injector Precision Pairs
- Selection of the materials used for the needle-nozzle holder pair,
- Size and nature of deformations of the nozzle holder caused by pressure and temperature,
- Quality of surface processing of the elements of the precision pairs,
- Accuracy of the shape of the hole in the nozzle holder and the guiding part of the needle in the cross section and axial cross section of the injector,
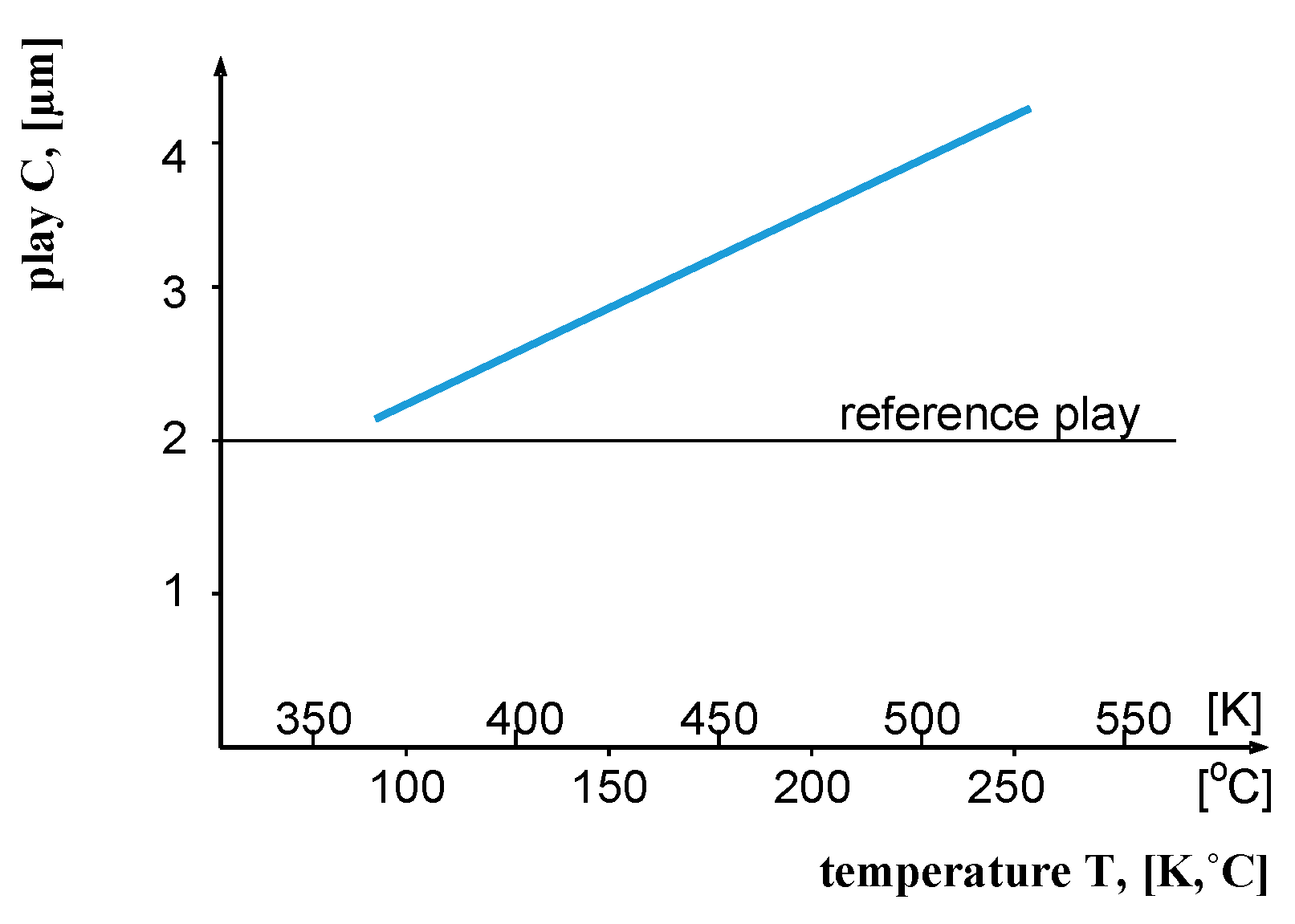
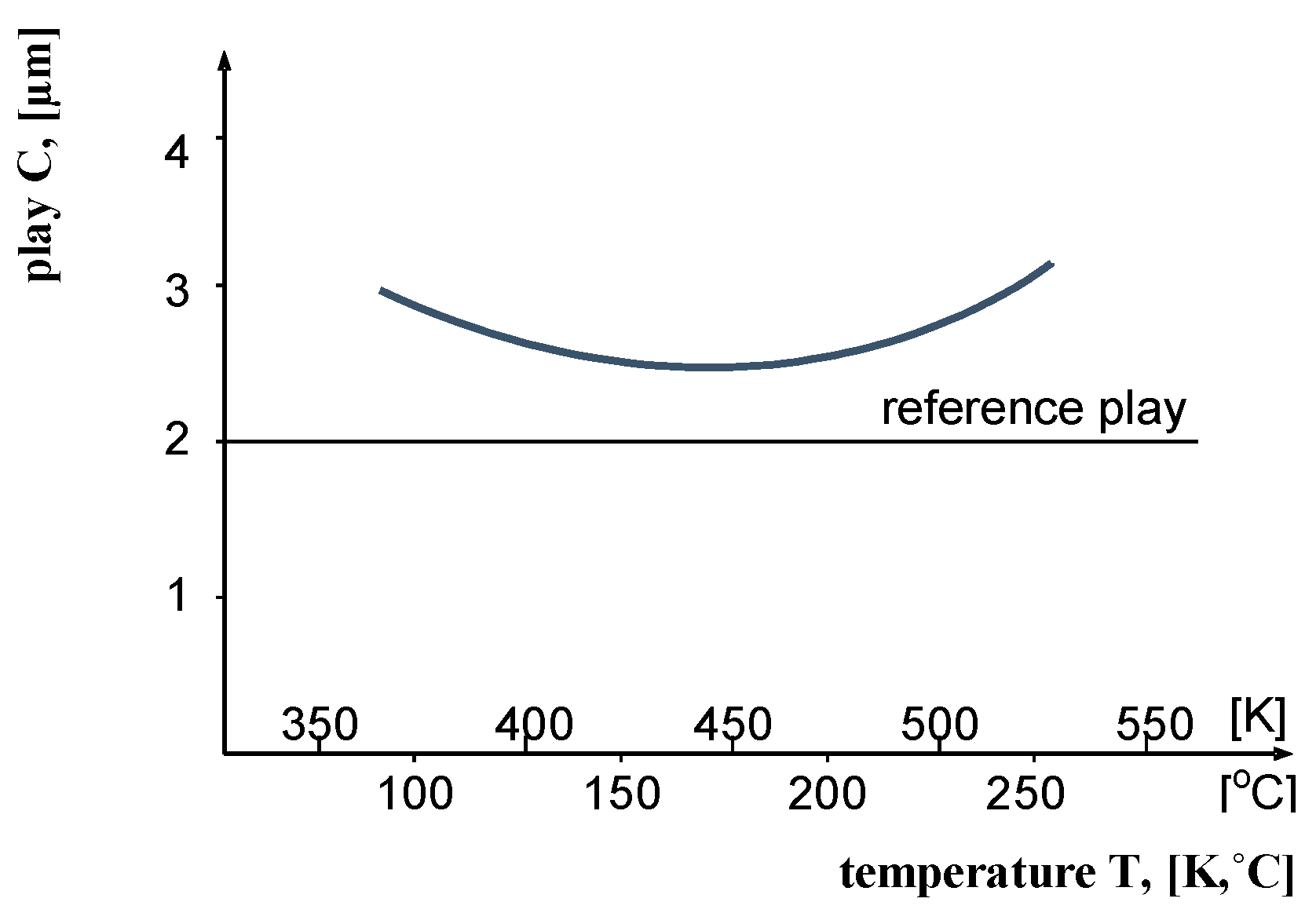
- Play between the needle and the nozzle holder, that, on one hand, should ensure free operation when different fuels are applied, while, on the other, preventing excessive fuel leakage,
- Porosity and geometrical structure of the guiding surfaces of the needle and the nozzle holder,
- Spring force exerted on the needle,
- Size of the micro deformations of the nozzle holder when the injector nut is tightened.
- Determination of the coefficients of linear expansion of needle and nozzle holder materials,
- Determination (on the basis of dilatometric tests) of the temperature range of the process of transformation of residual austenite in the needles.
- —change in the length,
- —initial length of the sample for the measured temperature range,
- —temperature difference.
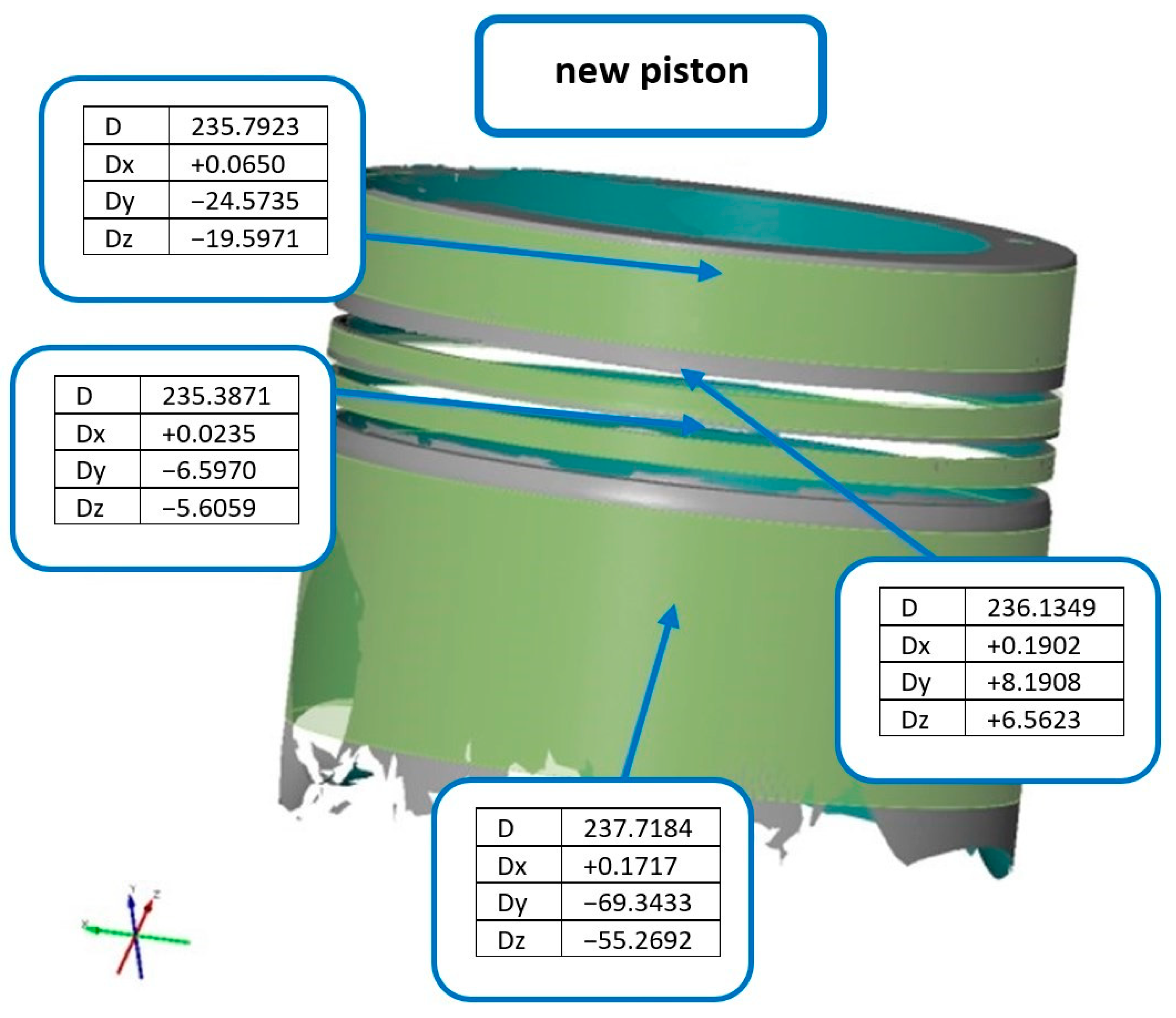
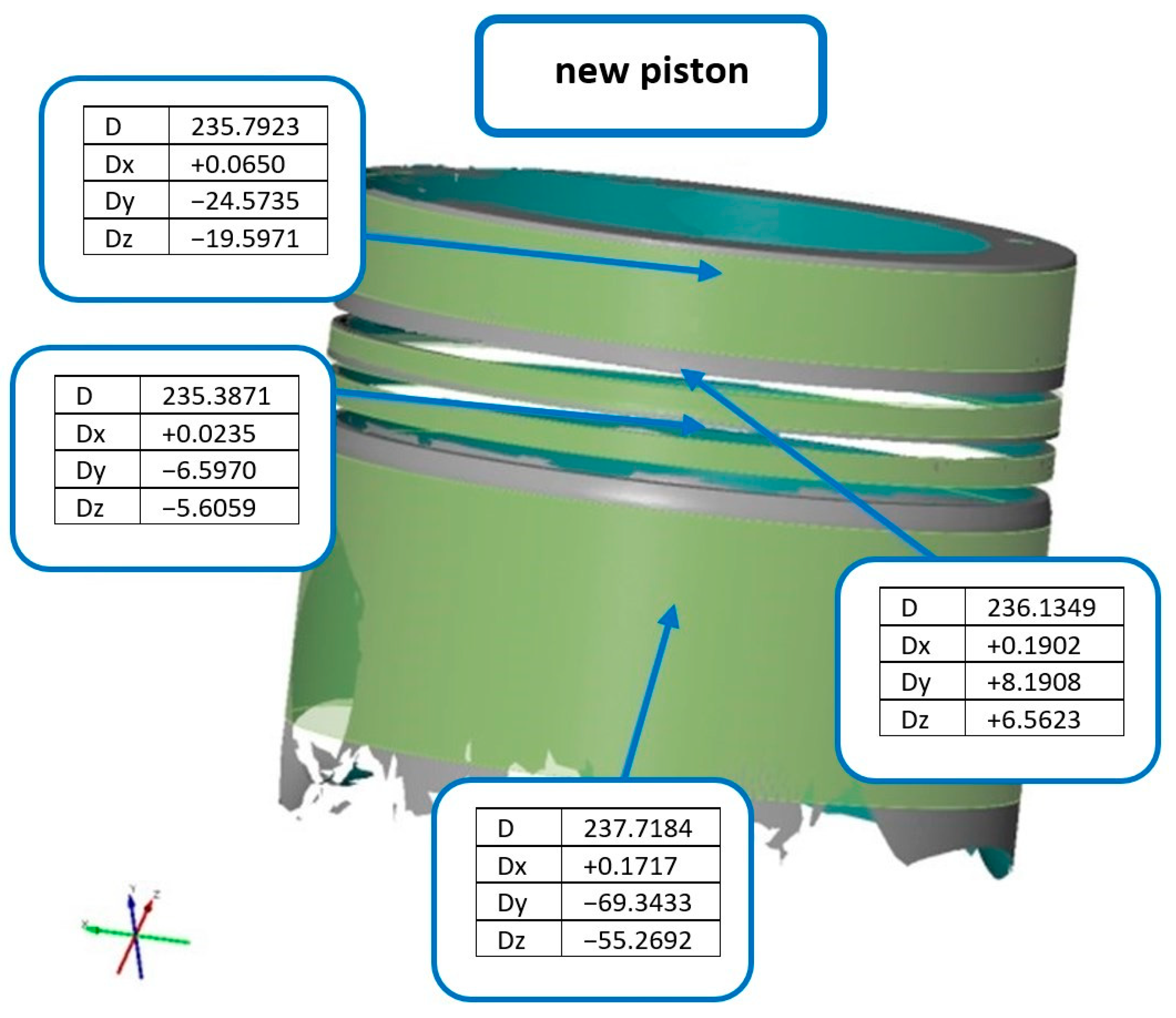
2.2. Pistons
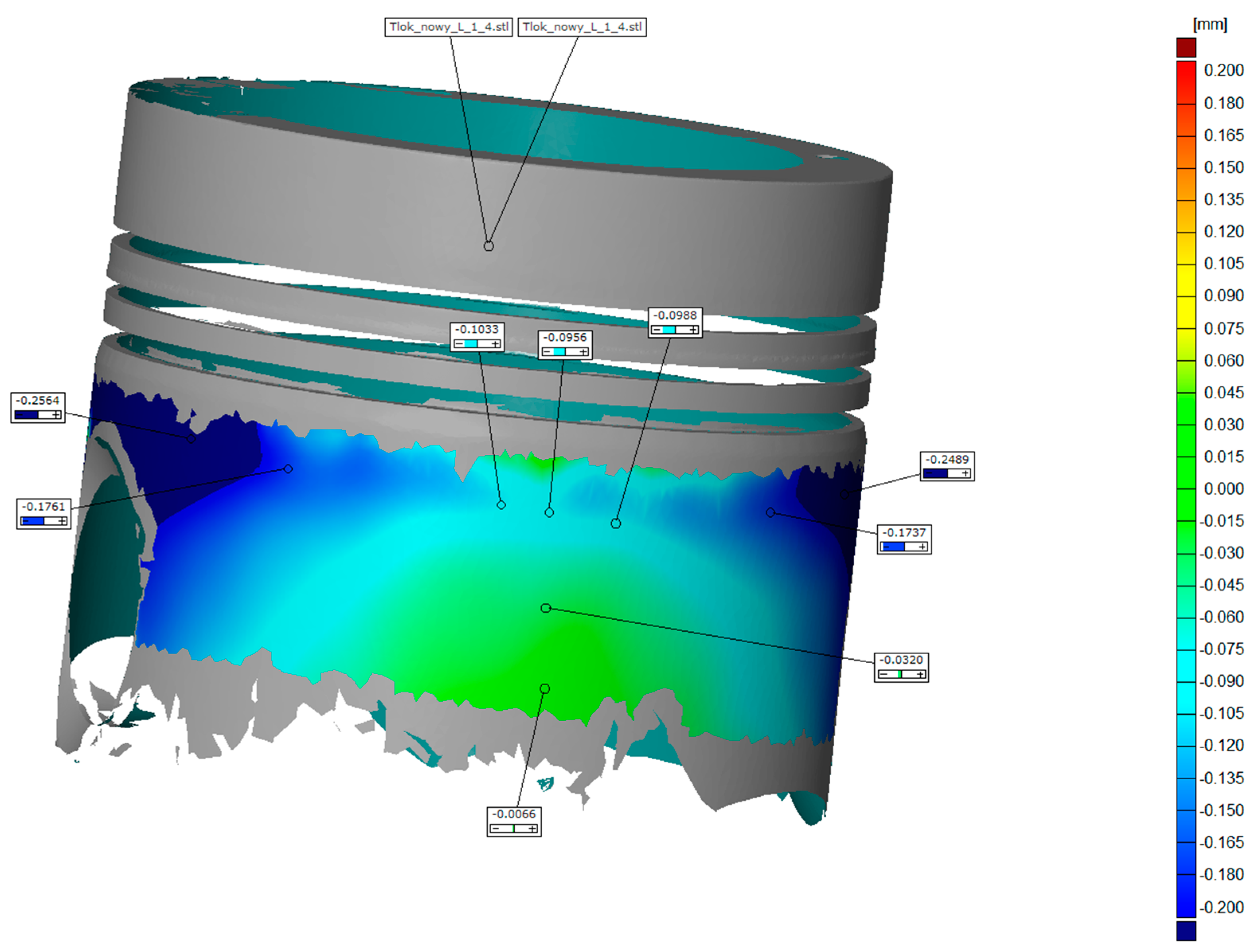
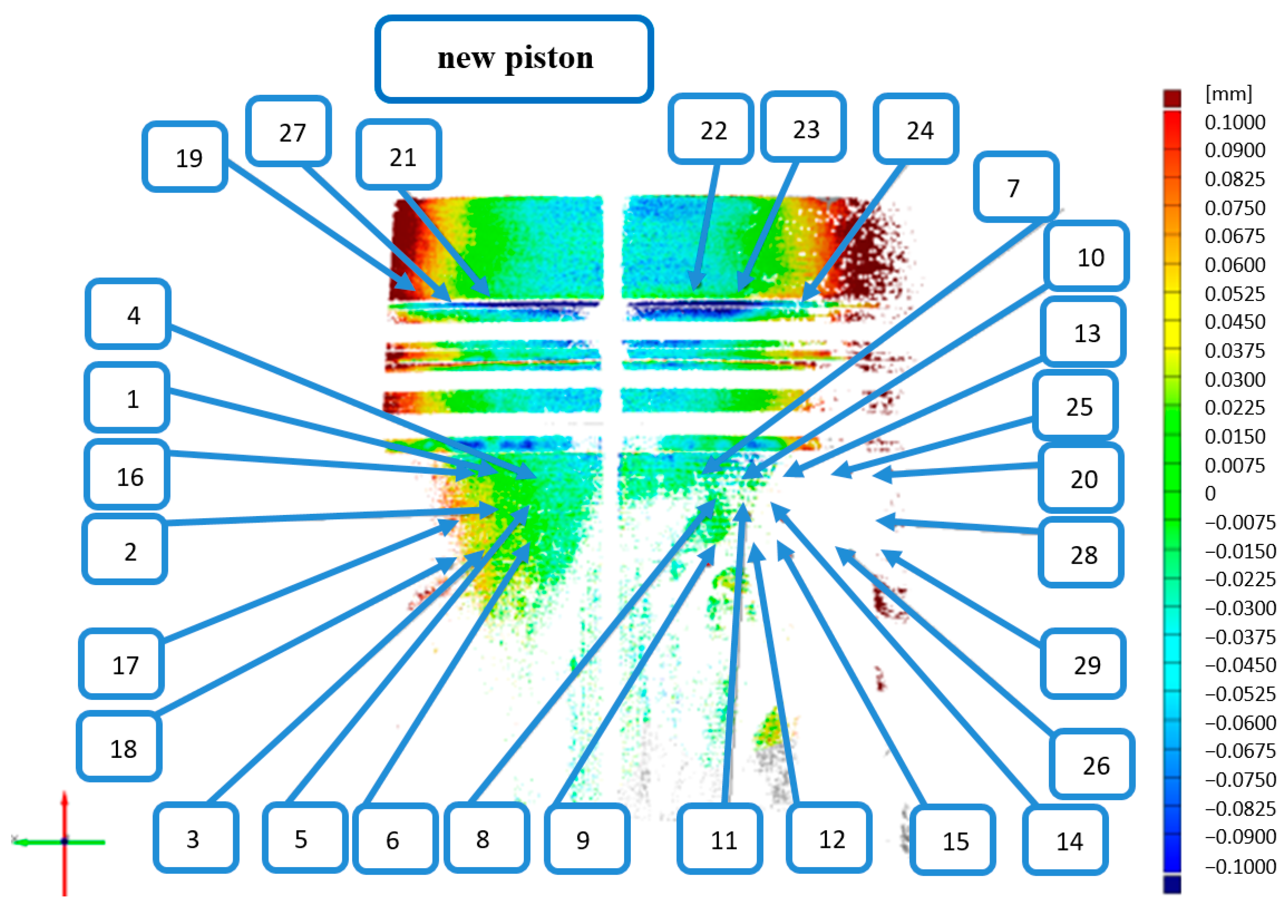
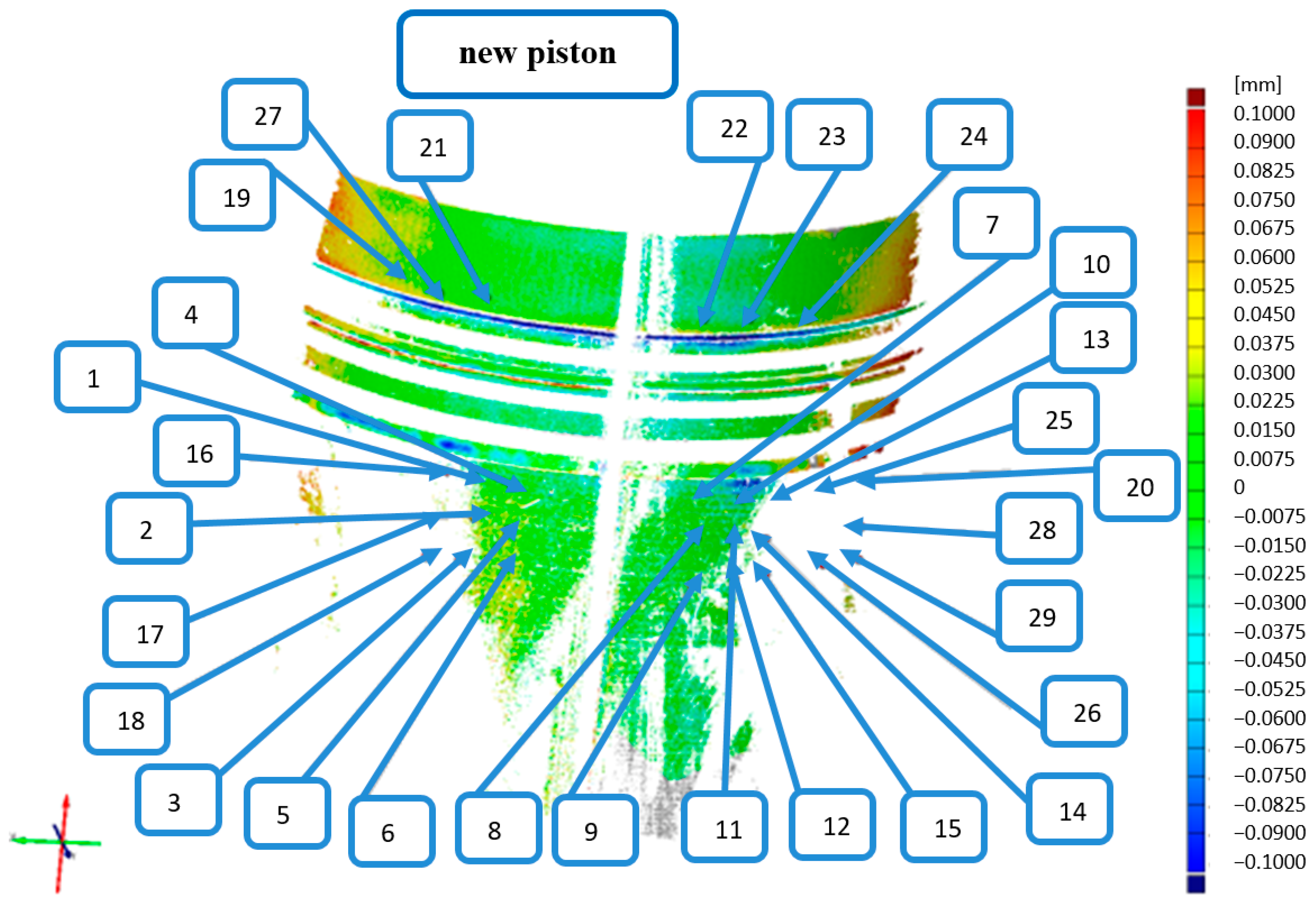
- Measuring the geometry of the new and the worn piston using ATOS II optical coordinate scanner in the temperature of 21 °C,
- Heating of new and worn pistons in a heat treatment furnace,
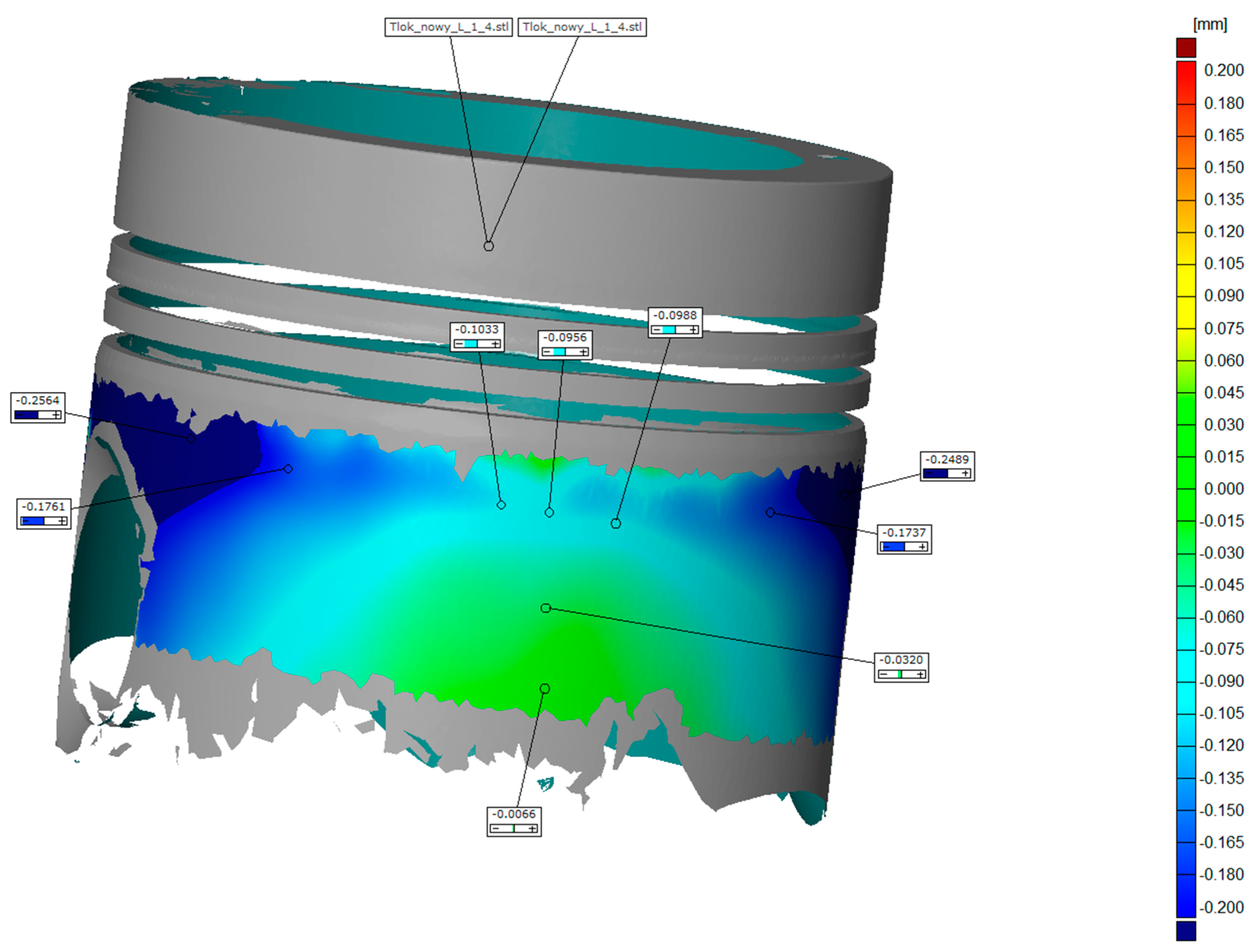
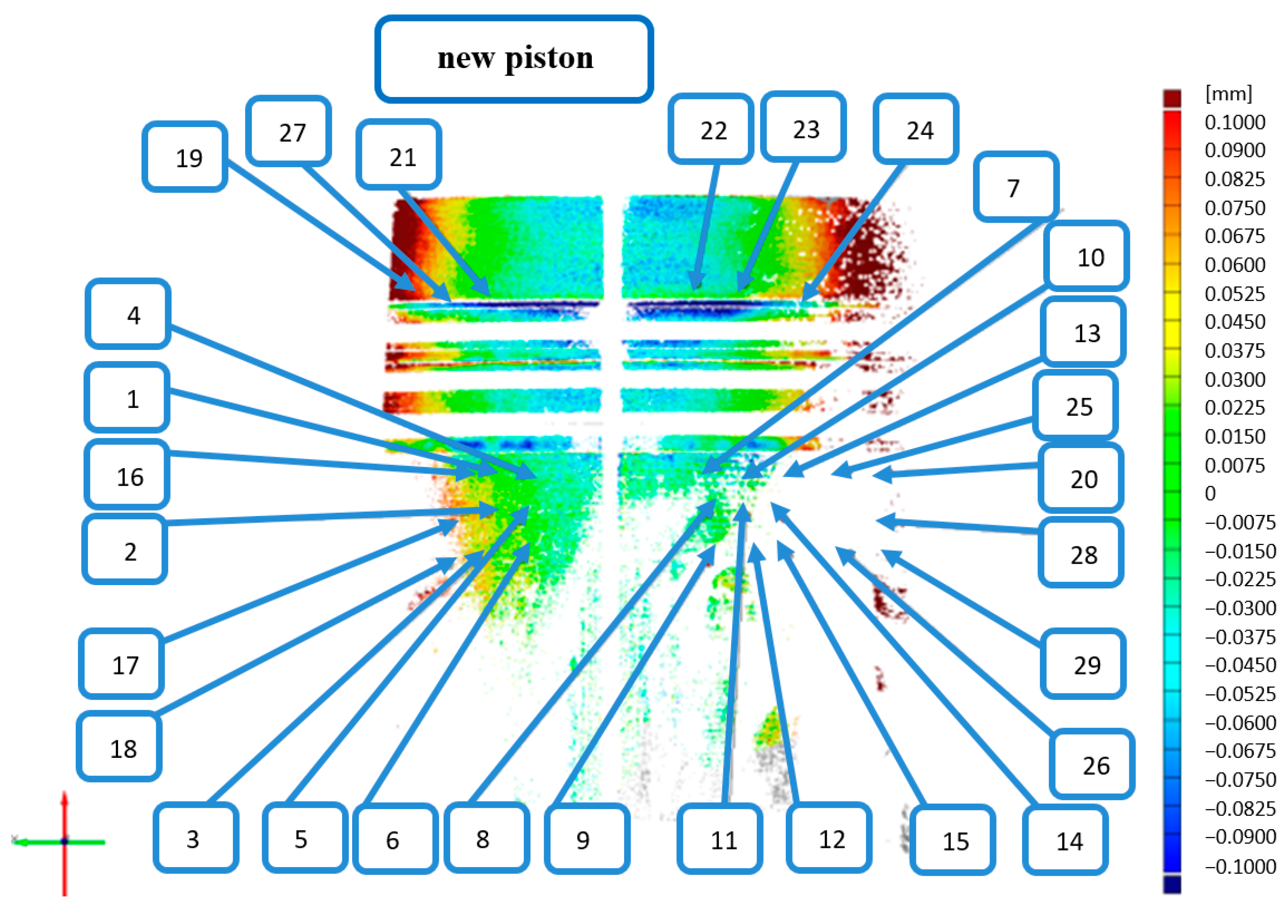
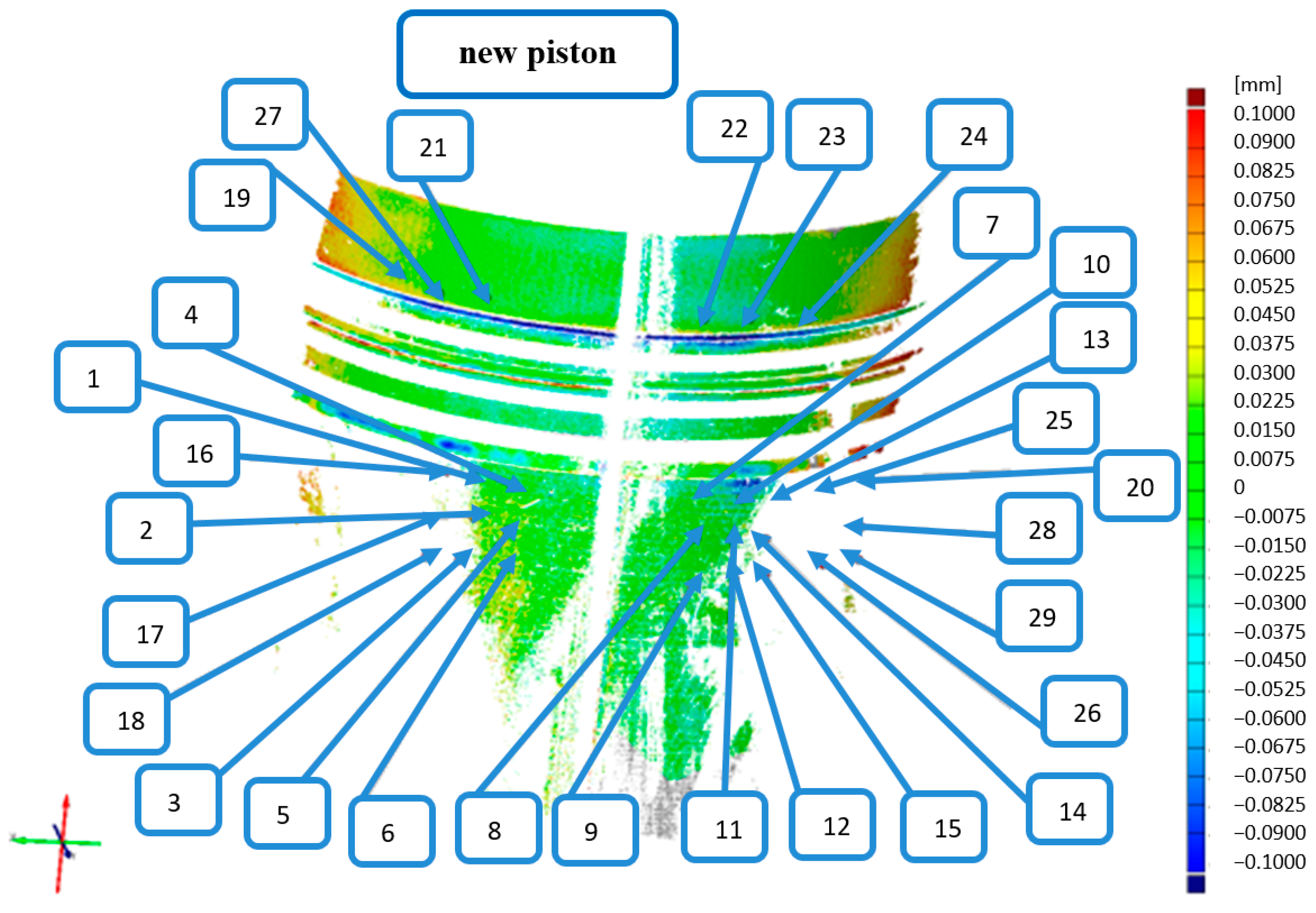
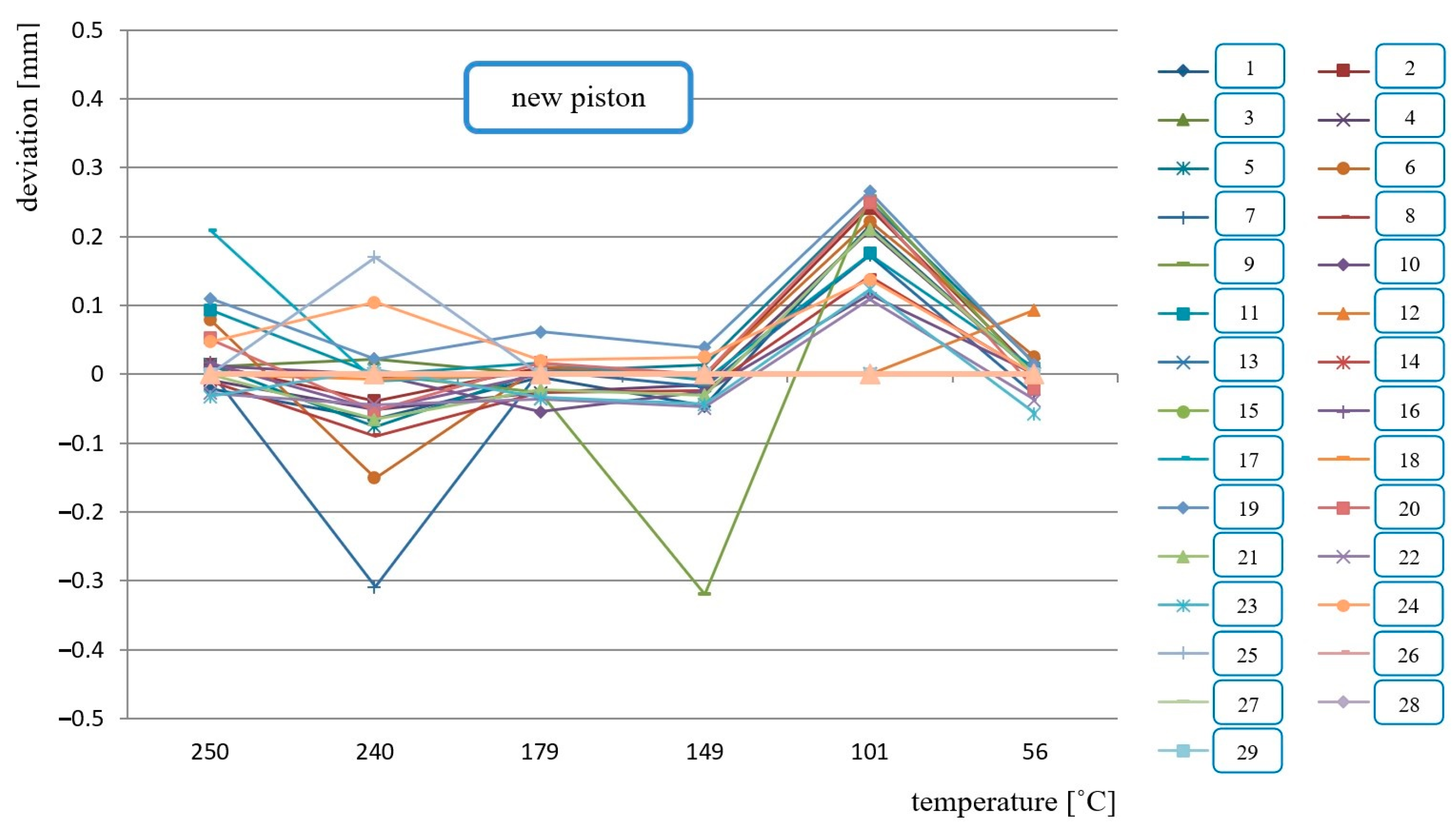
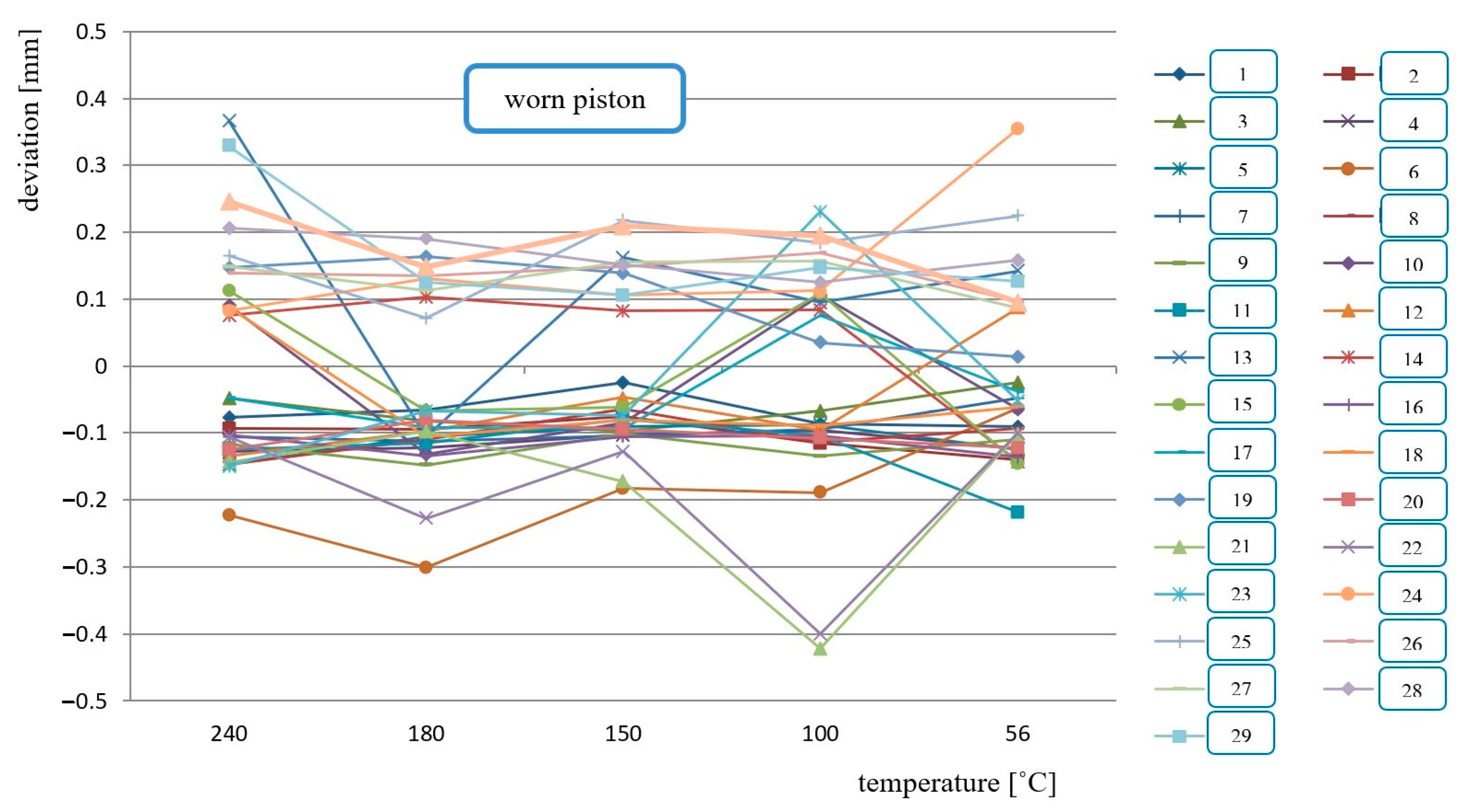
- Measuring the geometry of the pistons with the optical coordinate scanner during cooling from the temperature from 240 °C (worn piston) and from 250 °C (new piston),
- Analysis of the results of the piston geometry measurements,
- Comparative examination of the pistons,
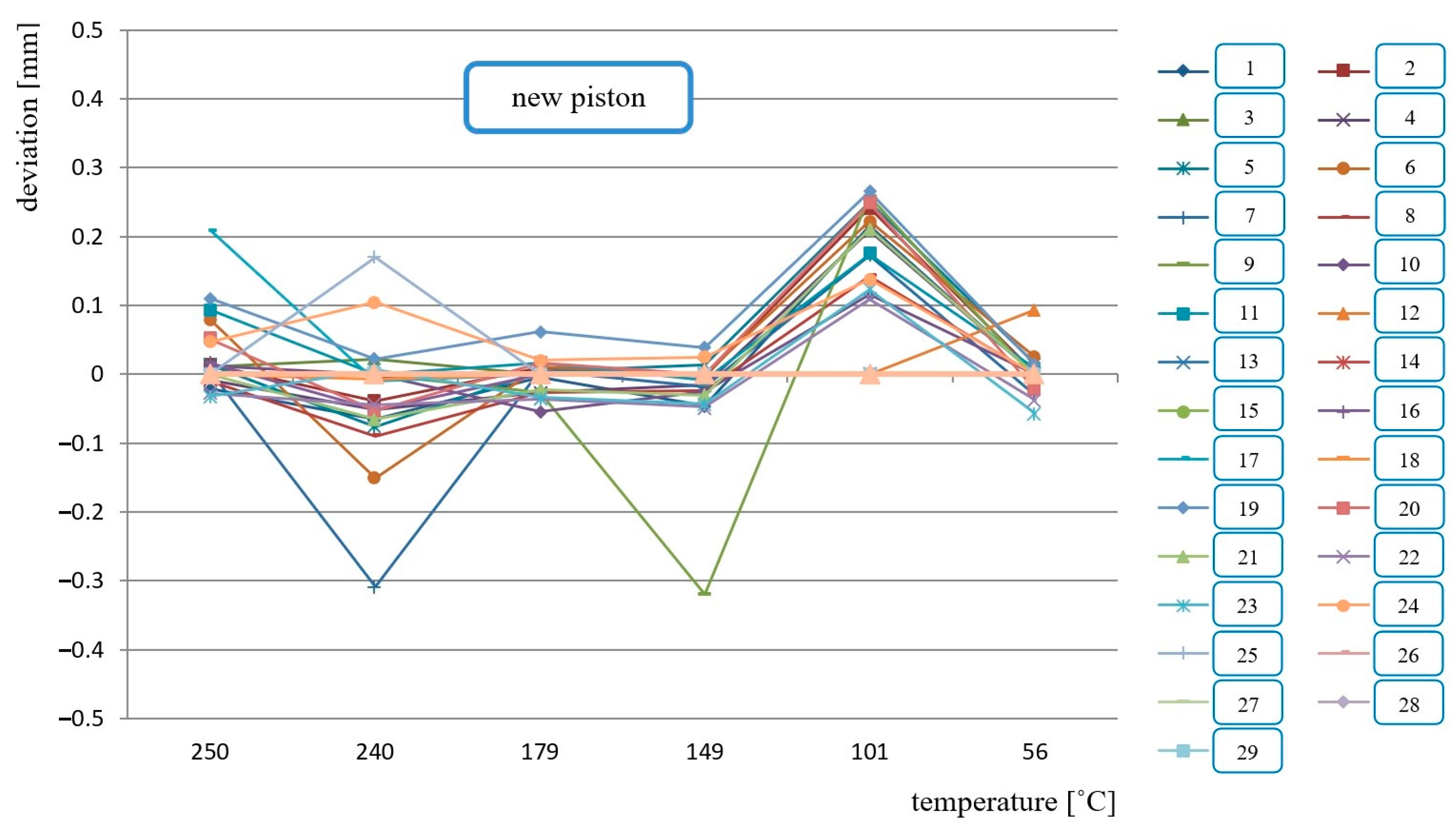
- Analysis of the results of geometrical measurements during the cooling process.
3. Results and Discussion
3.1. Injector Precision Pairs
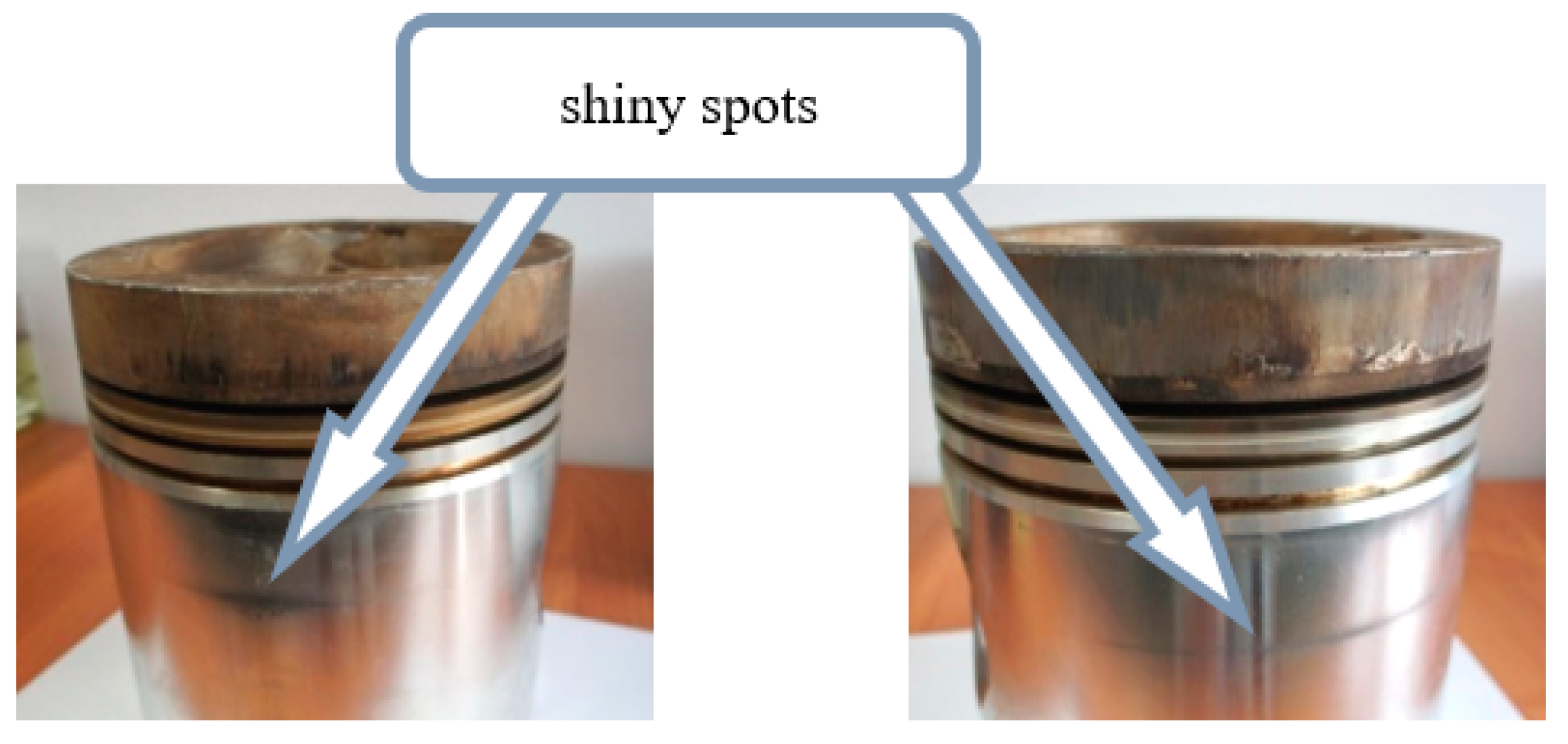
3.2. Pistons
- Cylinders described at inspection point 1 for the new piston and the worn one are oval,
- Cylinder 1 had a greater diameter for the worn piston than the new one on the basis of the algorithm for the described element (i.e., the smallest described cylinder),
- The deviation of the individual inspection points with respect to the replacement element confirms the greater diameter of the worn piston,
- The analysis and tests were performed on a worn piston bearing traces of seizure, potentially confirming that the nominal diameter was greater than that measured (material scratches due to seizure).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| OBD | On-Board Diagnostics |
| EGR | Exhaust Gas Recirculation |
| x(T) | dimensions of an object in temperature T |
| x(T0) | dimensions of an object in the initial temperature |
| α | coefficient of thermal expansion (for most of the substances it is α > 0, but for water the value α depends on the temperature, particularly in the range from 0 °C to 4 °C it has negative values) |
| ai’ | tensor of the first order |
| Ri’j’k’ | mixed tensor |
| MMC | metal matrix composite |
| change in the length, | |
| initial length of the sample for the measured temperature range, | |
| temperature difference. | |
| CAD | Computer Aided Design |
| NaN | data not available |
References
- Maldonado, B.P.; Li, L.; Kolmanovsky, I.; Stefanopoulou, A.G. Learning reference governor for cycle-to-cycle combustion control with misfire avoidance in spark-ignition engines at high exhaust gas recirculation–diluted conditions. Int. J. Eng. Res. 2020, 21, 1819–1834. [Google Scholar] [CrossRef]
- Jorques Moreno, C.; Stenlaas, O.; Tunestal, P. Cylinder Pressure Based Method for In-Cycle Pilot Misfire Detection. SAE Int. J. Adv. Curr. Pract. Mobil. 2020, 2, 488–502. [Google Scholar]
- Kontses, D.; Geivanidis, S.; Fragkiadoulakis, P.; Samaras, Z. Uncertainties in Model-Based Diesel Particulate Filter Diagnostics Using a Soot Sensor. Sensors 2019, 19, 3141. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, L.; Li, J.; Wang, L.; Zhao, W.; Qin, H.; Wang, Y. Experimental Study on Effects of OBD II Diagnostics on of Emissions for Light Vehicles. In Application of Intelligent Systems in Multi-Modal Information Analytics; Springer Nature: London, UK, 2019; Volume 929, pp. 1201–1212. [Google Scholar]
- Reynaud, A.; Leblanc, M.; Zinola, S.; Breuil, P.; Viricelle, J.-P. Soot Particle Classifications in the Context of a Resistive Sensor Study. Proceedings 2018, 2, 987. [Google Scholar] [CrossRef] [Green Version]
- Jasiński, R. Number and mass analysis of particles emitted by aircraft engine. MATEC Web Conf. 2017, 118, 00023. [Google Scholar] [CrossRef]
- Dekate, R.; Sharma, P.; Reddi, A.; Suryanarayanan, V. Calibration and Optimization of OBD Strategies for Selective Catalytic Reduction Systems for BSVI Application. SAE Tech. Pap. 2021, 26, 191. [Google Scholar]
- Moos, R.; Walter, S.; Steiner, C.; Hagen, G. Sensing Catalytic Converters and Filters at Work Using Radio Frequencies. Proceedings 2018, 2, 1101. [Google Scholar] [CrossRef] [Green Version]
- Mogro, A.E.; Huertas, J.I. Assessment of the effect of using air conditioning on the vehicle’s real fuel consumption. Int. J. Interact. Des. Manuf. 2021, 15, 271–285. [Google Scholar] [CrossRef]
- Pavlovic, J.; Fontaras, G.; Broekaert, S.; Ciuffo, B.; Ktistakis, M.A.; Grigoratos, T. How accurately can we measure vehicle fuel consumption in real world operation? Transp. Res. Transp. Environ. 2021, 90, 102666. [Google Scholar] [CrossRef]
- Dadam, S.; Jentz, R.; Lenzen, T.; Meissner, H. Diagnostic Evaluation of Exhaust Gas Recirculation (EGR) System on Gasoline Electric Hybrid Vehicle. SAE Tech. Pap. 2020, 1, 902. [Google Scholar]
- Vaglieco, B.M.; Merola, S.S.; Irimescu, A.; Zollo, V.; De Marinis, R. Online Monitoring Solutions of Efficiency for Automotive EGR Heat Exchangers. E3S Web Conf. 2020, 162, 1003. [Google Scholar] [CrossRef]
- Lee, S.; Choi, H.; Min, K. Reduction of engine emissions via a real-time engine combustion control with an egr rate estimation model. Int. J. Automot. Technol. 2017, 18, 571–578. [Google Scholar] [CrossRef]
- Beresnev, A.; Beresnev, M. Vibroacoustic Method of IC Engine Diagnostic. SAE Int. J. Engines 2014, 7, 1–5. [Google Scholar] [CrossRef]
- Agarwal, A.; Singh, A. Lasers and Optical Diagnostics for Next Generation IC Engine Development: Ushering New Era of Engine Development. In Combustion for Power Generation and Transportation; Agarwal, A., De, S., Pandey, A., Singh, A., Eds.; Springer: Singapore, 2017; pp. 211–259. [Google Scholar]
- Sequino, L.; Mancaruso, E.; Monsalve-Serrano, J.; Garcia, A. Infrared/Visible Optical Diagnostics of RCCI Combustion with Dieseline in a Compression Ignition Engine. SAE Int. J. Adv. Curr. Pract. Mobil. 2020, 2, 1411–1421. [Google Scholar]
- Jabbaria, M.; Sohrabpourb, S.; Eslami, M.R. Mechanical and thermal stresses in a functionally graded hollow cylinder due to radially symmetric loads. Int. J. Press. Vessel. Pip. 2002, 79, 493–497. [Google Scholar] [CrossRef]
- Hunkel, M.; Surm, H.; Steinbacher, M. Chapter 3—Dilatometry. In Handbook of Thermal Analysis and Calorimetry; Elsevier Science B.V.: Amsterdam, The Netherlands, 2018; Volume 6, pp. 103–129. [Google Scholar]
- Abdulshahed, A.M.; Longsta, A.; Fletcher, S.; Myers, A. Thermal error modelling of machine tools based on ANFIS with fuzzy c-means clustering using a thermal imaging camera. Appl. Math. Model. 2015, 39, 1837–1852. [Google Scholar] [CrossRef]
- Chenyang, Z.; Cheng, C.; Hang, Z. Study on nonlinear thermal error of the measurement machine. In Proceedings of the IEEE 2011 10th International Conference on Electronic Measurement & Instruments, Chengdu, China, 16–19 August 2011; Volume 2, pp. 161–165. [Google Scholar]
- Hao, S.; Liu, J.; Song, B.; Hao, M.; Zheng, W.; Tang, Z. Research on the Thermal Error of the 3D-Coordinate Measuring Machine Based on the Finite Element Method. Comput. Vis. 2008, 5315, 440–448. [Google Scholar]
- Muniz, P.; Magalhães, R.D.S.; Cani, S.P.N.; Donadel, C.B. Non-contact measurement of angle of view between the inspected surface and the thermal imager. Infrared Phys. Technol. 2015, 72, 77–83. [Google Scholar] [CrossRef]
- Kiefer, D.; Gibmeier, J.; Stark, A. Determination of Temperature-Dependent Elastic Constants of Steel AISI 4140 by Use of In Situ X-ray Dilatometry Experiments. Materials 2020, 13, 2378. [Google Scholar] [CrossRef] [PubMed]
- Grudzień-Rakoczy, M.; Rakoczy, Ł.; Cygan, R.; Kromka, F.; Pirowski, Z.; Milkovič, O. Fabrication and Characterization of the Newly Developed Superalloys Based on Inconel 740. Materials 2020, 13, 2362. [Google Scholar] [CrossRef]
- Celik, E.; Sarikaya, O. The effect on residual stresses of porosity in plasma sprayed MgO–ZrO2 coatings for an internal combustion diesel engine. Mater. Sci. Eng. A 2004, 379, 11–16. [Google Scholar] [CrossRef]
- Anand, S.; Parthasarathy, C. Aanalysis of multicylinder crankshaft for I.C-engine. Int. J. Recent Sci. Res. 2014, 5, 706–711. [Google Scholar]
- Jankowski, A.; Kołomecki, J.; Sieminska, B. Researches of influence kind of piston on some parameters of the s12-u wola diesel engine. J. KONES Powertrain Transp. 2012, 9, 185–194. [Google Scholar] [CrossRef]
- Sieminska, B. Investigations of strength, thermal expansion and engine of novel pistons for combustion engines. J. KONES Powertrain Transp. 2008, 15, 471–478. [Google Scholar]
- Zebarjad, S.M.; Sajjadi, S.A. Dependency of physical and mechanical properties of mechanical alloyed Al–Al2O3 composite on milling time. Mater. Des. 2007, 28, 2113–2120. [Google Scholar] [CrossRef]
- Popescu, M.; Fejér, E.; Varga, B. The analysis of eutectical al-si alloys properties used for piston cast in the internal combustion. Scientific Bulletin of ‘Valahia’ University. Mater. Mech. 2014, 12, 86–91. [Google Scholar]
- Hay, B.; Hameury, J.; Scoarnec, V.; Davée, G.; Grelard, M. The contribution of the metrology of thermophysical properties of materials in automotive design, Conference Paper 2011. In Proceedings of the 15th International Congress of Metrology, Paris, France, 3–6 October 2011; pp. 1–6. [Google Scholar]
- Birgel, A.; Ladommatos, N.; Aleiferis, P.; Zülch, S.; Milovanovic, N.; Lafon, V.; Orlovic, A.; Lacey, P.; Richards, P. Deposit formation in the holes of diesel injector nozzles: A critical review. SAE Tech. Paper Ser. 2008, 1, 2383. [Google Scholar]
- Ford, H.S.; Merrion, D.F.; Hames, R.J. Reducing hydrocarbons and odor in diesel exhaust by fuel injector design. SAE Tech. Paper Ser. 1970, 7, 734. [Google Scholar]
- Schmidt, D.P.; Rutland, C.J.; Corradini, M.L.; Roosen, P.; Genge, O. Cavitation in Two-Dimensional Asymmetric Nozzles. SAE Tech. Paper Ser. 1999, 1, 51. [Google Scholar]
- Bönisch, M.; Calin, M.; Waitz, T.; Panigrahi, A.; Zehetbauer, M.; Gebert, A.; Skrotzki, W.; Eckert, J. Thermal stability and phase transformations of martensitic Ti–Nb alloys. Sci. Technol. Adv. Mater. 2013, 14, 55004. [Google Scholar] [CrossRef]
- Bogue, R. Shape-memory materials: A review of technology and applications. Assem. Autom. 2009, 29, 214–219. [Google Scholar] [CrossRef]
- Idzior, M. Studium Optymalizacji Parametrów Rozpylaczy Silników o Zapłonie Samoczynnym w Aspekcie Kształtowania ich Właściwości Użytkowych; Rozprawy Nr 384; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2004. [Google Scholar]
- Gamaoun, F.; Skhiri, I.; Bouraoui, T.; Ben Zineb, T. Hydrogen effect on the austenite–martensite transformation of the cycled Ni-Ti alloy. J. Intell. Mater. Syst. Struct. 2014, 25, 980–988. [Google Scholar] [CrossRef]
- Ahmed, I.; da Fonseca, J.Q.; Sherry, A.H. Effects of martensite development on lattice strain evolution during the in situ deformation of austenitic stainless steels at cryogenic temperatures. J. Strain Anal. Eng. Des. 2013, 48, 306–312. [Google Scholar] [CrossRef]
- Qu, J.; Truhan, J.J.; Blau, P.J. Detecting the onset of localized scuffing in a pin-on-twin fuel-lubricated test for heavy-duty diesel fuel injectors. Int. J. Engine Res. 2005, 6, 1–9. [Google Scholar] [CrossRef]
- Części do silników i filtry: Zdjęcia wad, przyczyny i ich unikanie. In Informacje Techniczne Firmy MAHLE Aftermarket Polska; MAHLE Polska: Krotoszyn, Poland, 2012; pp. 26–34.
- GOM. Available online: www.gom.com (accessed on 15 March 2021).
- Grzelka, M.; Budzik, G.; Marciniak, L.; Gapiński, B. Accuracy of the Photogrammetric Measuring System for Large Size Elements; Archiwum Odlewnictwa, Polska Akademia Nauk: Warsaw, Poland, 2011; Volume 11, pp. 75–80. [Google Scholar]
- Marciniec, A.; Budzik, G.; Dziubek, T.; Grzelka, M. Quality control and inspection of bevel Sears of the aircraft gearbox utilizing the Atos 3D skaner. J. KONES Powertrain Transp. 2012, 19, 261–266. [Google Scholar] [CrossRef]
- Kozaczewski, W. Konstrukcja Grupy Tłokowo-Cylindrowej Silników Spalinowych; Wydawnictwa Komunikacji i Łączności: Warszawa, Poland, 2004. [Google Scholar]
- Wajand, J.A.; Wajand, J.T. Tłokowe Silniki Spalinowe Średnio-i Szybkoobrotowe; Wydanie Czwarte Zmienione; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 2005. [Google Scholar]
- Mobil. Available online: www.mobil.com/Poland-Polish/Lubes/PDS/GLXXPLINDMOMobilPegasus710.aspx (accessed on 1 May 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Point | Diameter of the New Piston [mm] | Diameter of the Worn Piston [mm] | Difference [mm] |
|---|---|---|---|
| 1 | 237.72 | 237.79 | 0.07 |
| 2 | 235.39 | 235.52 | 0.13 |
| 3 | 236.13 | 235.69 | −0.44 |
| 4 | 235.79 | 236.04 | 0.25 |
| New Piston (250 °C) | New Piston (56 °C) | ||
|---|---|---|---|
| Inspection Point | Deviation [mm] | Inspection Point | Deviation [mm] |
| 1 | −0.02 | 1 | NaN |
| 2 | +0.01 | 2 | NaN |
| 3 | +0.01 | 3 | NaN |
| 4 | −0.01 | 4 | NaN |
| 5 | +0.01 | 5 | +0.01 |
| 6 | +0.08 | 6 | +0.02 |
| 7 | +0.01 | 7 | −0.03 |
| 8 | −0.01 | 8 | −0.01 |
| 9 | NaN | 9 | −0.01 |
| 10 | +0.01 | 10 | NaN |
| Worn Piston (240 °C) | Worn Piston (56 °C) | ||
|---|---|---|---|
| Inspection Point | Deviation [mm] | Inspection Point | Deviation [mm] |
| 1 | −0.07 | 1 | −0.09 |
| 2 | −0.09 | 2 | −0.14 |
| 3 | −0.05 | 3 | −0.02 |
| 4 | −0.13 | 4 | −0.12 |
| 5 | −0.15 | 5 | −0.12 |
| 6 | −0.22 | 6 | −0.06 |
| 7 | −0.11 | 7 | −0.05 |
| 8 | −0.15 | 8 | −0.09 |
| 9 | −0.12 | 9 | −0.11 |
| 10 | +0.09 | 10 | −0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Idzior, M.; Karpiuk, W. Investigations of the Usefulness of Dilatometric Methods in the Diagnostics of Combustion Engines. Energies 2021, 14, 6703. https://doi.org/10.3390/en14206703
Idzior M, Karpiuk W. Investigations of the Usefulness of Dilatometric Methods in the Diagnostics of Combustion Engines. Energies. 2021; 14(20):6703. https://doi.org/10.3390/en14206703
Chicago/Turabian StyleIdzior, Marek, and Wojciech Karpiuk. 2021. "Investigations of the Usefulness of Dilatometric Methods in the Diagnostics of Combustion Engines" Energies 14, no. 20: 6703. https://doi.org/10.3390/en14206703
APA StyleIdzior, M., & Karpiuk, W. (2021). Investigations of the Usefulness of Dilatometric Methods in the Diagnostics of Combustion Engines. Energies, 14(20), 6703. https://doi.org/10.3390/en14206703