
Aspects of Selecting Appropriate Conveyor Belt Strength


Abstract
:1. Introduction
2. Materials and Methods
2.1. Selection of Belt Strength
- Belt nominal strength in relation to the forces in the belt on an operating conveyor;
- Conveyor length;
- Potential for splicing belt sections;
- Fatigue life of splices;
- Loads in the material feeding points;
- Belt operating conditions, fire and explosion protection;
- Properties of the transported material (size of the lumps, their angularity, temperature, etc.).
- Kn—nominal strength, kN/m or N/mm;
- B—belt width, m;
- Srmax—maximum strength in the belt during start-up, N;
- ke—safety factor allowing for the operating conditions;
- kb—safety factor allowing for lower strength in the splice.
2.2. Verification of Actual Belt Strength
3. Theoretical Model of the Belt on the Transition Section of the Conveyor
3.1. Preliminary Assumptions behind the Model
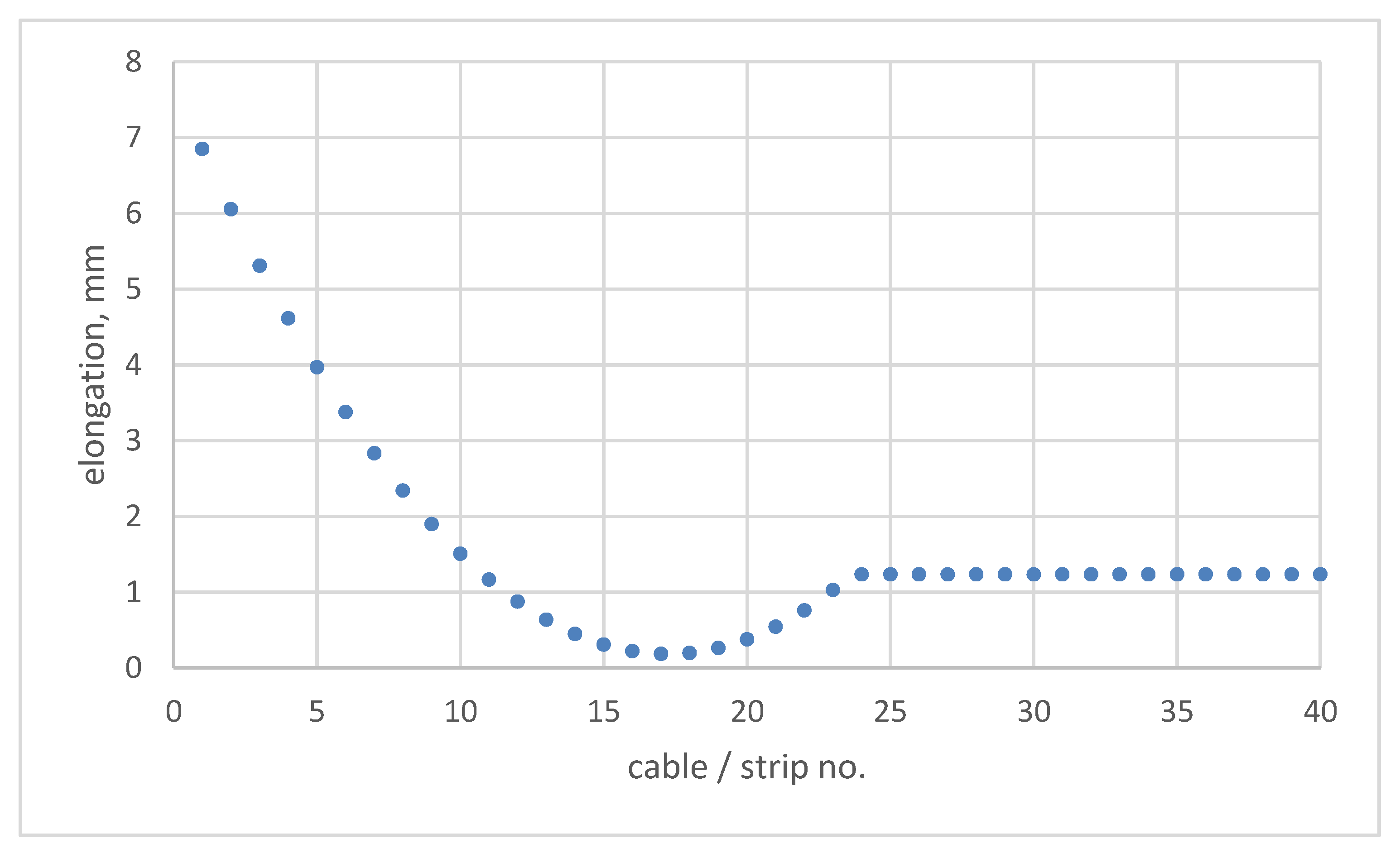
- The belt is considered as a multi-strip flat tension member, globally carrying only longitudinal loads. In the case of a steel-cord belt, the strip is a steel cord with the surrounding rubber, and in the case of a textile belt, the strip is composed of a number of warp threads.
- The strips are modeled as linear elastic elements.
- The rubber that connects the adjacent cords or weft threads is responsible for the mutual interaction of the adjacent strips, which is modeled with the use of the artificial modulus of non-dilatational strain.
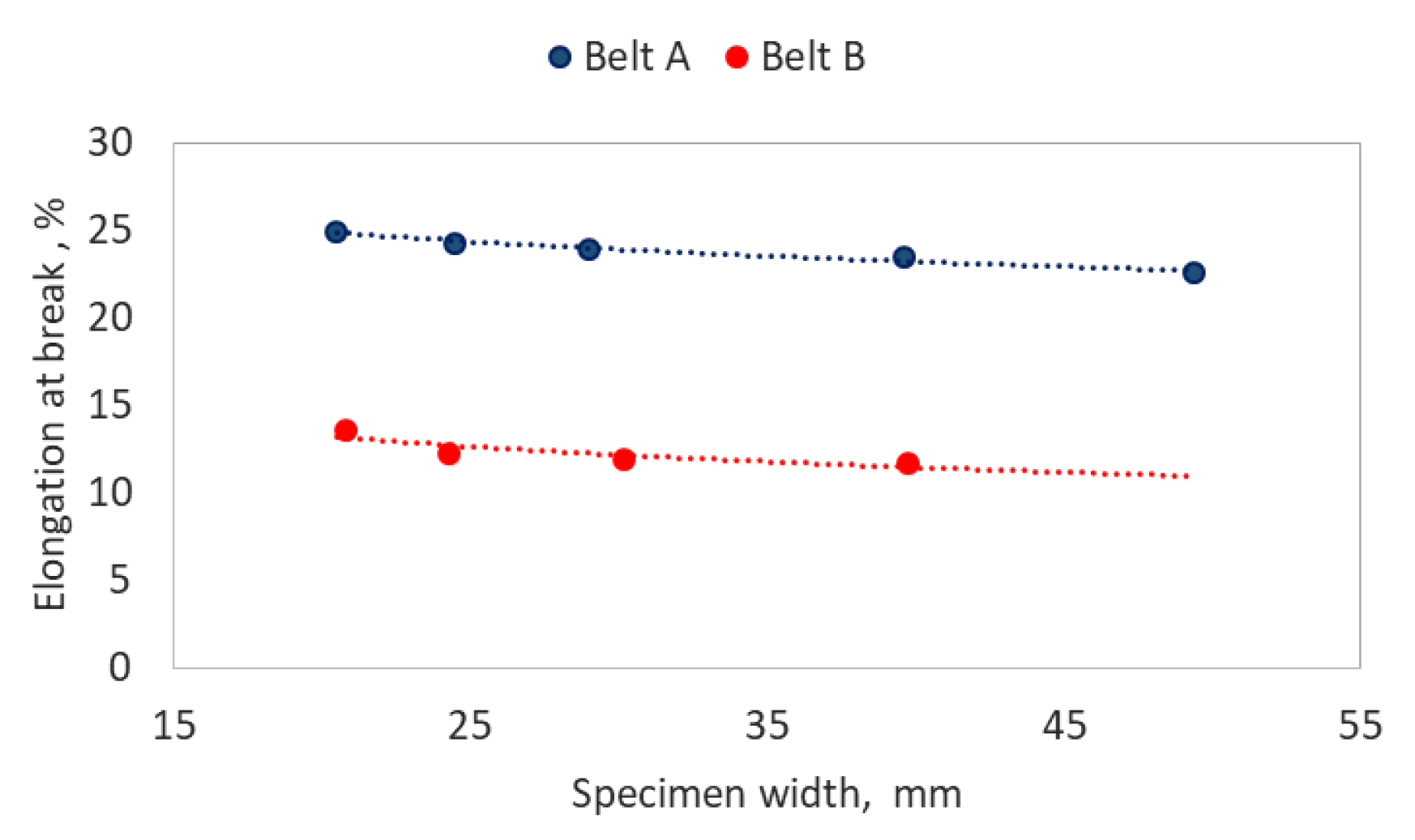
- The longitudinal rigidity of the strips and the artificial modulus of non-dilatational strain between the strips are determined on the basis of laboratory tests.
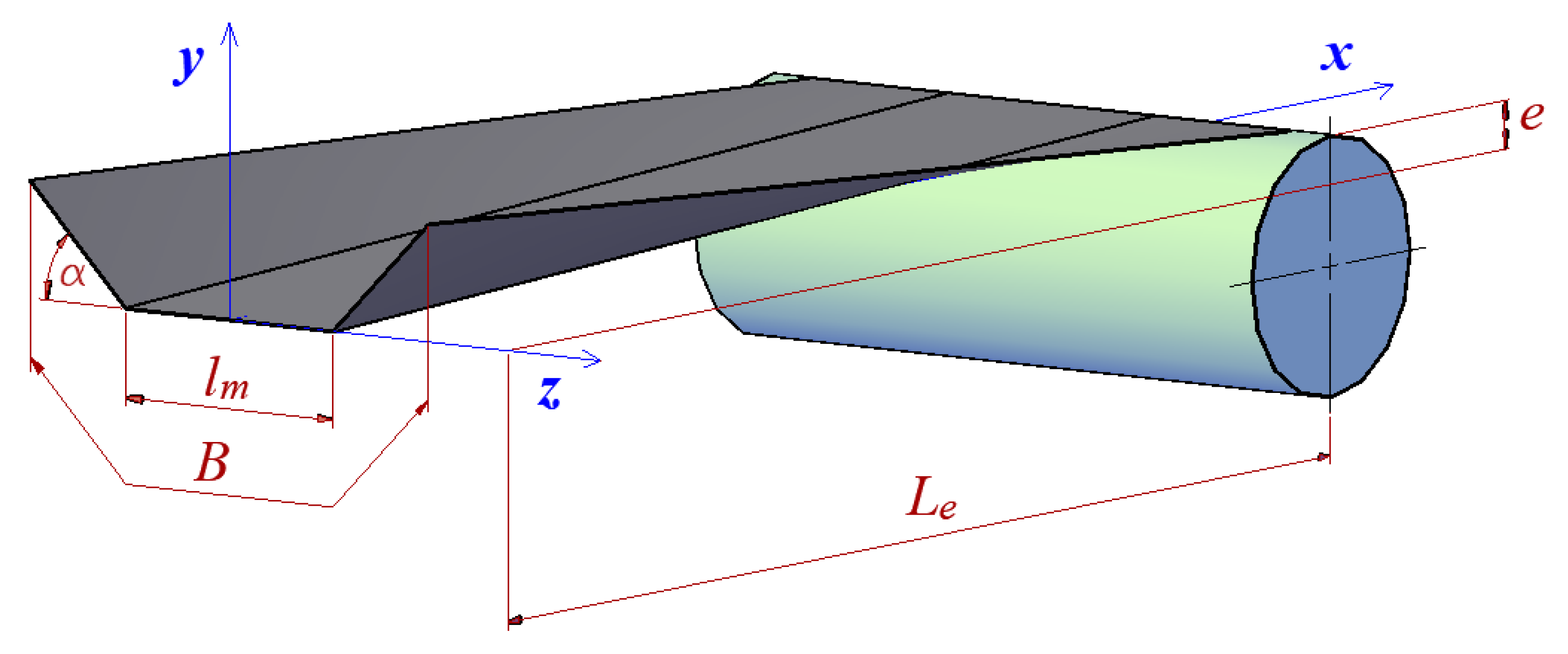
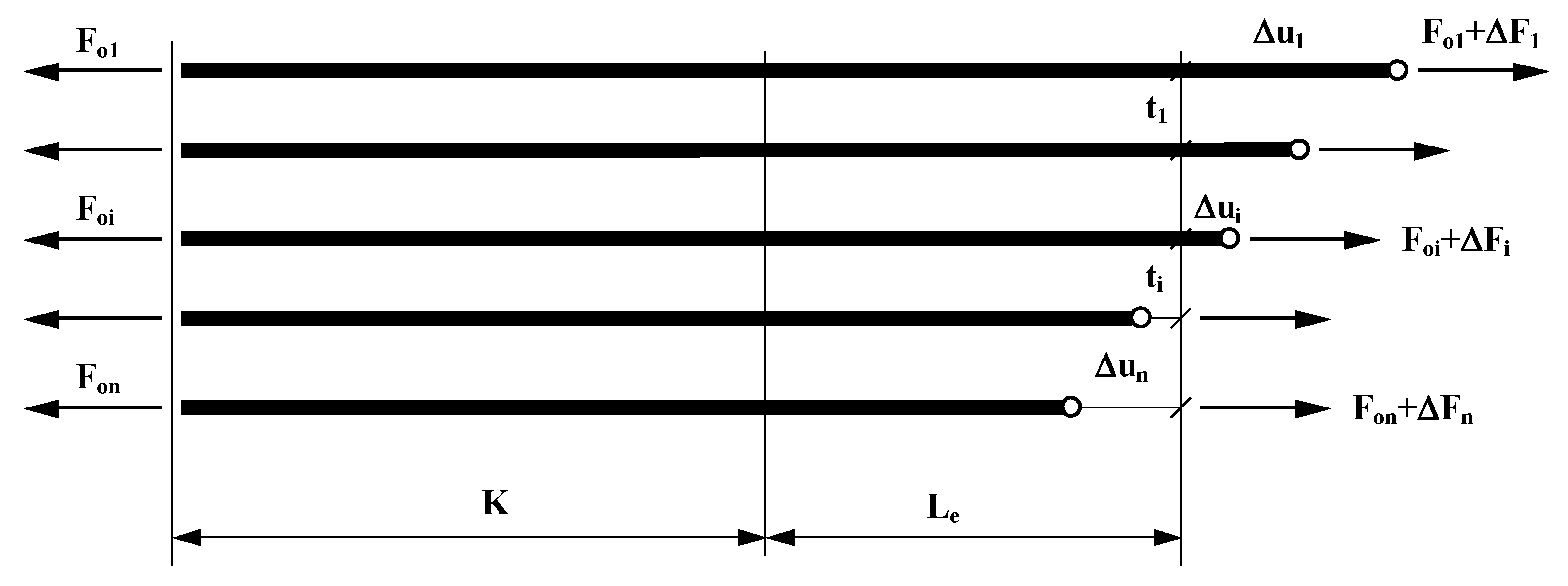
- The considered belt section has a length Le + K, where Le is the length of the transition section, and K is the length of the section of influence, in which the stresses equalize.
- The belt is subjected to tension at a constant force FN.
- No external loads are observed along the length Le of the transition section (i.e., motion resistances are absent, and the impact of gravity is negligible), which means that in each cross-section, the sum of forces in the strips is equal to the tensile force FN. The influence of the pulley is also negligible.
- The rubber between the cables is not deformed in the lateral direction, and therefore, the distances between the cable axes (the cable pitch) are constant. This assumption allows the equation to be solved as a system of coplanar forces.
- Calculations are performed for a half of the belt, from the edge to its axis of symmetry (the system is assumed to be symmetrical).
3.2. Geometrical Forces in the Transition Section of the Conveyor
- -
- For
- -
- For
- e—height difference between the contour of the pulley coat and the central part of the trough, mm.
3.3. Theoretical Basis for the Belt Model in the Transition Section
- (EA)i—longitudinal rigidity of the ith cable/strip, N;
- l—length of the analyzed belt section, mm.
- Fo—initial force, N;
- Fk—final force, N.
- ht—belt thickness, mm.
- —artificial modulus of non-dilatational strain determined in laboratory tests, N/mm2;
- t—cable pitch, mm.
4. Analysis of Loads on the Belt in the Region of the Transition Section in Troughed Conveyors
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hardygóra, M.; Wachowicz, J.; Czaplicka-Kolarz, K.; Markusik, S. Taśmy Przenośnikowe. (Conveyor Belts); WNT: Warszawa, Poland, 1999; ISBN 83-204-2402-X. (In Polish) [Google Scholar]
- Lodewijks, G. Dynamics of Belt Systems; TU Delft: Delft, The Netherlands, 1996; ISBN 90-370-0145-9. [Google Scholar]
- Gładysiewicz, L. Przenośniki Taśmowe. Teoria i Obliczenia. (Belt Conveyors. Theory and Calculations); Wroclaw University of Technology Publishing House: Wroclaw, Poland, 2003; ISBN 83-7085-737-X. (In Polish) [Google Scholar]
- Bajda, M. Laboratory tests of conveyor belt parameters affecting its lifetime. In Proceedings of the 17th International Multidisciplinary Scientific GeoConference SGEM, Sofia, Bulgaria, 29 June–5 July 2017; Book 13. pp. 495–502. [Google Scholar] [CrossRef]
- Bajda, M.; Błażej, R.; Jurdziak, L. A new tool in belts resistance to puncture research. Min. Sci. 2016, 2, 173–182. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Analysis of tensile properties of worn fabric conveyor belts with renovated cover and with the different carcass type. Maint. Reliab. 2020, 22, 472–481. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Failure analysis of the rubber-textile conveyor belts using classification models. Eng. Fail. Anal. 2019, 101, 407–417. [Google Scholar] [CrossRef]
- Köken, E.; Lawal, A.I.; Onifade, M.; Özarslan, A. A comparative study on power calculation methods for conveyor belts in mining industry. In International Journal of Mining, Reclamation and Environment; Taylor & Francis Group: Abingdon, UK, 2021. [Google Scholar] [CrossRef]
- CEMA5 Conveyor Equipment Manufacturers Association. Belt Conveyors for Bulk Materials, 5th ed.; Conveyor Equipment: Naples, FL, USA, 2002; ISBN 1-891171-18-6. [Google Scholar]
- Dunlop, F. Conveyor Handbook; Conveyor Belting Australia: Caboolture, Australia, 2009; p. 103. [Google Scholar]
- German Standard DIN 22101. Continuous Conveyors—Belt Conveyors for Loose Bulk Materials—Basis for Calculation and Dimensioning; Deutsches Institut fur Normung E.V. (DIN): Berlin, Germany, 2011. [Google Scholar]
- Oehmen, K.H. Berechnung der Dehnungsverteilung in Fördergurten infolge Muldungsübergang, Gurtwendung und Seilunterbrechung. Braunkohle 1979, 31, 394–402. [Google Scholar]
- Hager, M.; Tappeiner, S. Additional Strain in Conveyor Belts Caused by Curves and Transition Geometry. Bulk Solids Handl. 1993, 13, 695–703. [Google Scholar]
- Schmandra, A. Allgemeines Modell für die Berechnung von Spannungsverläufen in Stahlseilfördergurten. Hebezeuge Fordermittel Berl. 31 1991. [Google Scholar]
- Harrison, A. Modelling belt tension around a drive drum. Bulk Solids Handl. 1998, 18, 75–80. [Google Scholar]
- Fedorko, G.; Ivančo, V. Analysis of force ratios in conveyor belt of classic belt conveyor. Procedia Eng. 2012, 48, 123–128. [Google Scholar] [CrossRef] [Green Version]
- Fedorko, G.; Beluško, M.; Hegedűš, M. FEA utilization for study of the conveyor belts properties in the context of internal logistics systems. In Proceedings of the Carpathian Logistics Congress, CLC, Jesenik, Czech Republic, 4–6 November 2015; Tanger Ltd.: Ostrava, Czech Republic, 2015; pp. 293–299, ISBN 978-80-87294-61-1. [Google Scholar]
- Mikušová, N.; Millo, S. Modelling of Conveyor Belt Passage by Driving Drum Using Finite Element Methods. Adv. Sci. Technol. Res. J. 2017, 11, 239–246. [Google Scholar] [CrossRef] [Green Version]
- Blazej, R.; Jurdziak, L.; Kawalec, W. Operational Safety of Steel-Cord Conveyor Belts under Non-stationary Loadings. In Advances in Condition Monitoring of Machinery in Non-Stationary Operations; CMMNO Applied Condition Monitoring; Springer: Cham, Switzerland, 2014; Volume 4, pp. 473–481. [Google Scholar] [CrossRef]
- Woźniak, D. Wpływ Konstrukcji Taśmy Oraz Geometrii Odcinka Przejściowego Na Rozkład Obciążeń W Taśmie Z Linkami Stalowymi. (Influence of Belt Design and Transition Section Geometry on Load Distribution in Steel Cord Belt). Ph.D. Dissertation, Wroclaw University of Science and Technology, Wrocław, Poland, 1998. (In Polish). [Google Scholar]
- Gładysiewicz, L.; Woźniak, D. Theoretical model of steel cable belt in the transitory zone of a pipe conveyor. Sci. Pap. Inst. Min. WUT No. 83 1998, 22, 64–74. [Google Scholar]
- Woźniak, D.; Sawicki, W. Doświadczenia z badań laboratoryjnych modułu sprężystości taśm przenośnikowych przy cyklicznym rozciąganiu. (Experiences from laboratory tests of conveyor belt elasticity modulus upon cyclical loading). Transp. Przemysłowy Masz. Rob. 2008, 2, 6–10. (In Polish) [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Belt Type | Longitudinal Modulus of Elasticity E, N/m |
|---|---|
| multi-ply polyamide PP 1400/4 ÷ 2000/4 | 8 × 106 ÷ 12 × 106 |
| multi-ply polyester-polyamide EP 800/4 ÷ 2000/4 | 8 × 106 ÷ 20 × 106 |
| solid woven PWG EP(B)PB 1000/1 sw ÷ 2500/1 sw | 15 × 106 ÷ 28 × 106 |
| aramid single-ply DP 2000/1 ÷ 3150/1 | 68 × 106 ÷ 76 × 106 |
| steel-cord ST 2000 | 116 × 106 |
| Belt Type | ΔFmax − ΔFmin, in N |
|---|---|
| ST 2000 | 1525 |
| DP 2000/1 | 995 |
| PWG 2000/1 sw | 592 |
| EP 2000/4 | 446 |
| PP 2000/4 | 312 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Woźniak, D.; Hardygóra, M. Aspects of Selecting Appropriate Conveyor Belt Strength. Energies 2021, 14, 6018. https://doi.org/10.3390/en14196018
Woźniak D, Hardygóra M. Aspects of Selecting Appropriate Conveyor Belt Strength. Energies. 2021; 14(19):6018. https://doi.org/10.3390/en14196018
Chicago/Turabian StyleWoźniak, Dariusz, and Monika Hardygóra. 2021. "Aspects of Selecting Appropriate Conveyor Belt Strength" Energies 14, no. 19: 6018. https://doi.org/10.3390/en14196018
APA StyleWoźniak, D., & Hardygóra, M. (2021). Aspects of Selecting Appropriate Conveyor Belt Strength. Energies, 14(19), 6018. https://doi.org/10.3390/en14196018