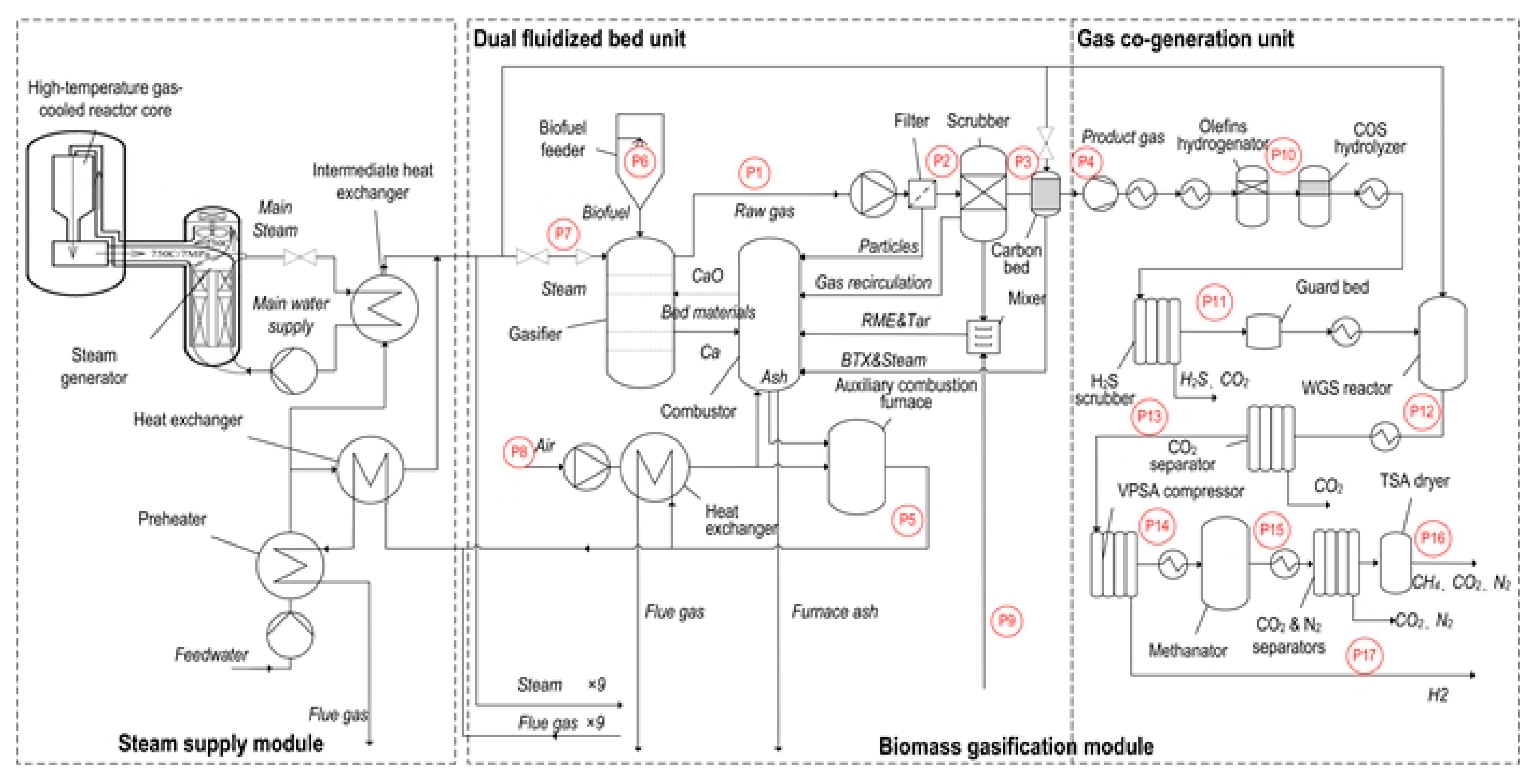
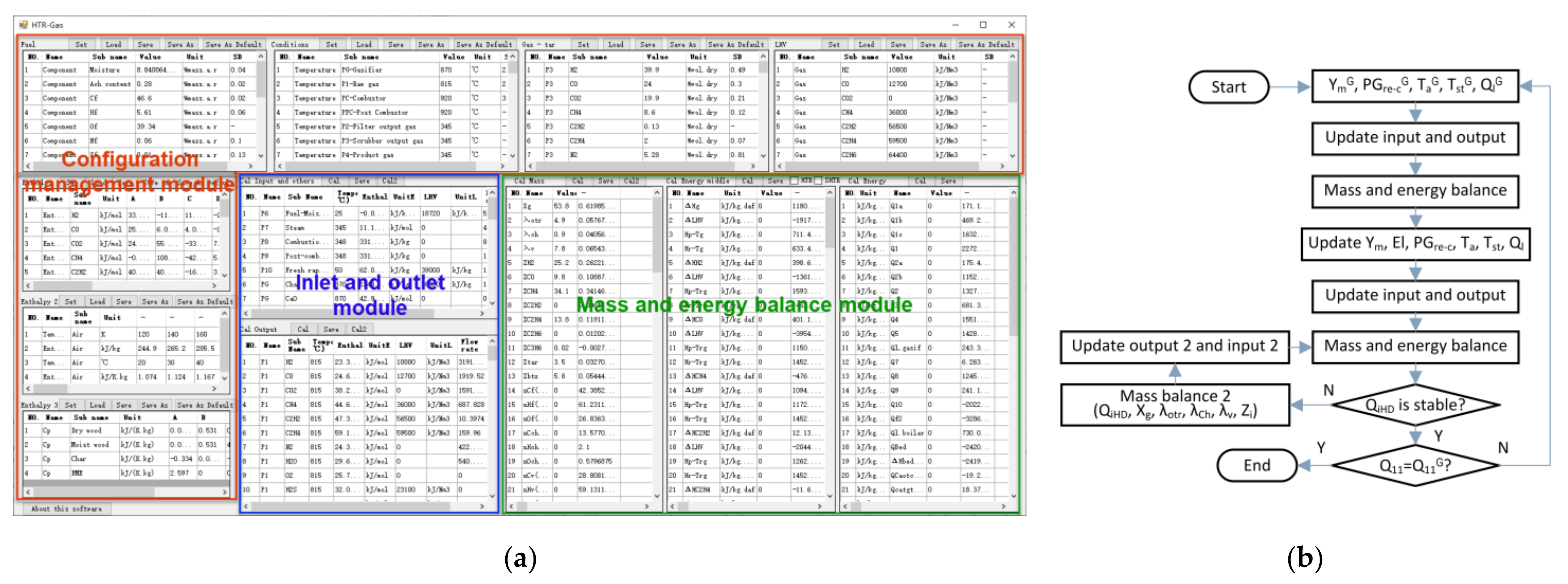
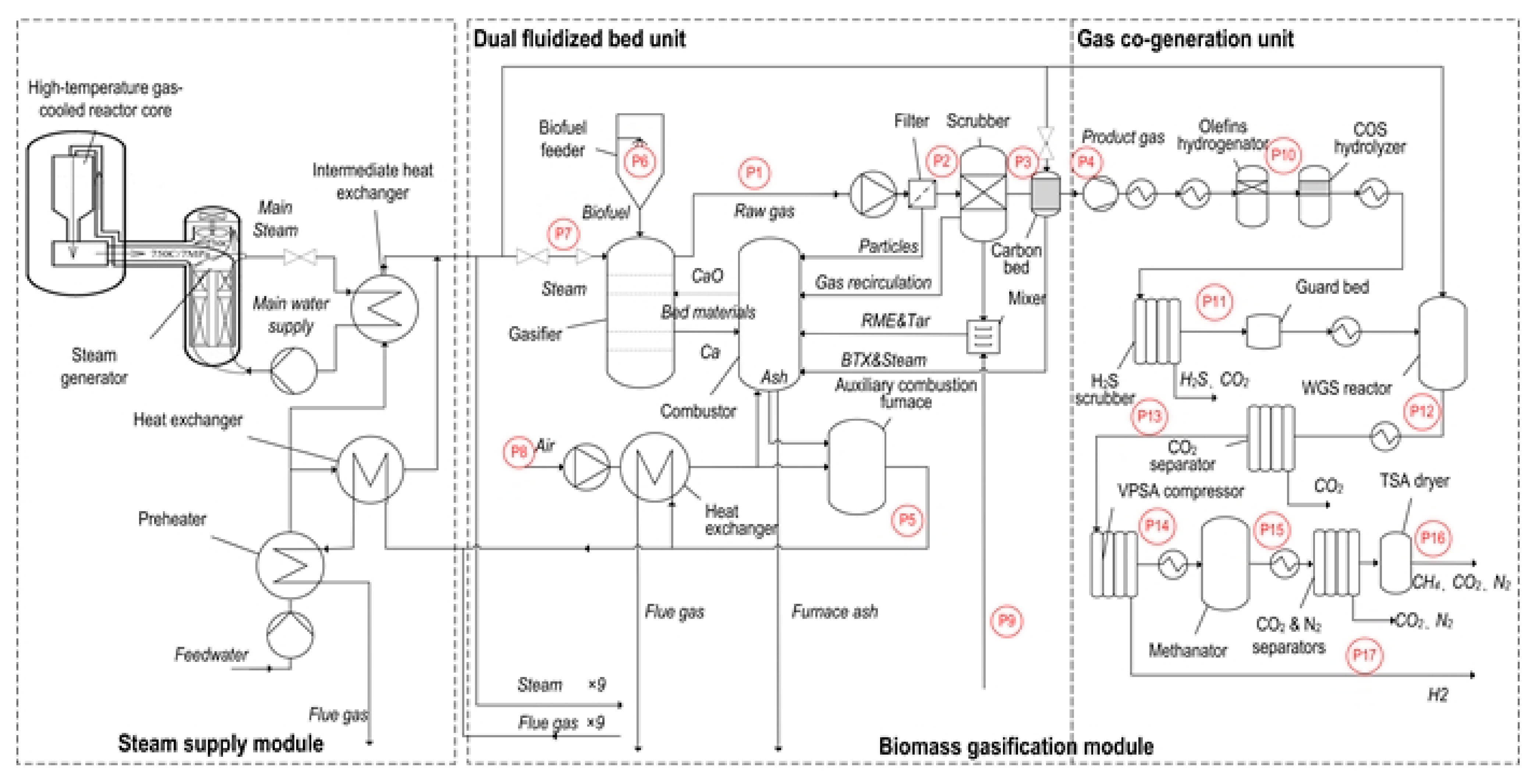
The HTR-BiGas consists of a steam supply module and ten biomass gasification modules, each of which includes a DFB unit and a gas co-generation unit. The mass and energy balances of the steam supply module are simple. The energy consumed in the gas co-generation unit is usually much less than that consumed by the DFB unit. In addition, HTR-BiGas has a conservative design that delivers around 25% output steam of the steam supply module to heat the various processes in the gas co-generation unit. The mass balance of the gas co-generation unit is also a simple process based on the mature techniques for producing hydrogen and SNG. Here, we only introduce the mass and heat balances of the DFB unit.
3.3.2. Mass Balance of DFB
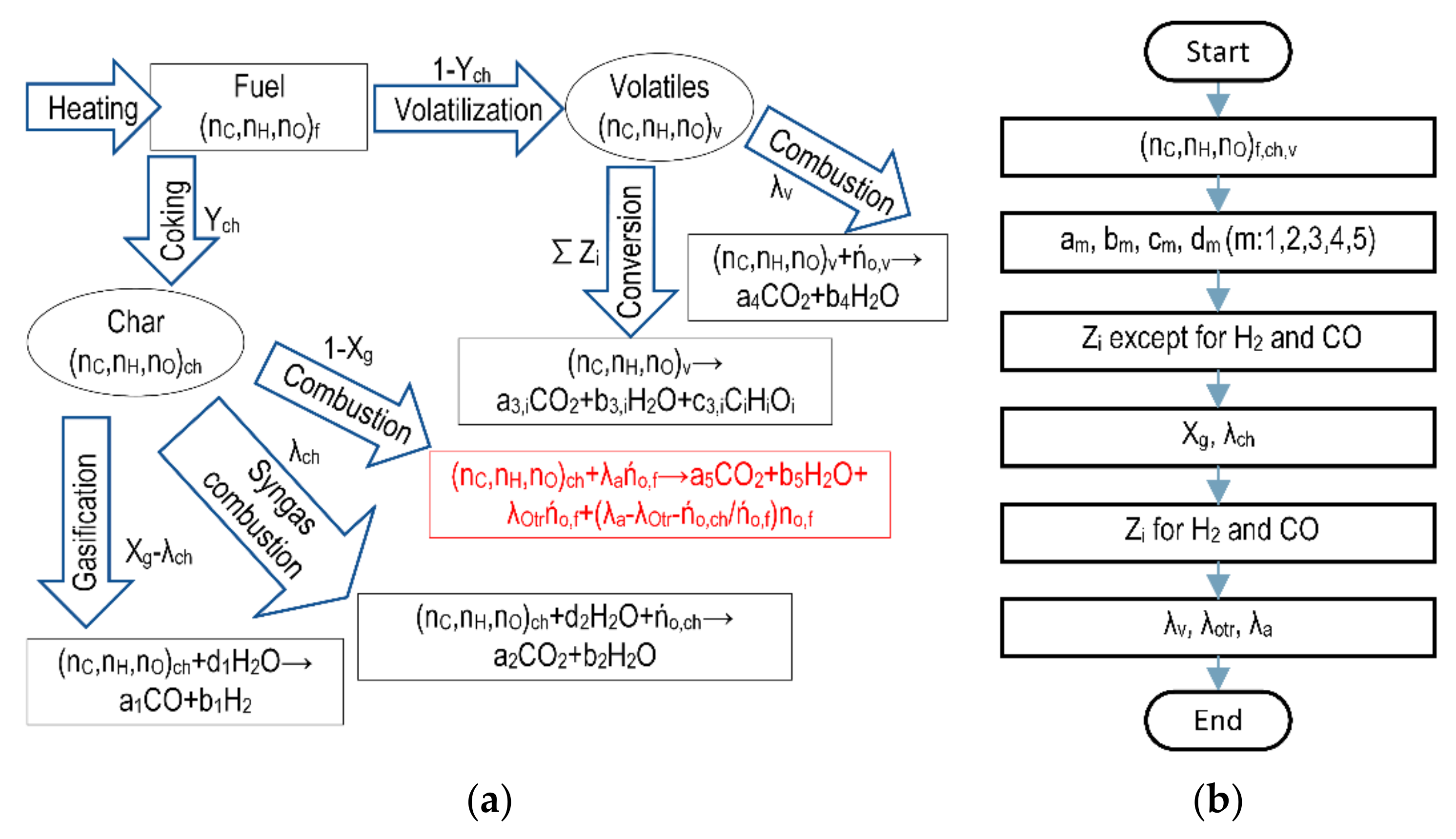
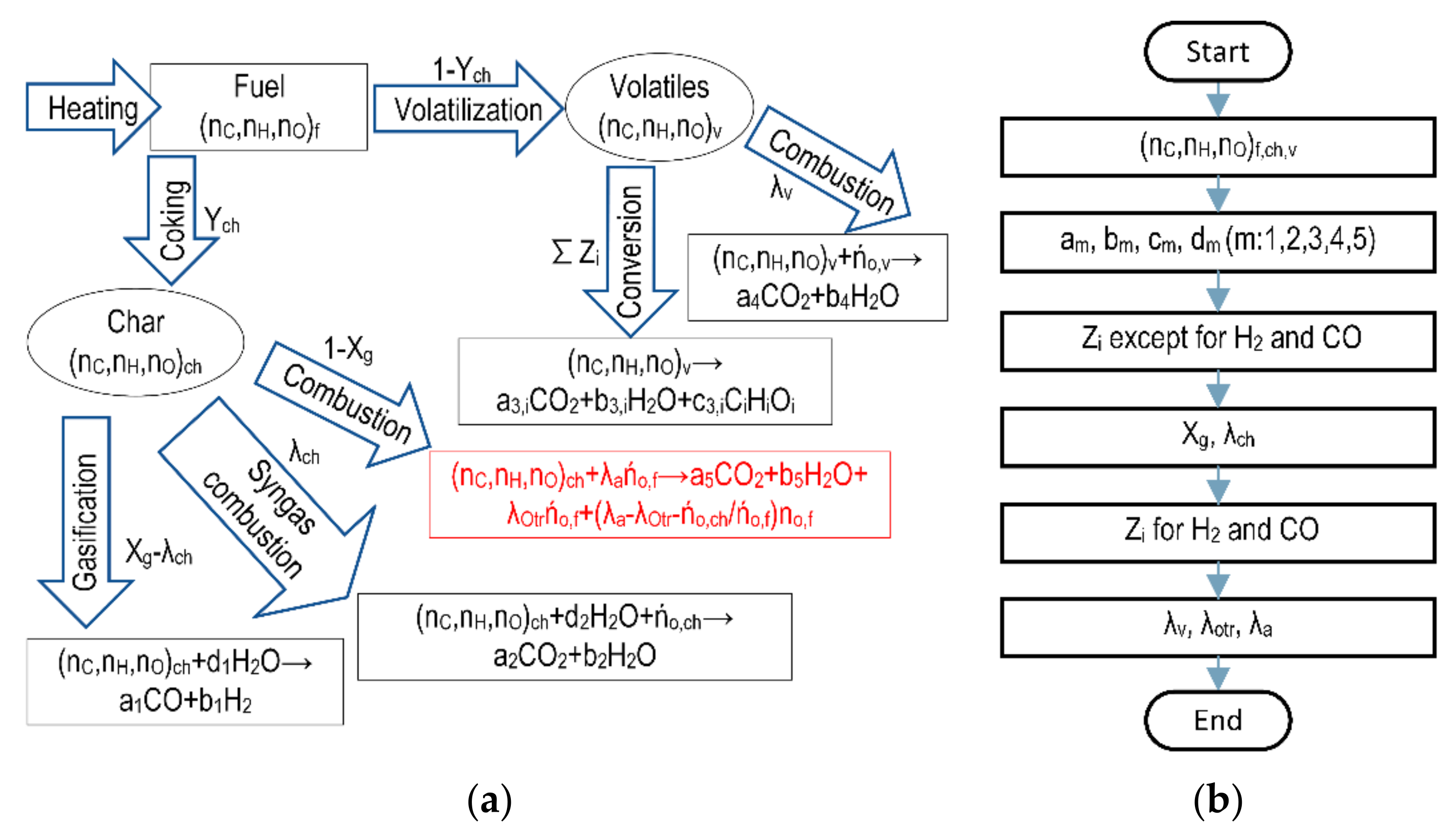
The pyrolysis process and chemical reactions of biomass gasification in the DFB are shown in
Figure 2a based on the related studies for the GoBiGas plant [
12,
20]. The biomass in the gasifier is first converted into a little char and most of the volatiles. Then, various chemical reactions occur among char, volatiles, oxygen and steam, including char gasification, syngas combustion, volatiles conversion, volatiles combustion and char combustion.
is the yield of char. The char fraction
is gasified and oxidized.
is the fraction of the gasified char which is converted to carbon monoxide and hydrogen. The remaining char (
) is transported to the combustor and then combusted. The volatiles produces most of the product gas through the conversion reaction. The remaining volatiles (
) combust with the oxygen transported from the combustor.
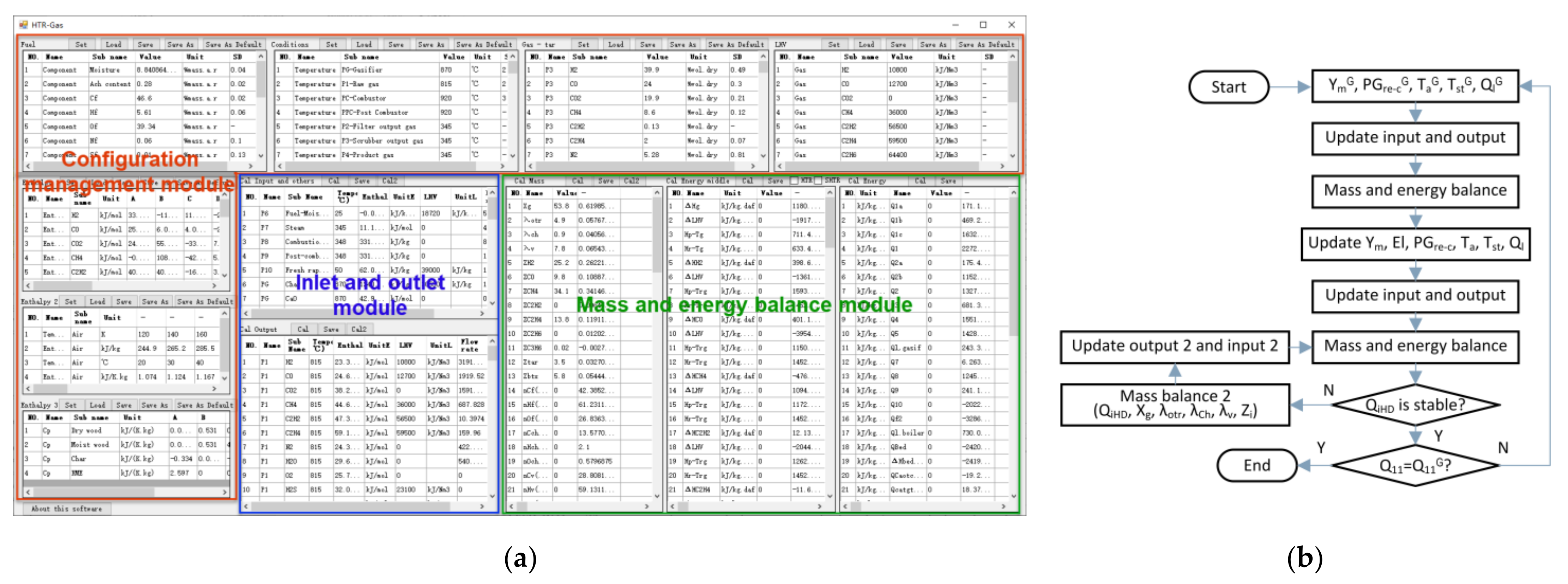
The flow chart for the calculation of the mass balance is shown in
Figure 2b. Firstly, we will calculate the molar yields of different elements (carbon, hydrogen and oxygen) in the different substances (biomass, volatiles and char). Then, the stoichiometric coefficients can be obtained for different chemical reactions, char gasification, syngas combustion, volatiles conversion, volatiles combustion and char combustion. According to the components of the raw gas from the DFB, we can calculate the fractions of the volatiles converted to the different burnable compounds in the raw gas except for hydrogen and carbon monoxide. The components of hydrogen and carbon monoxide in the raw gas are also influenced by char gasification. The fraction of char gasified is calculated based on the carbon balance in the gasifier. The fraction of gasified char combusted by oxygen transported from the combustor is obtained based on the assumption of oxygen transport [
20]. Then, the fractions of the volatiles converted to hydrogen and carbon monoxide can be obtained by adding the related hydrogen and carbon monoxide from char gasification. Finally, various ratios related to oxygen are calculated.
The methods for calculating the mass balance are introduced in detail by the studies related to the GoBiGas plant [
12,
20].
3.3.3. Energy Balance of DFB
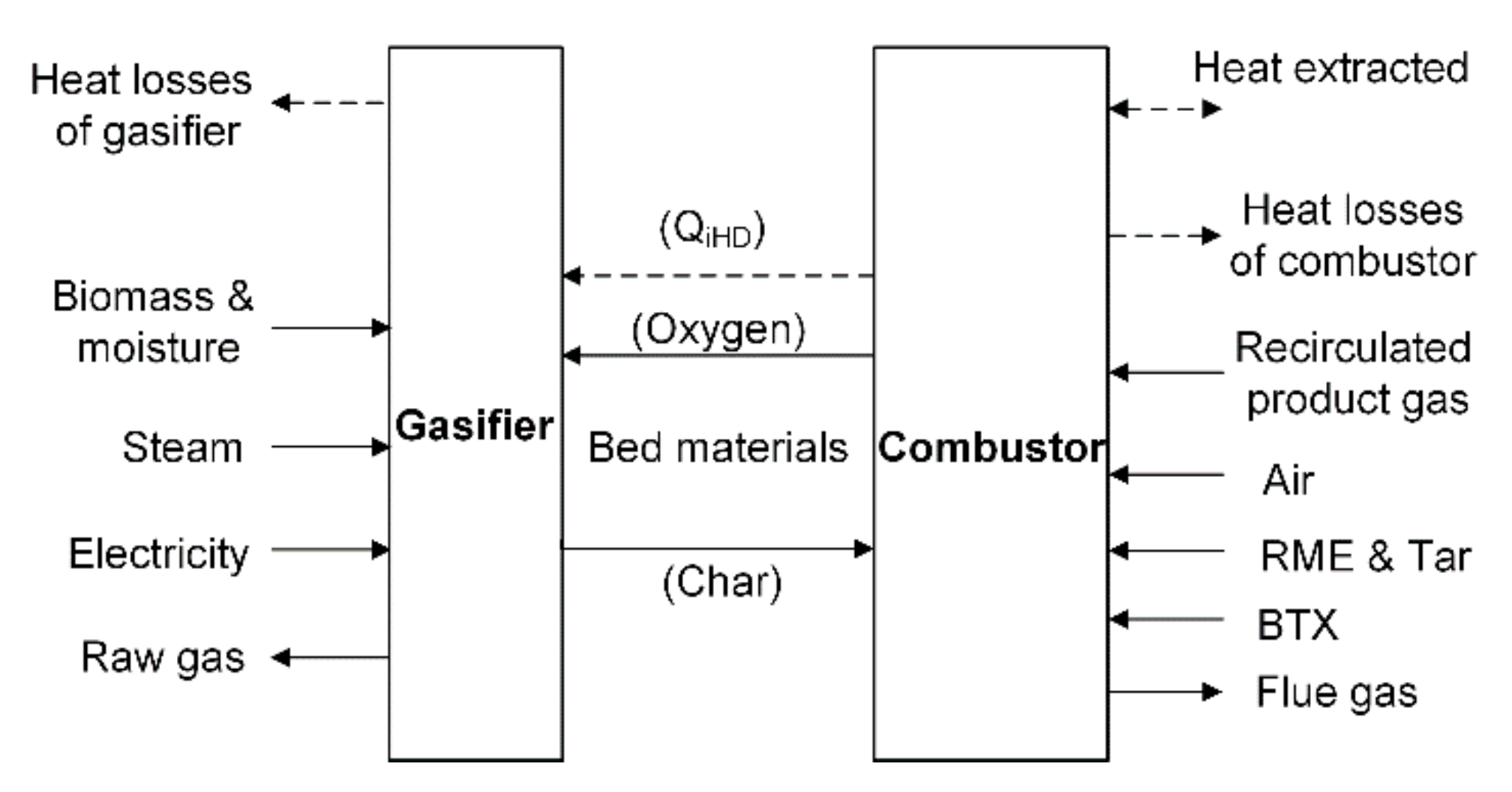
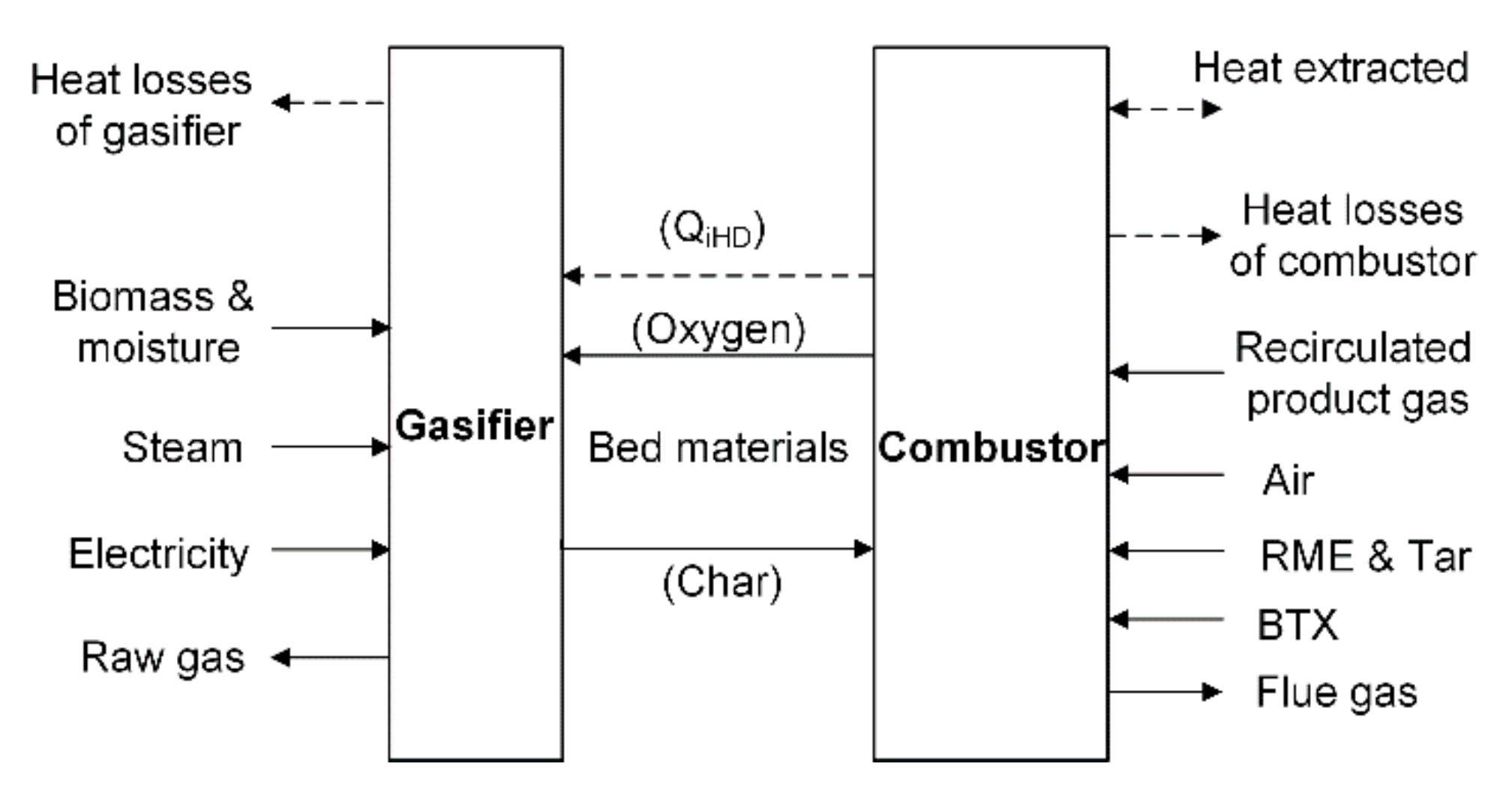
The mass and energy streams and the control volumes considered for the energy balance of the DFB are shown in
Figure 3. The input mass streams of the gasifier include biomass, steam and bed materials from the combustor. The output mass streams of the gasifier are raw gas and bed materials to the combustor. The input mass streams of the combustor include air, recirculated product gas, RME, tar, BTX and bed materials from the gasifier. The output mass streams of the combustor include flue gas and bed materials to the gasifier. In addition, we should also consider the heat losses from the gasifier and the combustor to the ambiance and the possible electricity supply to the gasifier.
In particular, the evaluation of the heat losses of the DFB to the ambiance is based on the empirical data of the GoBiGas plant. For the GoBiGas plant, the total heat losses of the gasifier and the combustor to the ambiance are 5.2% LHV
daf [
12]. The heat loss of the combustor is around three times that of the gasifier [
30], based on their external surfaces and temperatures. For the designs with the same scale of the GoBiGas plant, we assume that their heat losses to the ambiance are also the same. For the large-scale designs, e.g., the HTR-BiGas plant, we assume that the equivalent thermal conductivity in terms of the surface area and the shapes of the reactors is the same as that of the GoBiGas plant, and the volumes and heats of the reactors in the large-scale designs are ten times those in the GoBiGas plant. Thus, we can estimate the total heat losses of the DFB of the large-scale designs at around 2.41% (5.2% × 10
(2/3−1)) LHV
daf. Finally, we conservatively set the heat losses of the gasifier and the combustor of the large-scale designs at 0.75% LHV
daf and 2.25% LHV
daf, respectively.
The energy balance first calculates the internal heat demand (
QiHD) of the gasifier which is provided by the bed materials from the combustor. The heat demand of the gasifier can be calculated by considering the auxiliary electricity supply, the heat loss of the gasifier to the ambiance and the heat demands of the gasifier for various physical processes and chemical reactions for biomass gasification in Equation (1) as follows:
where
(kJ/kg
daf) = internal heat demand of gasifier in terms of mass of dry ash-free biomass;
(kJ/kg
daf) = heat demand for biomass drying and heating;
(kJ/kg
daf) = heat demand for char heating;
(kJ/kg
daf) = heat for steam heating;
(kJ/kg
daf) = heat demand for char gasification;
(kJ/kg
daf) = heat demand for volatiles conversion;
(kJ/kg
daf) = heat loss of gasifier to ambiance;
(kJ/kg
daf) = auxiliary electricity supply to gasifier.
should be equal to heat provided to the gasifier by the bed materials from the combustor. However, the energy balance of the combustor usually has an energy deficit [
12,
16] because the precise prediction of the energy balance for the complex system of the GoBiGas plant is impossible. The energy deficit is counteracted by introducing a heat source named the extracted heat by the combustor. Then, the energy balance of the combustor can be calculated by considering
, the heat demand for heating various substances, the generated heat by combustion and the heat loss of the combustor to the ambiance in Equation (2) as follows.
where
(kJ/kg
daf) = heat extracted by combustor in terms of mass of dry ash-free biomass;
(kJ/kg
daf) = heat demand for air heating;
(kJ/kg
daf) = heat demand for heating recirculated product gas;
(kJ/kg
daf) = heat for steam heating;
(kJ/kg
daf) = heat generated by char combustion;
(kg/kg
daf) = mass flow of recirculated product gas;
(kJ/kg) = lower heating value of recirculated product gas;
(kJ/kg
daf) = heat loss of combustor to the ambiance.
When calculating the energy balance for the experimental conditions of the GoBiGas plant, the values of can be obtained by Equation (1). Then, is calculated by Equation (2). According to the third hypothesis, the of HTR-BiGas or similar designs should be equal to that of GoBiGas. Finally, we can calculate the mass and energy balances of HTR-BiGas and other related designs with Equations (1) and (2).
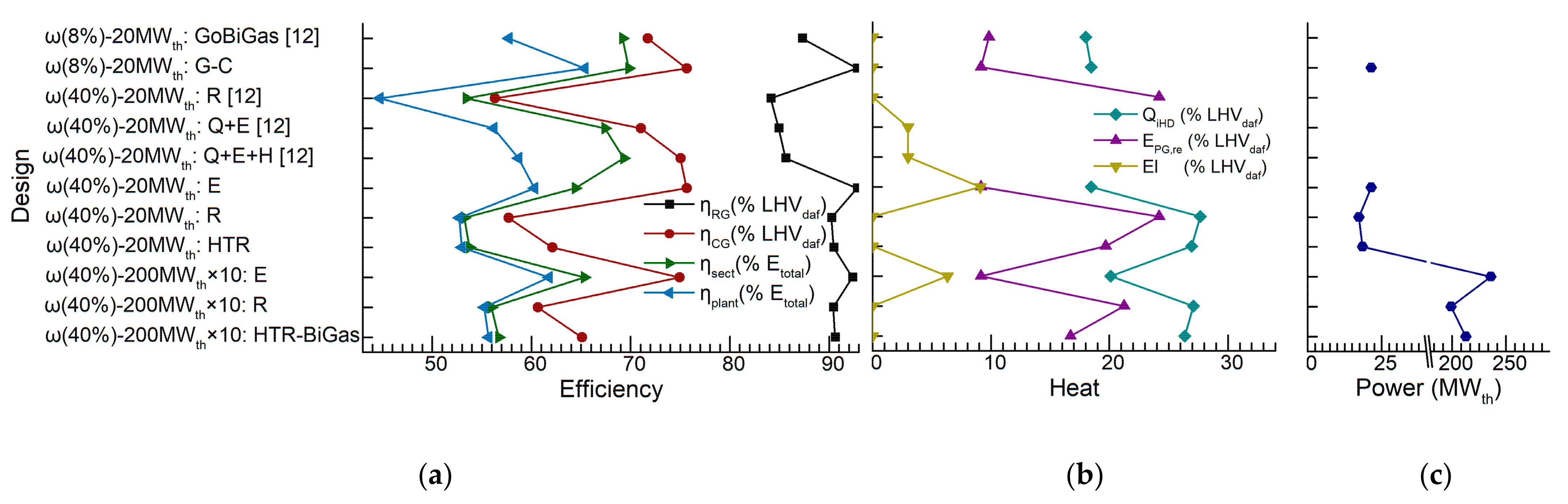
Then, we can calculate various efficiencies as follows:
where
(%
) = raw gas (RG) efficiency;
(kg/kg
daf) = mass of raw gas compound
i in terms of mass of dry ash-free biomass (raw gas includes all burnable gas, e.g., H
2, CO, CH
4, C
2H
2, C
2H
4, C
2H
6, C
3H
6, tar, BTX, etc.);
(kJ/kg) = lower heating value of raw gas compound
i;
(kJ/kg
daf) = lower heating value of dry ash-free biomass.
where
(%
) = cold gas (CG) efficiency;
(kg/kg
daf) = mass of permanent gas compound
j in terms of mass of dry ash-free biomass (permanent gas includes H
2, CO, CH
4, C
2H
2, C
2H
4, C
2H
6, C
3H
6, etc.);
(kJ/kg) = lower heating value of permanent gas compound
j.
where
(%
) = gasification section (DFB) efficiency;
(kg/kg
daf) = mass of RME in terms of mass of dry ash-free biomass;
(kJ/kg) = lower heating value of RME;
(kJ/kg
daf) = total electricity used in the plant;
(kJ/kg
daf) = thermal heat provided by HTR.
where
(%
) = plant efficiency;
(kg/kg
daf) = mass of final product gas compound
k (hydrogen and SNG) in terms of mass of dry ash-free biomass;
(kJ/kg) = lower heating value of final product gas compound
k.
In this way, we can discuss the energy balances of the three designs: electric auxiliary heating, increasing recirculated product gas and heating inlet steam by HTR for biomass gasification.
The methods for calculating the energy balance are introduced in detail by the studies related to the GoBiGas plant [
12,
20].





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}