
Analysis and Predicting the Energy Consumption of Low-Pressure Carburising Processes



Abstract
:1. Introduction
- a thin layer of up to approximately 0.5 mm;
- a medium layer of up to approximately 1.5 mm; and
- a thick layer of up to approximately 4 mm.
2. Materials and Methods
2.1. Heat Treatment Processes for Metal and the Operating Parameters of the Vacuum Pit Furnace
2.2. A Case Study
2.3. Research Methodology
- furnace heating temperature;
- average pressure in the furnace chamber; and
- number of carburising cycles and the time taken for carburisation, by the energy consumption of the heating and pump systems.
2.4. Data Collection
- Y1—energy consumption of the pump system;
- Y2—energy consumption of the heating system;
- X1—number of cycles;
- X2—heating temperatures;
- X3—pressure;
- X4—time (min).
3. Results
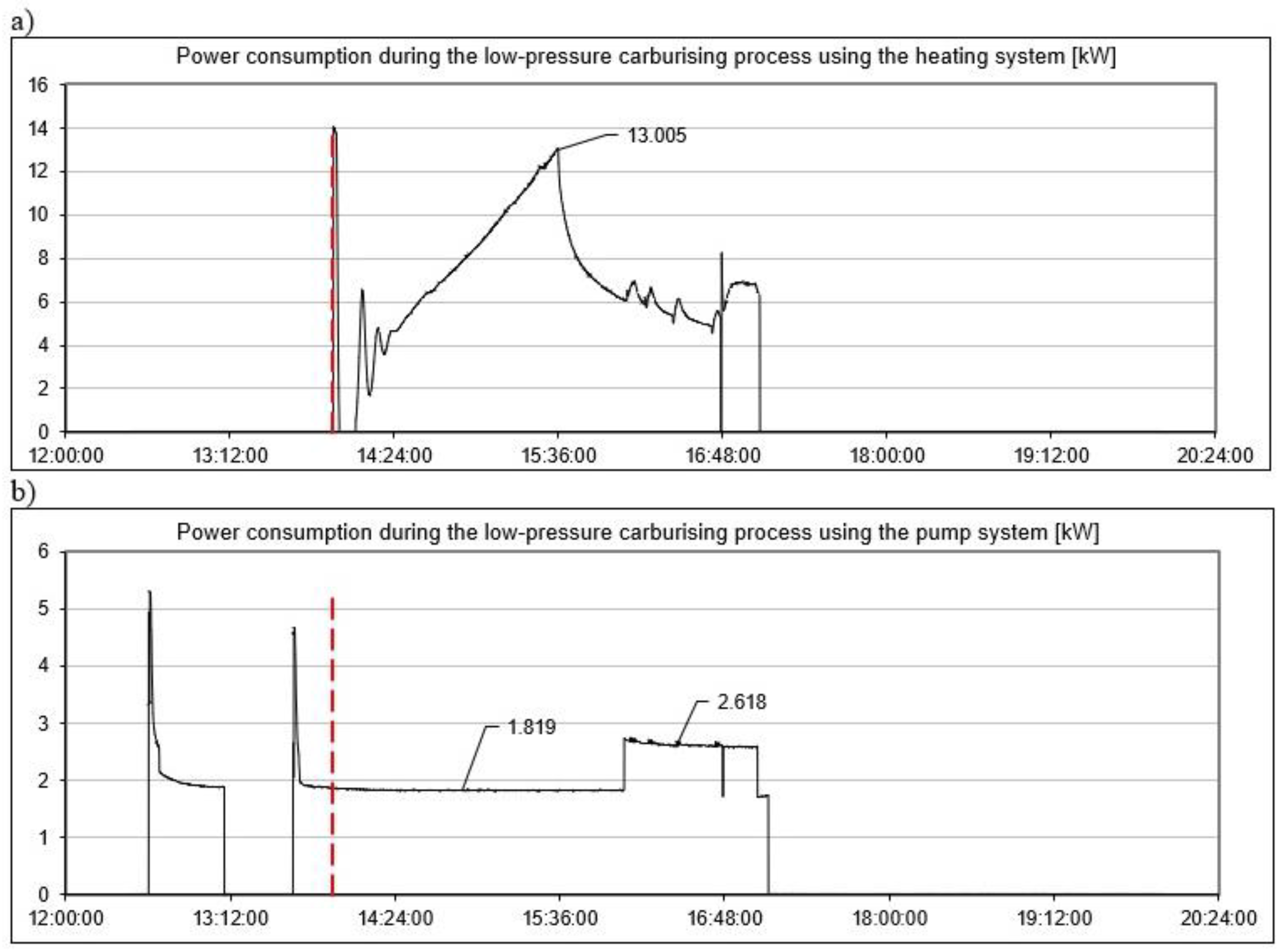
4. Discussion
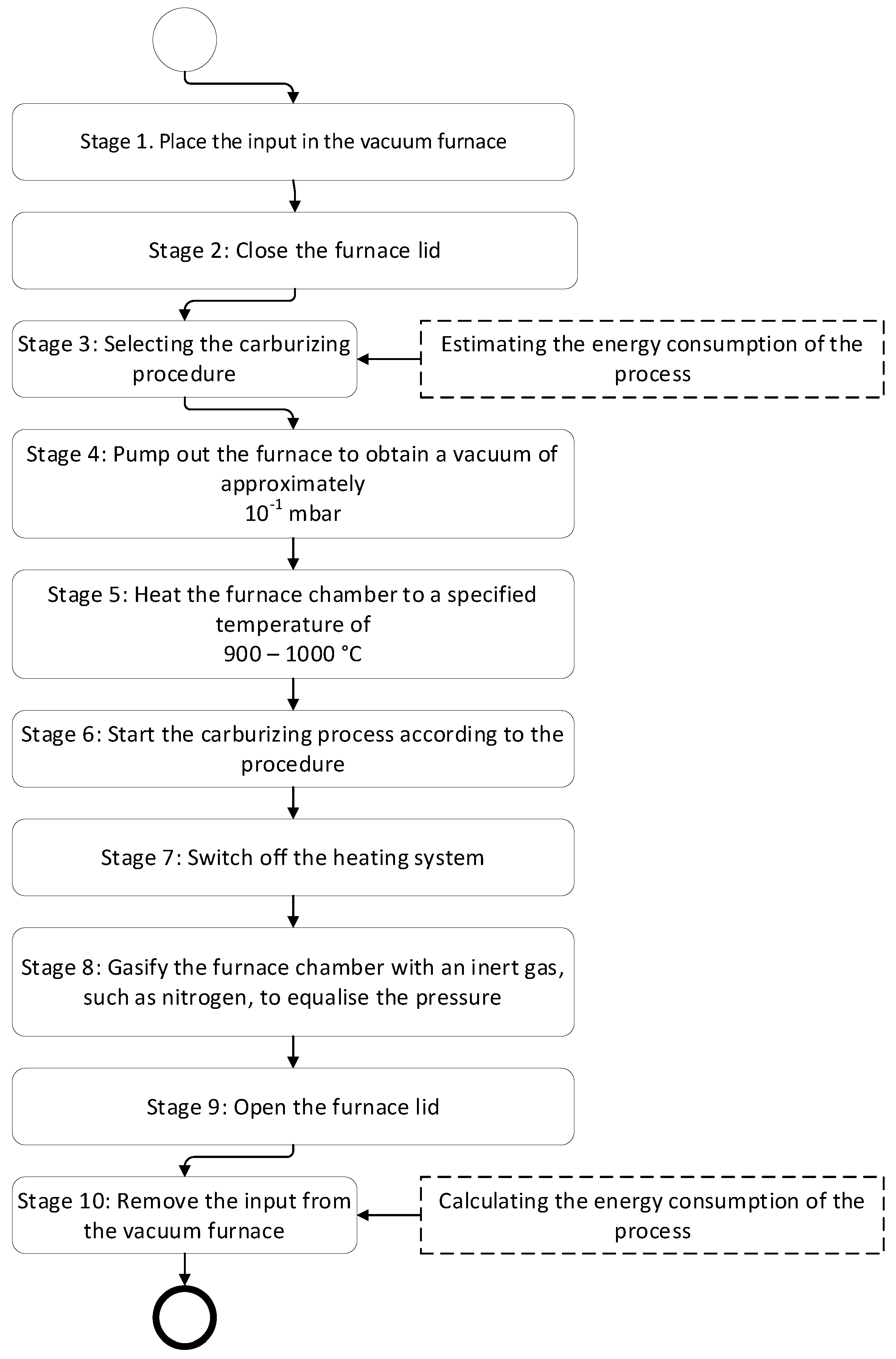
- pumping the furnace down to target pressure;
- heating the furnace to the target temperature; and
- maintaining the appointed temperature and pressure during the carburizing process.
- The energy consumption of the pump system depends to a large extent on the number of carburising cycles.
- In subsequent carburising cycles, the furnace pressure level increases with the supply of acetylene, or other technical gases, which means that the furnace’s mechanical pump must operate more efficiently and the demand for electricity increases. Each subsequent carburising cycle requires a reduction in pressure in the furnace chamber, which is a direct result of increased energy consumption by the pumping system.
- The energy consumption of both the pump system and the heating system depends heavily on the duration of the carburising process.
- As stated above, in the introduction, both sub-systems consume the most energy and each minute of the process is associated with a certain consumption of electrical energy.
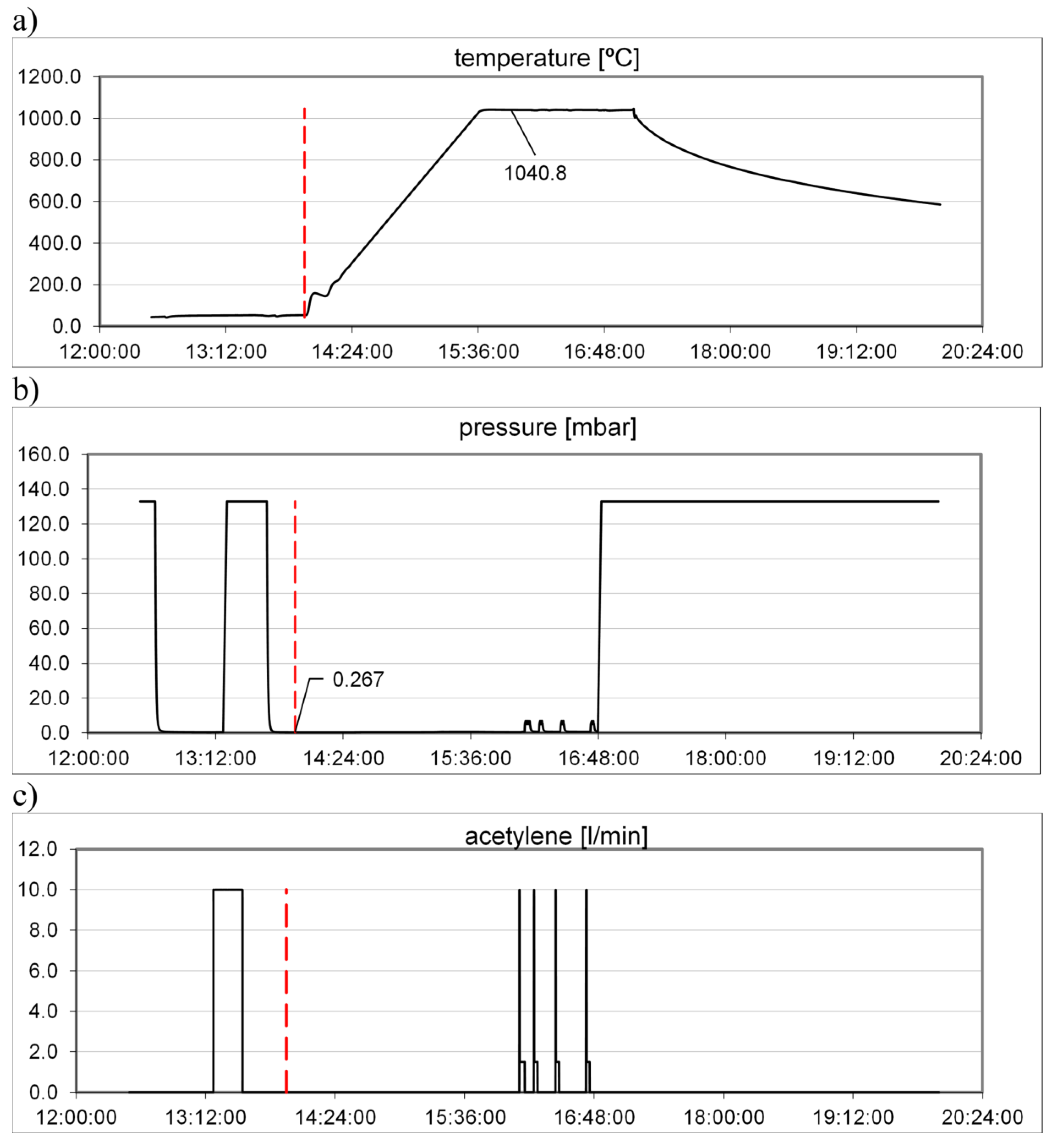
- The energy consumption of the pumping system depends on the average pressure in the carburising process.
- A relatively efficient pumping system allows a pre-determined vacuum value to be achieved in a relatively short time. The power consumption of the pump system, required for a certain value of the vacuum, is constant.
- The energy consumption of the heating system does not depend to any great extent on the heating temperature.
- It can be assumed that the higher the heating temperature, the greater the energy demand of the heating system. According to the research, obtaining a higher temperature, through the heating system, only requires the consumption of more electricity temporarily. When the set temperature, viz., the maximum electricity consumption, is reached, the energy demand decreases, since only the temperature in the furnace chamber has to be maintained. Therefore, it is possible to obtain better carburisation characteristics by using higher temperatures, at lower pressures and in a shorter time. Such settings of the input parameters will result in a reduction in the energy consumption of the carburisation process.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nakagawa, T. Periodic and sequential preventive maintenance policies. J. Appl. Probab. 1986, 23, 536–542. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, S.; Xiao, F.; Gao, D. Peak load shifting control using different cold thermal energy storage facilities in commercial buildings. Energy Convers. Manag. 2013, 71, 101–114. [Google Scholar] [CrossRef]
- Cauchi, N.; Macek, K.; Abate, A. Model-based predictive maintenance in building automation systems with user discomfort. Energy 2017, 138, 306–315. [Google Scholar] [CrossRef]
- Macek, K.; Endel, P.; Cauchi, N.; Abate, A. Long-term predictive maintenance: A study of optimal cleaning of biomass boilers. Energy Build. 2017, 150, 111–117. [Google Scholar] [CrossRef]
- Mobley, R.K. An Introduction to Predictive Maintenance, 2nd ed.; Plant Engineering, Butterworth-Heinemann: Oxford, UK, 2002; pp. 217–255. [Google Scholar]
- Efthymiou, K.; Papakostas, N.; Mourtzis, D.; Chryssolouris, G. On a predictive maintenance platform for production systems. Procedia CIRP 2012, 3, 221–226. [Google Scholar] [CrossRef] [Green Version]
- Sakib, N.; Wuest, T. Challenges and opportunities of condition-based predictive maintenance: A review. Procedia CIRP 2018, 78, 267–272. [Google Scholar] [CrossRef]
- Wang, Z.; Srinivasan, R.S. A review of artificial intelligence based building energy use prediction: Contrasting the capabilities of single and ensemble prediction models. Renew. Sustain. Energy Rev. 2017, 75, 796–808. [Google Scholar] [CrossRef]
- Cline, B.; Niculescu, R.S.; Huffman, D.; Deckel, B. Predictive maintenance applications for machine learning. In Proceedings of the Annual Reliability and Maintainability Symposium (RAMS), Orlando, FL, USA, 23–26 January 2017. [Google Scholar]
- Paolanti, M.; Romeo, L.; Felicetti, A.; Mancini, A.; Frontoni, E.; Loncarski, J. Machine Learning approach for Predictive Maintenance in Industry 4.0. In Proceedings of the 14th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications, MESA, Oulu, Finland, 2–4 July 2018. [Google Scholar]
- Susto, G.A.; Schirru, A.; Pampuri, S.; McLoone, S.; Beghi, A. Machine learning for predictive maintenance: A multiple classifier approach. IEEE Trans. Ind. Inform. 2015, 11, 812–820. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, B.; Wang, L. Cloud-enhanced predictive maintenance. Int. J. Adv. Manuf. Technol. 2018, 99, 5–13. [Google Scholar] [CrossRef]
- Jacquet, P.; Rousse, D.R.; Bernard, G.; Lambertin, M. A novel technique to monitor carburizing processes. Mater. Chem. Phys. 2003, 77, 542–551. [Google Scholar] [CrossRef]
- Bruncko, M.; Rudolf, R.; Kosec, B.; Anzel, I. Vacuum carburizing of steels. Tech. Technol. Educ. Manag. 2012, 7, 1516–1521. [Google Scholar]
- Mulin, H.; Jacquet, P.; Lambertin, M.; Rossignol, B.; Faure, M. Monitoring carbon diffusion during a low pressure carburizing process. In Proceedings of the 17th IFHTSE Congress, Kobe, Japan, 27–30 October 2008. [Google Scholar]
- Kula, P.; Pietrasik, R.; Paweta, S.; Dybowski, K.; Kaczmarek, L.; Gladka, A. High temperature low pressure carburizing with prenitriding process—The economic option for vacuum carburizing. Chiang Mai J. Sci. 2013, 40, 865–873. [Google Scholar]
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Saf. Environ. Prot. 2018, 17, 408–425. [Google Scholar] [CrossRef]
- Pangestu, P.; Pujiyanto, E.; Rosyidi, C.N. Multi-objective cutting parameter optimization model of multi-pass turning in CNC machines for sustainable manufacturing. Heliyon 2021, 7, 2. [Google Scholar] [CrossRef] [PubMed]
- Kula, P.; Pietrasik, R.; Dybowski, K. Vacuum carburizing—Process optimization. J. Mater. Process. Technol. 2005, 164–165, 876–881. [Google Scholar] [CrossRef]
- Li, Z.; Wang, K.; He, Y. Industry 4.0—Potentials for Predictive Maintenance. 6th International Workshop of Advanced Manufacturing and Automation (IWAMA 2016), 11, 2016. Available online: https://www.atlantis-press.com/proceedings/iwama-16/25862217 (accessed on 21 June 2021).
- Khan, I.S.; Ahmad, M.O.; Majava, J. Industry 4.0 and sustainable development: A systematic mapping of triple bottom line, Circular Economy and Sustainable Business Models perspectives. J. Clean. Prod. 2021, 297, 126655. [Google Scholar] [CrossRef]
- Liu, W.; Deng, K.; Wei, H.; Zhao, P.; Li, K.; Zhang, Y. A decision-making model for comparing the energy demand of additive-subtractive hybrid manufacturing and conventional subtractive manufacturing based on life cycle method. J. Clean. Prod. [CrossRef]
- Man, Y.; Han, Y.; Li, J.; Hong, M. Review of energy consumption research for papermaking industry based on life cycle analysis. Chin. J. Chem. Eng. 2019, 27, 1543–1553. [Google Scholar] [CrossRef]
- Riedelsheimer, T.; Gogineni, S.; Stark, R. Methodology to develop Digital Twins for energy efficient customizable IoT-Products. Procedia CIRP 2021, 98, 258–263. [Google Scholar] [CrossRef]
- Pajak, G.; Pajak, I. Planning of a point to point collision-free trajectory for mobile manipulators. In Proceedings of the 10th International Workshop on Robot Motion and Control (RoMoCo), Poznan, Poland, 6–8 July 2015; pp. 142–147. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Number of Cycles—X1 | Heating Temperatures—X2 (°C) | Pressure—X3 (mbar) | Time—X4 (min) | Energy Consumption of the Pump System (kWh)—Y1 | Energy Consumption of the Heating System (kWh)—Y2 |
|---|---|---|---|---|---|---|
| 1 | 4 | 930 | 2.70 | 232 | 8.29 | 19.80 |
| 2 | 4 | 930 | 1.66 | 200 | 7.29 | 16.90 |
| 3 | 4 | 930 | 2.76 | 290 | 10.13 | 18.55 |
| 4 | 4 | 1040 | 1.84 | 190 | 6.46 | 19.75 |
| 5 | 4 | 1040 | 1.56 | 265 | 8.88 | 21.54 |
| 6 | 5 | 960 | 1.47 | 228 | 8.02 | 18.31 |
| 7 | 5 | 960 | 1.34 | 318 | 8.38 | 19.75 |
| 8 | 11 | 860 | 1.10 | 525 | 21.62 | 23.78 |
| 9 | 11 | 860 | 1.18 | 462 | 19.47 | 22.81 |
| 10 | 11 | 860 | 3.58 | 474 | 20.08 | 24.09 |
| 11 | 11 | 950 | 1.62 | 606 | 24.57 | 35.75 |
| 12 | 11 | 950 | 1.87 | 622 | 24.91 | 31.90 |
| 13 | 11 | 950 | 1.30 | 581 | 23.64 | 32,97 |
| 14 | 11 | 950 | 1.38 | 536 | 22.29 | 34.20 |
| 15 | 22 | 1000 | 1.05 | 2387 | 92.50 | 95.42 |
| 16 | 22 | 1000 | 5.61 | 2403 | 99.86 | 97.14 |
| 17 | 22 | 1000 | 6.60 | 2460 | 97.53 | 94.72 |
| 18 | 25 | 985 | 2.14 | 1314 | 111.72 | 100.79 |
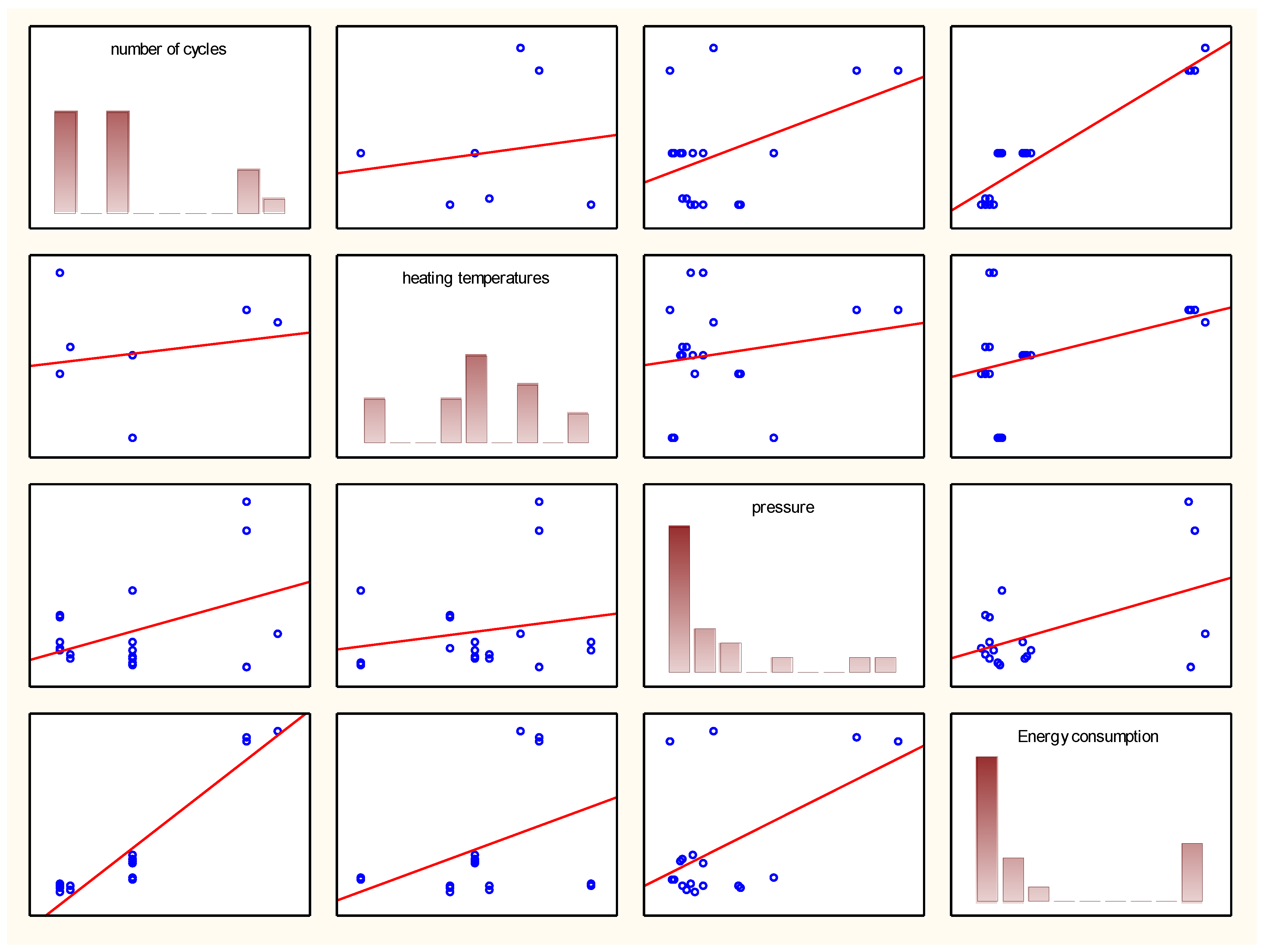
| Factors | Correlation | r2 | t | p |
|---|---|---|---|---|
| Energy consumption of the pump system/number of cycles | 0.9630 | 0.9274 | 14.3021 | 0.0000 |
| Energy consumption of the pump system/heating temperatures | 0.3500 | 0.1225 | 1.4948 | 0.1544 |
| Energy consumption of the pump system/Pressure | 0.5339 | 0.2851 | 2.5260 | 0.0224 |
| Energy consumption of the pump system/time [min] | 0.9274 | 0.8600 | 9.9171 | 0.0000 |
| Energy consumption of the heating system/number of cycles | 0.9493 | 0.9011 | 12.07928 | 0.0000 |
| Energy consumption of the heating system/heating temperatures | 0.4194 | 0.1759 | 1.8481 | 0.0831 |
| Energy consumption of the heating system/Pressure | 0.5266 | 0.2773 | 2.4781 | 0.0247 |
| Energy consumption of the heating system/time [min] | 0.9424 | 0.8882 | 11.2754 | 0.0000 |
| No. | Number of Cycles—X1 | Heating Temperatures—X2 (°C) | Pressure—X3 (mbar) | A Real Energy Consumption (kWh) | A Prediction for the Energy Consumption (kWh) | |
|---|---|---|---|---|---|---|
| 1 | 11 | 950 | 2.03 | 41.77 | 39.58 | −95.0% Gu = 36.62; +95.0% Gu = 42.57 |
| 2 | 11 | 950 | 2.01 | 41.44 | 39.55 | −95.0% Gu = 36.57; +95.0% Gu = 42.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kłos, S.; Patalas-Maliszewska, J.; Piechowicz, Ł.; Wachowski, K. Analysis and Predicting the Energy Consumption of Low-Pressure Carburising Processes. Energies 2021, 14, 3699. https://doi.org/10.3390/en14123699
Kłos S, Patalas-Maliszewska J, Piechowicz Ł, Wachowski K. Analysis and Predicting the Energy Consumption of Low-Pressure Carburising Processes. Energies. 2021; 14(12):3699. https://doi.org/10.3390/en14123699
Chicago/Turabian StyleKłos, Sławomir, Justyna Patalas-Maliszewska, Łukasz Piechowicz, and Krzysztof Wachowski. 2021. "Analysis and Predicting the Energy Consumption of Low-Pressure Carburising Processes" Energies 14, no. 12: 3699. https://doi.org/10.3390/en14123699
APA StyleKłos, S., Patalas-Maliszewska, J., Piechowicz, Ł., & Wachowski, K. (2021). Analysis and Predicting the Energy Consumption of Low-Pressure Carburising Processes. Energies, 14(12), 3699. https://doi.org/10.3390/en14123699