Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor



Abstract
1. Introduction
2. Materials and Methods
2.1. Plastic Waste Acquirement
2.2. Waste Conditioning and Samples Preparation
2.3. Thermal Stability and Proximate Analysis
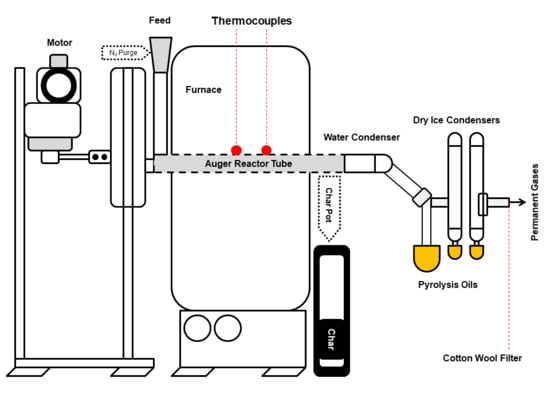
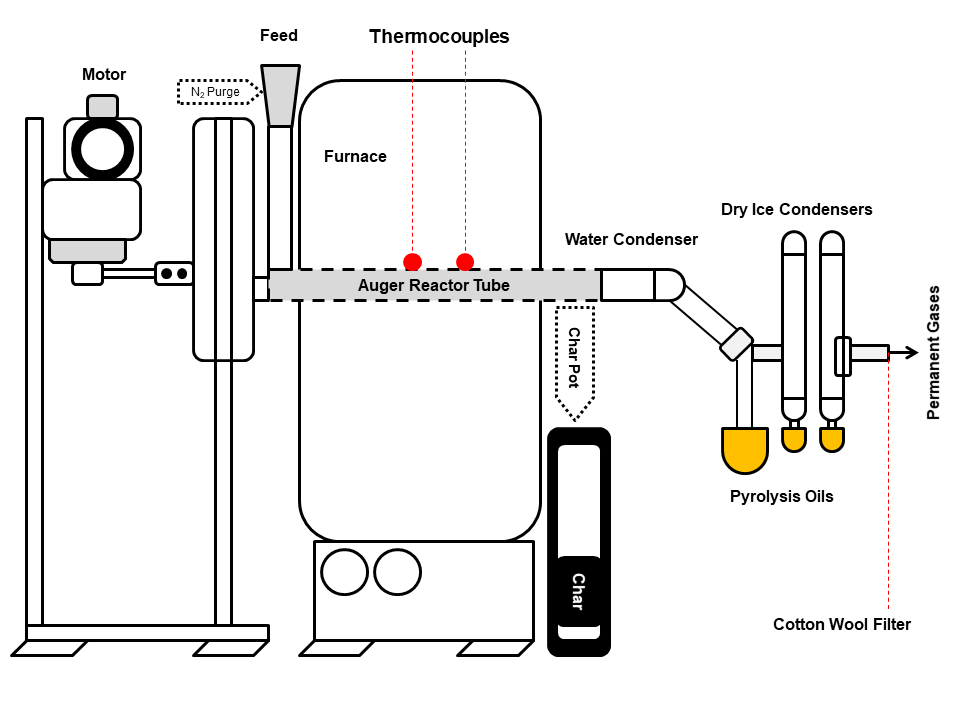
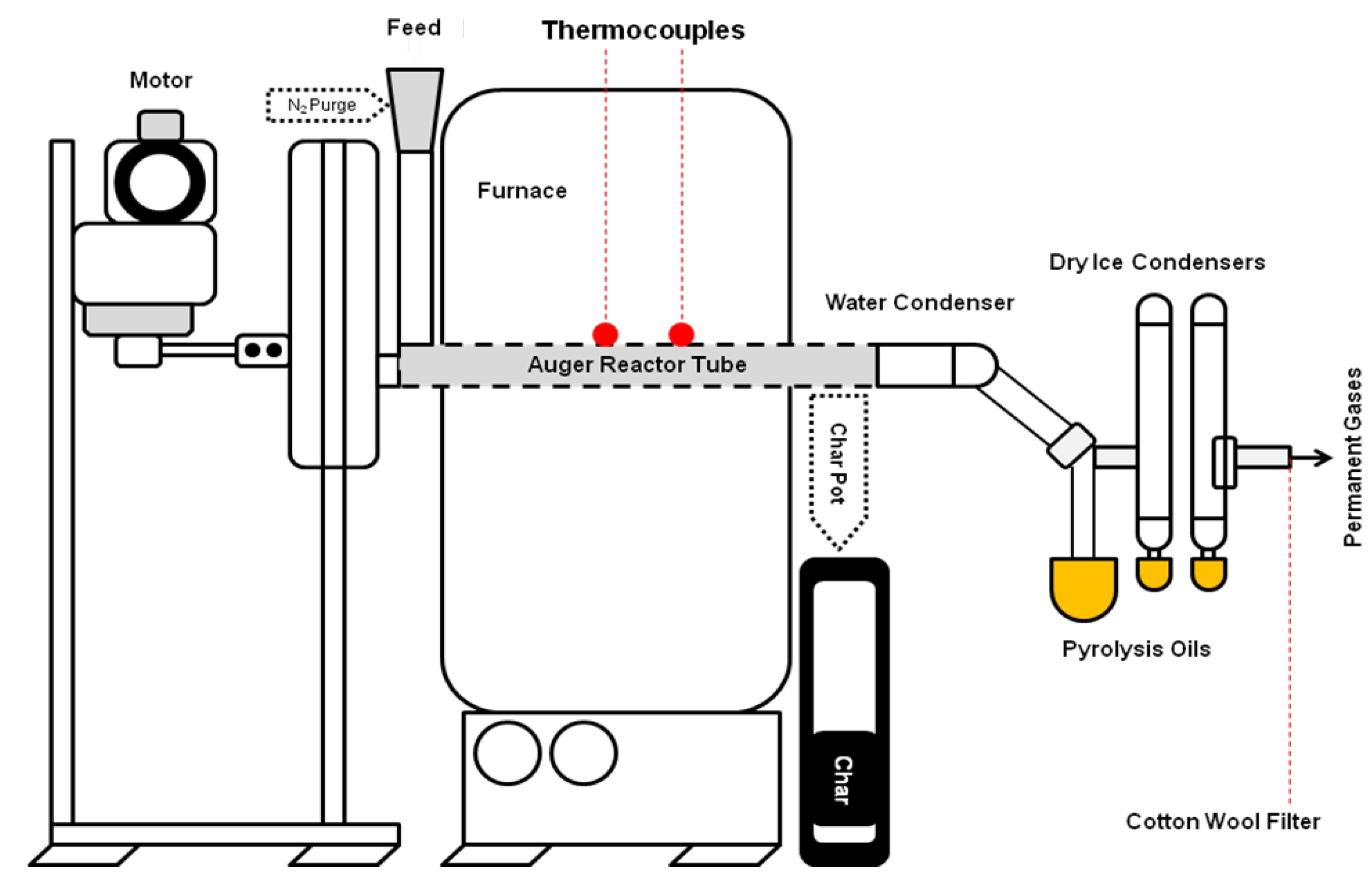
2.4. Pilot Plant Pyrolysis Runs and Products Identification
3. Results
3.1. Plastic Waste Stability and Proximate Analysis
3.2. Mass Balance and Pyro-Oil/Wax Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Plastics Europe. Plastics-the Facts 2018: An Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Puteaux, French, 2018. [Google Scholar]
- Kaza, S.; Yao, L.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050, Urban Development Serie; World Bank: Washington, DC, USA, 2018. [Google Scholar]
- Kunwar, B.; Cheng, H.N.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to fuel: A review. Sci. Total Environ. 2016, 54, 421–4228. [Google Scholar] [CrossRef]
- Wanka, S.; Münnich, K.; Fricke, K. Landfill Mining-Wet mechanical treatment of fine MSW with a wet jigger. Waste Manag. 2017, 59, 316–323. [Google Scholar] [CrossRef] [PubMed]
- Cossu, R.; Lai, T. Washing of waste prior to landfilling. Waste Manag. 2012, 32, 869–878. [Google Scholar] [CrossRef]
- Quaghebeur, M.; Laenen, B.; Geysen, D.; Nielsen, P.; Pontikes, Y.; Van Gerven, T.; Spooren, J. Characterization of landfilled materials: Screening of the enhanced landfill mining potential. J. Clean. Produc. 2013, 55, 72–83. [Google Scholar] [CrossRef]
- Kaartinen, T.; Sormunen, K.; Rintala, J. Case study on sampling, processing and characterization of landfilled municipal solid waste in the view of landfill mining. J. Clean. Produc. 2013, 55, 56–66. [Google Scholar] [CrossRef]
- Krook, J.; Svensson, N.; Eklund, M. Landfill mining: A critical review of two decades of research. Waste Manag. 2012, 32, 513–520. [Google Scholar] [CrossRef]
- Zaini, I.N.; López, C.G.; Pretz, T.; Yang, W.; Jönsson, P.G. Characterization of pyrolysis products of high-ash excavated-waste and its char gasification reactivity and kinetics under a steam atmosphere. Waste Manag. 2019, 97, 149–163. [Google Scholar] [CrossRef]
- Roadmap to a Resource Efficient Europe EU Commission, Resource Efficiency. 2011. Available online: http://ec.europa.eu/environment/resource_efficiency/about/roadmap/index_en.htm (accessed on 17 March 2020).
- Burlakovs, J.; Kriipsalu, M.; Klavins, M.; Bhatnagar, A.; Vincevica-Gaile, Z.; Stenis, J.; Jani, Y.; Mykhaylenko, V.; Denafas, G.; Turkadze, T.; et al. Paradigms on landfill mining: From dump site scavenging to ecosystem services revitalization. Resour. Conserv. Recycl. 2017, 123, 73–84. [Google Scholar] [CrossRef]
- Jones, P.T.; Geysen, D.; Tielemans, Y.; Van Passel, S.; Pontikes, Y.; Blanpain, B.; Quaghebeur, M.; Hoekstra, N. Enhanced Landfill Mining in view of multiple resource recovery: A critical review. J. Clean. Prod. 2013, 55, 45–55. [Google Scholar] [CrossRef]
- Canopoli, L.; Coulon, F.; Wagland, S.T. Degradation of excavated polyethylene and polypropylene waste from landfill. Sci. Total. Environ. 2019, 698, 134125. [Google Scholar] [CrossRef] [PubMed]
- Mor, S.; Ravindra, K.; De Visscher, A.; Dahiya, R.P.; Chandra, A. Municipal solid waste characterization and its assessment for potential methane generation: A case study. Sci. Total Environ. 2006, 371, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M.; Al-Nasser, A.; Al-Dhafeeri, A.T. Multi-Variable Regression Analysis for the Solid Waste Generation in the State of Kuwait. Process Safe. Environ. Protect. 2018, 119, 172–180. [Google Scholar] [CrossRef]
- Al-Sarawi, M.A.; Massoud, M.S.; Wahba, S.A. Physical properties as indicators of oil penetration in soils contaminated with oil lakes in the Greater Burgan oil fields, Kuwait. Water Air Soil Pollut. 1998, 102, 1–15. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Leeke, G.A.; Karam, H.J.; Al-Enzi, R.; Al-Dhafeeri, A.T.; Wang, J. Investigating the thermal characteristics of reclaimed solid waste from a landfill site using thermogravimetry. In Proceedings of the International Conference on Environmental Pollution and Pollution Control of the World Academy of Science, Engineering and Technology (WASET), London, UK, 20–21 January 2021; pp. 1237–1276. [Google Scholar]
- Al-Salem, S.; Leeke, G.; Wang, J.; Al-Enezi, R.; Karam, H.; Al-Wadi, M.; Al-Dhafeeri, A.; Boota, A. Solar Powered Fast Pyrolysis for Producing Bio-Oils from Municipal Solid Waste in the State of Kuwait, Annual Progress Report, KISR No. 15721, Project Code: EM103C; Kuwait Institute for Scientific Research (KISR): Kuwait City, Kuwait, 2019. [Google Scholar]
- Al-Salem, S.; Al-Nasser, A.; Al-Wadi, M.; Al-Foudaree, M.; Al-Qassimi, M.; Al-Dhafeeri, A.; Asiri, F.; Sultan, H.; Karam, H. Established Protocols and Research Methods Acquired In The Waste Management Research Unit (WMRU), Technical Report, KISR no. 14854, Project Code: P-KISR-06-11; Kuwait Institute for Scientific Research (KISR): Kuwait City, Kuwait, 2018. [Google Scholar]
- World Health Organization. Handling Solid Wastes in Developing Countries; World Health Organization: Alexandria, Egypt, 1988. [Google Scholar]
- Al-Khatib, I.A.; Monou, M.; Abu Zahra, A.S.F.; Shaheen, H.Q.; Kassinos, D. Solid waste characterization, quantification and management practices in developing countries. A case study: Nablus district–Palestine. J. Environ. Manag. 2010, 91, 1131–1138. [Google Scholar] [CrossRef]
- Al-Khatib, I.A.; Fkhidah, I.A.; Khatib, J.I.; Kontogianni, S. Implementation of a multi-variable regression analysis in the assessment of the generation rate and composition of hospital solid waste for the design of a sustainable management system in developing countries. Waste Manag. Res. 2010, 34, 225–234. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Leeke, G.A.; Al-Enezi, R.; Sultan, H.H.; Karam, H.J.; Al-Wadi, M.H.; Al-Dhafeeri, A.T.; Boota, A.A.; Wang, J. Potential for thermal and solar power pyrolysis in treating reclaimed real life solid waste from a landfill disposal site. In Proceedings of the 17th International Waste Management and Landfill Symposium (Sardinia’19), Sardinia, Italy, 30 September–4 October 2019. [Google Scholar]
- Al-Salem, S.; Behbehani, M.; Karam, H.; Al-Rowaih, S.; Asiri, F. On the Kinetics of Degradation Reaction Determined Post Accelerated Weathering of Polyolefin Plastic Waste Blends. Int. J. Environ. Res. Public Health 2019, 16, 395. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Kinetics and product distribution of end of life tyres (ELTs) pyrolysis: A novel approach in polyisoprene and SBR thermal cracking. J. Hazard. Maters. 2009, 172, 1690–1694. [Google Scholar] [CrossRef]
- Zhou, C.; Fang, W.; Xu, W.; Cao, A.; Wang, R. Characteristics and the recovery potential of plastic wastes obtained from landfill mining. J. Clean. Produc. 2014, 80, 80–86. [Google Scholar] [CrossRef]
- Mutua, N.A.; Ouma, A.B.; Atieno, O.S. Kinetic study of the thermal decomposition for mixed municipal solid waste using thermogravimetric analysis. Preiod. Eng. Nat. Sci. 2017, 5, 355–363. [Google Scholar]
- Adrados, A.; de Marco, I.; Caballero, B.M.; López, A.; Laresgoiti, M.F.; Torres, A. Pyrolysis of plastic packaging waste: A comparison of plastic residuals from material recovery facilities with simulated plastic waste. Waste Manag. 2012, 32, 826–832. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M.; Abraham, G.; Al-Qabandi, O.A.; Dashti, A.M. Investigating the effect of accelerated weathering on the mechanical and physical properties of high content plastic solid waste (PSW) blends with virgin linear low density polyethylene (LLDPE). Polym. Test. 2015, 46, 116–121. [Google Scholar] [CrossRef]
- Mahari, W.A.W.; Chong, C.T.; Cheng, C.K.; Lee, C.L.; Hendrata, K.; Yek, P.N.Y.; Ma, N.L.; Lam, S.S. Production of value-added liquid fuel via microwave co-pyrolysis of used frying oil and plastic waste. Energy 2018, 162, 309–317. [Google Scholar] [CrossRef]
- Shah, A.; Darr, M.J.; Dalluge, D.; Medic, D.; Webster, K.; Brown, R.C. Physicochemical properties of bio-oil and biochar produced by fast pyrolysis of stored single-pass corn stover and cobs. Bioresource Techn. 2012, 125, 348–352. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M. Thermal pyrolysis of high density polyethylene (HDPE) in a novel fixed bed reactor system for the production of high value gasoline range hydrocarbons (HC). Process Safe. Environ. Protect. 2019, 127, 171–179. [Google Scholar] [CrossRef]
- Lund, L.M.; Sandercock, P.M.L.; Basara, G.J.; Austin, C.C. Investigation of various polymeric materials for set-point temperature calibration in pyrolysis–gas chromatography–mass spectrometry (Py-GC-MS). J. Anal. App. Pyrolysis 2008, 82, 129–133. [Google Scholar] [CrossRef]
- ASTM D-6352-15. Standard Test Method for Boiling Range Distribution of Petroleum Distillates in Boiling Range from 174 °C to 700 °C by Gas Chromatography; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Kumar, S.; Panda, A.K.; Singh, R.K. A review on tertiary recycling of high-density polyethylene to fuel. Resourc. Conserv. Recy. 2011, 55, 893–910. [Google Scholar]
- Wax Market-Growth, Trends, and Forecast (2020–2025). 2019. Available online: http://mordorintelligence.com/industry-reports/waxes-market (accessed on 3 April 2020).
- Al-Salem, S.M. Influential parameters on natural weathering under harsh climatic conditions of mechanically recycled plastic film specimens. J. Environ. Manag. 2019, 230, 355–365. [Google Scholar] [CrossRef]
- Burlakovs, J.; Kriipsalu, M.; Porshnov, D.; Jani, Y.; Ozols, V.; Pehme, K.-M.; Rudovica, V.; Grinfelde, I.; Pilecka, J.; Vincevica-Gaile, Z.; et al. Gateway of Landfilled Plastic Waste Towards Circular Economy in Europe. Separations 2019, 6, 25. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
| Unit | Value | |
|---|---|---|
| Feed Rate | g h−1 | 300.0 |
| Total Feed | g | 300.6 |
| Yield | ||
| Liquid (Pyro-oil) | wt.% | 5.5 |
| Light Wax | wt.% | 23.8 |
| Heavy Wax | wt.% | 69.4 |
| Gas | wt.% | 1.3 |
| Gas | dm3 | 3.1 |
| Liquid | Light Wax | Heavy Wax | ||||
|---|---|---|---|---|---|---|
| Carbon# Range | C4–C31 | C4–C35 | C10–C35 | |||
| (%) | Ratio | (%) | Ratio | (%) | Ratio | |
| Petrol (C4–C9) | 51.59 | 5.02 | 22.70 | 0.78 | 0.00 | 0.00 |
| Diesel C10–C19) | 36.12 | 3.57 | 49.88 | 1.72 | 16.79 | 0.20 |
| Wax (C20+) | 10.17 | 1.00 | 29.08 | 1.00 | 83.21 | 1.00 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Salem, S.M.; Yang, Y.; Wang, J.; Leeke, G.A. Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor. Energies 2020, 13, 2040. https://doi.org/10.3390/en13082040
Al-Salem SM, Yang Y, Wang J, Leeke GA. Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor. Energies. 2020; 13(8):2040. https://doi.org/10.3390/en13082040
Chicago/Turabian StyleAl-Salem, Sultan Majed, Yang Yang, Jiawei Wang, and Gary Anthony Leeke. 2020. "Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor" Energies 13, no. 8: 2040. https://doi.org/10.3390/en13082040
APA StyleAl-Salem, S. M., Yang, Y., Wang, J., & Leeke, G. A. (2020). Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor. Energies, 13(8), 2040. https://doi.org/10.3390/en13082040