Impact of Core Sheet Cutting Method on Parameters of Induction Motors



Abstract
1. Introduction
2. The Cutting Methods of Cores of Induction Motors
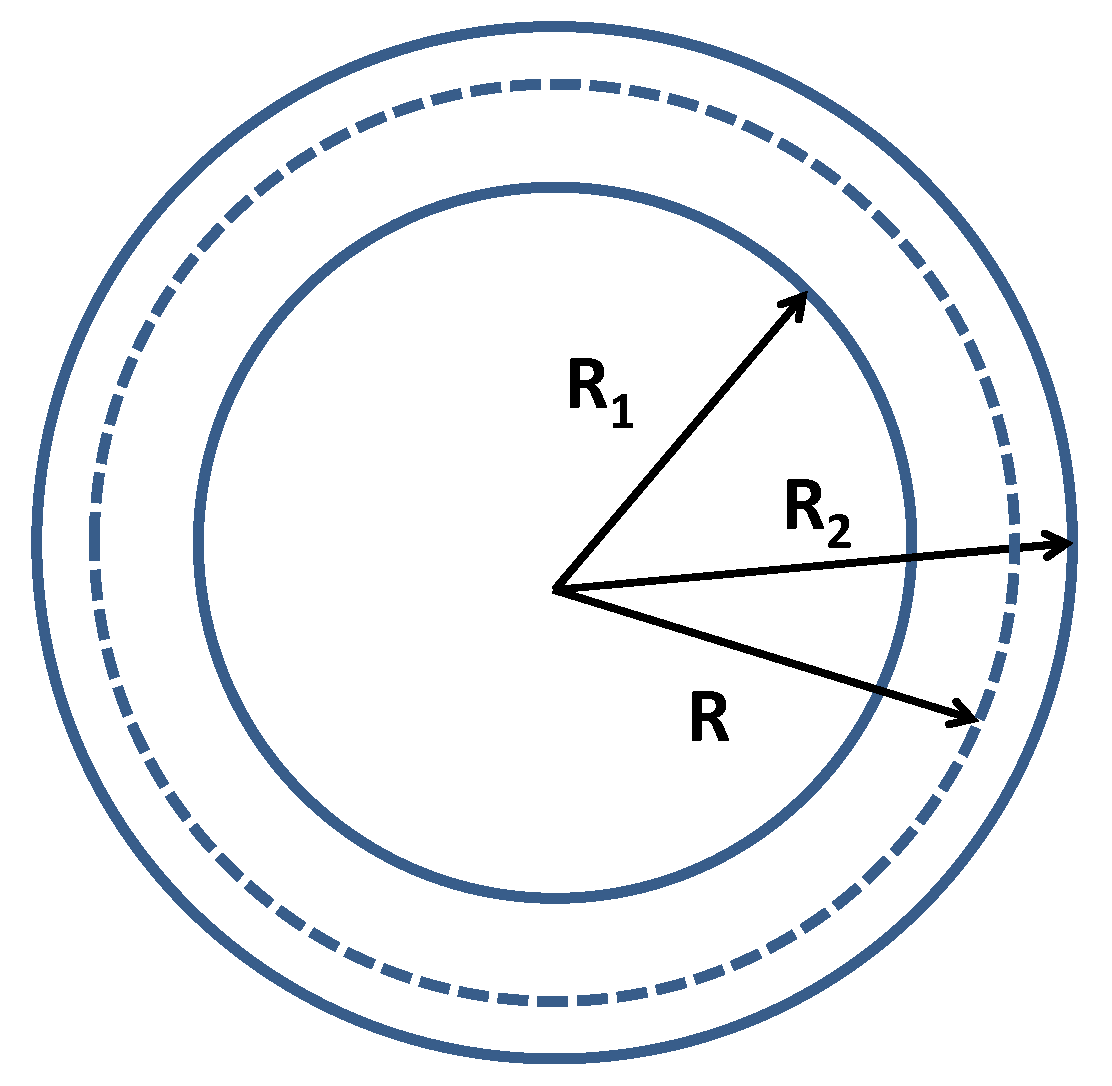
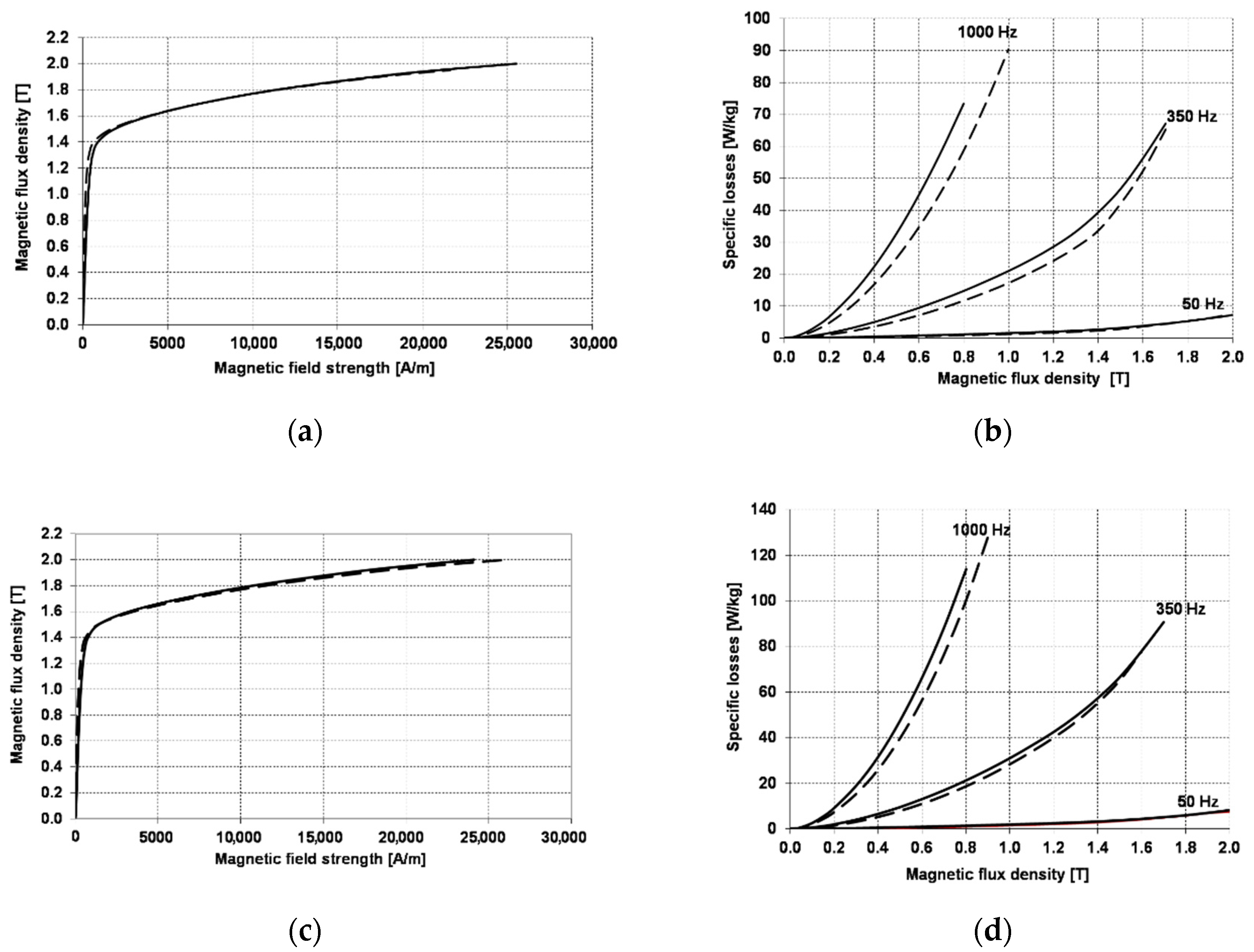
3. Impact of Toroidal Sample Dimensions on the Magnetization Curve and Loss of Electrical Steel
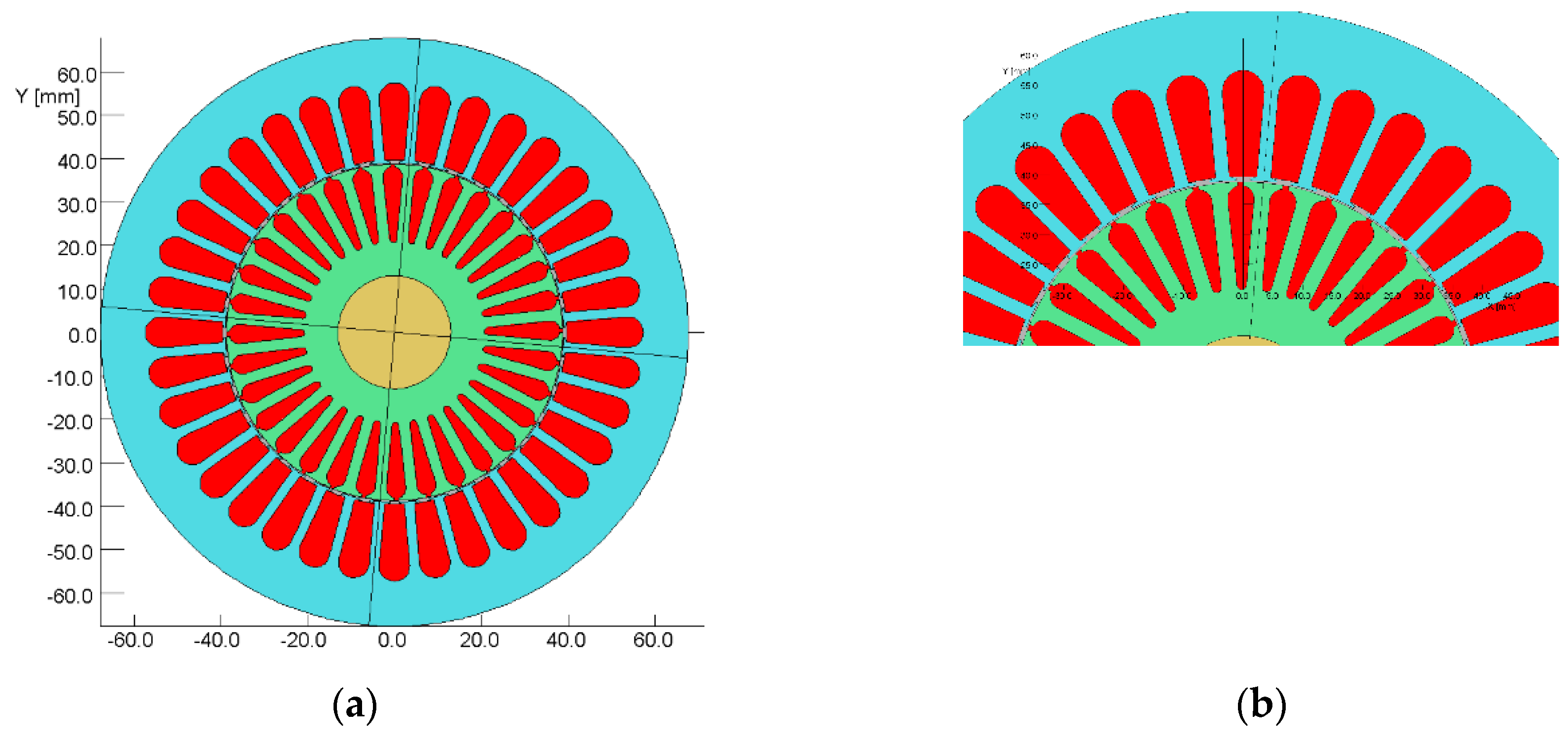
4. Object of Investigation
5. Test Results
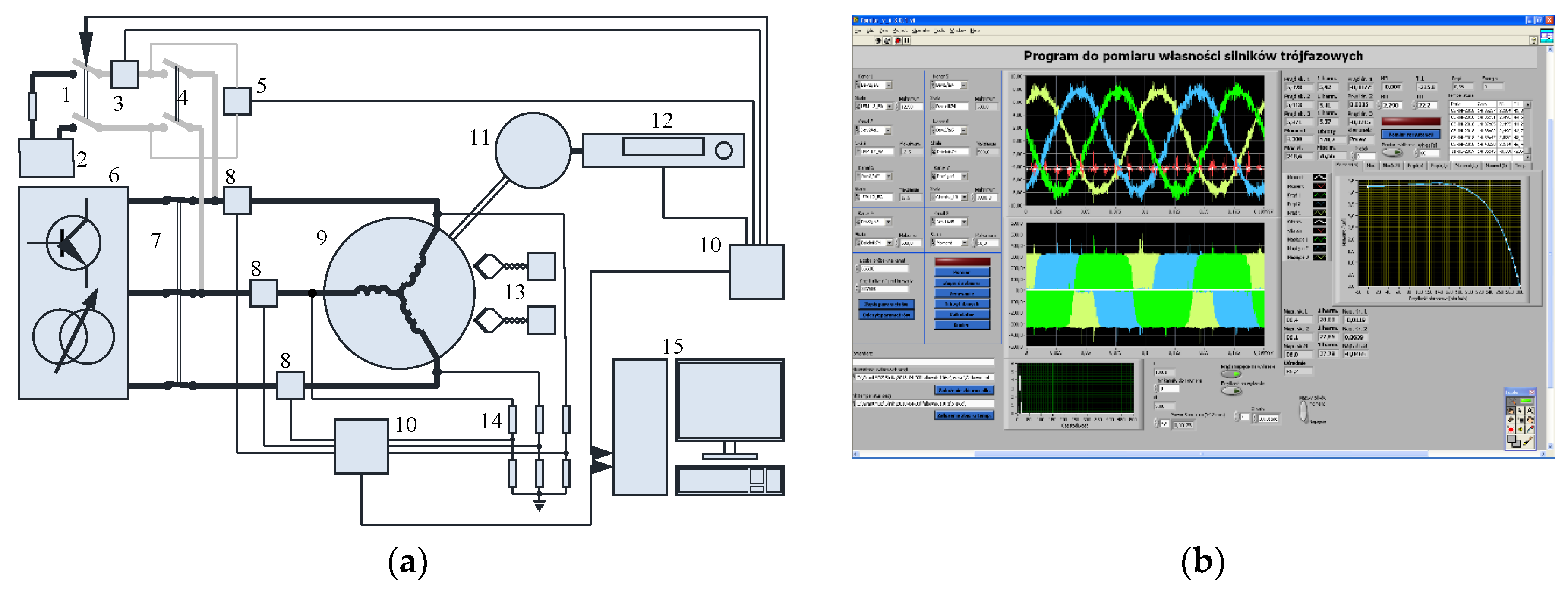
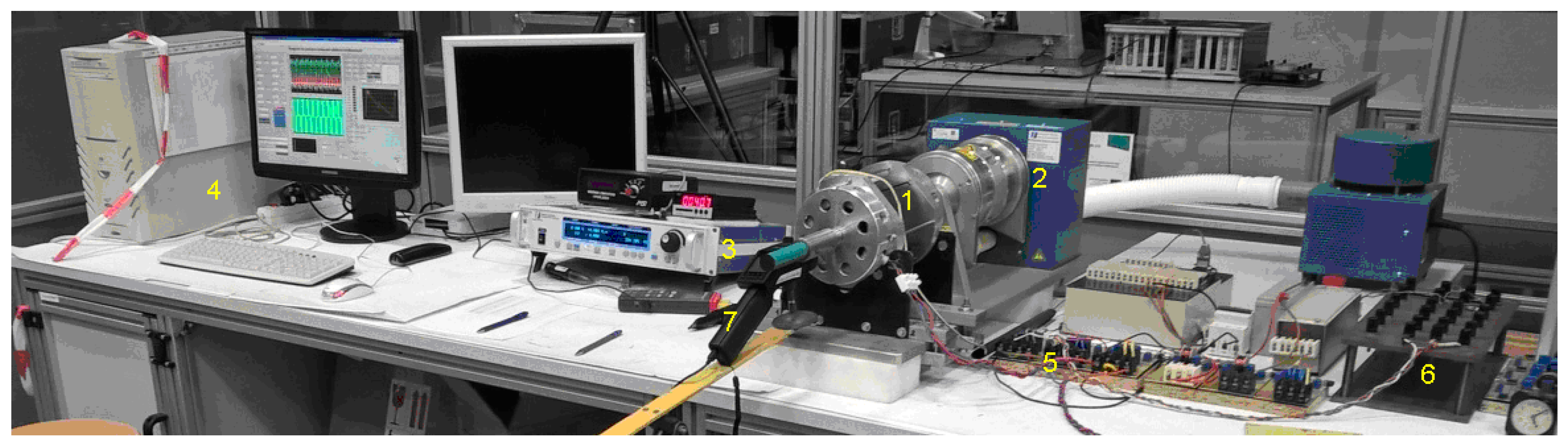
5.1. Measuring System
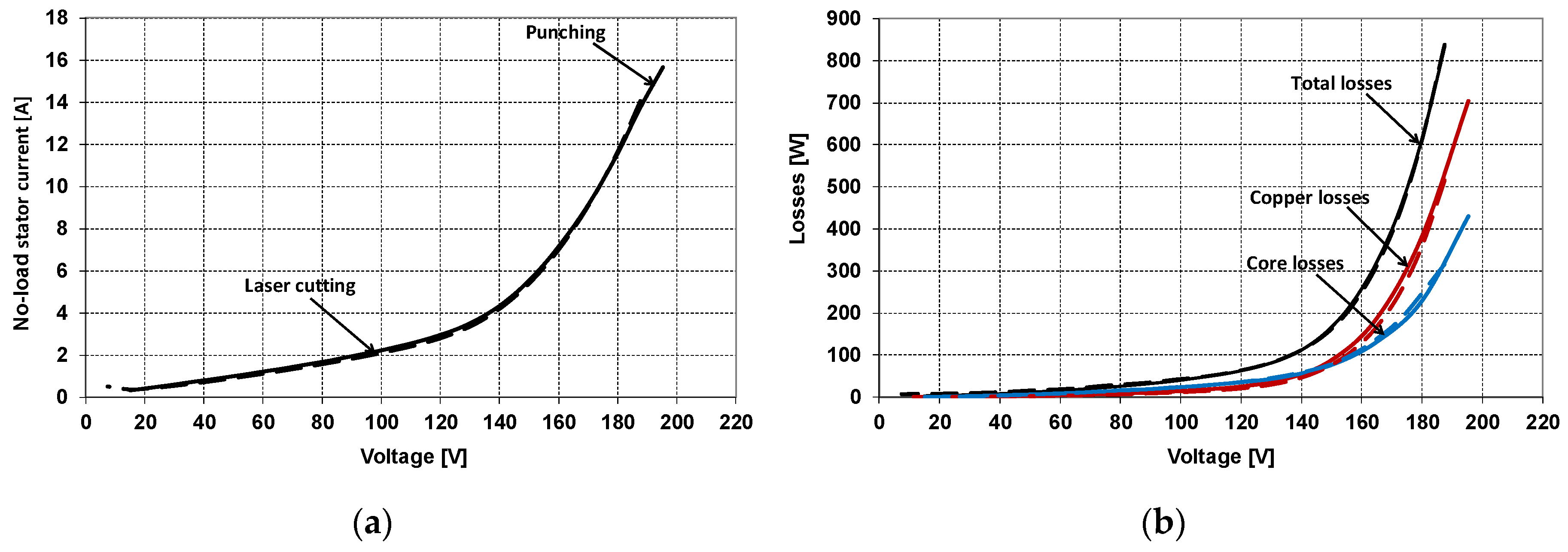
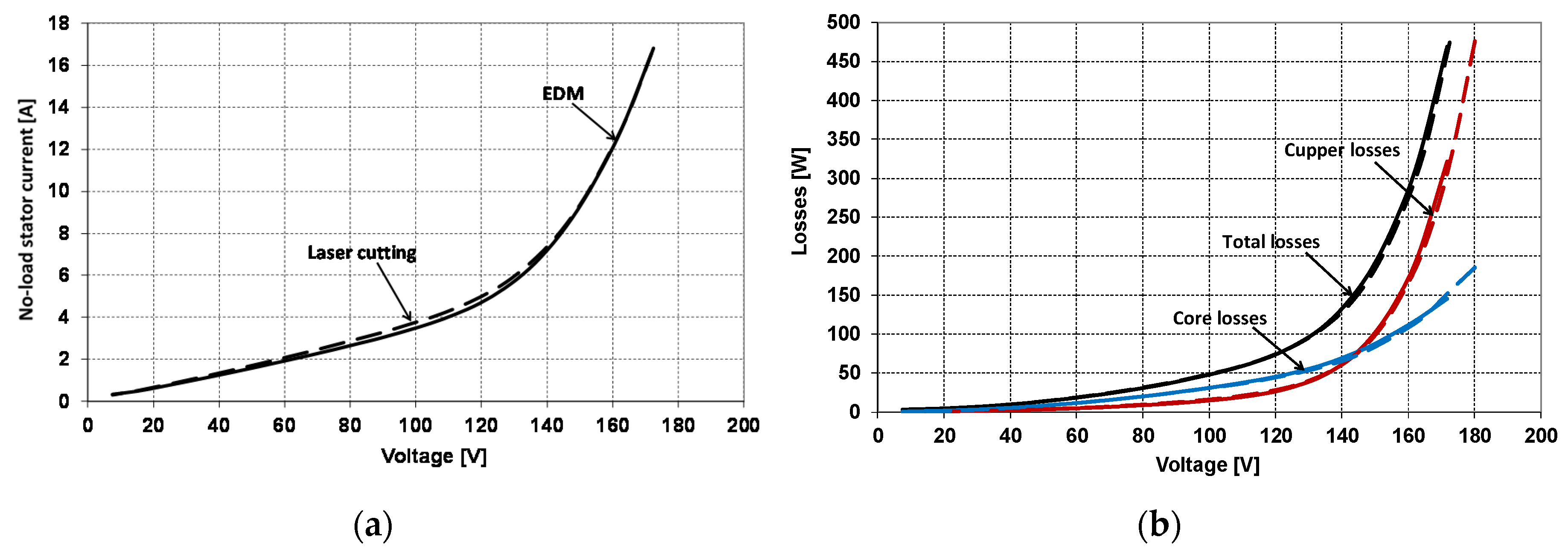
5.2. Measurement Results for No-Load
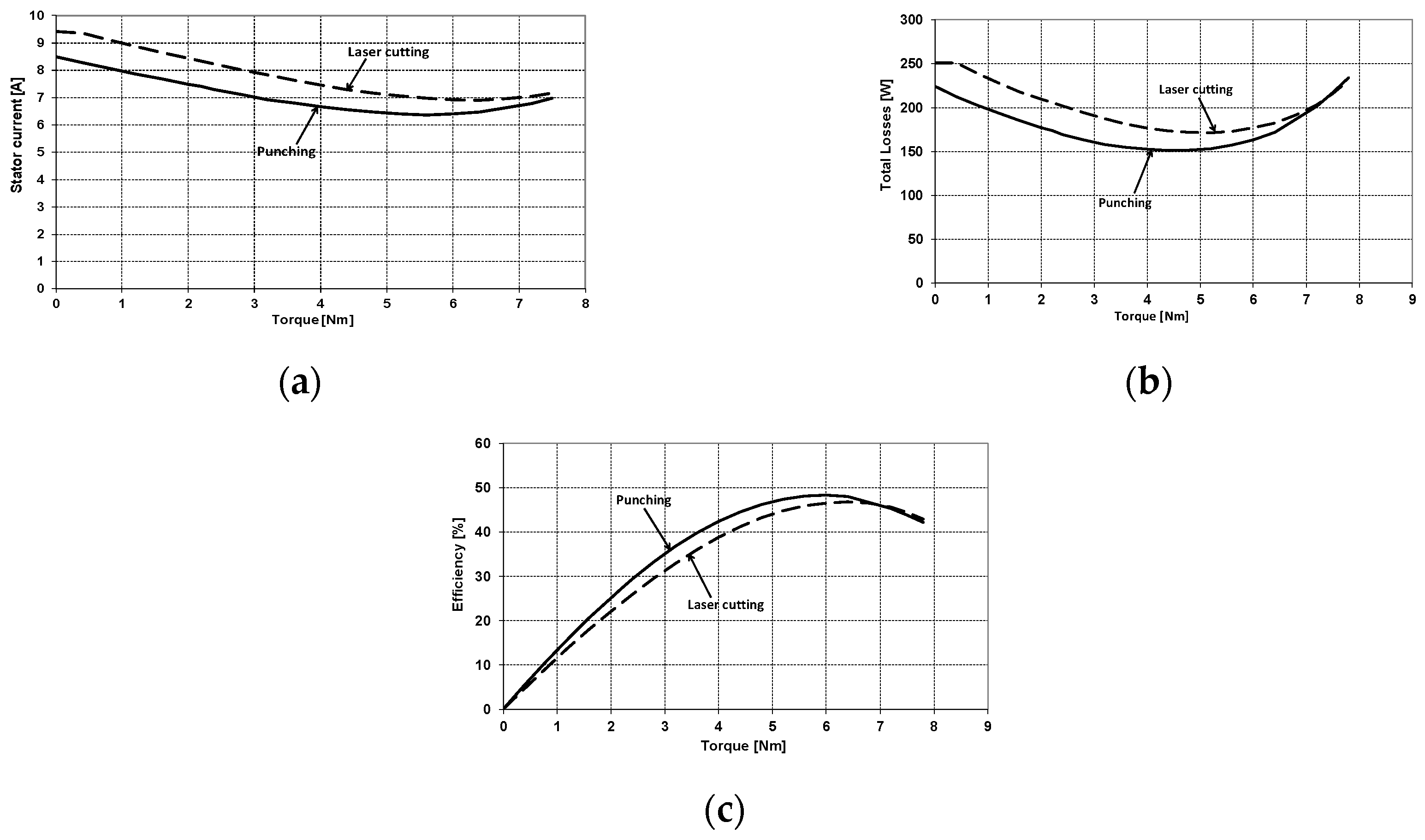
5.3. Measurement Results for Load Condition
5.3.1. The Load Characteristics of the Investigated Motors for Frequency 10 Hz
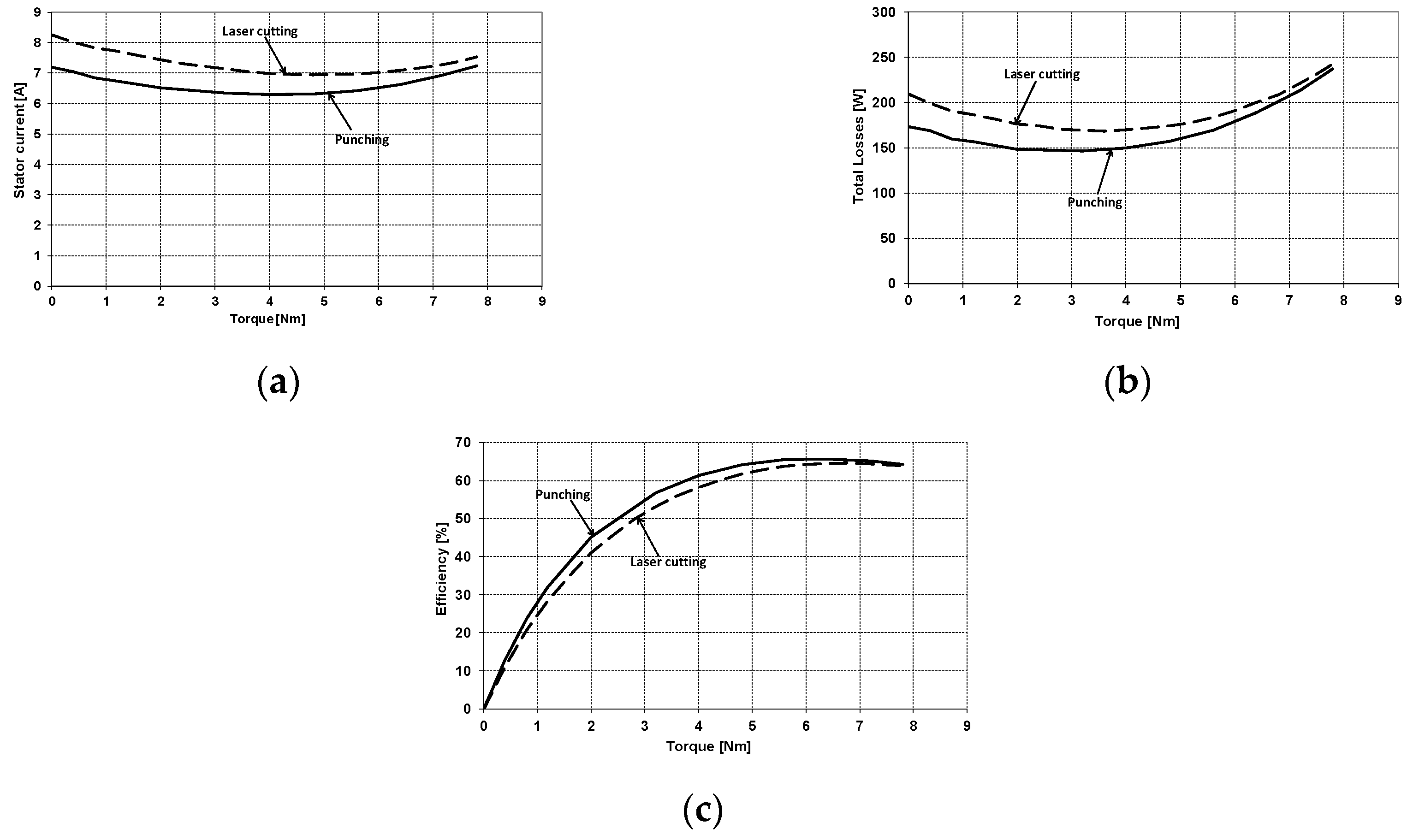
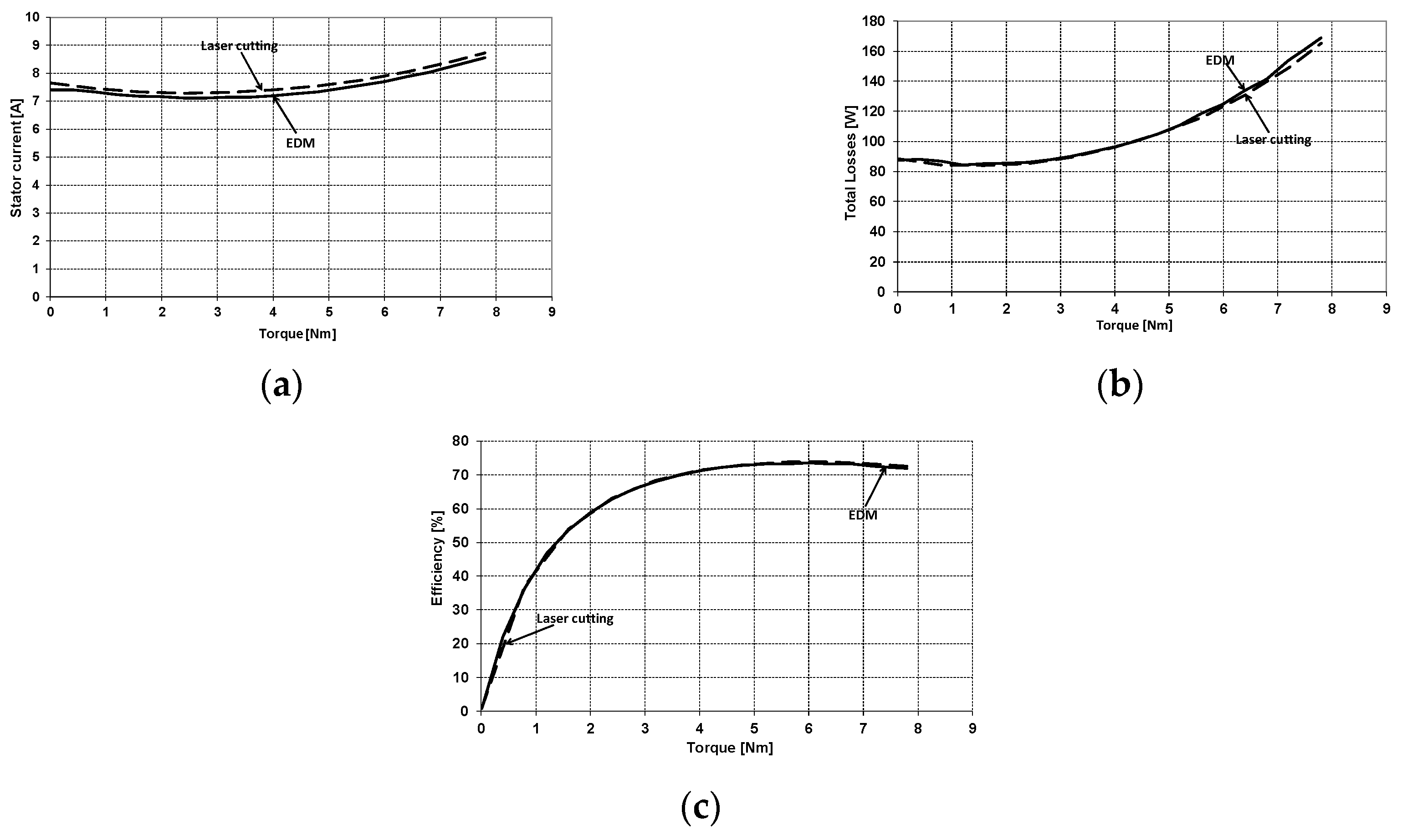
5.3.2. The Load Characteristics of the Investigated Motors for Frequency 20 Hz
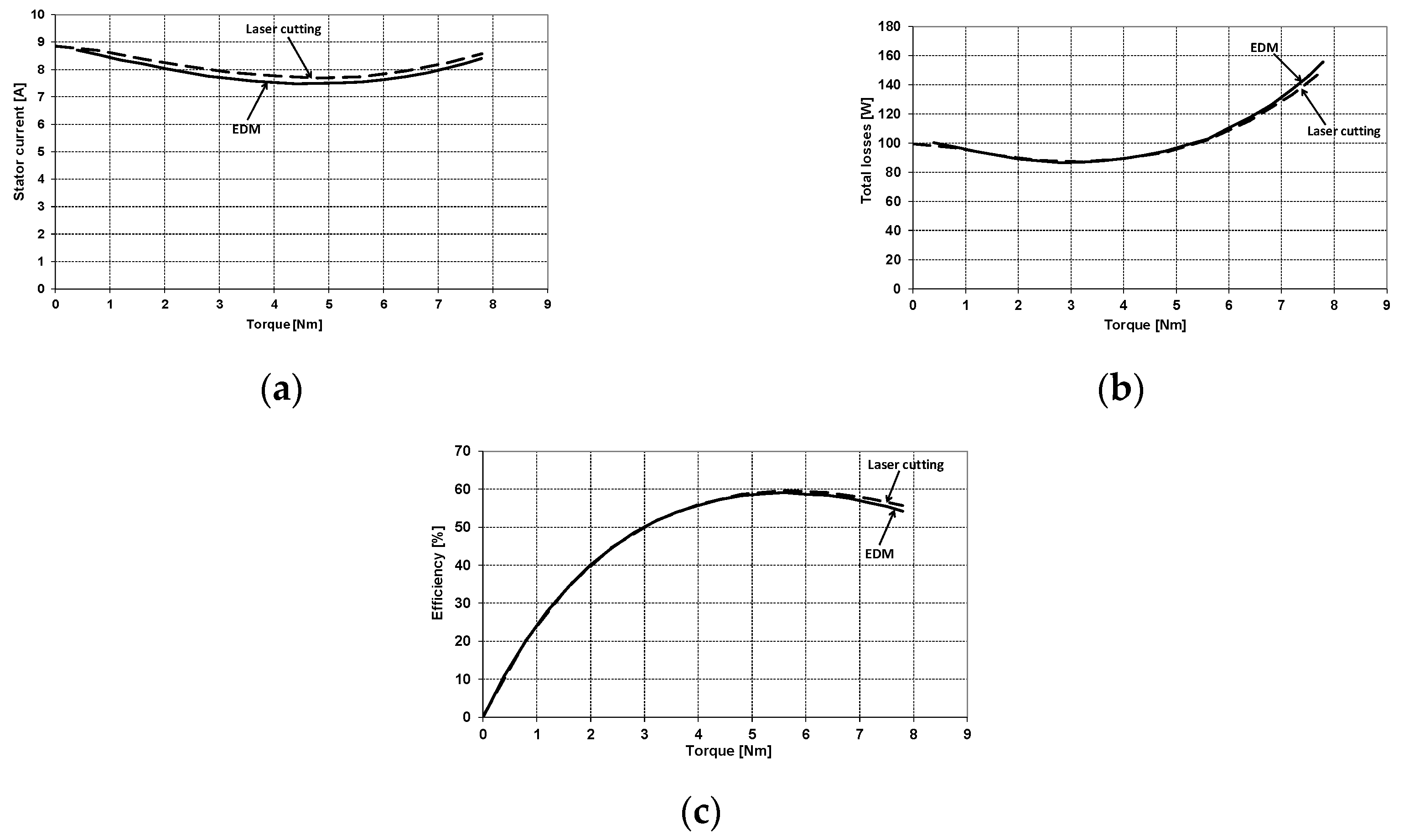
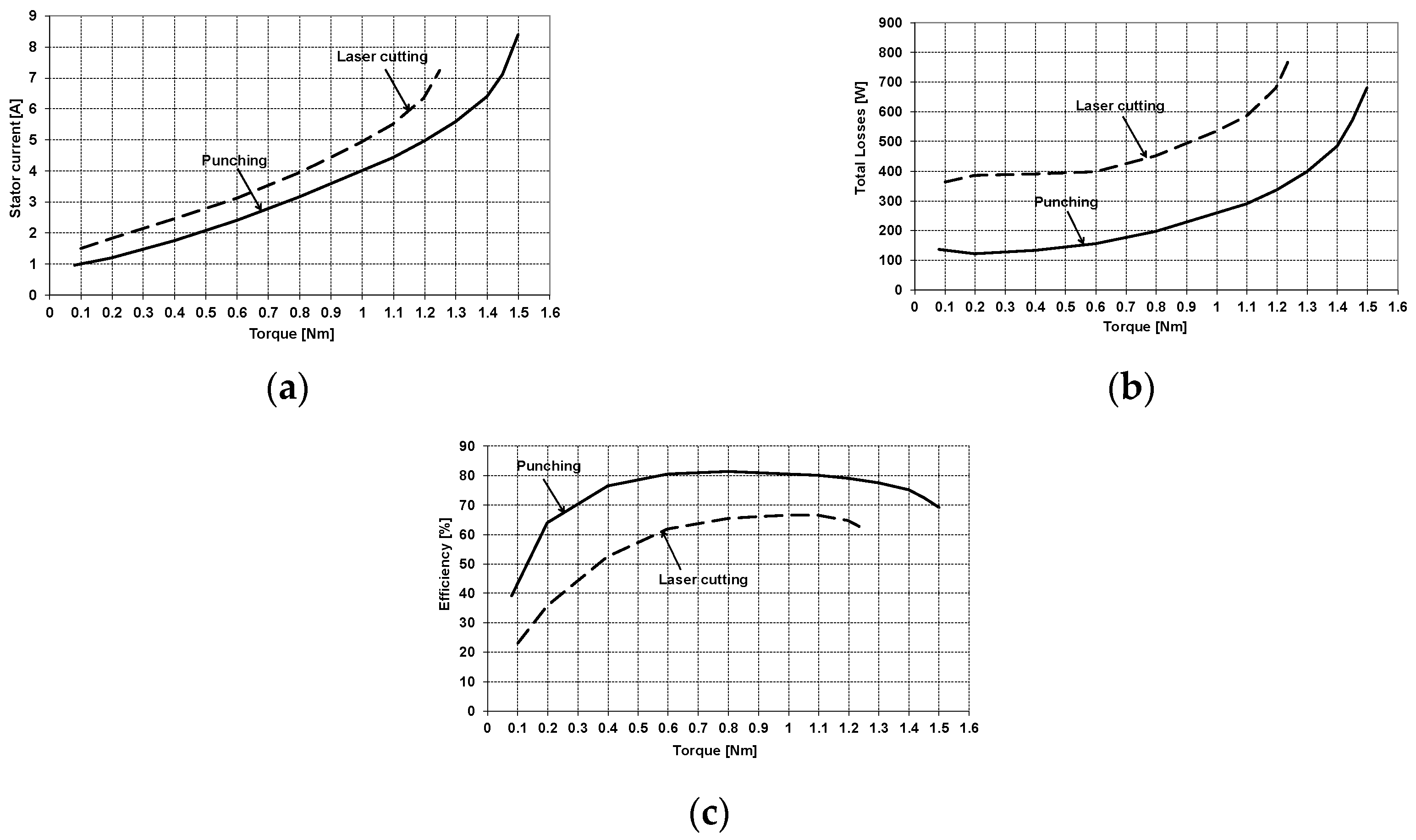
5.3.3. The Load Characteristics of the Investigated Motors for Frequency 350 Hz
6. Including the Impact of Core Fabrication Technology in Analytical Calculations of Motor Parameters
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hofmann, M.; Naumoski, H.; Herr, U.; Herzog, H.-G. Magnetic properties of electrical steel sheets in respect of cutting: Micromagnetic analysis and macromagnetic modeling. IEEE Trans. Magn. 2016, 52, 1–14. [Google Scholar] [CrossRef]
- Nemoianu, I.V.; Paltanea, V.M.; Paltanea, G.; Dascalu, M.I.; Ciuceanu, R.M. Electric motors of large consumer products challenges and trends from the perspective of power efficiency improvement through modern cutting technologies. In Proceedings of the 2019 Zooming Innovation in Consumer Technologies Conference (ZINC), Novi Sad, Serbia, 29–30 May 2019; pp. 76–81. [Google Scholar]
- Paltanea, V.M.; Paltanea, G.; Gavrilă, H.; Nemoianu, I.V.; Andrei, P.C. Magnetic properties degradation due to the cutting procedures in the case of electrical steel used in energy efficient electrical machines. In Proceedings of the Electric Vehicles International Conference (EV), Bucharest, Romania, 5–6 October 2017; pp. 1–4. [Google Scholar]
- Schoppa, A.; Louis, H.; Pude, F.; Von Rad, C. Influence of abrasive waterjet cutting on the magnetic properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2003, 254, 370–372. [Google Scholar] [CrossRef]
- Lee, H.; Park, J.-T. Effect of cut-edge residual stress on magnetic properties in non-oriented electrical steel. IEEE Trans. Magn. 2019, 55, 1–4. [Google Scholar] [CrossRef]
- Gmyrek, Z.; Cavagnino, A.; Ferraris, L. Estimation of the magnetic properties of the damaged area resulting from the punching process: Experimental research and FEM modeling. IEEE Trans. Ind. Appl. 2013, 49, 2069–2077. [Google Scholar] [CrossRef]
- Breining, P.; Kahveci, A.; Doppelbauer, M. Effects of annealing on magnetic properties of laminated stator cores and efficiency of induction machines. In Proceedings of the 2019 IEEE International Electric Machines & Drives Conference (IEMDC), San Diego, CA, USA, 12–15 May 2019; pp. 1038–1044. [Google Scholar]
- IEC 60404-3. Methods of Measurement of the Magnetic Properties of Magnetic Sheet and Strip by Means of a Single Sheet Tester; International Electrotechnical Commission: Geneva, Switzerland, 2010. [Google Scholar]
- IEC 60404-2. Methods of Measurement of the Magnetic Properties of Electrical Steel Strip and Sheet by Means of an Epstein Frame; International Electrotechnical Commission: Geneva, Switzerland, 2008. [Google Scholar]
- Weiss, H.A.; Tröber, P.; Golle, R.; Steentjes, S.; Leuning, N.; Elfgen, S.; Hameyer, K.; Volk, W. Impact of punching parameter variations on magnetic properties of nongrain-oriented electrical steel. IEEE Trans. Ind. Appl. 2018, 54, 5869–5878. [Google Scholar] [CrossRef]
- Goldbeck, G.; Cossale, M.; Kitzberger, M.; Bramerdorfer, G.; Andessner, D.; Amrhein, W. Numerical implementation of local degradation profiles in soft magnetic materials. In Proceedings of the 2018 XIII International Conference on Electrical Machines (ICEM), Alexandroupoli, Greece, 3–6 September 2018; pp. 1037–1043. [Google Scholar]
- Kedous-Lebouc, A.; Cornut, B.; Perrier, J.C.; Manfé, P.; Chevalier, T. Punching influence on magnetic properties of the stator teeth of an induction motor. J. Magn. Magn. Mater. 2003, 254–255, 124–126. [Google Scholar] [CrossRef]
- Kedous-Lebouc, A.; Messal, O.; Youmssi, A. Joint punching and frequency effects on practical magnetic characteristics of electrical steels for high-speed machines. J. Magn. Magn. Mater. 2017, 426, 658–665. [Google Scholar] [CrossRef]
- Schneider, M.; Hubert, M.; Franke, J. Influence of cutting edge on core loss induced through various manufacturing parameters. In Proceedings of the 2016 6th International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 30 November–1 December 2016. [Google Scholar]
- Agamloh, E.B.; Cavagnino, A. High efficiency design of induction machines for industrial applications. In Proceedings of the 2013 IEEE Workshop on Electrical Machines Design Control and Diagnosis (WEMDCD), Paris, France, 11–12 March 2013; pp. 33–46. [Google Scholar]
- Malinowski, J.; McCormick, J.; Dunn, K. Advances in construction techniques of AC induction motors: Preparation for super-premium efficiency levels. IEEE Trans. Ind. Appl. 2004, 40, 1665–1670. [Google Scholar] [CrossRef]
- Bali, M.; DeGersem, H.; Muetze, A. Finite-element modeling of magnetic material degradation due to punching. IEEE Trans. Magn. 2014, 50, 7018404. [Google Scholar] [CrossRef]
- Bali, M.; Muetze, A. Modeling the effect of cutting on the magnetic properties of electrical steel sheets. IEEE Trans. Ind. Electron. 2017, 64, 2547–2556. [Google Scholar] [CrossRef]
- Arshad, W.; Ryckebusch, T.; Magnussen, F.; Lendenmann, H.; Eriksson, B.; Soulard, J.; Malmros, B. Incorporating lamination processing and component manufacturing in electrical machine design tools. In Proceedings of the 2007 IEEE Industry Applications Annual Meeting, New Orleans, LA, USA, 23–27 September 2007; pp. 94–102. [Google Scholar]
- Vandenbossche, L.; Jacobs, S.; Jannot, X.; McClelland, M.; Saint-Michel, J.; Attrazic, E. Iron loss modelling which includes the impact of punching, applied to high efficiency induction machines. In Proceedings of the 3rd International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 29–30 October 2013; pp. 1–10. [Google Scholar]
- Bourchas, K.; Stening, A.; Soulard, J.; Broddefalk, A.; Lindenmo, M.; Dahlén, M.; Gyllensten, F. Quantifying effects of cutting and welding on magnetic properties of electrical steels. IEEE Trans. Ind. Appl. 2017, 53, 4269–4278. [Google Scholar] [CrossRef]
- Manescu-Paltanea, V.; Paltanea, G.; Nemoianu, I.V. Degradation of Static and Dynamic Magnetic Properties of Non-Oriented Steel Sheets by Cutting. IEEE Trans. Magn. 2018, 54, 1–5. [Google Scholar] [CrossRef]
- Gmyrek, Z.; Smółka, K. Efficiency analysis of fractional kilowatt reluctance motors with various frame sizes, taking into account the impact of the punching process. Energies 2020, 13, 357. [Google Scholar] [CrossRef]
- Yamazaki, K.; Suzuki, A.; Ohto, M.; Takakura, T. Harmonic loss and torque analysis of high-speed induction motors. IEEE Trans. Ind. Appl. 2012, 48, 933–941. [Google Scholar] [CrossRef]
- Morimoto, M.; Inamori, M. Performance improvement of induction motor by press molded SMC core. In Proceedings of the 2013 15th European Conference on Power Electronics and Applications (EPE), Lille, France, 2–6 September 2013; pp. 1–6. [Google Scholar]
- Hargrove, S.K.; Ding, D. Determining cutting parameters in wire EDM based on workpiece surface temperature distribution. Int. J. Adv. Manuf. Technol. 2007, 34, 295–299. [Google Scholar] [CrossRef]
- Parandoush, P.; Hossain, A. A review of modeling and simulation of laser beam machining. Int. J. Mach. Tools Manuf. 2014, 85, 135–145. [Google Scholar] [CrossRef]
- The Ultimate Guide to Fiber Laser Cutting. Available online: https://www.machinemfg.com/fiber-laser-cutting/ (accessed on 28 March 2020).
- Paltanea, V.M.; Paltanea, G.; Gavrila, H. Some important effects of the water jet and laser cutting methods on the magnetic properties of the non-oriented silicon iron sheets. In Proceedings of the 2015 9th International Symposium on Advanced Topics in Electrical Engineering (ATEE), Bucharest, Romania, 7–9 May 2015; pp. 452–455. [Google Scholar]
- Emura, M.; Landgraf, F.; Ross, W.; Barreta, J. The influence of cutting technique on the magnetic properties of electrical steels. J. Magn. Magn. Mater. 2003, 254–255, 358–360. [Google Scholar] [CrossRef]
- Baudouin, P.; Belhadj, A.; Breaban, F.; Deffontaine, A.; Houbaert, Y. Effects of laser and mechanical cutting modes on the magnetic properties of low and medium Si content nonoriented electrical steels. IEEE Trans. Magn. 2002, 38, 3213–3215. [Google Scholar] [CrossRef]
- Belhadj, A.; Baudouin, P.; Breaban, F.; Deffontaine, A.; Dewulf, M.; Houbaert, Y. Effect of laser cutting on microstructure and on magnetic properties of grain non oriented electrical steels. J. Magn. Magn. Mater. 2003, 256, 20–31. [Google Scholar] [CrossRef]
- Von Pfingsten, G.; Steentjes, S.; Thul, A.; Herold, T.; Hameyer, K. Soft magnetic material degradation due to manufacturing process: A comparison of measurements and numerical simulations. In Proceedings of the 17th International Conference on Electrical Machines and Systems (ICEMS), Hangzhou, China, 22–25 October 2014; pp. 2018–2024. [Google Scholar]
- Cao, W. Comparison of IEEE 112 and New IEC Standard 60034-2-1. IEEE Trans. Energy Convers. 2009, 24, 802–808. [Google Scholar]
- Kindl, V.; Cermak, R.; Ferkova, Z.; Skala, B. Review of time and space harmonics in multi-phase induction machine. Energies 2020, 13, 496. [Google Scholar] [CrossRef]
- Lee, A.C.; Kirtley, C.H.; Huang, J.L.; Wang, Y.; Zhang, H. A hybrid methodology for analyzing the performance of induction motors with efficiency improvement by specific commercial measures. Energies 2019, 12, 4497. [Google Scholar] [CrossRef]
- Dems, M.; Komeza, K. The influence of electrical sheet on the core losses at no-load and full-load of small power induction motors. IEEE Trans. Ind. Electron. 2017, 64, 2433–2442. [Google Scholar] [CrossRef]
- Komeza, K.; Dems, M. Finite-element and analytical calculations of no-load core losses in energy-saving induction motors. IEEE Trans. Ind. Electron. 2012, 59, 2934–2946. [Google Scholar] [CrossRef]
- Taegen, P.F. Surface losses in cage induction motors. In Proceedings of the Beijing International Conference on Electrical Machines, Beijing, China, 10–14 August 1987; pp. 326–329. [Google Scholar]
- Dems, M.; Komeza, K.; Lecointe, J.-P. Variation of additional losses at no-load and full-load for a wide range of rated power induction motors. Electr. Power Syst. Res. 2017, 143, 692–702. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | 0.2 T | 0.6 T | 1.0 T | 1.4 T | 1.8 T |
|---|---|---|---|---|---|
| Toroidal Sample 400/420 mm | |||||
| Magnetic field strength (A/m) | 76 | 184 | 332 | 904 | 11,420 |
| Specific losses (W/kg)–50 Hz | 0.14 | 0.75 | 1.52 | 2.68 | 5.33 |
| Specific losses (W/kg)–350 Hz | 1.52 | 9.40 | 20.97 | 39.34 | − |
| Specific losses (W/kg)–1000 Hz | 6.64 | 44.76 | − | − | − |
| Toroidal Sample 70/120 mm | |||||
| Magnetic field strength (A/m) | 37 | 83 | 170 | 666 | 11,537 |
| Specific losses (W/kg)–50 Hz | 0.08 | 0.51 | 1.18 | 2.29 | 5.34 |
| Specific losses (W/kg)–350 Hz | 1.03 | 7.09 | 17.20 | 33.65 | − |
| Specific losses (W/kg)–1000 Hz | 4.73 | 34.71 | 90.46 | − | − |
| Parameter | 0.2 T | 0.6 T | 1.0 T | 1.4 T | 1.8 T |
|---|---|---|---|---|---|
| Toroidal Sample 400/420 mm | |||||
| Magnetic field strength (A/m) | 82 | 188 | 340 | 773 | 10,758 |
| Specific losses (W/kg)–50 Hz | 0.16 | 0.91 | 1.90 | 3.24 | 6.02 |
| Specific losses (W/kg)–350 Hz | 1.96 | 13.04 | 31.03 | 57.35 | − |
| Specific losses (W/kg)–1000 Hz | 9.13 | 66.38 | − | − | − |
| Toroidal Sample 70/120 mm | |||||
| Magnetic field strength (A/m) | 41 | 91 | 198 | 619 | 11,491 |
| Specific losses (W/kg)–50 Hz | 0.11 | 0.68 | 1.59 | 2.91 | 5.85 |
| Specific losses (W/kg)–350 Hz | 1.48 | 10.94 | 28.37 | 55.27 | − |
| Specific losses (W/kg)–1000 Hz | 7.26 | 56.18 | − | − | − |
| Parameter | Motor 1 | Motor 2 |
|---|---|---|
| the height from the base to the shaft end centre (mm) | 71 | 90 |
| stator external diameter (mm) | 120 | 135 |
| stator internal diameter (mm) | 78 | 77 |
| the length of the stator core (mm) | 120 | 120 |
| air gap length (mm) | 0.225 | 0.3 |
| number of stator slots (-) | 36 | 24 |
| number of rotor slots (-) | 32 | 30 |
| number of turns of stator winding (-) | 114 | 96 |
| core material | M470-50A | M270-35A |
| Parameter | 0 Nm | 2.0 Nm | 4.0 Nm | 6.0 Nm | 7.8 Nm |
|---|---|---|---|---|---|
| Punching | |||||
| Output power (W) | 0.3 | 59.6 | 112.0 | 153.0 | 170.5 |
| Stator current (A) | 8.50 | 7.48 | 6.66 | 6.39 | 7.19 |
| Copper losses (W) | 211.8 | 163.3 | 128.3 | 117.5 | 147.4 |
| Core losses (W) | 10.9 | 9.5 | 9.6 | 9.3 | 11.3 |
| Total losses (W) | 223.7 | 177.0 | 152.5 | 163.3 | 234.1 |
| Efficiency (%) | 0.1 | 25.2 | 42.4 | 48.4 | 42.1 |
| Laser Cutting | |||||
| Output power (W) | 0.4 | 59.4 | 112.0 | 154.4 | 174.2 |
| Stator current (A) | 9.41 | 8.43 | 7.46 | 6.93 | 7.32 |
| Copper losses (W) | 239.0 | 194.2 | 153.2 | 133.1 | 150.1 |
| Core losses (W) | 10.8 | 10.8 | 8.7 | 9.1 | 9.1 |
| Total losses (W) | 250.7 | 209.3 | 176.4 | 177.1 | 230.8 |
| Efficiency (%) | 0.2 | 22.1 | 38.8 | 46.6 | 43.0 |
| Parameter | 0 Nm | 2.0 Nm | 4.0 Nm | 6.0 Nm | 7.8 Nm |
|---|---|---|---|---|---|
| EDM | |||||
| Output power (W) | 0.3 | 59.7 | 112.8 | 157.2 | 185.1 |
| Stator current (A) | 8.56 | 8.03 | 7.53 | 7.63 | 8.41 |
| Copper losses (W) | 71.8 | 74.0 | 68.7 | 71.3 | 85.2 |
| Core losses (W) | 24.5 | 11.3 | 7.2 | 7.3 | 10.2 |
| Total losses (W) | 97.1 | 89.2 | 89.5 | 110.7 | 156.0 |
| Efficiency (%) | 0.3 | 40.1 | 55.8 | 58.7 | 54.3 |
| Laser Cutting | |||||
| Output power (W) | 0.5 | 60.0 | 113.8 | 159.0 | 189.2 |
| Stator current (A) | 8.85 | 8.25 | 7.76 | 7.84 | 8.57 |
| Copper losses (W) | 88.6 | 77.4 | 68.7 | 70.3 | 84.3 |
| Core losses (W) | 10.4 | 9.0 | 8.4 | 8.3 | 9.7 |
| Total losses (W) | 99.4 | 89.6 | 89.5 | 108.5 | 150.3 |
| Efficiency (%) | 0.5 | 40.1 | 56.0 | 59.4 | 55.7 |
| Parameter | 0 Nm | 2.0 Nm | 4.0 Nm | 6.0 Nm | 7.8 Nm |
|---|---|---|---|---|---|
| Punching | |||||
| Output power (W) | 0.7 | 122.2 | 237.1 | 342.2 | 425.5 |
| Stator current (A) | 7.19 | 6.52 | 6.30 | 6.51 | 7.23 |
| Copper losses (W) | 150.5 | 122.8 | 114.2 | 121.5 | 148.7 |
| Core losses (W) | 20.8 | 20.1 | 19.3 | 19.5 | 22.1 |
| Total losses (W) | 173.3 | 148.3 | 149.7 | 177.7 | 237.1 |
| Efficiency (%) | 0.4 | 45.2 | 61.3 | 65.8 | 64.2 |
| Laser Cutting | |||||
| Output power (W) | 0.7 | 122.0 | 237.0 | 343.2 | 427.8 |
| Stator current (A) | 8.26 | 7.44 | 6.99 | 7.03 | 7.53 |
| Copper losses (W) | 184.4 | 150.8 | 134.2 | 136.6 | 158.5 |
| Core losses (W) | 24.0 | 20.9 | 20.4 | 19.2 | 19.5 |
| Total losses (W) | 209.0 | 176.2 | 170.2 | 191.4 | 242.6 |
| Efficiency (%) | 0.4 | 40.9 | 58.2 | 64.2 | 63.8 |
| Parameter | 0 Nm | 2.0 Nm | 4.0 Nm | 6.0 Nm | 7.8 Nm |
|---|---|---|---|---|---|
| EDM | |||||
| Output power (W) | 0.8 | 122.3 | 238.1 | 345.8 | 434.5 |
| Stator current (A) | 7.41 | 7.16 | 7.20 | 7.70 | 8.55 |
| Copper losses (W) | 64.4 | 60.3 | 61.1 | 70.1 | 86.7 |
| Core losses (W) | 21.4 | 20.3 | 20.6 | 22.1 | 25.3 |
| Total losses (W) | 87.4 | 85.5 | 96.4 | 124.8 | 169.0 |
| Efficiency (%) | 0.9 | 58.9 | 71.2 | 73.5 | 72.0 |
| Laser Cutting | |||||
| Output power (W) | 0.9 | 122.5 | 238.9 | 347.7 | 437.4 |
| Stator current (A) | 7.66 | 7.31 | 7.40 | 7.89 | 8.73 |
| Copper losses (W) | 66.3 | 60.8 | 62.3 | 71.2 | 87.4 |
| Core losses (W) | 21.2 | 20.0 | 20.3 | 21.3 | 24.4 |
| Total losses (W) | 88.5 | 85.0 | 96.1 | 122.9 | 165.5 |
| Efficiency (%) | 1.1 | 59.0 | 71.3 | 73.9 | 72.6 |
| Parameter | 0.1 Nm | 0.4 Nm | 0.8 Nm | 1.1 Nm | 1.2 Nm |
|---|---|---|---|---|---|
| Punching | |||||
| Output power (W) | 88.6 | 434.7 | 862.2 | 1174.6 | 1275.9 |
| Stator current (A) | 0.98 | 1.76 | 3.17 | 4.45 | 4.96 |
| Stator losses (W) | 2.7 | 8.7 | 28.3 | 55.8 | 69.7 |
| Core losses (W) | 47.9 | 34.7 | 67.0 | 115.7 | 139.1 |
| Mechanical losses (W) | 86.2 | 85.4 | 84.0 | 82.7 | 82.1 |
| Total losses (W) | 137.3 | 133.5 | 197.2 | 290.5 | 336.1 |
| Efficiency (%) | 39.2 | 76.5 | 81.4 | 80.2 | 79.2 |
| Laser Cutting | |||||
| Output power (W) | 109.6 | 431.6 | 856.8 | 1162.9 | 1257.1 |
| Stator current (A) | 1.50 | 2.46 | 3.95 | 5.51 | 6.36 |
| Stator losses (W) | 6.1 | 16.5 | 42.6 | 83.2 | 111.0 |
| Core losses (W) | 270.5 | 282.9 | 301.7 | 373.1 | 426.6 |
| Mechanical losses (W) | 85.6 | 84.7 | 83.3 | 81.6 | 80.4 |
| Total losses (W) | 363.6 | 391.1 | 450.7 | 584.8 | 681.0 |
| Efficiency (%) | 23.2 | 52.5 | 65.5 | 66.5 | 64.9 |
| Parameter | 0.1 Nm | 0.4 Nm | 0.8 Nm | 1.0 Nm | 1.3 Nm |
|---|---|---|---|---|---|
| EDM | |||||
| Output power (W) | 100.6 | 436.1 | 868.0 | 1080.8 | 1394.6 |
| Stator current (A) | 1.21 | 1.93 | 3.17 | 3.95 | 5.35 |
| Stator losses (W) | 1.7 | 4.4 | 11.8 | 18.3 | 33.8 |
| Core losses (W) | 39.9 | 50.7 | 83.3 | 121.7 | 193.5 |
| Mechanical losses (W) | 60.7 | 60.2 | 59.4 | 58.9 | 57.9 |
| Total losses (W) | 102.7 | 118.4 | 165.9 | 217.6 | 320.6 |
| Efficiency (%) | 49.5 | 78.7 | 84.0 | 83.2 | 81.3 |
| Laser Cutting | |||||
| Output power (W) | 111.9 | 436.2 | 865.6 | 1077.2 | 1377.1 |
| Stator current (A) | 1.31 | 2.03 | 3.51 | 4.50 | 6.98 |
| Stator losses (W) | 1.9 | 4.7 | 13.9 | 22.9 | 55.2 |
| Core losses (W) | 43.7 | 61.8 | 135.1 | 205.2 | 452.2 |
| Mechanical losses (W) | 93.0 | 92.3 | 91.0 | 90.2 | 87.3 |
| Total losses (W) | 139.2 | 162.3 | 253.6 | 340.9 | 649.3 |
| Efficiency (%) | 44.6 | 72.9 | 77.3 | 76.0 | 68.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dems, M.; Komeza, K.; Kubiak, W.; Szulakowski, J. Impact of Core Sheet Cutting Method on Parameters of Induction Motors. Energies 2020, 13, 1960. https://doi.org/10.3390/en13081960
Dems M, Komeza K, Kubiak W, Szulakowski J. Impact of Core Sheet Cutting Method on Parameters of Induction Motors. Energies. 2020; 13(8):1960. https://doi.org/10.3390/en13081960
Chicago/Turabian StyleDems, Maria, Krzysztof Komeza, Witold Kubiak, and Jacek Szulakowski. 2020. "Impact of Core Sheet Cutting Method on Parameters of Induction Motors" Energies 13, no. 8: 1960. https://doi.org/10.3390/en13081960
APA StyleDems, M., Komeza, K., Kubiak, W., & Szulakowski, J. (2020). Impact of Core Sheet Cutting Method on Parameters of Induction Motors. Energies, 13(8), 1960. https://doi.org/10.3390/en13081960