Bifacial p-Type PERC Solar Cell with Efficiency over 22% Using Laser Doped Selective Emitter

Abstract
1. Introduction
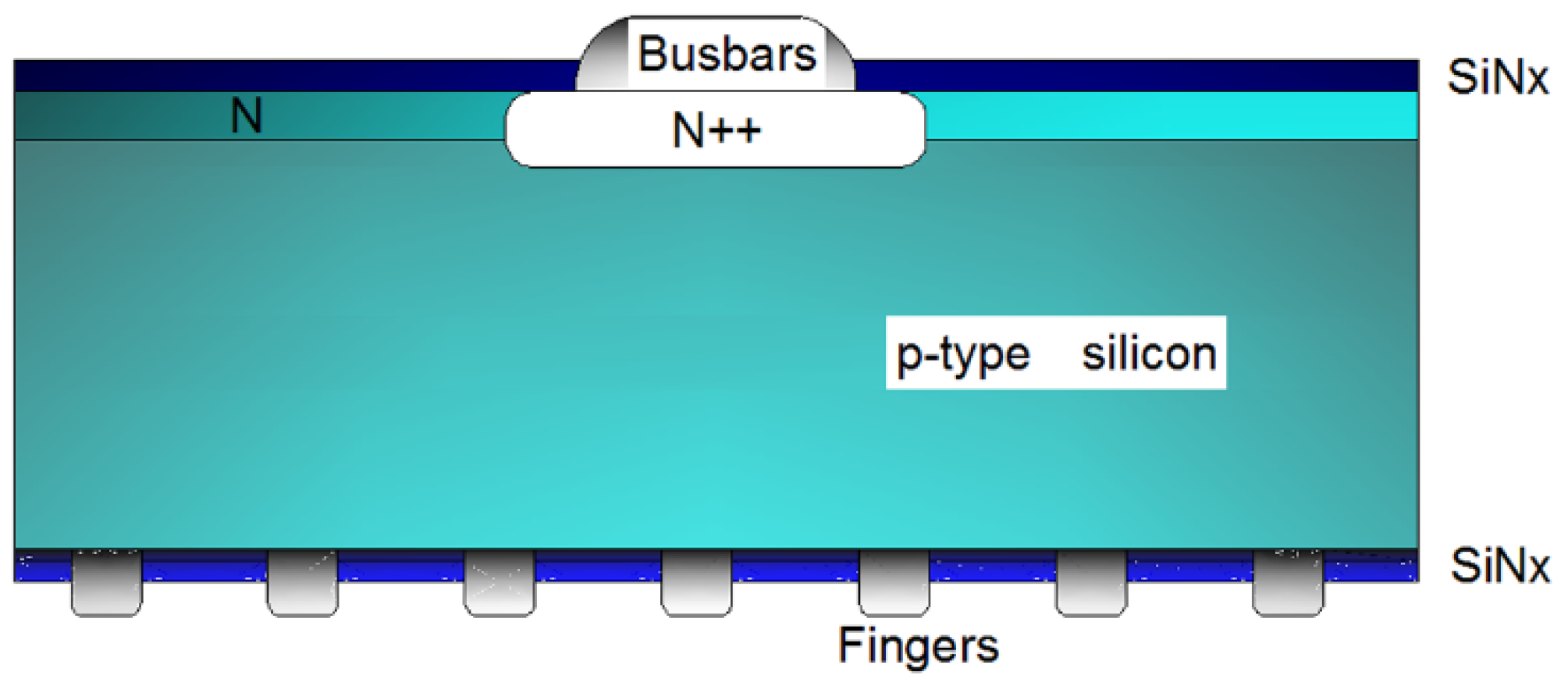
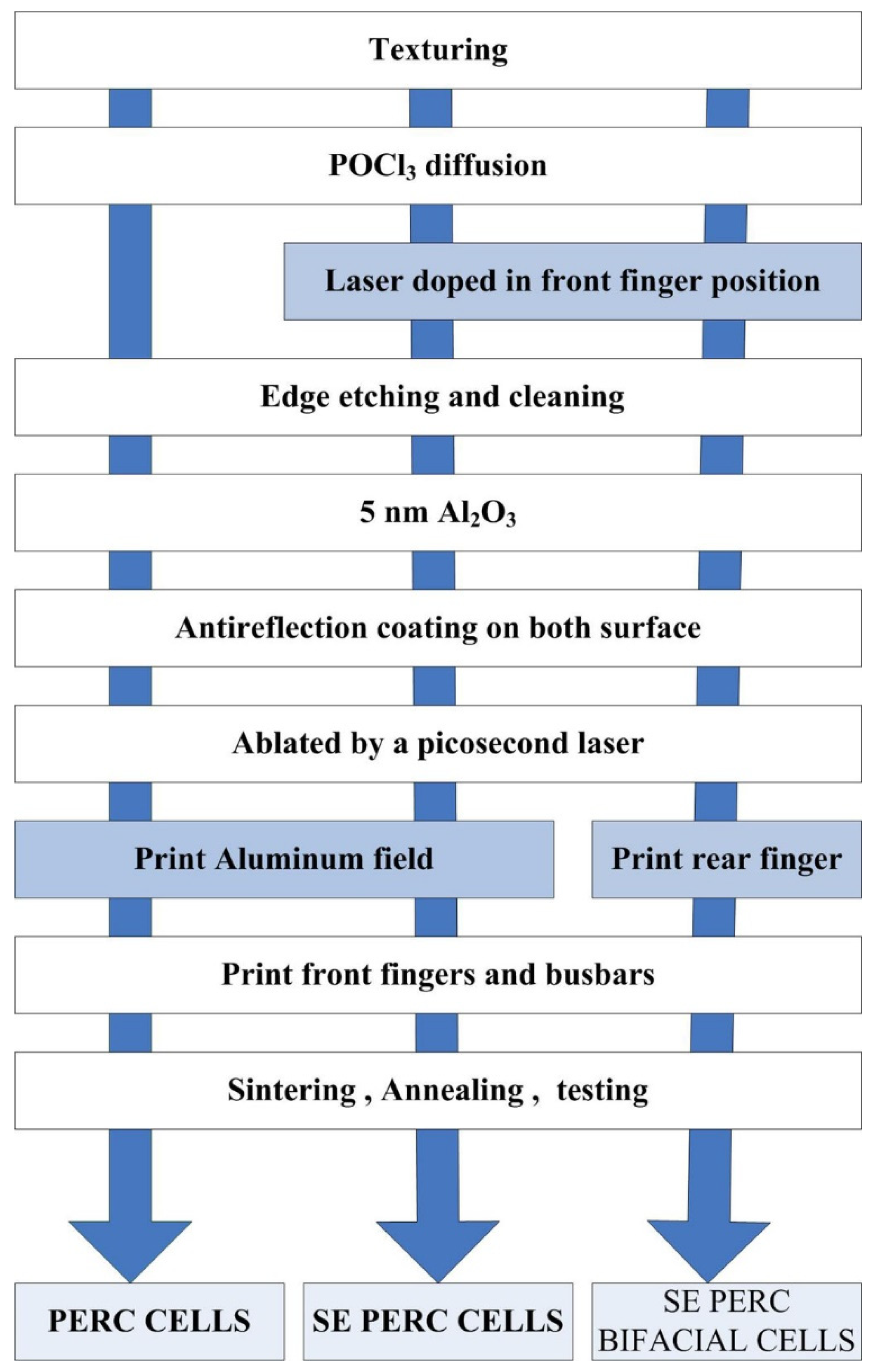
2. Bifacial Solar Cell Fabrication Process
2.1. Cell Fabrication
2.2. Characterization
3. Results Discussion and Analysis
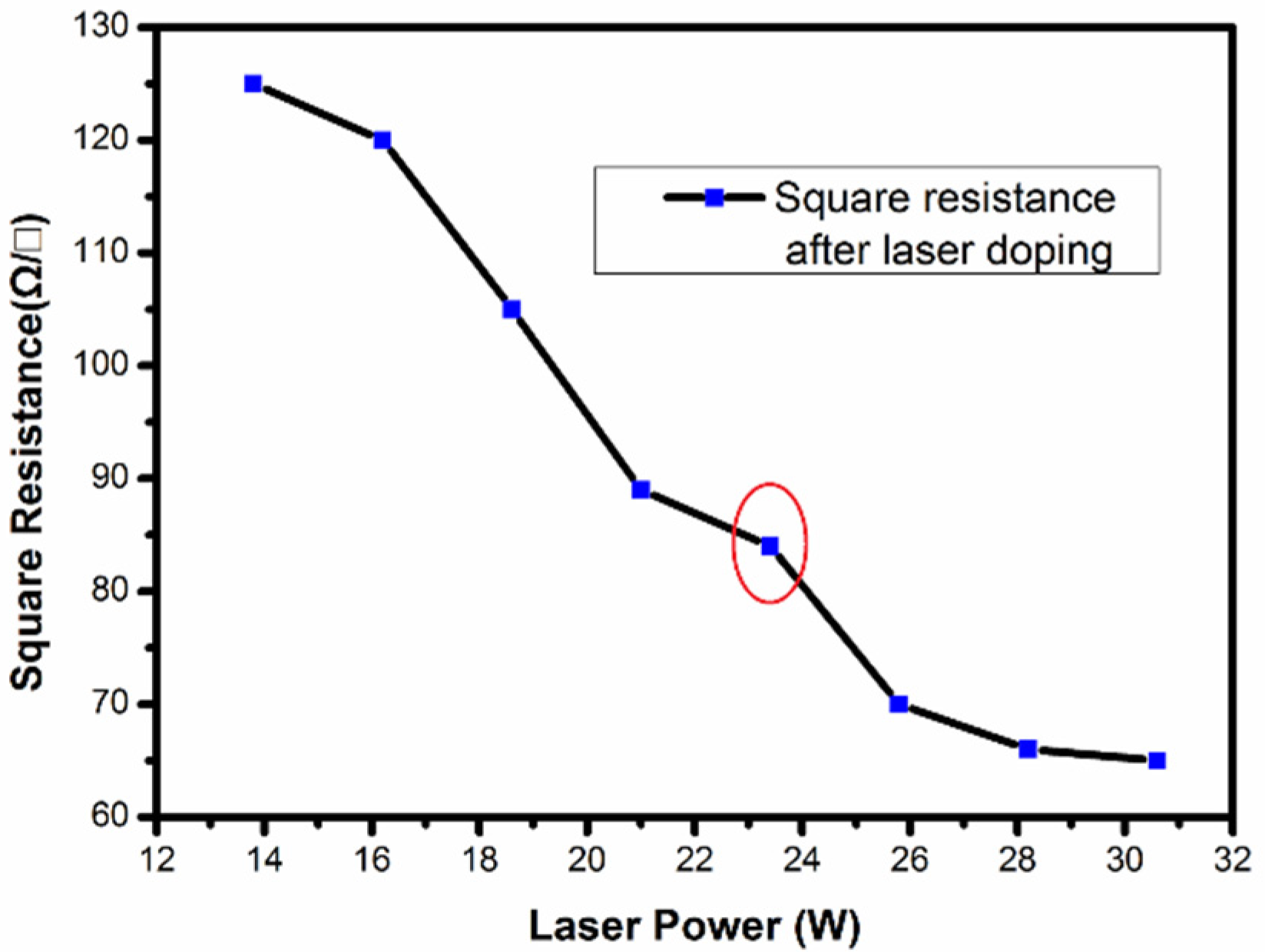
3.1. Laser Doping and Resulting Square Resistance
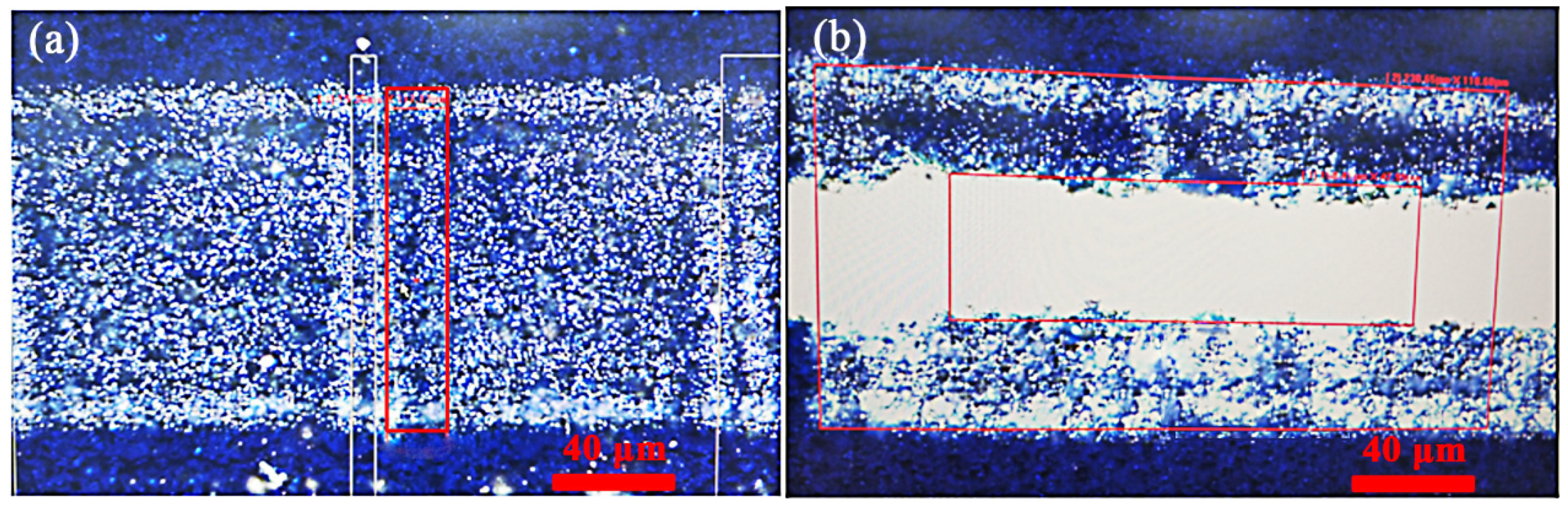
3.2. Laser Doping Region and Overprint Effect in front Finger
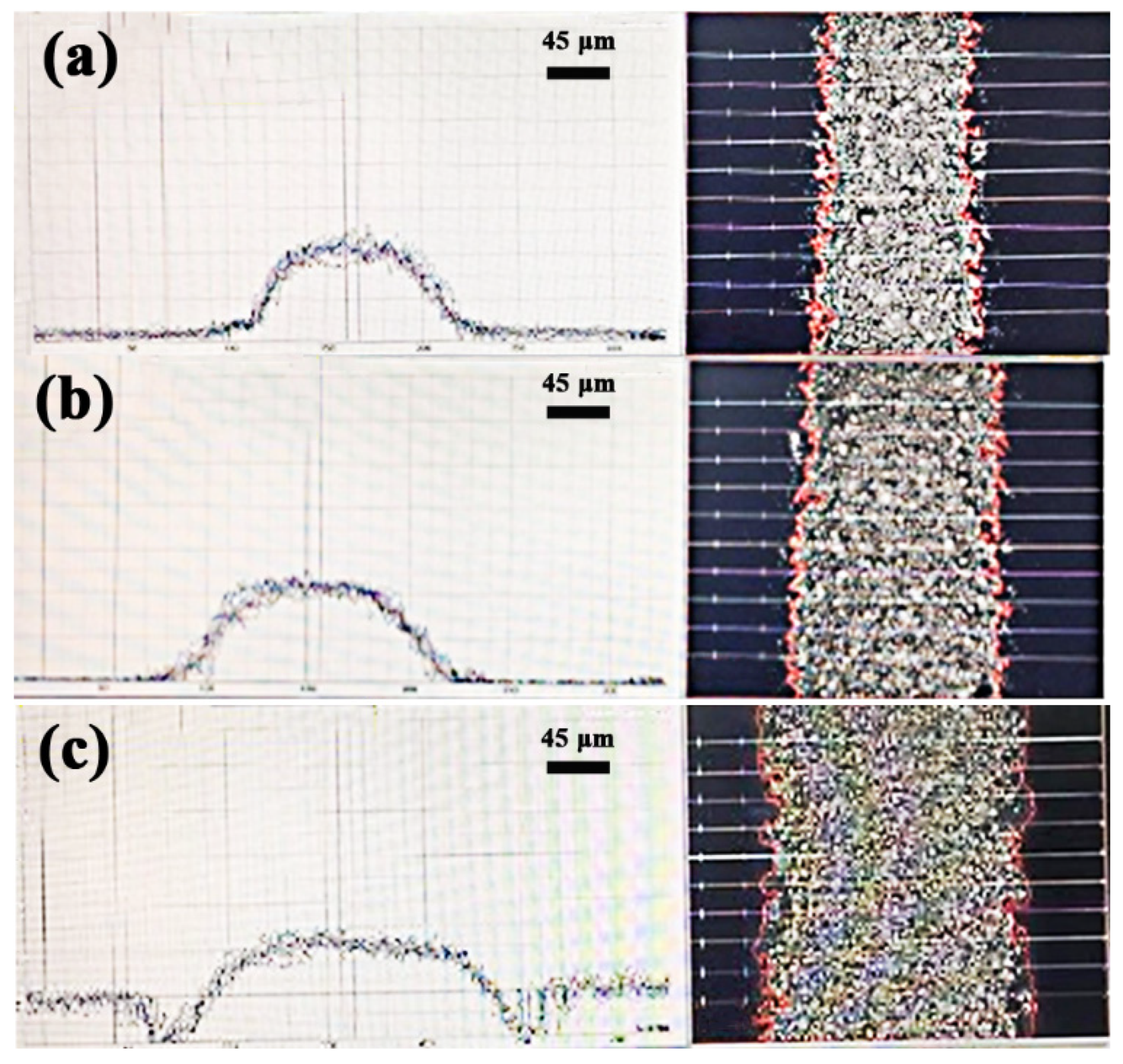
3.3. The Influence of Ratio of Height and Width in Rear Finger
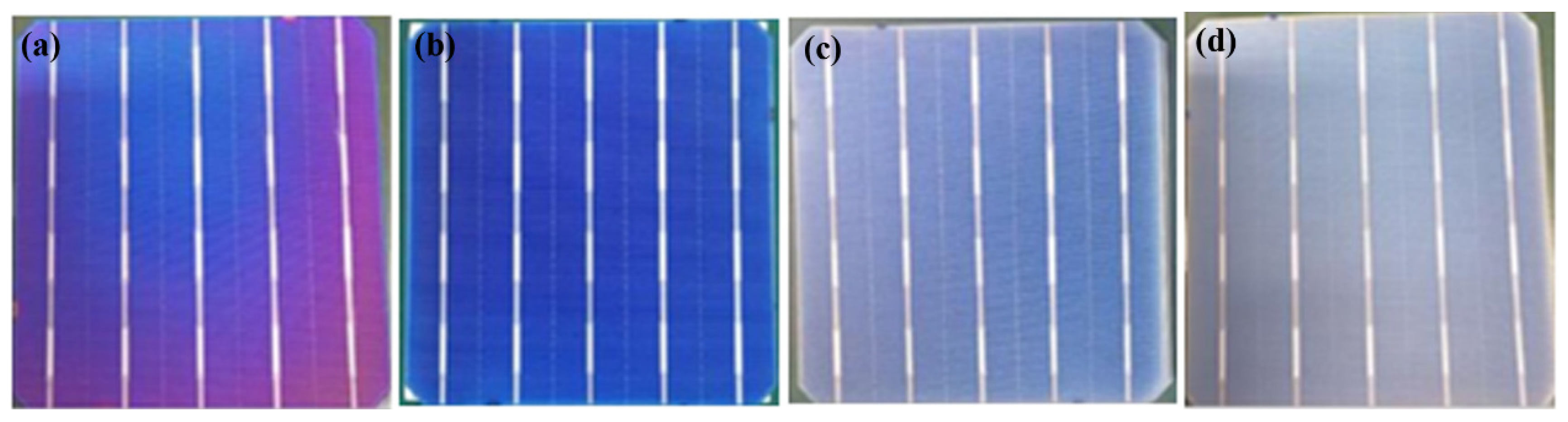
3.4. Dependence of SiNx Layer Thickness in Rear Side
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sporleder, K.; Naumann, V.; Bauer, J.; Richter, S.; Hähnel, A.; Großer, S.; Turek, M.; Hagendorf, C. Local Corrosion of Silicon as Root Cause for Potential-Induced Degradation at the Rear Side of Bifacial PERC Solar Cells. Phys. Status Solidi RRL Rapid Res. Lett. 2019, 13, 1900163. [Google Scholar] [CrossRef]
- Cai, X.; Ni, Z.; Chen, C.; Ke, P.; Chen, H.; Cao, H.; Zhang, Q. The Study on Anti-PID Performance of High Efficiency Bifacial Cell Module. IOP Conf. Series: Mater. Sci. Eng. 2019, 556, 12033. [Google Scholar] [CrossRef]
- Ye, F.; Deng, W.; Guo, W.; Liu, R.; Chen, D.; Chen, Y.; Yang, Y.; Yuan, N.; Ding, J.; Feng, Z.; et al. 22.13% Efficient Indus-trial p-Type Mono PERC Solar Cell. In Proceedings of the 2017 IEEE 44th Photovoltaic Specialists Conference (PVSC), Washington, DC, USA, 25–30 June 2017; p. 8366789. [Google Scholar]
- Zhang, S.; Yao, Y.; Hu, D.; Lian, W.; Qian, H.; Jie, J.; Wei, Q.; Ni, Z.; Zhang, X.; Xie, L. Application of silicon oxide on high efficiency mono-crystalline silicon PERC solar cells. Energies 2019, 12, 1168. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, A.; Altermatt, P.; Green, M.A. Twenty-four percent efficient silicon solar cells with double layer antireflection coatings and reduced resistance loss. Appl. Phys. Lett. 1995, 66, 3636–3638. [Google Scholar] [CrossRef]
- Mai, L.; Wenham, S.; Tjahjono, B.; Ji, J.; Shi, Z. New Emitter Design and Metal Contact for Screen-Printed Solar Cell Front Surfaces. In Proceedings of the 2006 IEEE 4th World Conference on Photovoltaic Energy Conference, Waikoloa, HI, USA, 7–12 May 2006; Volume 1, pp. 890–893. [Google Scholar]
- Röder, T.C.; Eisele, S.J.; Grabitz, P.; Wagner, C.; Kulushich, G.; Köhler, J.R.; Werner, J.H. Add-on la-ser tailored selective emitter solar cells. Prog. Photovolt. Res. Appl. 2010, 18, 505–510. [Google Scholar] [CrossRef]
- Renshaw, J.S.; Upadhyaya, A.; Upadhyaya, V.; Rohatgi, A. Crystalline silicon solar cells with seg-mented selective emitter by ultraviolet laser doping. In Proceedings of the 38th IEEE Photovoltaic Specialists Confer-ence(PVSC), Austin, TX, USA, 3–8 June 2012; pp. 1098–1101. [Google Scholar]
- Lee, E.; Lee, H.; Choi, J.; Oh, D.; Shim, J.; Cho, K.; Kim, J.; Lee, S.; Hallam, B.; Wenham, S.R.; et al. Im-proved LDSE processing for the avoidance of overplating yielding 19.2% efficiency on commercial grade crystalline Si solar cell. Sol. Energy Mater. Sol. Cells 2011, 95, 3592–3595. [Google Scholar] [CrossRef]
- Dahlinger, M.; Eisele, S.J.; Lill, P.C.; Kohler, J.R.; Werner, J.H. Full area laser doped boron emitter silicon solar cells. In Proceedings of the 2012 38th IEEE Photovoltaic Specialists Conference, Austin, TX, USA, 3–8 June 2012; pp. 1029–1031. [Google Scholar]
- Slaoui, A.; Prathap, P.; Bartringer, J. Laser doping from spin-on sources for selective emitter sili-con solar cells. Laser Mater. Process. Solar Energy 2012, 8473, 84730A. [Google Scholar]
- Kim, C.; Lee, J.; Lim, S.; Jeong, C. Enhanced absorption and short circuit current density of selec-tive emitter solar cell using double textured structure. Sol. Energy 2015, 116, 265–271. [Google Scholar] [CrossRef]
- Hirata, K.; Saitoh, T.; Ogane, A.; Sugimura, E.; Fuyuki, T. Selective Emitter Formation by Laser Doping for Phosphorous-Doped n-Type Silicon Solar Cells. Appl. Phys. Express 2011, 5, 016501. [Google Scholar] [CrossRef]
- Wang, K.S.; Lin, D.; An, X.R.; Mai, L.; Mitchell, E.; Wenham, S.R. 18.8% Efficient laser-doped semi-conductor fingers screen-printed silicon solar cell with light-induced plating. In Proceedings of the 38th IEEE Photovoltaic Specialists Conference (PVSC), Austin, TX, USA, 3–8 June 2012; pp. 1149–1153. [Google Scholar]
- Zhang, Q.Z.; Shu, B.F.; Chen, M.B.; Zhong, N.B.; Luo, J.J.; Wu, X.L. Numerical investigation on se-lective emitter formation by laser doping for phosphorous-doped silicon solar cells. J. Laser Appl. 2017, 29, 022003. [Google Scholar] [CrossRef]
- Jager, J.; Mack, S.; Kimmerle, A.; Wolf, A.; Preu, R. Influence of doping profile of highly doped re-gions for selective emitter solar cells. In Proceedings of the Photovoltaic Specialist Conference, Honolulu, HI, USA, 20–25 June 2010; pp. 3185–3189. [Google Scholar]
- Lopez, G.; Ortega, P.; Colina, M.; Voz, C.; Martin, I.; Morales-Vilches, A.; Orpella, A.; Alcubilla, R. Emitter formation using laser doping technique on n- and p-type c-Si substrates. Appl. Surf. Sci. 2015, 336, 182–187. [Google Scholar] [CrossRef]
- Takahashi, K.; Kurosawa, M.; Ikenoue, H.; Sakashita, M.; Takeuchi, W.; Nakatsuka, O.; Zaima, S. Low thermal budget n-type doping into Ge(001) surface using ultraviolet laser irradiation in phosphoric acid solution. Appl. Phys. Lett. 2016, 108, 052104. [Google Scholar] [CrossRef]
- Paviet-Salomon, B.; Gall, S.; Manuel, S.; Monna, R.; Slaoui, A. Laser doped selective emitter silicon solar cells. In Proceedings of the 25th European Photovoltaic Solar Energy Conference, Valencia, Spain, 6–10 September 2010; pp. 2179–2182. [Google Scholar]
- Jager, U.; Wolf, A.; Steinhauser, B.; Benick, J.; Nekarda, J.; Preu, R. Laser doping for high efficiency sil-icon solar cells. Laser Mater. Process. Sol. Energy Int. Soc. Opt. Photonics 2012, 8473, 847309. [Google Scholar]
- Sun, X.; Khan, M.R.; Deline, C.; Alam, M.A. Optimization and performance of bifacial solar modules: A global perspective. Appl. Energy 2018, 212, 1601–1610. [Google Scholar] [CrossRef]
- Castillo-Aguilella, J.E.; Hauser, P.S.; Castillo, J. Multi-Variable Bifacial Photovoltaic Module Test Results and Best-Fit Annual Bifacial Energy Yield Model. IEEE Access 2016, 4, 498–506. [Google Scholar] [CrossRef]
- Park, H.; Chang, S.; Park, S.; Kim, W.K. Outdoor Performance Test of Bifacial n-Type Silicon Photovoltaic Modules. Sustainability 2019, 11, 6234. [Google Scholar] [CrossRef]
- Liu, J.; Janssen, G.J.M.; Koppes, M.; Kossen, E.J.; Tool, K.; Komatsu, Y.; Anker, J.; Gutjahr, A.; Vlooswijk, A.; Luchies, J.M.; et al. Selective emitter in n-type c-Si solar cells. In Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 14–18 September 2015; pp. 633–636. [Google Scholar]
- Richter, A.; Benick, J.; Feldmann, F.; Fell, A.; Hermle, M.; Glunz, S.W. n-Type Si solar cells with passivating electron contact: Identifying sources for efficiency limitations by wafer thickness and resistivity variation. Sol. Energy Mater. Sol. Cells 2017, 173, 96–105. [Google Scholar] [CrossRef]
- Simayi, S.; Kida, Y.; Shirasawa, K.; Suzuki, T.; Takato, H. Method of Removing Single-Side Doped Layer While Maintaining Pyramid Textured Surface of n-Type Bifacial Solar Cells. IEEE J. Photovolt. 2017, 7, 458–462. [Google Scholar] [CrossRef]
- Lu, G.; Zheng, F.; Wang, J.; Shen, W. Thin Al2O3passivated boron emitter of n-type bifacial c-Si solar cells with industrial process. Prog. Photovolt. Res. Appl. 2017, 25, 280–290. [Google Scholar] [CrossRef]
- Dullweber, T.; Wehmeier, N.; Nowack, A.; Brendemühl, T.; Kajari-Schröder, S.; Brendel, R. Industrial bifacial n-type silicon solar cells applying a boron co-diffused rear emitter and an aluminum rear finger grid. Phys. Status Solidi 2016, 213, 3046–3052. [Google Scholar] [CrossRef]
- Dullweber, T.; Gatz, S.; Hannebauer, H.; Falcon, T.; Hesse, R.; Schmidt, J.; Brendel, R. Towards 20% efficient large-area screen-printed rear-passivated silicon solar cells. Prog. Photovolt. Res. Appl. 2011, 20, 630–638. [Google Scholar] [CrossRef]
- Kalio, A.; Richter, A.; Hörteis, M.; Glunz, S.W. Metallization of N-Type Silicon Solar Cells Using Fine Line Printing Techniques. Energy Procedia 2011, 8, 571–576. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Eff (%) | Voc (V) | Isc (A) | FF | Rs (Ω) | Rsh (Ω) * | |
|---|---|---|---|---|---|---|
| Best SE PERC | 22.23 | 0.673 | 10.03 | 79.75 | 0.0025 | 1172 |
| Regular PERC | 21.88 | 0.657 | 9.93 | 81.23 | 0.0016 | 1689 |
| Improper SE PERC | 21.47 | 0.667 | 10.01 | 77.87 | 0.0035 | 364.29 |
| Screen Print Line Width | Height (μm) | Width (μm) | Ratio | Quantity (pcs) | Average Eff (%) | Voc (V) | Isc (A) | FF |
|---|---|---|---|---|---|---|---|---|
| 80 μm | 19.28 | 113.49 | 16.99% | 1210 | 21.77 | 0.657 | 9.99 | 80.29 |
| 100 μm | 21.34 | 143.01 | 14.92% | 2440 | 21.85 | 0.657 | 10.01 | 80.41 |
| 150 μm | 11.08 | 203.87 | 5.45% | 294 | 21.84 | 0.656 | 10.1 | 79.82 |
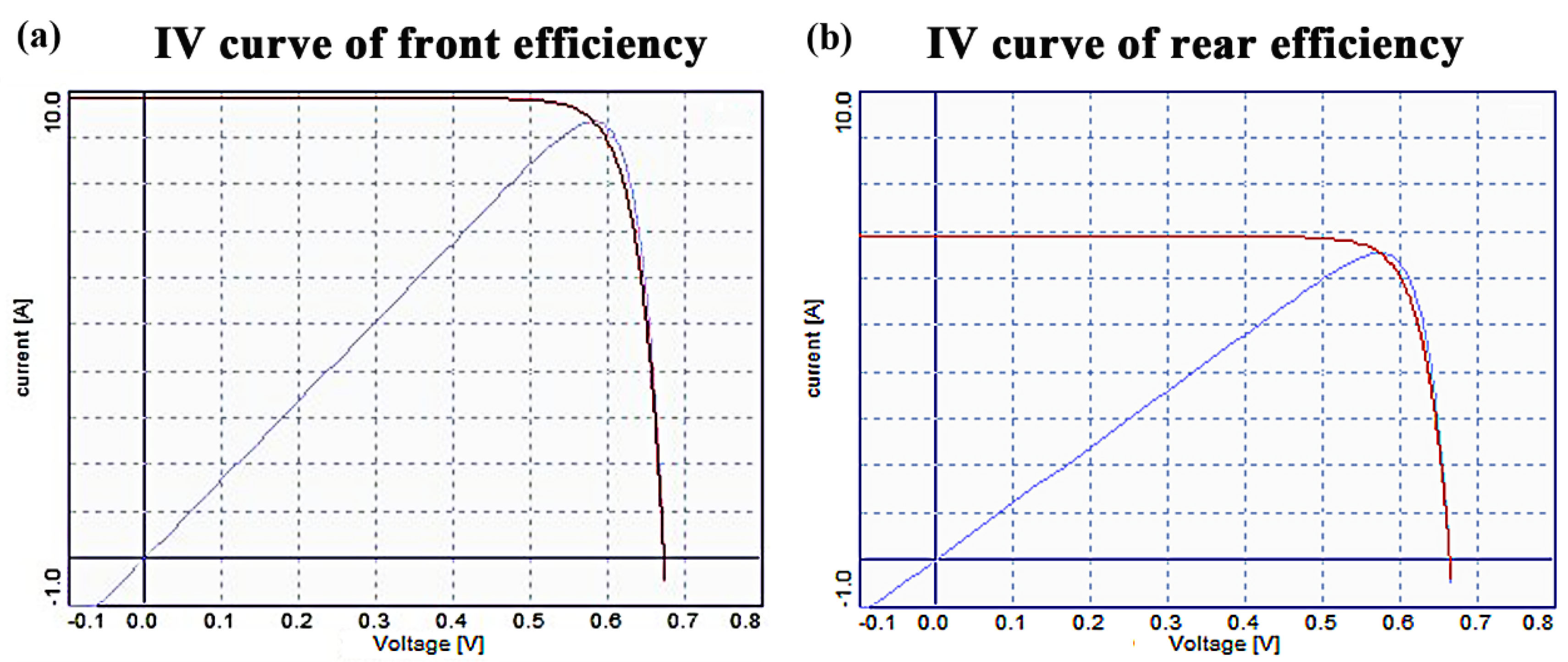
| SiNx | Quantity | Front Eff | Front | Front | Front | Rear Eff | Rear Voc | Rear Isc | Rear | Bifa- | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Voc | Isc | FF | FF | ciallity | |||||||
| Unit | (nm) | ( pcs) | (%) | (V) | (A) | (%) | (V) | (A) | (%) | ||
| Baseline | N\A | 50 | 22.23 | 0.671 | 9.87 | 81.3 | \ | \ | \ | \ | \ |
| (a) | 75 | 46 | 22.13 | 0.673 | 9.94 | 80.13 | 13.51 | 0.661 | 6.18 | 80.1 | 61.05 |
| (b) | 80.4 | 72 | 22.22 | 0.675 | 9.95 | 80.12 | 14.86 | 0.662 | 6.77 | 80.33 | 66.88 |
| (c) | 95 | 84 | 22.27 | 0.676 | 9.96 | 80.13 | 15.39 | 0.663 | 6.98 | 80.53 | 69.11 |
| (d) | 104.3 | 45 | 22.29 | 0.677 | 9.95 | 80.14 | 14.56 | 0.663 | 6.61 | 80.45 | 65.32 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Shen, H.; Sun, L.; Yang, J.; Wu, S.; Lu, Z. Bifacial p-Type PERC Solar Cell with Efficiency over 22% Using Laser Doped Selective Emitter. Energies 2020, 13, 1388. https://doi.org/10.3390/en13061388
Zhang C, Shen H, Sun L, Yang J, Wu S, Lu Z. Bifacial p-Type PERC Solar Cell with Efficiency over 22% Using Laser Doped Selective Emitter. Energies. 2020; 13(6):1388. https://doi.org/10.3390/en13061388
Chicago/Turabian StyleZhang, Caixia, Honglie Shen, Luanhong Sun, Jiale Yang, Shiliang Wu, and Zhonglin Lu. 2020. "Bifacial p-Type PERC Solar Cell with Efficiency over 22% Using Laser Doped Selective Emitter" Energies 13, no. 6: 1388. https://doi.org/10.3390/en13061388
APA StyleZhang, C., Shen, H., Sun, L., Yang, J., Wu, S., & Lu, Z. (2020). Bifacial p-Type PERC Solar Cell with Efficiency over 22% Using Laser Doped Selective Emitter. Energies, 13(6), 1388. https://doi.org/10.3390/en13061388