Online Bearing Clearance Monitoring Based on an Accurate Vibration Analysis



Abstract
1. Introduction
2. Modelling the Effect of Bearing Clearance on Vibrations
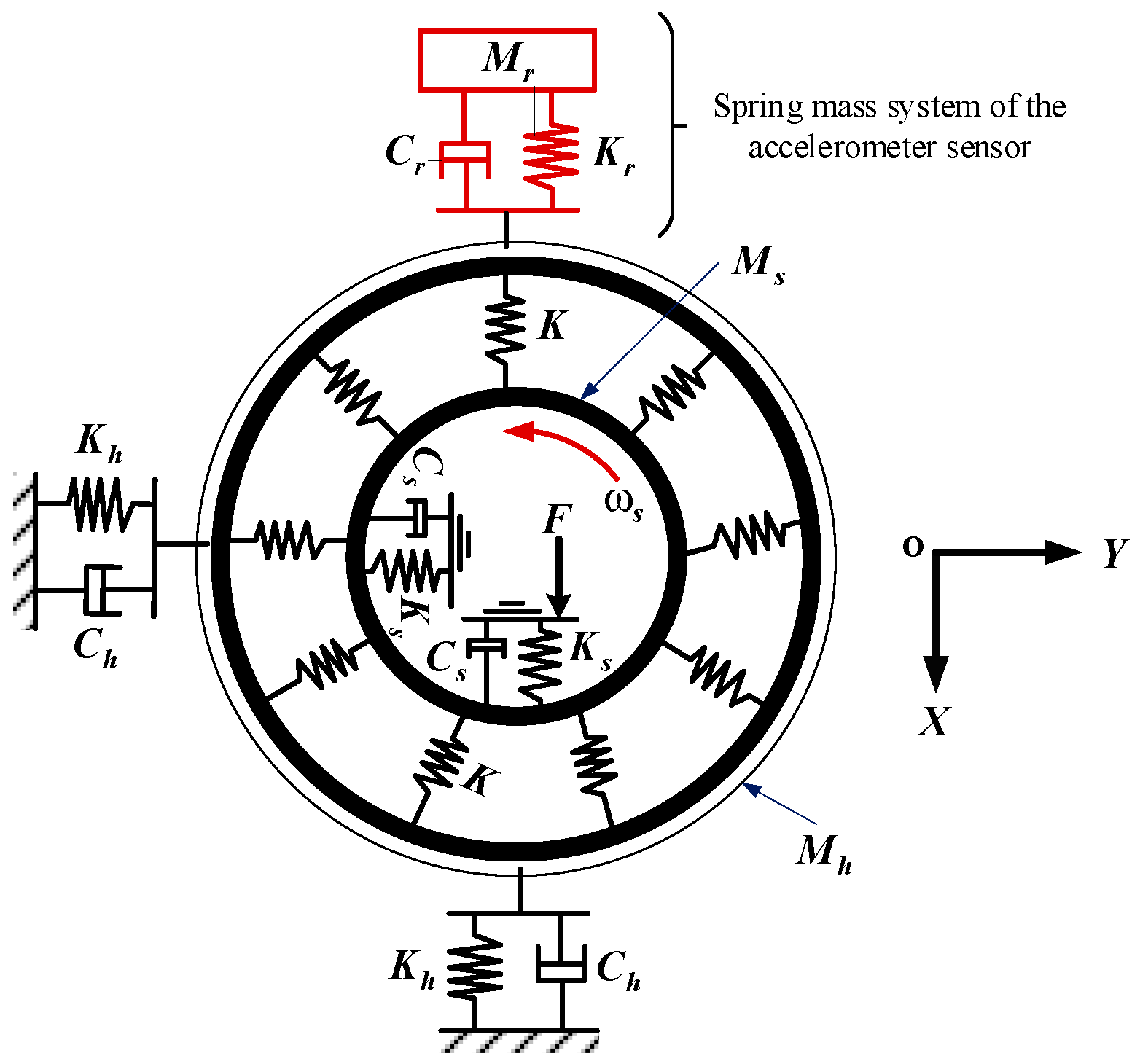
2.1. Bearing Vibration Model
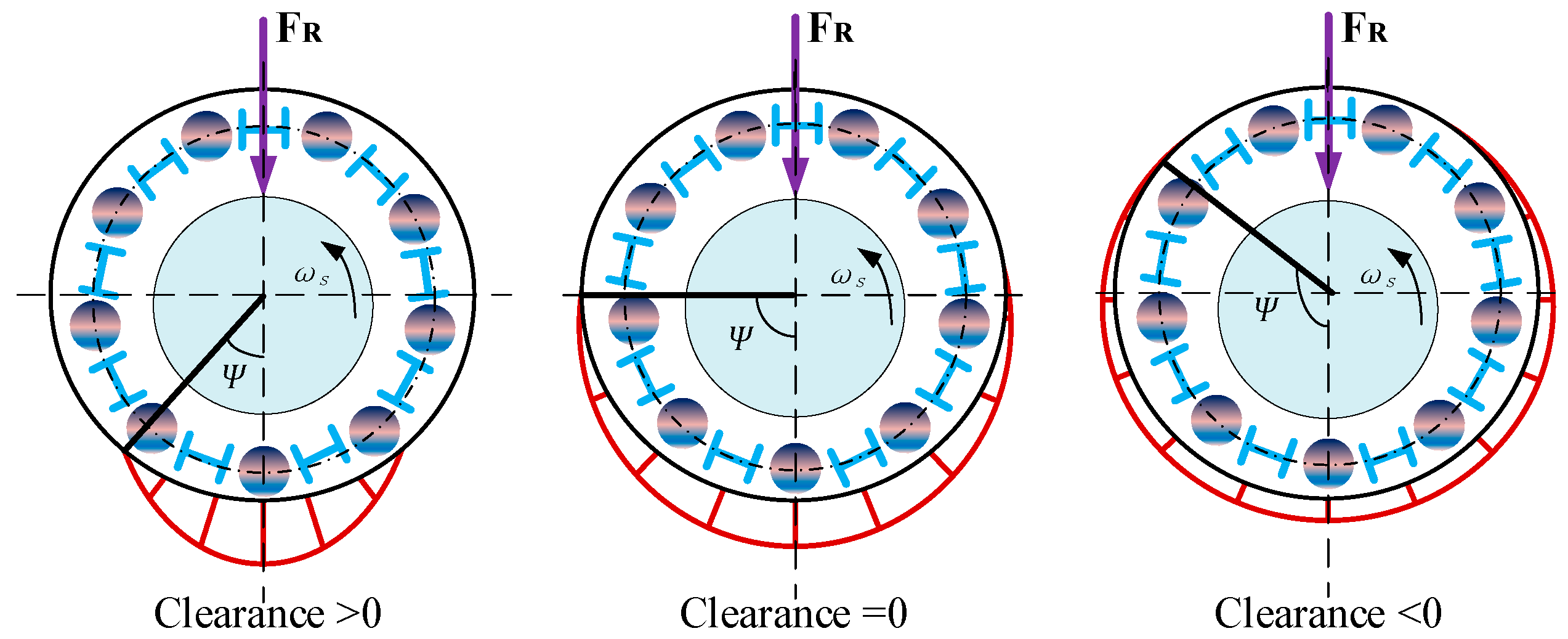
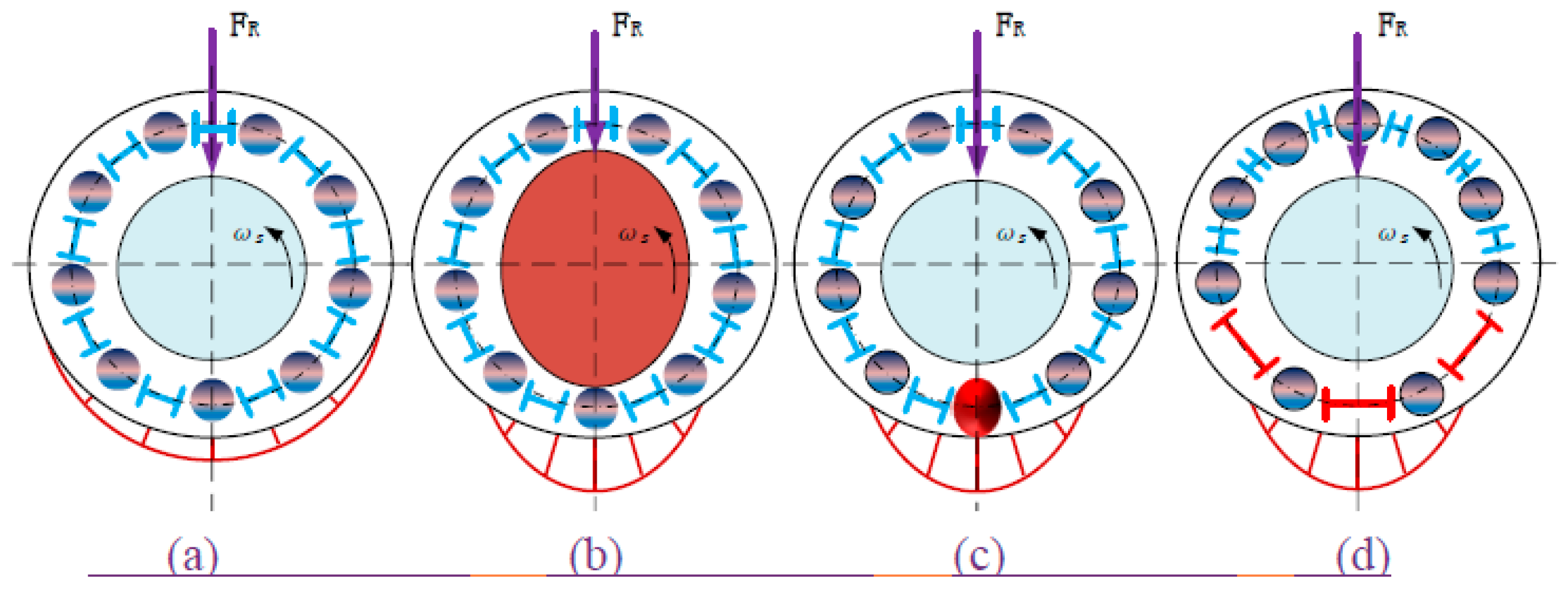
2.2. Radial Clearance and Load Distribution
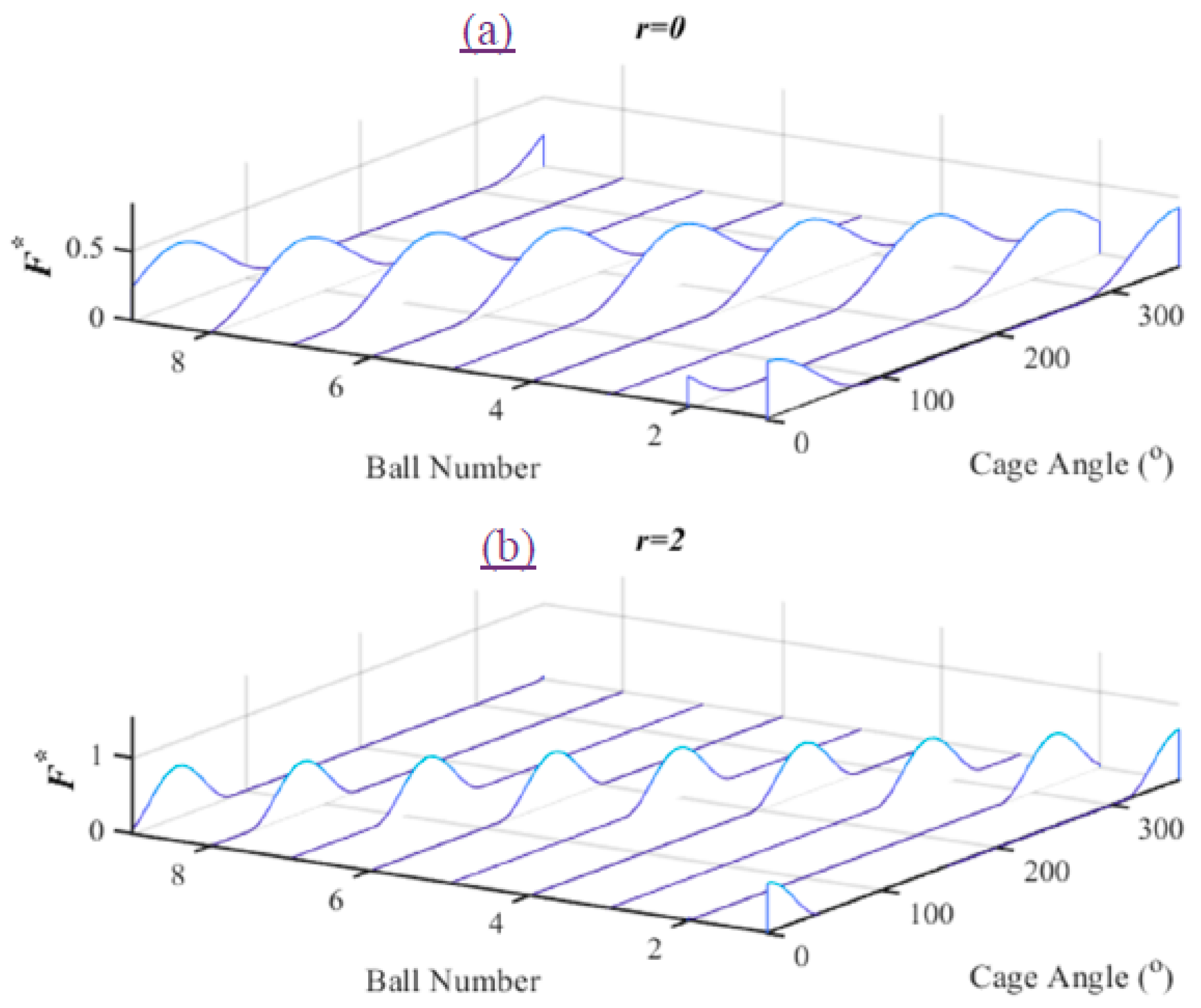
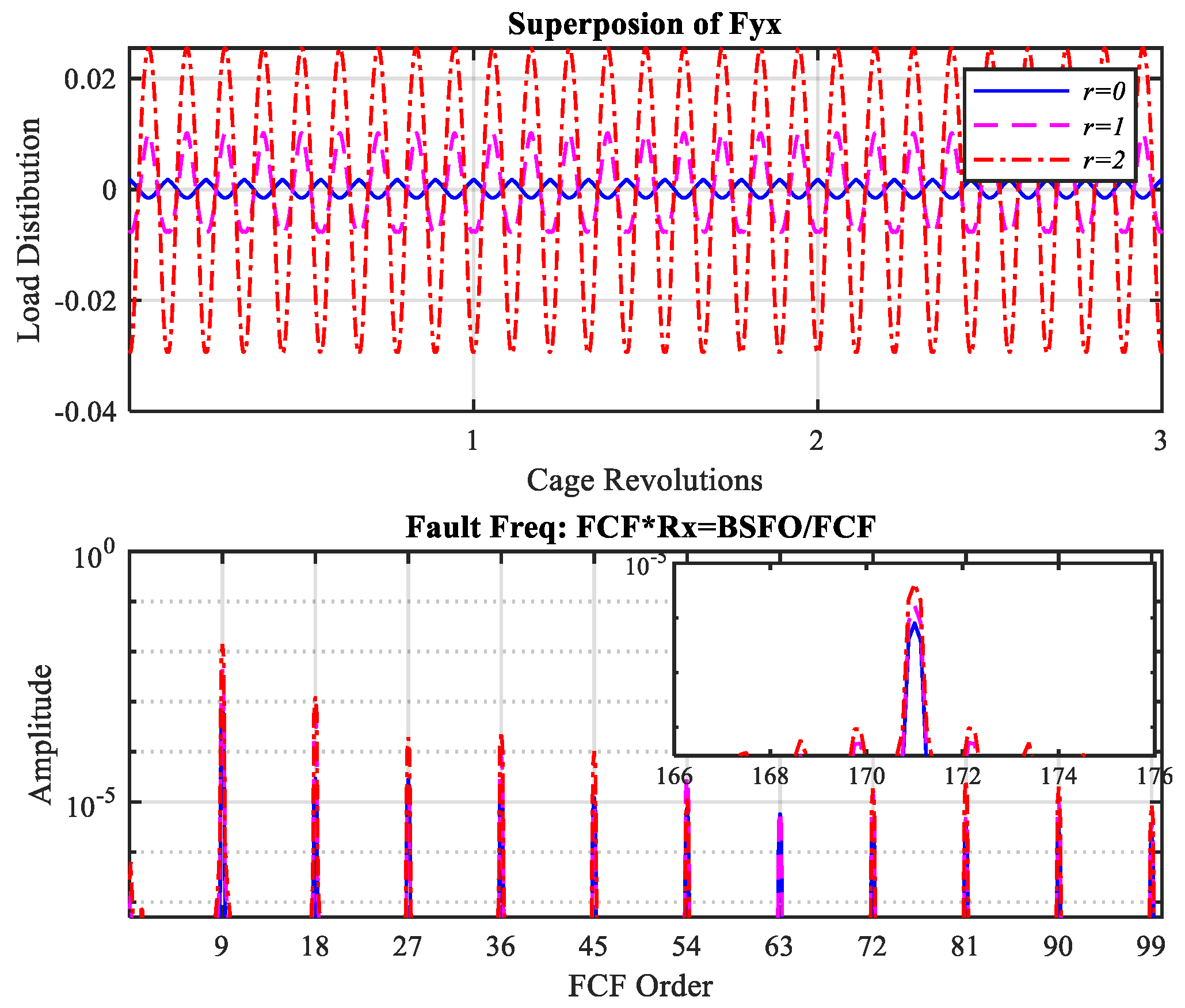
- the forces exhibit a periodic waveform with the periodicity corresponding to the time that a ball passes the maximum load.
- The force is also impulsive as it is linearly combined with the impulsive one, and thus the harmonics of Ball Pass Frequency of Outer race (BPFO) existed in a broad band, which can induce vibrations in the high frequency range where structural resonances are located.
- Both characteristics become more significant with increased clearance, as shown in the magnified graph.
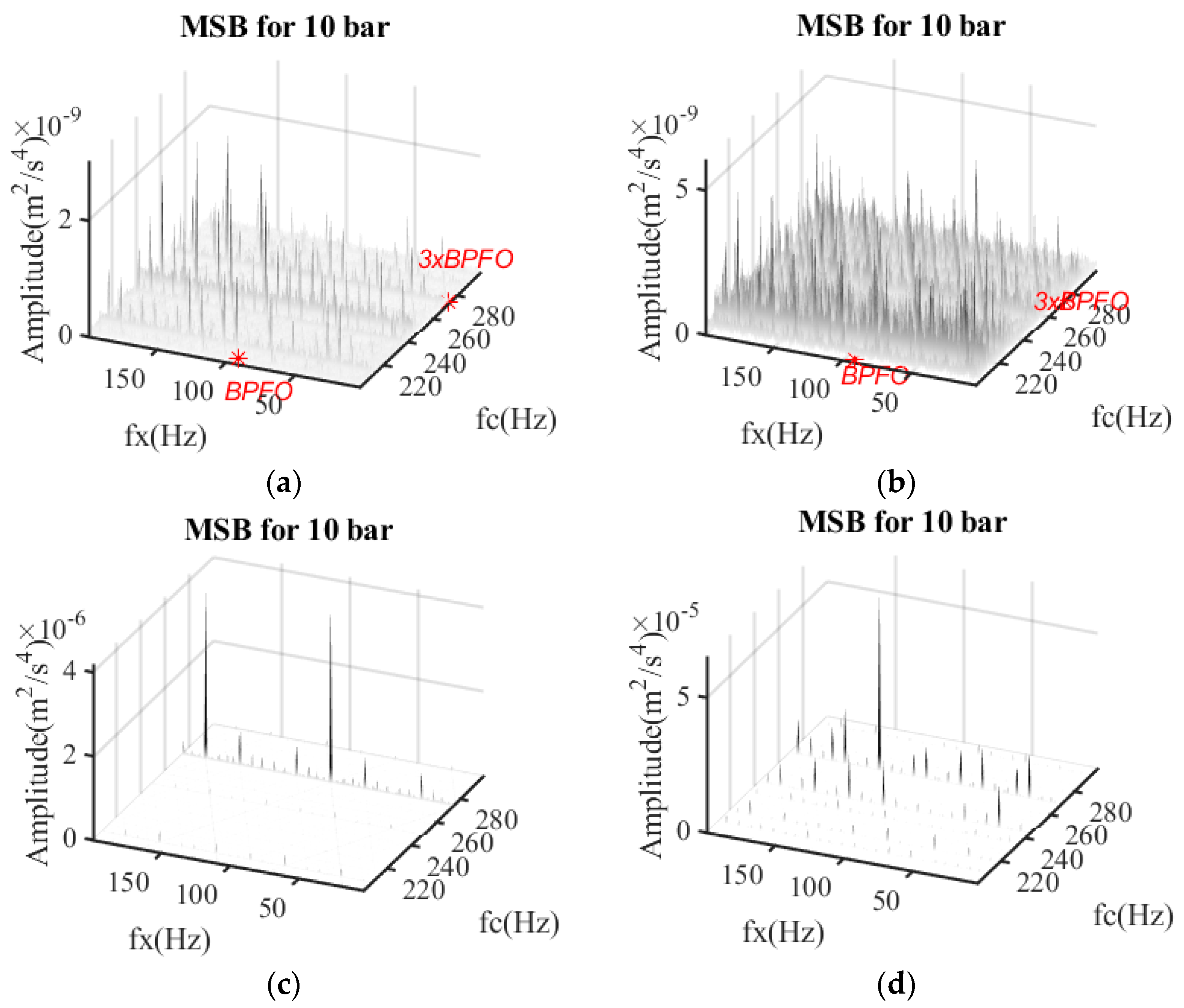
- There are also modulation sidebands appearing at k × BPFO FCF (Fundamental Carrier Frequency) due to the power factor of 3/2, though the amplitudes are very low, as shown in the magnified spectra.
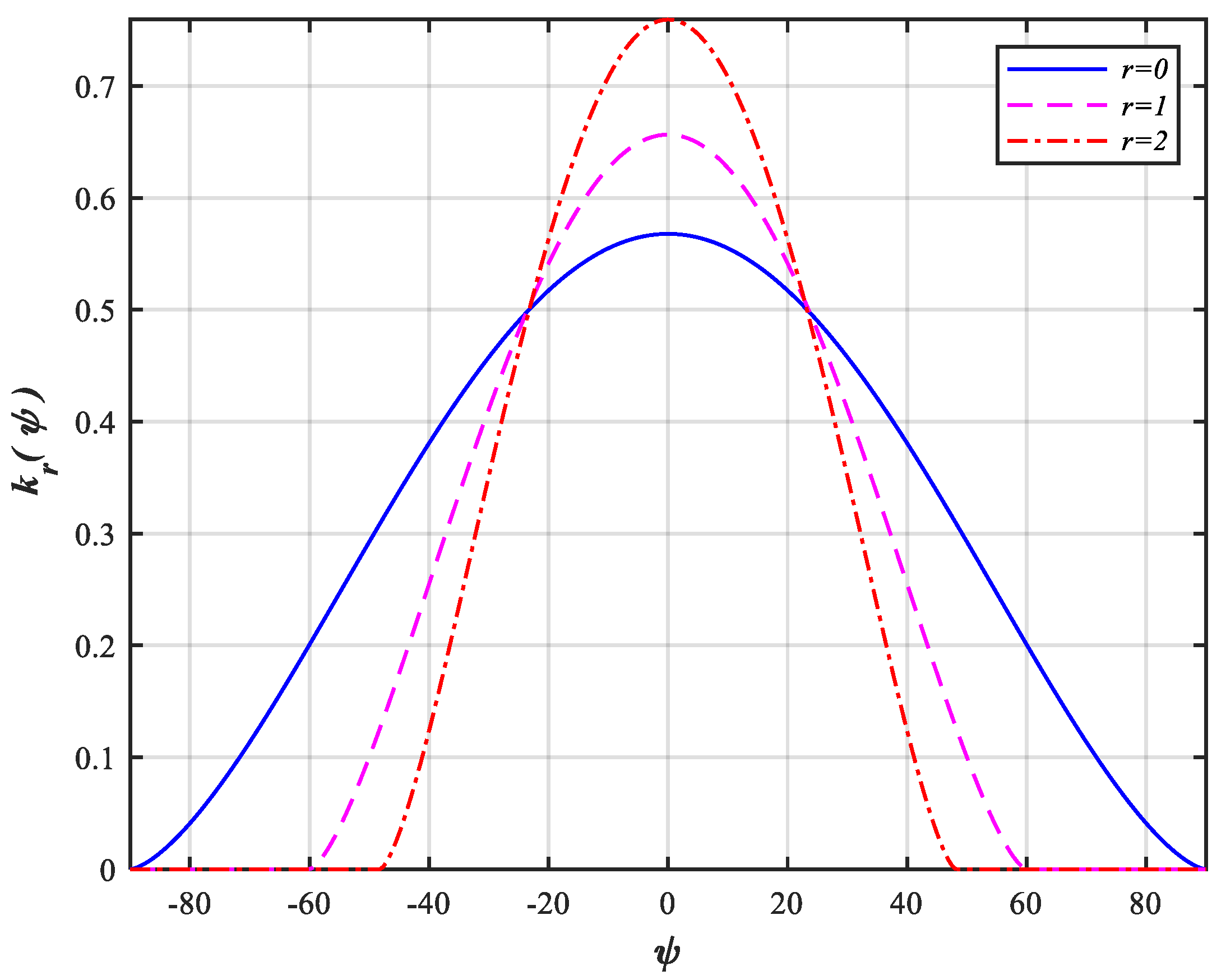
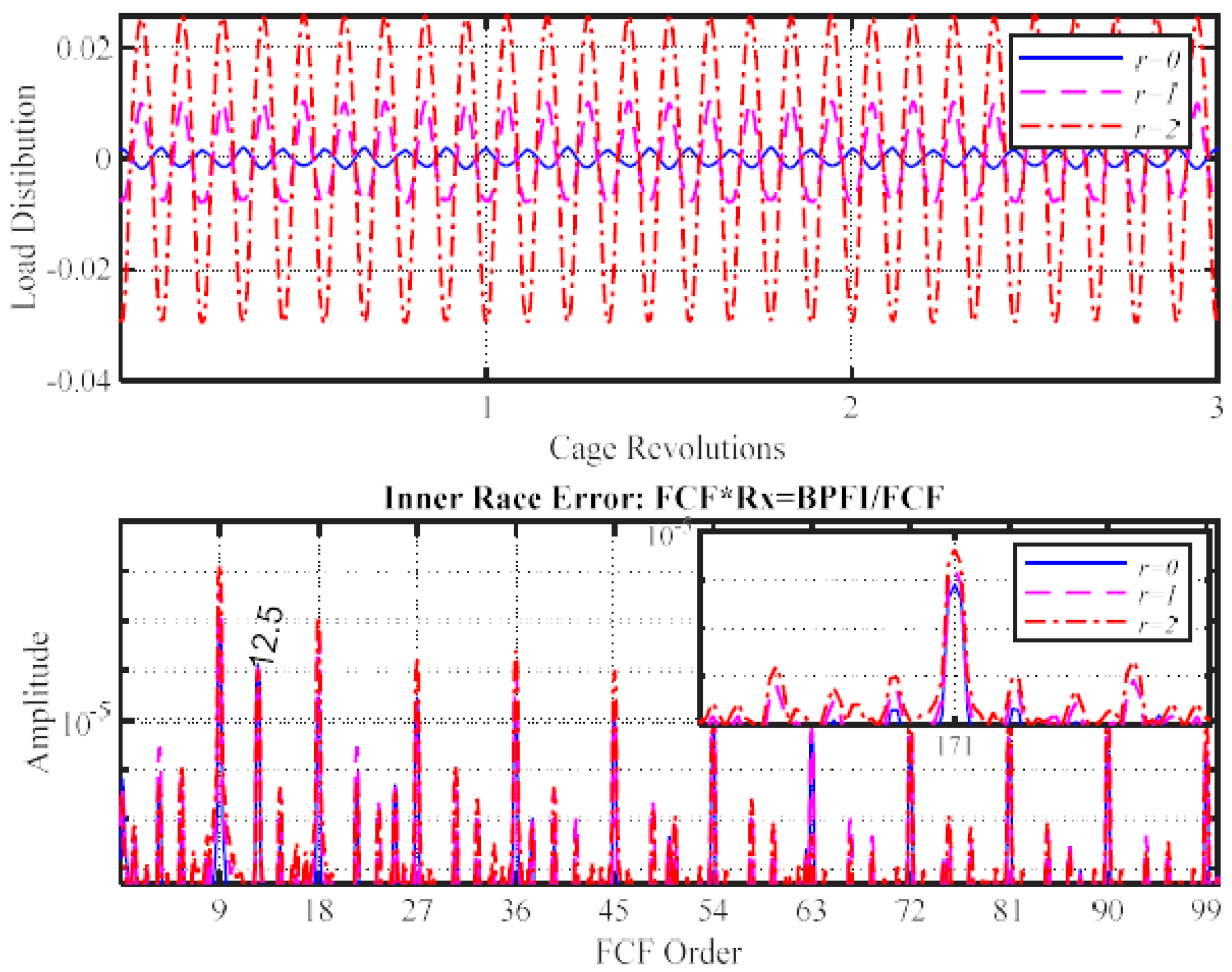
2.3. Influences of Runout Errors on Load Distribution
3. Evaluation with Data from an In-House Bearing Test Rig
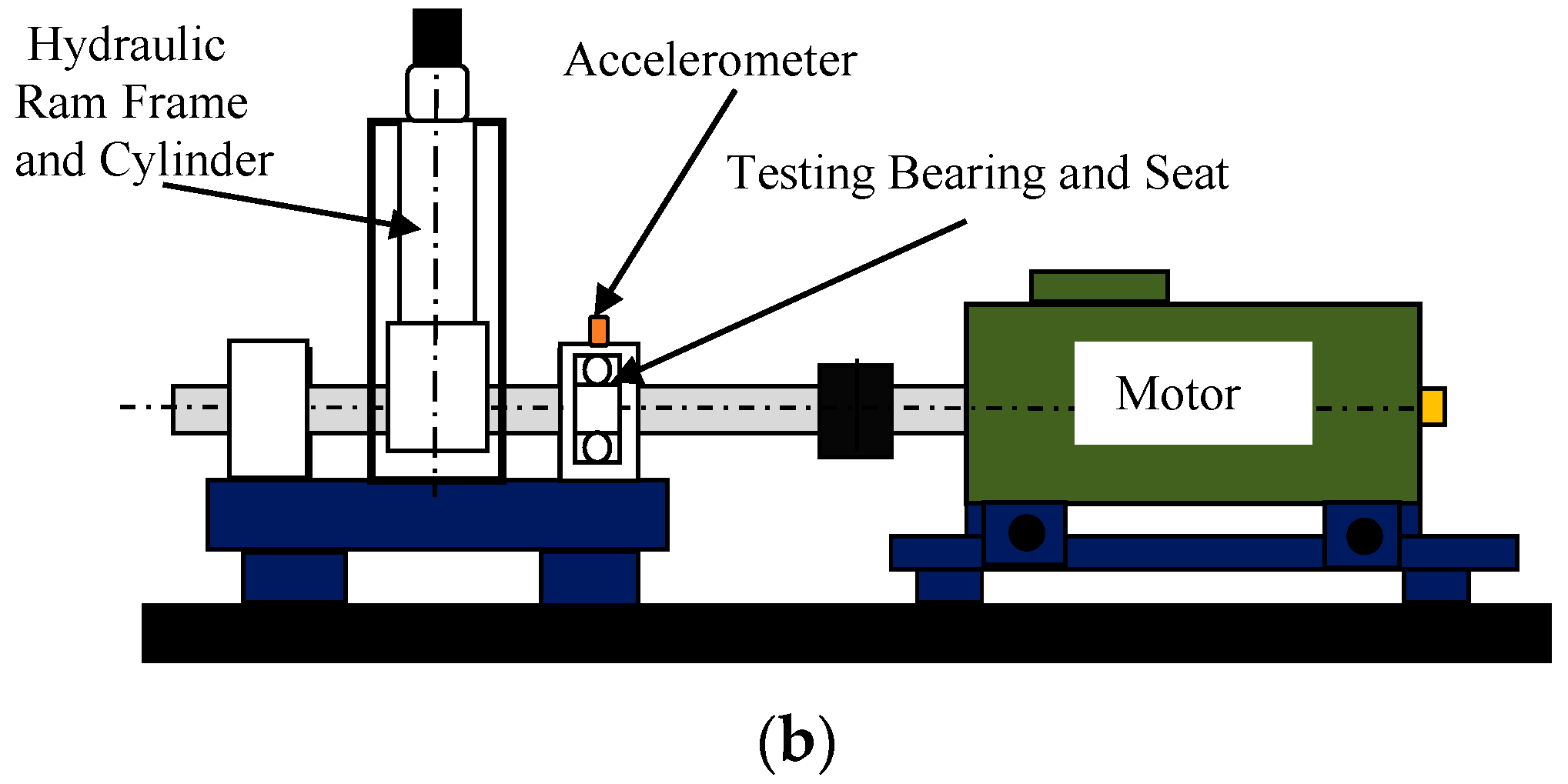
3.1. Test Facilities and Data Set
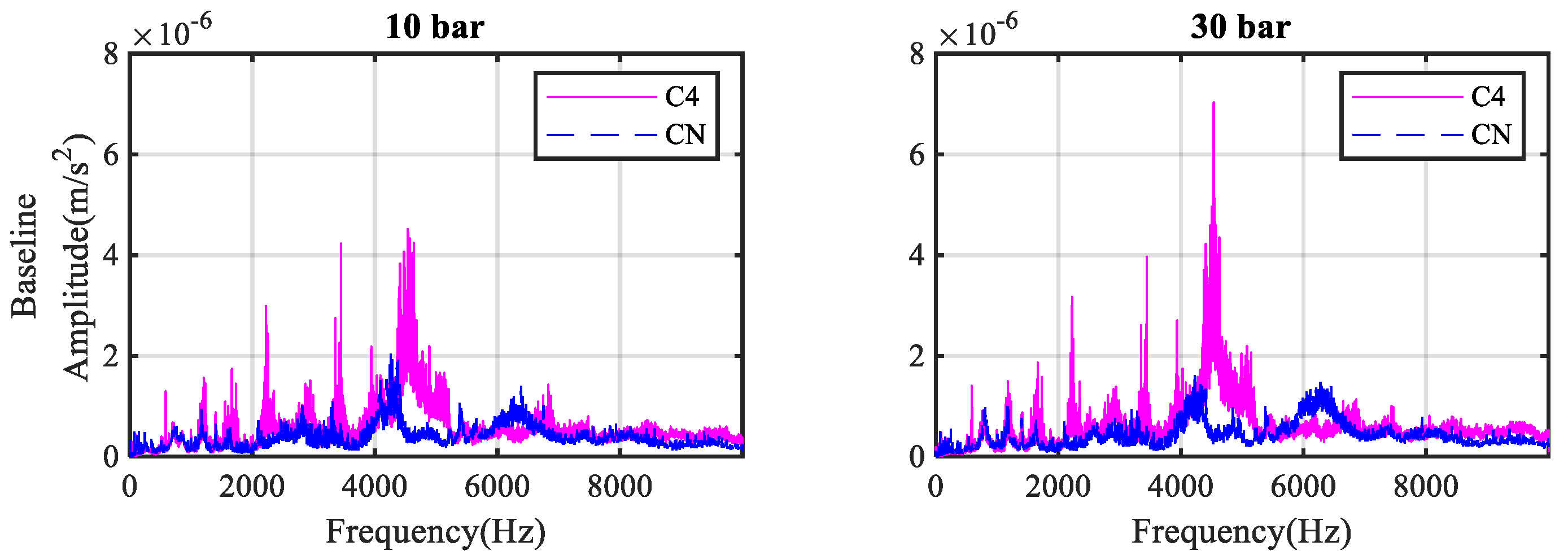
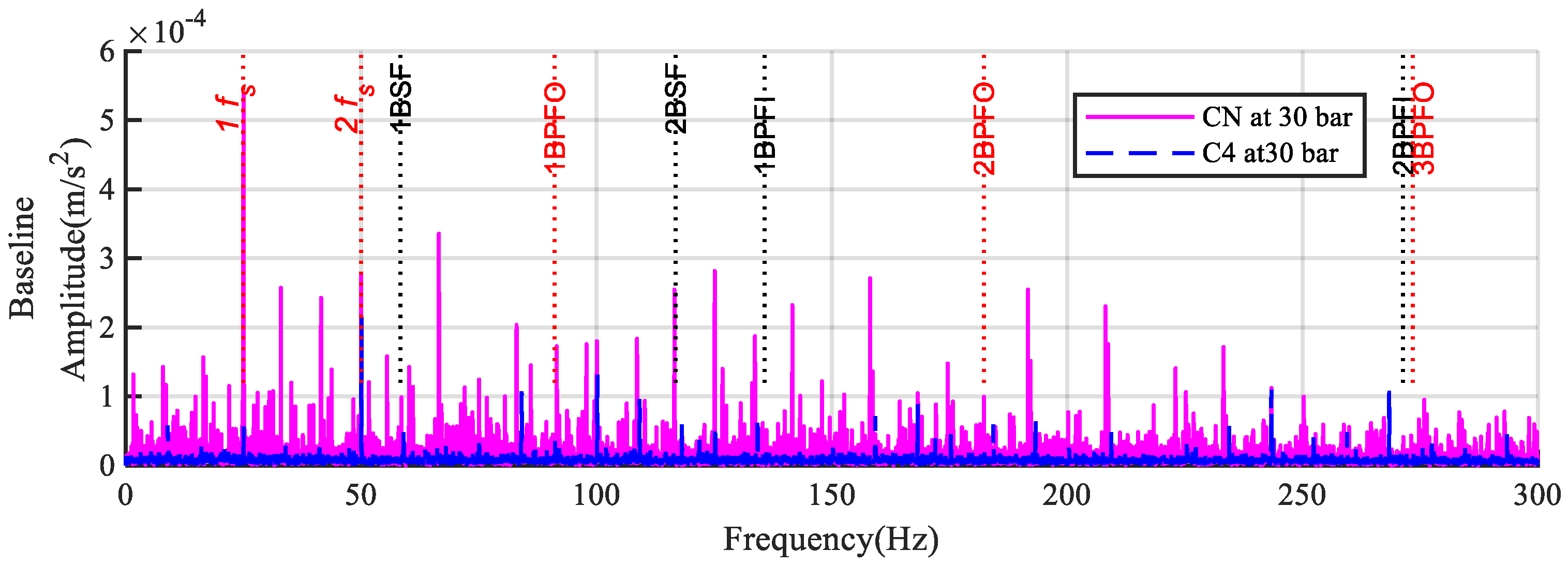
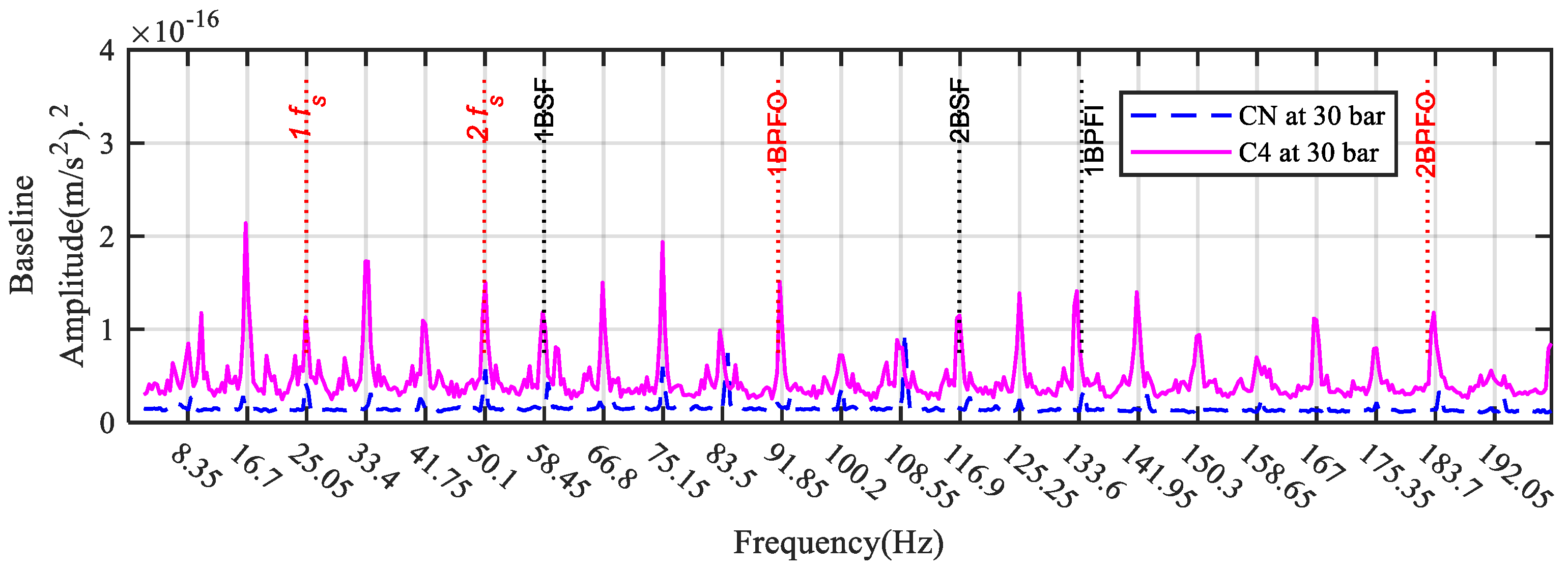
3.2. Data Analysis
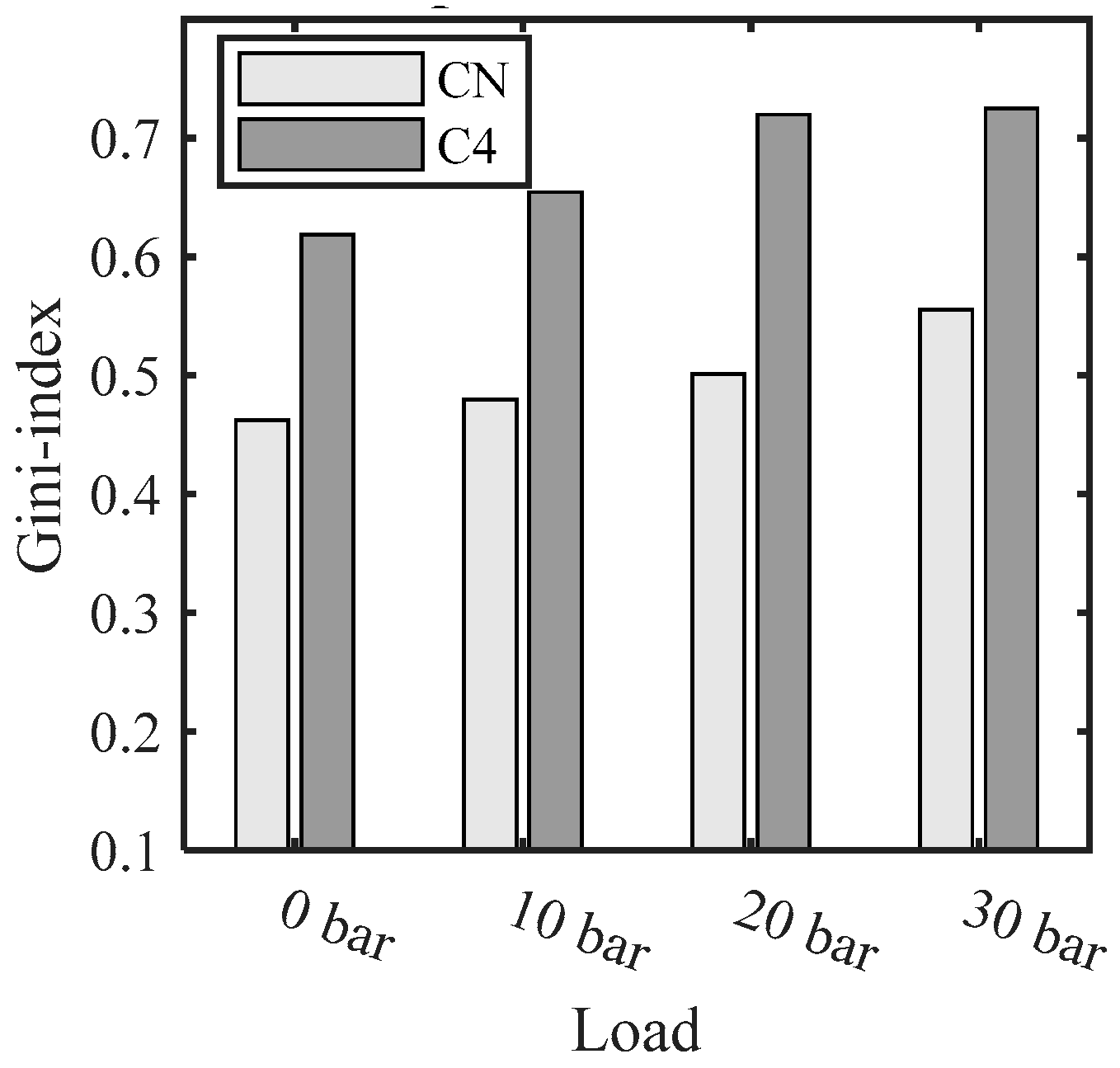
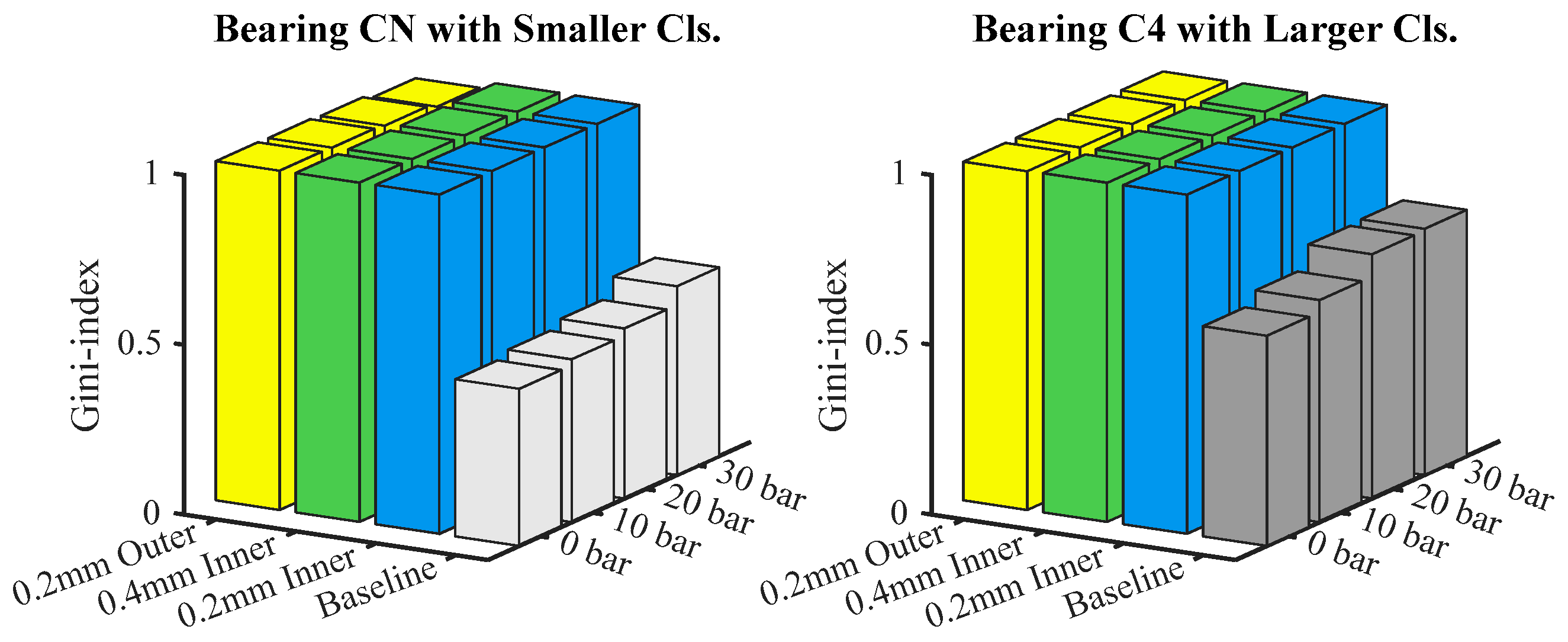
3.3. Bearing Clearance Indicator
- Gini Index being close to unity means bearings already have defects and replacement actions should be taken regardless of small or large defects in order to avoid catastrophic failures.
- The difference of Gini index values between the non-defective and defective bearings can show how far the non-defective ones form the defective ones. The larger the loads and the clearance, the nearer to unity or defect conditions.
- The baseline values of MSB-Gini Index depend not only on clearance values but also can be influenced by signal processing efficiency. Thus, the relative comparison should be made based on the same signal analysis configurations.
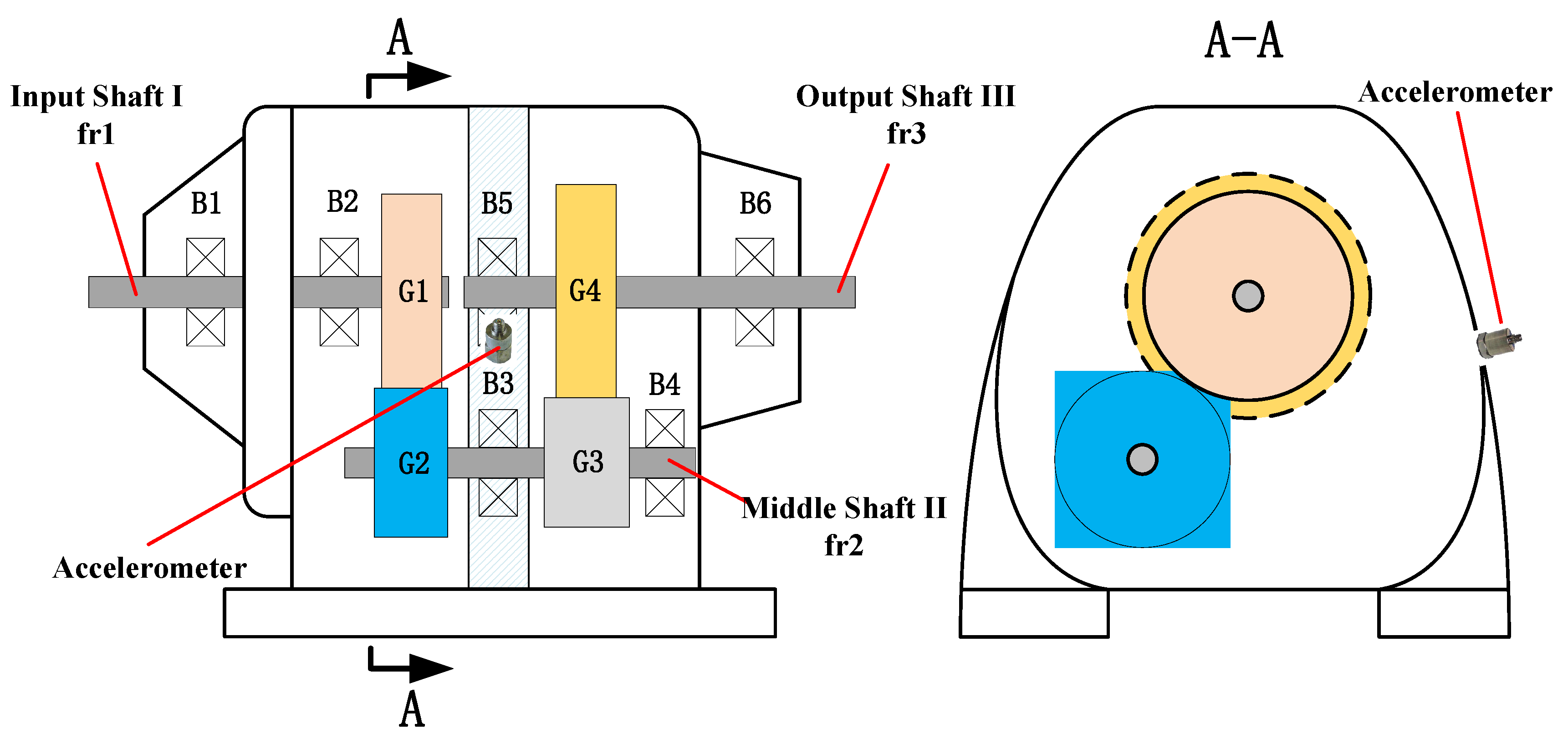
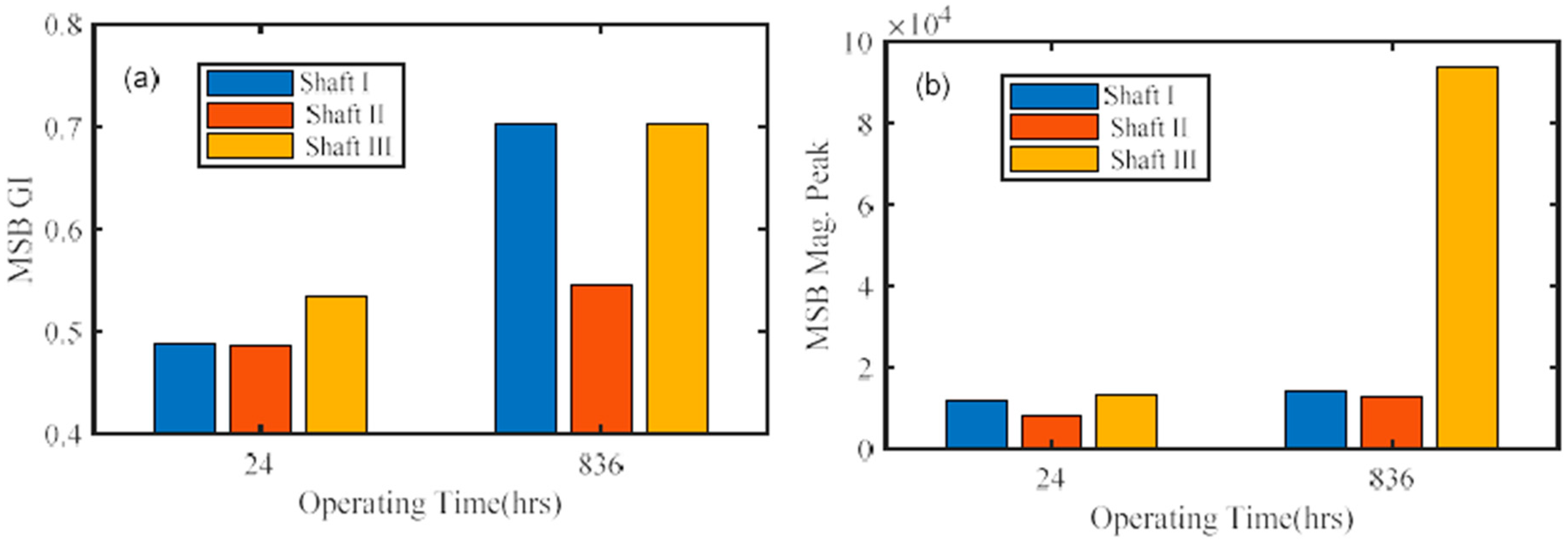
4. Evaluation with Data from the Run-to-Failure of an Industrial Gearbox
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nandi, S.; Toliyat, H.A.; Li, X. Condition monitoring and fault diagnosis of electrical motors—A review. IEEE Trans. Energy Convers. 2005, 20, 719–729. [Google Scholar] [CrossRef]
- Zhen, D.; Guo, J.; Xu, Y.; Zhang, H.; Gu, F. A Novel Fault Detection Method for Rolling Bearings Based on Non-Stationary Vibration Signature Analysis. Sensors 2019, 18, 3994. [Google Scholar] [CrossRef]
- Billinton, R.; Chen, H. Determination of the optimum site-matching wind turbine using risk-based capacity benefit factors. IEEE Proc. Gener. Transm. Distrib. 1999, 146, 96–102. [Google Scholar] [CrossRef]
- Hansen, A.D.; Hansen, L.H. Wind turbine concept market penetration over 10 years (1995–2004). Wind Energy Int. J. Prog. Appl. Wind Power Convers. Technol. 2007, 10, 81–97. [Google Scholar] [CrossRef]
- Wang, T.; Han, Q.; Chu, F.; Feng, Z. Vibration based condition monitoring and fault diagnosis of wind turbine planetary gearbox: A review. Mech. Syst. Signal Process. 2019, 126, 662–685. [Google Scholar] [CrossRef]
- de Azevedo, H.D.M.; Araújo, A.M.; Bouchonneau, N. A review of wind turbine bearing condition monitoring: State of the art and challenges. Renew. Sustain. Energy Rev. 2016, 56, 368–379. [Google Scholar] [CrossRef]
- Zhao, D.; Li, J.; Cheng, W.; Wen, W. Compound faults detection of rolling element bearing based on the generalized demodulation algorithm under time-varying rotational speed. J. Sound Vib. 2016, 378, 109–123. [Google Scholar] [CrossRef]
- Yu, J.; Xu, Y.; Liu, K. Planetary gear fault diagnosis using stacked denoising autoencoder and gated recurrent unit neural network under noisy environment and time-varying rotational speed conditions. Meas. Sci. Technol. 2019, 30, 095003. [Google Scholar] [CrossRef]
- Osman, S.; Wang, W. A morphological Hilbert-Huang transform technique for bearing fault detection. IEEE Trans. Instrum. Meas. 2016, 65, 2646–2656. [Google Scholar] [CrossRef]
- Behzad, M.; Bastami, A. A new method for detection of rolling bearing faults based on the Local Curve Roughness approach. Pol. Marit. Res. 2011, 18, 44–50. [Google Scholar] [CrossRef][Green Version]
- Yang, C.; Jia, M. A novel weak fault signal detection approach for a rolling bearing using variational mode decomposition and phase space parallel factor analysis. Meas. Sci. Technol. 2019, 30, 115004. [Google Scholar] [CrossRef]
- Wang, J.; Liang, Y.; Zheng, Y.; Gao, R.X.; Zhang, F. An integrated fault diagnosis and prognosis approach for predictive maintenance of wind turbine bearing with limited samples. Renew. Energy 2020, 145, 642–650. [Google Scholar] [CrossRef]
- Hu, L.; Zhang, L.; Gu, F.; Hu, N.; Ball, A. Extraction of the largest amplitude impact transients for diagnosing rolling element defects in bearings. Mech. Syst. Signal Process. 2019, 116, 796–815. [Google Scholar] [CrossRef]
- Halme, J.; Andersson, P. Rolling contact fatigue and wear fundamentals for rolling bearing diagnostics-state of the art. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 377–393. [Google Scholar] [CrossRef]
- Oswald, F.B.; Zaretsky, E.V.; Poplawski, J.V. Effect of internal clearance on load distribution and life of radially loaded ball and roller bearings. Tribol. Trans. 2012, 55, 245–265. [Google Scholar] [CrossRef]
- Halme, J. Condition monitoring of oil lubricated ball bearing using wear debris and vibration analysis. In Proceedings of the International Tribology Conference (AUSTRIB’02), Frontiers in tribology, Perth, Australia, 2–5 December 2002. [Google Scholar]
- Ocak, H.; Loparo, K.A.; Discenzo, F.M. Online tracking of bearing wear using wavelet packet decomposition and probabilistic modeling: A method for bearing prognostics. J. Sound Vib. 2007, 302, 951–961. [Google Scholar] [CrossRef]
- Rehab, I.; Tian, X.; Gu, F.; Ball, A.D. The influence of rolling bearing clearances on diagnostic signatures based on a numerical simulation and experimental evaluation. Int. J. Hydromechatronics 2018, 1, 16–46. [Google Scholar] [CrossRef]
- Sawalhi, N.; Randall, R.B. Simulating gear and bearing interactions in the presence of faults: Part I. The combined gear bearing dynamic model and the simulation of localised bearing faults. Mech. Syst. Signal Process. 2008, 22, 1924–1951. [Google Scholar] [CrossRef]
- Lazović, T.; Ristivojević, M.; Mitrović, R. Mathematical model of load distribution in rolling bearing. FME Trans. 2008, 36, 189–196. [Google Scholar]
- Yu, Y.; Chen, G.; Li, J.; Xue, Y.; Pang, B. Prediction Method for the Radial Runout of Inner Ring in Cylindrical Roller Bearings. Math. Probl. Eng. 2017, 2017, 1–13. [Google Scholar] [CrossRef]
- Li, C.S.; Mao, F.H. The impact of geometrical errors of deep-groove ball bearings on non-repetitive run-out. Modul. Mach. Tool Autom. Manuf. Tech. 2013, 1, 9–13. [Google Scholar]
- Lei, Y.; He, Z.; Zi, Y. A new approach to intelligent fault diagnosis of rotating machinery. Expert Syst. Appl. 2008, 35, 1593–1600. [Google Scholar] [CrossRef]
- Tandon, N.; Choudhury, A. A review of vibration and acoustic measurement methods for the detection of defects in rolling element bearings. Tribol. Int. 1999, 32, 469–480. [Google Scholar] [CrossRef]
- Ho, D.; Randall, R.B. Optimisation of bearing diagnostic techniques using simulated and actual bearing fault signals. Mech. Syst. Signal Process. 2000, 14, 763–788. [Google Scholar] [CrossRef]
- Antoni, J. Fast computation of the kurtogram for the detection of transient faults. Mech. Syst. Signal Process. 2007, 21, 108–124. [Google Scholar] [CrossRef]
- Barszcz, T.; JabŁoński, A. A novel method for the optimal band selection for vibration signal demodulation and comparison with the Kurtogram. Mech. Syst. Signal Process. 2011, 25, 431–451. [Google Scholar] [CrossRef]
- Moshrefzadeh, A.; Fasana, A. The Autogram: An effective approach for selecting the optimal demodulation band in rolling element bearings diagnosis. Mech. Syst. Signal Process. 2018, 105, 294–318. [Google Scholar] [CrossRef]
- Huang, B.; Feng, G.; Tang, X.; Gu, J.X.; Xu, G.; Cattley, R.; Gu, F.; Ball, A.D. A Performance Evaluation of Two Bispectrum Analysis Methods Applied to Electrical Current Signals for Monitoring Induction Motor-Driven Systems. Energies 2019, 12, 1438. [Google Scholar] [CrossRef]
- Tian, X.; Gu, J.X.; Rehab, I.; Abdalla, G.M.; Gu, F.; Ball, A.D. A robust detector for rolling element bearing condition monitoring based on the modulation signal bispectrum and its performance evaluation against the Kurtogram. Mech. Syst. Signal Process. 2018, 100, 167–187. [Google Scholar] [CrossRef]
- Guo, J.; Zhen, D.; Li, H.; Shi, Z.; Gu, F.; Ball, A.D. Fault feature extraction for rolling element bearing diagnosis based on a multi-stage noise reduction method. Measurement 2019, 139, 226–235. [Google Scholar] [CrossRef]
- Rehab, I.; Tiana, X.; Hu, N.; Yan, T.; Zhang, R.; Gu, F.; Ball, A. A study of two bispectral features from envelope signals for bearing fault diagnosis. In Proceedings of the 1st International Conference on Maintenance Engineering, Manchester, UK, 30–31 August 2016. [Google Scholar]
- You, K.J.; Noh, G.J.; Shin, H.C. Spectral Gini Index for quantifying the depth of consciousness. Comput. Intell. Neurosci. 2016, 2016. [Google Scholar] [CrossRef] [PubMed]
- Miao, Y.; Zhao, M.; Lin, J. Improvement of kurtosis-guided-grams via Gini index for bearing fault feature identification. Meas. Sci. Technol. 2017, 28, 125001. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, R.; Lu, K.; Ahmaida1, A.; Gu, F.; Wang, T. Monitoring of Gear Wear Progressions based on a Modulation Signal Bispectrum Analysis of Vibration Response. In Proceedings of the 16th International Conference on Condition Monitoring and Asset Management, Glasgow, UK, 25–27 June 2019. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Grade: CN with Clearance of 6–20 µm | Characteristic Frequencies: | ||
| Bearing Condition | Clearance | Width of Sparked Groove | |
| Bearing for health | 8.3 (µm) | Shaft speed = 25 Hz | |
| Bearing for Outer race fault | 6.0 (µm) | 0.2 mm on outer race | |
| Bearing for Inner race fault | 13 (µm) | 0.2 mm and 0.4mm on inner races | |
| Bearing Grade: with Clearance of (28–46 µm) | |||
| Bearing condition | Clearance | Width of sparked groove (mm) | BPFO = 89.4 (Hz) |
| Bearing for health bearing | 40.8 (µm) | BPFI = 135.6 (Hz) | |
| Bearing for outer race fault | 35.7 (µm) | 0.2 mm on outer race | BSF = 58.3 (Hz) |
| Bearing for inner race fault | 43.5 (µm) | 0.2 mm and 0.4 mm on inner races | FCF = 9.9 (Hz) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Xu, M.; Zhang, C.; Huang, B.; Gu, F. Online Bearing Clearance Monitoring Based on an Accurate Vibration Analysis. Energies 2020, 13, 389. https://doi.org/10.3390/en13020389
Wang J, Xu M, Zhang C, Huang B, Gu F. Online Bearing Clearance Monitoring Based on an Accurate Vibration Analysis. Energies. 2020; 13(2):389. https://doi.org/10.3390/en13020389
Chicago/Turabian StyleWang, Jianguo, Minmin Xu, Chao Zhang, Baoshan Huang, and Fengshou Gu. 2020. "Online Bearing Clearance Monitoring Based on an Accurate Vibration Analysis" Energies 13, no. 2: 389. https://doi.org/10.3390/en13020389
APA StyleWang, J., Xu, M., Zhang, C., Huang, B., & Gu, F. (2020). Online Bearing Clearance Monitoring Based on an Accurate Vibration Analysis. Energies, 13(2), 389. https://doi.org/10.3390/en13020389