Simulation Model of Regenerative LNG Refrigeration System for Re-Liquification of BOG


Abstract

1. Introduction
2. Methodology
2.1. Model
2.2. T–s, P–h Diagrams
2.3. Calculation Equations
2.4. Case Study Model
3. Results and Discussion
3.1. Total Compression Work
3.2. Additional Seawater Flow Rate
3.3. Energy Waste
3.4. Greenhouse Gas Emissions
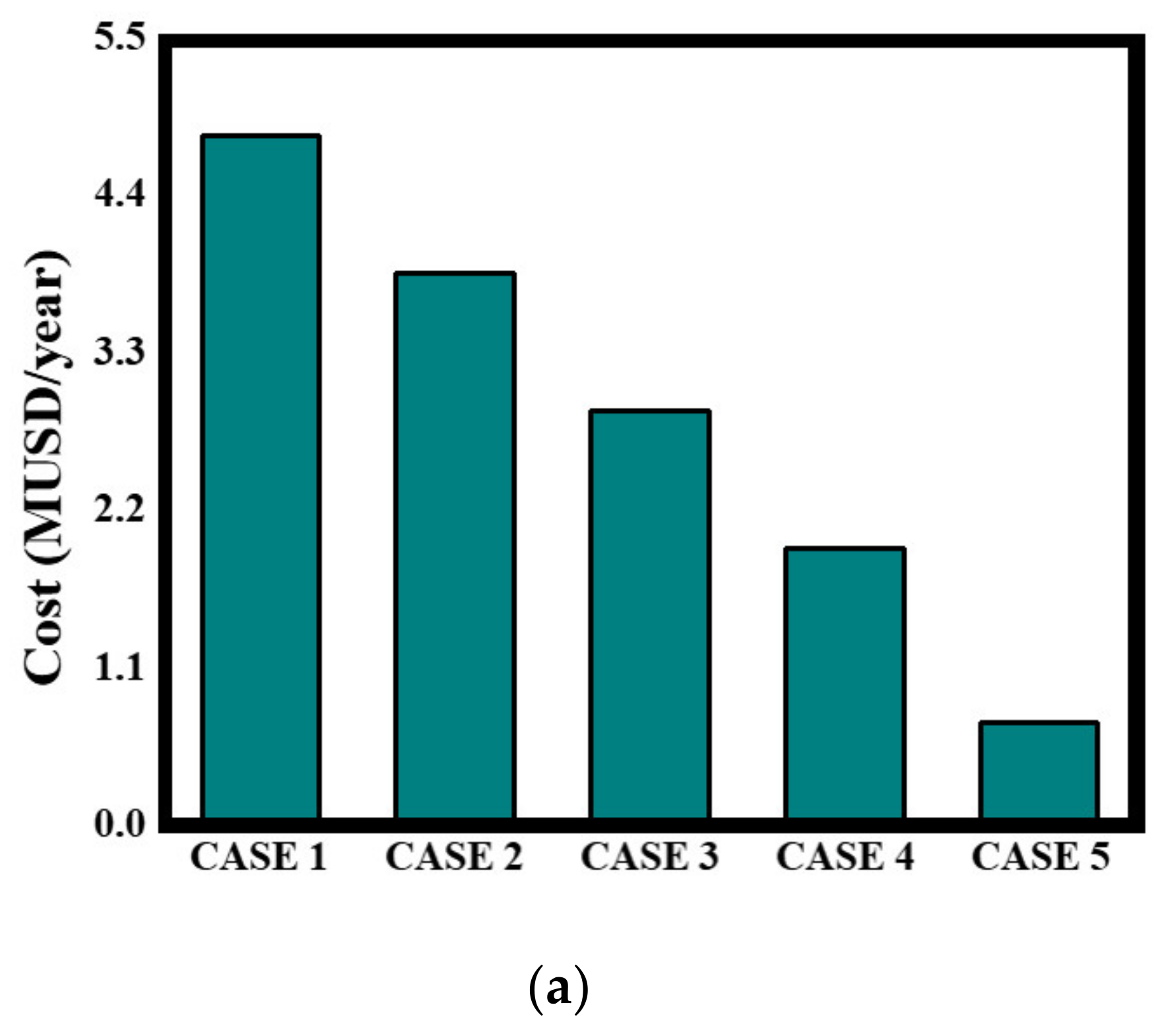
3.5. Annual Cost Reduction
4. Conclusions
- The double- and triple-stage compression decreased compression powers by up to 10% and 18.5%, respectively, but increased the seawater flow rate by 308% and 535% for intercooling compared with single-stage compression.
- The re-liquification system reduced the TOE, TCO2, and fuel costs by up to 76.7%, 77.1%, and 69.3%, respectively, for five different LNG tanker speeds.
- The re-liquification of BOG is more critical at lower vessel speeds, and the benefits of the system become relatively insignificant at high speeds (i.e., more BOG is used for engine-out power production) because the BOG disposal decreases.
- The re-liquification of BOG must be performed continuously because it is preferable to release the CO2 that results from compressor operation rather than boil off LNG in terms of greenhouse-gas emissions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karagöz, Y.; Sandalcı, T.; Koylu, U.O.; Dalkılıç, A.S.; Wongwises, S. Effect of the Use of Natural Gas–Diesel Fuel Mixture on Performance, Emissions, and Combustion Characteristics of a Compression Ignition Engine. Adv. Mech. Eng. 2016, 8, 1–13. [Google Scholar] [CrossRef]
- Kim, K.; Kim, H. Characterization of products from Fe(CO)5 seeded CO diffusion flame. Energy 2018, 148, 802–808. [Google Scholar] [CrossRef]
- Kim, S.L.; Choi, K.W.; Lee, K.; Kim, K. Evaluation of automotive waste heat recovery for various driving modes. Energy 2016, 106, 579–589. [Google Scholar] [CrossRef]
- Kim, K.; Kim, H.; Lee, K. Novel strategies and optimization techniques to reduce harmful diesel engine emissions. Environ. Eng. Sci. 2012, 29, 335–342. [Google Scholar] [CrossRef]
- McTaggart-Cowan, G.P.; Jones, H.L.; Rogak, S.N.; Bushe, W.K.; Hill, P.G.; Munshi, S.R. Direct-Injected Hydrogen-Methane Mixtures in a Heavy-Duty Compression Ignition Engine; SAE Technical Paper Series, 2006; SAE International: Warrendale, PE, USA, 2006. [Google Scholar]
- Oh, J.; Kim, K.; Lee, K. Effects of various mixer types on the spatial distribution of a De-NOx reductant. Fuel 2012, 94, 93–101. [Google Scholar] [CrossRef]
- Zhou, J.H.; Cheung, C.S.; Leung, C.W. Combustion, performance and emissions of a diesel engine with H2, CH4 and H2-CH4 addition. Int. J. Hydrog. Energy 2014, 39, 4611–4621. [Google Scholar] [CrossRef]
- Shin, M.W.; Shin, D.; Choi, S.H.; Yoon, E.S. Optimal operation of the boil-off gas compression process using a boil-off rate model for LNG storage tanks. Korean J. Chem. Eng. 2008, 25, 7–12. [Google Scholar] [CrossRef]
- Jeong, H.; Kim, T.; Kim, S.; Shim, W.J. Thermal Analysis of Insulation System for KC-1 Membrane LNG Tank. J. Ocean Eng. Technol. 2017, 31, 91–102. [Google Scholar] [CrossRef]
- Bukowski, J.D.; Liu, Y.N.; Boccella, S.J.; Kowalski, L.J. Innovations in NG Liquification Technology for Future LNG Plants and Floating LNG Facilities. In Proceedings of the International Gas Union Research Conference, Seoul, Korea, 19–21 October 2011. [Google Scholar]
- Mate, O.M.; Diaz, A.M. Reliquification Systems for Marine Application. In Proceedings of the World Maritime Conference, San Francisco, CA, USA, 17–20 October 2003; pp. 1–15. [Google Scholar]
- Vorkapić, A.; Kralj, P.; Bernečić, D. Ship systems for natural gas liquefaction. Pomorstvo 2016, 30, 105–112. [Google Scholar] [CrossRef][Green Version]
- Barron, R.F. Cryogenic Systems, 2nd ed.; Oxford University Press: New York, NY, USA, 1985. [Google Scholar]
- Adamkiewicz, A.; Cydejko, J. The Influence of Energy Consumption of Gas Vapour Reliquification on the Structure of the LNG Carrier Power Plant. Naše More 2016, 63, 38–42. [Google Scholar] [CrossRef]
- Beladjine, B.M.; Ouadha, A.; Addad, Y. Thermodynamic analysis of hydrocarbon refrigerants-based ethylene BOG re-liquification system. J. Mar. Sci. Appl. 2016, 15, 321–330. [Google Scholar] [CrossRef]
- Rao, H.N.; Wong, K.H.; Karimi, I.A. Minimizing Power Consumption Related to BOG Reliquification in an LNG Regasification Terminal. Ind. Eng. Chem. Res. 2016, 55, 7431–7445. [Google Scholar] [CrossRef]
- Tan, H.B.; Zhao, Q.X.; Sun, N.N.; Li, Y.Z. Enhancement of energy performance in a boil-off gas re-liquification system of LNG carriers using ejectors. Energy Convers. Manag. 2016, 126, 875–888. [Google Scholar] [CrossRef]
- Romero, J.; Orosa, J.A.; Oliveira, A.C. Research on the Brayton cycle design conditions for reliquification cooling of LNG boil off. J. Mar. Sci. Technol. 2012, 17, 532–541. [Google Scholar] [CrossRef]
- Hwang, C.; Lim, Y. Optimal Process Design of Onboard BOG Re-liquification System for LNG Carrier. J. Ocean Eng. Technol. 2018, 32, 372–379. [Google Scholar] [CrossRef]
- MAN Diesel & Turbo. Marine Engine IMO Tier II and Tier III Programme 2nd Edition. 2017. Available online: https://marine.mandieselturbo.com/docs/librariesprovider6/marine-engine-programmes/mep2017_2web.pdf?sfvrsn=0 (accessed on 4 February 2020).
- LMS. Simcenter Amesim Help. 2017. Available online: https://docs.plm.automation.siemens.com/content/amesim/17/help/en_US/simcenter_amesim_17/simcenter_amesim_help.html (accessed on 16 July 2020).
- International Energy Agency (IEA). Available online: https://www.iea.org/ (accessed on 16 July 2020).
- Intergovernmental Panel on Climate Change (IPCC). IPCC Guidelines for National Greenhouse Gas Inventories Volume 2. 2006. Available online: https://www.ipcc-nggip.iges.or.jp/public/2006gl/vol2.html (accessed on 16 July 2020).
- U.S. Energy Information Administration (EIA). Price of Liquefied U.S. Natural Gas Exports. Available online: https://www.eia.gov/dnav/ng/hist/n9133us3m.htm (accessed on 4 February 2020).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cruising Speed [km/h] | Fuel Consumption [kg/h] | Condenser BOG Flow Rate [kg/h] | Disposed BOG Flow Rate [kg/s] | Re-Liquefied LNG Flow Rate [kg/s] | |
|---|---|---|---|---|---|
| Case 0 | 0 | 0 | 2327 | 0.31957 | 0.32683 |
| Case 1 | 23.15 | 571 | 1756 | 0.16096 | 0.32681 |
| Case 2 | 25.93 | 920 | 1407 | 0.06253 | 0.32830 |
| Case 3 | 28.71 | 1269 | 1058 | 0 | 0.29389 |
| Case 4 | 31.48 | 1617 | 709 | 0 | 0.19694 |
| Case 5 | 34.26 | 2062 | 265 | 0 | 0.07361 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, S.-H.; Kim, K. Simulation Model of Regenerative LNG Refrigeration System for Re-Liquification of BOG. Energies 2020, 13, 3894. https://doi.org/10.3390/en13153894
Son S-H, Kim K. Simulation Model of Regenerative LNG Refrigeration System for Re-Liquification of BOG. Energies. 2020; 13(15):3894. https://doi.org/10.3390/en13153894
Chicago/Turabian StyleSon, Sung-Hun, and Kibum Kim. 2020. "Simulation Model of Regenerative LNG Refrigeration System for Re-Liquification of BOG" Energies 13, no. 15: 3894. https://doi.org/10.3390/en13153894
APA StyleSon, S.-H., & Kim, K. (2020). Simulation Model of Regenerative LNG Refrigeration System for Re-Liquification of BOG. Energies, 13(15), 3894. https://doi.org/10.3390/en13153894