A Mixed Integer Linear Programming Model for the Optimization of Steel Waste Gases in Cogeneration: A Combined Coke Oven and Converter Gas Case Study


 , and
, and
Abstract
1. Introduction
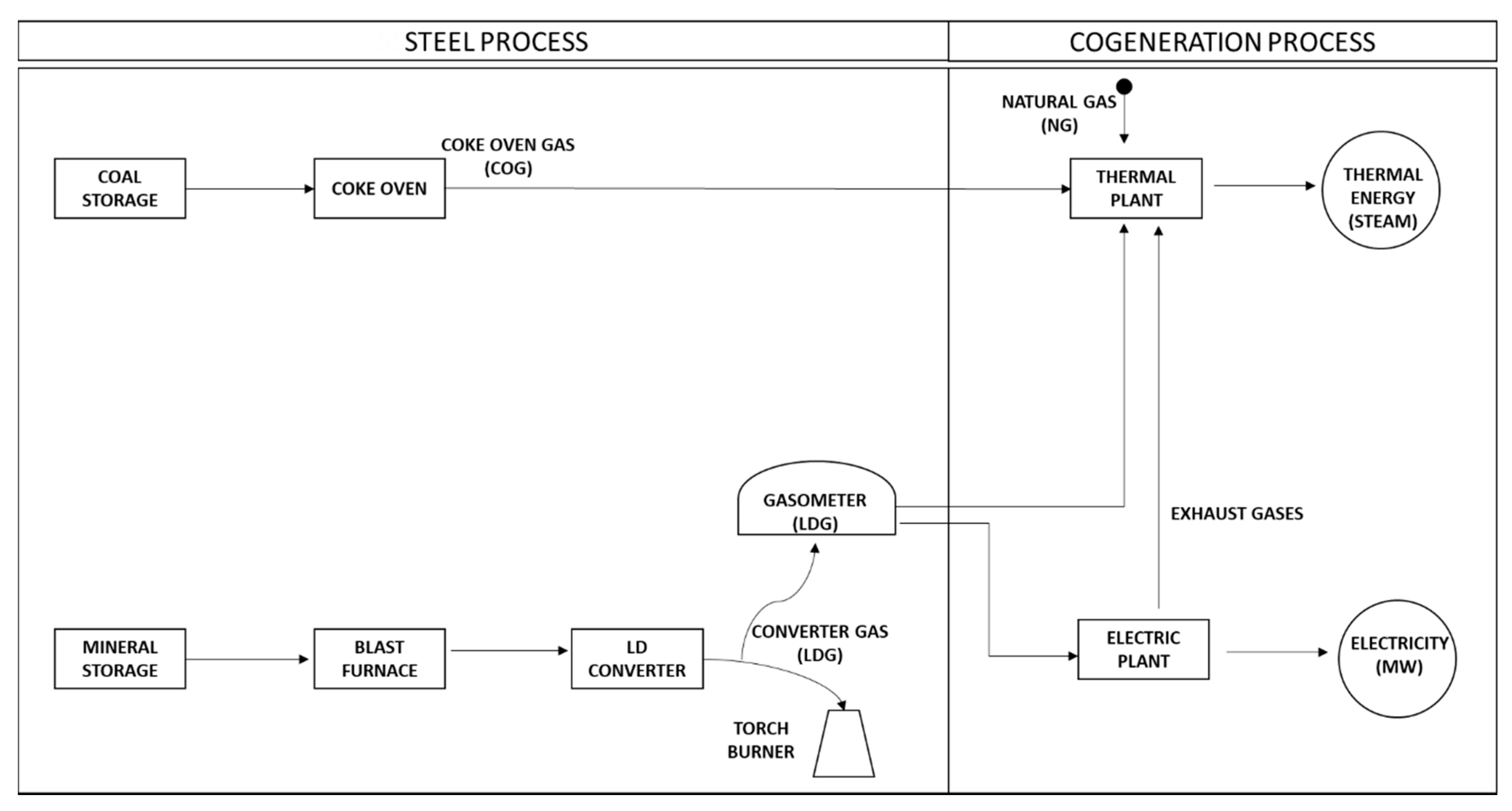
2. Process Description
3. Method
- First, the boundaries of the system are established, and the processes are identified. Reasonable simplifications are introduced to describe the system mathematically. This process is depicted in Section 2.
- Second, an optimization model is created. The objective functions and constraints are both presented (Section 4).
- Third, an appropriate optimization routine is applied. In this study, CPLEX is used to solve the MILP problem.
- Fourth, the model is validated using a scenario, and the results are analyzed.
4. Problem Formulation
4.1. Objective Function
4.2. Revenue
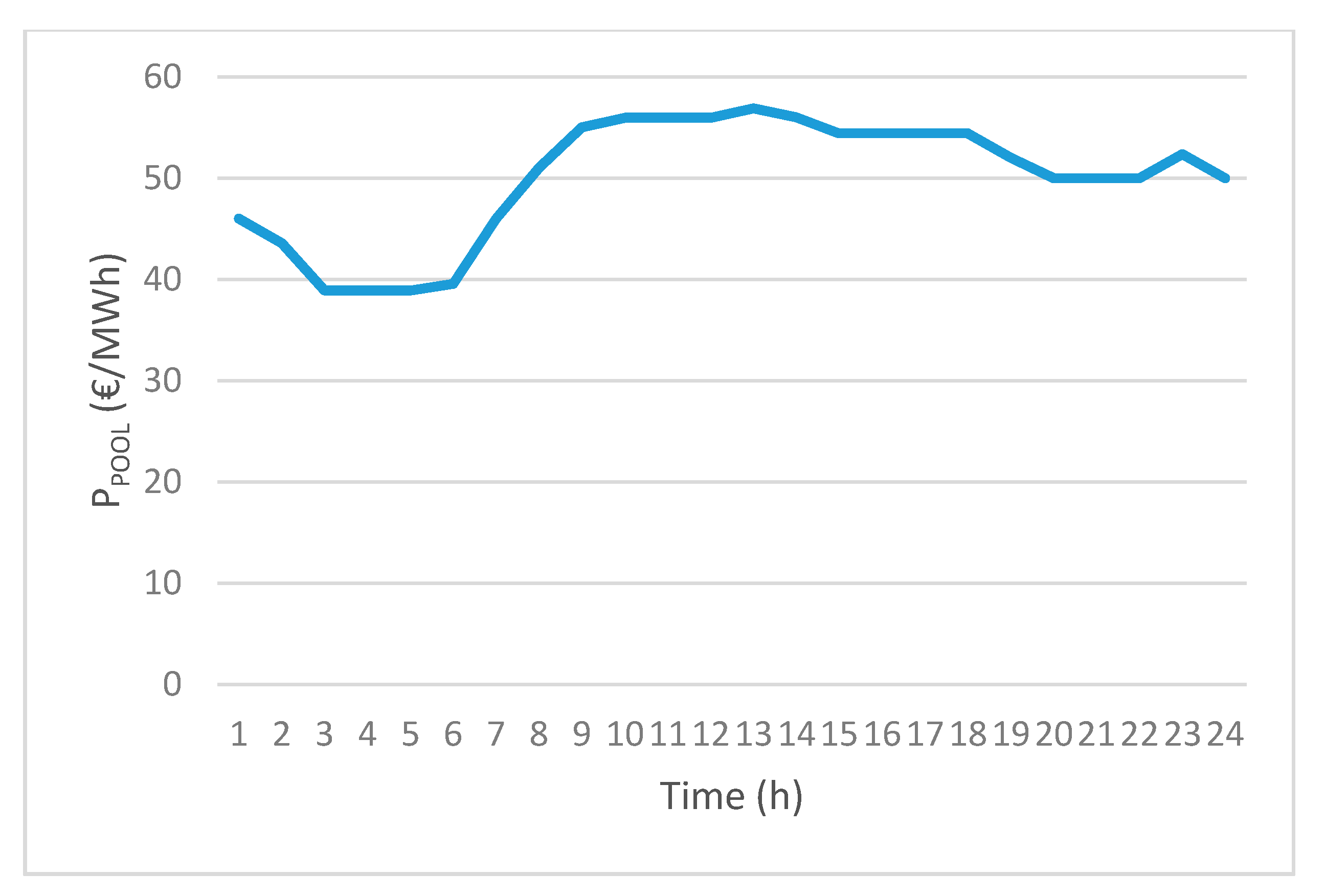
- Remuneration for the sale of electric energy (REE): this is obtained by multiplying the electric energy generated by the hourly price of the electric pool, given by PPOOL[t].
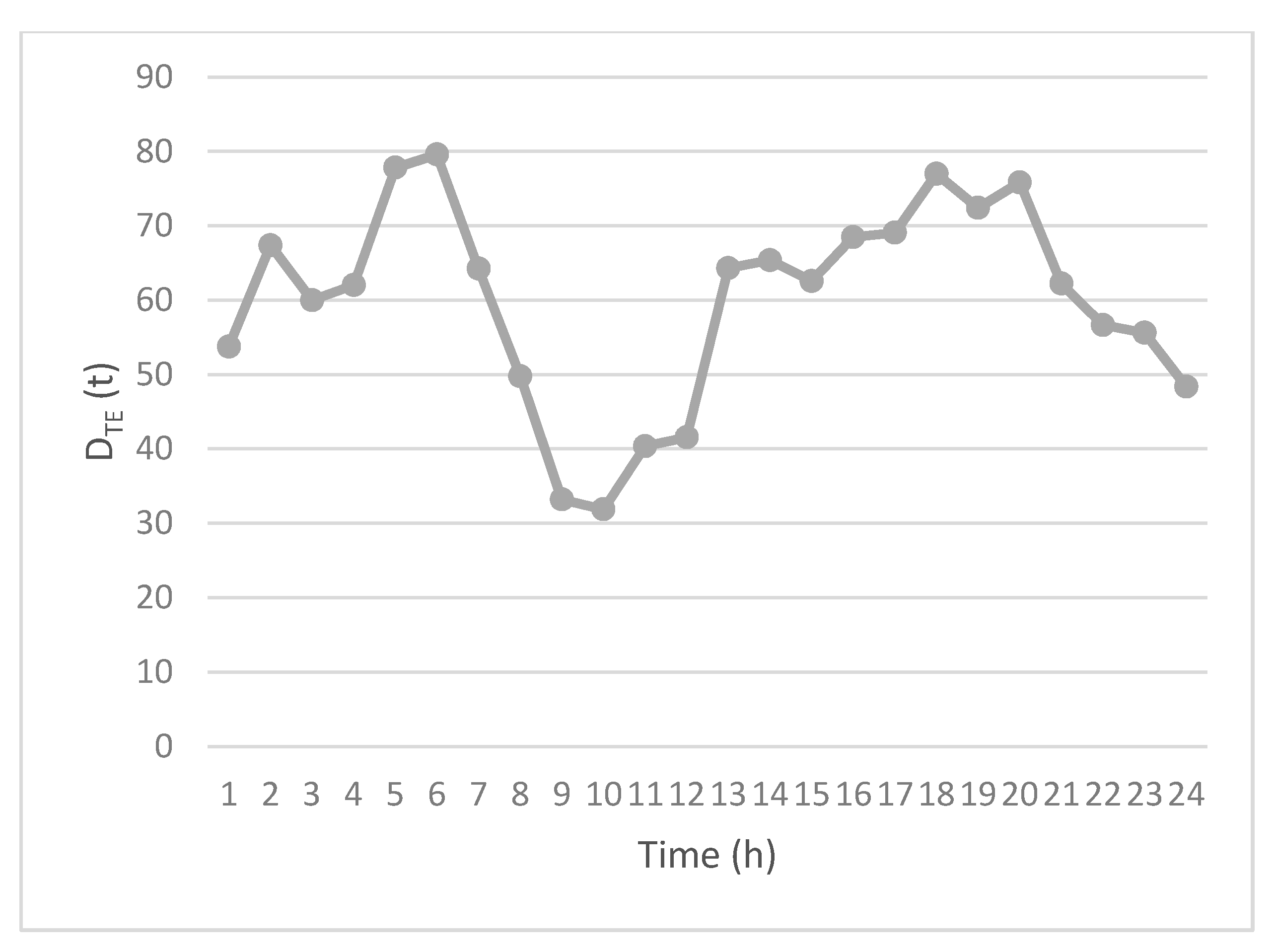
- Remuneration for the sale of thermal energy (RTE): this is obtained from the product of steam produced compared to the price paid by the steel factory (in this case, a fixed price, given by PTE).
4.3. Fuel Cost
4.4. Emission Cost
4.5. Profit
4.6. Manteinance
4.7. Constraints
4.7.1. Gas Availability
4.7.2. Gasholder Constraints
4.7.3. Steam Demand Satisfaction Constraint
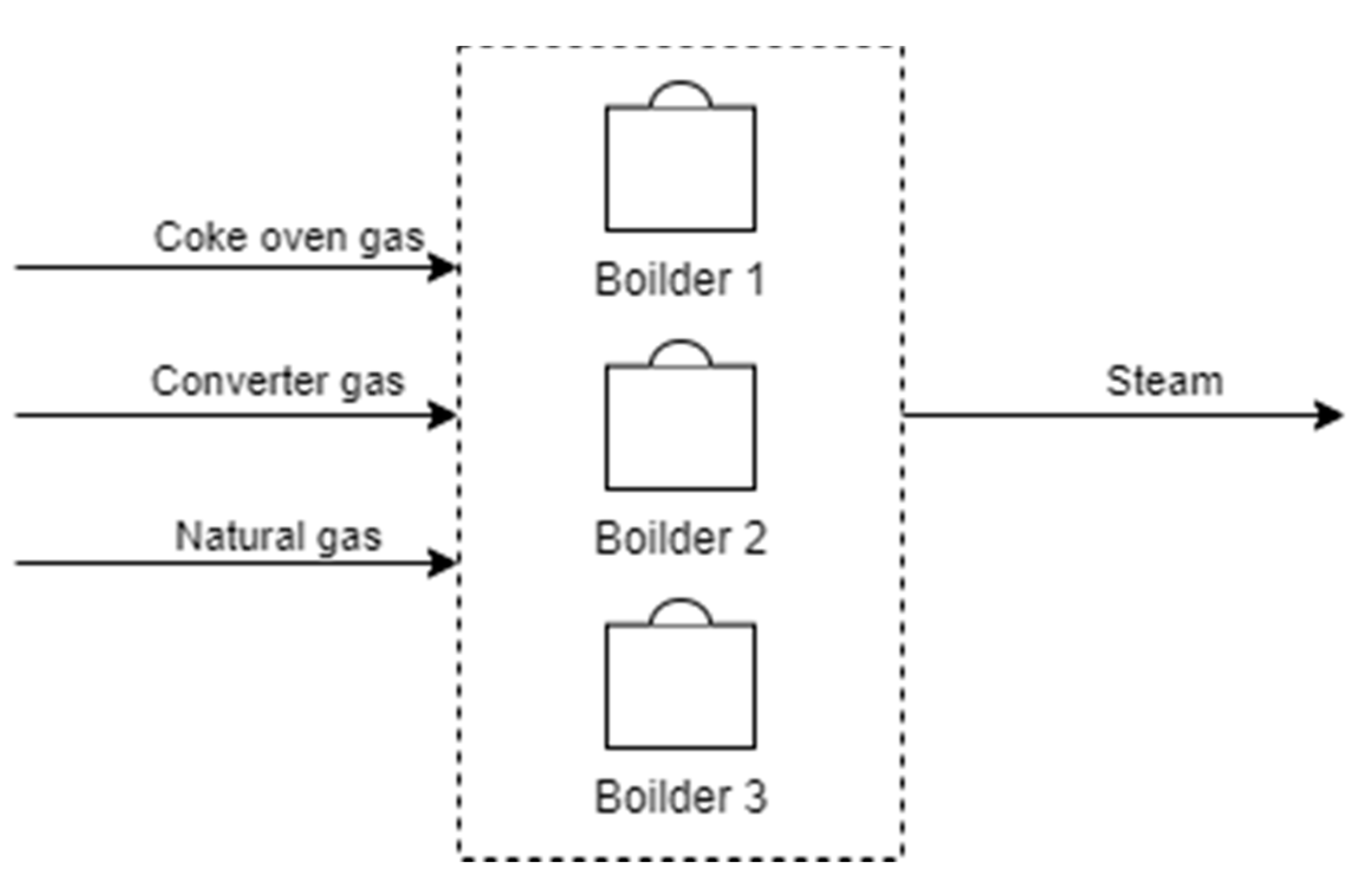
4.7.4. Boiler Constraints
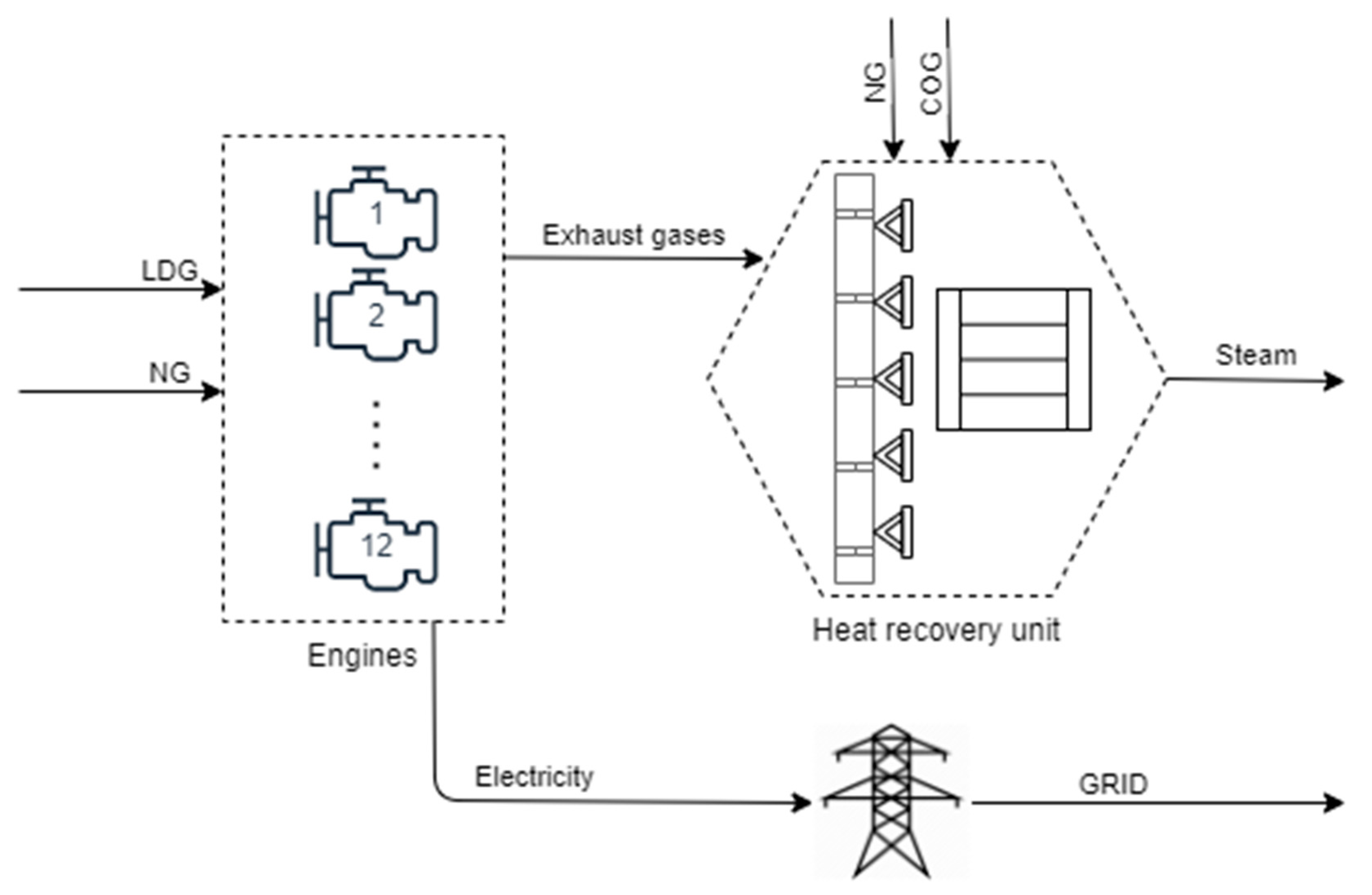
4.7.5. Engine Constraints
4.8. OPL Model
5. Scenario Description
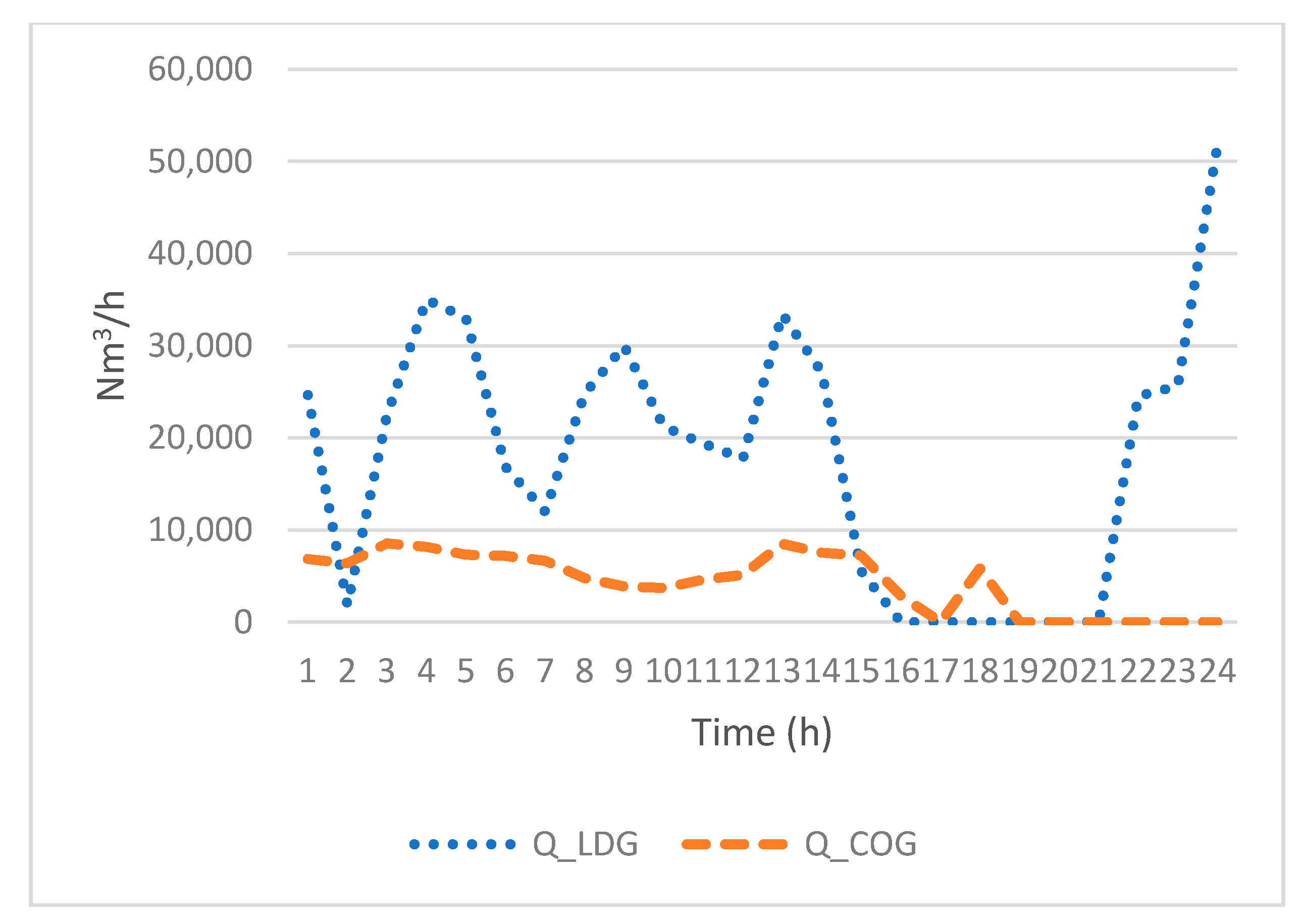
5.1. 24-h Reference Scenario Data
6. Results
Sensitivity Analysis
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| CFUELS | Fuels costs (€) |
| CCO2 | Emissions CO2 costs (€) |
| CMTE | Maintenance costs (€) |
| DTE | Demanded thermic energy (t) |
| FLDG | LDG flow (Nm3/h) |
| HLDG | Heat value of LDG (KJ/Nm3) |
| HCOG | Heat value of COG (KJ/Nm3) |
| HNG | Heat value of NG (KJ/Nm3) |
| FLDG | Flow of LDG (Nm3/h) |
| LLDG | Gasometer level (Nm3) |
| PPOOL | Electricity market price (€/MW) |
| α | Burner penalty for stop |
| β | Engine penalty for stop |
| QCOG | Allocated amount of COG (Nm3/h) |
| QLDG | Allocated amount of LDG (Nm3/h) |
| QNG | Allocated amount of NG (Nm3/h) |
| PTE | Thermal energy price (€/h) |
| PLDG | LDG price (€/Nm3) |
| PCOG | GOG price (€/Nm3) |
| PNG | NG price (€/Nm3) |
| PCO2 | CO2 price (€/Tn) |
| PREE | Electric power production (MW) |
| PRTE | Thermal energy production (t) |
| R | Revenue (€) |
| REE | Electric power revenue (€) |
| RTE | Thermal energy revenue (€) |
| stockLDG | Stocked LDG in the gasholder |
| μLDG | Emission factor LDG (Tn/GJ) |
| μCOG | Emission factor COG (Tn/GJ) |
| μNG | Emission factor NG (Tn/GJ) |
| VLDG_MIN | Min LDG gasholder threshold (Nm3) |
| VLDG_MAX | Max. LDG gasholder threshold (Nm3) |
| Subscript | |
| NG | Natural gas |
| LDG | Linz–Donawitz gas |
| COG | Coke oven gas |
| POOL | Daily electricity market |
| STEAM | Steam |
| EE | Electric energy |
| TE | Thermal energy |
Appendix A
- dvarfloat+PR_EE[Hours_Pool];
- dvarfloat+PR_TE[Hours_Pool];
- dvarfloat+Q_LDG_EE[Hours_Pool];
- dvarfloat+Q_LDG_TE[Hours_Pool];
- dvarfloat+Q_COG_TE[Hours_Pool];
- dvarfloat+Q_NG_TE[Hours_Pool];
- dexpr floatR_EE=sum( hinHours_Pool) PR_EE[h]*P_Pool[h];
- dexprfloatR_TE=sum(hinHours_Pool) PR_TE[h]*P_TE;
- dexprfloatQ_LDG[hinHours_Pool]=Q_LDG_EE[h]+Q_LDG_TE[h];
- dexprfloatC_LDG=sum(hinHours_Pool) Q_LDG[h]*P_LDG;
- dexprfloatC_COG=sum(hinHours_Pool) Q_COG_TE[h]*P_COG;
- dexprfloatC_NG=sum(hinHours_Pool) Q_NG_TE[h]*P_NG;
- dexprfloatC_CO2_LDG=sum(hinHours_Pool) Q_LDG[h]*mu_LDG*P_CO2;
- dexprfloatC_CO2_COG=sum(hinHours_Pool) Q_COG_TE[h]*mu_COG*P_CO2;
- dexprfloatC_CO2_NG=sum(hinHours_Pool) Q_NG_TE[h]*mu_NG*P_CO2;
- max_per_hour_electricity:
- forall (h in Hours_Pool)
- PR_EE[h]==Q_LDG_EE[h]*H_LDG_Elec;
- max_per_hour_thermic:
- forall (h in Hours_Pool)
- constraint_min_threshold_LDG_boilers:
- forall (h in Hours_Pool)
- Q_LDG_TE[h]>=LDG_min_Boiler || Q_LDG_TE[h]==0;
- constraint_min_threshold_COG_boilers:
- forall (h in Hours_Pool)
- Q_COG_TE[h]>=COG_min_Boiler || Q_COG_TE[h]==0;
- constraint_min_threshold_NG_boilers:
- forall (h in Hours_Pool)
- Q_NG_TE[h]>=NG_min_Boiler || Q_NG_TE[h]==0;
- constraint_max_threshold_LDG_boilers:
- forall (h in Hours_Pool)
- Q_LDG_TE[h]<=LDG_max_Boiler;
- constraint_max_threshold_COG_boilers:
- forall (h in Hours_Pool)
- Q_COG_TE[h]<=COG_max_Boiler;
- constraint_max_threshold_NG_boilers:
- forall (h in Hours_Pool)
- Q_NG_TE[h]<=NG_max_Boiler;
- constraint_min_threshold_LDG_engines:
- forall (h in Hours_Pool)
- Q_LDG_EE[h]>=LDG_min_Eng || Q_LDG_EE[h]==0;
- constraint_max_threshold_LDG_engines:
- forall (h in Hours_Pool)
- Q_LDG_EE[h]<=LDG_max_Eng;
- thermic_energie_required_per_hour:
- forall(hinHours_Pool)
- PR_TE[h]==D_TE[h];
- available_LDG:
- forall (h in Hours_Pool)
- sum (i in 0 ..h) (Q_LDG_TE[i]+Q_LDG_EE[i])<= sum (j in 0..h) F_LDG[j]+stock_LDG;
- level_min_gasholder_LDG:
- forall (h in Hours_Pool)
- stock_LDG + sum (i in 0..h) (F_LDG[i]-Q_LDG[i])>=V_LDG_MIN;
- level_max_gasholder_LDG:
- forall (h in Hours_Pool)
- stock_LDG+sum(iin0..h) (F_LDG[i]-Q_LDG[i])<=V_LDG_MAX;
References
- World Steel Association. World Steel in Figures. 2019. Available online: https://www.worldsteel.org/en/dam/jcr:f07b864c-908e-4229-9f92-669f1c3abf4c/fact_energy_2019.pdf (accessed on 7 April 2020).
- He, K.; Wang, L. A review of energy use and energy-efficient technologies for the iron and steel industry. Renew. Sustain. Energy Rev. 2017, 70, 1022–1039. [Google Scholar] [CrossRef]
- Quader, M.A.; Ahmed, S.; Ghazilla, R.A.R.; Ahmed, S.; Dahari, M. A comprehensive review on energy efficient CO2 breakthrough technologies for sustainable green iron and steel manufacturing. Renew. Sustain. Energy Rev. 2015, 50, 594–614. [Google Scholar] [CrossRef]
- Zhao, X.; Bai, H.; Hao, J. A review on the optimal scheduling of byproduct gases in steel making industry. Energy Procedia 2017, 142, 2852–2857. [Google Scholar] [CrossRef]
- Consejería de Medioambiente y Desarrollo Rural. Principado de Asturias Información Pública—Informe Detallado SIDERGÁS|PRTR España. Available online: http://www.prtr-es.es/Informes/fichacomplejo.aspx?Id_Complejo=4919 (accessed on 25 December 2016).
- García, S.G.; Montequín, V.R.; Fernández, R.L.; Fernández, F.O. Evaluation of the synergies in cogeneration with steel waste gases based on Life Cycle Assessment: A combined coke oven and steelmaking gas case study. J. Clean. Prod. 2019, 217, 576–583. [Google Scholar] [CrossRef]
- Shoham, Y.; Leyton-Brown, K. Multiagent Systems: Algorithmic, Game-Theoretic, and Logical Foundations; Cambridge University Press: New York, NY, USA, 2008; ISBN 1-139-47524-X. [Google Scholar]
- Akimoto, K.; Sannomiya, N.; Nishikawa, Y.; Tsuda, T. An optimal gas supply for a power plant using a mixed integer programming model. Automatica 1991, 27, 513–518. [Google Scholar] [CrossRef]
- Kim, J.H.; Yi, H.; Han, C. Optimal byproduct gas distribution in the iron and steel making process using mixed integer linear programming. In Proceedings of the International Symposium on Advanced Control of Industrial Processes, Orlando, FL, USA, 2002; pp. 581–586. [Google Scholar]
- Kim, J.H.; Yi, H.-S.; Han, C. A novel MILP model for plantwide multiperiod optimization of byproduct gas supply system in the iron-and steel-making process. Chem. Eng. Res. Des. 2003, 81, 1015–1025. [Google Scholar] [CrossRef]
- Kim, J.H.; Yi, H.; Han, C.; Park, C.; Kim, Y. Plant-wide multiperiod optimal energy resource distribution and byproduct gas holder level control in the iron and steel making process under varying energy demands. In Computer Aided Chemical Engineering; Elsevier: Amsterdam, The Netherlands, 2003; Volume 15, pp. 882–887. ISBN 1570-7946. [Google Scholar]
- Kong, H.; Qi, E.; Li, H.; Li, G.; Zhang, X. An MILP model for optimization of byproduct gases in the integrated iron and steel plant. Appl. Energy 2010, 87, 2156–2163. [Google Scholar] [CrossRef]
- Qi, E.; Kong, H.; He, S. Multi-period optimal byproduct gas scheduling in iron and steel industry. Syst. Eng.-Theory Pract. 2010, 30, 2070–2079. [Google Scholar]
- De Oliveira Junior, V.B.; Pena, J.G.C.; Salles, J.L.F. An improved plant-wide multiperiod optimization model of a byproduct gas supply system in the iron and steel-making process. Appl. Energy 2016, 164, 462–474. [Google Scholar] [CrossRef]
- Song, J.; Zhang, A.C.; Zheng, H.K. Study on Dynamic Optimization Model of Surplus Gas Distribution in Iron and Steel Plant. Adv. Mater. Res. 2012, 610–613, 2228–2231. [Google Scholar] [CrossRef]
- Zeng, Y.; Xiao, X.; Li, J.; Sun, L.; Floudas, C.A.; Li, H. A novel multi-period mixed-integer linear optimization model for optimal distribution of byproduct gases, steam and power in an iron and steel plant. Energy 2018, 143, 881–899. [Google Scholar] [CrossRef]
- Orre, J.; Bellqvist, D.; Nilsson, L.; Alstrom, L.; Wiklund, S. Optimised Integrated Steel Plant Operation Dependent on Seasonal Combined Heat and Power Plant Energy Demand. Chem. Eng. Trans. 2018, 70, 1117–1122. [Google Scholar]
- Pena, J.G.; de Oliveira, V.B.; Salles, J.L. Sensitivity analysis of byproduct gas distribution optimization problem in the iron and steel-making process. In Proceedings of the 2016 12th IEEE International Conference on Industry Applications (INDUSCON), Curitiba, Brazil, 20–23 November 2016; pp. 1–7. [Google Scholar]
- Pena, J.G.C.; de Oliveira Junior, V.B.; Salles, J.L.F. Optimal scheduling of a by-product gas supply system in the iron-and steel-making process under uncertainties. Comput. Chem. Eng. 2019, 125, 351–364. [Google Scholar] [CrossRef]
- Zhao, X.; Bai, H.; Shi, Q.; Han, J.; Li, H. Optimal distribution of byproduct gases in iron and steel industry based on mixed integer linear programming (MILP). In Energy Technology 2015; Springer: Berlin/Heidelberg, Germany, 2015; pp. 73–80. [Google Scholar]
- Zhao, X.; Bai, H.; Shi, Q.; Lu, X.; Zhang, Z. Optimal scheduling of a byproduct gas system in a steel plant considering time-of-use electricity pricing. Appl. Energy 2017, 195, 100–113. [Google Scholar] [CrossRef]
- Manual, C.U. IBM ILOG CPLEX Optimization Studio. Version 1987, 12, 1987–2018. [Google Scholar]
- Bixby , R.E. A brief history of linear and mixed-integer programming computation. Doc. Math. 2012, 107–121. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| COG | LDG |
|---|---|
| Pyrolisys | Blown oxygen |
| Coke batteries | LD converter |
| >50% H2, CH4 | 70% CO, CO2 |
| 4000 kcal/Nm3 | 2100 kcal/Nm3 |
| SH2, NH3 and heavy oils | Quite clean |
| Difficult energy utilisation | Highly toxic |
| Units | COG | LDG | |
|---|---|---|---|
| CO | % | 5.44 | 68.21 |
| H2 | % | 58.14 | 1.05 |
| CH4 | % | 24.36 | 0.02 |
| C2H6 | % | 0.61 | - |
| N2 | % | 5.57 | 12.95 |
| O2 | % | 0.45 | 0.6 |
| CO2 | % | 1.38 | 13.42 |
| H2O (VAP) | % | 2.21 | 3.75 |
| Density | Kg/Nm3 | 0.434 | 1.3242 |
| SGCP | Kcal/Nm3 | 4512 | 2104 |
| PCI | Kcal/Nm3 | 3988 | 2099 |
| Parameter | Capacity (Nm3) |
|---|---|
| Lower threshold | 10,000 |
| Normal | 45,000 |
| Upper limit | 61,000 |
| Equipment | Units | Start Year | Type | Nominal Power (MW) | Performance |
|---|---|---|---|---|---|
| Boilers | 3 | 2004 | FDU-3527 | 27 | 92% |
| Gas engine | 12 | 2004 | JMS 620 GS-S/NL | 1.7 | 35.5% |
| Gas | Range [min-max] (Nm3/h) |
|---|---|
| COG | [1200–4000] |
| LDG | [2000–10,000] |
| Natural Gas | [400–4000] |
| Gas | Range [min-max] (Nm3/h) |
|---|---|
| COG | - |
| LDG | [1100–2000] |
| Natural Gas | - |
| Gas | Heating Values (MJ/m3) | Factor Emission (kG CO2/GJ) |
|---|---|---|
| COG | 16.9 | 42.32 |
| LDG | 8.8 | 185.47 |
| Natural Gas | 36.1 | 55.83 |
| Gas | Revenue (€/t) |
|---|---|
| COG | 3.6 |
| LDG | 3.6 |
| Natural Gas | 2.4 |
| Benefit [€] | CO2 Price (€/t) | |||||
|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 15 | 20 | ||
| VLDG (Nm3) | 30,000 | 4460 | 1019 | −2422 | −5864 | −9306 |
| 60,000 | 5387 | 2022 | −1342 | −4702 | −8072 | |
| 90,000 | 6082 | 2794 | −492 | −3760 | −7068 | |
| 120,000 | 6655 | 3444 | 234 | −2976 | −6187 | |
| 150,000 | 7172 | 4036 | 900 | −2235 | −5371 | |
| Benefit [€] | CO2 Price (€/t) | |||||
|---|---|---|---|---|---|---|
| 0 | 5 | 10 | 15 | 20 | ||
| P TE (€/t) | 2 | 3111 | −251 | −3613 | −6975 | −10,337 |
| 4 | 5989 | 2626 | −735 | −4097 | −7459 | |
| 6 | 8867 | 5504 | 2142 | −1219 | −4581 | |
| 8 | 11,745 | 8392 | 5020 | 1658 | −1703 | |
| 10 | 14,623 | 11,260 | 7898 | 4536 | 1174 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García García, S.; Rodríguez Montequín, V.; Morán Palacios, H.; Mones Bayo, A. A Mixed Integer Linear Programming Model for the Optimization of Steel Waste Gases in Cogeneration: A Combined Coke Oven and Converter Gas Case Study. Energies 2020, 13, 3781. https://doi.org/10.3390/en13153781
García García S, Rodríguez Montequín V, Morán Palacios H, Mones Bayo A. A Mixed Integer Linear Programming Model for the Optimization of Steel Waste Gases in Cogeneration: A Combined Coke Oven and Converter Gas Case Study. Energies. 2020; 13(15):3781. https://doi.org/10.3390/en13153781
Chicago/Turabian StyleGarcía García, Sergio, Vicente Rodríguez Montequín, Henar Morán Palacios, and Adriano Mones Bayo. 2020. "A Mixed Integer Linear Programming Model for the Optimization of Steel Waste Gases in Cogeneration: A Combined Coke Oven and Converter Gas Case Study" Energies 13, no. 15: 3781. https://doi.org/10.3390/en13153781
APA StyleGarcía García, S., Rodríguez Montequín, V., Morán Palacios, H., & Mones Bayo, A. (2020). A Mixed Integer Linear Programming Model for the Optimization of Steel Waste Gases in Cogeneration: A Combined Coke Oven and Converter Gas Case Study. Energies, 13(15), 3781. https://doi.org/10.3390/en13153781