A Review on the Transformation of Furfural Residue for Value-Added Products

 ,
, 
Abstract
1. Introduction
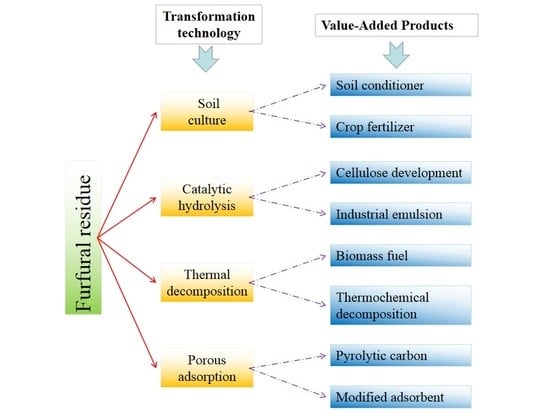
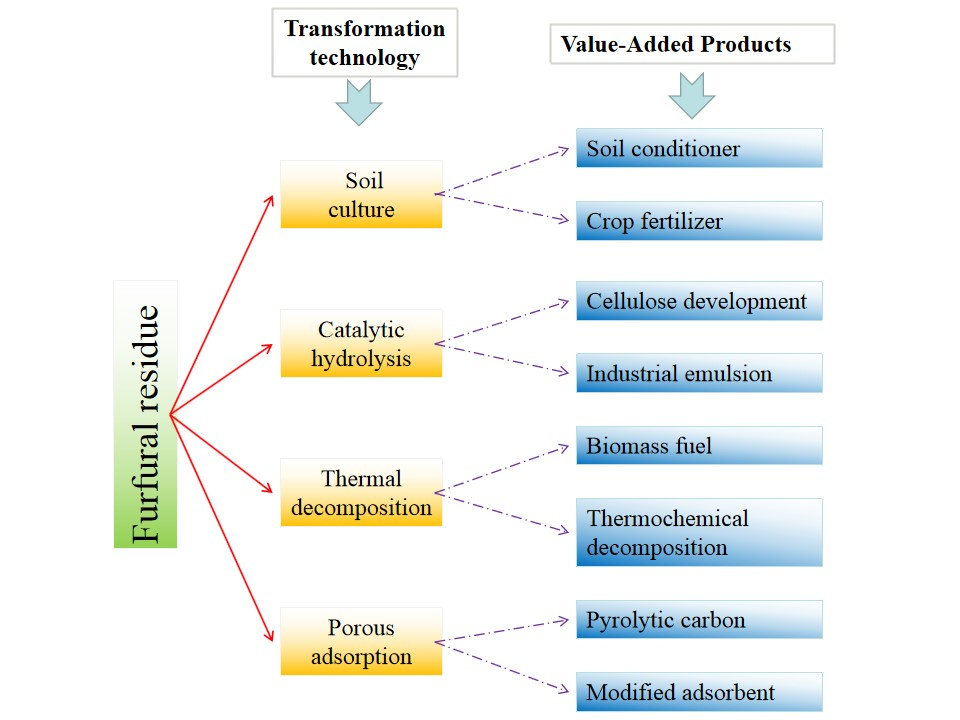
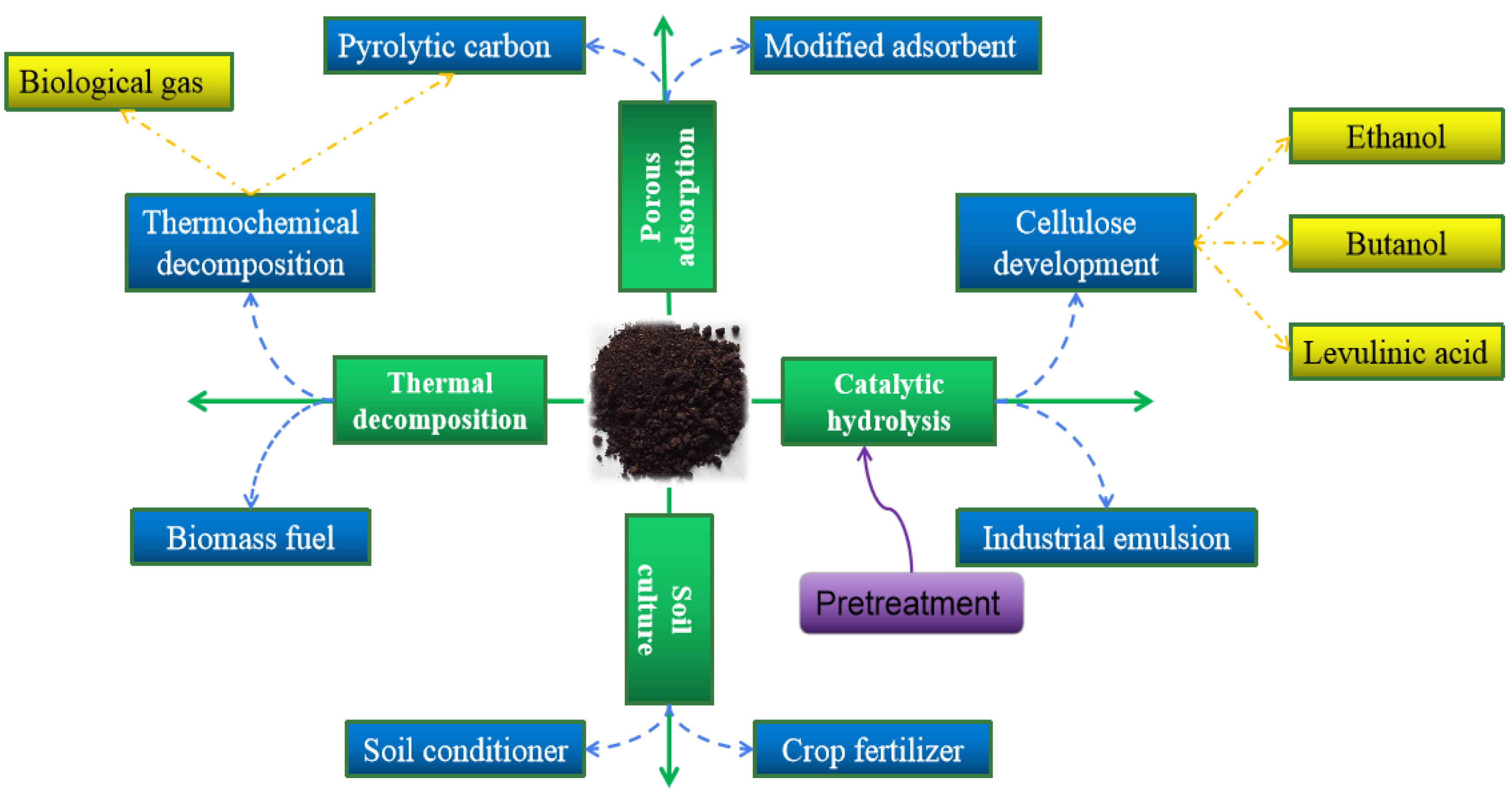
2. Characteristics and Value-Added Products of FR
- (1)
- Soil culture. Due to the earlier research and more mature technology, FR has been applied to soil culture on a pilot scale. There are two principles to utilize here. One is to neutralize the high alkalinity of saline and desert soils with the strong acidity of FR, or to provide the acidic soil environment for acid-loving plants such as blueberries. The other is to improve the soil structure due to the rich organic matter, and to provide fertilizer for crops.
- (2)
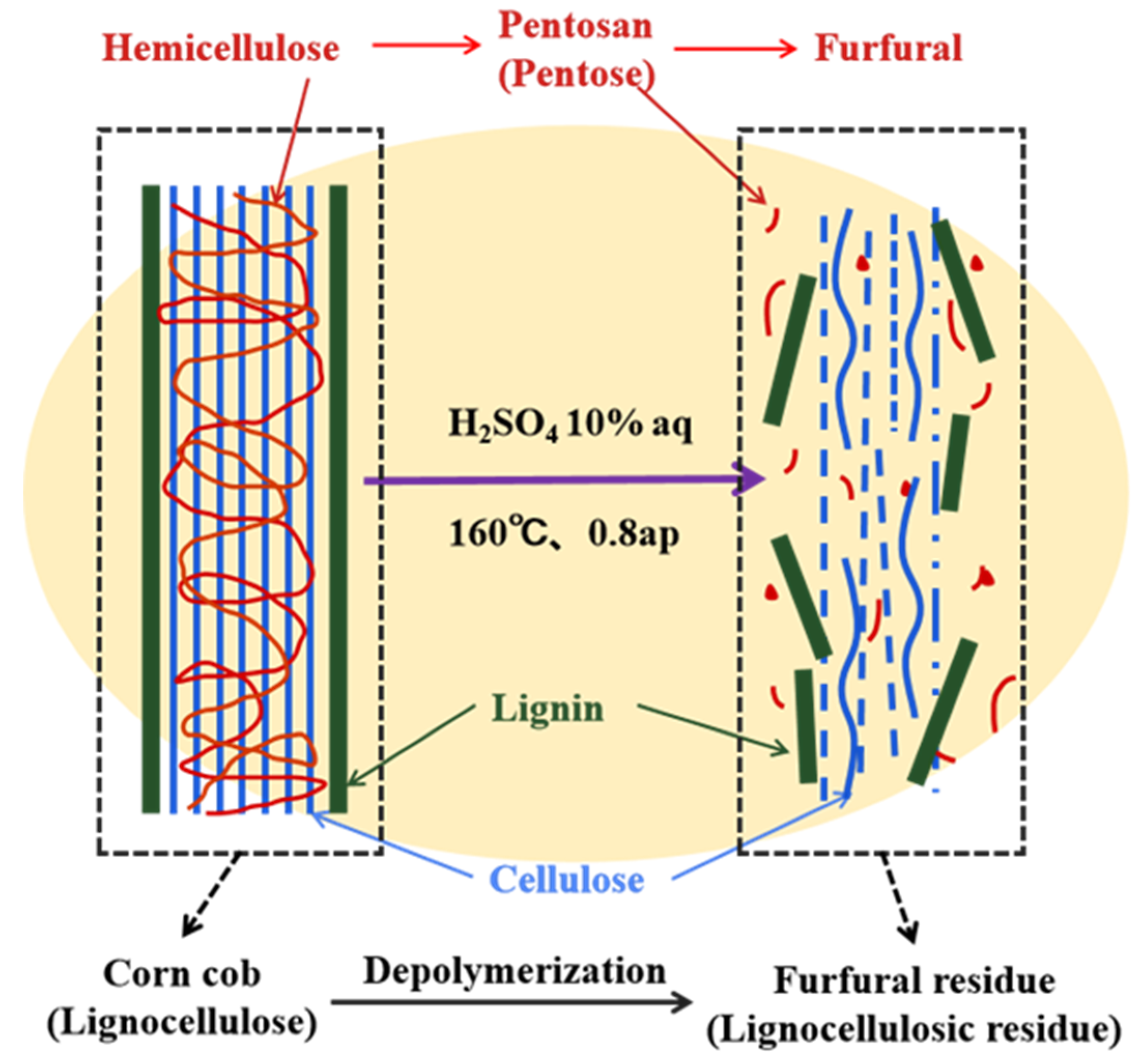
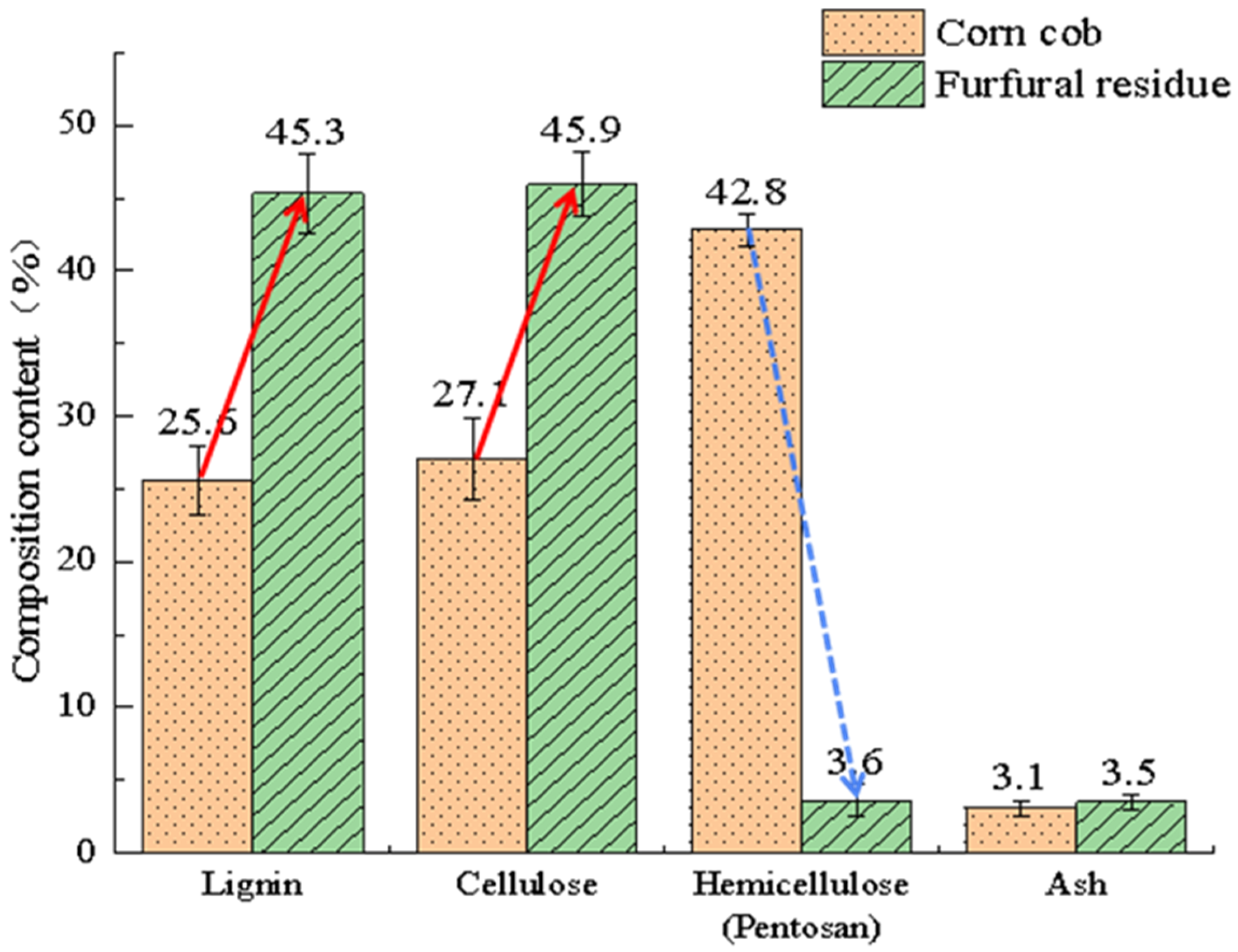
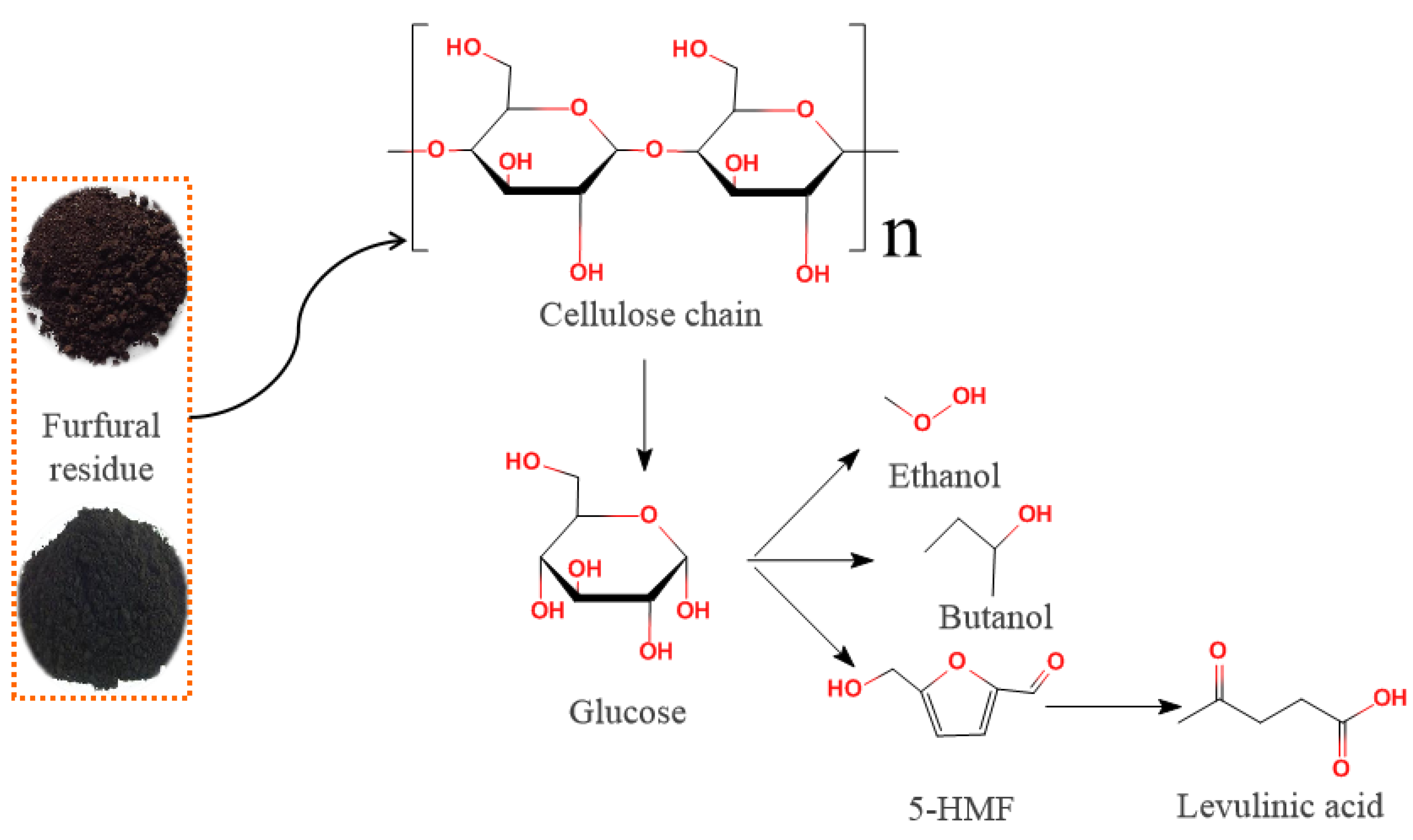
- Catalytic hydrolysis. The proposition of FR hydrolysis and the conversion value-added product comes from the catalytic hydrolysis of lignocellulose. The introduction of the second generation of non-food biofuels makes the hydrolysis of FR into cellulosic ethanol become a hot research topic [7]. Compared with traditional non-food crops (e.g., straw, hay, bagasse, rice husk, wood chips, etc.), the intermolecular forces between the components are weaker in FR, which makes cellulose easier to extract.
- (3)
- Thermal decomposition. FR is used as biomass fuel to generate heat in the early stage of research. With the development of the “bio-refining” concept, biomass pyrolysis as a new technology to optimize the energy structure and reduce greenhouse gas emissions has attracted the attention of government officials. As a potential biomass source, FR has the feasibility to transform biochar due to the fluffy, porous structure and high carbon content [8].
- (4)
- Porous adsorption. The adsorption characteristics of FR are mainly related to its specific surface area, porosity degree, and surface chemical properties, which show adsorption capacity on some material such as methyl blue and methyl violet. In addition, further processing can improve the adsorption property of FR, such as thermal decomposition of biochar described above and modification with a chemical activation [9].
3. Value-Added Products of FR in Soil Culture
3.1. Application of FR in Soil Improvement
3.2. Application of FR in Crop Cultivation
4. Value-Added Products of FR in Catalytic Hydrolysis
4.1. Extraction and Transformation of Lignin and Cellulose in FR
4.2. The Enhancement of Cellulose Hydrolysis with Different Pretreatment for FR
4.3. Hydrolysis Principle of Cellulose in Acid or Enzyme
5. Value-Added Products of FR in Thermal Decomposition
5.1. Application of FR in Thermal Decomposition
5.2. Mechanism Analysis of Thermal Decomposition for FR
- The first type includes the aliphatic series/ aromatic carbon groups in lignin (C–C/C–H).
- The second type includes the hydroxyl in cellulose and hemicellulose (–OH).
- The third type includes the carbonyl or single carbonyl carbon in lignin and hemicellulose (C=O).
- The fourth type includes the ester bond in the hemicellulose carboxyl group (O–C=C).
6. Value-Added Products of FR in Porous Adsorption
6.1. Evaluation of Adsorption Capacity of FR
6.2. Preparation of Biomass Adsorbent Product from FR
7. Conclusions and Future Perspectives
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Liu, L.; Chang, H.-M.; Jameel, H.; Park, S. Furfural production from biomass pretreatment hydrolysate using vapor-releasing reactor system. Bioresour. Technol. 2018, 252, 165–171. [Google Scholar] [CrossRef] [PubMed]
- Deng, A.; Lin, Q.; Yan, Y.; Li, H.; Ren, J.; Liu, C.; Sun, R. A feasible process for furfural production from the pre-hydrolysis liquor of corncob via biochar catalysts in a new biphasic system. Bioresour. Technol. 2016, 216, 754–760. [Google Scholar] [CrossRef] [PubMed]
- Mao, L.; Zhang, L.; Gao, N.; Li, A. FeCl3 and acetic acid co-catalyzed hydrolysis of corncob for improving furfural production and lignin removal from residue. Bioresour. Technol. 2012, 123, 324–331. [Google Scholar] [CrossRef] [PubMed]
- Bi, S.; Liu, W.; Wang, C.; Zhan, H. A versatile approach to the synthesis of biomass derived from furfural residues as a potential adsorbent. J. Environ. Chem. Eng. 2018, 6, 5049–5052. [Google Scholar] [CrossRef]
- Xing, Y.; Bu, L.; Sun, D.; Liu, Z.; Liu, S.; Jiang, J. High glucose recovery from direct enzymatic hydrolysis of bisulfite-pretreatment on non-detoxified furfural residues. Bioresour. Technol. 2015, 193, 401–407. [Google Scholar] [CrossRef]
- Yin, Y.; Li, A.; Mao, L. Progress in utilization of furfural residue utilization technology. Mod. Chem. Ind. 2011, 31, 22–26. [Google Scholar]
- Smit, A.T.; Huijgen, W.J.J. The promotional effect of water-soluble extractives on the enzymatic cellulose hydrolysis of pretreated wheat straw. Bioresour. Technol. 2017, 243, 994–999. [Google Scholar] [CrossRef]
- Jiang, W.; Xing, X.; Li, S.; Zhang, X.; Wang, W. Synthesis, characterization and machine learning based performance prediction of straw activated carbon. J. Clean. Prod. 2019, 212, 1210–1223. [Google Scholar] [CrossRef]
- Zhang, R.L.; Zhu, C.S.; Wang, Q.J.; Wang, T. Adsorption properties of Cr(VI) from wastewater by modified furfural residue. Chem. Eng. 2015, 29, 26–29. [Google Scholar]
- Lin, H.; Chapman, S.J.; Freitag, T.E.; Kyle, C.; Ma, J.; Yang, Y.; Zhang, Z. Fate of tetracycline and sulfonamide resistance genes in a grassland soil amended with different organic fertilizers. Ecotoxicol. Environ. Saf. 2019, 170, 39–46. [Google Scholar] [CrossRef]
- Tao, Y.; Wu, G.L.; Zhang, Y.M. Dune-scale distribution pattern of herbaceous plants and their relationship with environmental factors in a saline-alkali desert in Central Asia. Sci. Total Environ. 2017, 576, 473–480. [Google Scholar] [CrossRef] [PubMed]
- Long, X.H.; Liu, L.P.; Shao, T.Y.; Shao, H.B.; Liu, Z.P. Developing and sustainably utilize the coastal mudflat areas in China. Sci. Total Environ. 2016, 569, 1077–1086. [Google Scholar] [CrossRef] [PubMed]
- Dou, Y.N.; Zhang, Y.P.; Cui, G. Study on Preparation of Humic Acid Soluble Fertilizer by Using Furfural Residue. J. Anhui Agric. Sci. 2015, 43, 41–43. [Google Scholar]
- Li, S.F.; Qin, C.; Yan, G.; Sang, Z.; Chen, X.B. Effects of Ecological Fertilizer from Furfural Residue on Physical and Chemical Properties of Sand Soil and Eggplant Benefits. Soils 2016, 48, 893–900. [Google Scholar]
- Zhang, L.N.; Feng, Y.J.; Wang, Z.F. A kind of mixed media composed of fly ash and acid residue of furfural for land reclamation and its leaching requirement. Trans. Chin. Soc. Agric. Eng. 2004, 20, 268–272. [Google Scholar]
- Sun, J.N.; Dong, L.K.; Xu, G.; Shao, H.B. Effects of Furfural and Its Biochar Additions on Physical-chemical Characteristics of a Saline Soil. J. Agro-Environ. Sci. 2014, 33, 532–538. [Google Scholar]
- Qin, J.H.; Jin, Z.X.; Chen, X.B.; Hou, D.M.; Liu, Y.H.; Chen, G.Q.; Yang, D.J. Effect of Potassium Containing Organic Offal Furfural Dreg on Soil Fertility. Chin. J. Soil Sci. 2007, 38, 705–708. [Google Scholar]
- Yang, J.; Sun, Z.J.; Liu, J.L.; Ma, F. Effects of saline improvement and leaching of desulphurized gypsum combined with furfural residue in newly reclaimed farmland crack alkaline soil. Trans. Chin. Soc. Agric. Eng. 2015, 31, 128–135. [Google Scholar]
- Cui, X.; Hu, J.; Lin, X.; Yang, J. Effects of Application of Dry Paper-Making Waste Powder and Furfural Residue on Maize Growth and Microbiological Properties of Coastal Saline-Alkaline Soil. J. Ecol. Rural Environ. 2014, 30, 331–335. [Google Scholar]
- Luo, C.K.; Lv, W.; Xu, X.; Sun, Z.J.; Shen, Z.R. Effect of furfural residue on improving alkalized soil in north yinchuan. Jiangsu Agric. Sci. 2008, 2008, 232–234. [Google Scholar]
- Feng, Y.J.; Fen, L.I.; Wang, X.L.; Liu, X.M.; Zhang, L.N. Principal chemical properties of artificial soil composed of fly ash and furfural residue. Pedosphere 2006, 16, 668–672. [Google Scholar] [CrossRef]
- Ren, J.; Liu, J.D.; Chen, J.; Liu, X.L.; Li, F.S. Effects of Vinegar and Furfural Residue on Metal Stability in Bauxite Residue. Res. Environ. Sci. 2016, 29, 1895–1903. [Google Scholar]
- Ji, Q.Y.; Liu, X.J.; Liu, A.B.; Zhou, X.M.; Liu, B.; Che, W.L. Replacement of Sulphur with Furfural Residue to Regulate Soil pH and Its Effects on Growth and Development of Blueberry. South China Fruits 2013, 42, 15–17. [Google Scholar]
- Wang, R.Q.; Jing, D.W. Application Research on Furfural Residue in Improving Soil Physical and Chemical Properties of Blueberry. Shandong Agric. Sci. 2017, 49, 98–102. [Google Scholar]
- Osborne, W.E.R.; Osborne, S.L. Row and forage crop rotation effects on maize mineral nutrition and yield. Can. J. Plant Sci. 2017, 97, 645–653, CJPS-2017-0006. [Google Scholar]
- Qin, J.H.; Chen, G.Q.; Chen, X.B. The effect of N.P.K mixed application on yields and quality of tomato in solar greenhouse. China Veg. 1997, 4, 10–13. [Google Scholar]
- Xu, Z.Y.; Zhang, G.Y.; Shen, J.H. The Research on Application of the Mixed Media of Furfural Residue in Artificial Culture of Soilless Grass Blanket. J. Anhui Agric. Sci. 2009, 37, 11962–11963. [Google Scholar]
- Zhang, Y. Application of organic matrix in soilless culture of tomato. Agric. Jilin 2011, 2, 130–131. [Google Scholar]
- Xu, X.Y.; Li, D.S.; Zhang, Y. Study on furfural residue cultivation of oyster mushroom. Environ. Pollut. Control 1996, 37–38. [Google Scholar] [CrossRef]
- Cui, X.; Hu, J.; Lin, X.; Yang, J.; Xu, J.; Wang, Y.; Wang, J. Effects of Dry Powered Sludge and Furfural Residue on Wheat Growth on Saline-alkaline Fields. Environ. Sci. Technol. 2014, 37, 25–29. [Google Scholar]
- Tye, Y.Y.; Lee, K.T.; Wan Abdullah, W.N.; Leh, C.P. The world availability of non-wood lignocellulosic biomass for the production of cellulosic ethanol and potential pretreatments for the enhancement of enzymatic saccharification. Renew. Sustain. Energy Rev. 2016, 60, 155–172. [Google Scholar] [CrossRef]
- Ko, J.K.; Lee, S.-M. Advances in cellulosic conversion to fuels: Engineering yeasts for cellulosic bioethanol and biodiesel production. Curr. Opin. Biotechnol. 2018, 50, 72–80. [Google Scholar] [CrossRef] [PubMed]
- Xin, F.; Dong, W.; Zhang, W.; Ma, J.; Jiang, M. Biobutanol Production from Crystalline Cellulose through Consolidated Bioprocessing. Trends Biotechnol. 2019, 37, 167–180. [Google Scholar] [CrossRef] [PubMed]
- Fierro, C.M.; Górka, J.; Zazo, J.A.; Rodriguez, J.J.; Ludwinowicz, J.; Jaroniec, M. Colloidal templating synthesis and adsorption characteristics of microporous–mesoporous carbons from Kraft lignin. Carbon 2013, 62, 233–239. [Google Scholar] [CrossRef]
- Yang, D.; Qiu, X.; Zhou, M.; Lou, H. Properties of sodium lignosulfonate as dispersant of coal water slurry. Energy Convers. Manag. 2007, 48, 2433–2438. [Google Scholar] [CrossRef]
- Stewart, D. Lignin as a base material for materials applications: Chemistry, application and economics. Ind. Crops Prod. 2008, 27, 202–207. [Google Scholar] [CrossRef]
- Yu, H.-L.; Tang, Y.; Xing, Y.; Zhu, L.-W.; Jiang, J.-X. Improvement of the enzymatic hydrolysis of furfural residues by pretreatment with combined green liquor and hydrogen peroxide. Bioresour. Technol. 2013, 147, 29–36. [Google Scholar] [CrossRef]
- Wang, K.; Yang, H.; Yao, X.; Xu, F.; Sun, R.-C. Structural transformation of hemicelluloses and lignin from triploid poplar during acid-pretreatment based biorefinery process. Bioresour. Technol. 2012, 116, 99–106. [Google Scholar] [CrossRef]
- Wei, Z.; Yang, Y.; Yang, R.; Wang, C. Alkaline lignin extracted from furfural residues for pH-responsive Pickering emulsions and their recyclable polymerization. Green Chem. 2012, 14, 3230. [Google Scholar] [CrossRef]
- Bansal, A.; Illukpitiya, P.; Tegegne, F.; Singh, S.P. Energy efficiency of ethanol production from cellulosic feedstock. Renew. Sustain. Energy Rev. 2016, 58, 141–146. [Google Scholar] [CrossRef]
- Claudia, A.; Enrico, B.; Domenico, L.; Nicoletta, N.O.D.N.; Anna Maria, R.G. Hydrothermal Conversion of Giant Reed to Furfural and Levulinic Acid: Optimization of the Process under Microwave Irradiation and Investigation of Distinctive Agronomic Parameters. Molecules 2015, 20, 21232–21253. [Google Scholar]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Ma, B.J.; Sun, Y.; Lin, K.Y.; Li, B.; Liu, W.Y. Physicochemical pretreatments and hydrolysis of furfural residues via carbon-based sulfonated solid acid. Bioresour. Technol. 2014, 156, 189–194. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Yang, H.; Chen, Q.; Sun, R.-C. Influence of delignification efficiency with alkaline peroxide on the digestibility of furfural residues for bioethanol production. Bioresour. Technol. 2013, 146, 208–214. [Google Scholar] [CrossRef] [PubMed]
- Xing, Y.; Ji, L.; Liu, Z.-P.; Zhang, W.-M.; Jiang, J.-X. Effects of Gleditsia saponin on high-solids enzymatic hydrolysis of furfural residues. Ind. Crops Prod. 2015, 64, 209–214. [Google Scholar] [CrossRef]
- Caspeta, L.; Caro-Bermúdez, M.A.; Ponce-Noyola, T.; Martinez, A. Enzymatic hydrolysis at high-solids loadings for the conversion of agave bagasse to fuel ethanol. Appl. Energy 2014, 113, 277–286. [Google Scholar] [CrossRef]
- Zhang, M.; Ouyang, J.; Liu, B.; Yu, H.; Jiang, T.; Cai, C.; Li, X. Comparison of Hydrolysis Efficiency and Enzyme Adsorption of Three Different Cellulosic Materials in the Presence of Poly(ethylene Glycol). Bioenergy Res. 2013, 6, 1252–1259. [Google Scholar] [CrossRef]
- Lin, K.; Ma, B.; Sun, Y.; Liu, W. Comparison between liquid and solid acids catalysts on reducing sugars conversion from furfural residues via pretreatments. Bioresour. Technol. 2014, 167, 133–136. [Google Scholar] [CrossRef]
- Zhang, L.; Li, T.; Wang, L.; Li, S.Z. Enzymatic hydrolysis of corncob residues of furfural manufacture and optimum conditions for cellulos conversion. Trans. Chin. Soc. Agric. Eng. 2009, 25, 226–230. [Google Scholar]
- Tang, Y.; Zhao, D.; Cristhian, C.; Jiang, J. Simultaneous saccharification and cofermentation of lignocellulosic residues from commercial furfural production and corn kernels using different nutrient media. Biotechnol. Biofuels 2011, 4, 22. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, D.; Zhu, L.; Jiang, J. Simultaneous saccharification and fermentation of furfural residues by mixed cultures of lactic acid bacteria and yeast to produce lactic acid and ethanol. Eur. Food Res. Technol. 2011, 233, 489. [Google Scholar] [CrossRef]
- Tang, Y.; Su, Z.Q.; Zhao, D.Q.; Qi, X.; Jiang, J.X. The Effect of Gleditsia Saponin on Simultaneous Saccharification and Fermentation of Furfural Residue for Ethanol Production. Adv. Mater. Res. 2011, 236, 108–111. [Google Scholar] [CrossRef]
- Gao, Y.X.; Pu, L.X.; Xing, Y.; Jiang, J.X. Furfural Residues Properties and Enzymatic Hydrolysis after Alkali Pretreatment. Biomass Chem. Eng. 2011, 45, 24–30. [Google Scholar]
- Yuan, Y.; Zhu, C.; Zhang, X. Extraction of cellulose from furfural residue. Chem. Ind. Eng. Prog. 2013, 32, 466–469. [Google Scholar]
- Yu, H.; Xing, Y.; Lei, F.; Liu, Z.; Liu, Z.; Jiang, J. Improvement of the enzymatic hydrolysis of furfural residues by pretreatment with combined green liquor and ethanol organosolv. Bioresour. Technol. 2014, 167, 46–52. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Ji, Y.; Ma, B.; Xie, H.; Liu, W. Liquefaction of pretreated furfural residues. Biomass Chem. Eng. 2014, 48, 11–17. [Google Scholar] [CrossRef]
- Ji, L.; Yu, H.L.; Liu, Z.P.; Jiang, J.X.; Sun, D.F. Enhanced ethanol production with mixed lignocellulosic substrates from commercial furfural and cassava residues. Bioresources 2015, 10, 1162–1173. [Google Scholar] [CrossRef]
- Xing, Y.; Bu, L.; Sun, D.; Liu, Z.; Liu, S.; Jiang, J. Enhancement of high-solids enzymatic hydrolysis and fermentation of furfural residues by addition of Gleditsia saponin. Fuel 2016, 177, 142–147. [Google Scholar] [CrossRef]
- Xing, Y.; Bu, L.; Zheng, T.; Liu, S.; Jiang, J. Enhancement of high-solids enzymatic hydrolysis of corncob residues by bisulfite pretreatment for biorefinery. Bioresour. Technol. 2016, 221, 461–468. [Google Scholar] [CrossRef]
- Ji, L.; Zheng, T.; Zhao, P.; Zhang, W.; Jiang, J. Ethanol production from a biomass mixture of furfural residues with green liquor-peroxide saccarified cassava liquid. BMC Biotechnol. 2016, 16, 48. [Google Scholar] [CrossRef]
- Li, Q.D.; Liu, B.; Zhuang, Q.Q.; Liu, T.J. Pretreatment, optimization of enzymatic hydrolysis and simultaneous saccharification fermentation of furfural residue. China Brew. 2018, 37, 115–120. [Google Scholar] [CrossRef]
- Dong, J.-J.; Han, R.-Z.; Xu, G.-C.; Gong, L.; Xing, W.-R.; Ni, Y. Detoxification of furfural residues hydrolysate for butanol fermentation by Clostridium saccharobutylicum DSM 13864. Bioresour. Technol. 2018, 259, 40–45. [Google Scholar] [CrossRef] [PubMed]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic biomass pyrolysis: A review of product properties and effects of pyrolysis parameters. Renew. Sustain. Energy Rev. 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- Huang, Y.; Wei, Z.; Yin, X.; Wu, C. Pyrolytic characteristics of biomass acid hydrolysis residue rich in lignin. Bioresour. Technol. 2012, 103, 470–476. [Google Scholar] [CrossRef]
- Poletto, M.; Júnior, H.L.O.; Zattera, A.J. Thermal Decomposition of Natural Fibers: Kinetics and Degradation Mechanisms; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Zhou, G.Z.; Hong, B. The research and development of furfural residue-fired circulating fluidized bed boiler. Ind. Boil. 2013, 15–19. [Google Scholar] [CrossRef]
- Yang, X.D.; Zhang, D.K. The Study on Furfural Residue Biomass Briquette. Heilongjiang Environ. J. 2016, 40, 35–38. [Google Scholar]
- Qin, H.; Wang, W.; Liu, H.; Zhang, L.; Wang, Q.; Shi, C.; Yao, K. Thermal behavior research for co-combustion of furfural residue and oil shale semi-coke. Appl. Therm. Eng. 2017, 120, 19–25. [Google Scholar] [CrossRef]
- Yin, Y.; Gao, Y.; Li, A. Self-activation of biochar from furfural residues by recycled pyrolysis gas. Waste Manag. 2018, 77, 312–321. [Google Scholar] [CrossRef]
- Yue, F.; Pedersen, C.M.; Yan, X.; Liu, Y.; Xiang, D.; Ning, C.; Wang, Y.; Qiao, Y. NMR studies of stock process water and reaction pathways in hydrothermal carbonization of furfural residue. Green Energy Environ. 2018, 3, 163–171. [Google Scholar] [CrossRef]
- Chen, L.; Zhou, J.B.; Zhang, Y.M.; Tian, L.; Ma, H.H.; Song, J.Z.; Zhang, Q.S. Re-utilization of furfural residues and wasted mushroom inoculation bags by multi-production gasification technology. Trans. Chin. Soc. Agric. Eng. 2017, 33, 231–236. [Google Scholar]
- Molina, R.; Espinós, J.P.; Yubero, F.; Erra, P.; González-Elipe, A.R. XPS analysis of down stream plasma treated wool: Influence of the nature of the gas on the surface modification of wool. Appl. Surf. Sci. 2005, 252, 1417–1429. [Google Scholar] [CrossRef]
- Wang, Q.; Hou, F.Y.; Sun, D.H.; Su, G.Q.; Sun, J. Study on the pyrolysis properties of furfural residue. J. Fuel Chem. Technol. 2004, 32, 230–234. [Google Scholar]
- Quan, C.; Ma, Z.; Gao, N.; He, C. Pyrolysis and combustion characteristics of corncob hydrolysis residue. J. Anal. Appl. Pyrolysis 2018, 130, 72–78. [Google Scholar] [CrossRef]
- Huang, Y.F.; Kuan, W.H.; Chiueh, P.T.; Lo, S.L. Pyrolysis of biomass by thermal analysis–mass spectrometry (TA–MS). Bioresour. Technol. 2011, 102, 3527–3534. [Google Scholar] [CrossRef]
- Gao, N.; Li, A.; Quan, C.; Du, L.; Duan, Y. TG–FTIR and Py–GC/MS analysis on pyrolysis and combustion of pine sawdust. J. Anal. Appl. Pyrolysis 2013, 100, 26–32. [Google Scholar] [CrossRef]
- Wang, Q.; Hou, F.Y.; Sun, D.H.; Cui, C.L.; Sun, J. Study on the characteristics and dynamics of pyrolysis process furfural residues. Acta Energ. Sol. Sin. 2004, 25, 750–754. [Google Scholar]
- Wang, Q.; Sun, B.Z.; Liu, Y.; Hu, A.J.; Sun, J. Co-pyrolysis properties of furfural residue and rice husk blends. Trans. Chin. Soc. Agric. Eng. 2005, 21, 151–154. [Google Scholar]
- Foo, K.Y.; Hameed, B.H. Porous structure and adsorptive properties of pineapple peel based activated carbons prepared via microwave assisted KOH and K2CO3 activation. Microporous Mesoporous Mater. 2012, 148, 191–195. [Google Scholar] [CrossRef]
- Ren, G.J.; Li, S.H. The Adsorption Performance of Furfural Residue for Menthylene Blue. Appl. Mech. Mater. 2012, 178, 433–436. [Google Scholar] [CrossRef]
- Ren, G.J.; Wan, X.L. The Adsorption Performance of Furfural Residue for Plumbum Ion. Adv. Mater. Res. 2013, 826, 275–278. [Google Scholar] [CrossRef]
- Sheng, J.; Ren, G.J.; Gao, X.R. Study on Adsorption of Methyl Violet from Aqueous Solution by Furfural Residue. J. Shenyang Ligong Univ. 2010, 29, 82–85. [Google Scholar]
- Yang, K.; Peng, J.; Xia, H.; Zhang, L.; Srinivasakannan, C.; Guo, S. Textural characteristics of activated carbon by single step CO2 activation from coconut shells. J. Taiwan Inst. Chem. Eng. 2010, 41, 367–372. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, D.X.; Yang, B.M.; Li, W. Textural Characteristics of Coconut Shell-Based Activated Carbons with Steam Activation. Adv. Mater. Res. 2013, 608, 366–373. [Google Scholar] [CrossRef]
- Foo, K.Y.; Hameed, B.H. Utilization of rice husks as a feedstock for preparation of activated carbon by microwave induced KOH and K2CO3 activation. Bioresour. Technol. 2011, 102, 9814–9817. [Google Scholar] [CrossRef]
- Mao, X.; Kang, Q.; Liu, Y.; Siyal, A.A.; Ao, W.; Ran, C.; Fu, J.; Deng, Z.; Song, Y.; Dai, J. Microwave-assisted pyrolysis of furfural residue in a continuously operated auger reactor: Biochar characterization and analysis. Energy 2019, 168, 573–584. [Google Scholar] [CrossRef]
- Chen, C.J.; Wei, L.B.; Zhao, P.C.; Li, Y.; Hu, H.Y.; Qin, Y.B. Study on Preparation of Activated Carbon from Corncob Furfural Residue with ZnCl2 by Microwave Irradiation. Adv. Mater. Res. 2011, 152, 1322–1327. [Google Scholar]
- Zhang, C.L.; Xing, Q.; Ren, G.J. Preparation of modified fufural residue with epoxy chloropropane. Contemp. Chem. Ind. 2013, 42, 1222–1224. [Google Scholar] [CrossRef]
- Ren, G.J.; Xing, Q.; Wang, X.P. Adsorption Performance of Modified Furfural Residue for Nickel Ion. Plat. Finish. 2013, 35, 44–46. [Google Scholar]
- Wang, Y.; Xu, Z.Y.; Song, X.; Yang, B.; Zhang, D. The preparation of low-cost adsorbent for heavy metal based on furfural residue. Adv. Manuf. Process. 2017, 32, 87–92. [Google Scholar] [CrossRef]
- Chen, W.Y.; Cai, Y.C.; Sun, J.; He, Q. Acidic furfural residue pyrolysis experiments and pyrolytic carbon performance. Chem. Eng. 2017, 45, 5–10. [Google Scholar]
- Chen, L.Z.; Xu, J.Z.; Jiao, Y.H. Advances on the preparation and applications of high adsorption activated carbons. Carbon Tech. 2014, 37–41. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nutrients | Total Oxygen | P2O5 | K2O | Organic Matter | Minerals |
|---|---|---|---|---|---|
| Content (%) | 0.4–0.8 | 0.3–0.7 | 2.8–3.4 | 76–84 | 14–16 |
| Materials | Area | Application Effects | References |
|---|---|---|---|
| FR | Yellow River delta saline soil | The contents of organic carbon and N, P, and K elements increased. The pH of soil decreased. | [16] |
| FR | Hexi corridor saline tidal soil | Soil bulk density and pH decreased. Soil total porosity, aggregate structure, and water content increased, organic matter, and N, P, and K element content increased. | [17] |
| FR Desulfurization gypsum | Crack solonetz | Soil structure and permeability were improved, which promoted the salt leaching rate, reduced alkalinity, and pH value. | [18] |
| FR Paper dry powder | Coastal saline soil | The N and P supply capacity was significantly improved to alleviate the effects of salinity and alkali stress on crop growth and nutrient accumulation. | [19] |
| FR | Alkaline soil in Northern Yinchuan | Soil alkalinity and total salt content decreased. Bulk density and soil porosity increased. | [20] |
| FR Coal powder | Coal mine subsidence area soil | The shortage of backfill soil in the coal mine subsidence area was solved. The soil after irrigation and desalination is suitable for agricultural production. | [21] |
| FR | Red mud soil | The pH of soil decreased. The stability of Al, V, and Pb in red mud was improved by inhibiting the leaching of metal elements. | [22] |
| FR Peat/Sawdust | Blueberry planting soil | Improved the physical and chemical properties of soil and created a slightly acidic environment. | [23] |
| FR Sulfur | Blueberry planting soil | Increased the content of ammonium and nitrate nitrogen and provided a slightly acidic environment for blueberry planting soil. | [24] |
| FR | Aeolian sandy soil in the irrigation area | Soil aggregates, rapidly available as N, P, K, and Zn increased. | [14] |
| Cultivated Crops | Planting Soil | Increasing Rate (%) | References |
|---|---|---|---|
| Beet | Saline soil | 16.31 | [17] |
| Rape | Crack solonetz | 33.09 | [18] |
| Wheat | Saline soil | 208.54 | [30] |
| Corn | Saline soil | 118.85 | [19] |
| Rice | Alkaline soil | 108.62 | [20] |
| Blueberry | Blueberry planting soil | 55.81 | [23] |
| Eggplant | Aeolian sandy soil | 3.01 | [14] |
| Tomato | Soilless cultivation | 35.23 | [26] |
| Raw Material | Pretreatment | Additives a | Value-Added Products | Effects | References |
|---|---|---|---|---|---|
| FR | - | Surfactant | Ethanol | Cellulose conversion rate: 78% | [49] |
| FR Corn kernels | - | - | Ethanol | Ethanol concentration: 73.1 g/L | [50] |
| FR | - | Lactobacillus/Yeast | Ethanol Lactic acid | Cellulose conversion rate: 86.8% | [51] |
| FR | - | Saponin | Ethanol | Ethanol production rate: 22.8% | [52] |
| FR | Alkaline peroxide | - | Glucose | Lignin extraction rate: 12.6%, Saccharification rate: 86.6% | [53] |
| FR | Formic acid/Peroxide | - | Cellulose | Cellulose production rate: 41.92% | [54] |
| FR | Alkaline peroxide | Cocktail | Ethanol | Lignin extraction rate: 73.5% Ethanol concentration: 16.9 g/L | [44] |
| FR | Green liquor/Peroxide | - | Glucose | Glucose production rate: 90.4% | [37] |
| FR | Green liquor/Ethanol | - | Glucose | Glucose production rate: 85.9% | [55] |
| FR | NaOH/Peroxide & NaOH/Microwave & NaOH/Ultrasound | Carbon-based solid acid | Reducing sugar | Reducing sugar production rate: 35.7% Reducing sugar production rate: 33.9% Reducing sugar production rate: 33.13% | [43] |
| FR | - | Sulfuric acid & coal tar acid & activated carbon-based acid | Reducing sugar | Reducing sugar production rate: 66.6% Reducing sugar production rate: 35.7% Reducing sugar production rate: 33.2% | [48] |
| FR | Alkaline peroxide | Ethylene glycol | Liquefied content | Liquefaction rate: 82.0% | [56] |
| FR | - | Saponin/High solid enzyme | Glucose | Cellulose conversion rate: 74.8% | [45] |
| FR | Bisulfite | High solid enzyme | Glucose | Glucose production rate: 99.4% | [5] |
| FR Cassava residue | - | Saponin | Ethanol | Ethanol concentration: 36.0 g/L | [57] |
| FR | Alkaline peroxide | Saponin/High solid enzyme | Ethanol | Cellulose conversion rate: 82.2% Ethanol concentration: 69.1 g/L | [58] |
| FR | Sodium bisulfite | High solid enzyme | Ethanol | Glucose production rate: 99.4% | [59] |
| FR Cassava residue | Green liquor/Peroxide | - | Ethanol | Lignin production rate: 42.0% Ethanol concentration: 51.9 g/L | [60] |
| FR | Alkaline peroxide | - | Ethanol | Cellulose conversion rate: 88.6% | [61] |
| FR | Alkaline sodium hypochlorite | Activated carbon/Resin | Butanol | Butanol concentration: 8.48 g/L | [62] |
| Adsorbed Material | Adsorption Capacity (mg/g) | Activation Method | Reference |
|---|---|---|---|
| Methylene blue Cr6+ | 202.5 7.583 | ZnCl/Microwave | [87] |
| Methylene blue | 47.7 | - | [80] |
| Ni2+ | 19.0 | NaOH/Isopropanol/Citric acid | [89] |
| Pb2+ | 46.4 | - | [81] |
| Cr6+ | 93.9 | NaOH/ Epichlorohydrin | [9] |
| Cd2+ | 18.3 | NaOH/Phenol/Formaldehyde | [90] |
| Ni2+ | 98.2 | ||
| Pb2+ | 34.8 | ||
| Cu2+ | 45.1 | ||
| Zn2+ | 14.7 | ||
| Tetracycline Terramycin | 162.0 335.0 | Concentrated sulfuric acid | [4] |
| Iodine Methylene blue | 127 59 | CaO/KCO3/Microwave | [86] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Wang, Z.; Liu, Y.; Meng, X.; Qu, J.; Liu, C.; Qu, B. A Review on the Transformation of Furfural Residue for Value-Added Products. Energies 2020, 13, 21. https://doi.org/10.3390/en13010021
Sun Y, Wang Z, Liu Y, Meng X, Qu J, Liu C, Qu B. A Review on the Transformation of Furfural Residue for Value-Added Products. Energies. 2020; 13(1):21. https://doi.org/10.3390/en13010021
Chicago/Turabian StyleSun, Yong, Zhi Wang, Yuyingnan Liu, Xianghui Meng, Jingbo Qu, Changyu Liu, and Bin Qu. 2020. "A Review on the Transformation of Furfural Residue for Value-Added Products" Energies 13, no. 1: 21. https://doi.org/10.3390/en13010021
APA StyleSun, Y., Wang, Z., Liu, Y., Meng, X., Qu, J., Liu, C., & Qu, B. (2020). A Review on the Transformation of Furfural Residue for Value-Added Products. Energies, 13(1), 21. https://doi.org/10.3390/en13010021