Viability Evaluation of Three Grass Biofuels: Experimental Study in a Small-Scale Combustor

 ,
,  , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Fuels
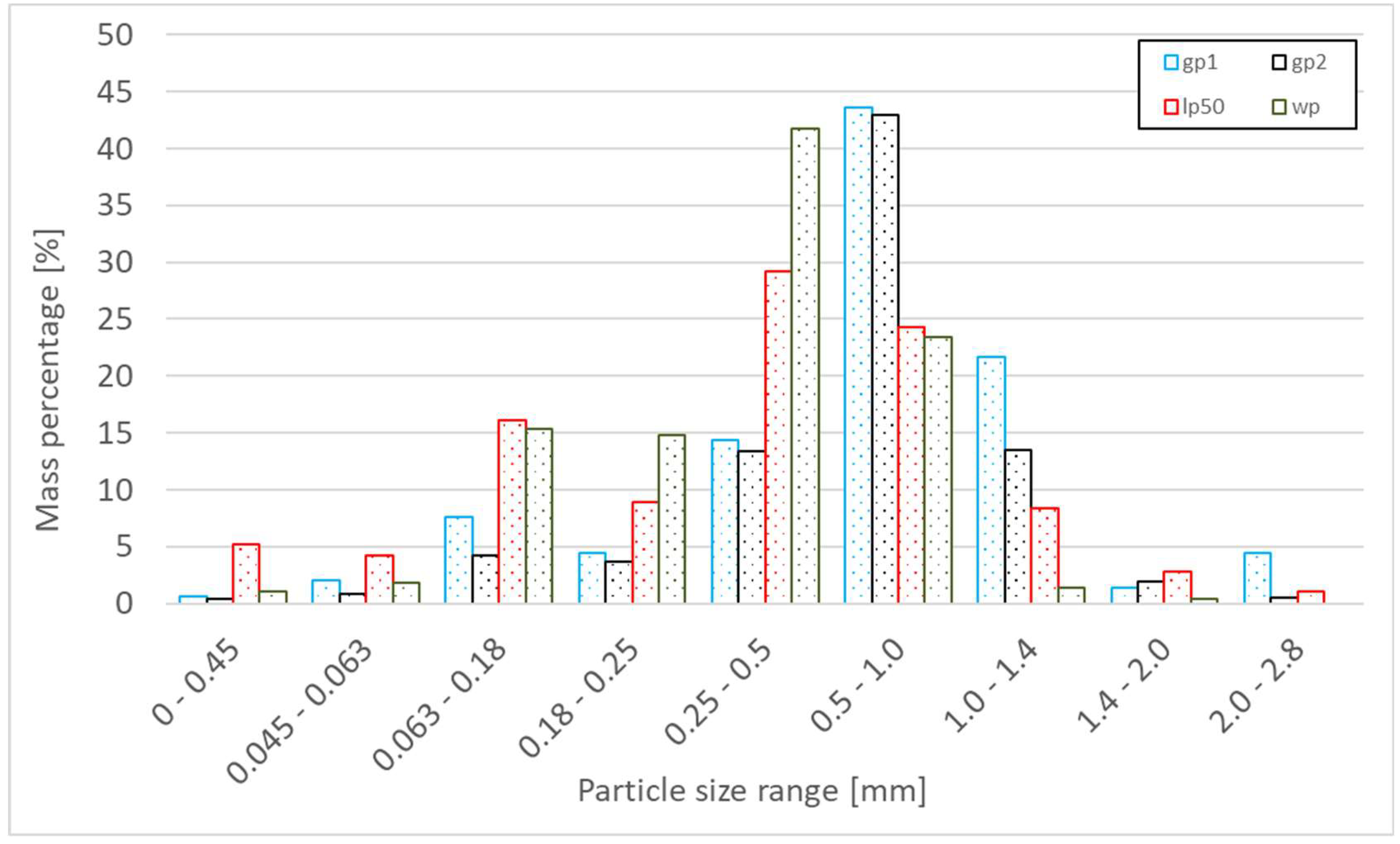
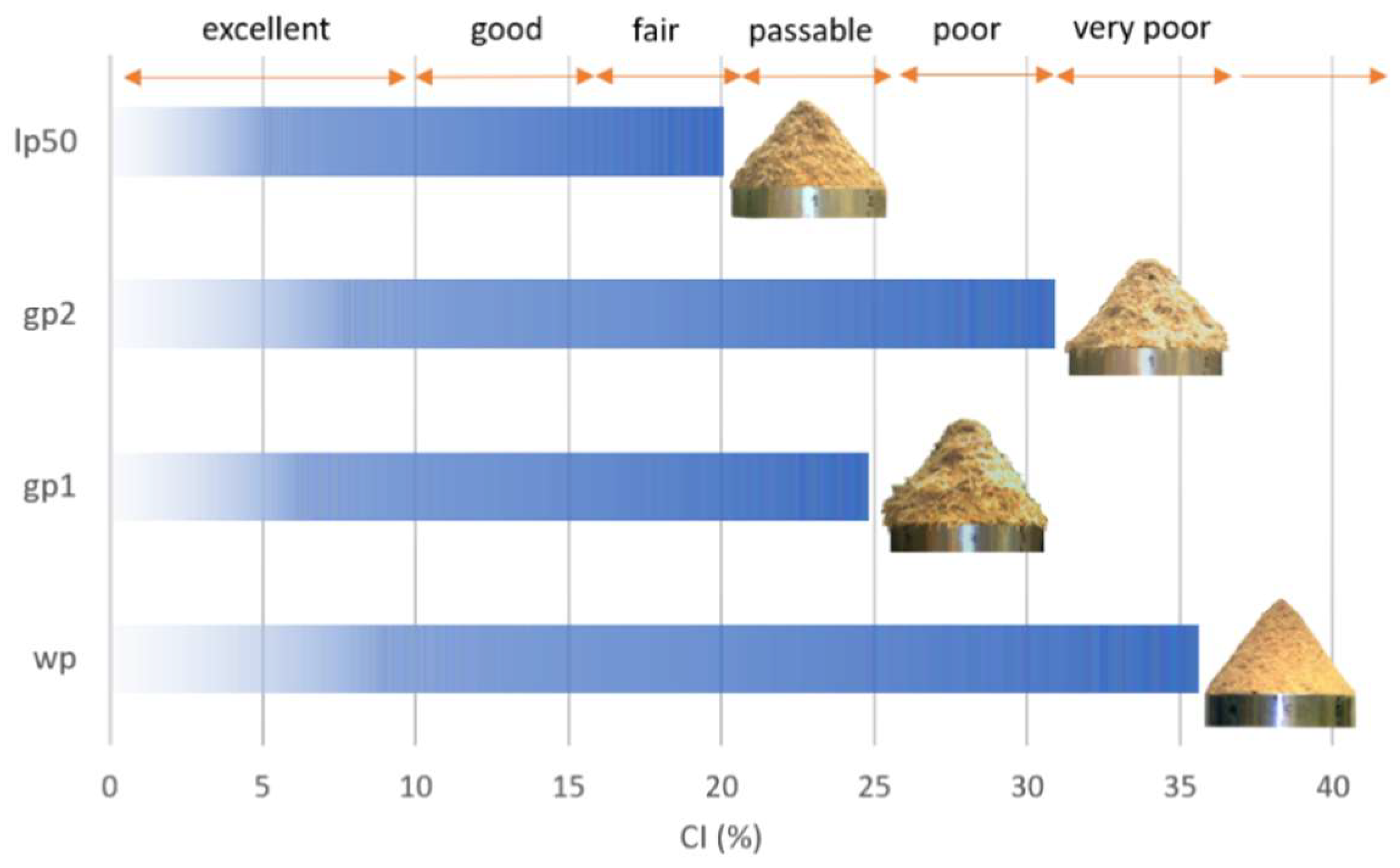
2.2. Particle Size Distribution, Flowability and Shear Properties of Raw Input Materials and Pelletization
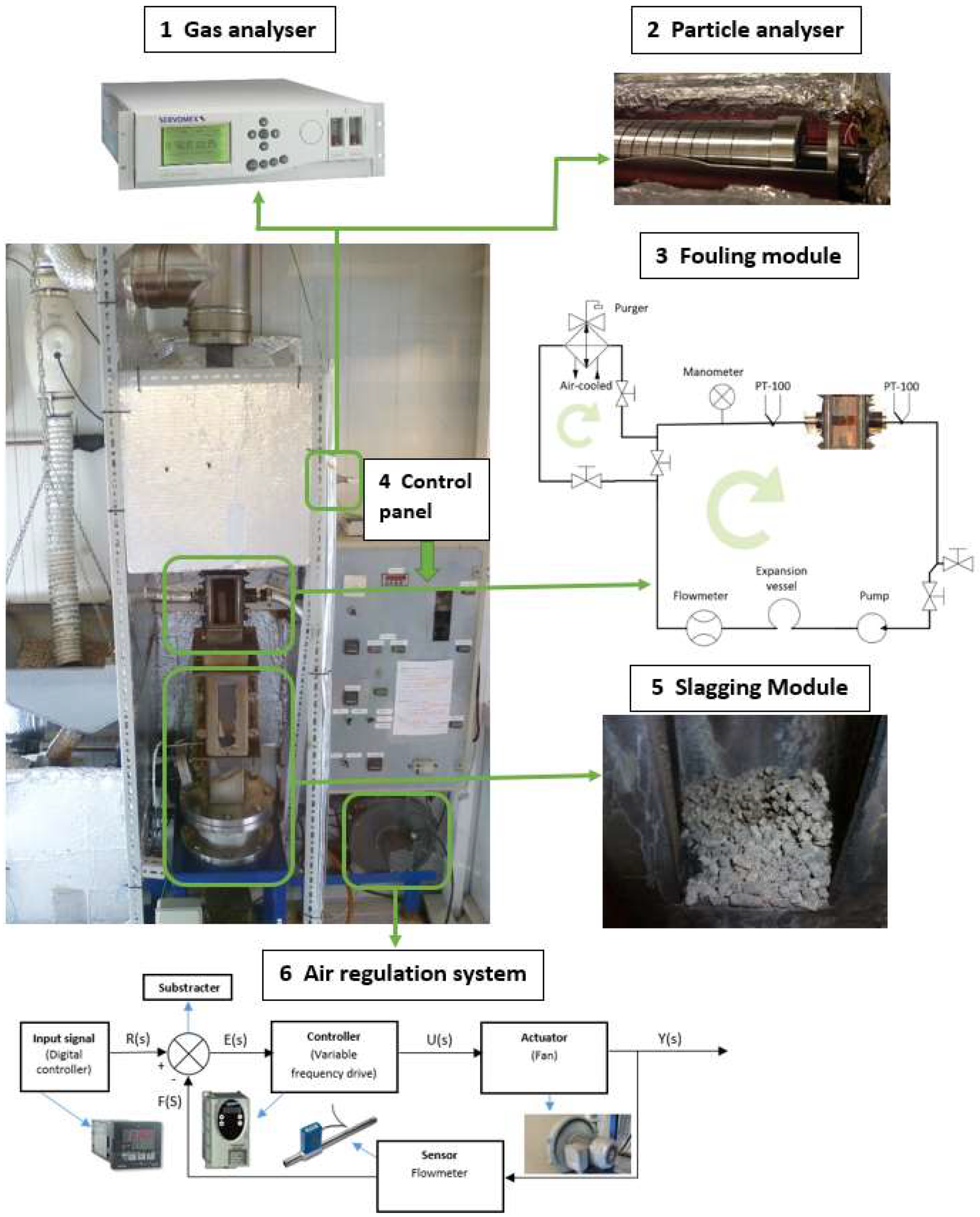
2.3. Experimental Biomass Combustor and Measurement Equipment
2.4. Experimental Methodology
3. Results and Discussion
3.1. Particle Size Distribuiton, Flowability and Shear Properties of Raw Materials
3.2. Stability of the Combustion Unit
3.3. Combustion Parameters
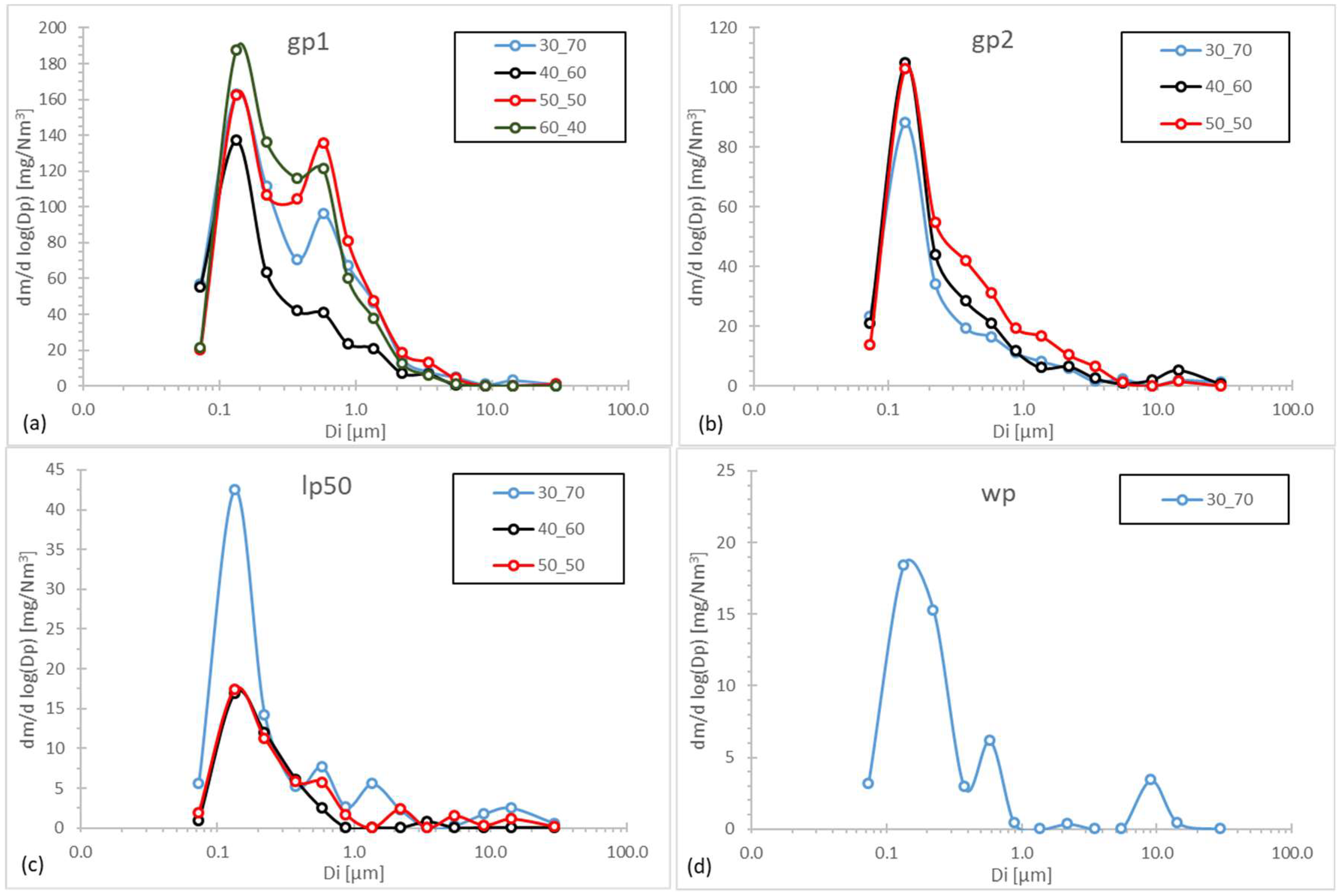
3.4. Particulate Matter Emissions
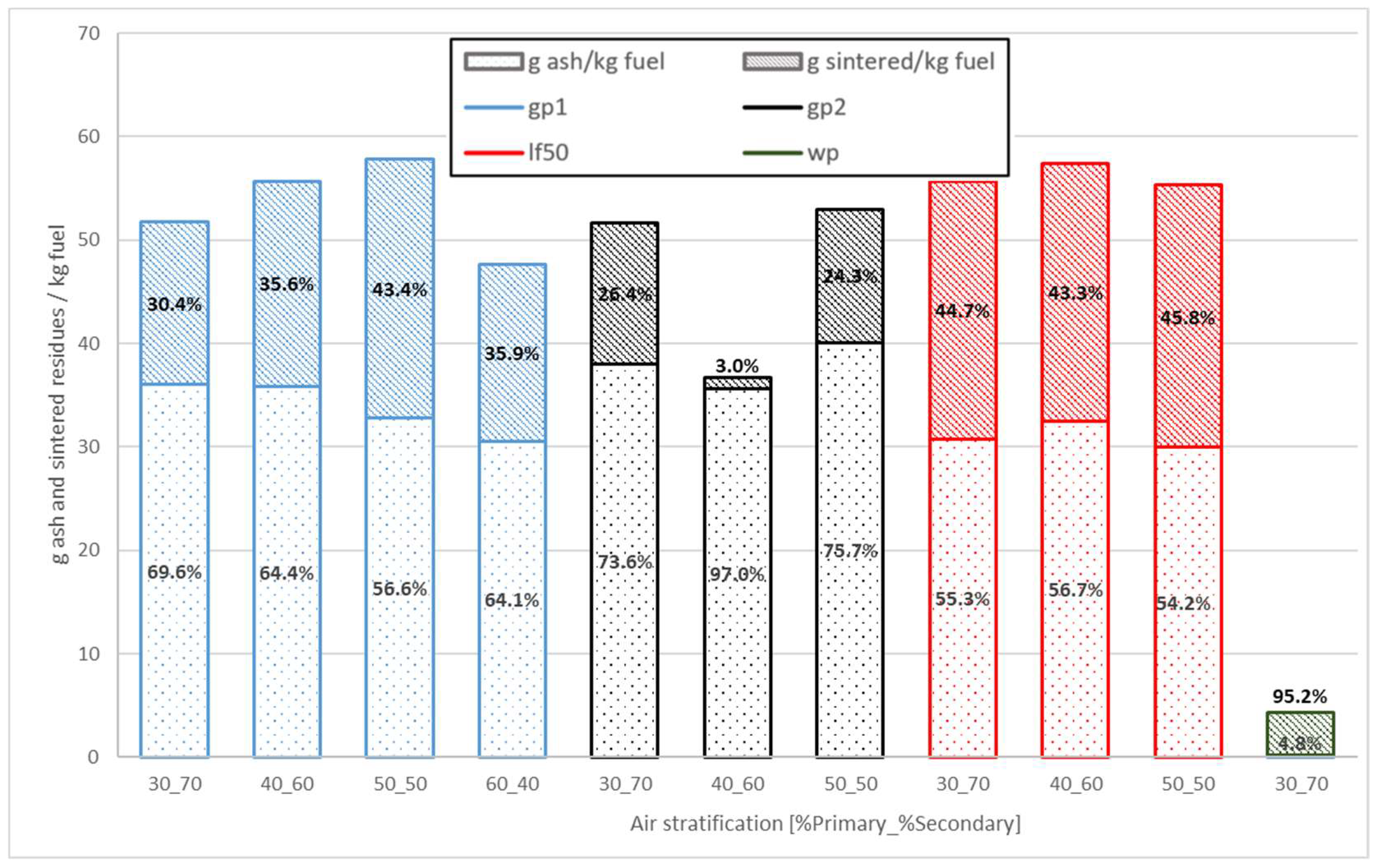
3.5. Fouling and Slagging
4. Conclusions
- For each fuel, transitory-stationary-shut down periods for test combustions were established, their duration being directly related to the raw fuel ash content.
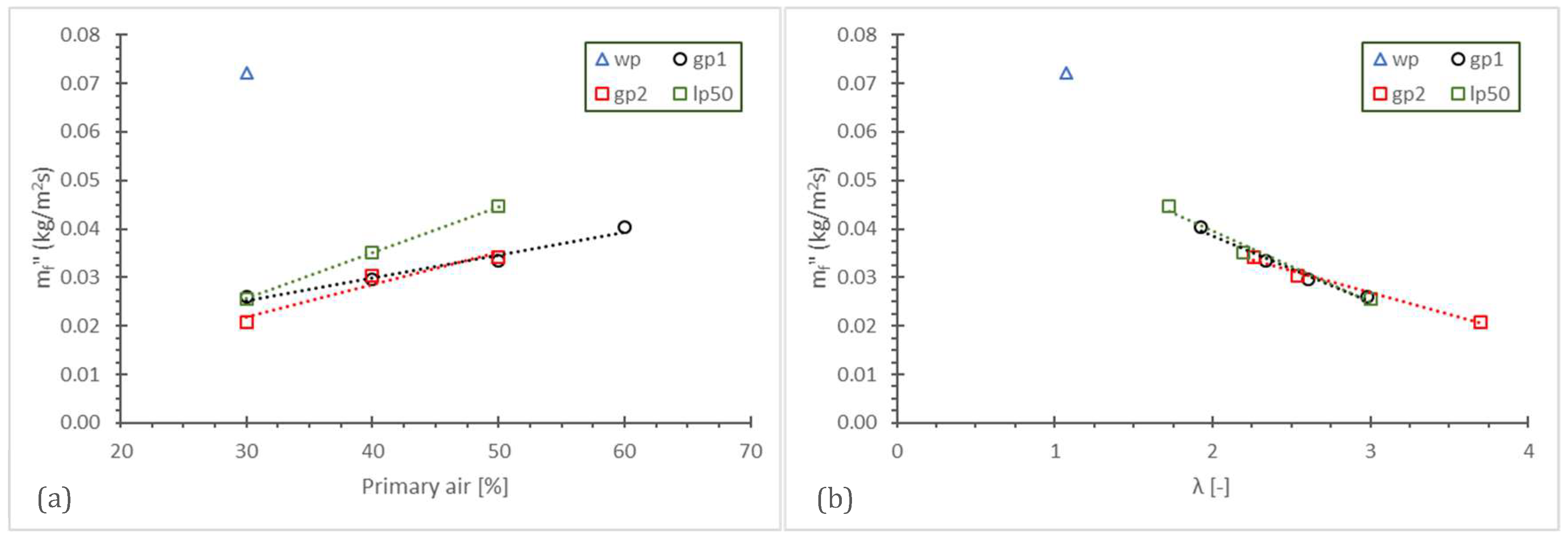
- The results revealed that increasing the amount of primary air increases the fuel consumption and thermal power of the installation. For the same amount of total air, the fuel consumption was up to three times higher using a commercial fuel. In relation to the operation parameters, it was also found that for higher air excess, the burning rates were the lowest.
- The concentration and distribution of particles was analyzed. Regarding the distribution, it was proven that most particles were less than 1 µm. However, the concentration (normalized at 6% O2) varied from 260.4 mg/Nm3 to 517 mg/Nm3, 125.7 mg/Nm3 to 140.7 mg/Nm3 and 16.3 mg/Nm3 to 39.5 mg/Nm3 for gp1, gp2 and lp50 fuels, respectively.
- Both total fouling and adhered mass were found to increase with primary air. Fouling ranges were stablished for the three non-commercial pellets, being 12.1 mg/Nm3 to 17.8 mg/Nm3, 6.3 mg/Nm3 to 15.1 mg/Nm3 and 10.7 mg/Nm3 to 15.2 mg/Nm3 for gp1, gp2 and lp50, respectively.
Author Contributions
Acknowledgments
Conflicts of Interest
Abbreviations
| AoR | angle of repose [°] |
| CI | Carr’s index [–] |
| DLPI | Dekati low pressure impactor |
| ffc | flow index |
| gp1 | tall oat grass pellet |
| gp2 | bent grass pellet |
| HR | Hausner ratio [–] |
| lp50 | mixed pellet (50% leaves–50% wood) |
| primary air mass flow [kg/m2s] | |
| secondary air mass flow [kg/m2s] | |
| PM | particulate matter |
| RST 01 | Schulze ring shear tester |
| wp | wood pellet |
| δe | effective angle of internal friction |
| λ | air excess [-] |
| ρB | bulk density [kg/m3] |
| ρT | tapped density [kg/m3] |
| σ1 | major consolidation stress [kPa] |
| σc | unconfined yield strength [kPa] |
| Φ | angle of wall friction [°] |
| φ | air staging [%] |
References
- Luque, R.; Herrero-Davila, L.; Campelo, J.M.; Clark, J.H.; Hidalgo, J.M.; Luna, D.; Marinas, J.M.; Romero, A.A. Biofuels: A technological perspective. Energy Environ. Sci. 2008, 1, 542–564. [Google Scholar] [CrossRef]
- Helby, P.; Börjesson, P.; Hansen, A.C.; Roos, A.; Rosenqvist, H.; Takeuchi, L. Market Development Problems for Sustainable Bio-Energy Systems in Sweden: (The BIOMARK Project); Lund University: Lund, Sweden, 2004. [Google Scholar]
- Vinterbäck, J. Pellets 2002: The first world conference on pellets. Biomass Bioenergy 2004, 27, 513–520. [Google Scholar] [CrossRef]
- Koppejan, J.; Van Loo, S. The Handbook of Biomass Combustion and Co-Firing; Routledge: Abingdon-on-Thames, UK, 2012. [Google Scholar]
- Verma, V.; Bram, S.; Gauthier, G.; De Ruyck, J. Performance of a domestic pellet boiler as a function of operational loads: Part-2. Biomass Bioenergy 2011, 35, 272–279. [Google Scholar]
- Kristensen, E.F.; Kristensen, J.K. Development and test of small-scale batch-fired straw boilers in Denmark. Biomass Bioenergy 2004, 26, 561–569. [Google Scholar] [CrossRef]
- Dias, J.; Costa, M.; Azevedo, J. Test of a small domestic boiler using different pellets. Biomass Bioenergy 2004, 27, 531–539. [Google Scholar] [CrossRef]
- Royo, J.; Canalís, P.; Quintana, D.; Díaz-Ramírez, M.; Sin, A.; Rezeau, A. Experimental study on the ash behaviour in combustion of pelletized residual agricultural biomass. Fuel 2019, 239, 991–1000. [Google Scholar]
- Verma, V.; Bram, S.; Gauthier, G.; De Ruyck, J. Evaluation of the performance of a multi-fuel domestic boiler with respect to the existing European standard and quality labels: Part-1. Biomass Bioenergy 2011, 35, 80–89. [Google Scholar] [CrossRef]
- Sampson, R.; Drisdelle, M.; Mulkins, L.; Lapointe, C.; Duxbury, P. The Use of Switchgrass Pellets as a Greenhouse Gas Offset Strategy; Natural Resources Canada: Ottawa, ON, Canada, 2000. [Google Scholar]
- González, J.F.; González-Garcoía, C.M.; Ramiro, A.; González, J.; Sabio, E.; Gañán, J.; Rodroíguez, M.A. Combustion optimisation of biomass residue pellets for domestic heating with a mural boiler. Biomass Bioenergy 2004, 27, 145–154. [Google Scholar] [CrossRef]
- Regueiro, A.; Jezerská, L.; Patiño, D.; Pérez-Orozco, R.; Nečas, J.; Žídek, M. Experimental Study of the Viability of Low-Grade Biofuels in Small-Scale Appliances. Sustainability 2017, 9, 1823. [Google Scholar] [CrossRef]
- Andreasen, P.; Larsen, M.G. Straw Pellets as Fuel in Biomass Combustion Units; Chariton Valley Resource Conservation and Development, Inc.: Centerville, IA, USA, 1996. [Google Scholar]
- Olsson, M. Wheat straw and peat for fuel pellets—Organic compounds from combustion. Biomass Bioenergy 2006, 30, 555–564. [Google Scholar] [CrossRef]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Obernberger, I.; Thek, G. Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- Öhman, M.; Nordin, A.; Hedman, H.; Jirjis, R. Reasons for slagging during stemwood pellet combustion and some measures for prevention. Biomass Bioenergy 2004, 27, 597–605. [Google Scholar] [CrossRef]
- Lindström, E.; Larsson, S.H.; Boström, D.; Öhman, M. Slagging characteristics during combustion of woody biomass pellets made from a range of different forestry assortments. Energy Fuels 2010, 24, 3456–3461. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; Hartge, E.-U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Öhman, M.; Boman, C.; Hedman, H.; Nordin, A.; Boström, D. Slagging tendencies of wood pellet ash during combustion in residential pellet burners. Biomass Bioenergy 2004, 27, 585–596. [Google Scholar] [CrossRef]
- Nussbaumer, T.; Hustad, J. Overview of biomass combustion. In Developments in Thermochemical Biomass Conversion; Springer: New York, NY, USA, 1997; pp. 1229–1243. [Google Scholar]
- Verma, V.; Bram, S.; De Ruyck, J. Small scale biomass heating systems: Standards, quality labelling and market driving factors—An EU outlook. Biomass Bioenergy 2009, 33, 1393–1402. [Google Scholar] [CrossRef]
- Fiedler, F. The state of the art of small-scale pellet-based heating systems and relevant regulations in Sweden, Austria and Germany. Renew. Sustain. Energy Rev. 2004, 8, 201–221. [Google Scholar] [CrossRef]
- Eskilsson, D.; Rönnbäck, M.; Samuelsson, J.; Tullin, C. Optimisation of efficiency and emissions in pellet burners. Biomass Bioenergy 2004, 27, 541–546. [Google Scholar] [CrossRef]
- Roy, M.M.; Dutta, A.; Corscadden, K. An experimental study of combustion and emissions of biomass pellets in a prototype pellet furnace. Appl. Energy 2013, 108, 298–307. [Google Scholar] [CrossRef]
- Johansson, L.S. Characterisation of Particle Emissions from Small-Scale Biomass Combustion. Ph.D. Thesis, Chalmers Tekniska Högsk, Gothenburg, Sweden, 2002. [Google Scholar]
- Gaegauf, C.; Wieser, U.; Macquat, Y. In Field investigation of nanoparticle emissions from various biomass combustion systems. In Proceedings of the International Seminar on Aerosol from Biomass Combustion, Langenbruck, Switzerland, 27 June 2001; pp. 81–85. [Google Scholar]
- Sippula, O. Fine Particle Formation and Emissions in Biomass Combustion; Report Series in Aerosol Science; University of Eastern Finland: Kuopio, Finland, 2010; p. 108. [Google Scholar]
- Obernberger, I.; Brunner, T.; Bärnthaler, G. Fine particulate emissions from modern Austrian small-scale biomass combustion plants. In Proceedings of the 15th European Biomass Conference & Exhibition, Berlin, Germany, 7–11 May 2007; pp. 1546–1557. [Google Scholar]
- Gilbe, C.; Lindström, E.; Backman, R.; Samuelsson, R.; Burvall, J.; Ohman, M. Predicting slagging tendencies for biomass pellets fired in residential appliances: A comparison of different prediction methods. Energy Fuels 2008, 22, 3680–3686. [Google Scholar] [CrossRef]
- Gilbe, C.; Ohman, M.; Lindström, E.; Boström, D.; Backman, R.; Samuelsson, R.; Burvall, J. Slagging characteristics during residential combustion of biomass pellets. Energy Fuels 2008, 22, 3536–3543. [Google Scholar] [CrossRef]
- Mediavilla, I.; Fernández, M.; Esteban, L. Optimization of pelletisation and combustion in a boiler of 17.5 kW th for vine shoots and industrial cork residue. Fuel Process. Technol. 2009, 90, 621–628. [Google Scholar] [CrossRef]
- Heschel, W.; Rweyemamu, L.; Scheibner, T.; Meyer, B. Abatement of emissions in small-scale combustors through utilisation of blended pellet fuels. Fuel Process. Technol. 1999, 61, 223–242. [Google Scholar] [CrossRef]
- Febrero, L.; Granada, E.; Patiño, D.; Eguía, P.; Regueiro, A. A comparative study of fouling and bottom ash from woody biomass combustion in a fixed-bed small-scale boiler and evaluation of the analytical techniques used. Sustainability 2015, 7, 5819–5837. [Google Scholar] [CrossRef]
- Regueiro, A.; Patiño, D.; Granada, E.; Porteiro, J. Experimental study on the fouling behaviour of an underfeed fixed-bed biomass combustor. Appl. Therm. Eng. 2017, 112, 523–533. [Google Scholar] [CrossRef]
- Regueiro, A.; Patiño, D.; Porteiro, J.; Granada, E.; Míguez, J.L. Effect of Air Staging Ratios on the Burning Rate and Emissions in an Underfeed Fixed-Bed Biomass Combustor. Energies 2016, 9, 940. [Google Scholar] [CrossRef]
- Rashidian, B.; Al-Abdeli, Y.M.; Patiño, D.; Guzzomi, F.G.; Yeoh, G.H. Effect of freeboard deflectors in the fixed bed combustion of biomass. Appl. Therm. Eng. 2016, 103, 543–552. [Google Scholar] [CrossRef]
- Jenkins, B.; Baxter, L.; Miles, T. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Teixeira, P.; Lopes, H.; Gulyurtlu, I.; Lapa, N.; Abelha, P. Evaluation of slagging and fouling tendency during biomass co-firing with coal in a fluidized bed. Biomass Bioenergy 2012, 39, 192–203. [Google Scholar] [CrossRef]
- Tchapda, A.H.; Pisupati, S.V. A review of thermal co-conversion of coal and biomass/waste. Energies 2014, 7, 1098–1148. [Google Scholar] [CrossRef]
- Pronobis, M. Evaluation of the influence of biomass co-combustion on boiler furnace slagging by means of fusibility correlations. Biomass Bioenergy 2005, 28, 375–383. [Google Scholar] [CrossRef]
- Carr, R.L. Evaluating flow properties of solids. Chem. Eng. 1965, 18, 163–168. [Google Scholar]
- Traina, K.; Cloots, R.; Bontempi, S.; Lumay, G.; Vandewalle, N.; Boschini, F. Flow abilities of powders and granular materials evidenced from dynamical tap density measurement. Powder Technol. 2013, 235, 842–852. [Google Scholar] [CrossRef]
- Schulze, D. Powders and Bulk Solids. Behaviour, Characterization, Storage and Flow; Springer: New York, NY, USA, 2008; pp. 35–74. [Google Scholar]
- Gelnar, D.; Zegzulka, J.; Šooš, Ĺ.; Nečas, J.; Juchelková, D. Validation Device and Method of Measuring Static and Dynamic Angle of Discharge. Patent 306123, 8 April 2015. [Google Scholar]
- Šimek, M.; Grünwaldová, V.; Kratochvíl, B. Comparison of Compression and Material Properties of Differently Shaped and Sized Paracetamols. KONA Powder Part. J. 2017, 34, 197–206. [Google Scholar] [CrossRef]
- Khodaei, H.; Guzzomi, F.; Yeoh, G.H.; Regueiro, A.; Patiño, D. An experimental study into the effect of air staging distribution and position on emissions in a laboratory scale biomass combustor. Energy 2017, 118, 1243–1255. [Google Scholar] [CrossRef]
- Cardozo, E.; Erlich, C.; Alejo, L.; Fransson, T.H. Combustion of agricultural residues: An experimental study for small-scale applications. Fuel 2014, 115, 778–787. [Google Scholar] [CrossRef]
- Febrero, L.; Granada, E.; Regueiro, A.; Míguez, J.L. Influence of combustion parameters on fouling composition after wood pellet burning in a lab-scale low-power boiler. Energies 2015, 8, 9794–9816. [Google Scholar] [CrossRef]
- Liu, H.; Chaney, J.; Li, J.; Sun, C. Control of NOx emissions of a domestic/small-scale biomass pellet boiler by air staging. Fuel 2013, 103, 792–798. [Google Scholar] [CrossRef]
- Nussbaumer, T. Combustion and co-combustion of biomass: Fundamentals, technologies, and primary measures for emission reduction. Energy Fuels 2003, 17, 1510–1521. [Google Scholar] [CrossRef]
- Fernandes, U.; Costa, M. Formation of fine particulate matter in a domestic pellet-fired boiler. Energy Fuels 2013, 27, 1081–1092. [Google Scholar] [CrossRef]
- Wiinikka, H.; Gebart, R.; Boman, C.; Boström, D.; Öhman, M. Influence of fuel ash composition on high temperature aerosol formation in fixed bed combustion of woody biomass pellets. Fuel 2007, 86, 181–193. [Google Scholar] [CrossRef]
- Wiinikka, H.; Gebart, R. Critical parameters for particle emissions in small-scale fixed-bed combustion of wood pellets. Energy Fuels 2004, 18, 897–907. [Google Scholar] [CrossRef]
- Theis, M.; Skrifvars, B.-J.; Hupa, M.; Tran, H. Fouling tendency of ash resulting from burning mixtures of biofuels. Part 1: Deposition rates. Fuel 2006, 85, 1125–1130. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis * (wt %) | Ash Analysis (wt.% of Dry Ash) | ||||||||
| wp | gp 1 | gp 2 | lp50 | wp | gp 1 | gp 2 | lp50 | ||
| Moisture | 6.41 | 5.59 | 6.91 | 10.44 | Na2O | 2.94 | 0.17 | 0.19 | 0.10 |
| Volatile | 68.80 | 66.32 | 65.01 | 61.98 | MgO | 8.29 | 2.43 | 2.29 | 4.01 |
| Char | 24.23 | 22.13 | 22.31 | 21.65 | Al2O3 | 6.96 | 0.86 | 1.13 | 10.04 |
| Ash | 0.57 | 5.97 | 5.77 | 5.94 | SiO2 | 17.12 | 35.08 | 62.58 | 51.96 |
| Elemental Analysis ** (wt %) | P2O5 | 3.65 | 7.20 | 3.82 | 1.83 | ||||
| C | 48.24 | 46.71 | 47.51 | 49.70 | SO3 | 9.76 | 5.02 | 3.89 | 2.41 |
| H | 6.94 | 6.34 | 6.67 | 6.71 | Cl | 3.27 | 8.98 | 1.22 | 0.25 |
| N | 0.26 | 0.83 | 0.55 | 0.48 | K2O | 20.32 | 33.55 | 17.95 | 4.77 |
| O a | 44.56 | 46.12 | 45.26 | 43.11 | CaO | 23.35 | 5.57 | 5.69 | 19.28 |
| S b | - | - | - | TiO2 | 0.39 | 0.07 | 0.06 | 0.38 | |
| Fouling Index | Cr2O3 | - | - | 0.02 | - | ||||
| Alkali index | 7.56 | 1.20 | 0.61 | 0.18 | MnO | 1.08 | 0.21 | 0.19 | 0.62 |
| Fe2O3 | 2.18 | 0.78 | 0.78 | 4.16 | |||||
| Base to acid ratio | 2.37 | 1.18 | 0.42 | 0.52 | ZnO | 0.17 | 0.05 | 0.04 | 0.08 |
| Rb2O | - | - | 0.01 | - | |||||
| Slag ratio | 33.60 | 79.98 | 87.72 | 65.44 | SrO | - | 0.03 | 0.03 | 0.12 |
| ZrO2 | - | - | 0.08 | - | |||||
| Fouling ratio | 55.15 | 39.79 | 7.66 | 2.52 | BaO | 0.50 | - | - | - |
| PbO | - | - | 0.01 | - | |||||
| Angle of Repose [°] | Flow Property |
|---|---|
| 25–30 | Excellent |
| 31–35 | Good |
| 36–40 | Fair-aid not needed |
| 41–45 | Passable-may hang up |
| 46–55 | Poor-must agitate, vibrate |
| 56–65 | Very poor |
| >66 | Very, very poor |
| CI [%] | HR [–] | Flow Diagnosis |
|---|---|---|
| ≤10 | 1.00–1.11 | Excellent/very free flow |
| 11–15 | 1.12–1.18 | Good/free flow |
| 16–20 | 1.19–1.25 | Fair |
| 21–25 | 1.26–1.34 | Passable |
| 26–31 | 1.35–1.45 | Poor/cohesive |
| 32–37 | 1.46–1.59 | Very poor/very cohesive |
| >38 | >1.60 | Very, very poor/approx. non-flow |
| Raw Input Material | AoR [°] | Flowability -AoR | CI [–] | Flowability -CI | HR [–] | Flowability -HR |
|---|---|---|---|---|---|---|
| wp | 52.1 ± 1.1 | Poor-must be agitated, vibrated | 35.6 | Very poor/ very cohesive | 1.6 | Very poor/approx. non-flow |
| gp1 | 52.8 ± 0.8 | 24.8 | Passable | 1.3 | Passable | |
| gp2 | 50.2 ± 0.9 | 30.9 | Poor/cohesive | 1.4 | Poor/cohesive | |
| lp50 | 51.1 ± 1.2 | 20.1 | Fair | 1.3 | Passable |
| Raw Input Material | δe [°] | Φ [°] | ffc [-] | Flowability Classification |
|---|---|---|---|---|
| wp | 46.7 | 13.3 | 7 | Easy flowing |
| gp1 | 33.0 | 11.8 | 15 | Free flowing |
| gp2 | 27.5 | 9.0 | 17 | Free flowing |
| lp50 | 45.0 | 12.6 | 6 | Easy flowing |
| Fuel | Transient +Stability + Shutdown = Total Duration [min] | Primary Air [%] | Secondary Air [%] | Total Air [m3/h] |
|---|---|---|---|---|
| Wood pellet (wp) | 45 + 180 + 15 = 240 | 30 | 70 | 20 |
| Grass pellet 1-tall oat (gp1) | 45 + 90 + 15 = 150 | 30 | 70 | 20 |
| 40 | 60 | 20 | ||
| 50 | 50 | 20 | ||
| Grass pellet 2-bent (gp2) | 45 + 90 + 15 = 150 | 30 | 70 | 20 |
| 40 | 60 | 20 | ||
| 50 | 50 | 20 | ||
| 50% leaf + 50% wood (lp50) | 45 + 90 + 15 = 150 | 30 | 70 | 20 |
| 40 | 60 | 20 | ||
| 50 | 50 | 20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Regueiro, A.; Jezerská, L.; Pérez-Orozco, R.; Patiño, D.; Zegzulka, J.; Nečas, J. Viability Evaluation of Three Grass Biofuels: Experimental Study in a Small-Scale Combustor. Energies 2019, 12, 1352. https://doi.org/10.3390/en12071352
Regueiro A, Jezerská L, Pérez-Orozco R, Patiño D, Zegzulka J, Nečas J. Viability Evaluation of Three Grass Biofuels: Experimental Study in a Small-Scale Combustor. Energies. 2019; 12(7):1352. https://doi.org/10.3390/en12071352
Chicago/Turabian StyleRegueiro, Araceli, Lucie Jezerská, Raquel Pérez-Orozco, David Patiño, Jiří Zegzulka, and Jan Nečas. 2019. "Viability Evaluation of Three Grass Biofuels: Experimental Study in a Small-Scale Combustor" Energies 12, no. 7: 1352. https://doi.org/10.3390/en12071352
APA StyleRegueiro, A., Jezerská, L., Pérez-Orozco, R., Patiño, D., Zegzulka, J., & Nečas, J. (2019). Viability Evaluation of Three Grass Biofuels: Experimental Study in a Small-Scale Combustor. Energies, 12(7), 1352. https://doi.org/10.3390/en12071352