Experimental Analysis of Brewers’ Spent Grains Steam Gasification in an Allothermal Batch Reactor

 ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preprocessing Apparatus
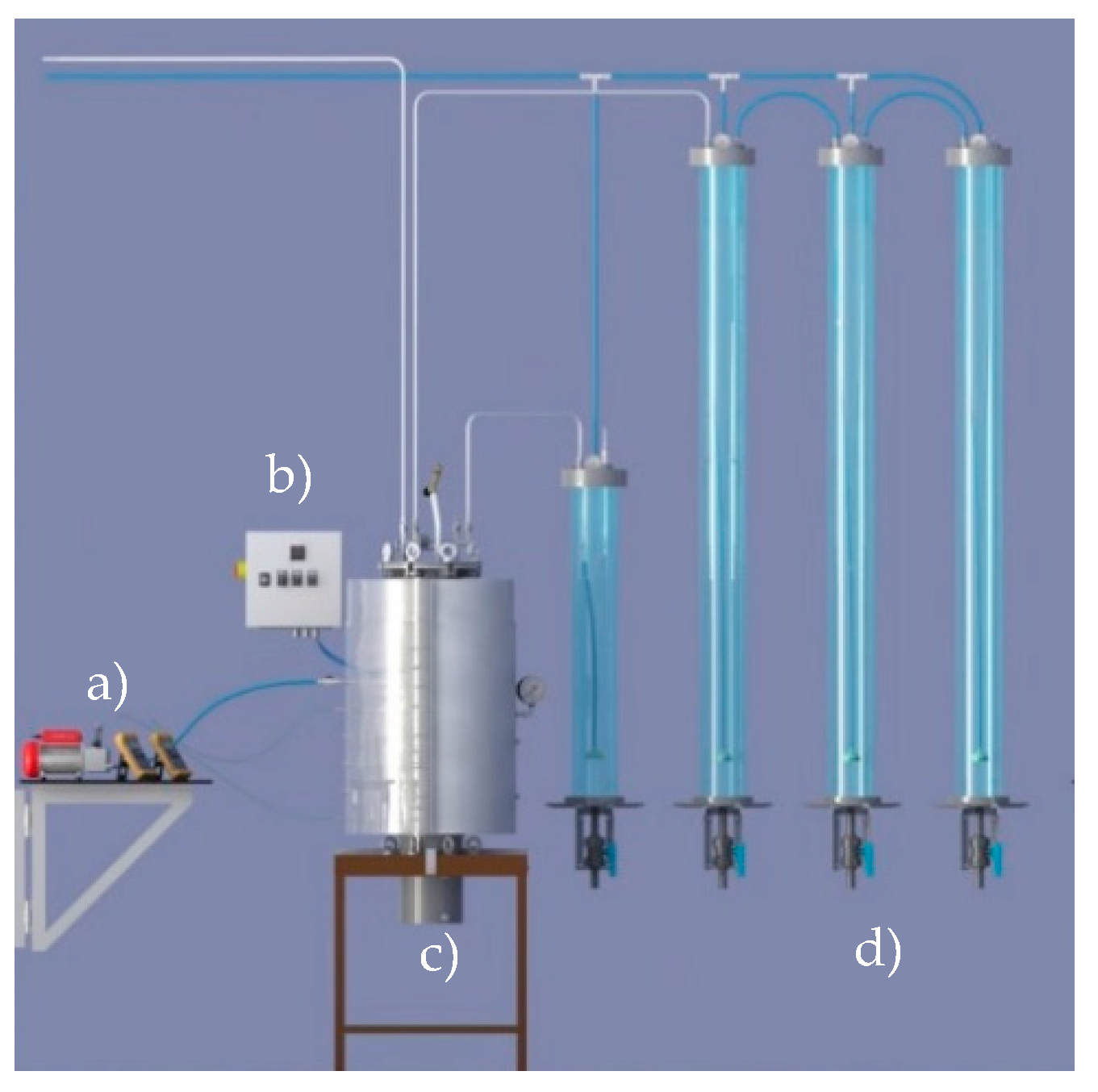
2.3. Gasification Experimental Apparatus
2.4. Ultimate Analysis
2.5. Proximate Analysis
2.6. Calorific Value
2.7. Thermogravimetric Analysis (TGA)
2.8. Gas Chromatography
2.9. Process Efficiencies
3. Results and Discussion
3.1. Biomass Characterization
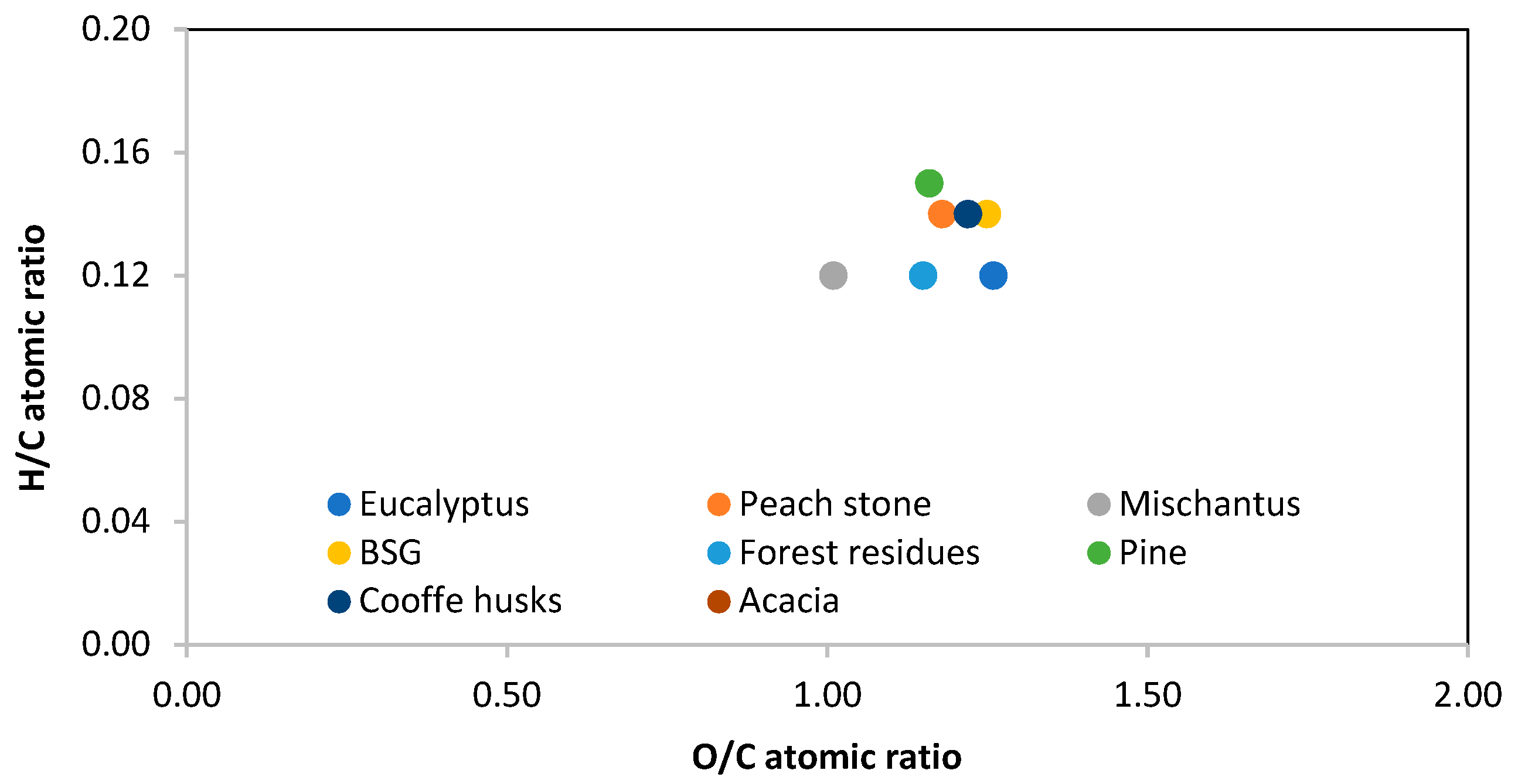
3.2. Van Krevelen Diagram
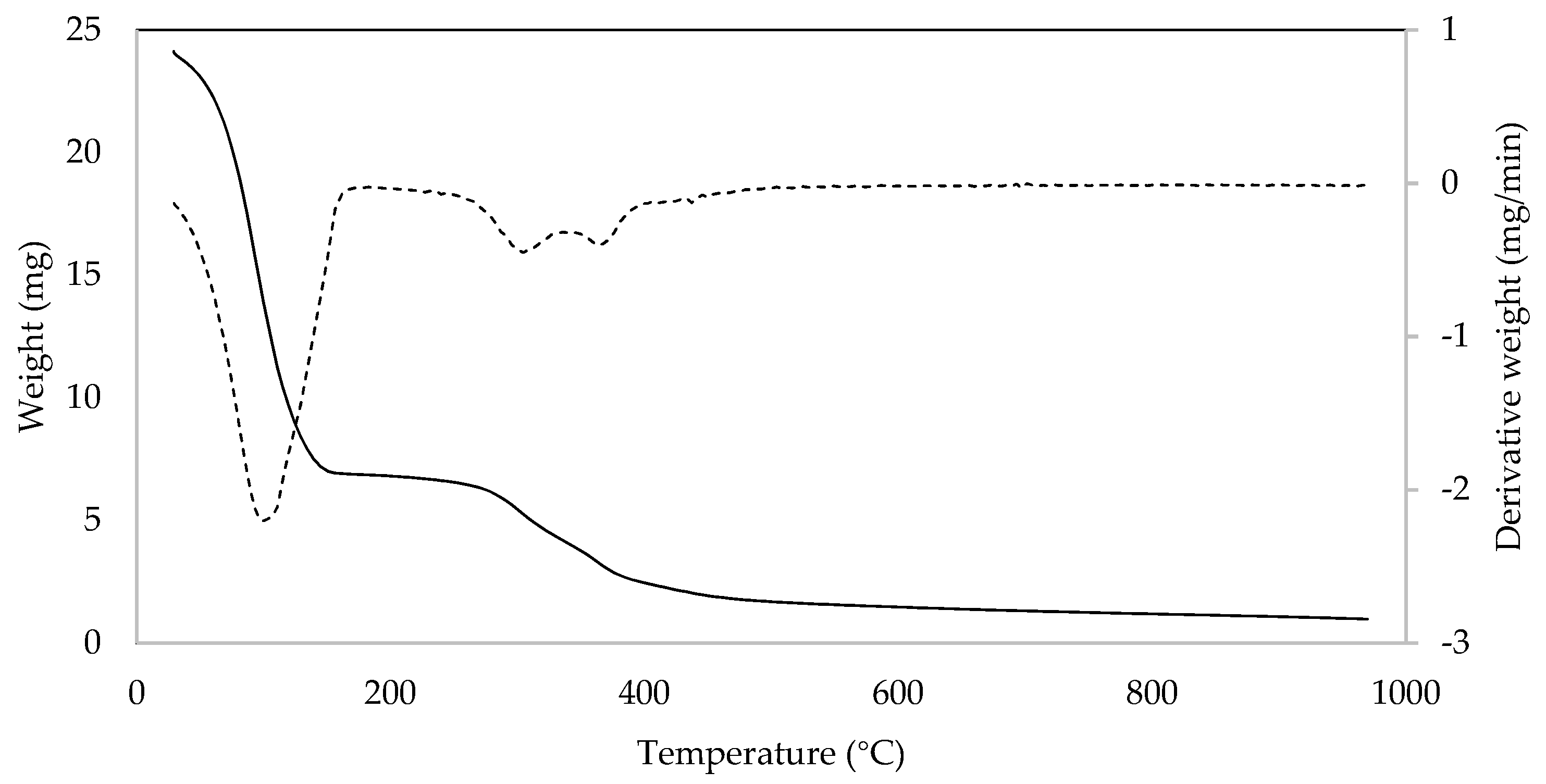
3.3. Thermogravimetric Analysis (TGA)
3.4. Allothermal Gasification
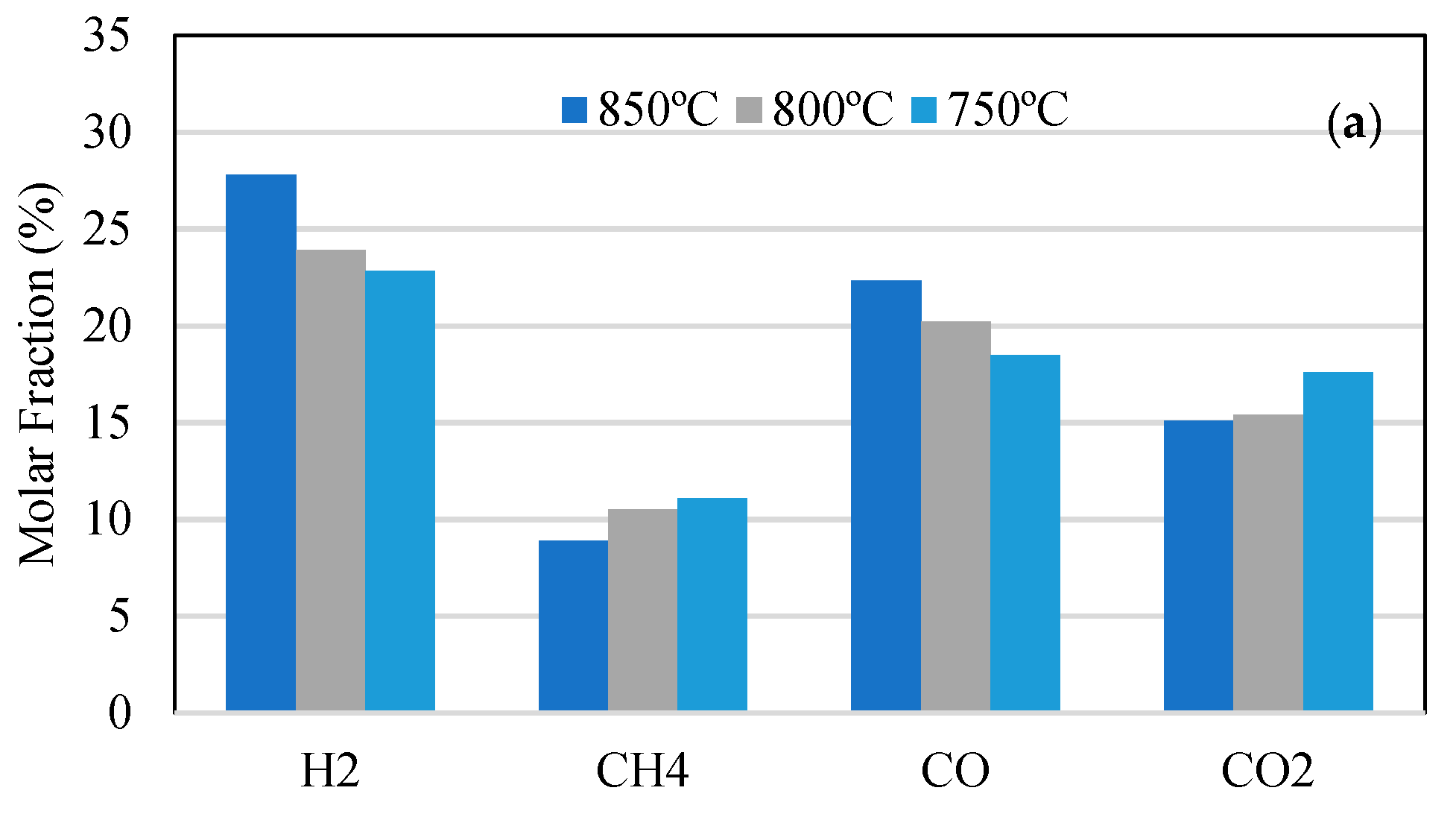
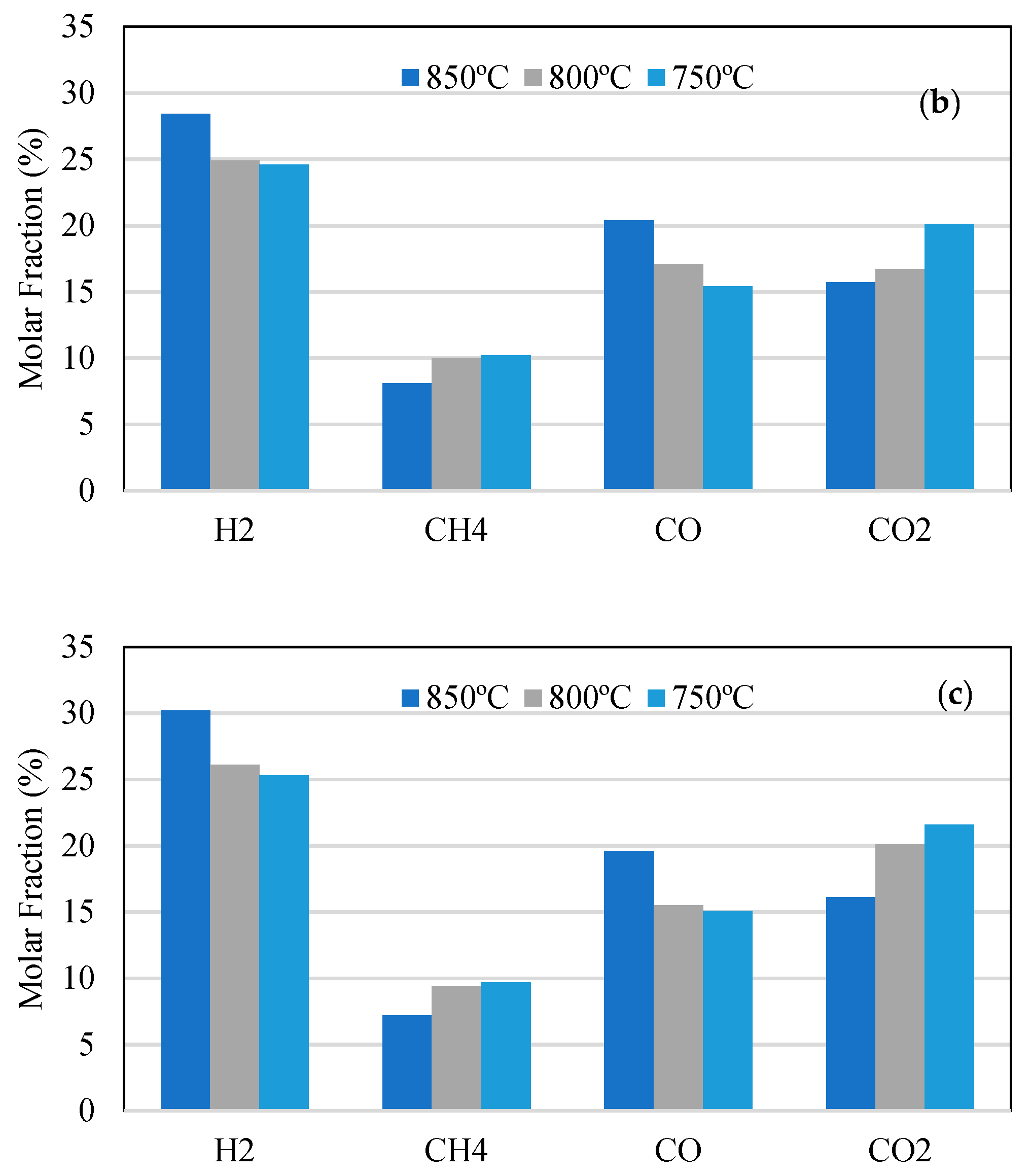
3.4.1. Effect of the Temperature on Gasification
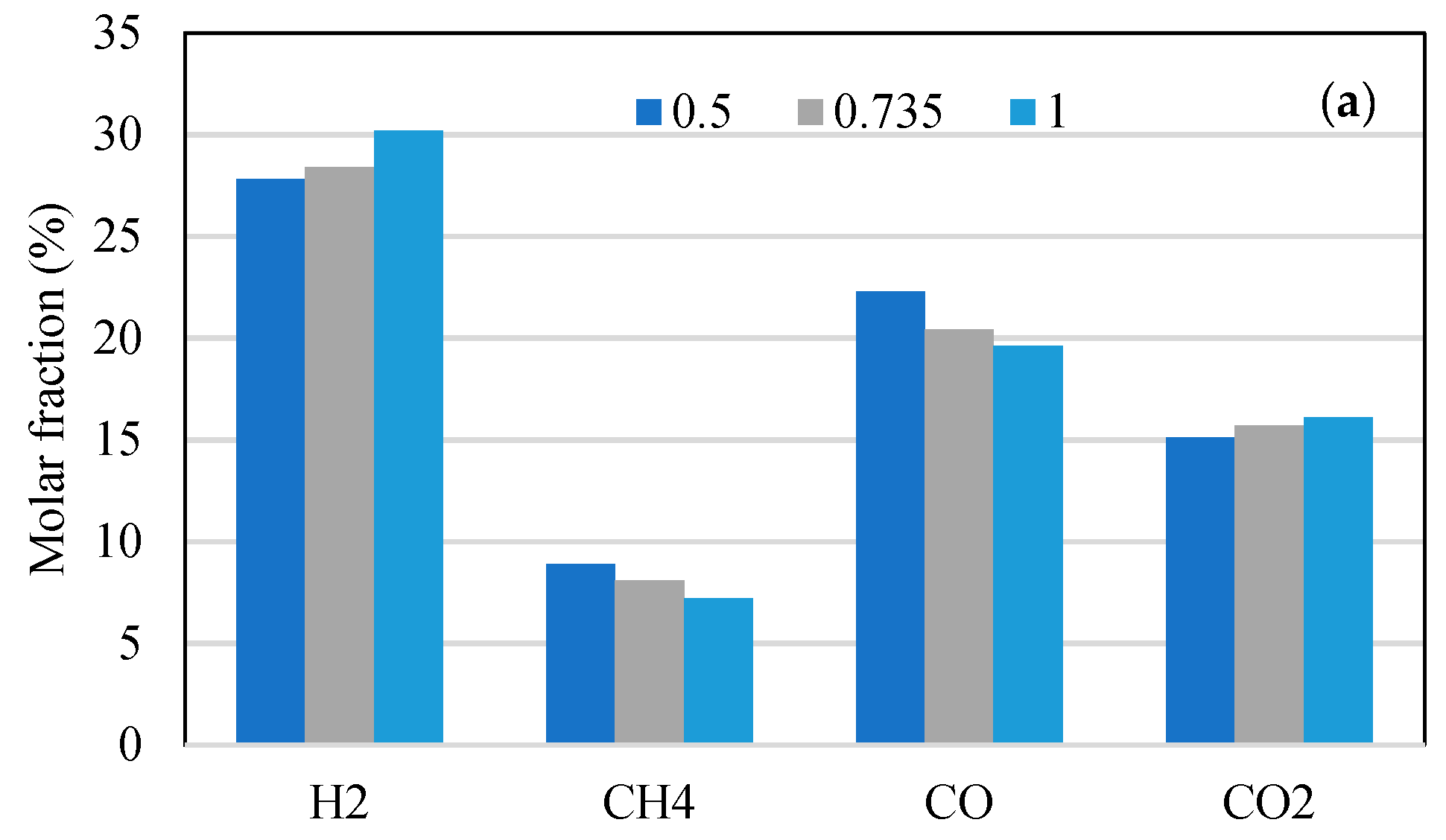
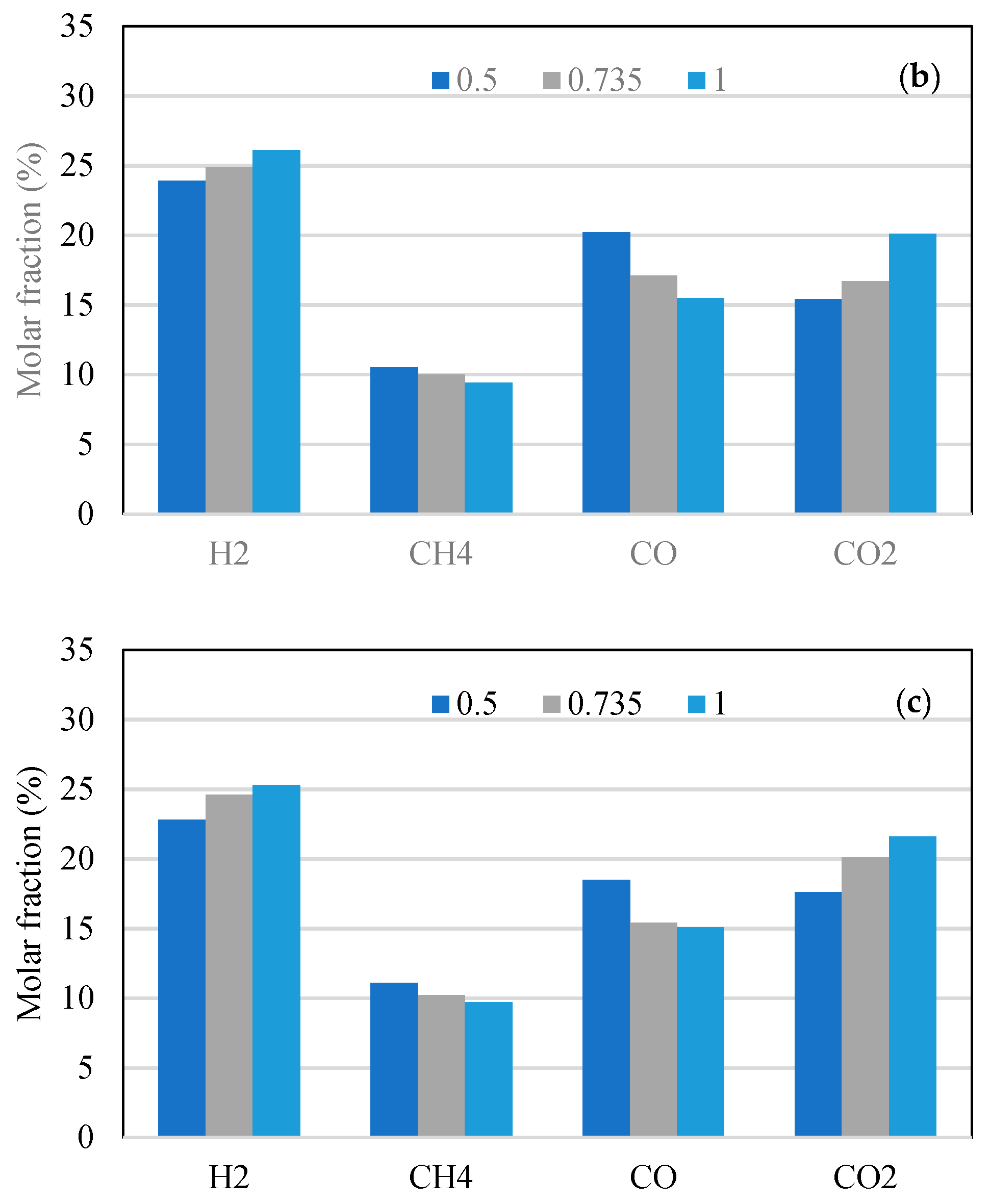
3.4.2. Effect of the Steam-to-Biomass Ratio on Gasification
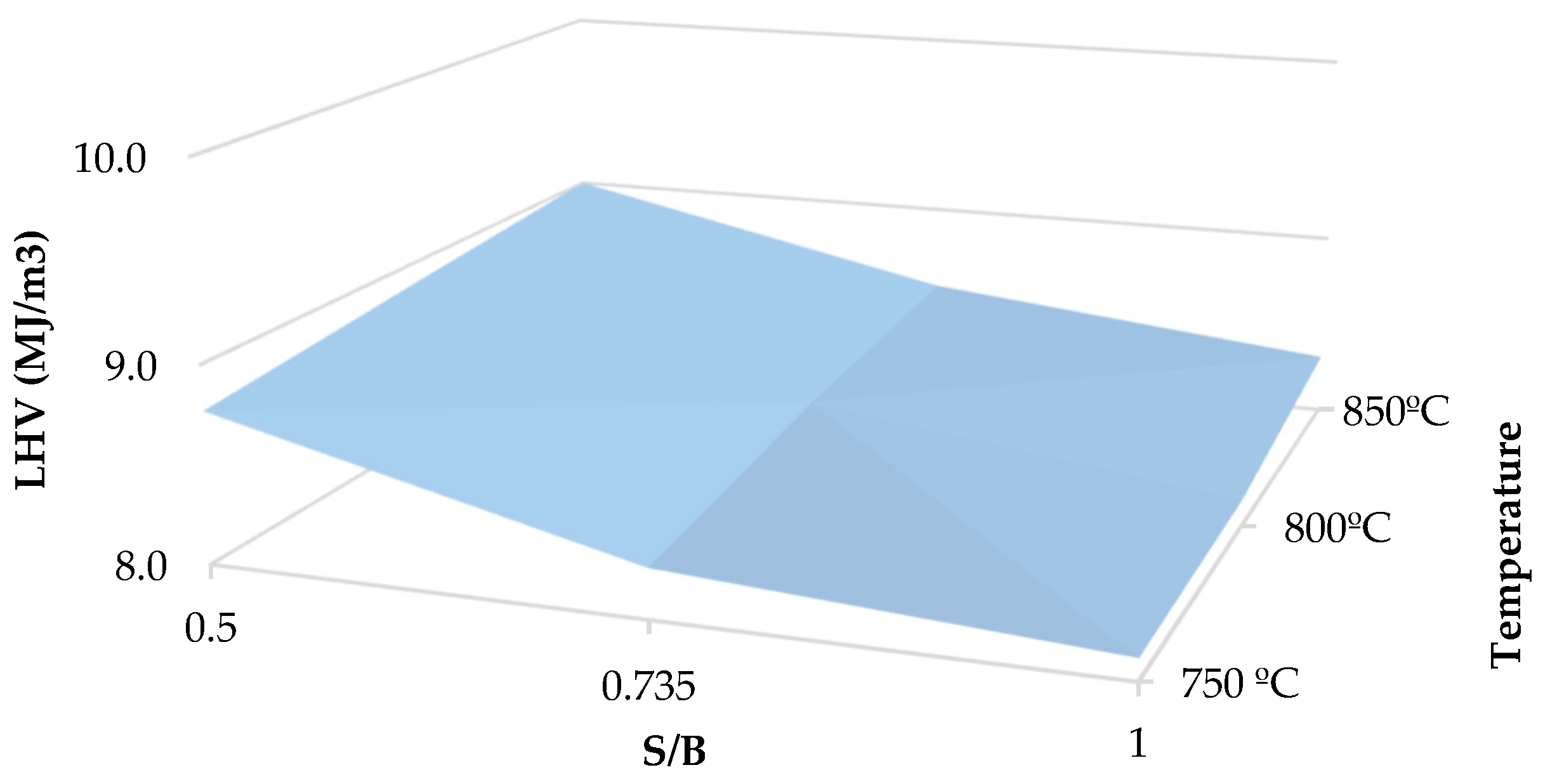
3.4.3. Effect of the Process Parameters on the LHV
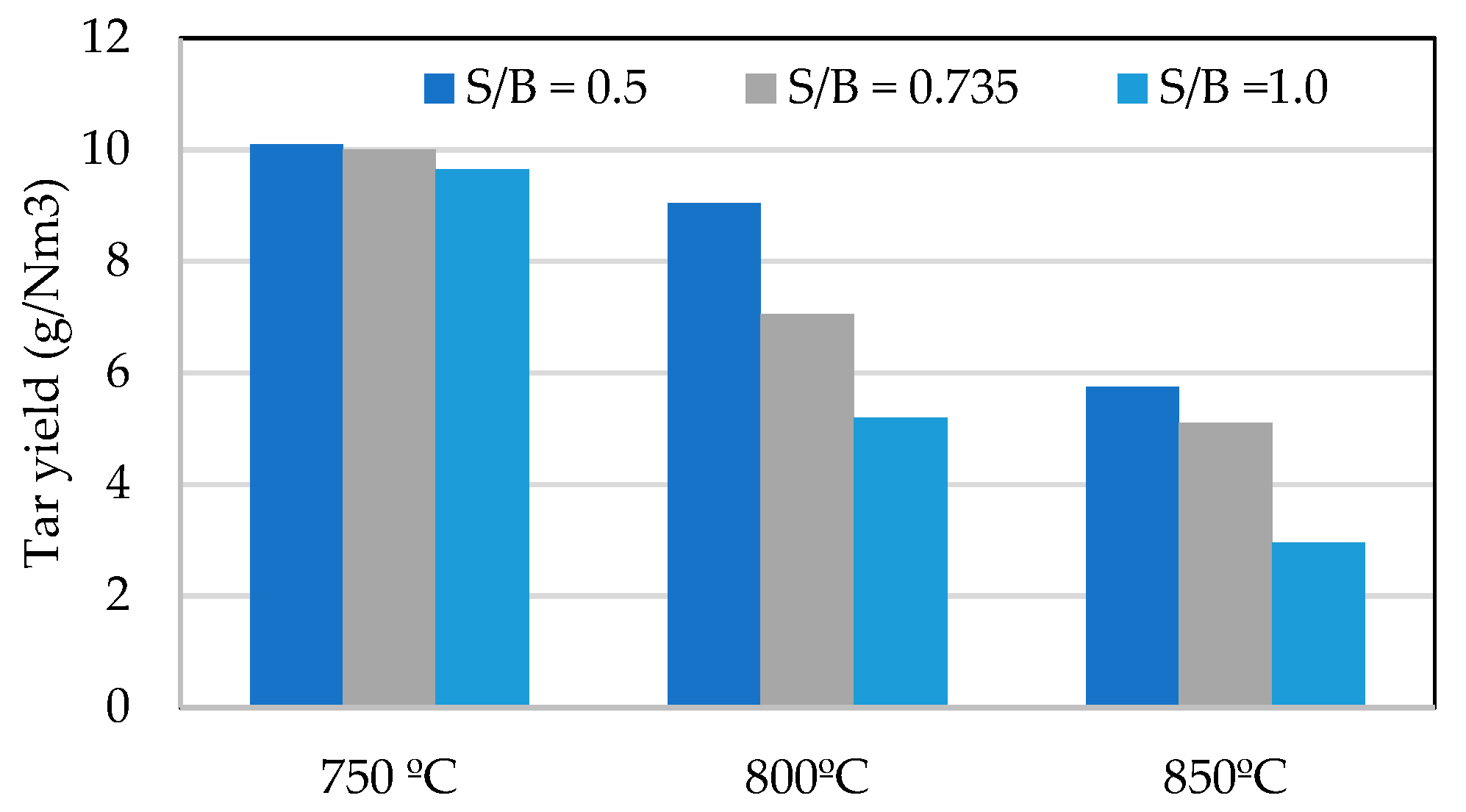
3.4.4. Effect of the Process Parameters on Tar Yields
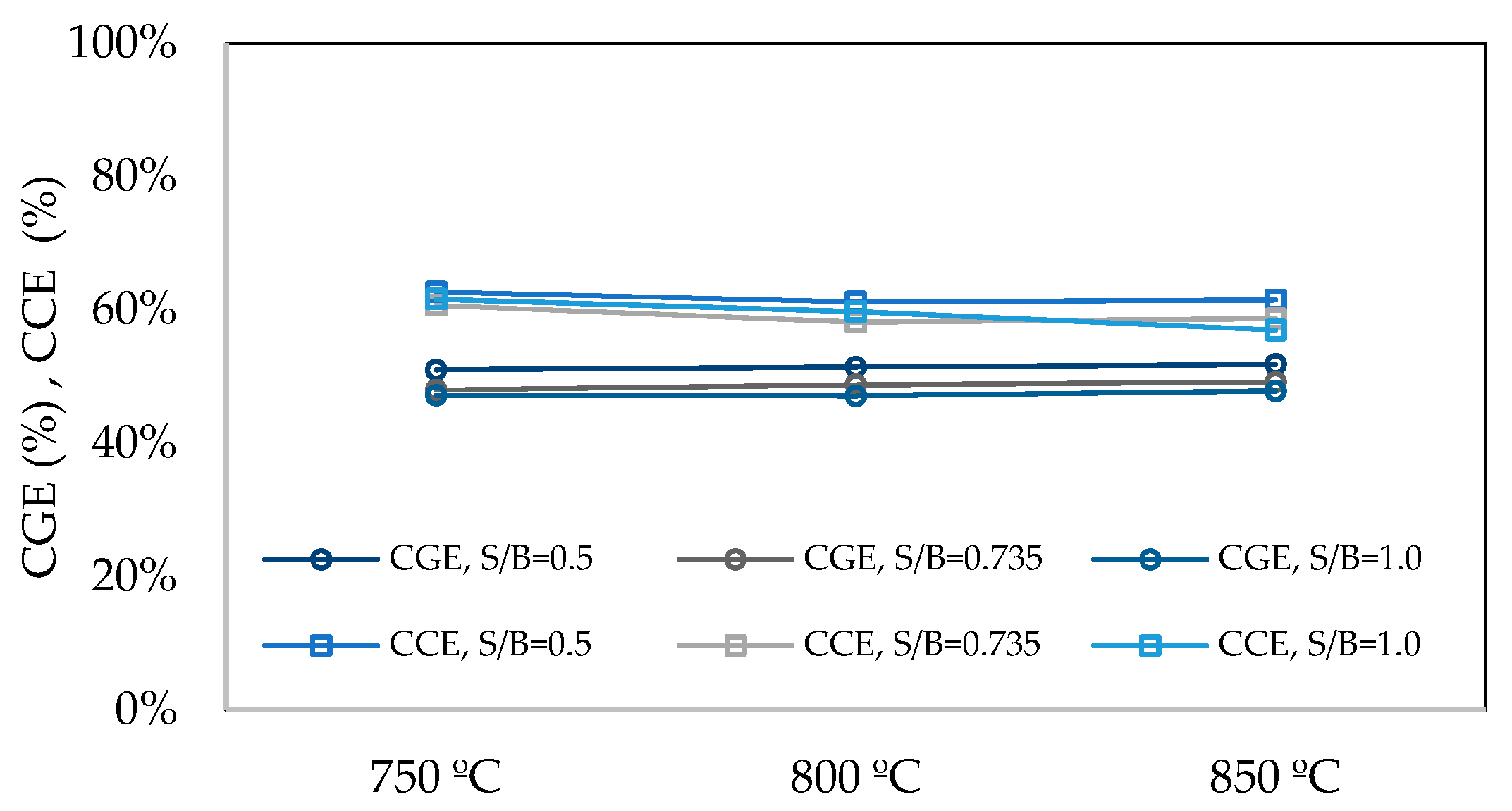
3.4.5. Effect of the Process Parameters on Efficiencies
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- GES. Yearbook. Electricity Consumption. Available online: https://yearbook.enerdata.net/electricity/electricity-domestic-consumption-data.html (accessed on 10 December 2018).
- Korhonen, J.; Honkasalo, A.; Seppälä, J. Circular economy: The concept and its limitations. Ecol. Econ. 2018, 143, 37–46. [Google Scholar] [CrossRef]
- Mussatto, S.I. Brewer’s spent grain: A valuable feedstock for industrial applications. J. Sci. Food Agric. 2014, 94, 1264–1275. [Google Scholar] [CrossRef]
- Aliyu, S.; Bala, M. Brewer’s spent grain: A review of its potentials and applications. Afr. J. Biotechnol. 2011, 10, 324–331. [Google Scholar] [CrossRef]
- Ferreira, S.; Monteiro, E.; Brito, P.; Vilarinho, C. Biomass resources in Portugal: Current status and prospects. Renew. Sust. Energy Rev. 2017, 78, 1221–1235. [Google Scholar] [CrossRef]
- Dos Santos Mathias, T.R.; de Mello, P.P.M.; Servulo, E.F.C. Solid wastes in brewing process: A review. J. Brew. Distill. 2014, 5, 1–9. [Google Scholar] [CrossRef]
- Huige, N. Brewery by-products and effluents. In Handbook of Brewing, 2nd ed.; Priest, F.G., Stewart, G.G., Eds.; Taylor & Francis Group: Boca Raton, FL, USA, 2006; pp. 656–707. [Google Scholar]
- Stojceska, V.; Ainsworth, P.; Plunkett, A.; Ibanoglu, E.; Ibanoglu, S. Cauliflower by-products as a new source of dietary fibre, antioxidants and proteins in cereal based ready-to-eat expanded snacks. J. Food Eng. 2008, 87, 554–563. [Google Scholar] [CrossRef]
- Faulds, C.B.; Collins, S.; Robertson, J.A.; Treimo, J.; Eijsink, V.G.H.; Hinz, S.W.A.; Schols, H.A.; Buchert, J.; Waldron, K.W. Protease-induced solubilisation of carbohydrates from brewers’ spent grain. J. Cereal Sci. 2009, 50, 332–336. [Google Scholar] [CrossRef]
- Fillaudeau, L.; Blanpain-Avet, P.; Daufin, G. Water, wastewater and waste management in brewing industries. J. Clean. Prod. 2006, 14, 463–471. [Google Scholar] [CrossRef]
- Gupta, M.; Abu-Ghannam, N.; Gallaghar, E. Barley for brewing: Characteristic changes during malting, brewing and applications of its by-products. Compr. Rev. Food Sci. Food Saf. 2010, 9, 318–328. [Google Scholar] [CrossRef]
- Reis, S.F.; Gullón, B.; Gullón, P.; Ferreira, S.; Maia, C.J.; Alonso, J.L.; Domingues, F.C.; Abu-Ghannam, N. Evaluation of the prebiotic potential of arabinoxylans from brewer’s spent grain. Appl. Microbiol. Biotechnol. 2014, 98, 9365–9373. [Google Scholar] [CrossRef]
- Guo, M.; Du, J.; Zhang, Z.A.; Zhang, K.; Jin, Y. Optimization of brewer’s spent grain-enriched biscuits processing formula. J. Food Process. Eng. 2014, 37, 122–130. [Google Scholar] [CrossRef]
- Russ, W.; Mortel, H.; Meyer-Pittroff, R. Application of spent grains to increase porosity in bricks. Constr. Build. Mater. 2005, 19, 117–126. [Google Scholar] [CrossRef]
- Sezun, M.; Grilc, V.; Zupancic, G.D.; Logar, R.M. Anaerobic digestion of brewery spent grain in a semi-continuous bioreactor: Inhibition by phenolic degradation products. Acta Chim. Slov. 2011, 58, 158–166. [Google Scholar]
- Bougrier, C.; Dognin, D.; Laroche, C.; Gonzalez, V.; Benali-Raclot, D.; Rivero, J.A.C. Anaerobic digestion of brewery spent grains: Trace elements addition requirement. Bioresour. Technol. 2018, 247, 1193–1196. [Google Scholar] [CrossRef]
- Tavasoli, A.; Ahangari, M.G.; Soni, C.; Dalai, A.K. Production of hydrogen and syngas via gasification of the corn and wheat dry distillers grains (DDGS) in a fixed be micro reactor. Fuel Process. Technol. 2009, 90, 472–482. [Google Scholar] [CrossRef]
- Micco, G.; Fouga, G.; Bohé, A. Coal gasification studies applied to H2 production. Int. J. Hydrog. Energy 2010, 35, 6012–6018. [Google Scholar] [CrossRef]
- Faravelli, T.; Pinciroli, M.; Pisano, F.; Bozzano, G.; Dente, M.; Ranzi, E. Thermal degradation of polystyrene. J. Anal. Appl. Pyrolysis 2001, 60, 103–121. [Google Scholar] [CrossRef]
- Grieco, E.; Baldi, G. Pyrolysis of polyethylene mixed with paper and wood: Interaction effects on tar, char and gas yields. Waste Manag. 2012, 32, 833–839. [Google Scholar] [CrossRef]
- Zhao, X.; Song, Z.; Liu, H.; Li, Z.; Li, L.; Ma, C. Microwave pyrolysis of corn stalk bale: A promising method for direct utilization of large-sized biomass and syngas production. J. Anal. Appl. Pyrolysis 2010, 89, 87–94. [Google Scholar] [CrossRef]
- Marongiu, A.; Faravelli, T.; Bozzano, G.; Dente, M.; Ranzi, E. Thermal degradation of poly (vinyl chloride). J. Anal. Appl. Pyrolysis 2003, 70, 519–553. [Google Scholar] [CrossRef]
- Lee, K.; Shin, D. Characteristics of liquid product from the pyrolysis of waste plastic mixture at low and high temperatures: Influence of lapse time of reaction. Waste Manag. 2007, 27, 168–176. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Chouchène, A.; Valatkevičius, P.; Gimžauskaitė, D.; Aikas, M.; Uscila, R.; Ghorbel, M.; Jeguirim, M. The potential of thermal plasma gasification of olive pomace charcoal. Energies 2017, 10, 710. [Google Scholar] [CrossRef]
- Favas, J.; Monteiro, E.; Rouboa, A. Hydrogen production using plasma gasification with steam injection. Int. J. Hydrog. Energy 2017, 42, 10997–11005. [Google Scholar] [CrossRef]
- Faaij, A.P.C. Bioenergy in Europe: Changing technology choices. Energy Policy 2006, 34, 322–342. [Google Scholar] [CrossRef]
- Maniatis, K. Progress in biomass gasification: An overview. In Progress in Thermochemical Biomass Conversion; Bridgwater, A.V., Ed.; Blackwell Science: London, UK, 2001; pp. 1–31. [Google Scholar]
- Rupesh, S.; Muraleedharan, C.; Arun, P. A comparative study on gaseous fuel generation capability of biomass materials by thermo-chemical gasification using stoichiometric quasi-steady-state model. Int. J. Energy Environ. Eng. 2015, 6, 375–384. [Google Scholar] [CrossRef]
- Hiroyuki, O.Y.K.; Minowa, T.; Ogi, T. Catalytic conversion of high moisture spent grains to a gaseous fuel. Master Brew. Assoc. Am. 1999, 36, 239–241. [Google Scholar]
- Mahmood, A.S.N.; Brammer, J.G.; Hornung, A.; Steele, A.; Poulston, S. The intermediate pyrolysis and catalytic steam reforming of Brewers spent grain. J. Anal. Appl. Pyrolysis 2013, 103, 328–342. [Google Scholar] [CrossRef]
- Borel, L.D.M.S.; Lira, T.S.; Ribeiro, J.A.; Ataíde, C.H.; Barrozo, M.A.S. Pyrolysis of brewer’s spent grain: Kinetic study and products identification. Ind. Crop. Prod. 2018, 121, 388–395. [Google Scholar] [CrossRef]
- Sim, T.S.; Oh, J.C.S. Spent brewery grains as substrate for the production of cellulases by Trichoderma reesei QM9414. J. Ind. Microbiol. 1990, 5, 153–158. [Google Scholar] [CrossRef]
- García, R.; Pizarro, C.; Lavín, A.G.; Bueno, J.L. Biomass proximate analysis using thermogravimetry. Bioresour. Technol. 2013, 139, 1–4. [Google Scholar] [CrossRef]
- Channiwala, S.A.; Parikh, P.P. A unified correlation for estimating HHV of solid, liquid and gaseous fuels. Fuel 2002, 81, 1051–1063. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Practical Design and Theory, 2nd ed.; Elsevier: Oxford, UK, 2013; ISBN 978-0-12-374988-8. [Google Scholar]
- Kaewluan, S.; Pipatmanomai, S. Potential of synthesis gas production from rubber wood chip gasification in a bubbling fluidised bed gasifier. Energy Convers. Manag. 2011, 52, 75–84. [Google Scholar] [CrossRef]
- Silva, V.; Couto, N.; Monteiro, E.; Rouboa, A. Assessment of municipal solid wastes gasification in a semi-industrial gasifier using syngas quality indices. Energy 2015, 93, 864–873. [Google Scholar] [CrossRef]
- Wu, Z.; Rodgers, R.P.; Marshall, A.G. Two- and three-dimensional van Krevelen diagrams: A graphical analysis complementary to the Kendrick mass plot for sorting elemental compositions of complex organic mixtures based on ultrahigh-resolution broadband fourier transform ion cyclotron resonance mass measurements. Anal. Chem. 2004, 76, 2511–2516. [Google Scholar] [CrossRef]
- Silva, V.; Monteiro, E.; Couto, N.; Brito, P.S.D.; Rouboa, A. Analysis of syngas quality from Portuguese biomasses: An experimental and numerical study. Energy Fuels 2014, 28, 5766–5777. [Google Scholar] [CrossRef]
- Chen, Z.; Hu, M.; Zhu, X.; Guo, D.; Liu, S.; Hu, Z.; Xiao, B.; Wang, J.; Laghari, M. Characteristics and kinetic study on pyrolysis of five lignocellulosic biomass via thermogravimetric analysis. Bioresour. Technol. 2015, 192, 441–450. [Google Scholar] [CrossRef]
- Ismail, T.M.; Abd El-Salam, M.; Monteiro, E.; Rouboa, A. Eulerian—Eulerian CFD model on fluidized bed gasifier using coffee husk as fuel. Appl. Therm. Eng. 2016, 106, 1391–1402. [Google Scholar] [CrossRef]
- Monteiro, E.; Ismail, T.M.; Ramos, A.; Abd El-Salam, M.; Brito, P.; Rouboa, A. Experimental and modeling studies of Portuguese peach stone gasification on an autothermal bubbling fluidized bed pilot plant. Energy 2018, 142, 862–877. [Google Scholar] [CrossRef]
- Monteiro, E.; Ismail, T.M.; Ramos, A.; Abd El-Salam, M.; Brito, P.; Rouboa, A. Assessment of the miscanthus gasification in a semi-industrial gasifier using a CFD model. Appl. Therm. Eng. 2017, 123, 448–457. [Google Scholar] [CrossRef]
- Vanreppelen, K.; Vanderheyden, S.; Kuppens, T.; Schreurs, S.; Yperman, J.; Carleer, R. Activated carbon from pyrolysis of brewer’s spent grain: Production and adsorption properties. Waste Manag. Res. 2014, 32, 634–645. [Google Scholar] [CrossRef]
- Celaya, A.M.; Lade, A.T.; Goldfarb, J.L. Co-combustion of brewer’s spent grains and Illinois no. 6 coal: Impact of blend ratio on pyrolysis and oxidation behavior. Fuel Process. Technol. 2015, 129, 39–51. [Google Scholar] [CrossRef]
- Nowakowski, D.J.; Jones, J.M.; Brydson, R.M.D.; Ross, A.B. Potassium catalysis in the pyrolysis behaviour of short rotation willow coppice. Fuel 2007, 86, 2389–2402. [Google Scholar] [CrossRef]
- Loha, C.; Chatterjee, P.K.; Chattopadhyay, H. Performance of fluidized bed steam gasification of biomass e modeling and experiment. Energy Convers. Manag. 2011, 52, 1583–1588. [Google Scholar] [CrossRef]
- Couto, N.; Monteiro, E.; Silva, V.; Rouboa, A. Hydrogen-rich gas from gasification of Portuguese municipal solid wastes. Int. J. Hydrog. Energy 2016, 41, 10619–10630. [Google Scholar] [CrossRef]
- Rakesh, N.; Dasappa, S. A critical assessment of tar generated during biomass gasification—Formation, evaluation, issues and mitigation strategies. Renew. Sust. Energy Rev. 2018, 91, 1045–1064. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Standard Method |
|---|---|---|
| Moisture (%) | 78.8% (as-received); 15% (after drying); 12.7% (after densification) | ISO 18134-1:2015 |
| Density (kg/m3) | 148 (after drying); 517 (after densification) | ISO 12154:2014 |
| Proximate analysis (%, d.b.) | ||
| Ash | 3.8 | ISO 18122:2015 |
| Volatile | 86.8 | ISO 18123:2015 |
| Fixed carbon | 9.4 | Calculated using Equation (2) |
| Ultimate analysis (%, daf) | ||
| C | 48.3 | ISO 16948:2015 |
| H | 5.6 | ISO 16948:2015 |
| N | 5.5 | ISO 16948:2015 |
| S | 1.9 | ISO 16994:2016 |
| O | 38.7 | Calculated using Equation (1) |
| HHV (MJ/kg) | 17.8 | ASTM D2015 |
| LHV (MJ/kg) | 16.5 | Calculated using Equation (4) |
| Temperature (°C) | 750 | 750 | 750 | 800 | 800 | 800 | 850 | 850 | 850 |
| S/B ratio (g/g) | 0.5 | 0.735 | 1.0 | 0.5 | 0.735 | 1.0 | 0.5 | 0.735 | 1.0 |
| Biomass input (g) | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 | 500 ± 1 |
| Steam input (mL) | 250 ± 1 | 367.5 ± 1 | 500.4 ± 1 | 250 ± 1 | 367.5 ± 1 | 500 ± 1 | 250 ± 1 | 367.5 ± 1 | 500 ± 1 |
| H2 | 22.8 ± 0.6 | 24.6 ± 1.9 | 25.3 ± 0.4 | 23.9 ± 0.1 | 24.9 ± 0.4 | 26.6 ±0.9 | 27.8 ± 0.3 | 28.4 ± 1.5 | 30.2 ± 2.8 |
| CO | 18.5 ± 0.3 | 15.4 ± 0.5 | 15.1 ± 0.2 | 20.2 ± 0.1 | 17.1 ± 0.1 | 15.5 ± 0.4 | 22.3 ± 0.4 | 20.4 ± 0.6 | 19.6 ± 2.0 |
| CO2 | 17.6 ± 0.3 | 20.1 ± 0.2 | 21.6 ± 0.5 | 15.4 ± 0.4 | 16.7 ± 0.1 | 20.1 ± 0.4 | 15.1 ± 0.3 | 15.7 ± 0.9 | 16.1 ±1.6 |
| CH4 | 11.1 ± 0.2 | 10.2 ± 0.2 | 9.7 ± 0.2 | 10.5 ± 0.2 | 10.0 ± 0.6 | 9.4 ± 0.2 | 8.9 ± 0.3 | 8.1 ± 0.6 | 7.2 ± 1.1 |
| Tars (g/Nm3) | 3.0 ± 0.9 | 5.1 ± 0.4 | 5.8 ± 0.5 | 5.2 ± 0.2 | 7.1 ± 0.6 | 9.1 ± 0.3 | 9.7 ± 0.4 | 10.0 ± 0.3 | 10.1 ± 0.4 |
| Ash + char (g) | 123 ± 4 | 115 ± 6 | 109 ± 5 | 117 ± 4 | 114 ± 7 | 108 ± 6 | 116 ± 8 | 105 ± 6 | 94 ± 9 |
| LHV (MJ/Nm3) | 8.77 | 8.25 | 8.11 | 8.89 | 8.43 | 8.14 | 9.00 | 8.54 | 8.31 |
| CCE (%) | 62.7 | 60.7 | 61.6 | 61.2 | 58.2 | 59.8 | 61.5 | 58.7 | 57.0 |
| CGE (%) | 50.8 | 47.8 | 47.0 | 51.5 | 48.8 | 47.1 | 52.1 | 49.4 | 48.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, S.; Monteiro, E.; Brito, P.; Castro, C.; Calado, L.; Vilarinho, C. Experimental Analysis of Brewers’ Spent Grains Steam Gasification in an Allothermal Batch Reactor. Energies 2019, 12, 912. https://doi.org/10.3390/en12050912
Ferreira S, Monteiro E, Brito P, Castro C, Calado L, Vilarinho C. Experimental Analysis of Brewers’ Spent Grains Steam Gasification in an Allothermal Batch Reactor. Energies. 2019; 12(5):912. https://doi.org/10.3390/en12050912
Chicago/Turabian StyleFerreira, Sérgio, Eliseu Monteiro, Paulo Brito, Carlos Castro, Luís Calado, and Cândida Vilarinho. 2019. "Experimental Analysis of Brewers’ Spent Grains Steam Gasification in an Allothermal Batch Reactor" Energies 12, no. 5: 912. https://doi.org/10.3390/en12050912
APA StyleFerreira, S., Monteiro, E., Brito, P., Castro, C., Calado, L., & Vilarinho, C. (2019). Experimental Analysis of Brewers’ Spent Grains Steam Gasification in an Allothermal Batch Reactor. Energies, 12(5), 912. https://doi.org/10.3390/en12050912