Densification and Fuel Properties of Onion Husks

 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Physicochemical Properties of the Raw Materials
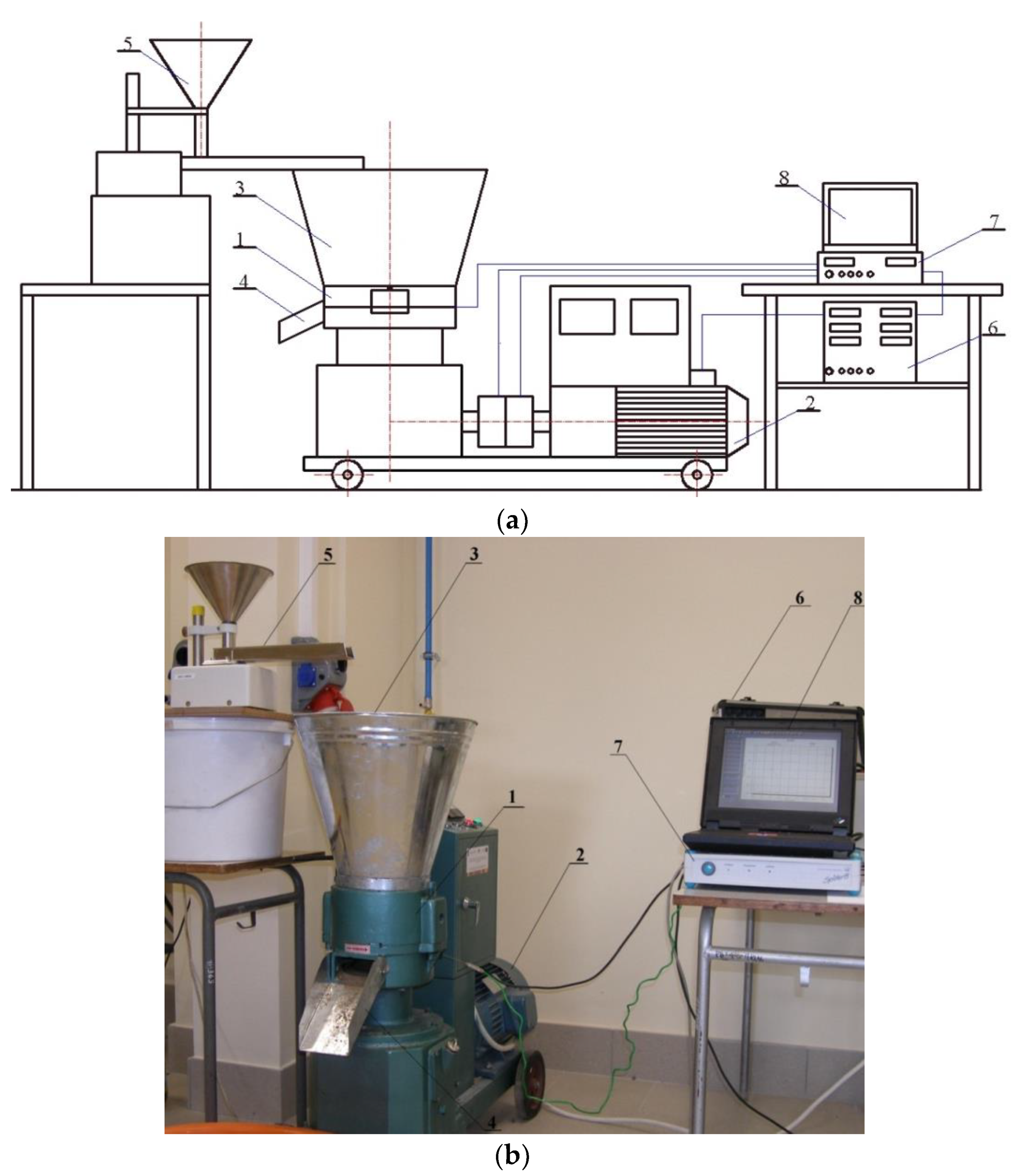
2.2.2. Pressure Agglomeration Process
2.2.3. Combustion of Pellets
- —the actual compound content in the exhaust gas [%, mg·Nm−3];
- —content of the compound in the exhaust gas for the calculated concentration of oxygen [%, mg·Nm−3];
- —set oxygen content in the exhaust [%]; and
- —actual (obtained) oxygen content in the exhaust gas [%].
3. Results and Discussion
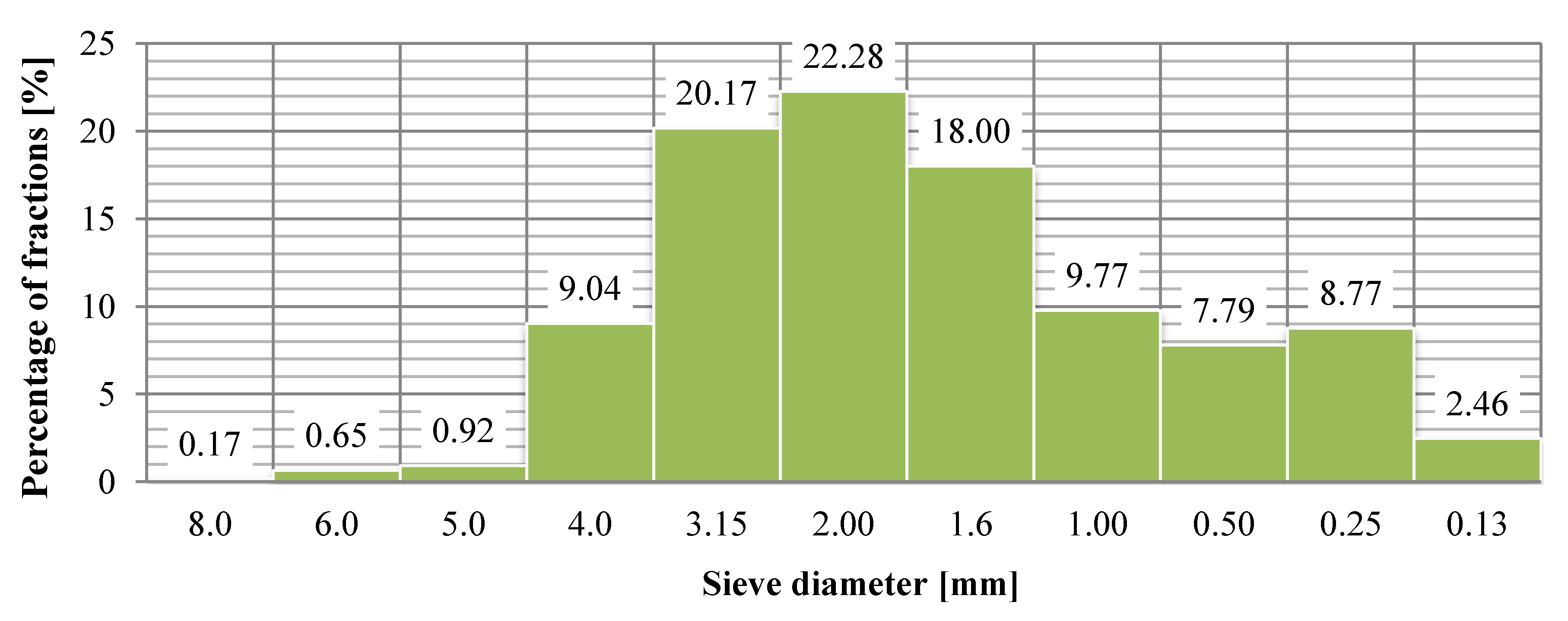
3.1. Physicochemical Properties of Raw Materials
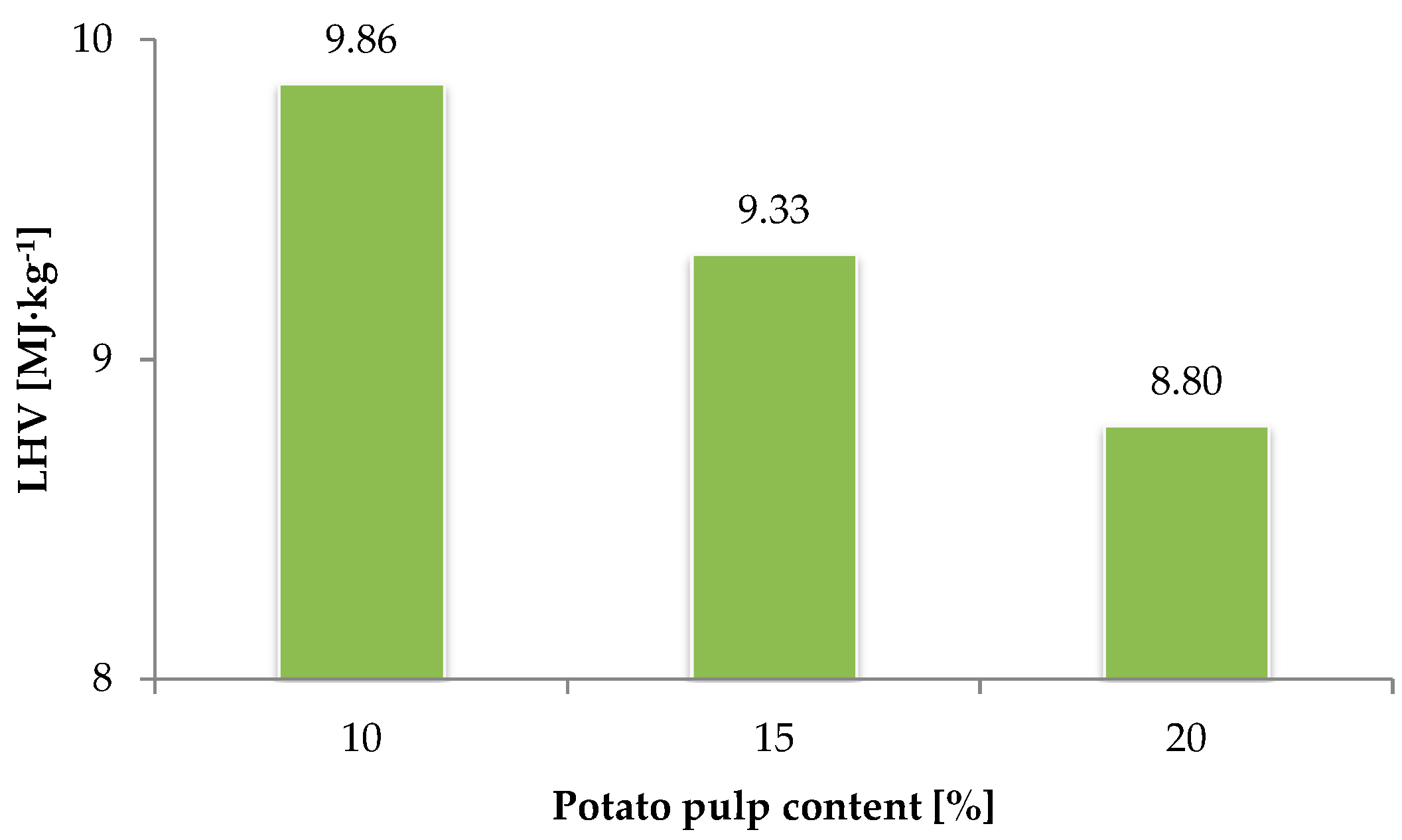
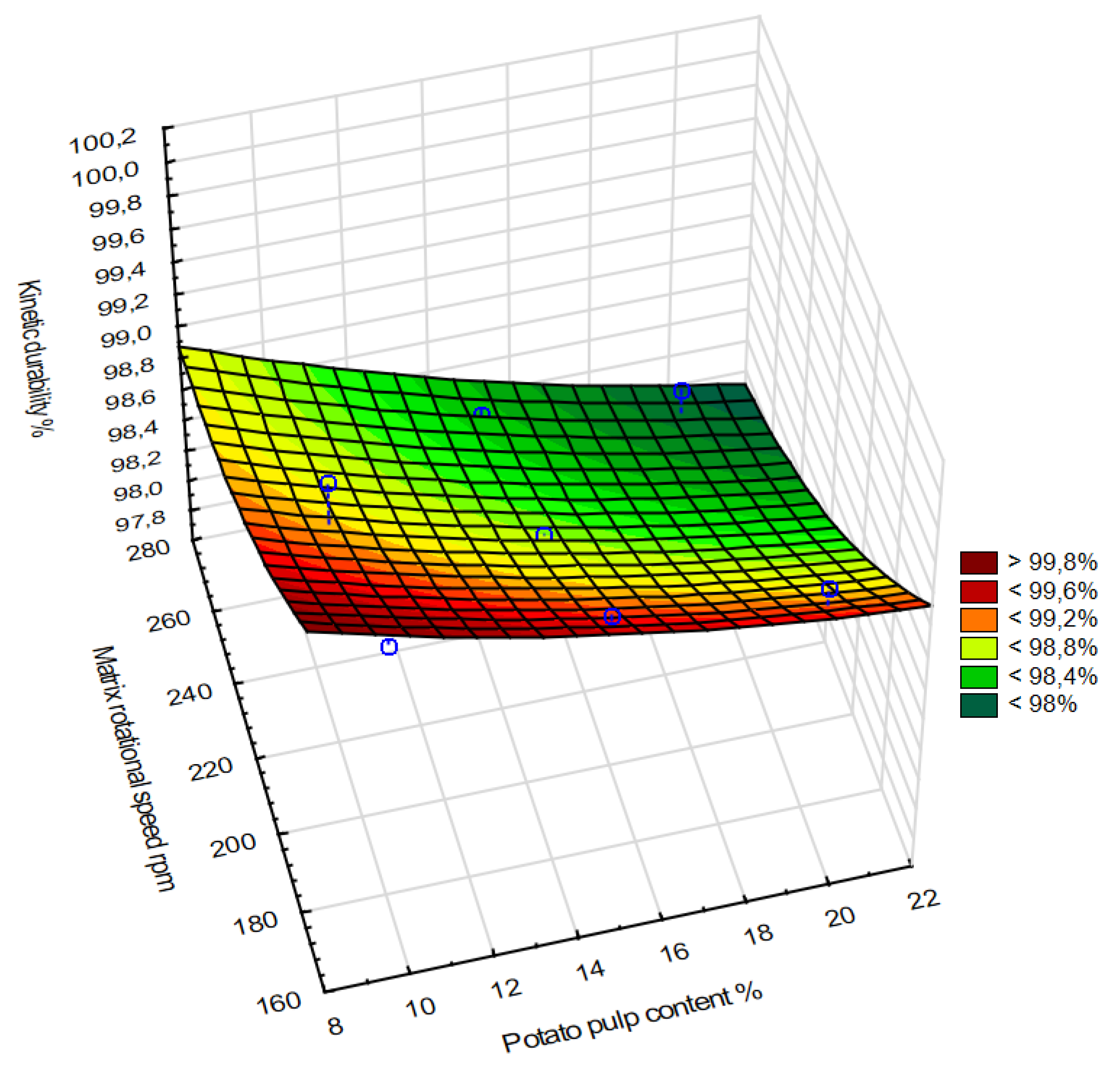
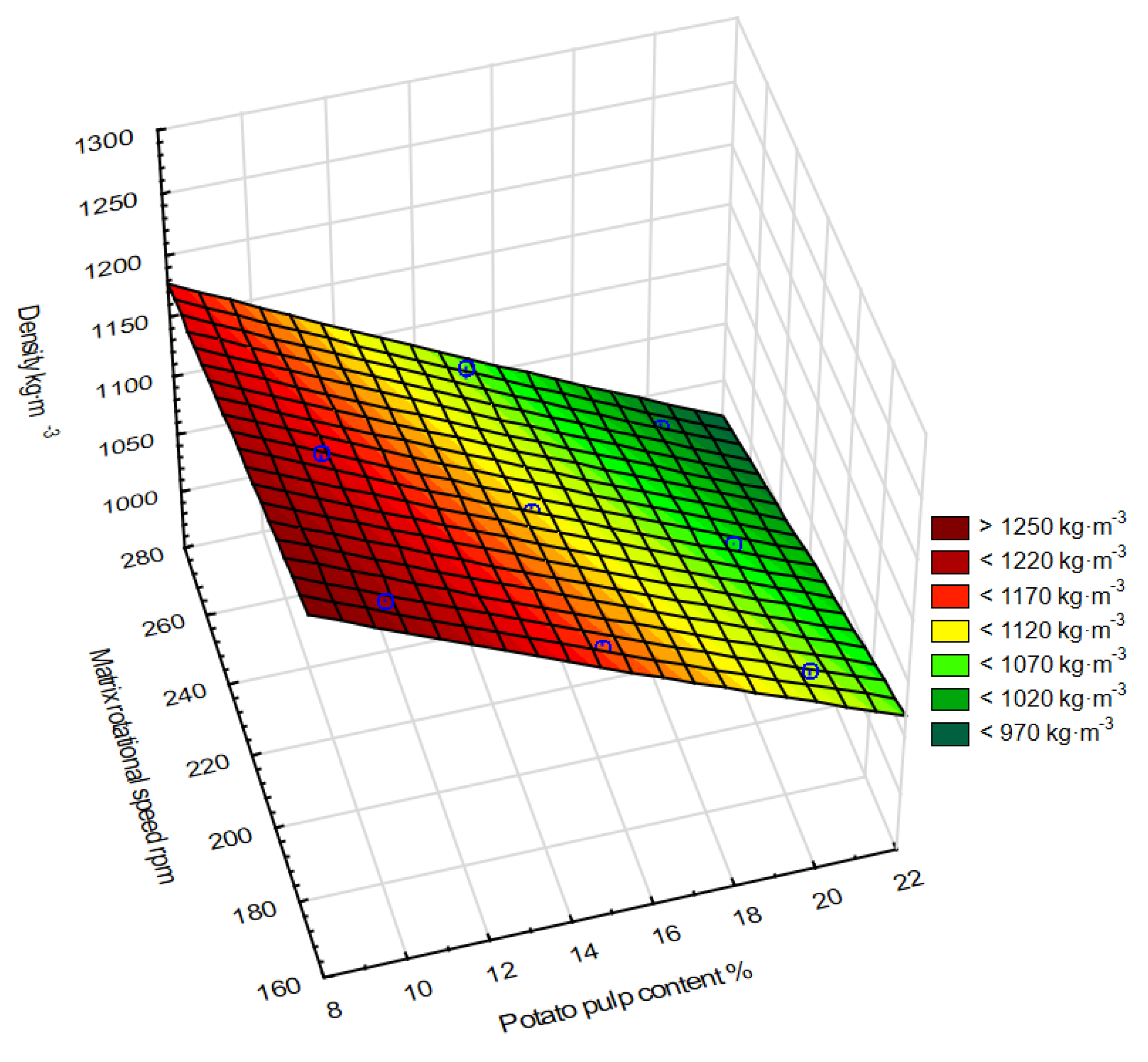
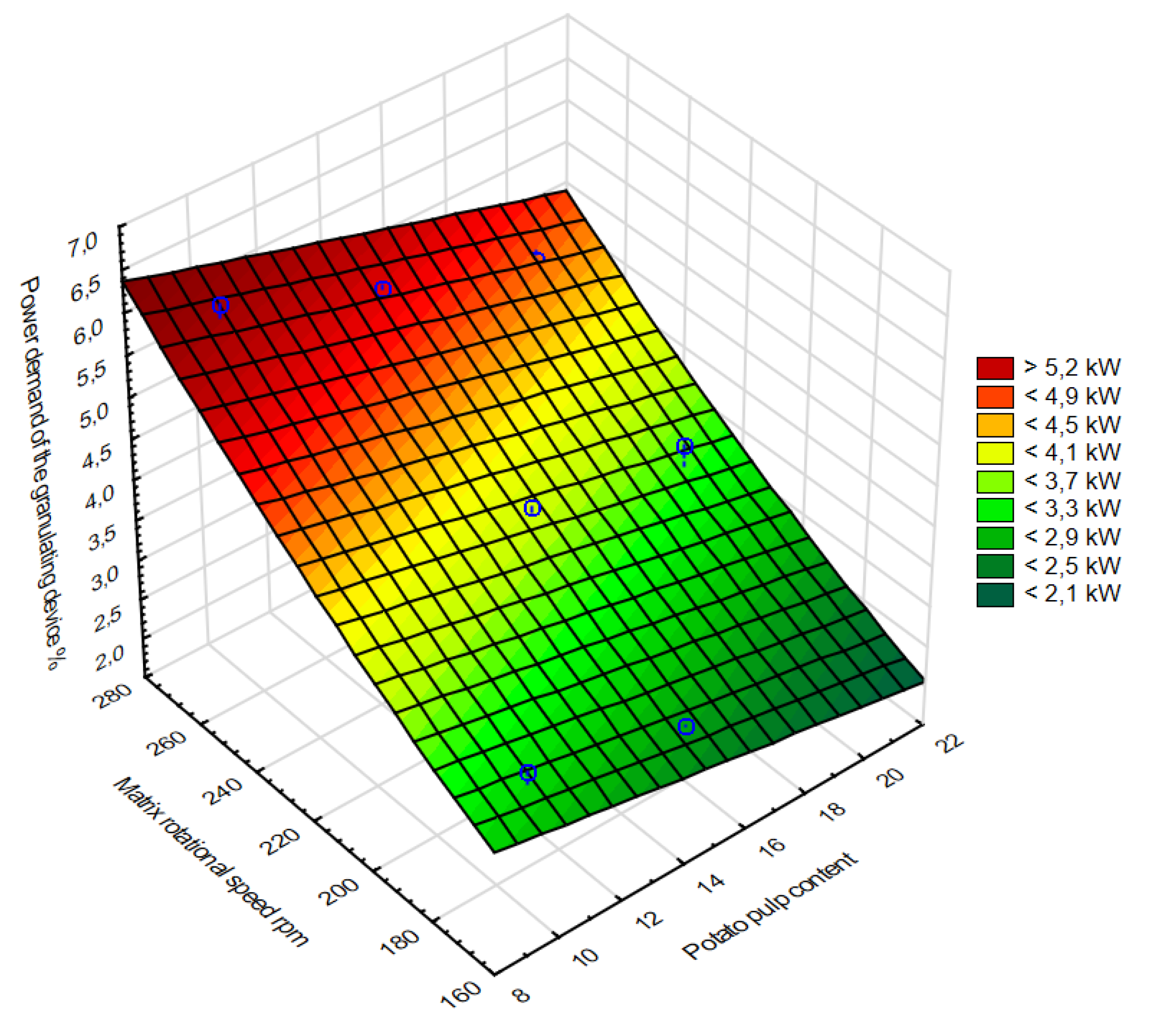
3.2. Pressure Agglomeration Process
3.3. Emissions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dołżyńska, M.; Obidziński, S.; Kowczyk-Sadowy, M.; Krasowska, M.; Karczewski, K.; Jóźwiak, D.; Buczyński, R. Pressure Agglomeration Process of Bakery Industry Waste. Proceedings 2019, 16, 37. [Google Scholar] [CrossRef]
- European Parliament and of the Council of 19 November 2008 on waste and repealing certain Directives, OJ L312/3-30 of 22.11.2008. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32008L0098 (accessed on 1 October 2019).
- Czekała, W.; Lewicki, A.; Pochwatka, P.; Czekała, A.; Wojcieszak, D.; Jozwiakowski, K.; Waliszewska, H. Digestate management in polish farms as an element of the nutrient cycle. J. Clean. Prod. 2020, 242, 118454. [Google Scholar] [CrossRef]
- Czekała, W. Agricultural Biogas Plants as a Chance for the Development of the Agri-Food Sector. J. Ecol. Eng. 2018, 19, 179–183. [Google Scholar] [CrossRef]
- Cengiz, N.Ü.; Yıldız, G.; Sert, M.; Gokkaya, D.S.; Saglam, M.; Yüksel, M.; Ballice, L. Hydrothermal gasification of a biodiesel by-product crude glycerol in the presence of phosphate based catalysts. Int. J. Hydrogen Energy 2015, 40, 14806–14815. [Google Scholar] [CrossRef]
- Galanakis, C.M. Recovery of high added-value components from food waste: Conventional, emerging technologies and commercialized applications. Trends Food Sci. Technol. 2012, 26, 68–87. [Google Scholar] [CrossRef]
- Laufenberg, G.; Kunz, B.; Nystroem, M. Transformation of vegetable waste into value added products: (A) the upgrading concept; (B) practical implementations. Bioresour. Technol. 2003, 87, 167–198. [Google Scholar] [CrossRef]
- Lin, C.S.K.; Pfaltzgraff, L.A.; Herro-Davilas, L.; Mubofu, E.B.; Abderrahim, S.; Clark, J.H.; Koutinas, A.A.; Kopsahelis, N.; Stamatelatou, K.; Dickson, F.; et al. Food waste as a valuable resource for the production of chemicals, materials and fuels. Current situation and global perspective. Energy Environ. Sci. 2013, 6, 426–464. [Google Scholar] [CrossRef]
- Polish Journal of Laws 2001 No. 62 item 628. Act of 27 April 2001 on waste. Available online: https://www.global-regulation.com/translation/poland/10093814/the-act-of-27-april-2001%252c-the-environmental-protection-law.html (accessed on 2 October 2019).
- Benitéz, V.; Molla, E.; Martin-Cabrejas, M.A.; Aguilera, Y.; Lopez-Andreu, F.J.; Cools, K.; Terry, L.A.; Esteban, R.M. Characterization of industrial onion wastes (Allium cepa L): Dietary fiber and bioactive compounds. Plant Foods Hum. Nutr. 2011, 66, 48–57. [Google Scholar] [CrossRef]
- Waldron, K.W. Useful ingredients from onion waste. Food Sci. Technol. 2001, 15, 38–41. [Google Scholar]
- Ly, T.; Hazama, C.; Shimoyamada, M.; Ando, H.; Kato, K.; Yamauchi, R. Antioxidative compounds from the outer scales of onion. J. Agric. Food Chem. 2005, 53, 8183–8189. [Google Scholar] [CrossRef]
- Roldan, E.; Sanchez-Moreno, C.; Ancos, B.; Cano, M. Characterization of onion (Allium cepa L.) products as food ingredients with antioxidant and antibrowning properties. Food Chem. 2008, 108, 907–916. [Google Scholar] [CrossRef] [PubMed]
- Albishi, T.; John, J.; Al-Khalifa, A.; Shahidi, F. Antioxidative phenolic constituents of skin of onion varieties and their activities. J. Funct. Foods 2013, 5, 1191–1203. [Google Scholar] [CrossRef]
- Obidziński, S.; Hejft, R.; Dołżyńska, M. Badanie procesu granulowania odpadów zbożowych/Research on granulation of cereal waste. Przemysł Chem. 2017, 96, 2360–2363. [Google Scholar]
- Dołżyńska, M.; Obidziński, S.; Kowczyk-Sadowy, M.; Krasowska, M. Densification and Combustion of Cherry Stones. Energies 2019, 12, 3042. [Google Scholar] [CrossRef]
- Ohman, M.; Boman, C.; Hedman, H.; Eklund, R. Residential combustion performance of pelletized hydrolysis residue from lignocellulosic ethanol production. Energy Fuels 2006, 20, 298–304. [Google Scholar] [CrossRef]
- Miranda, T.; Arranz, J.I.; Montero, I.; Román, S.; Rojas, C.V.; Nogales, S. Characterization and combustion of olive pomace and forest residue pellets. Fuel Process. Technol. 2012, 103, 91–96. [Google Scholar] [CrossRef]
- Chou, C.S.; Lin, S.H.; Lu, W.C. Preparation and characterization of solid biomass fuel made from rice straw and rice bran. Fuel Process. Technol. 2009, 90, 980–987. [Google Scholar] [CrossRef]
- Chou, C.S.; Lin, S.H.; Peng, C.C.; Lu, W.C. The optimum conditions for preparing solid fuel briquette of rice straw by a piston-mold process using the Taguchi method. Fuel Process. Technol. 2009, 90, 1041–1046. [Google Scholar] [CrossRef]
- Celma, A.R.; Cuadros, F.; López-Rodríguez, F. Characterization of pellets from industrial tomato residues. Food Bioprod. Process. 2012, 90, 700–706. [Google Scholar] [CrossRef]
- Stahl, M.; Berghel, J. Energy efficient pilot-scale production of wood fuel pellets made from a raw material mix including sawdust and rapeseed cake. Biomass Bioenergy 2011, 35, 4849–4854. [Google Scholar] [CrossRef]
- Sotannde, O.A.; Oluyege, A.O.; Abah, G.B. Physical and combustion properties of charcoal briquettes from neem wood residues. Int. Agrophisics 2010, 24, 189–194. [Google Scholar]
- Chachułowa, J. Pasze/Feed; Wydawnictwo Fundacja Rozwój SGGW: Warszawa, Poland, 1997. [Google Scholar]
- Obidziński, S. Analysis of usability of potato pulp as solid fuel. Fuel Process. Technol. 2012, 94, 67–74. [Google Scholar] [CrossRef]
- Obidziński, S. Pelletization of biomass waste with potato pulp content. Int. Agrophys. 2014, 28, 85–91. [Google Scholar] [CrossRef][Green Version]
- Obidziński, S. Utilization of post-production waste of potato pulp and buckwheat hulls in the form of pellets. Pol. J. Environ. Stud. 2014, 23, 1391–1395. [Google Scholar]
- Obidziński, S.; Joka, M.; Bieńczak, A.; Jadwisieńczak, K. Tests of the process of post-production onion waste pelleting. J. Res. Appl. Agric. Eng. 2017, 62, 89–92. [Google Scholar]
- Obidziński, S.; Hejft, R. The influence of potato pulp addition to the oat bran on the energy consumption of the pelletisation process and pellets quality. J. Res. Appl. Agric. Eng. 2013, 58, 133–138. [Google Scholar]
- PN-R-64798: 2009. Feed - Determination of fragmentation; Polish Committee for Standardization: Warsaw, Poland, 2009. [Google Scholar]
- PN-EN 14774-1: 2010. Solid biofuels - Determination of moisture content - Drying method - Part 1: Total moisture - Reference method; Polish Committee for Standardization: Warsaw, Poland, 2010. [Google Scholar]
- PN-EN ISO 17828:2016. Solid biofuels - Determination of bulk density; Polish Committee for Standardization: Warsaw, Poland, 2016. [Google Scholar]
- PN-EN ISO 16948:2016. Solid biofuels - Determination of total carbon, hydrogen and nitrogen content; Polish Committee for Standardization: Warsaw, Poland, 2016. [Google Scholar]
- PN-EN ISO 16994:2016. Solid biofuels - Determination of total sulfur and chlorine content; Polish Committee for Standardization: Warsaw, Poland, 2016. [Google Scholar]
- PN-EN ISO 18123:2017. Solid biofuels - Determination of volatile matter; Polish Committee for Standardization: Warsaw, Poland, 2017. [Google Scholar]
- PN-EN ISO 18134:2017. Solid biofuels - Determination of moisture content - Drying method - Part 3: Moisture in the sample for general analysis; Polish Committee for Standardization: Warsaw, Poland, 2017. [Google Scholar]
- PN-EN ISO 18122:2017. Solid biofuels - Determination of ash content; Polish Committee for Standardization: Warsaw, Poland, 2017. [Google Scholar]
- PN-ISO 1928:2002. Solid fuels - Determination of heat of combustion by calorimetric bomb method and calorific value calculation; Polish Committee for Standardization: Warsaw, Poland, 2002. [Google Scholar]
- PN-R-64834:1998. Feed - Test for the kinetic strength of granules; Polish Committee for Standardization: Warsaw, Poland, 1998. [Google Scholar]
- Dołżyńska, M.; Obidziński, S.; Simiński, P. Ocena granulatów z odpadów konopi siewnej jako biopaliwa/Evaluation of granulates from hemp waste as a biofuel. Przemysł Chem. 2018, 97, 686–688. [Google Scholar]
- Frączek, J.; Kurpaska, S.; Łapczyńska-Kordon, B. Thermal Conversion of Biomass; Polskie Towarzystwo Inżynierii Rolniczej: Kraków, Poland, 2011. [Google Scholar]
- Szatyłowicz, E.; Skoczko, I. Evaluation of the PAH Content in Soot from Solid Fuels Combustion in Low Power Boilers. Energies 2019, 12, 4254. [Google Scholar] [CrossRef]
- Demirbaş, A. Combustion characteristics of different biomass fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Dołżyńska, M.; Obidziński, S. Wpływ dodatku zużytego oleju spożywczego na efekty spalania osadów ściekowych/Impact of used cooking oil addition on the effects of burning sewage sludge. Przemysł Chem. 2017, 96, 1848–1851. [Google Scholar]
- Stępień, J.C.; Salij, A.; Psuj, K. Analiza techniczna i elementarna wybranych rodzajów biomasy oraz węgla kamiennego/Technical and elemental analysis of selected types of biomass and hard coal. Rynek Energii 2018, 3, 65–69. [Google Scholar]
- Lewandowski, W.M.; Ryms, M. Biopaliwa: Proekologiczne Odnawialne Źródła Energii/Biofuels: Pro-Ecological Renewable Energy Sources; Wydawnictwo WNT: Warszawa, Poland, 2013. [Google Scholar]
- Obernberger, I.; Brunner, T.; Barnthaler, G. Chemical properties of solid biofuels—Significance and impact. Biomass Bioenergy 2006, 30, 973–982. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.A.; Demirbaş, A.; Hossaina, M.S.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Kriżan, M.; Kristof, K.; Angelović, M.; Jobbagy, J.; Urbanovićova, O. Energy potential of densified biomass from maize straw in form of pellets and briquettes. Agron. Res. 2018, 16, 474–482. [Google Scholar]
- Zając, G.; Szyszlak-Bargłowicz, J. Wpływdodatkuotrąbżytnichnawłasnościenergetycznepeletów z biomasyślazowcapensylwańskiego/The influence of rye bran additive on energy properties of pellets from syllab of Columbian mallow. Autobusy Tech. Eksploat. Syst. Transp. 2011, 10, 459–464. [Google Scholar]
- Obidzinski, S.; Piekut, J.; Dec, D. The influence of potato pulp content on the properties of pellets from buckwheat hulls. Renew. Energy 2016, 87, 289–297. [Google Scholar] [CrossRef]
- Zwiślak, K.; Sobczak, P.; Panasiewicz, M.; Mazur, J.; Nadulski, R.; Starek, A. Wpływ wielkości frakcji otrąb pszennych na jakość granulatu. Inżynieria Przetwórstwa Spożywczego 2014, 3, 25–28. [Google Scholar]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Alakangas, E.; Paju, P. Wood Pellets in Finland—Technology, Economy and Market; OPET Report 5; VTT Processes: Jyvaskyla, Finland, 2002. [Google Scholar]
- Obidziński, S. Doctoral dissertation. In Pelleting of Plant Materials in an Annular Granulator Working System; Bialystok University of Technology: Białystok, Poland, 2005. [Google Scholar]
- Hejft, R. Ciśnieniowa Aglomeracja Materiałów Roślinnych/Pressure Agglomeration of Plant Materials; Biblioteka Problemów Eksploatacji, Radom: Białystok, Poland, 2002. [Google Scholar]
- Jiang, L.; Liang, J.; Yuan, X.; Li, H.; Li, C.; Xiao, Z. Co-pelletization of sewage sludge and biomass: The density and hardness of pellet. Bioresour. Technol. 2014, 166, 435–443. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Jiang, L.B.; Li, C.Z.; Liang, J.; Yuan, X.Z.; Xiao, Z.H. Co-pelletization of sewage sludge and biomass: The energy input and properties of pellets. Fuel Process. Technol. 2015, 132, 55–61. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Brunerová, A.; Roubík, H.; Brožek, M.; Herák, D.; Šleger, V.M. Potential of Tropical Fruit Waste Biomass for Production of Bio-Briquette Fuel: Using Indonesia as an Example. Energies 2017, 10, 2119. [Google Scholar] [CrossRef]
- Cui, X.; Yang, J.; Shi, X.; Lei, W.; Huang, T.; Bai, C. Experimental Investigation on the Energy Consumption, Physical, and Thermal Properties of a Novel Pellet Fuel Made from Wood Residues with Microalgae as a Binder. Energies 2019, 12, 3425. [Google Scholar] [CrossRef]
- Shaw, M.D.; Tabil, L.G. Compression and relaxation characteristics of selected biomass grinds. In Proceedings of the ASAE Annual International Meeting, Minneapolis, MN, USA, 17–20 June 2007; ASAE Paper No. 076183; ASAE: St. Joseph, MI, USA, 2007. [Google Scholar]
- Mediavilla, I.; Esteban, L.S.; Fernández, M.J. Optimisation of pelletisation conditions for poplar energy crop. Fuel Process. Technol. 2012, 104, 7–15. [Google Scholar] [CrossRef]
- Obidziński, S.; Joka, M.; Fijoł, O. Two-stage agglomeration of fine-grained herbal waste of nettle. Int. Agrophisics 2017, 31, 515–523. [Google Scholar] [CrossRef]
- PN EN-303-5: 2012. Boilers - Part 5: Boilers for solid fuels with manual and automatic fuel feed with a nominal power of up to 500 kW - Terminology, requirements, testing and marking; Polish Committee for Standardization: Warsaw, Poland, 2012. [Google Scholar]
- Nussbaumer, T. Combustion and co-combustion of biomass. In Proceedings of the 12th European Biomass Conference, Amsterdam, The Netherlands, 17–21 June 2002. [Google Scholar]
- Glarborg, P.; Miller, J.A.; Ruscic, B.; Klippenstein, S.J. Modeling nitrogen chemistry in combustion. Prog. Energy Combust. Sci. 2018, 67, 31–68. [Google Scholar] [CrossRef]
- Mladenović, M.; Paprika, M.; Marinković, A. Denitrification techniques for biomass combustion. Renew. Sustain. Energy Rev. 2018, 82, 3350–3364. [Google Scholar] [CrossRef]
- Pudlik, W. Termiczna Przeróbka Odpadów. Podstawy teoretyczne/Thermal Waste Treatment. Theoretical Basics; WydawnictwoPolitechniki: Gdańskiej, Poland, 2014. [Google Scholar]
- Obernberger, I. Physical characteristics and chemical composition of solid biomass fuels. Thermochemical Biomass Conversion; Script for the Lecture; Eindhofen University of Technology, Department for Mechanical Engineering, Section Process Technology: Eindhofen, The Netherlands, 2003. [Google Scholar]
- Spiegel, M. Corrosion in molten salts. Mater. Sci. Mater. Eng. 2010, 1, 316–330. [Google Scholar]
- Obernberger, I. Nutzung fester Biomasse in VerbrennungsanlagenunterbesondererBerücksichtigung des Verhaltensaschebildender Elemente; Schriftenreihe Thermische Biomassenutzung, Band 1; Osterreichdbv-Verlag der Technischen Universitat Graz: Graz, Austria, 1997. [Google Scholar]
- Król, D.; Borsukiewicz-Gozdur, A. Energy from sawmill and agricultural waste biomass. ArchiwumGospodarkiOdpadamiiOchronyŚrodowiska 2014, 16, 87–94. [Google Scholar]
- Hardy, T.; Kordylewski, W.; Mościcki, K. Zagrożenie korozją chlorkową w wyniku spalania i współspalania biomasy w kotłach. ArchiwumSpalania 2009, 9, 181–195. [Google Scholar]
- Ren, X.; Sun, R.; Chi, H.-H.; Meng, X.; Li, Y.; Levendis, Y.A. Hydrogen chloride emissions from combustion of raw and torrefiedbiomass. Fuel 2017, 200, 37–46. [Google Scholar] [CrossRef]
- Williams, A.; Jones, J.M.; Ma, L.; Pourkashanian, M. Pollutants from the combustion of solid biomass fuels. Prog. Energy Combust. Sci. 2012, 38, 113–137. [Google Scholar] [CrossRef]
- Rabacal, M.; Fernandes, U.; Costa, M. Combustion and emission characteristics of a domestic boiler fired with pellets of pine, industrial wood wastes and peach Stones. Renew. Energy 2013, 51, 220–226. [Google Scholar] [CrossRef]
- Wandrasz, J.W.; Wandrasz, A.J. Paliwa Formowane Biopaliwai Paliwa z Odpadów w Procesach Termicznych/Fuels Formed by Biofuels and Fuels from Waste in Thermal Processes; Wyd. Seidel-Przywecki: Warszawa, Poland, 2006. [Google Scholar]
- Szyszlak-Bargłowicz, J.; Zając, G.; Słowik, T. Badanie emisji wybranych zanieczyszczeń gazowych podczas spalania peletów z agro biomasy w kotle małej mocy. RocznikOchronaŚrodowiska 2017, 19, 715–730. [Google Scholar]
- Zając, G.; Szyszlak-Bargłowicz, J.; Gołębiowski, W.; Szczepanik, M. Chemical Characteristics of Biomass Ashes. Energies 2018, 11, 2885. [Google Scholar] [CrossRef]
- Sornek, K.; Filipowicz, M.; Kurcz, L.; Szubel, M.; Rosół, M.; Rzepka, K.; Ręka, J. Sterowaniepracąpiecokominka a emisjatlenkuwęgla do atmosfery/Controlling the operation of the fireplace stove and the emission of carbon monoxide into the atmosphere. InżynieriaiOchronaŚrodowiska 2015, 18, 497–512. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Onion Husks | Potato Pulp |
|---|---|---|
| Moisture [%] wb | 9.45 ± 0.26 | 90.11 ± 0.12 |
| Bulk density [kg·m−3] wb | 159.40 ± 7.34 | 521.24 ± 1.87 |
| Volative matter [%] db | 62.11 ± 0.42 | 68.44 ± 0.55 |
| Ash [%] db | 19.80 ± 0.38 | 12.19 ± 0.24 |
| Carbon [%] db | 30.60 ± 0.46 | 41.27 ± 0.56 |
| Hydrogen [%] db | 3.85 ± 0.01 | 5.36 ± 0.02 |
| Nitrogen [%] db | 1.00 ± 0.00 | 0.88 ± 0.00 |
| Sulphur [%] db | 0.499 ± 0.001 | 0.441 ± 0.002 |
| Chlorine [%] db | 0.025 | 0.013 |
| Oxygen 1 [%] db | 64.03 | 47.96 |
| HHV [MJ·kg−1] wb | 12.077 ± 0.10 | 2.503 ± 0.059 2 |
| LHV [MJ·kg−1] wb | 10.491 | 0.242 |
| Parameter | Value | |
|---|---|---|
| Onion Husks + Potato Pulp | Cherry Stones + Rye Bran [16] | |
| CO2 [%] | 7.27 | 7.20 |
| CO [mg·Nm−3] | 703.98 | 432.45 |
| SO2 [mg·Nm−3] | 216.47 | 38.62 |
| NO [mg·Nm−3] | 307.14 | 264.69 |
| HCl [mg·Nm−3] | 36.63 | 4.38 |
| The actual oxygen concentration in the exhaust [%] | 14.78 | 10.96 |
| λ [-] | 3.20 | 2.04 |
| Average flue gas temperature in the boiler outlet [°C] | 120 | 170 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obidziński, S.; Dołżyńska, M.; Kowczyk-Sadowy, M.; Jadwisieńczak, K.; Sobczak, P. Densification and Fuel Properties of Onion Husks. Energies 2019, 12, 4687. https://doi.org/10.3390/en12244687
Obidziński S, Dołżyńska M, Kowczyk-Sadowy M, Jadwisieńczak K, Sobczak P. Densification and Fuel Properties of Onion Husks. Energies. 2019; 12(24):4687. https://doi.org/10.3390/en12244687
Chicago/Turabian StyleObidziński, Sławomir, Magdalena Dołżyńska, Małgorzata Kowczyk-Sadowy, Krzysztof Jadwisieńczak, and Paweł Sobczak. 2019. "Densification and Fuel Properties of Onion Husks" Energies 12, no. 24: 4687. https://doi.org/10.3390/en12244687
APA StyleObidziński, S., Dołżyńska, M., Kowczyk-Sadowy, M., Jadwisieńczak, K., & Sobczak, P. (2019). Densification and Fuel Properties of Onion Husks. Energies, 12(24), 4687. https://doi.org/10.3390/en12244687