The Effects of Coke Parameters and Circulating Flue Gas Characteristics on NOx Emission during Flue Gas Recirculation Sintering Process

Abstract
1. Introduction
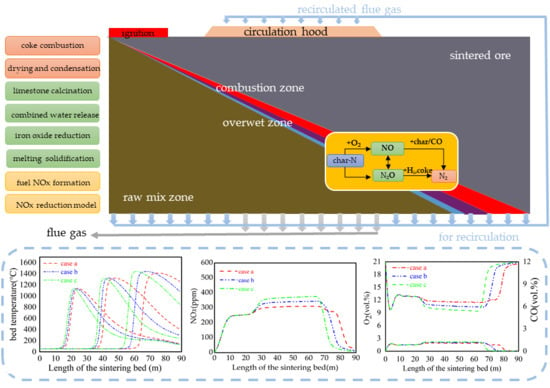
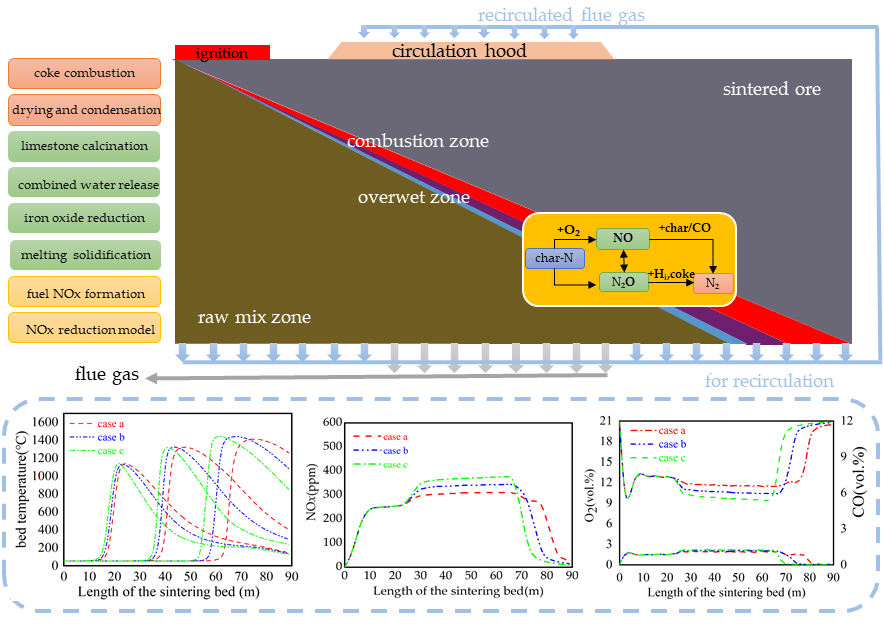
2. Mathematical Model of Sintering
2.1. Governing Equations
2.2. Main Reaction Models
2.2.1. Gasification and Combustion of Solid Fuel
2.2.2. Evaporation and Condensation of Water
2.2.3. Thermal Decomposition of Limestone
2.2.4. Thermal Dissociation of Slaked Lime
2.2.5. Reduction of Iron Oxides
2.2.6. Melting and Consolidation of Minerals
2.3. NOx Generation and Reduction Model
2.3.1. Fuel NOx Formation Model
2.3.2. NOx Reduction Model
2.4. Model Key Parameters and Numerical Methods
2.5. Initial and Boundary Conditions
3. Results and Discussion
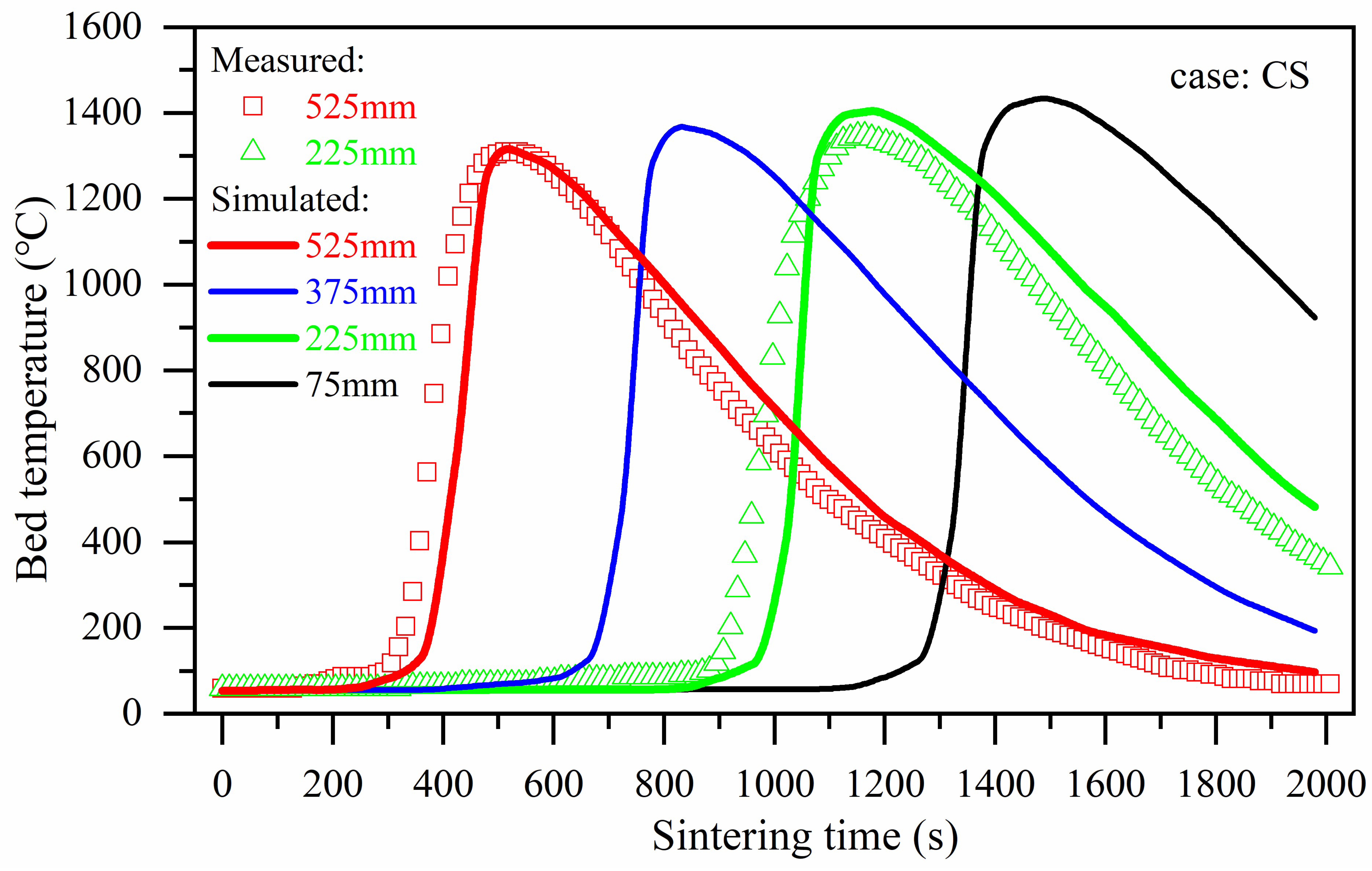
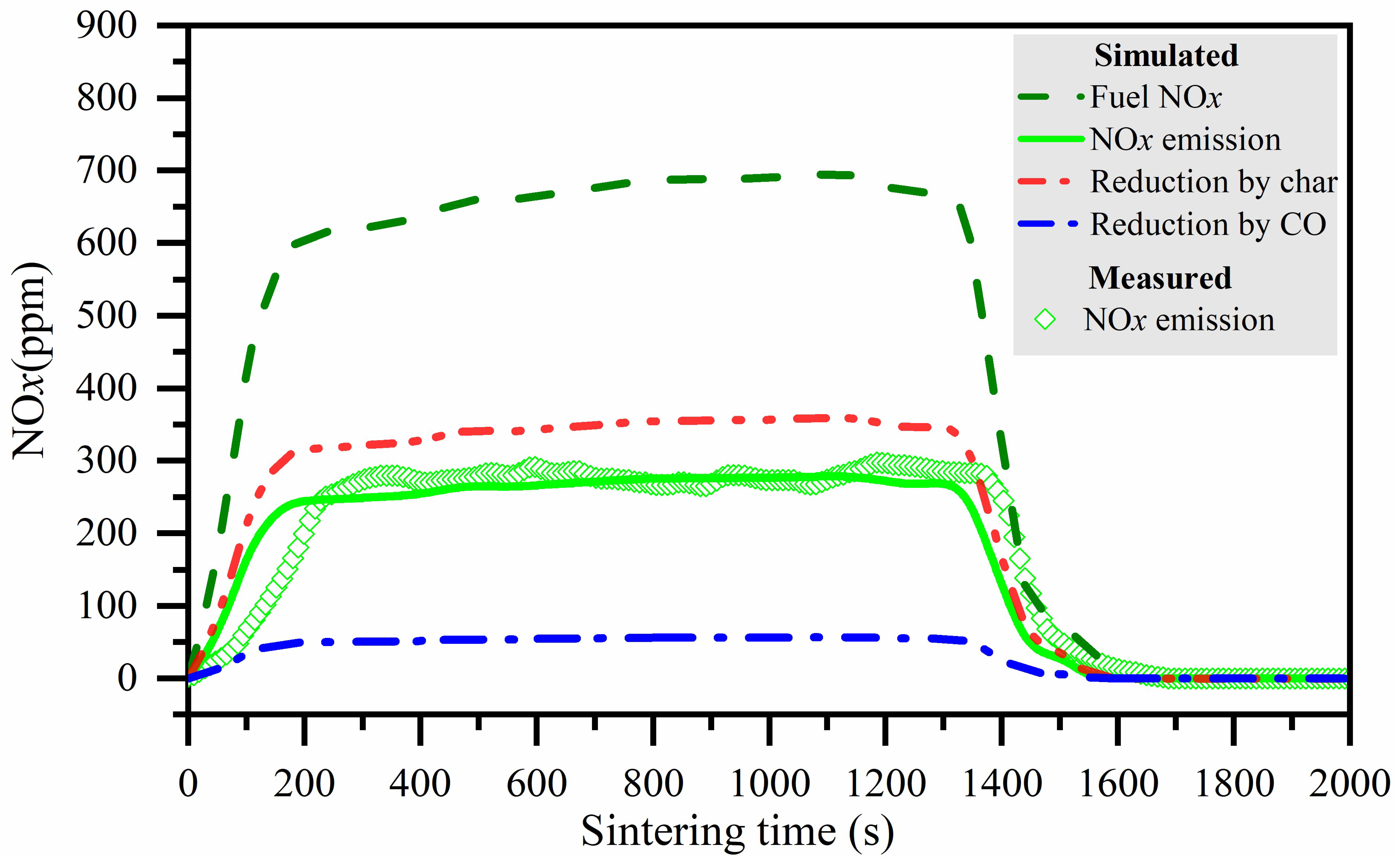
3.1. Model Verification
3.2. Effect of Circulating Flue Gas Characteristics on NOx Emissions
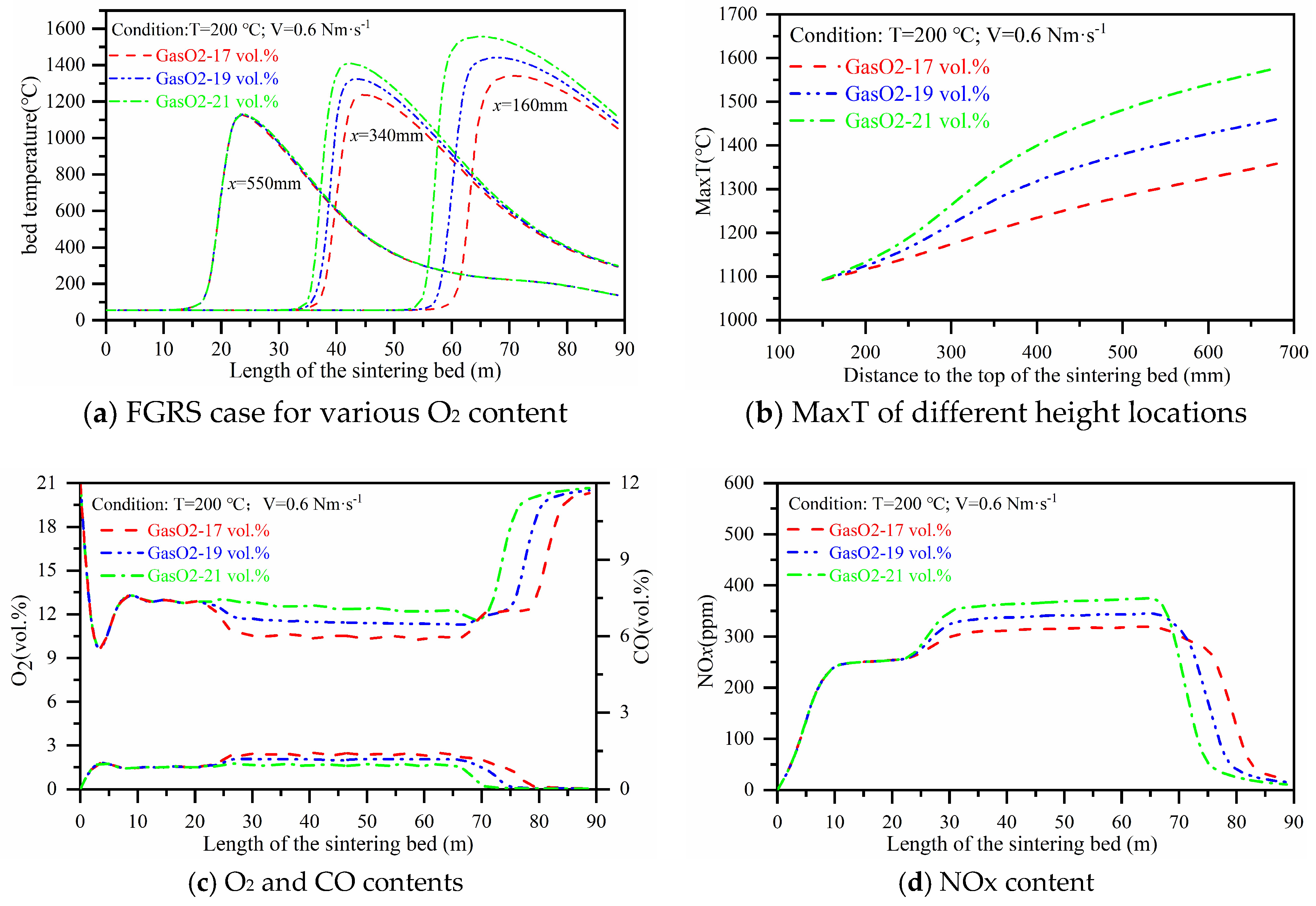
3.2.1. Circulating Gas O2 Content
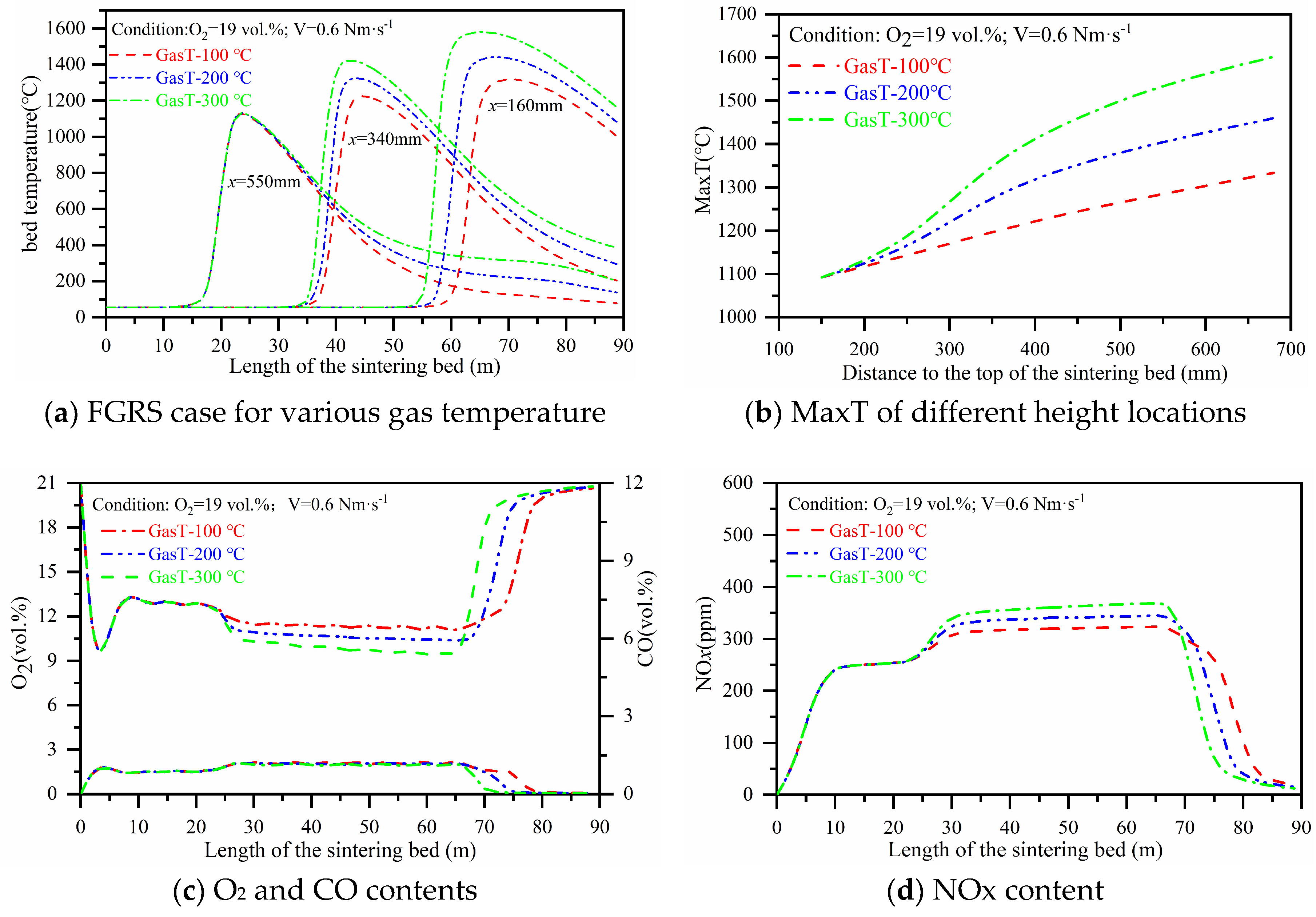
3.2.2. Circulating Gas Temperature
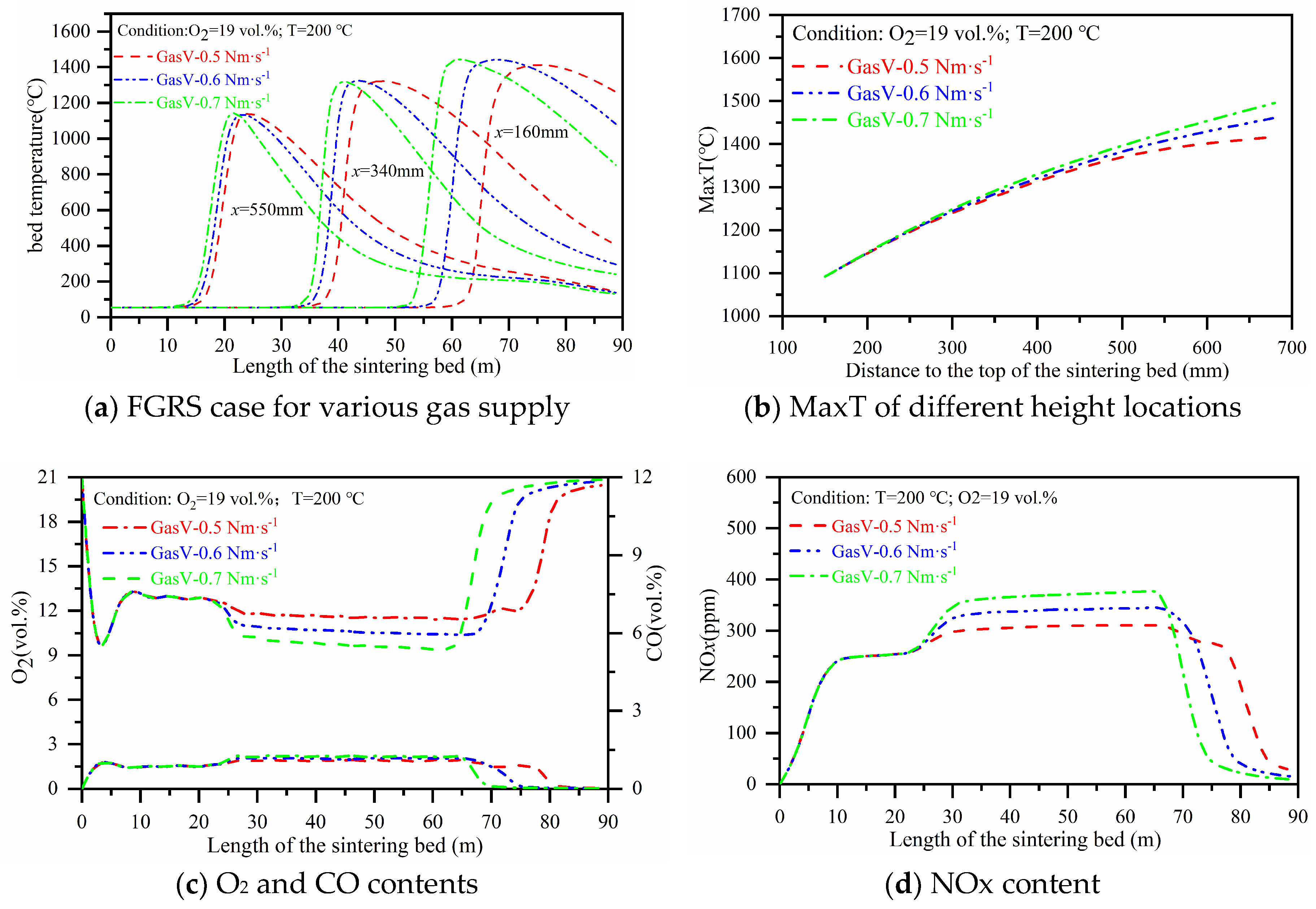
3.2.3. Circulating Gas Supply
3.3. Effect of Coke Particle Size and Coke Rate on NOx Emissions
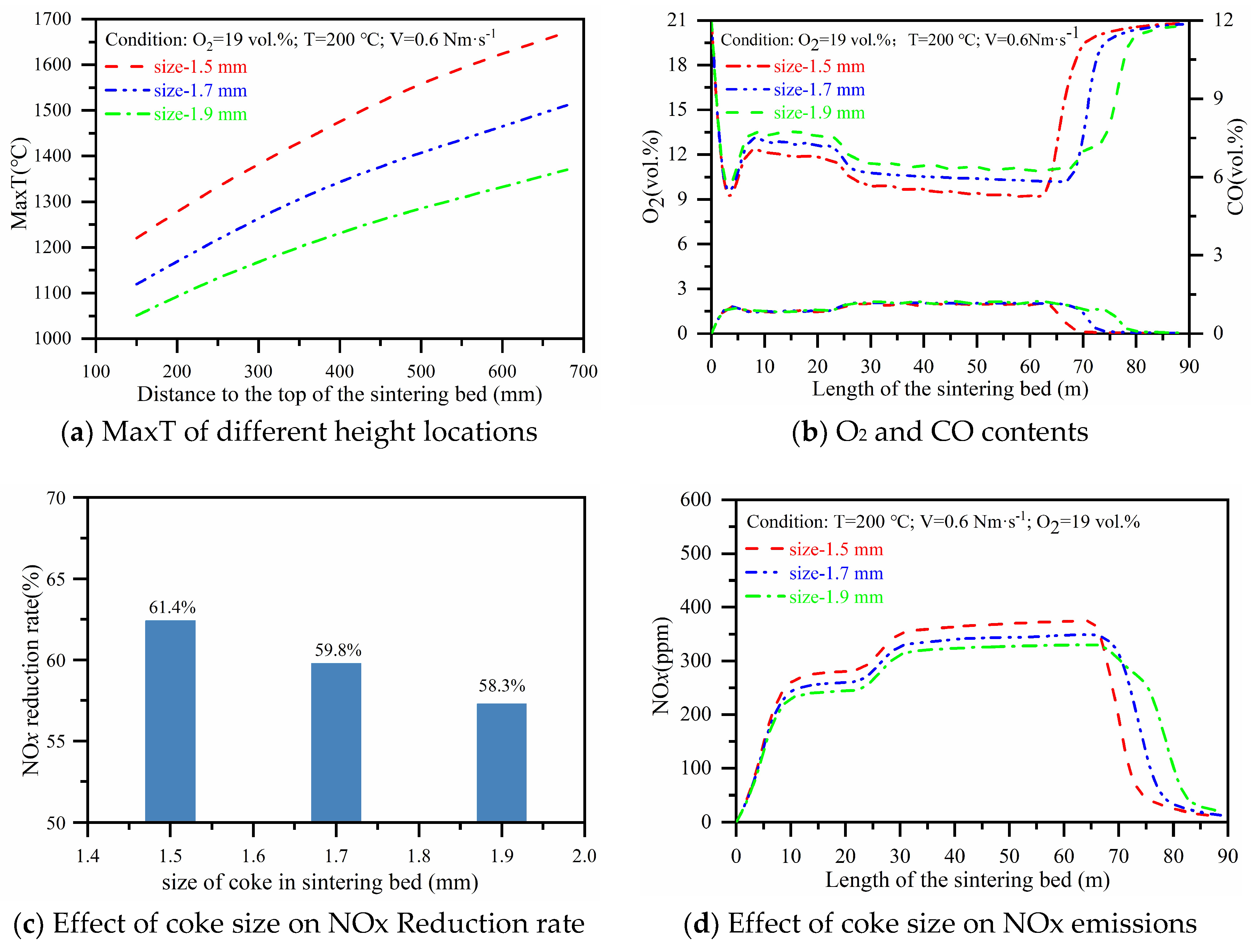
3.3.1. Coke Particle Size
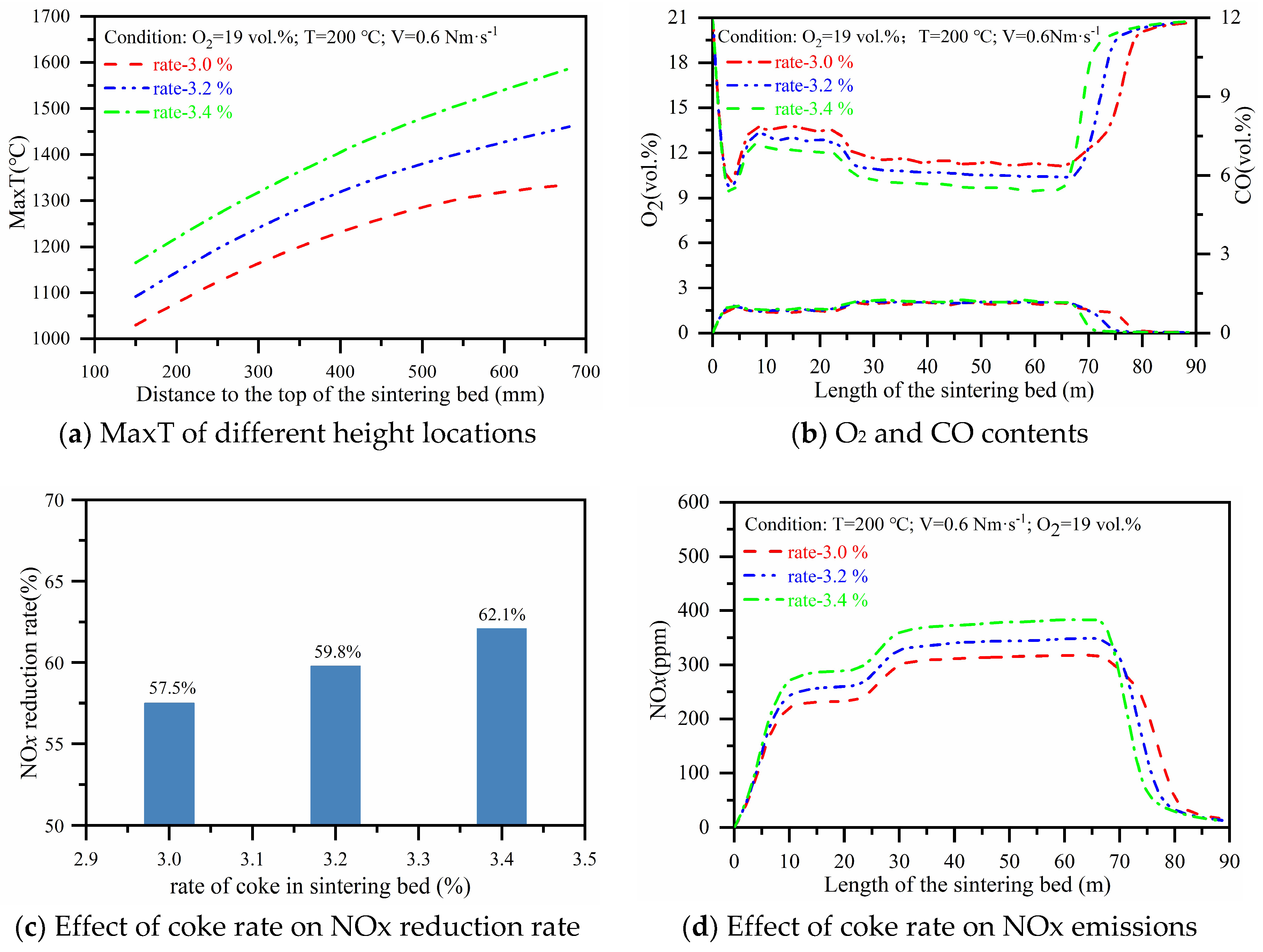
3.3.2. Coke Rate
3.4. Analysis of Energy-Saving and Emission-Reduction Features of FGRS
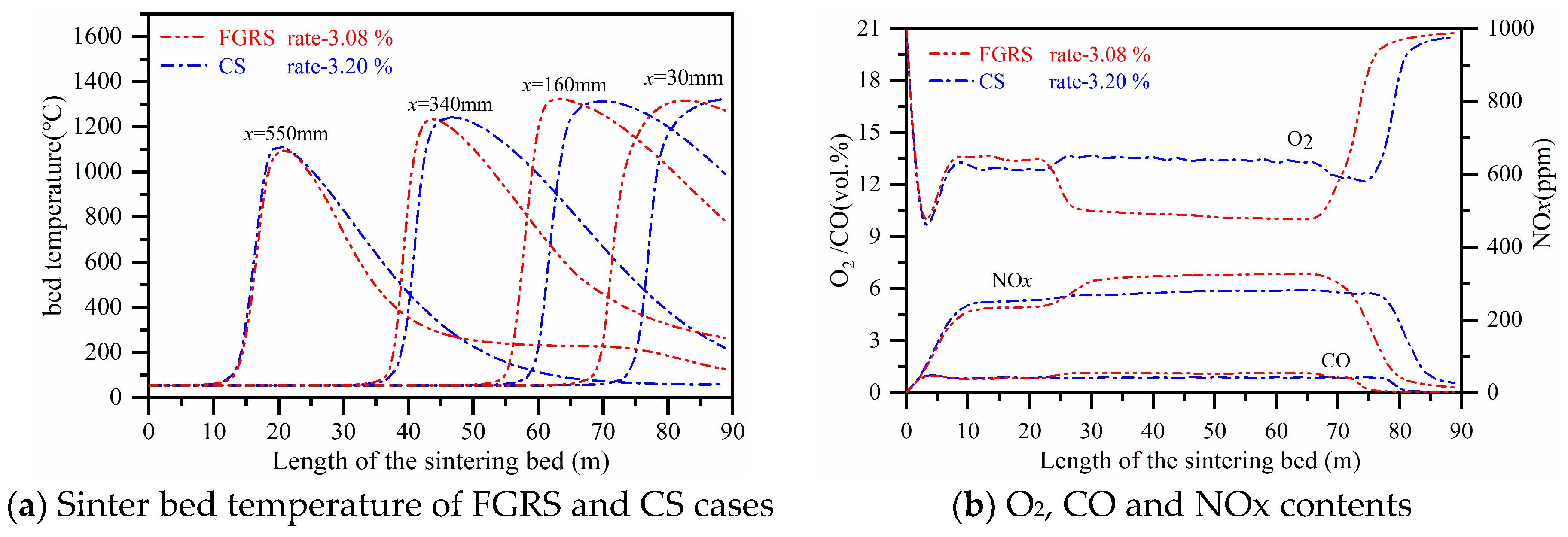
3.4.1. Comparison of Flue Gas Recirculation Sintering and Conventional Sintering
3.4.2. Energy-Saving and Emission-Reduction Feature Analyses
- (1)
- Coke energy saving: For FGRS, the sensible heat and latent heat of the circulating flue gas can be fully utilized. Simulation results show that the coke content of the sintering raw material under the flue gas circulation sintering condition is reduced from 3.2% to 3.08%, i.e., 3.75% coke consumption is saved. Thus, the new process can be considered to appropriately reduce the solid fuel consumption, and its value is 1.2 kg/t sinter. If the sintering machine capacity is calculated according to the output of 650 t/h and an annual running time of 8000 h, the annual savings of coke powder is 6.24 × 106 kg, equivalent to 6061.5 tons of standard coal (conversion coefficient of 0.9714).
- (2)
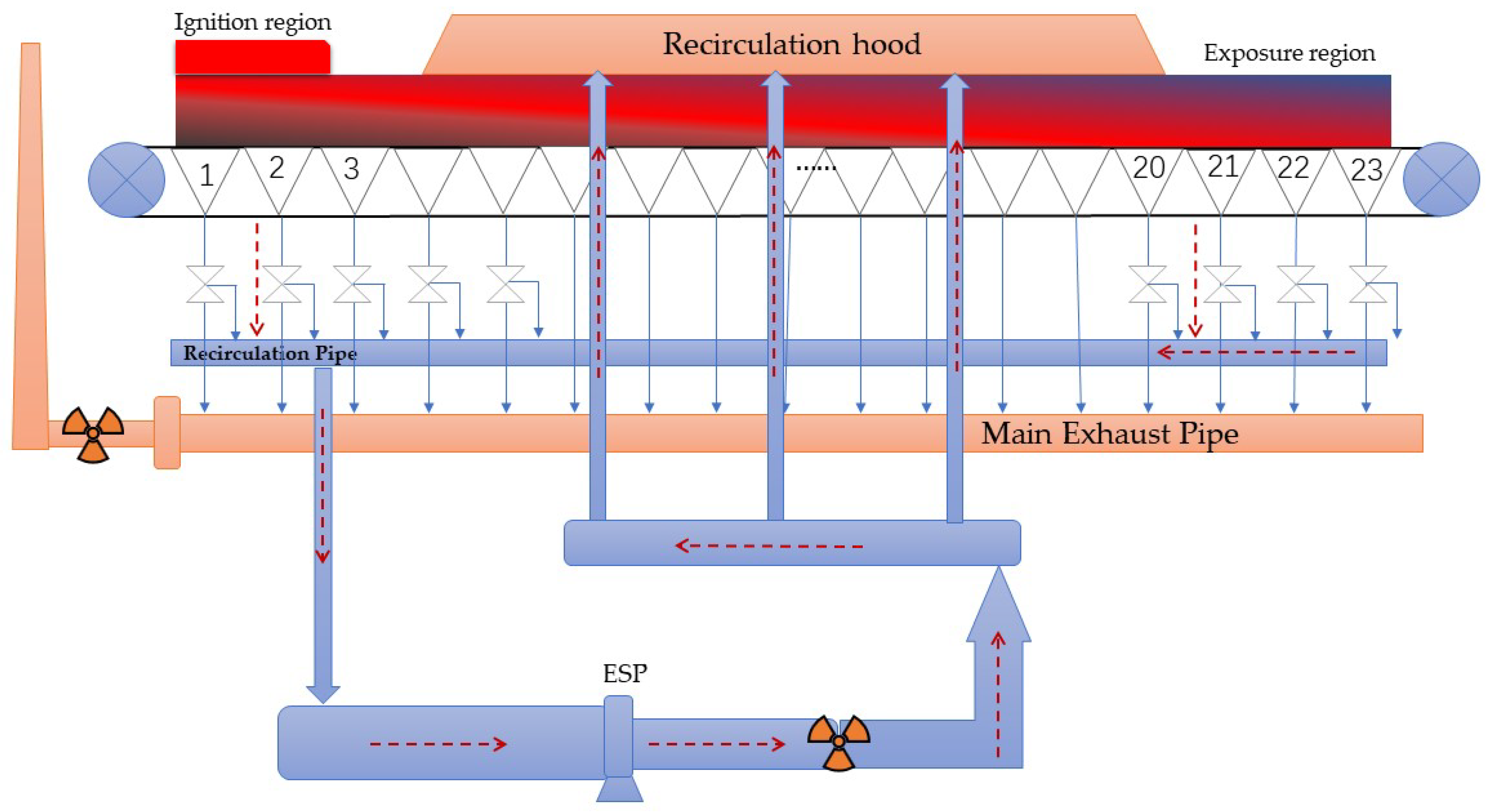
- NOx emission reduction: In the new process design, flue gas in the #6–#16 bellows is used as the flue gas used for circulation according to the air leakage rate of 30%. The total amount of CS flue gas is 108.8 Nm3·h−1, and the total flue gas of circulation sintering 122.4 Nm3·h−1, in which the circulating flue gas is 37.1 Nm3·h−1, i.e., the flue gas treatment volume is reduced by 21.64%. The calculation results of conventional and cyclic sintering flue gas volume and simulation results of NOx content in flue gas reveal that the new sinter production unit can reduce NOx emissions by 23.59%.
- (3)
- Capacity increase: Simulation results show that the endpoint of the FGRS is about 5 m ahead, i.e., the sintering cycle time is shortened. Thus, the sintering capacity can be increased by about 5.56% without changing the existing sintering equipment.
4. Conclusions
- (1)
- To study the flue gas recirculation, a relatively comprehensive one-dimensional unsteady mathematical model is proposed, which includes most of the main reactions during sintering and emission models of pollutants NOx and SO2. On this basis, the effects of flue gas characteristics and coke parameters on sinter-bed temperature, as well as the NOx, O2, and CO contents in flue gas, are investigated. Compared with CS, the energy-saving and emission-reduction effects of flue gas recycling are discussed.
- (2)
- With decreased O2 content in circulating gas, coke combustion is inhibited, MaxT is significantly reduced, sintering is delayed, and NOx emission is significantly reduced. With increased circulating gas temperature, the high-temperature zone thickness increases, MaxT significantly increases, and O2 consumption increases. Consequently, the reducing atmosphere is enhanced and NOx emission increases. With increased circulating gas supply, flame-propagation speed increases, MaxT remains unchanged, O2 consumption increases, and NOx concentration in flue gas increases. Thus, coke-combustion efficiency increases, O2 consumption increases, char-N release rate increases, and O2 content in flue gas decreases. Moreover, the reducing atmosphere is enhanced and the NOx reduction by coke particle and CO is promoted, which are favorable for NOx emission reduction.
- (3)
- Changing the coke particle size and rate during flue gas recycling has an important effect on the bed layer temperature and NOx emissions. However, smaller coke particle size and increased coke rate result in significantly increased MaxT, increased O2 consumption, sufficient contact of NOx with the coke surface, and increased reducing atmosphere. Consequently, the NOx reduction rate increases.
- (4)
- On the basis of the research object, the designed flue gas recirculation can save 3.75% of coke consumption, i.e., 1.2 kg solid fuel consumption per ton sinter can be reduced, the flue gas treatment capacity can decrease by 21.64%, and the sinter production unit can reduce NOx emission by 23.59%. Sintering capacity also increases by about 5.56% without changing the existing sintering equipment.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Assa | the specific surface area of the solid phase particles, m2·m−3 |
| Cps, Cpg | specific heat capacity of solid and gas phase, J·kg−1K−1 |
| CNO, CCO | molar concentrations of NO and CO, mol·m−3 |
| Di, eff | effective gas diffusion coefficient, m2·s−1 |
| dp | equivalent particle size of solid phase, m |
| hconv | convection coefficient, W·m−2K−1 |
| hj1, j2 | convection among solid phases, W·m−2K−1 |
| △H | chemical reaction heat, kJ·kg-1 |
| Keq | reaction equilibrium constant, - |
| kNO,c, kNO,CO | reaction rate constant, kg·cm−2s−1 Pa−1 |
| m0, mc | mass density of the initial particle and un-reacted part, kg·m−3 |
| MNO, MN | molecular weights of NO and N, kg·kmol−1 |
| PNO | partial pressure of NO in the air, Pa |
| RNO,f | release rate of fuel NOx, kg·s−1m−3 |
| RNO,c, RNO,CO | reduction rate of NOx by coke particles and CO, kg·s−1m−3 |
| Rc | fixed carbon release rate, kg·s-1m-3 |
| Sh | particle Sherwood number, - |
| Sc | coke internal surface area, m2 |
| Ts, Tg | the temperature of the solid and gas phases, K |
| γi, Yj | solid and gas phase mass fraction, - |
| us, ug | solid phase velocity and gas velocity, m·s−1 |
| nc | particle number density, 1·m−3 |
| rc | radius of unreacted part, m |
| Greeks | |
| β | mass transfer coefficient, m·s−1 |
| ε | solid-phases porosity, - |
| fash | proportion of ash mass to total ash mass at the end of reaction, - |
| ρs, ρg | solid and gas phase density, kg·m−3 |
| μ | gas dynamic viscosity, kg·m−1s−1 |
| ς | shape factor, - |
| λ s, total | comprehensive thermal conductivity of porous media, W·m−1K−1 |
| λg | gas phase mixture thermal conductivity, W·m−1K−1 |
| κ | incomplete combustion coefficient, - |
| ξ | correction factor, - |
| δ | ash layer thickness, m |
| η | effective factor, - |
References
- Chen, Y.-G.; Guo, Z.-C.; Wang, Z.; Feng, G.-S. NOx reduction in the sintering process. Int. J. Miner. Met. Mater. 2009, 16, 143–148. [Google Scholar] [CrossRef]
- Goemans, M.; Clarysse, P.; Joannès, J.; De Clercq, P.; Lenaerts, S.; Matthys, K.; Boels, K. Catalytic NOx reduction with simultaneous dioxin and furan oxidation. Chemosphere 2003, 50, 489–497. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.-Z.; Zhao, K.; Xing, H.-W.; Kang, Y. Modified biomass fuel instead of coke for iron ore sintering. Ironmak. Steelmak. 2018, 1–7. [Google Scholar] [CrossRef]
- Jha, G.; Soren, S. Study on applicability of biomass in iron ore sintering process. Renew. Sustain. Energy Rev. 2017, 80, 399–407. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Ji, Z.; Jiang, T. Application of biomass fuel in iron ore sintering: Influencing mechanism and emission reduction. Ironmak. Steelmak. 2015, 42, 27–33. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Ji, Z.; Chen, X.; Jiang, T. Effect of distribution of biomass fuel in granules on iron ore sintering and NOx emission. Ironmak. Steelmak. 2014, 41, 430–434. [Google Scholar] [CrossRef]
- Cheng, Z.; Wang, J.; Wei, S.; Guo, Z.; Yang, J.; Wang, Q. Optimization of gaseous fuel injection for saving energy consumption and improving imbalance of heat distribution in iron ore sintering. Appl. Energy 2017, 207, 230–242. [Google Scholar] [CrossRef]
- Zhou, H.; Cheng, M.; Zhou, M.; Liu, Z.; Liu, R.; Cen, K. Influence of sintering parameters of different sintering layers on NOx emission in iron ore sintering process. Appl. Therm. Eng. 2016, 94, 786–798. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, Z.; Cheng, M.; Zhou, M.; Liu, R. Influence of Coke Combustion on NOx Emission during Iron Ore Sintering. Energy Fuels 2015, 29, 974–984. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Chen, X.; Ji, Z.; Lv, W.; Wang, Y.; Yu, Z.; Jiang, T. Reduction of Pollutant Emission in Iron Ore Sintering Process by Applying Biomass Fuels. ISIJ Int. 2012, 52, 1574–1578. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Z.; Wang, Z. Influence of CeO2 on NOx emission during iron ore sintering. Fuel Process. Technol. 2009, 90, 933–938. [Google Scholar] [CrossRef]
- Kasai, E.; Wu, S.; Sugiyama, T.; Inaba, S.; Omori, Y. Combustion Rate and NO Emission during Combustion of Coke Granules in Packed Beds. Tetsu Hagane 1992, 78, 1005–1012. [Google Scholar] [CrossRef]
- Chen, Y.-G.; Guo, Z.-C.; Wang, Z. Application of Modified Coke to NOx Reduction with Recycling Flue Gas during Iron Ore Sintering Process. ISIJ Int. 2008, 48, 1517–1523. [Google Scholar] [CrossRef][Green Version]
- Yu, Z.; Fan, X.; Gan, M.; Chen, X.; Lv, W. NOx Reduction in the Iron Ore Sintering Process with Flue Gas Recirculation. JOM 2017, 69, 1570–1574. [Google Scholar] [CrossRef]
- Fan, X.; Yu, Z.; Gan, M.; Chen, X.; Chen, Q.; Liu, S.; Huang, Y. Elimination Behaviors of NOx in the Sintering Process with Flue Gas Recirculation. ISIJ Int. 2015, 55, 2074–2081. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Z.; Feng, G. NOx reduction by coupling combustion with recycling flue gas in iron ore sintering process. Int. J. Miner. Metall. Mater. 2011, 18, 390–396. [Google Scholar] [CrossRef]
- Zhao, J.P.; Loo, C.E.; Dukino, R.D. Modelling fuel combustion in iron ore sintering. Combust. Flame 2015, 162, 1019–1034. [Google Scholar] [CrossRef]
- De Castro, J.A.; Yasushi, S.; Jun-ichiro, Y. Three dimensional mathematical model of the iron ore sintering process based on multiphase theory. Mater. Res. 2012, 15, 848–858. [Google Scholar]
- Komarov, S.V.; Shibata, H.; Hayashi, N.; Kasai, E. Numerical and Experimental Investigation on Heat Propagation Through Composite Sinter Bed with Non-Uniform Voidage: Part I Mathematical Model and Its Experimental Verification. J. Iron Steel Res. Int. 2010, 17, 1–7. [Google Scholar] [CrossRef]
- Yang, W.; Yang, K.; Choi, S. Effect of Fuel Characteristics on the Thermal Processes in an Iron Ore Sintering Bed. JSME Int. J. Ser. B 2005, 48, 316–321. [Google Scholar] [CrossRef]
- Zhou, H.; Zhou, M.; Liu, Z.; Cheng, M.; Chen, J. Modeling NOx emission of coke combustion in iron ore sintering process and its experimental validation. Fuel 2016, 179, 322–331. [Google Scholar] [CrossRef]
- Vanderheyden, B.; Van Loo, F.; Ojeda, C.; Mathy, C.; Steyls, D. Modelling Pollutants Formation and Behaviour during Sintering of Iron Ore; European Commission: Ispra, Italy, 2010. [Google Scholar]
- Wang, G.; Wen, Z.; Lou, G.; Dou, R.; Li, X.; Liu, X.; Su, F. Mathematical modeling of and parametric studies on flue gas recirculation iron ore sintering. Appl. Therm. Eng. 2016, 102, 648–660. [Google Scholar] [CrossRef]
- Wang, G.; Wen, Z.; Lou, G.; Dou, R.; Li, X.; Liu, X.; Su, F. Mathematical modeling and combustion characteristic evaluation of a flue gas recirculation iron ore sintering process. Int. J. Heat Mass Transf. 2016, 97, 964–974. [Google Scholar] [CrossRef]
- Zhou, H.; Zhao, J.P.; Loo, C.E.; Ellis, B.G.; Cen, K.F. Numerical Modeling of the Iron Ore Sintering Process. ISIJ Int. 2012, 52, 1550–1558. [Google Scholar] [CrossRef]
- Yang, W.; Ryu, C.; Choi, S.; Choi, E.; Lee, D.; Huh, W. Modeling of Combustion and Heat Transfer in an Iron Ore Sintering Bed with Considerations of Multiple Solid Phases. ISIJ Int. 2004, 44, 492–499. [Google Scholar] [CrossRef]
- Crawford, C.W.; Plumb, O.A. The Influence of Surface Roughness on Resistance to Flow Through Packed Beds. J. Fluids Eng. 1986, 108, 343–347. [Google Scholar] [CrossRef]
- Yang, W.; Ryu, C.; Choi, S.; Choi, E.; Ri, D.W.; Huh, W. Mathematical model of thermal processes in an iron ore sintering bed. Met. Mater. Int. 2004, 10, 493–500. [Google Scholar] [CrossRef]
- Hobbs, M.; Radulovic, P.; Smoot, L. Combustion and gasification of coals in fixed-beds. Prog. Energy Combust. Sci. 1993, 19, 505–586. [Google Scholar] [CrossRef]
- Nath, N.K.; Mitra, K. Mathematical Modeling and Optimization of Two-Layer Sintering Process for Sinter Quality and Fuel Efficiency Using Genetic Algorithm Combustion and gasification of coals in fixed-beds. Prog. Energy Combust. Sci. 2005, 20, 335–349. [Google Scholar]
- Young, R.W. Dynamic Mathematical Model of (Iron-Ore) Sintering Process. Ironmak. Steelmak. 1977, 4, 321–328. [Google Scholar]
- Irabien, A.; Viguri, J.R.; Ortiz, I. Thermal dehydration of calcium hydroxide. 1. Kinetic model and parameters. Ind. Eng. Chem. Res. 1990, 29, 1599–1606. [Google Scholar] [CrossRef]
- Jóźwiak, W.; Kaczmarek, E.; Maniecki, T.; Ignaczak, W.; Maniukiewicz, W.; Maniecki, T. Reduction behavior of iron oxides in hydrogen and carbon monoxide atmospheres. Appl. Catal. A Gen. 2007, 326, 17–27. [Google Scholar] [CrossRef]
- Karlström, O.; Brink, A.; Hupa, M. Biomass Char Nitrogen Oxidation—Single Particle Model. Energy Fuels 2013, 27, 1410–1418. [Google Scholar] [CrossRef]
- Chambrion, P.; Kyotani, T.; Tomita, A. Role of N-Containing Surface Species on NO Reduction by Carbon. Energy Fuels 2012, 12, 416–421. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, S.; Hu, X.; Sun, R.; Qin, Y. Modeling NO−Char Reaction at High Temperature. Energy Fuels 2009, 23, 2376–2382. [Google Scholar] [CrossRef]
- Yan-guang, C.; Zhan-cheng, G.; Zhi, W. Simulation of NO reduction by CO in sintering process. J. Iron Steel Res. 2009, 21, 6–9. [Google Scholar]
- Goel, S.K. Environmental Problems: Fundamental Studies and Global Ramifications; Massachusetts Institute of Technology: Cambridge, MA, USA, 1996. [Google Scholar]
- Hong, J.; Hecker W, C.; Fletcher T, H. Modeling high-pressure char oxidation using langmuir kinetics with an effectiveness factor. Proc. Combust. Inst. 2000, 28, 2215–2223. [Google Scholar] [CrossRef]
- Austin, P.R.; Nogami, H.; Yagi, J. A Mathematical Model for Blast Furnace Reaction Analysis Based on the Four Fluid Model. ISIJ Int. 1997, 37, 748–755. [Google Scholar] [CrossRef]
- Wang, C.A.; Du, Y.; Che, D. Investigation on the NO Reduction with Coal Char and High Concentration CO during Oxy-fuel Combustion. Energy Fuels 2012, 26, 7367–7377. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Key Parameter | Expression | Equation |
|---|---|---|
| Thermal property parameter | (19) | |
| Gas-phase effective diffusion coefficient [39] | (20) | |
| Bed shrinkage [25] | (21) | |
| Bed porosity [24] | (22) | |
| Solid particle size change [26] | (23) | |
| Gas–solid convection heat transfer | (24) | |
| Solid-phase heat conduction and radiation [40] | (25) | |
| Solid convection coefficient [41] | (26) |
| Solid Phases | Proportion | SiO2 | Al2O3 | CaO | TFe | MnO | N | S | Moisture |
|---|---|---|---|---|---|---|---|---|---|
| Coal char | 3.20 | 5.45 | 3.96 | 0.49 | 0.42 | 0.05 | 0.89 | 0 | 13.62 |
| Iron ore fines | 62.58 | 4.73 | 1.60 | 1.42 | 59.62 | 0.76 | - | 0.24 | 7.95 |
| Returned fines | 26.04 | 4.98 | 1.82 | 8.76 | 58.83 | 1.56 | - | 0.28 | 0.32 |
| Limestone | 4.15 | 1.89 | 0.57 | 52.91 | 0.11 | 1.07 | - | 0.02 | 5.2 |
| Dolomite | 2.56 | 0.74 | 0.38 | 31.47 | 0 | 20.65 | - | 0 | 3.67 |
| Burnt-lime | 1.47 | 1.09 | 0.34 | 52.66 | 0.08 | 0.47 | - | 0.04 | - |
| Parameter | MaxT (°C) X = 225 mm | MaxT (°C) X = 525 mm | FFS (mm·min−1) | SSWGC | |||
|---|---|---|---|---|---|---|---|
| NOx (ppm) | CO (vol.%) | CO2 (vol.%) | O2 (vol.%) | ||||
| Simulated | 1385.05 | 1295.75 | 25.64 | 274.7 | 1.49 | 11.65 | 10.86 |
| Measured | 1346.35 | 1304.28 | 26.56 | 268.1 | 1.46 | 11.58 | 11.15 |
| Relative error | 2.94% | 0.67% | 3.59% | 2.40% | 2.01% | 0.60% | 2.67% |
| Case | O2 Content (vol.%) | Temperature (°C) | Gas Supply (Nm·s−1) |
|---|---|---|---|
| GasO2-* | 17, 19, 21 | 200 | 0.6 |
| GasV-* | 19 | 200 | 0.5, 0.6, 0.7 |
| GasT-* | 19 | 100, 200, 300 | 0.6 |
| Case | Coke Size (mm) | Coke Rate (%) | O2 Content (vol.%) | Temperature (°C) | Gas Supply (Nm·s−1) |
|---|---|---|---|---|---|
| size-* | 1.5, 1.7, 1.9 | 3.2 | 19 | 200 | 0.6 |
| rate-* | 1.7 | 3.0, 3.2, 3.4 | 19 | 200 | 0.6 |
| Case | O2 Content (vol.%) | Temperature (°C) | Gas Supply (Nm·s−1) | Coke Rate (%) | NOx (ppm) |
|---|---|---|---|---|---|
| CS | 21 | 30 | 0.437 | 3.2 | 0 |
| FGRS | 18.06 | 226 | 0.5465 | 3.08 | 104 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.; Lou, G.; Zhang, S.; Wen, Z.; Liu, X.; Liu, J. The Effects of Coke Parameters and Circulating Flue Gas Characteristics on NOx Emission during Flue Gas Recirculation Sintering Process. Energies 2019, 12, 3828. https://doi.org/10.3390/en12203828
Han J, Lou G, Zhang S, Wen Z, Liu X, Liu J. The Effects of Coke Parameters and Circulating Flue Gas Characteristics on NOx Emission during Flue Gas Recirculation Sintering Process. Energies. 2019; 12(20):3828. https://doi.org/10.3390/en12203828
Chicago/Turabian StyleHan, Juntao, Guofeng Lou, Sizong Zhang, Zhi Wen, Xunliang Liu, and Jiada Liu. 2019. "The Effects of Coke Parameters and Circulating Flue Gas Characteristics on NOx Emission during Flue Gas Recirculation Sintering Process" Energies 12, no. 20: 3828. https://doi.org/10.3390/en12203828
APA StyleHan, J., Lou, G., Zhang, S., Wen, Z., Liu, X., & Liu, J. (2019). The Effects of Coke Parameters and Circulating Flue Gas Characteristics on NOx Emission during Flue Gas Recirculation Sintering Process. Energies, 12(20), 3828. https://doi.org/10.3390/en12203828