1. Introduction
There is a growing interest in renewable energy sources because of the increasing price of fossil fuels and the related environmental concerns due to greenhouse gas emissions (GHG) [
1]. Sustainable energy production can foster the neutral balance of GHG, especially when sources, such as lignocellulosic biomass, are highly available and their procurement does not interfere with food chains [
2].
Bioenergy has a primary role in achieving the target set in the national Renewable Action Plans (nREAPs), accounting for almost 54.5% of the final energy consumption in Europe [
3]. Solid biomass used for electricity, heating, and cooling production is the biggest source of renewable energy in the European Union (EU) and is considered key to achieving the 2020 renewable energy targets [
4].
First generation biofuels, made from edible biomass (vegetable oils, cereals, beets, and sugar cane), raise several ethical and social issues. A solution that helps to avoid food/non-food competition is the use of lignocellulosic biomass, agroindustrial wastes, and agricultural residues [
5].
Moreover, the sustainability of the production of biofuels and their availability became, in recent years, an object of debate and are still in the spotlight for the EU. Recently, the European Commission (EC) has revised the Renewable Energy Directive (RED), extending the sustainability criteria to solid and gaseous biomass fuels used for heat and power production [
6].The level of attention to sustainable production is also high because the demand for renewable energy is expected to increase remarkably in the next years. In fact, especially for biomass, scientists stress that traditional sources for bioenergy production would not be enough to meet future energy needs and to respond to the new targets of the EU 2030 framework for climate and energy policies [
7,
8]. This implies the need to find alternative and sustainable ways to obtain lignocellulosic material to be exploited. In this regard, an interesting option is given by the agricultural residues or the byproducts and wastes from the agroforest and agroindustrial sectors [
9].
Among the agricultural residues, pruning is considered an important biomass resource, because of its large availability in Europe [
10]. In Italy, a large quantity of pruning derives from vineyards, a source of biomass that has already attracted the interest of scientists for both availability aspects and fuel characteristics [
11]. Vineyards are grown over 3.2 million ha in Europe [
12], of which 725,000 ha are in Italy, according to national statistics [
13], resulting in high pruning biomass potential [
14]. However, this biomass source is minimally exploited because of its low energy density and its poor suitability for direct utilization in small size plants. These limits in turn impede the growth of an optimized logistic chain focused on biomass pruning [
10]. On the other hand, the densification process could represent a way to overcome these obstacles, furnishing high energy density products, which are easier to be managed and suitable for domestic heating systems. In 2013, Picchi et al. [
11] showed that vineyard pruning is suitable for pellet production and for combustion in small-scale boilers. Moreover, the ISO 17225-1:2014 standard classifies vineyard pruning as woody biomass with code 1.1.7, namely “Segregated wood from gardens, parks, roadside maintenance, vineyards, fruit orchards, and driftwood from freshwater” and, according to ISO 17225-6:2014, such a biomass could be utilized to produce pellet defined as non-woody, which commonly takes the name of agripellet [
15,
16].
However, the harvesting and transport costs and the low quality of the material represent difficult obstacles to overcome [
17]. The machines commonly used to collect pruning derive from conventional mulchers or shredders; these machines work fast, as they were conceived to clean up the fields rapidly and to limit fuel consumption; subsequently, the harvested products obtained have low quality characteristics in terms of storability, chip particle size, and inert contaminations. These are crucial characteristics in the post-harvest stages of the energy production chain [
18]. To solve this problem, this work proposes an assessment of an innovative supply and production chain from harvest to pellet generation. The approach includes innovative machines and practical handholds for farmers, aimed at optimizing the quality of the product and the costs for production. The harvest was performed using a vineyard pruning harvester designed to preserve the quality of the fuel, while for densification a mobile milling-pelleting system was used to produce pellets directly at the farm site. This approach allowed the production of vineyard pruning chips that, after a period of open-air storage, were directly milled and pelletized in the storage site.
The goal of this work is to demonstrate the validity of the system through the evaluation of the performance of the machines and the quality of the agripellet produced together with an economic assessment of the production process.
The economic comparison with the commercial pellet is not finalized to compare a local versus an industrial chain, but to have reference parameters for quantifying the economic value of a new product. This was done to emphasize the economic sustainability of the short chain in the absence of the agripellet market, as shown by the results of the Pellets for Europe project developed in the Framework of the ALTENER Programme [
19].
2. Materials and Methods
The work was divided into two phases, namely phase 1—pruning harvest and phase 2—pelleting. The activities were carried out between February and September 2016 around the municipalities of Illasi (Province of Verona) and Breda del Piave (Province of Treviso) in the Veneto Region (NE Italy).
2.1. Phase 1—Pruning Harvest
Pruning was harvested from a 30-year-old vineyard, variety Garganeca, located at Illasi, on a flat land, drip irrigated and with medium texture soil characteristics. The planting system was 4 m among rows and 0.8 m along the row, while the training system was a tendon.
Before the test, all plants were pruned manually, making sure to drop the cut part in the middle of the inter-row, forming an ordered windrow within each inter-row space. Then, the windrows were characterized, taking the mean width and height, respectively.
The machine used for the test is a patented pruning harvester, manufactured by Costruzioni Nazzareno, MAREV Alba 150 model, towed by a tractor Goldoni, model 70 Star with 50 kW power (
Figure 1). The harvester has 1550 mm width, 3850 mm length, 1750 mm height, and a total weight of 2.8 tons. Frontally, the harvester has a pick up system formed by two overlapping rotors. The lower rotor has a length of 1500 mm, corresponding to the real working width of the machine. The rotor includes two converging augers, equipped with metal teeth, designed in a way to ensure the catchment, the conveying, and the lift of soil-free pruning from the ground. The upper rotor has a length of 1 m and is formed by ten lines of star-shaped disks. Each disk has eight tilted teeth, which push the biomass toward the chipping system. The chipping system is formed by a rotor equipped with special knives; it provides a net cut of the pruning and avoids the formation of shredded material. Details of chipping systems of different pruning harvesters, including the MAREV Alba 150 model, are furnished separately [
20]. The presence of shredded fine particles in the stored wood chip piles tends to occlude the air spaces among chips, limiting air circulation and slowing down the dying process of the biomass. The persistence of moisture in wood chip worsens remarkably the storage performance of the biomass and promotes microbial degradation, as demonstrated by Pari et al. (2017) [
21]. The chipped material is blown in a 3 m
3 bin (configuration for tendon trained vineyard) through a mechanic propulsion system similar to a tangential fan, formed by eight metal plates. The bin can reach 3 m height by means of a hydraulic pantograph in order to discharge the material. An 8 m
3 trailer was utilized to transport the chipped material to the storage site.
2.1.1. Evaluation of the Harvest Performance
The machine was tested on three replicated harvest test areas (blocks), created considering six pruning windrows for each block over a total surface of 0.74 ha. The performance was evaluated through the study of the working times according to the methodology adopted by the Commission Internationale de l’Organisation Scientifique du Travail en Agriculture (CIOSTA) and the Italian Society of Agricultural Engineering (AIIA) [
22]. The main working times were: TO = total operating time, as sum of TE = effective operative time (% of operating time, TO), and TA = accessory time (% of operating time, TO).
Accessory time included the time for turning, refueling, unloading, and maintenance. Other working parameters were field efficiency (%), theoretical and effective speed (m s−1), theoretical and effective field capacity (ha h−1), working productivity (t h−1).
The fuel consumption of the tractor was measured during the total operating work (including turning, unloading, rest, and machine regulations), through machine tank refilling until full level at the end of each block, using a graduated large cylinder.
Field biomass availability per hectare was calculated weighing the material obtained in each block (three replicates), using a tractor trailer and a certified weighbridge. Biomass losses due to the faults of the machine pick up were assessed by weighting the product left on the ground in six replicated plots of 10 m2 randomly selected within the experimental field.
2.2. Phase 2—Pelleting
The test took place at the Costruzioni Nazzareno factory in Breda del Piave. The material was transferred to this location after an open-air storage period lasting eight months where it was harvested. Before pelleting, the moisture content was detected according to UNI EN 18134-1:2015 technical standard, in order to verify that the water content after storage was below 20% to allow such processing [
23].
A mobile plant for pruning biomass densification, developed by Costruzioni Nazzareno, was utilized (
Figure 2).
The main elements of the system are the grinding mill, a 3 m3 buffer tank for the accumulation of the milled material, and the pelleting system. The three elements are connected by means of pipes of suitable diameter through which the material is moved by a pneumatic system. All the elements are mounted on a trailer for road transport, in order to process the material directly on the field or at the dedicated farm structures. The loading of the biomass into the hopper is performed manually or mechanically. From here, a conveyor system transports the material to the refining mill that pulverizes the material until the particle size suitable for densification is obtained. An electric fan pushes the material inside the buffer tank, equipped with a filter to reduce dust emissions, where it is stirred by a flywheel. Successively, the material is transported to the press of the pelleting system. The pelletizer has a 6 mm diameter extruder, while the grinding mill has a grid of 1 mm. Both the grinding mill and the pelleting system are powered by a 35 kW electric engine.
2.2.1. Pelleting Performance
Productivity was assessed by weighing the pellet produced in one minute and repeating the measure 20 times randomly during the test. Moreover, the quantity of pellet produced in 20 consecutive minutes was weighed to validate the results.
In order to evaluate the power absorbed by the load, a current clamp was utilized to measure the line current.
Assuming a perfectly balanced three-phase power system (in a four-wire star-connected load), the total power is equal to three times the power absorbed by one phase, according to the equation:
where
Vf and
If are respectively the phase voltage and current, and
is the power factor.
For star-connected circuits:
where
Vl and
Il are respectively line voltage and current.
Considering the best power factor correction,
:
The current clamp display was recorded during the whole test. MPlayer software (1.3.0 version) a free and open media player, was used to automatically obtain a screen shot every 10 s, in order to read and average the measures.
2.3. Biomass Characterization
Biomass quality was assessed before the passage of the harvest machine (fresh pruning), after collection (fresh chips), after storage (dry chips), and after pelleting (pellet). In particular, five samples of fresh pruning and pellet were analyzed to determine the main fuel quality parameters, as summarized in
Table 1. Fresh chips were exclusively characterized with respect to particle size distribution (before storage), moisture content, and bulk density (before and after storage). For moisture content and bulk density of chips, the same reference standard was used, as indicated in
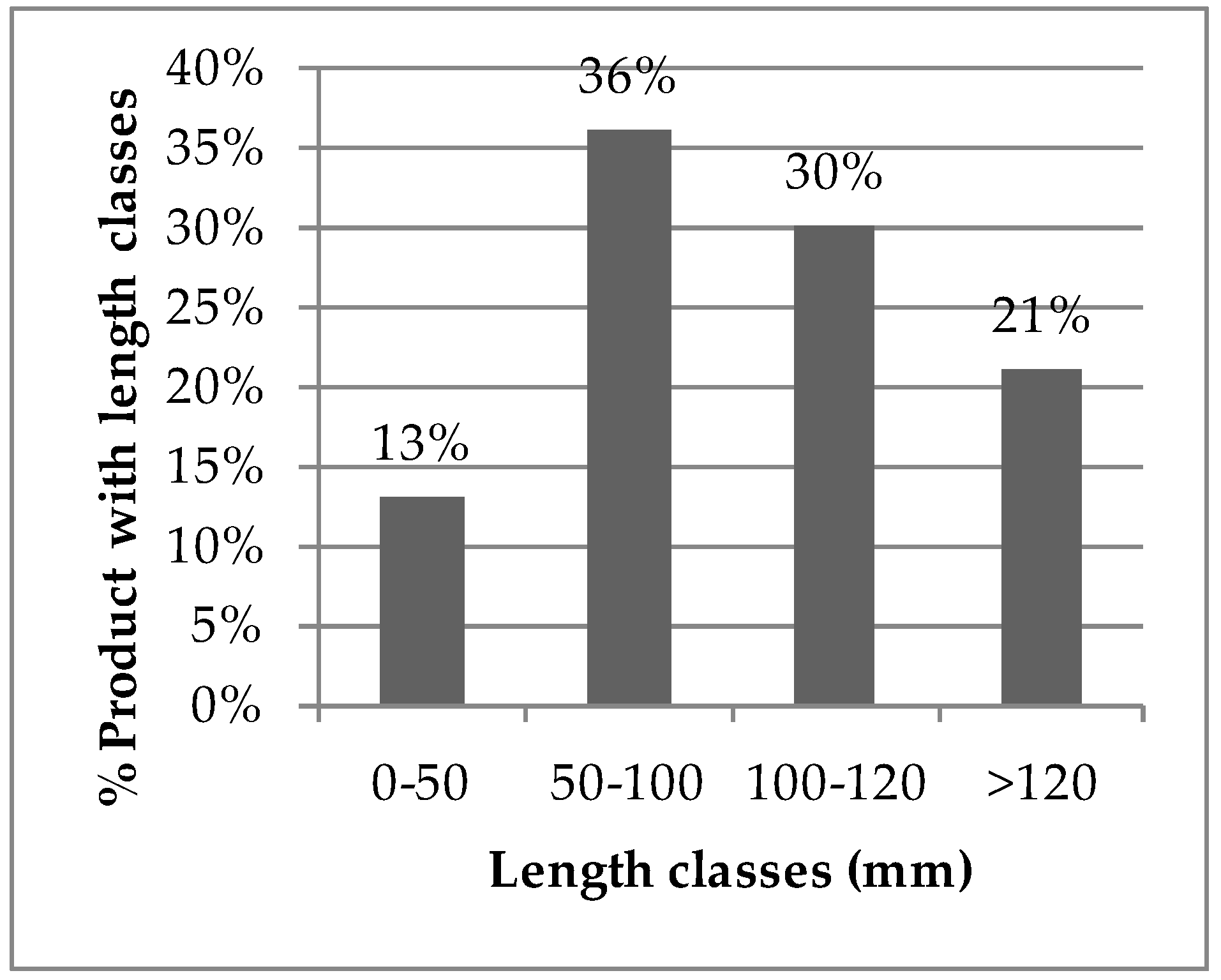
Table 1. On the other hand, for particle size analysis, five samples of 4-liter volume each were weighed and successively divided into four dimensional classes (<50 mm, among 50–100 mm, 100–120 mm, >120 mm). Then, the product of each dimensional class was weighed again for defining the percent incidence of each class on total sample weight. Meanwhile, a visual inspection of the material allowed the assessment of the quality of the cut and the cleanliness, by searching for foreign bodies such as soil or stones.
For the laboratory analysis, five samples of about 1500 g each of pruning and pellet were placed in non-breathable bags, sealed, and delivered to the Biomass Lab of Marche Polytechnic University. After the determination of parameters on fresh basis, the samples were oven dried at 105 ± 2 °C temperature until they reached constant weight, then milled with the Cutting Mill Retsch Sm 100, and finally sieved through a 1 mm mesh.
2.4. Economic Assessment
2.4.1. Economic Scenarios
Three scenarios were assessed (
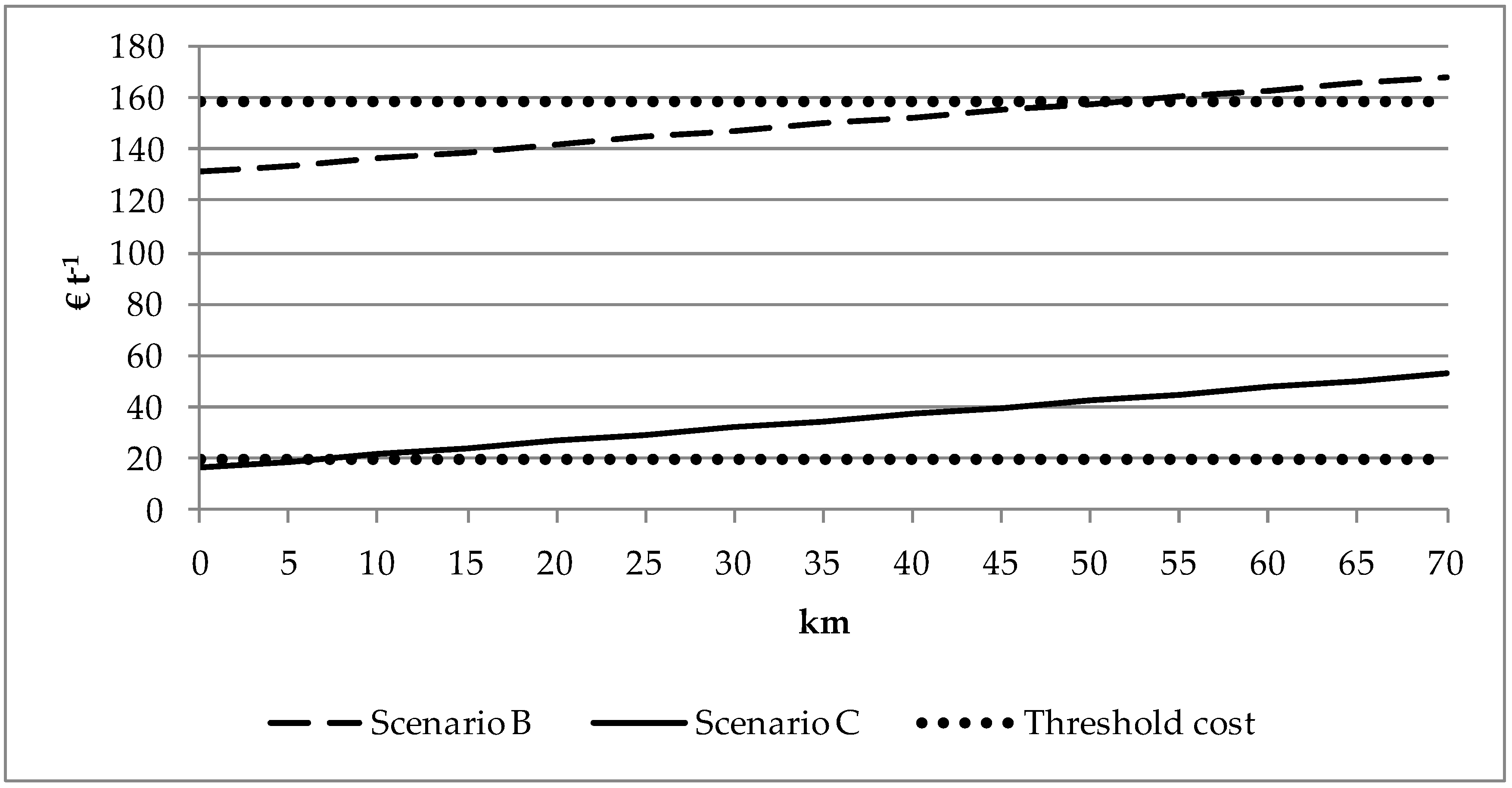
Table 2). Two possible pruning pellet production chains were identified, corresponding to Scenario (A): Storage and pelleting directly at the farm site, and Scenario (B): Storage and pelleting outside the farm in a centralized processing site. The first scenario is reliable in presence of large-scale farms with enough biomass and suitable infrastructures (storage yard, machineries for biomass handling, electric power availability). On the contrary, the second scenario occurs when intermediate storage is needed to gather pruning from several smaller farms in a centralized site. In this second scenario, aside from the pelleting cost, the goal of the study was to also determine the transport costs and the maximum distance at which biomass pelleting would be economically profitable.
Alternatively to pellet production, a third scenario with the utilization of pruning chips directly in a biomass plant (Scenario C) was considered; also in this case, the transport cost and threshold distance were assessed, as in Scenario B.
Summarizing, regarding the cost allocation, Scenario A includes the cost of harvest pruning and pelleting, Scenario B includes the cost of harvesting the pruning, transporting the chips, and pelleting, while Scenario C includes only the cost of harvesting the pruning and transporting the chips.
A reference market price of commercial pellets and chips was utilized to estimate the profitability of the three chains. According to the solid biofuels price list of the Chambers of Commerce of Milan referring to February 2015 [
24], the reference price used for pellet was 210€ t
−1 (for a purchase of a full cargo truck of A2 classified pellets in 15 kg bags, VAT excluded, without transport), while the reference price for chips was identified as 50€ t
−1 (referred to biomass obtained from forest maintenance operation, for a purchase of a full cargo truck, VAT excluded, without transport).
2.4.2. Cost Estimation
The estimation of the costs was conducted according to the methodology proposed by CRPA—Centro Ricerche Produzioni Animali in 2015 [
25], with the assumptions showed in
Table 3 (harvesting costs),
Table 4 (transport costs), and
Table 5 (pelleting costs). Concerning the harvesting and pelleting systems, ownership costs were calculated according to the data provided directly by the owners (purchasing cost, service life, resale), while operating costs were based on data directly measured during the field test: Fuel consumption (l h
−1), effective field capacity (ha h
−1), and material capacity (t h
−1) of the harvesting system, according to
Section 2.1.1, and productivity and power consumptions of the pelleting system, according to
Section 2.2.1.
The costs for drying were neglected because in all cases it was performed in open air without investing in any infrastructure or covering system.
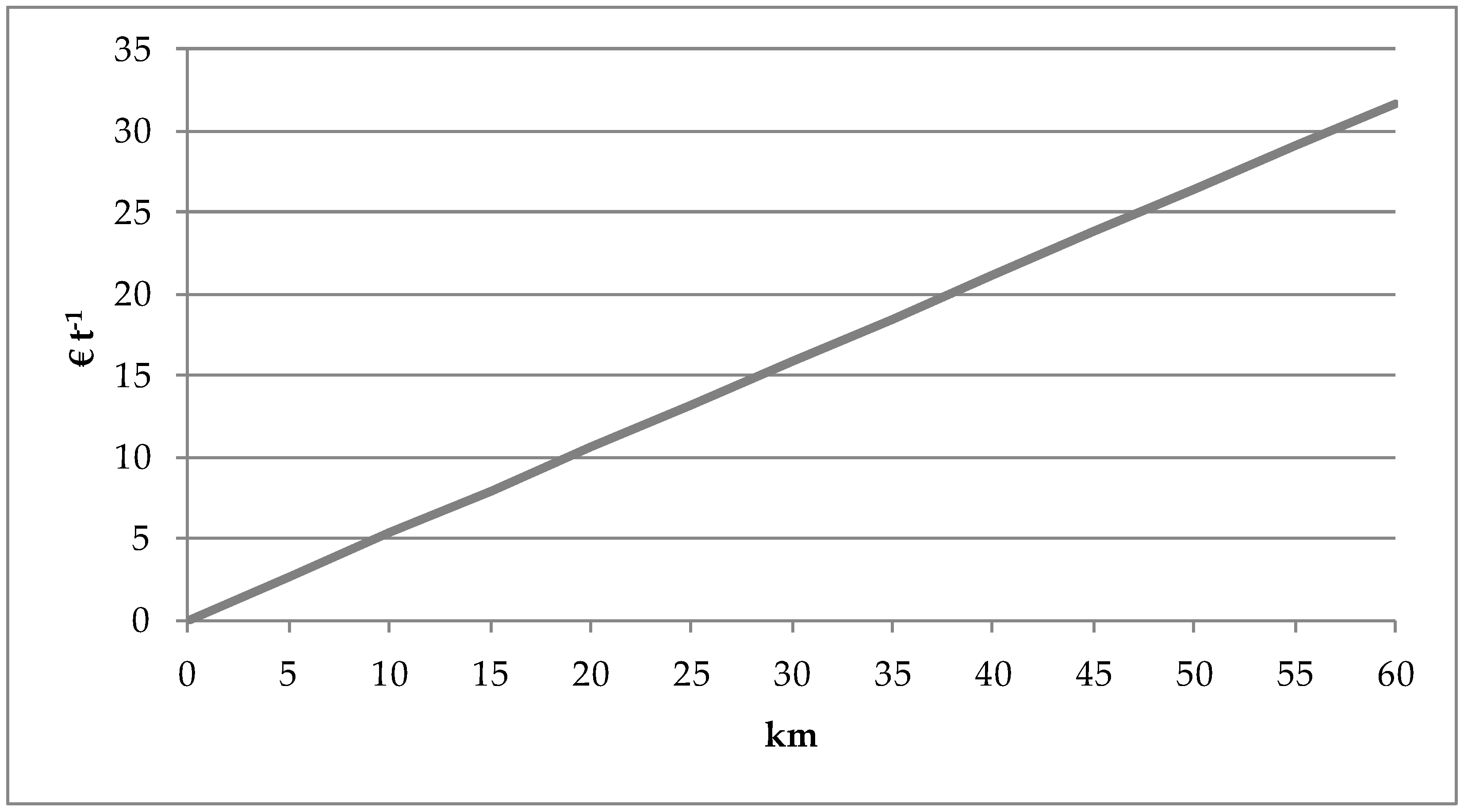
For the cost of transport, a medium power tractor (100 kW) and a 40 m
3 trailer, commonly used for agricultural practices, were considered (
Table 4). The unitary cost (€ t
−1 km
−1) was estimated by considering the hourly cost of the transport system, the bulk density of biomass measured in the field (
Section 2.3), the load capacity of the trailer, and the travel speed of 40 km h
−1. The equation used is the following: [Hourly cost (€ h
−1) / Load capacity (t)] × [Distance (km) / Speed (km h
−1)].
To determine the threshold distance for the transport of chips that would guarantee a profit margin, a calculation was done considering a depreciation of the A2 pellet price of 10%, due to the lower quality of biomass (189€ t−1 instead of 210€ t−1), and a minimum profit margin of 30€ t−1 for the product sold. This conservative approach has been adopted to display with a good margin of safety the maximum distance of transport of chips without incurring in overestimations.
2.4.3. Annual Usage of Machineries
For a final definition of the cost, it was necessary to identify annual hours of usage; this parameter is dependent on different factors. In fact, a significant part of the cost is due to the amortization of the investment for the purchasing of the machines (24,000€ for the harvester and 70,000€ for the pelletizer), which are distributed over the potential machine service-life (respectively, 10 and 15 years). Indeed, the more hours the machine is used in its service-life, the lower the hourly cost will be. Among the factors affecting the annual hours of usage, the following were identified:
Biomass yield in the field (t ha−1);
Working productivity of the harvester machine, that is, harvestable tons of pruning per hour (t h−1);
Working productivity of the pelleting machine, that is, processable tons of pruning per hour (t h−1);
Harvest window due to agronomic and climatic factors.
Whereas the first three factors were measured, the fourth was estimated in a minimal and maximal hypothesis. The maximum hours of annual usage were estimated by considering the potential working days within a harvest window of 90 days, with an effective working time of 8 h per day. The window of 90 days corresponds to the maximum exploitable period in Italy to collect vineyard pruning, that is, between December (pruning period) and March (first spring tillage) [
26]. Within this time interval, some days of inactivity were taken into account to exclude precipitations or unexpected inconveniences. The days of precipitation for the period of January–March were estimated using the regional data of the Regional Agency for Environmental Protection and Prevention (ARPA) of Veneto (
http://www.arpa.veneto.it), which provides meteorological data for long historical series. From the database, a mean value of an historical series from 2014 to 2017 was utilized as reference data (38 days of precipitations for the period considered). An additional inactivity period of 2 days was considered to exclude time losses due to unexpected inconveniences (machine breakages, operator sickness, etc.). Festivities were not taken into account, as the general habit of contractors in the harvest period is to rest during the raining days. Therefore, in the final estimation of the potential working hours within the 90 days of the harvest window, an effective working period of 50 days was considered as the most reliable for the use of one machine. The minimum hours of annual usage for the pruning harvester were set by considering a threshold below which the collection is no longer sustainable in economic terms, because the hourly harvesting cost would be higher with respect to the agricultural contractor price of 60€ h
−1 for pruning shredding [
27].
Regarding the pelleting machine, the annual utilization was estimated according to its working capacity (t h−1), considering a working time of 8 h per day and the minimum and maximum pruning availability as provided by the harvest machine and supply basin.
4. Discussion
The harvest machine was particularly efficient, generating chips with a particle size distribution 2/3 of which included chips between 50 mm and 120 mm, even suitable for feeding boilers without pelleting. The regular cut and the good particle size allowed high moisture losses to be reached in a short time during storage, rapidly reaching a value of moisture content which was lower than 20%, allowing direct pelleting and limiting dry matter losses due to microbial degradation. The harvester performance was comparable with other pruning harvesters for theoretical field capacity, but not for field efficiency [
28,
29]. The worst result was strongly affected by the high unloading time, because the machine filled up the small size bin very quickly. This aspect could be improved by elongating the bin or changing the logistics, for example by working with two trailers at opposite sides of the field. On the contrary, a lower fuel consumption than other commercial harvesters was achieved thanks to the possibility of using a low power tractor (50 kW).
Most chemical parameters analyzed in laboratory for pruning and pellet are comparable with the results found in previous studies [
30,
31,
32]. The main variations refer to heavy metals, due to the different harvesting systems and storage conditions. In particular, the higher copper content is due to both pest-control chemicals applied to vines and to the soil picked up by the harvester. The latter aspect can also explain the higher value respect to raw pruning. Duca et al. [
9] demonstrated, in fact, that much of the copper present in biomass is attributable to high presence in the soil. Concerning the moisture content reduction in the open-air pile, the regular cut of the chips and the particle size distribution contributed to the natural drying in by favoring air permeability, as also confirmed by previous studies [
21,
33].
Regarding the economic assessment, no previous studies were identified to deal with the topic of agripellet production with mobile technologies.
Several studies investigated the cost and marketability of the industrial production of agripellet, in particular from straw. In the Pellets for Europe project [
19], the total cost for straw pellet was found to be in a range between 94 and 164€ t
−1; these results are lower compared to our findings, but they are based on industrial plants. Moreover, prices of straw refer to countries such as Denmark, which have small straw pellets markets.
Javier Sánchez et al. [
34] calculated the costs for the whole pellet production chain for vineyard pruning. Only for pelleting, the average cost identified was 56.7€ t
−1, an amount lower than our estimations, but still referring to an industrial plant. On the other hand, pruning harvest costs were calculated as 19.7€ t
−1, confirming our findings, but lower than studies performed by Spinelli and Picchi [
17], which estimated an average harvesting cost of 28 €t
−1.
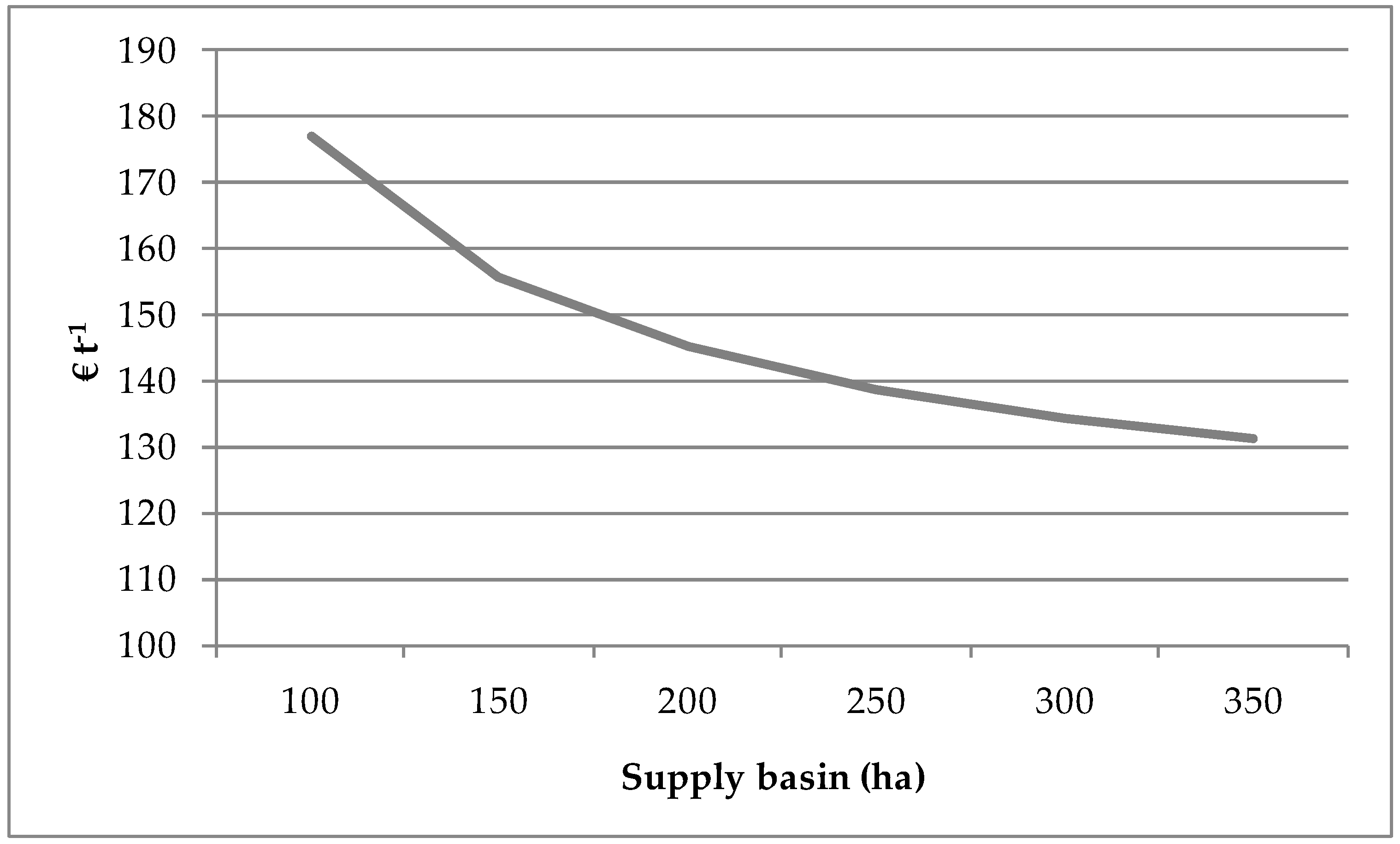
The low costs of harvesting (from 12% to 17% of the total costs when storage and pelleting occur directly in the field) at first impact would suggest the convenience to include a second pruning harvester. On the other hand, at maximum exploitation, the use of two harvesters would require the use of two pelleting machines (540 working days), making the economic balance unsustainable. In fact, in the hypothesis of exploiting the harvest machine for the maximum time in the harvest window (405 h, i.e., 50 working days), the pelleting machine would work 2165 h per year (corresponding to 270 working days) to process the whole pruning collected; in this case, an area of about 350 ha would be needed and costs would be minimized at 131 € t
−1 (
Table 10).
As shown, the profitability of the agripellet chain is directly related to the dimension of the supply basin and, with this regard, the characteristics of the Italian farms limit the feasibility of Scenario A. In fact, vineyards are scattered in the national territory and the average size is only 1.96 ha [
35]. This implies the need to bring the pruning from several neighboring farms in a centralized site where drying and the pelleting will occur (Scenario B). However, while profitability is guaranteed up to 50 km in the case of agripellet production, the direct use of the pruning chip (Scenario C), is cost-effective only when the biomass plant is very close to the fields. Nevertheless, the convenience for farmers is identified until a distance of 64 km, just for avoiding costs of field cleaning that are accounted for 60€ h
−1 [
27].
Basically, the agripellet chain from vineyard pruning in high productive wine areas like the Veneto region can provide a significant amount of additional green economy at local level. This would also reflect a positive social impact of the agripellet chain, which should be added to economic and environmental aspects. A more in-depth assessment should be performed in further studies, allowing for the measurement and comparison of the three dimensions of impacts, accounting for the interlinkages between the environment, economy, and society [
36].
5. Conclusions
The study suggests that the harvester model MAREV Alba 150 can improve the perspective of using the vineyard pruning residues for the production of biofuels. In addition, vineyard chips exhibited good quality parameters, including ash content that was comparable with that of biomass obtained from short rotation forestry. These results are imputable to the pick-up system of the machine, which allowed collecting clean biomass, leaving in the field soil or other inert material.
The pellet generated presents good durability and high bulk density with an energy density of 13 GJ m−3; these are both interesting characteristics for economic and sustainability aspects.
From an economic point of view, the main advantage of the mobile system is to cut down the transport costs of a low density biomass (chips). When pelleting takes place directly in the field, production costs are profitable, with a high economic margin compared to the market price of pellet. Profit margin gradually decreases when chips require to be transported outside the farm (Scenario B) and when the transport distance increases. In any case, the results obtained in this study open up interesting economic opportunities and suggest margins of profits which are higher compared to traditional wood-chip market chains.
Furthermore, the overall advantages of a local production chain, based on the sustainable valorization of residues (currently burned in the field), go beyond economic return. There are environmental and social aspects, not easily measurable, which are worth investigation in further studies.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}