1. Introduction
The shortage of energy resources and the improvement of petroleum processing capacity have led to a continuous increase in the production of petcoke [
1,
2,
3]. Petcoke is mainly used in the electrolytic aluminum industry and boilers as a combustion fuel, however it releases massive amounts of polluting gases such as SO
2 under combustion conditions, resulting in serious environmental problems [
4]. Petcoke has high calorific value, low ash and low price qualities, which endow petcoke with the potential to be a gasification feedstock to produce synthetic gas and recycle sulfur through the Claus process. Therefore, it is an efficient and clean utilization way, which has broad prospects for making waste profitable [
5,
6]. Unfortunately, petcoke is enriched with Ni and V concentrations of more than 1000 ppm, resulting in serious fouling, slagging and erosion problems of gasification equipment and pipes [
7]. V
2O
5 can react with refractory and metal oxides [
8], exposing the surface of the metal to an oxidizing atmosphere and accelerating its oxidation rate. High concentrations of V, Ni and sulfur in petcoke can cause severe pollution, including erosion and corrosion to the furnace and equipment, during gasification [
9]. Therefore, a thorough understanding of the chemical speciation migration of V and Ni in the process of gasification and the complex chemical reactions that may occur with gas reactants and mineral components is important to predict and control the fouling, slagging and erosion behavior during the process of gasification.
There are three gasification technologies, including fixed bed, fluidized bed, and entrained flow bed, of which the entrained flow bed appears to be a promising gasification technology with the advantages of high output, high thermal conversion efficiency because of its higher operating temperatures. However, the high temperature also accelerates the fouling, slagging and erosion problems caused by vanadium and nickel in the petcoke. Park et al. [
10] investigated slagging of petroleum coke ash. The main components of petcoke under gasification conditions were vanadium, nickel and iron. Among them, vanadium existed in the form of V
2O
3 with a melting point of up to 1940 °C. V
2O
3 in petcoke ash remained solid at the typical gasification temperature and the solid V
2O
3 caused the slag viscosity to increase. For the petcoke with high ash content, the effect of V
2O
3 on slag viscosity must be taken into consideration when the minimum gasification temperature was estimated. Nakano et al. [
11] studied a synthetic slag and found that V
2O
3 could form solid solutions with Al
2O
3 and Fe
2O
3 to reduce the slag viscosity. Duchesne et al. [
12] examined the viscosity characteristics of coal and petcoke blended ash. Petcoke ash was mainly composed of V and Ni, and the spinel formed by vanadium could increase the ash viscosity. Mahapatra et al. [
13] measured the release of vanadium and nickel during the pyrolysis process, reporting that vanadium and nickel tended to accumulate in the coke compared to fly ash. Wang et al. [
7] investigated that the formation of ash and slag was closely related to the conversion of vanadium, nickel, and sulfur during the gasification process. Brüggemann et al. [
14] also observed that large amounts of gaseous nickel-containing compounds were formed in the synthesis gas. Therefore, the above problems can be relieved by using a relatively low reaction temperature.
The investigation of the occurrence and migration behavior of V and Ni has been studied by many researchers. Querol et al. and Dai, et al. [
15,
16] expressed that vanadium existed in the form of organic matter and aluminosilicate minerals in coal. Brüggemann et al. [
14] indicated that nickel was transformed into Ni
xS
y and elemental Ni under high H
2S and low H
2S partial pressure, which was calculated from the thermodynamics of the conversion of Ni during heavy oil gasification. Wang et al. [
17] found that V
2O
5 reacts with CaO to form Ca
3V
2O
8 when blended with coal ash in a reducing atmosphere, and the decomposition of Ca
3V
2O
8 could react with Fe
2O
3 to form FeV
2O
4 when the temperature was over 1300 °C. Li et al. [
18] reported that the vanadium reacted with the mineral component to form a new thermal stable compound when the gasification temperature was above 1300 °C. However, a detailed systematic research on primary speciation of V and Ni in petcoke and its release and migration characteristics during gasification has not been accomplished.
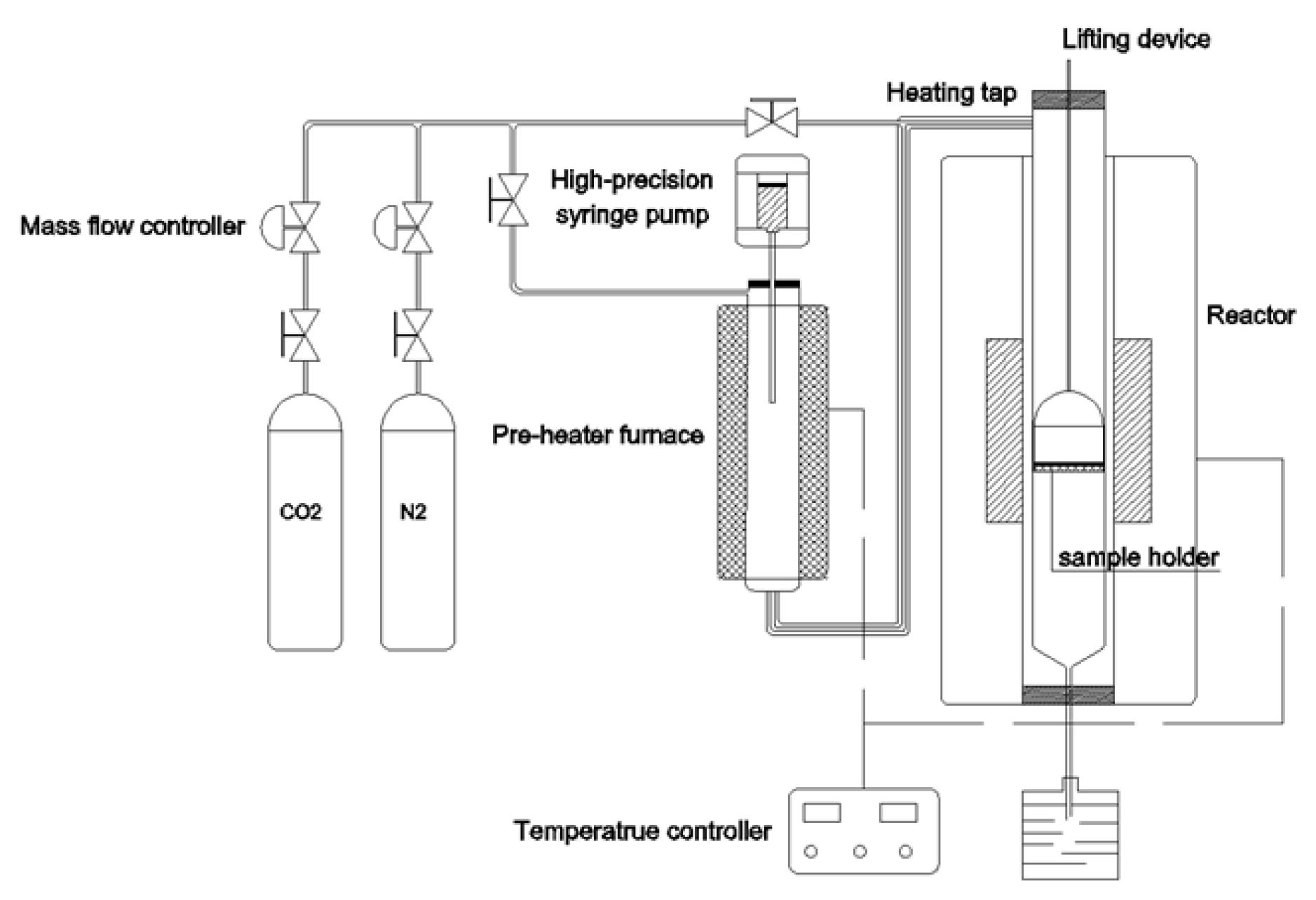
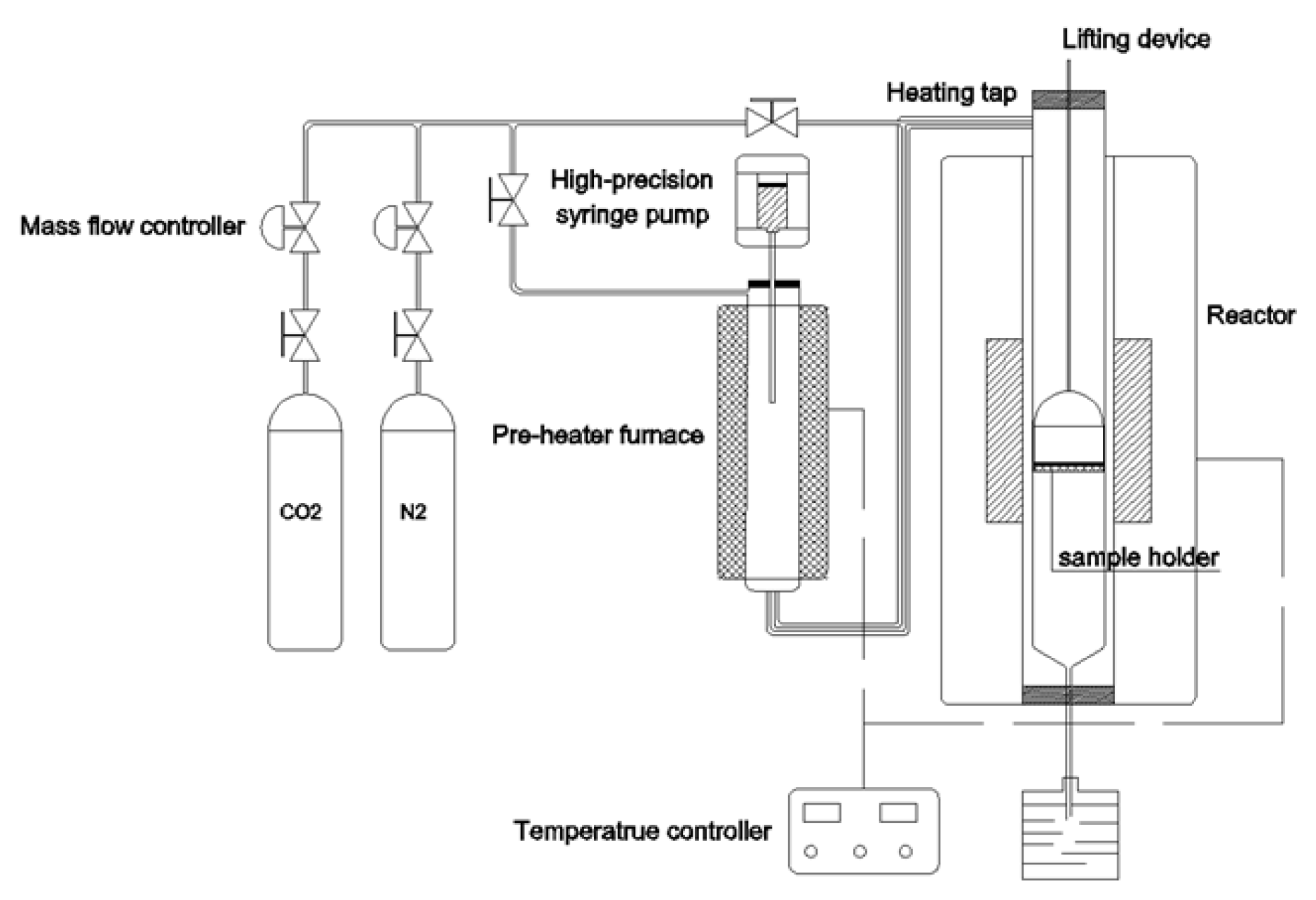
Therefore, in this study, the behavior of V and Ni in the CO2 and H2O gasification of petcoke was studied by fixed bed gasification experiments. The Tessier sequential chemical extraction procedure and ICP-MS were used to obtain the forms of V and Ni in the gasification product under different gasification conditions. Furthermore, the release and transformation mechanism of V and Ni were elaborated deeply. Moreover, thermodynamic equilibrium calculations, the use of the FACTSAGE software, were carried out to study the reaction mechanism of V and Ni with the main associated mineral elements during gasification. Finally, a detailed assessment on the pernicious effects on gasification equipment by the mineral elements V and Ni was gained.
3. Results and Discussion
3.1. The Char Yield from Two Types of Gasification Atmospheres
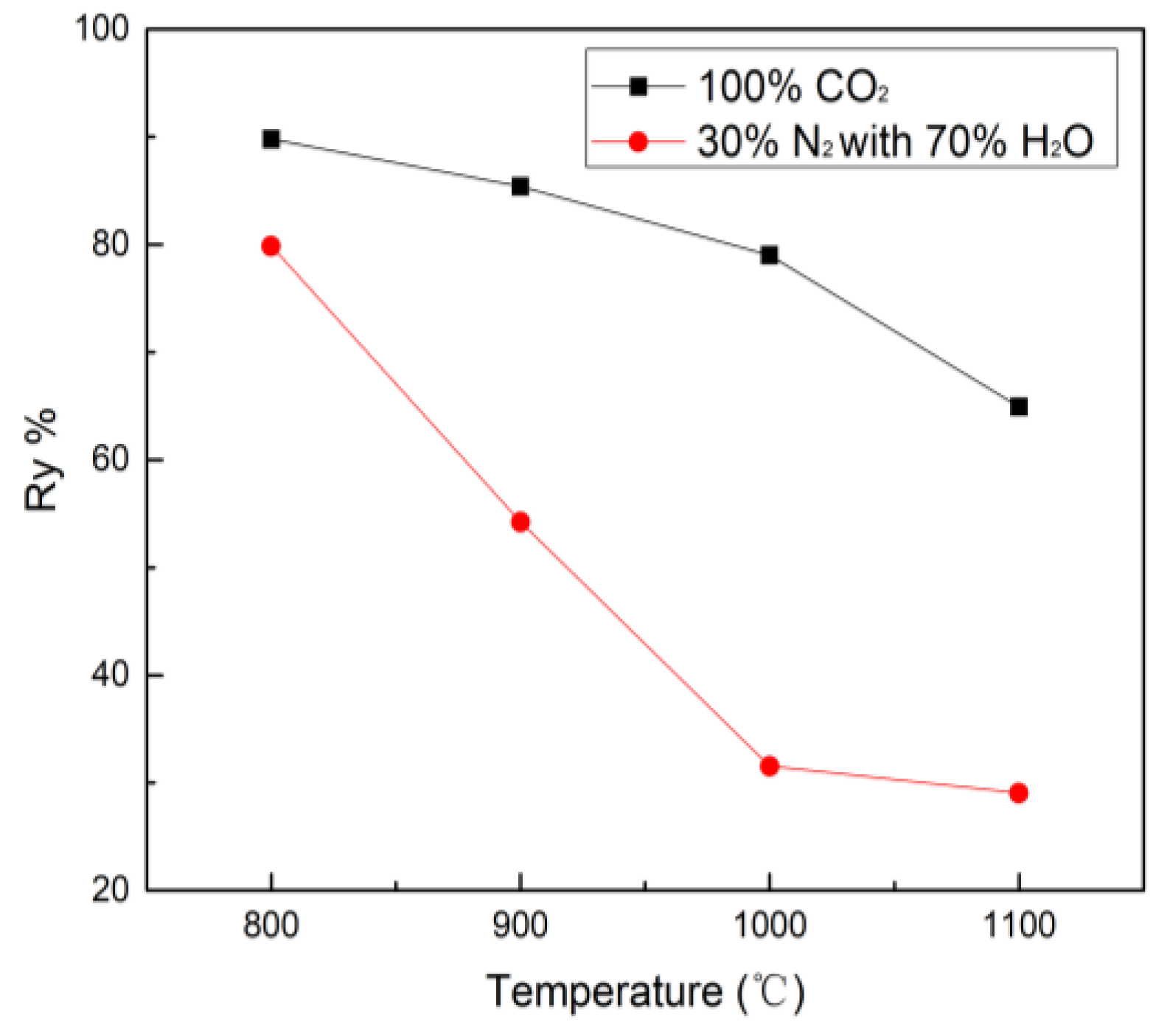
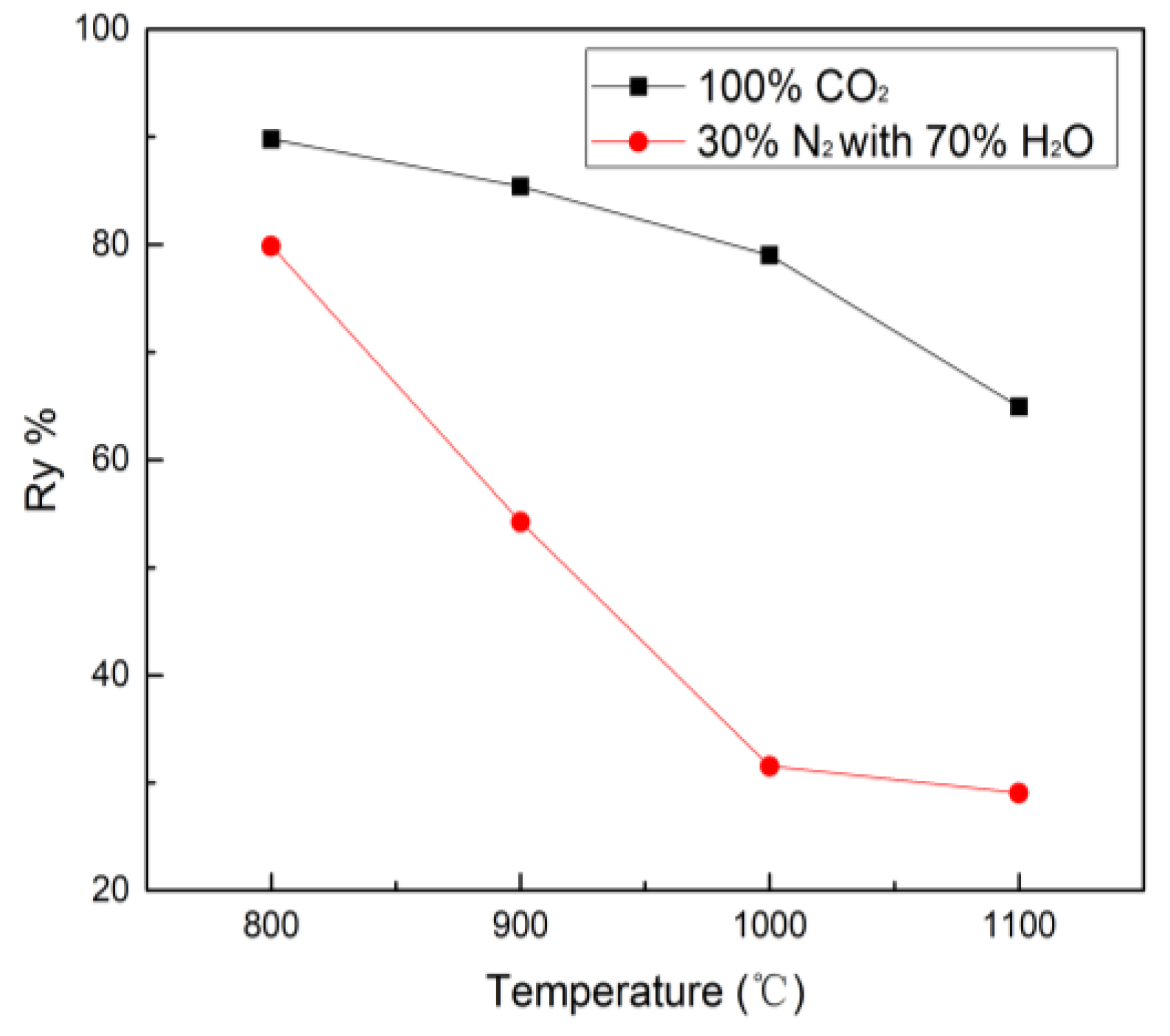
The char yield under CO
2 and H
2O gasification conditions are shown in
Figure 2. The yield tends to decrease with increasing gasification temperatures. The char reduces from 89.8% (800 °C) to 64.9% (1100 °C) in CO
2 gasification while the char yield declines from 80.8% (800 °C) to 29.0% (1100 °C) in H
2O gasification. Apparently, the atmosphere plays an important role for the yield of char and petcoke has high gasification reactivity under H
2O atmosphere. From the reduction trend of char yield, it can be seen there are two stages in the CO
2 and H
2O gasification. In stage 1 (before 1000 °C), the reduction trend of char yield in H
2O atmosphere is dramatically higher than that in CO
2 atmosphere. It is interesting that the reduction trend of char yield in the CO
2 and H
2O gasification in stage 2 (after 1000 °C) is opposite to stage 1 because CO
2 molecules can cross the reaction energy barrier leading to an increase of the char consumption yield while the H
2O gasification almost complete at this temperature.
3.2. Occurrence Modes of Nickel in Petcoke and Its Gasification Char
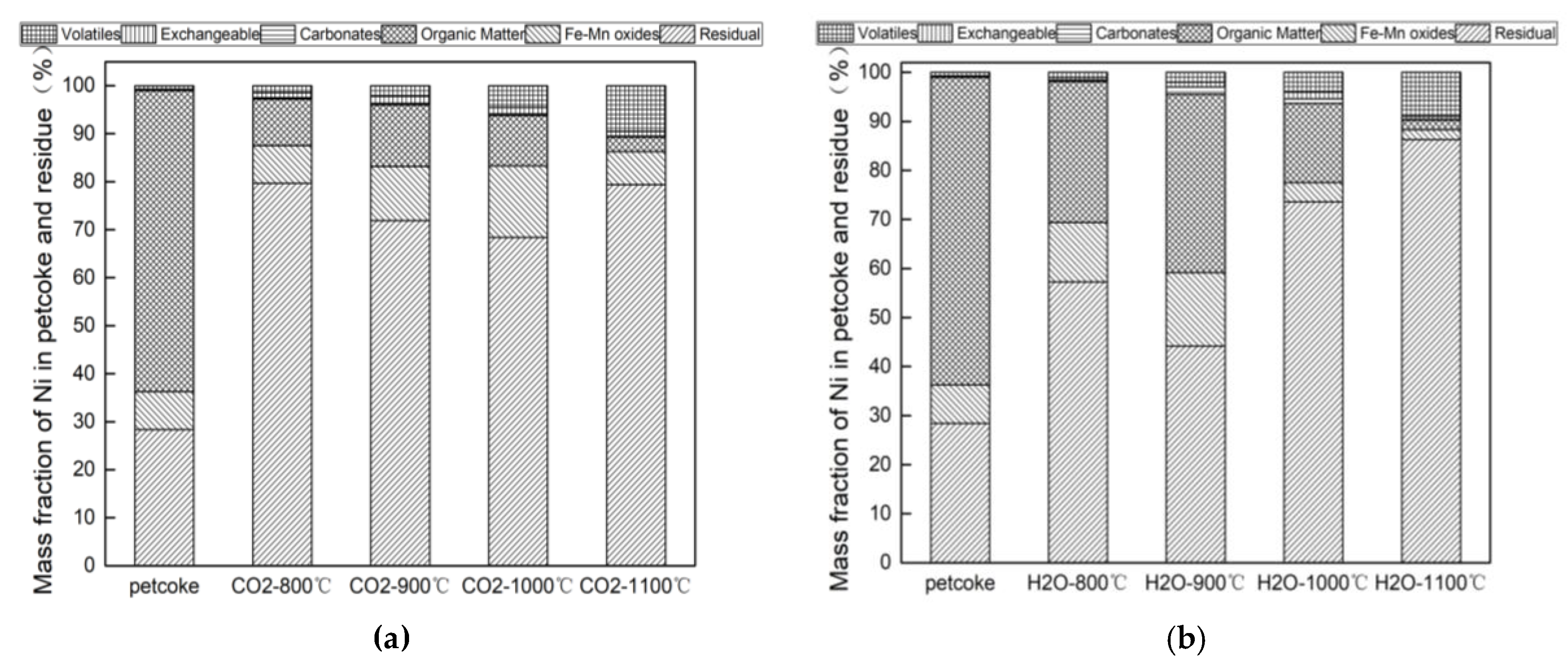
The migration of occurrence forms of nickel during CO
2 and H
2O gasification is shown in
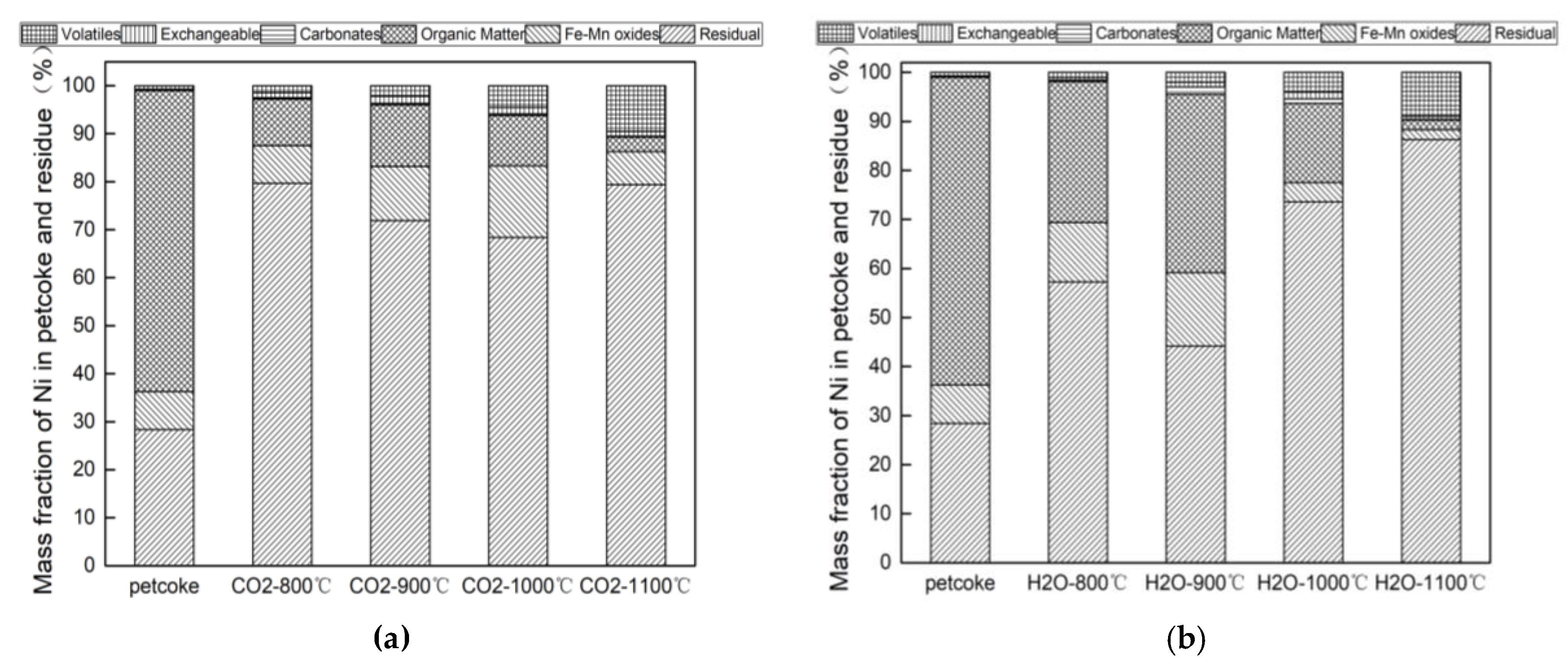
Figure 3a,b. A few Fe-Mn oxides with a proportion of 7.9% is in the raw petcoke while the content of nickel exists in exchangeable and carbonates are tiny amounts of 0.7% and 0.3%. The majority of nickel is in organic (62.7%) and residual form (28.4%). After gasification, significant change of the different forms of nickel occurs in the gasification char.
For the CO
2 gasification, as shown in
Figure 3a, when the gasification temperature increases to 800 °C, most of the organic-bound nickel is converted to the residual form. The residual form of nickel increases from 28.4% to 79.7% while the content of organic-bound sharply reduces from 62.7% to 9.7%. The Ni bound to Fe-Mn oxides is basically constant. As the gasification temperature increases from 800 °C to 900 °C, the residual form of nickel begins to decompose and mainly transforms into organic and Fe-Mn oxides. At 1000 °C, the fraction of the organic-bound nickel also transforms into Fe-Mn oxides which reaches a maximum of 14.9%. When the temperature reaches 1100 °C, organic and Fe-Mn oxides are significantly reduced and converted into the residual form of nickel. The content of the residual form of nickel reaches 79.4%, which is basically consistent with the content in the residue of nickel form at 800 °C. We note that comparing the char samples at 800 °C and 1100 °C, it can be found that the content of nickel affiliated with the exchangeable, carbonates, Fe-Mn oxides and residual forms are basically unchanged. After gasification at 800 °C, Ni associated with organic matter sharply drops 53.0% while the residual form rises acutely (51.3%) and very low level of volatile Ni (1.4%) emerges. At 1100 °C, as residual form remains unchanged, Ni affiliated with organic matter further decreases 6.7% and converts into volatile Ni. In this sense, from room temperature to 1100 °C, there are 51.3% and 6.7% of organic matter Ni converted into residual form and volatile form, respectively. It can be deduced that the organic-bound nickel prefers to form residual fraction rather than volatilize.
For the H
2O gasification, as shown in
Figure 3b, a large amount of organic-bound nickel decomposes from 62.7% to 28.7% and is mainly converted into the residual form (from 28.7% to 57.3%), with a small part converted into Fe-Mn oxides at 800 °C. The residual form of nickel decreases by 13.1% at 900 °C and is mainly converted into organic and Fe-Mn oxides, while the transformation behavior from 900 °C to 1000 °C shows an opposite trend. When the temperature reaches 1100 °C, organic and Fe-Mn oxides completely decompose and convert into the residual form.
In general, the gasification temperature mainly affects the transformation of the organic-bound nickel and the residual form nickel, accompanied by a small amount of other forms. Comparing the CO2 and H2O gasification processes, the trends of the different forms are roughly the same, but the contents differs greatly. At 800–900 °C, the new generated residual form nickel in CO2 atmosphere is nearly three times higher than that of H2O atmosphere, indicating that CO2 atmosphere is conducive to the conversion of the organic-bound nickel to the residual form at low temperature. At 1000–1100 °C, the organic-bound and the residual form nickel in the CO2 atmosphere are lower than in the H2O atmosphere, indicating that the CO2 atmosphere promotes the formation of Fe-Mn oxides at high temperature. In both atmospheres, the organic-bound nickel gradually decreases with temperature, but the amount in the H2O one is significantly higher than that in the CO2 atmosphere, indicating that the CO2 gasification are favorable to the decomposition of organic-bound nickel. The trends of the residual form Fe-Mn oxides are also generally the same. The main difference is that the peak of the content of Fe-Mn oxides in H2O atmosphere is advanced to 900 °C, which is probably due to the relatively low activity of CO2 and the decomposition of bound to Fe-Mn oxides requires higher energy to carry out, leading to the transformation of most of Fe-Mn oxides into the residual form of nickel at 1000 °C under CO2 atmosphere.
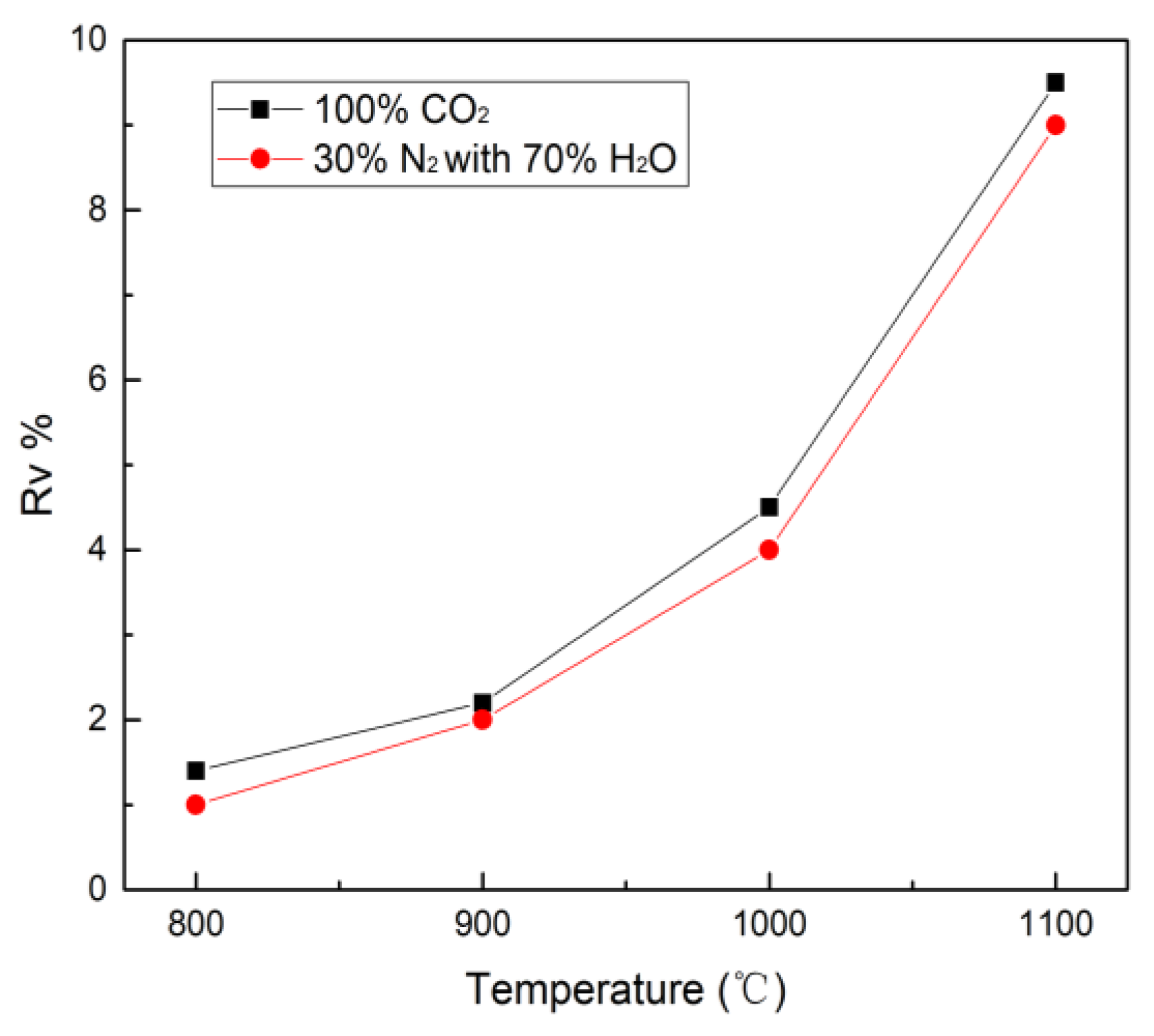
As the temperature increases, the volatilization characteristic of nickel gradually increases during H
2O and CO
2 gasification, illustrated in
Figure 4. It is remarkable that H
2O and CO
2 gasification display similar volatilization behavior. The nickel volatility in H
2O and CO
2 gasification reaches the highest
Rv value 9.0% and 9.5% at 1100 °C. It is apparent that the difference in the nickel volatility between H
2O and CO
2 gasification is ignorable, so it can be concluded that the volatility of nickel is not dependent on the gasification atmosphere, but rather mainly on the reaction temperature.
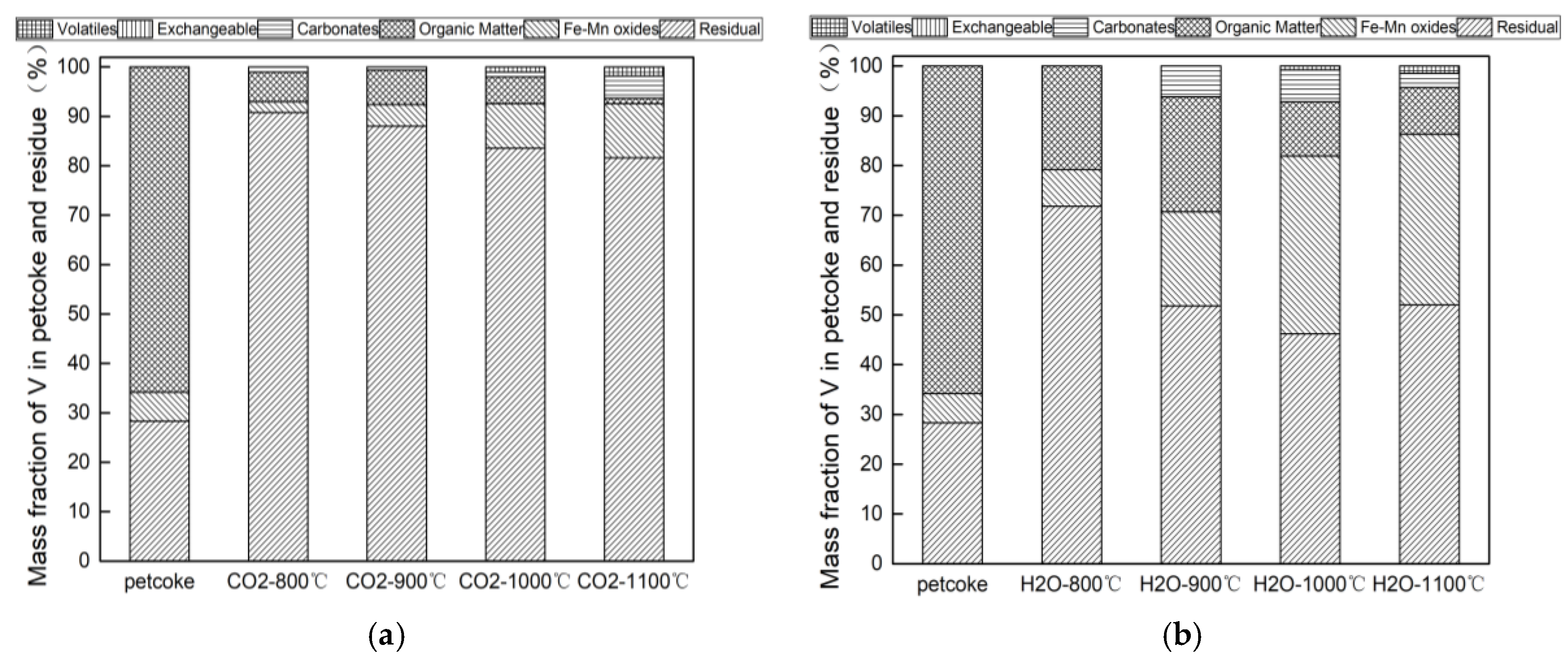
3.3. Occurrence Modes of Vanadium in Petcoke and Its Gasification Char
The transformation of different forms of vanadium in the process of CO
2 and H
2O gasification can be seen from
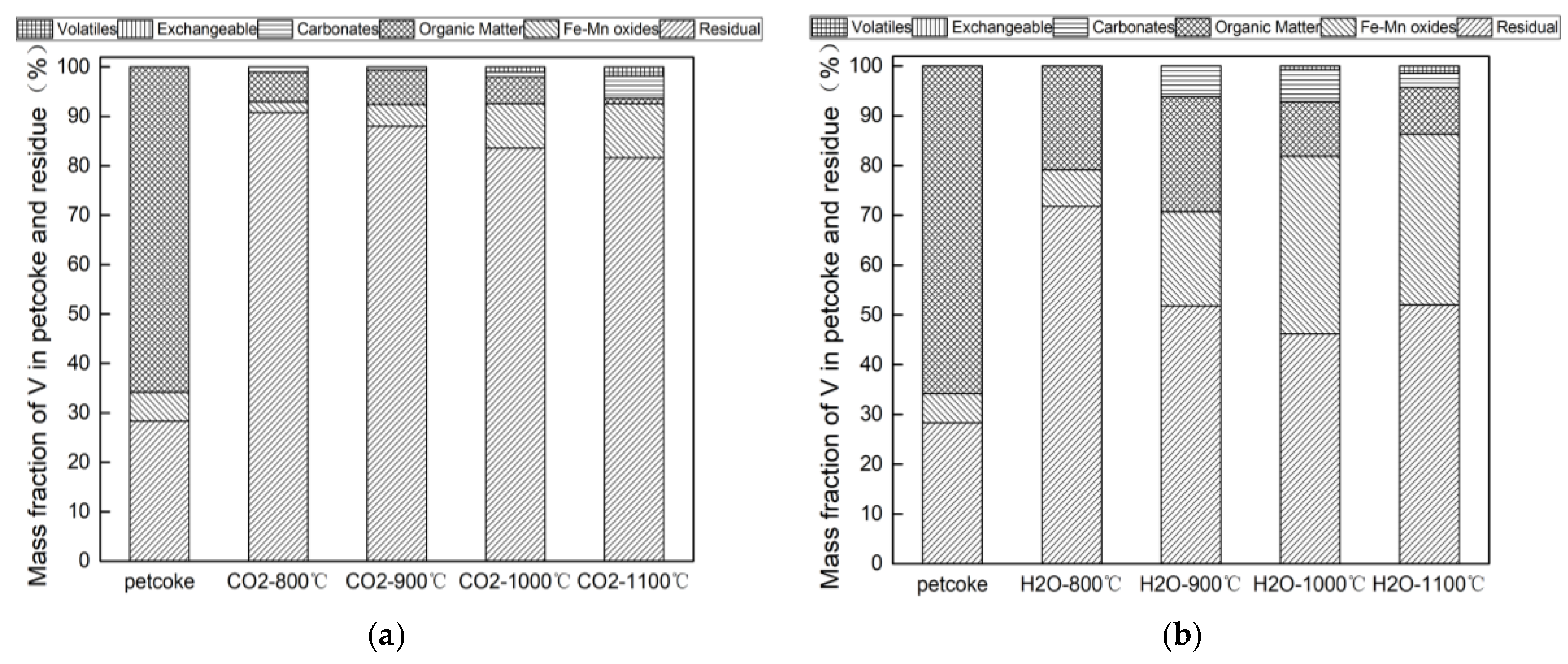
Figure 5a,b. The mass fraction of vanadium bound to exchangeable and carbonates can be barely detected by ICP-AES. The occurrence of vanadium in petcoke, which is similar to that of nickel, is mainly in organic matter (65.78%) and residual form (28.29%), with a small amount of Fe-Mn oxides form, which is consistent with Li et al. [
18] who reached the conclusion that the organic and residual forms are the predominant vanadium chemical forms while the content of vanadium occurring in exchangeable, carbonates, and Fe-Mn oxides are negligible for raw petcoke.
For the CO2 gasification, most of the organic-bound vanadium converts to the residual form of vanadium at 800 °C. The content of the organic-bound vanadium sharply reduces from 65.8% to 6.0% and the vanadium bound to Fe-Mn oxides decreases from 5.9% to 2.2%, resulting in the residual form vanadium reaching a maximum of 90.8%. As temperature increases to 1000 °C, the residual form of vanadium begins to decompose, mainly converting into vanadium bound to Fe-Mn oxides, while the other forms remains basically unchanged. When the temperature reaches 1100 °C, the Fe-Mn oxides reach the maximum value of 11.0%, while the organic-bound vanadium is almost completely decomposed. After gasification at 800 °C, V associated with organic matter sharply drops 59.8%, while the residual form acutely rises 62.5% with no content of V volatility emerging. At 1100 °C, V associated with organic matter decreases 64.7% while the residual form acutely rises 53.3% with a little V volatility (1.8%) emerging. It is obvious that the organic-bound vanadium prefers to form residual fraction rather than volatilize. No vanadium bound to exchangeable is found throughout the whole gasification process.
For the H
2O gasification, as shown in
Figure 5b the organic-bound vanadium decomposes to the residual form at 800 °C. The organic-bound vanadium sharply reduces from 65.8% to 20.8% and the residual form increases from 28.3% to 71.8%. At 900 °C, the residual form of vanadium decreases by 20.0% and changes to the Fe-Mn oxides and carbonates while the organic-bound vanadium remains consistent. As the temperature increases to 1000 °C, both organic-bound and the residual form of vanadium simultaneously reduce and convert into Fe-Mn oxides while the carbonates remains constant. At 1100 °C, the vanadium bound to carbonates converts to the residual form. The organic-bound vanadium shows a downward trend while Fe-Mn oxides display an upward tendency during steam gasification. No vanadium bound to exchangeable is detected.
Comparing the two kinds of atmosphere, the variation of the forms are obviously different. In the CO2 atmosphere, the dominant conversion is the organic-bound vanadium to the residual form. However, the forms in the steam atmosphere are more diverse, by changing from the organic-bound vanadium to other forms of residue, Fe-Mn oxides and carbonates. In both atmospheres, increasing temperature promotes the decomposition of organic-bound vanadium, but the total amount in the H2O is significantly higher than that in the CO2 atmosphere, indicating that the CO2 gasification atmosphere is favorable for the decomposition of organic-bound vanadium. It is worth noting that the vanadium bound to Fe-Mn oxides are gradually increasing in both atmospheres, but the amount in the steam atmosphere is three times higher than that in the CO2 atmosphere, indicating that the steam atmosphere is conducive to the formation of Fe-Mn oxides. The presence of large amounts of Fe-Mn oxides affects the transformation of various forms in the steam gasification process. At the same time, the total amount of the residual form vanadium in the steam atmosphere is significantly lower than that of the CO2 atmosphere, indicating that the H2O atmosphere promotes the conversion of residual form vanadium into other forms.
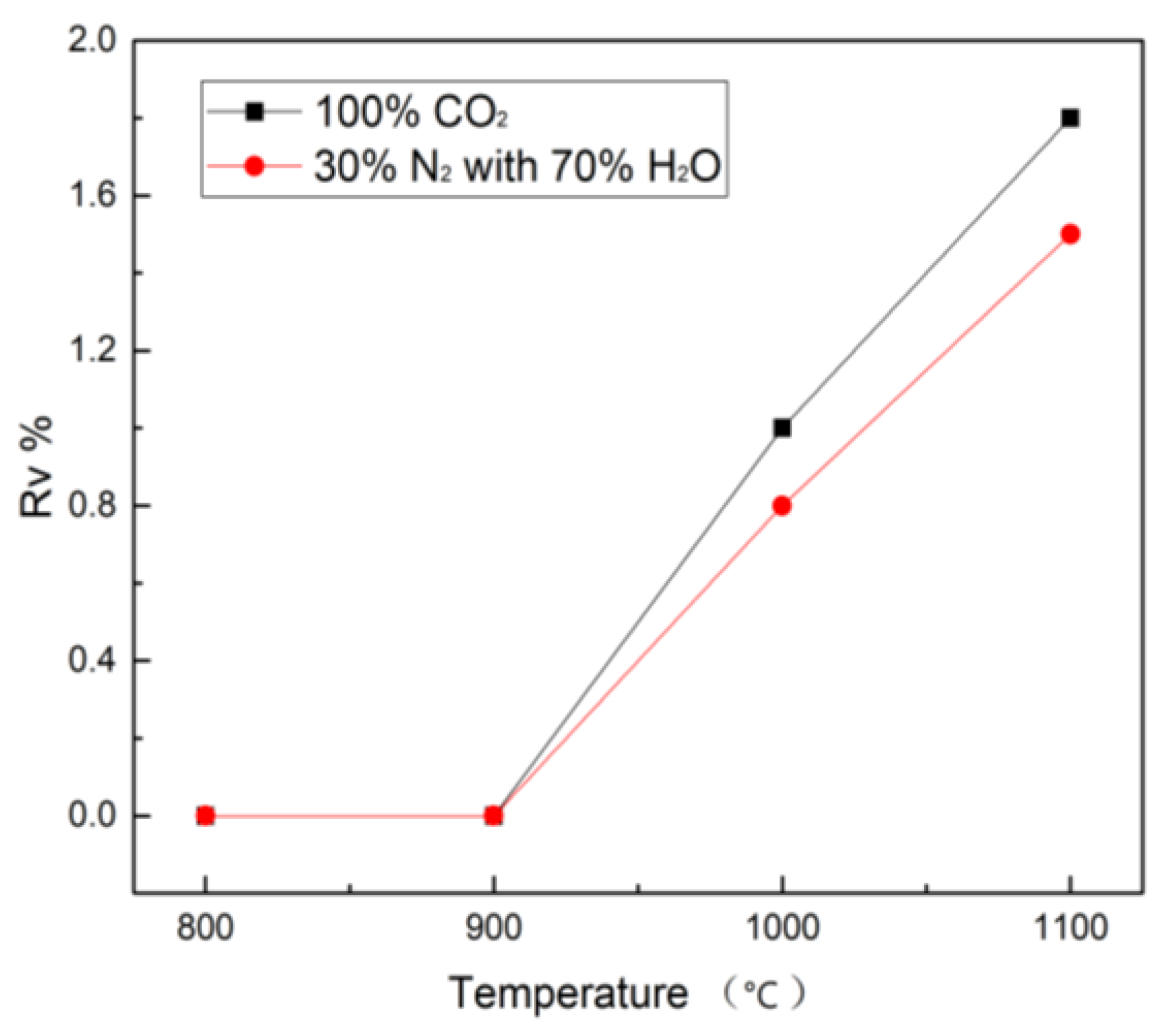
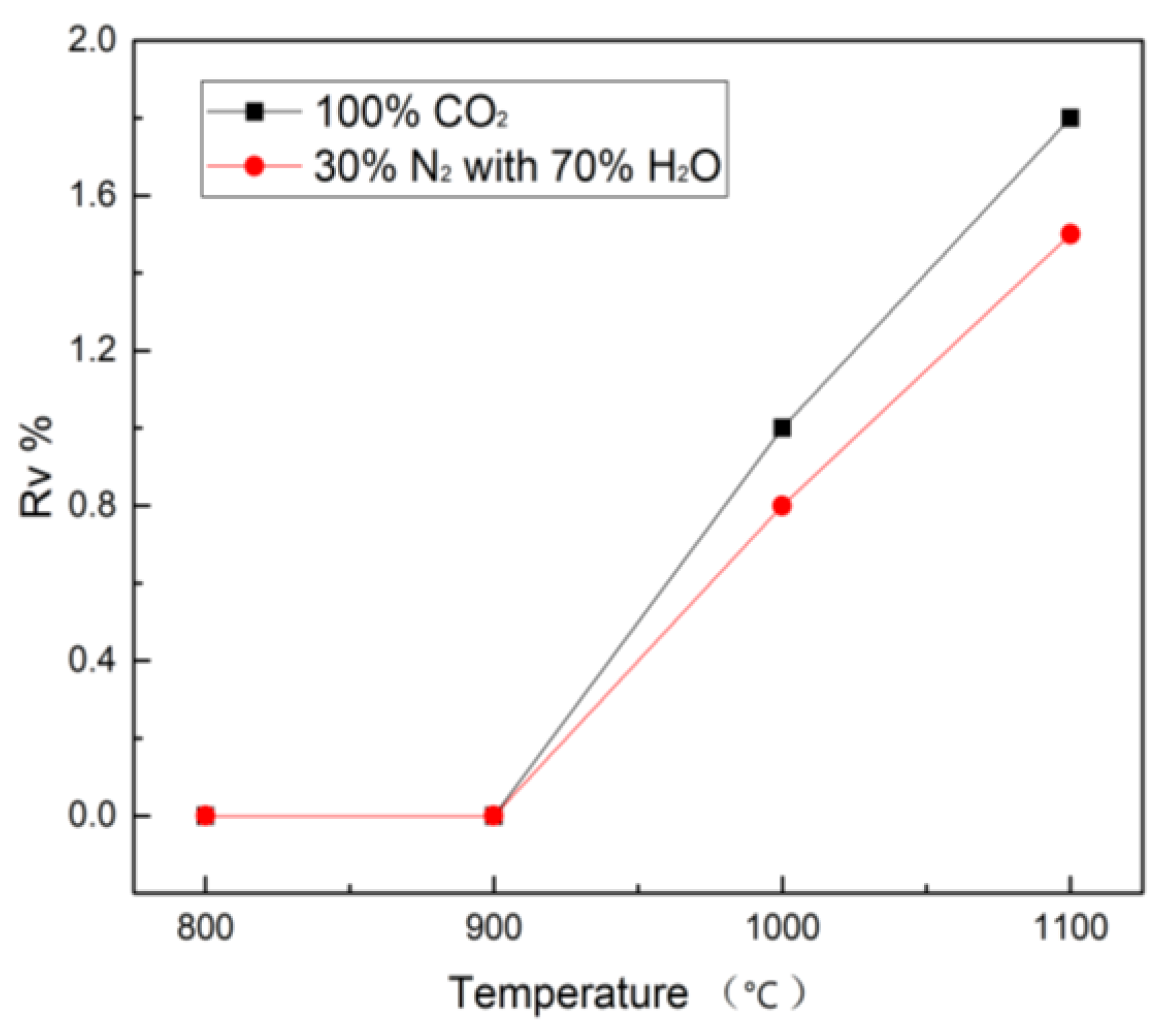
As the temperature increases, the volatilization characteristic of vanadium gradually increases during H
2O and CO
2 gasification, as described in
Figure 6. It is apparent that H
2O and CO
2 gasification display similar vanadium volatilization behavior. The vanadium volatility in H
2O and CO
2 gasification reaches the highest
Rv value 1.5% and 1.8% at 1100 °C. It is obvious that the difference in the vanadium volatility between H
2O and CO
2 gasification is ignorable, so it can be concluded that the volatility of vanadium during gasification is not dependent on the gasification atmosphere, but mainly on the reaction temperature. Li et al. [
18] found the volatilization of vanadium is strongly dependent on the vanadium in the organic matter in petcoke.
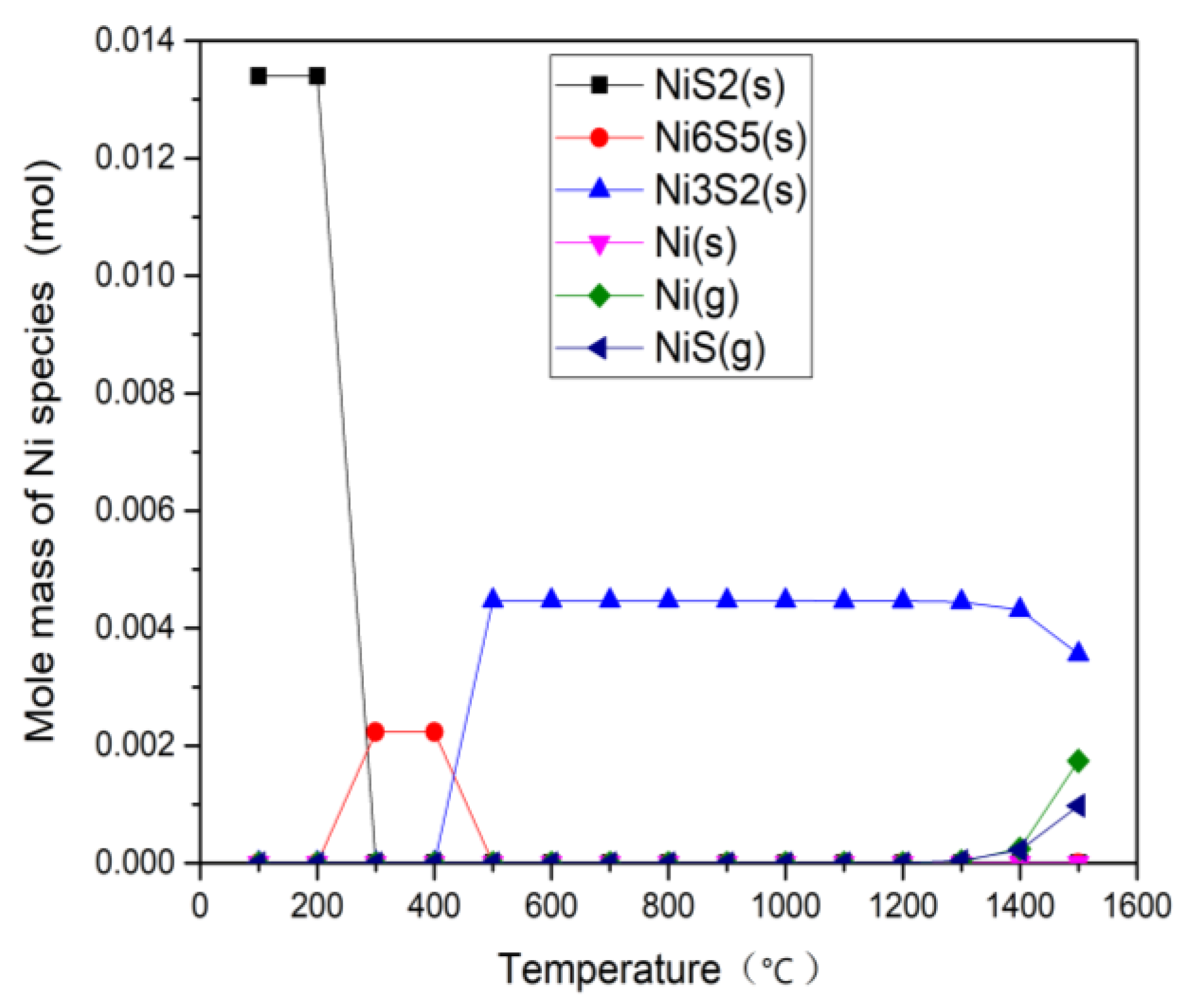
3.4. Ni Speciation in Different Gasification Atmospheres
As FactSage software platform is based on the Gibbs free energy minimization principle and the system is in a thermodynamic equilibrium state, it is mainly used to analyze the conversion of inorganic substances. Calculation results of CO
2 and H
2O gasification associated with Ni are shown in
Figure 7 and
Figure 8.
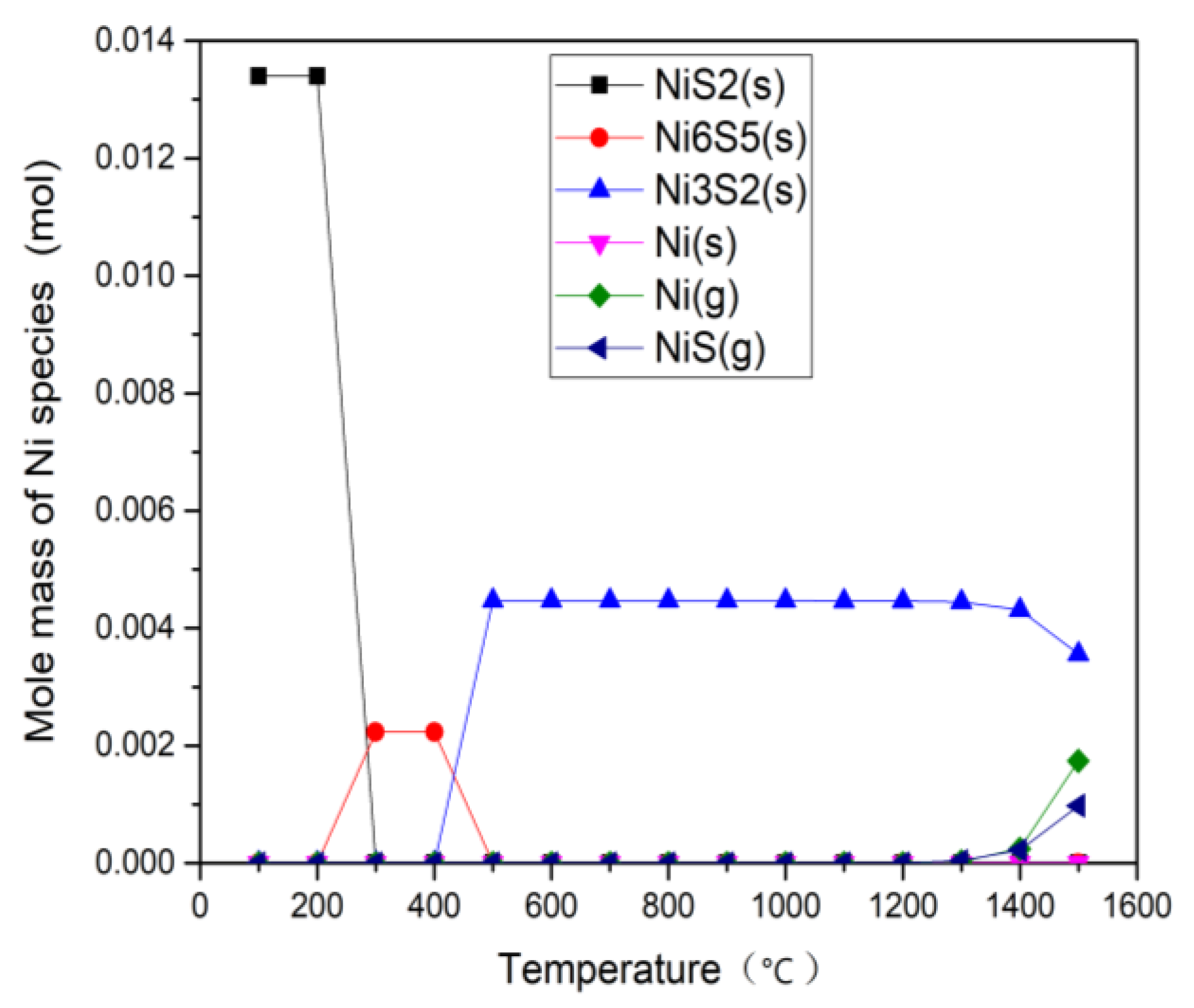
For the CO
2 gasification, the only product is NiS
2 (s) below 200 °C. For the 300–400 °C temperature range, the only product changes to Ni
6S
5 (s). Above 400 °C, the main product is Ni
3S
2 (s). Li et al. [
18] predicted the morphology of vanadium in the gasification of petcoke. As the temperature increased, Ni reacted with S to form NiS
2, Ni
9S
8, Ni
7S
6, and Ni
3S
2. The melting points of NiS (s) and Ni
3S
2 (s) are 645 °C and 797 °C. It can be found that the S content decreases with the increase of Ni, while the melting point and stability of Ni
xS
y compounds gradually increase. When the temperature reaches 1300 °C, gaseous Ni (g) and NiS (g) are produced. The thermodynamic equilibrium simulation in [
27] showed that Ni
xS
y was the stable form of nickel until 1000 °C in a reducing gasification atmosphere (containing H
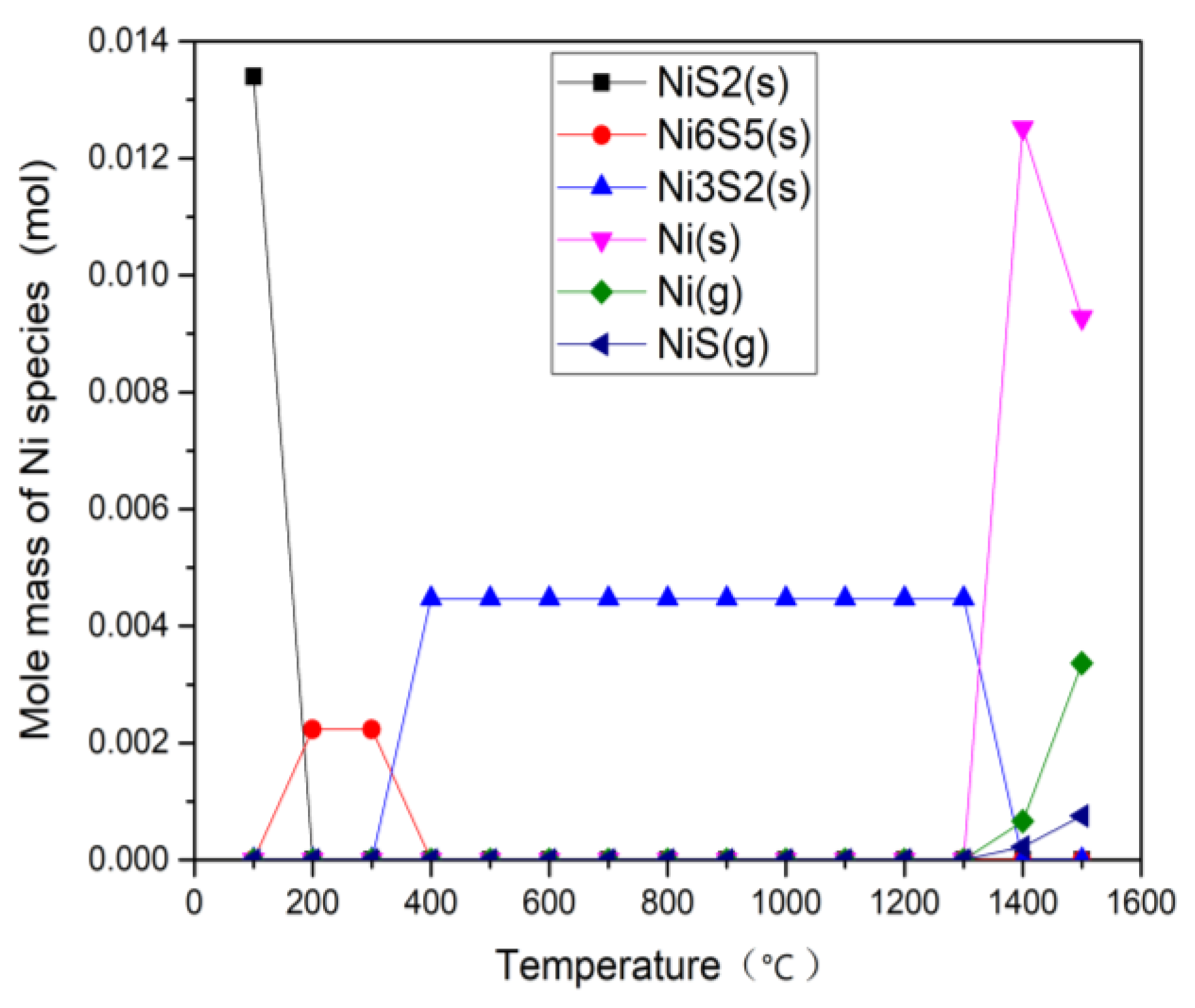
2S gas). When the temperature was up to 1000 °C, the main stable nickel form was elemental Ni. For the H
2O atmosphere, the distribution of Ni is basically the same as in the CO
2 atmosphere, but the formation temperature of Ni
6S
5 (s) and Ni
3S
2 (s) are lowered by 100 °C. This indicates that steam is favorable to generate the more stable Ni
xS
y compound, thereby suppressing the volatilization of the Ni-containing compound, which is identical with the volatility result of Ni in
Figure 4. When the temperature rises to 1400 °C, there is some solid elemental Ni apart from gaseous Ni (g) and NiS (g). Ni element does not react with other metal elements at this temperature. There are more elemental Ni (s) at high temperature in the H
2O atmosphere than that in CO
2 atmosphere, which is also consistent with the residual content of Ni at 1100 °C in the experiment (
Figure 3).
When comparing the experimental data (
Figure 4) with the simulation results, it is found that there is reasonable agreement on the volatilization characteristic of Ni. In the gasification process, nickel is mainly present in the form of Ni
3S
2 (with a low melting point of 797 °C). When the temperature reaches 800 °C, the volatilization of Ni species occurs, which can also be verified by the
Rv changes in
Figure 4. Wang et al. [
7] investigated the corrosion and fouling in syngas cooler tubes and reported the Ni
3S
2 would be vaporized instantly during the devolatilization process due to the high temperature. It can be deduced that the main volatilization component of Ni comes from the Ni
3S
2 in the high temperature range (800–1100 °C).
3.5. V Speciation in Different Gasification Atmospheres
Figure 9 and
Figure 10 show thermodynamic calculation results of vanadium under CO
2 and H
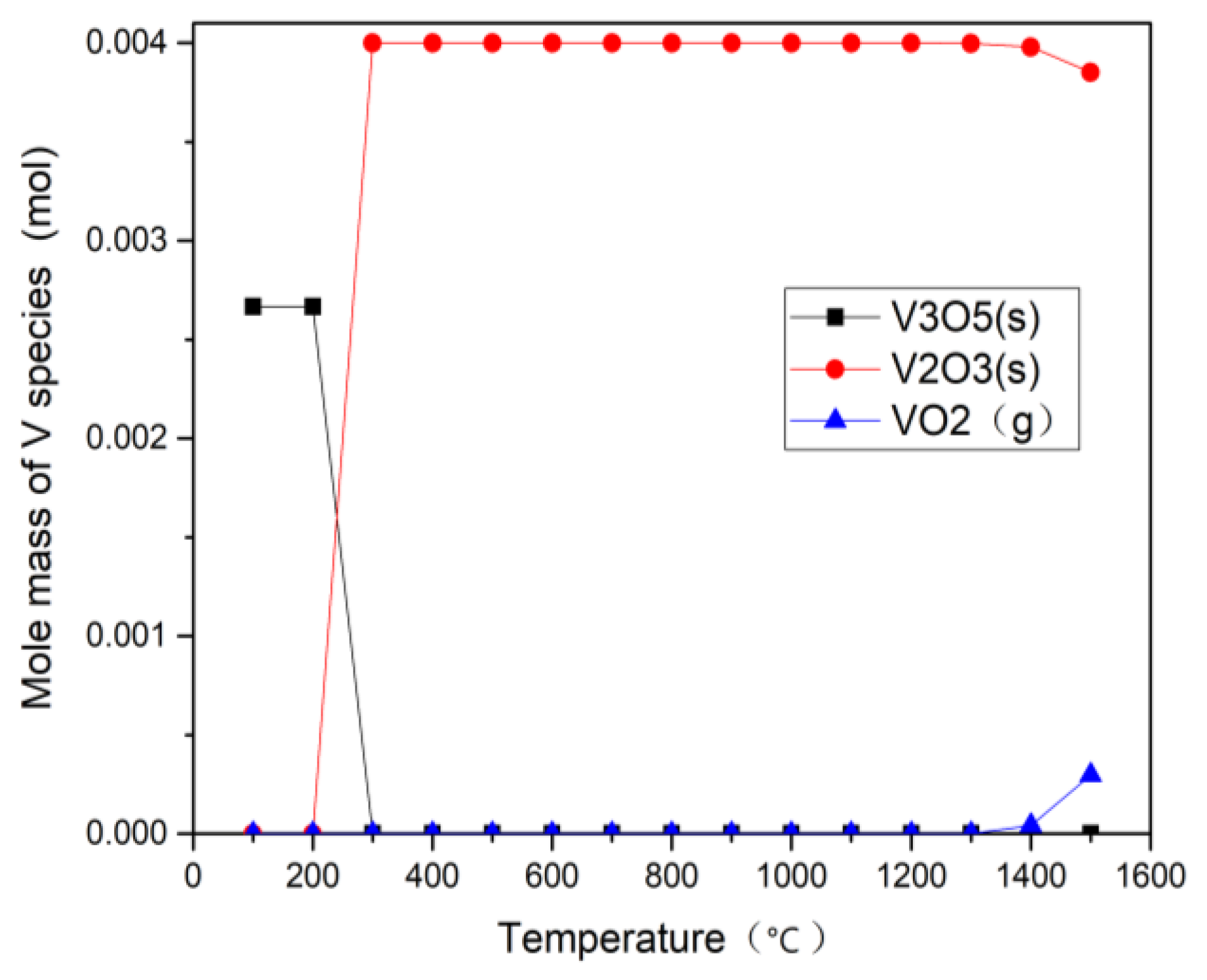
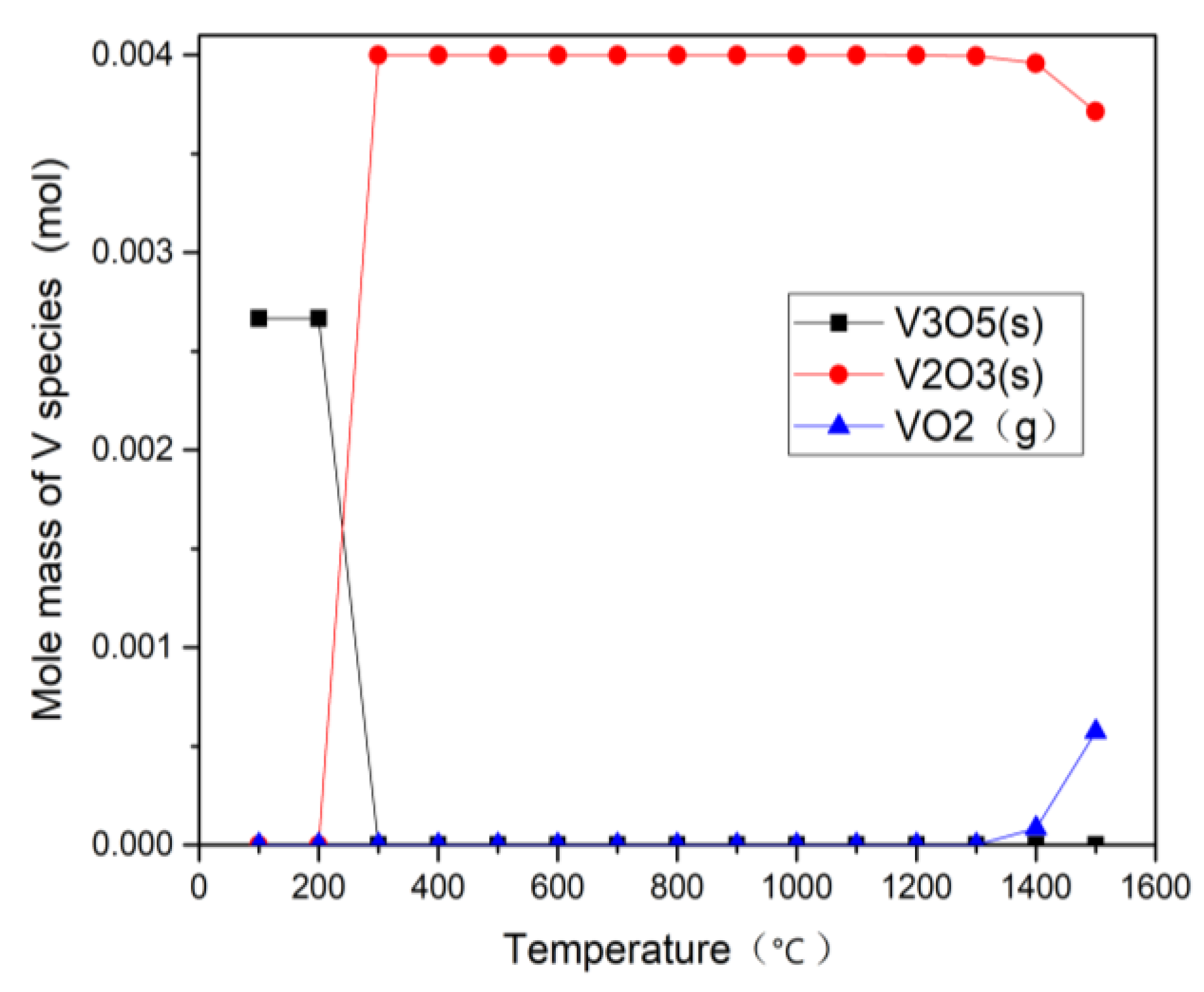
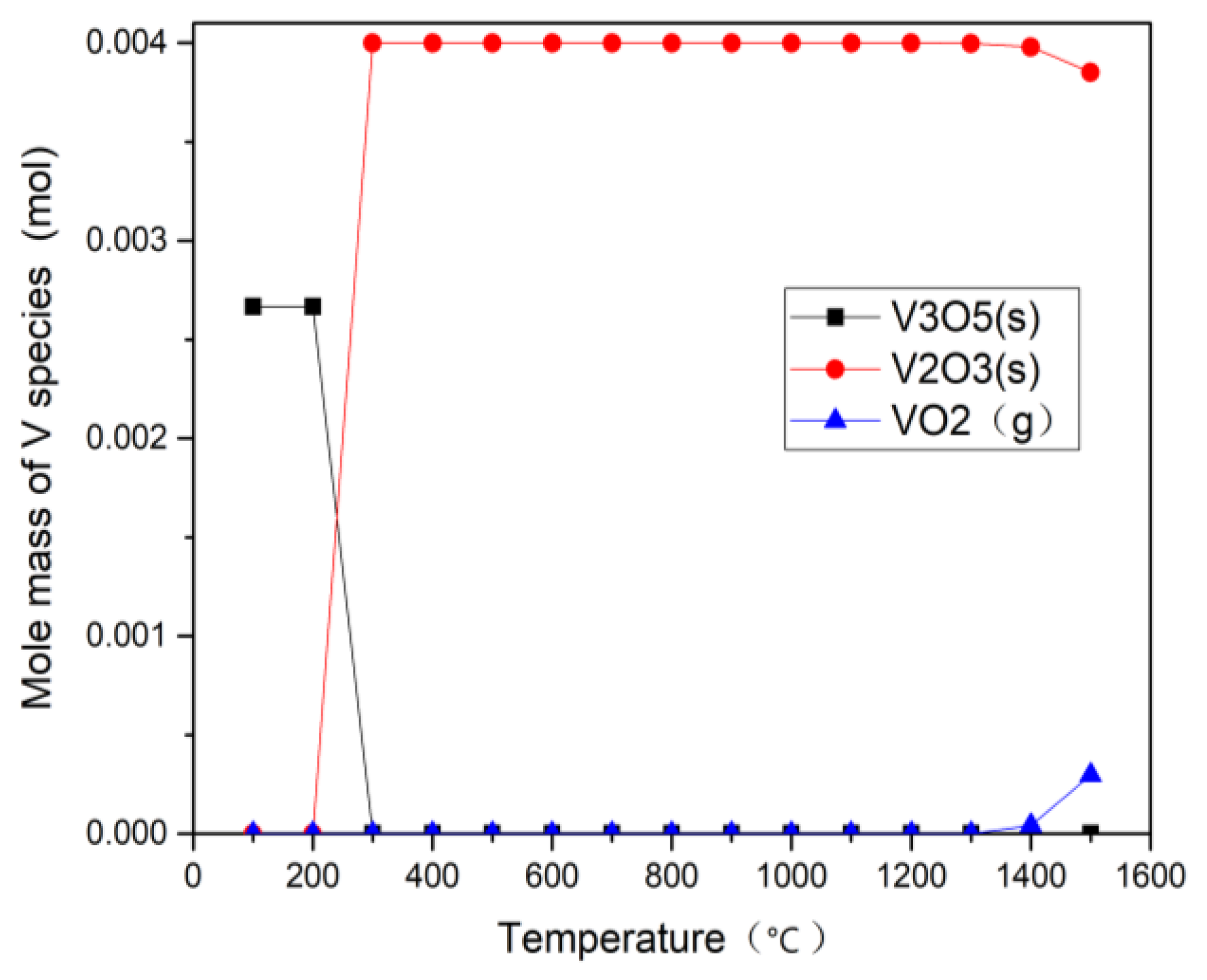
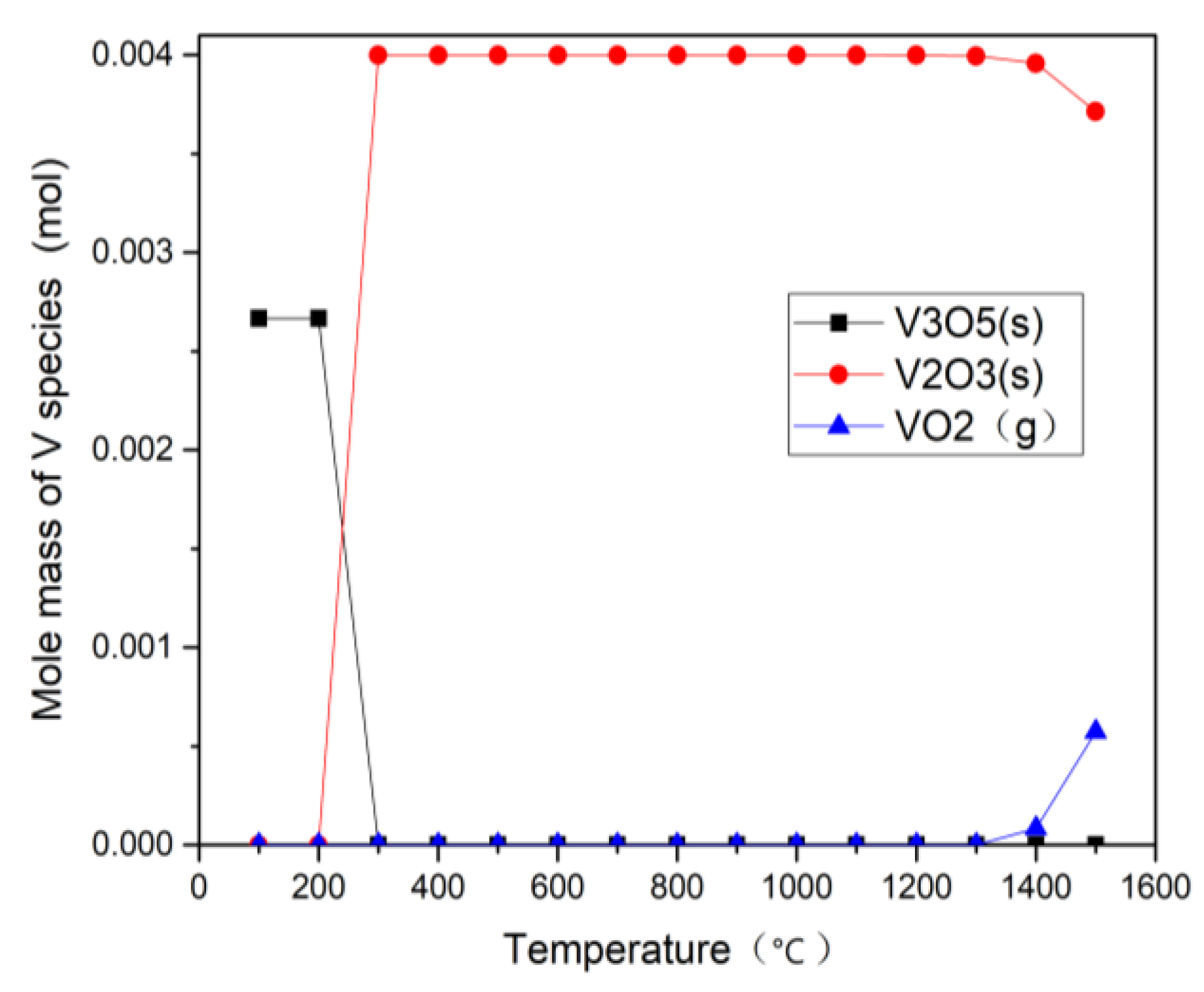
2O gasification process. The results, under the gasification conditions of 800–1100 °C, indicate that the gaseous vanadium compounds formed in the two atmospheres are almost the same, revealing that the atmosphere has little effect on the distribution of V species at different temperatures, which proves that the volatility of V during gasification does not depend on the gasification atmosphere. Below 200 °C, the main product is V
3O
5, and it changes to V
2O
3 as the temperature rises from 300 °C to 1500 °C. Below 1300 °C, there is no volatility of V, which is consistent with the experiment results of
Rv in
Figure 6. Above 1300 °C, a little VO
2 gas is generated (less than 5% of the total amount of V). However, V
2O
3 is still the main product in the gasification process of petcoke. V does not react with other metal elements in this temperature range. The migration and conversion mechanism of V in the process of petcoke gasification is similar to that of coal gasification and the conclusions agree well with some literature [
28,
29] about the presence of vanadium in coal gasification reaction. Frandsen et al. [
28] found that the stable V species was V
2O
3 (s) and the volatilization of VO
2 (g) emerges when the temperature exceeded 1525 °C. Bunt et al. [
29] found that V
2O
3 remained stable while VO
2 gas (0.1%) was observed above 1225 °C.
When comparing the experimental data (
Figure 4) with the simulation results, it is found that there is reasonable agreement on the volatilization characteristic of V. References [
17,
18,
30] illustrate that the occurrence forms of V in gasification char were mainly V
2O
3, FeV
2O
4 and other forms of minerals, of which there might be the following reaction during the gasification:
Thermodynamic equilibrium calculation results show that the content of V
2O
3 (s) in H
2O and CO
2 gasification remain stable at 0.004 mol from 300 °C to 1300 °C, but it begins to decrease at 1400 °C in both H
2O and CO
2 gasification. The modeled results of the content of V
2O
3 (s) in H
2O gasification at 1400 °C and 1500 °C is 0.00396 mol and 0.00371 mol while that in CO
2 gasification is 0.00398 mol and 0.00385 mol. There is an inflection point at 1400 °C which shows the trend of the change of V compound. Therefore, the content of V
2O
3 in H
2O gasification is lower than that in CO
2 gasification at high temperature, mainly because high concentration of CO
2 inhibits the positive reaction (3), resulting the increase of residual V and decrease of Fe-Mn oxides, which is also consistent with the residual content of V at 1100 °C in the experiment (
Figure 5). Combined with the occurrence patterns of vanadium, the proportion of the residual decreases and the volatile fraction increases as the temperature rises, which is also consistent with the simulation results trend. This shows that the simulation results can predict well the conversion trend of V.
3.6. Fouling, Slagging and Erosion Tendency Assessment for Ni and V Occurrence Modes
Many researchers [
31,
32,
33] have found that the behavior and effects of heavy metals could not be predicted and explained by their total amount in the environment, but rather were related to the distribution of forms and the differences in migration and transformation behaviors of the various forms, which determined the volatility at high temperatures. Zhang et al. [
31] concluded that the exchangeable, acid-soluble and organic matter as soluble form could be leachable under appropriate natural conditions, while insoluble forms, including the Fe-Mn oxides and residue form, were defined as the form that could not be leached. The analysis of morphological changes of heavy metals in the process of fly ash heating indicated that the soluble form of minerals decreased with increasing temperature, and the total of residual and Fe-Mn oxides form increased accordingly, summarizing that high temperature benefits the stability of minerals [
31]. Liu et al. [
32] found a relatively uniform distribution of five forms of Ni in dry sludge which were mainly distributed in the Fe-Mn oxides form and residue form after thermal treatment. With the increase of temperature, the ratio of state to unstable state increased from 0.4:1 in dry sludge to a maximum of 10.4:1 at 700 °C, indicating that Ni was present in a more stable form after thermal treatment. Zorpas et al. [
33] found that significant conversions of minerals converted to a less mobile form or released by vaporization during heating process. Wang et al. [
7] researched the corrosion and fouling in syngas tubes, and found that the insoluble form was relatively stable and it could not be easily volatilized during the heating process, suggesting the problem of being more inclined to the erosion on the metal tube wall. Correspondingly, the soluble form was more likely to cause fouling and slagging.
Therefore, it can be seen from
Figure 3 and
Figure 5 that during the gasification reaction, V and Ni dominate the erosion problem under the CO
2 atmosphere. The V and Ni insoluble mass fractions are not affected by the temperature change, remaining basically at 93% and 85%, respectively. Compared with the CO
2 atmosphere, the contribution rate of V and Ni to the fouling and slagging is obviously increased under the H
2O atmosphere, but this impact gradually weakens with the increase of temperature. The influence of atmosphere to the fouling and slagging problems is about the same at the temperature of 1100 °C. In addition, it can be noticed that the erosion problem caused by V is more serious than that by Ni under the two atmospheres, especially in the CO
2 atmosphere, so attention should be paid to the ratio of CO
2 concentration during actual operation.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}