1. Introduction
The global efforts to reduce greenhouse gas emissions and decarbonization of power supply cause major changes in all sectors of the energy economy. Since renewables are highly fluctuating, an increasing energy storage demand is predicted [
1,
2], which is necessary to ensure a secure supply. Generally, a shift from a fossil fuel based economy to an electric energy dominated system is expected. Nevertheless, fuel based networks like the natural gas grid offer enormous storage potential and are also capable of transporting huge amounts of energy. A link between electric and chemical energy could be a promising option to fulfill the requirements of the energy transition.
Power to gas technology can be used to convert electric power to chemical energy for storage. The core technique therein is water electrolysis, responsible for the energy conversion by using electrical power to split water into H2 and O2. In a medium- to long-term perspective, H2 could play a key role in energy supply as it provides beneficial characteristics: first of all, hydrogen is a carbon free fuel and can be used in stationary and mobile applications. Secondly, it can be stored in pressure tanks or underground gas storages in large-scale amounts. Generally, gas networks provide considerably more storage capacity compared to electric power grids. Lastly, the public acceptance for a clean fuel is expected to be quite high, which is also an essential property for future applications. On the downside, current energy infrastructure (electricity, mineral oil, natural gas) and customer structure (low demand, small number of customers) is not ready for a hydrogen economy.
Unlike H
2, natural gas is widely available with already fully developed infrastructure for transport, storage and utilization. Since H
2 and natural gas are gaseous fuels, a blend of those two gases is conceivable. Even higher H
2 contents are technically possible, as already demonstrated in town gas applications [
3]. A mixture of natural gas and H
2 could be the solution for the mentioned structural problems. Although natural gas qualities are regulated on national and international levels, the admixture of small amounts of H
2 (≈5 vol %) to the natural gas is tolerated in central Europe. According to the Austrian regulations [
4], up to 4 mol % of H
2 is allowed, which is compliant with other key figures like heating value, relative gas density and Wobbe index. Higher H
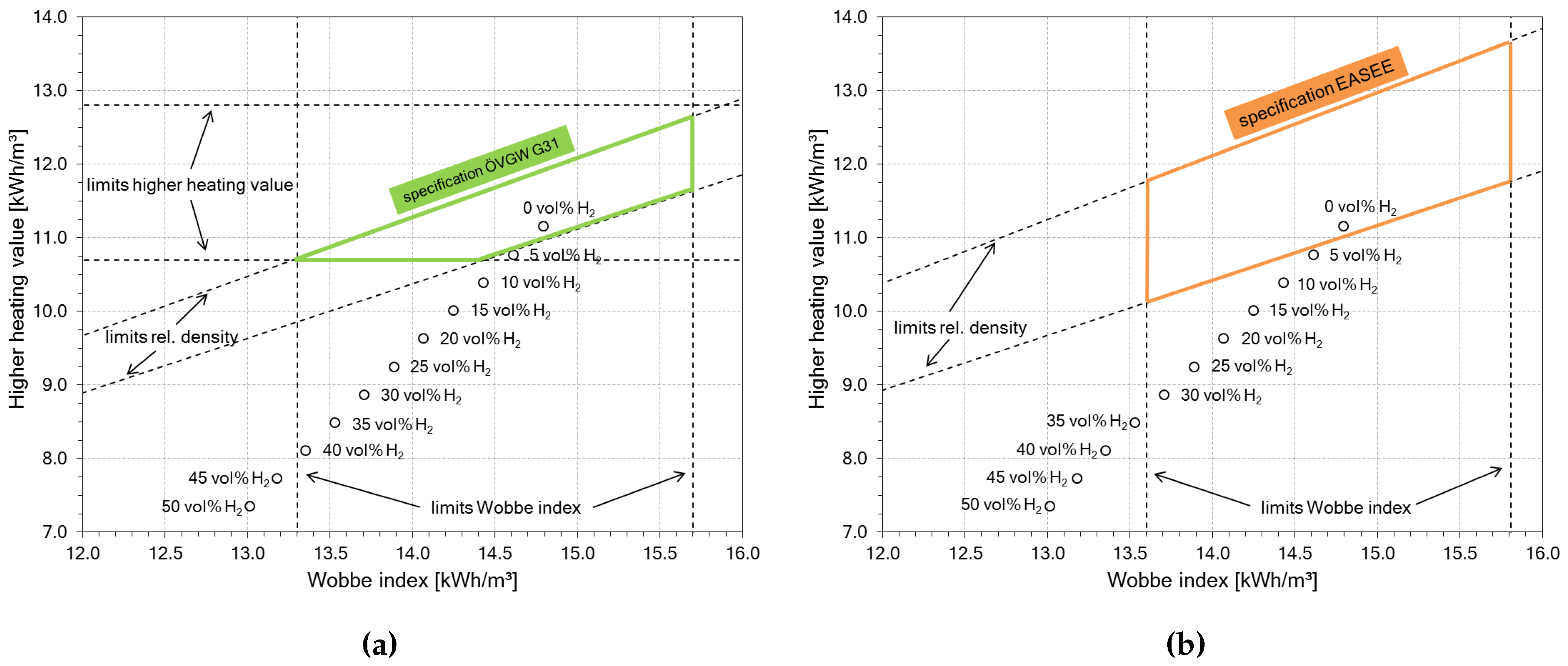
2 contents have a significant impact on these key figures and the gas blend would be out of specification.
Figure 1 shows the effects of H
2 on typical gas key figures, based on natural gas type Russia H (initial composition in
Table 1).
To circumvent the present structural problems of H
2, an additional process step, methanation, can be used, where H
2 is combined with CO and/or CO
2 to form CH
4 and H
2O. The underlying Sabatier reactions are given in Equations (
1) and (
2):
The methanation of CO (Equation (
1)) and CO
2 (Equation (
2)) are linked via the reverse water–gas shift reaction in Equation (
3):
The Sabatier process and the water–gas shift reaction are catalyzed by metals of IUPAC (International Union of Pure and Applied Chemistry) groups 8 to 10. Usually, nickel based catalysts are the preferred choice due to their high catalytic activity, high CH
4 selectivity and comparably low costs [
7]. Regarding process design, three basic concepts were developed:
fixed bed methanation (bulk and honeycomb catalysts),
fluidized bed methanation, and
three phase methanation.
On a commercial scale, fixed bed processes are dominating [
8,
9] and are offered by different companies [
10]. Besides power to gas applications, fixed bed methanation is a state-of-the-art technology for gas cleaning units e.g., in ammonia plants [
9]. As seen in Equations (
1) and (
2), the reactions are highly exothermic, thus appropriate heat management of the reactors is very important. Various reactor concepts including product gas recycle as well as internal and external heat exchangers were developed [
9,
10].
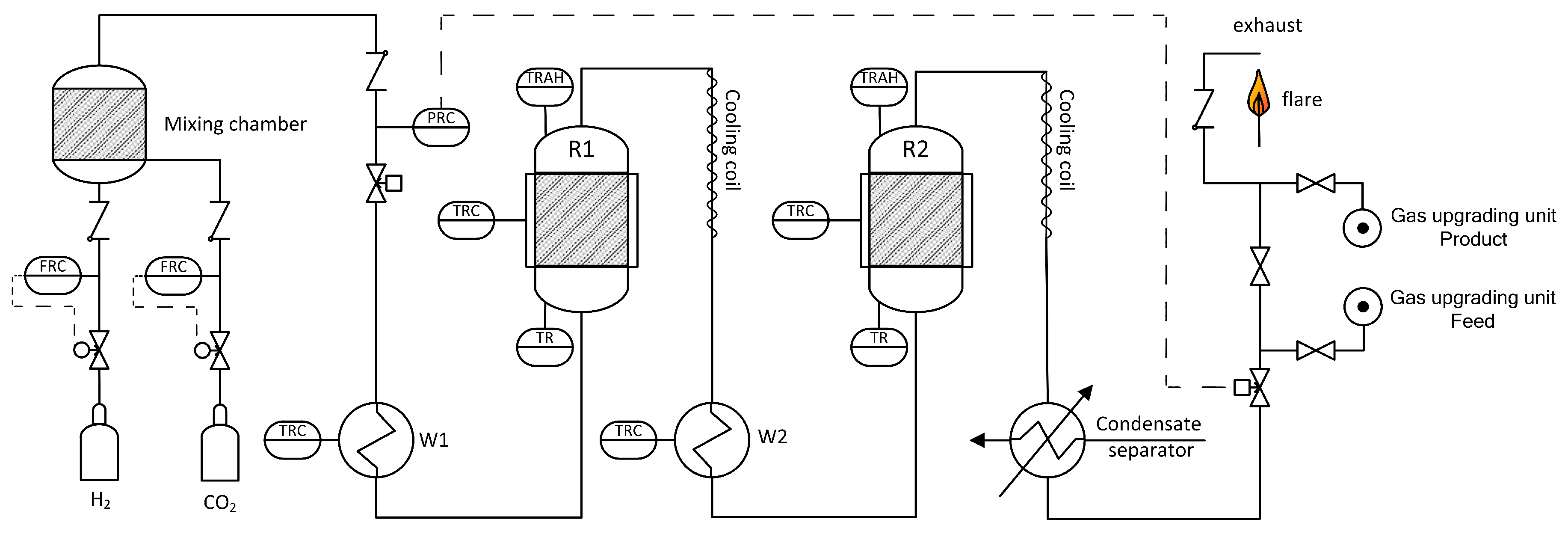
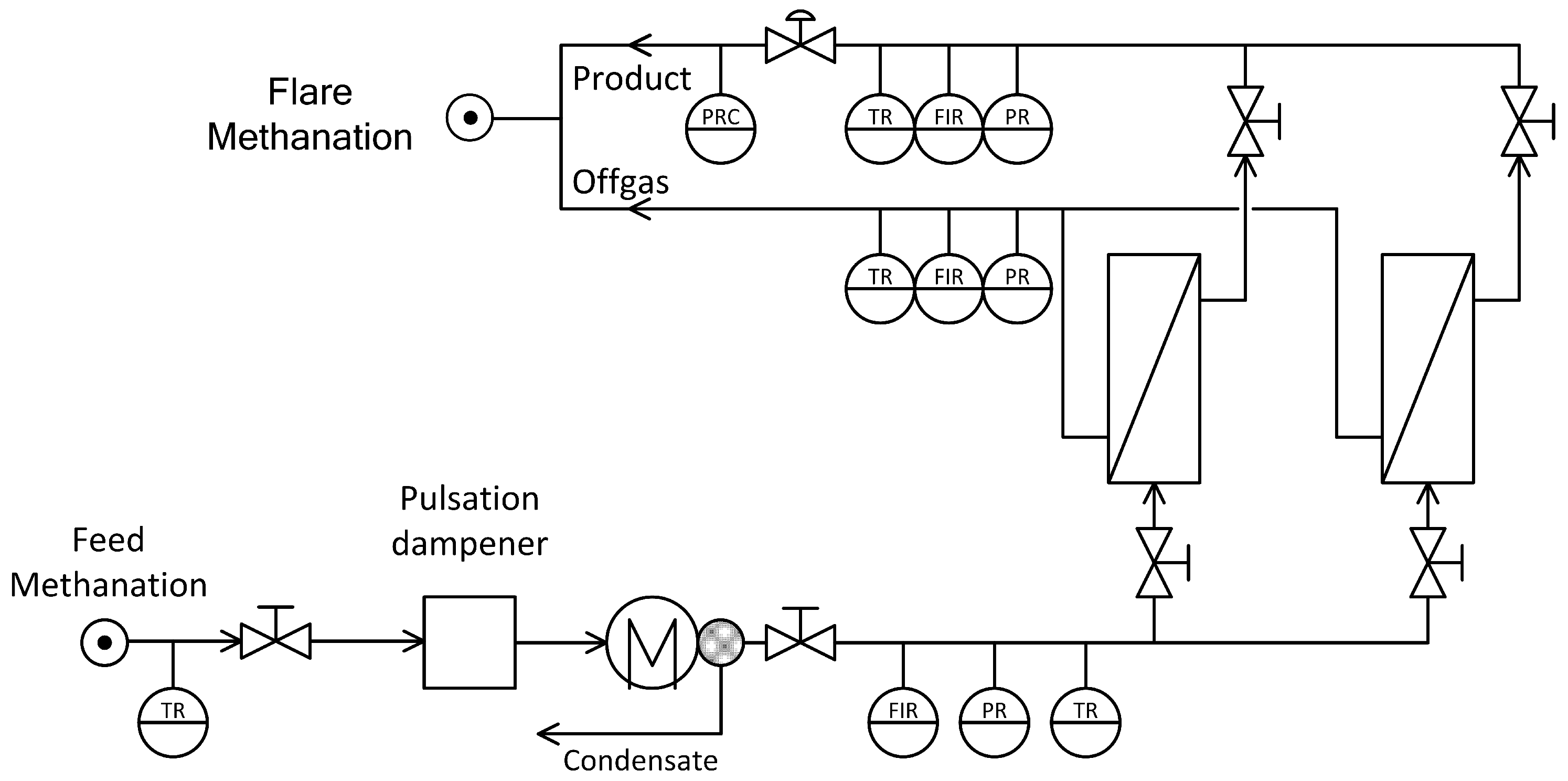
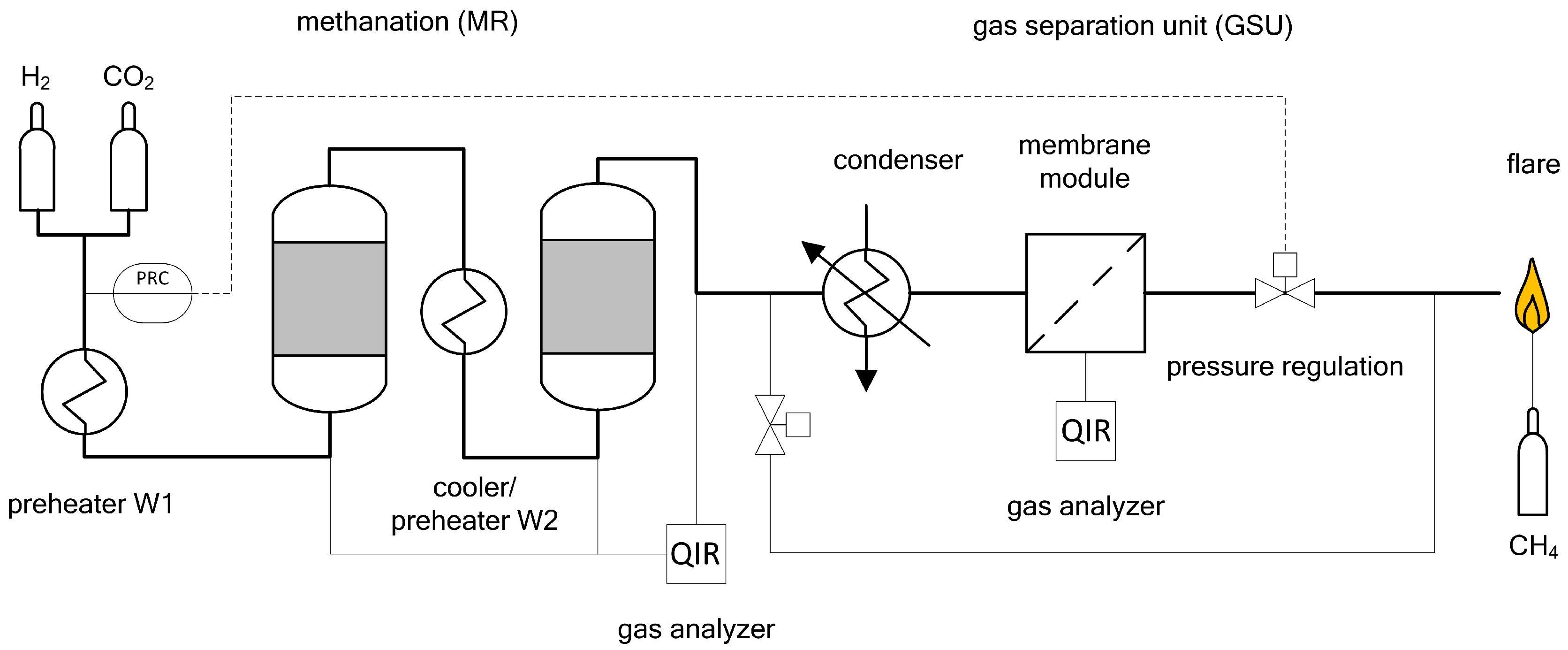
The present study deals with the combination of catalytic methanation and membrane based gas upgrading in a proof of concept. Each process unit includes innovative approaches to fit the requirements of a fluctuating energy storage application. While methanation is using a ceramic honeycomb as a substrate for the nickel catalyst, gas upgrading is done with tailored polyimide membranes for high methane selectivities. On the one hand, the used setup should demonstrate the function of honeycomb methanation catalysts and the membrane gas upgrading by fulfillment of local natural gas quality regulations. On the other hand, impact of operation parameters like pressure level and space velocity on process control and product gas composition are determined.
High methane concentrations in the product gas are achieved by catalytic methanation only under stable process conditions. If methanation is going to be used for power to gas systems on a large scale, product quality needs to be ensured for changing process conditions, making additional gas upgrading necessary.
Besides steam, which is easily condensable, the main impurities remaining after methanation are H
2 and CO
2. For CO
2 removal from CH
4, various options are commercially available for biogas upgrading. Most commonly used are (according to [
11]):
water scrubbing (market share approx. 40%),
physical absorption (market share approx. 6%),
chemical absorption (market share approx. 25%),
pressure swing adsorption (market share approx. 25%), and
membranes (market share approx. 4%)
Water scrubbing is based on the comparatively low solubility of CH
4 in water. It uses relatively large reactor volumes and needs high quantities of water, even if water is recycled. The process is normally operated in a range of 6–10 bar [
12]. One advantage of the process is that it can deal with H
2S impurities, as H
2S is absorbed into water [
12]. Regeneration is done in a second column by contacting with air. Negative is the potential introduction of N
2 and O
2 into the process chain during the desorption step [
13]. To reduce costs, treated water can be used for the process instead of fresh water, but it aids microbial growth [
12].
A similar option is physical absorption in polyethylene glycol and its derivates. They offer higher solubility for CO
2 and need therefore smaller vessels than water scrubbing [
14]. Regeneration is performed at elevated temperatures of 55–80 °C [
13]. Opinions on whether H
2S removal is necessary differ [
12,
14] but is generally done prior to physical absorption [
12].
Chemical absorption offers a highly selective option for CO
2 removal. In this case, alcanol amines like methyldiethanol amine (MDEA) are used as absorbents. While high selectivity leads to reduced CH
4 losses, regeneration needs to be done at temperatures of 120–150 °C [
13]. This decreases the process competitiveness compared to the alternatives, as parts of the product CH
4 must be used for heat generation [
15]. Other disadvantages are the need of desulfurization [
12] and increased corrosion and chemical consumption, due to oxidative degeneration of amine solution [
13].
Pressure swing adsorption is based on a combination of molecular size exclusion and adsorption affinity [
12]. Commonly used adsorbents are zeolites, silica gels and carbon molecular sieves [
13]. Set-up of the process is complex, demanding at least four columns operated in parallel for pressurization, adsorption at 6–10 bar, depressurization and desorption at ambient pressure [
12]. However, advantageous are low power demand as well as low emissions [
16]. Except for the necessity of prior H
2S removal [
14], no additional costs for water make-up or heat for regeneration occur [
12].
The last option of commercially available upgrading techniques is membrane gas separation, based on differing permeability for components through membrane materials. Most common materials used for natural gas cleaning include polyimides and cellulose acetate membranes, as they offer good selectivity for CO
2/CH
4 [
17]. Operating pressure is in the range of 5–30 bar to ensure sufficient CH
4 enrichment. While membrane based gas upgrading offers low cost, high energy efficency, easy process as well as excellent reliability [
16], it has been criticized for lower CH
4 recoveries compared to the other options. This trade-off between product purity and recovery can be circumvented by a multistage layout [
17]. An improvement of CH
4 recovery from 80% for a one-stage process to 99.5% has been reported [
13] but also leads to a higher specific energy demand [
18].
Regarding achievable product purity, all processes are able to achieve concentrations higher than 96 vol % CH
4 with CH
4 losses of less than 2% [
12] and are able to meet common gas grid standards. Costs are reported to be ranging from 0.15 €/m
3 to 0.25 €/m
3 depending on plant size, with costs favoring membranes and chemical absorption for smaller plants up to 1000 m
3 and water scrubbing for larger capacities [
13]. This is also supported by the number of realized plants [
11].
Innovation
Originally, methanation processes were developed for syngas applications to produce SNG (Synthetic Natual Gas) from coal [
9]. These plants are designed for long-term steady state operation with defined feed gas compositions. The requirements for a power to gas process differ quite considerably. Due to the fluctuating supply of H
2, gas storage is often necessary, which can be avoided by load flexible operation as well as good start up and stand by behavior. Besides large scale plants, also smaller, decentralized power to gas units are possible. Depending on the carbon source, impurities like sulfur compounds must be expected. Therefore, tailored gas cleaning devices are also part of the system.
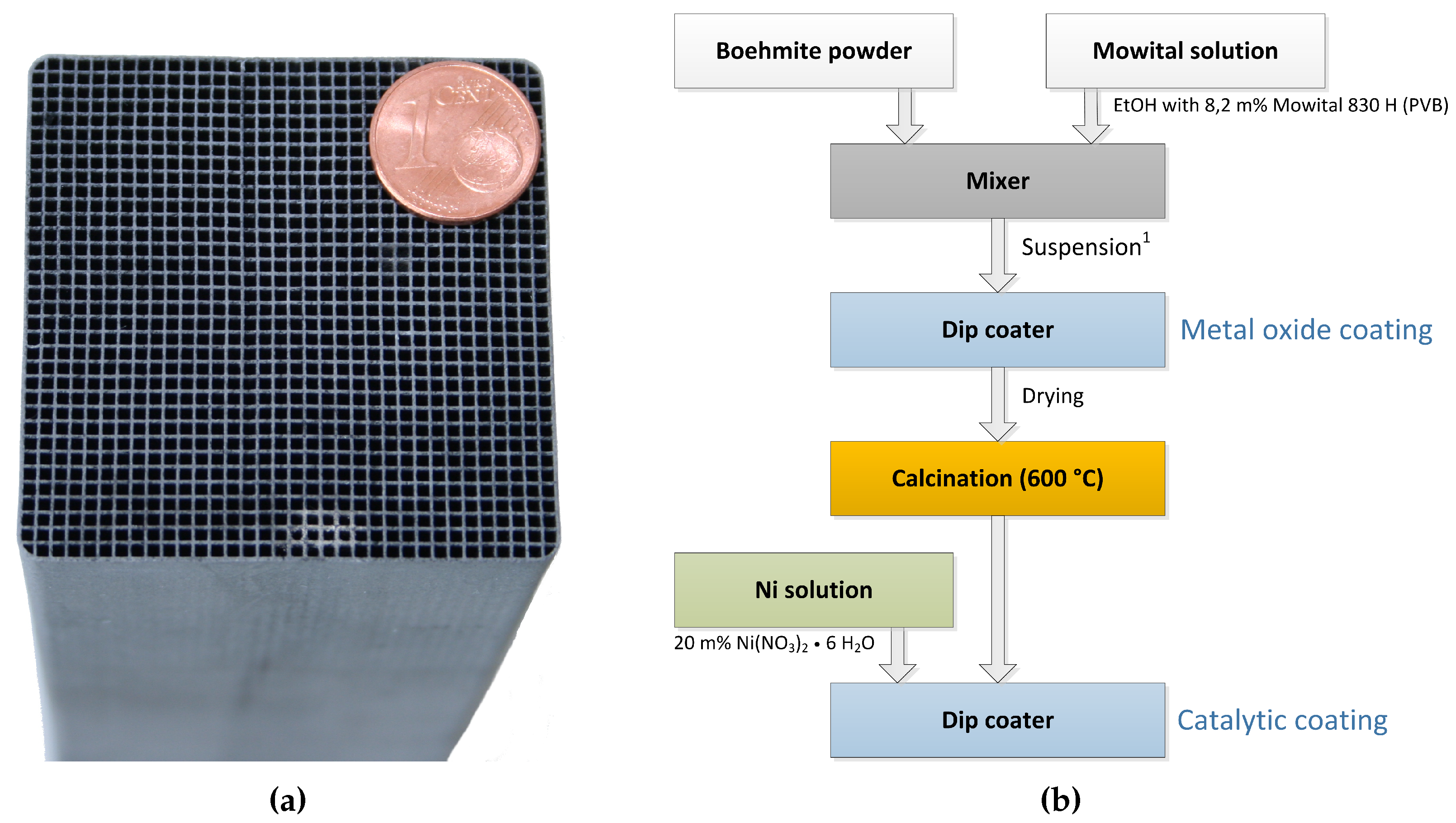
To improve load flexibility, stand-by and response characteristics, a new methanation concept based on washcoated honeycomb catalysts was developed. Monolithic honeycombs consist of ceramic or metallic blocks with channels of different shapes (square, triangular, hexagonal). They have been in use for decades and standard in automotive applications [
19]. Often honeycombs are just a carrier structure for the catalytic material, which has to be applied via coating. Structured catalysts offer several advantages like low pressure drop, simplified scalability, homogeneous flow and low axial mixing [
20,
21]. Adverse effects are limited heat transport, hindered temperature control, smaller geometric surface compared to bulk catalysts and costly production [
20,
21].
Ceramic monoliths are used in heat recovery applications, due to their low thermal expansion, thermal conduction and high thermal shock resistance. These properties can also be advantageous in a methanation process. For nickel catalysts, it is necessary to achieve a minimum reaction temperature of 200 °C to avoid the formation of toxic [Ni(CO)4]. To reduce trace heating during stand-by, the heat of reaction can be stored by the honeycombs. Furthermore, a multi bed reactor concept with additional chambers in each stage should support heat storage and operation flexibility.
Multi bed reactors are commonly used in applications where thermodynamics or reaction kinetics require temperature restrictions. Therefore, the reactor is divided in two or more stages, which can be cooled directly or indirectly. Furthermore, gas recycles and fresh gas injections are possible. A well-known application of multi bed reactors is the Haber–Bosch process [
22]. Compared to a series of single reactors, heat losses are lower, although much more complex.
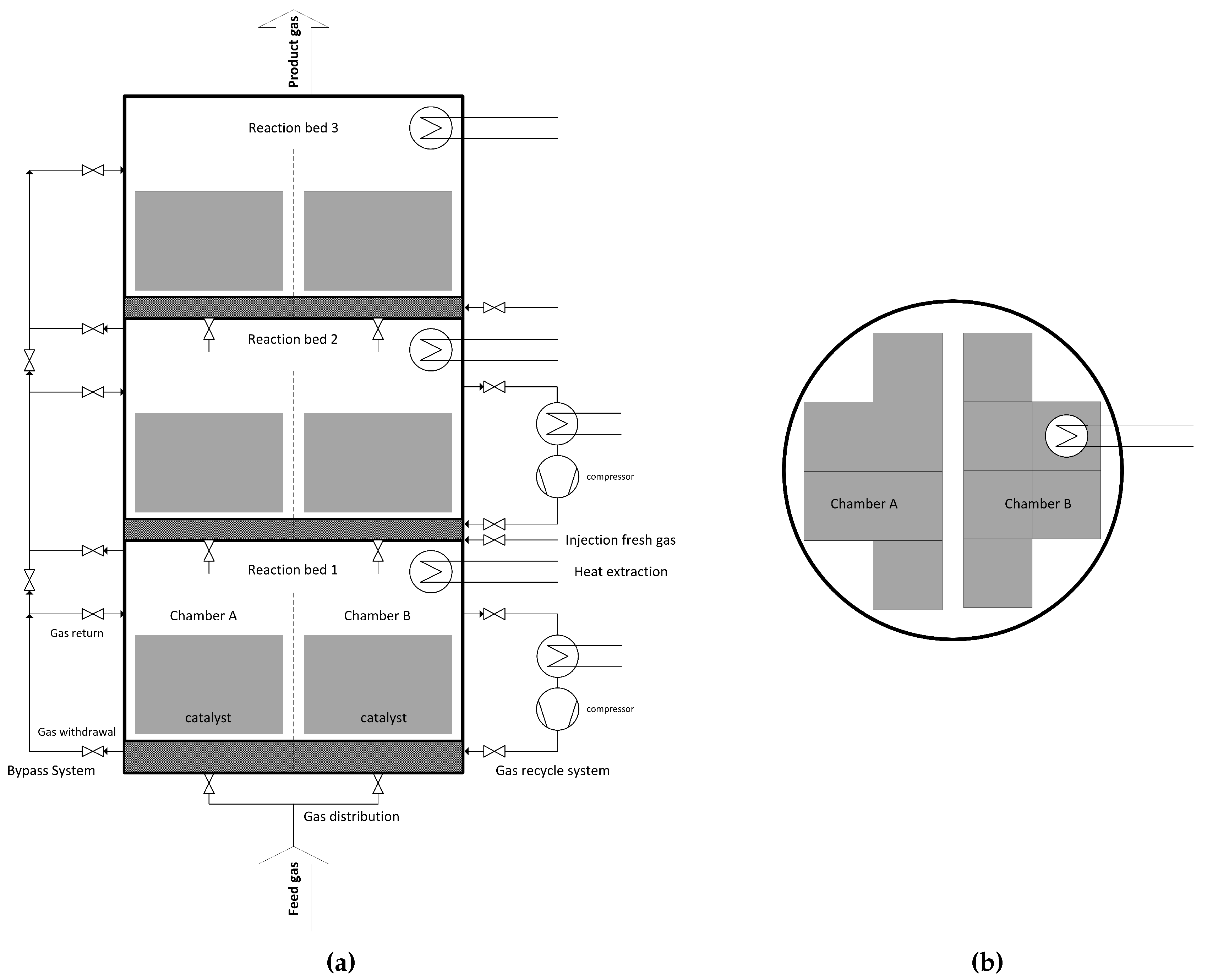
The proposed multi bed reactor process is designed with three beds and up to four chambers per stage. While the beds support a controlled heat build-up, the chambers are responsible for high load flexibility. At 100% load, all chambers are equally used, and each catalyst bed is operated at its design point. By locking individual chambers, the operating window is lowered, e.g., 50% load for 50% used chambers. Additionally, the catalysts themselves have an operating range. Consequently, very low capacities can be reached (one of four chambers with a catalyst operating at 50% results in 12.5% total load). For quick response of the reactor system, all chambers and beds must be kept on stand-by temperatures above 200 °C. Besides catalytic function, honeycomb is used as heat storage inside the vessel, since heat of reaction is stored in ceramic monoliths. This can also be achieved during operation at low capacities, by cyclical switching between chambers. A schematic illustration of the reactor concept can be seen in
Figure 2.
This load flexibility in the methanation step demands an equally flexible gas upgrading system. The gas upgrading needs to have a fast response rate, being able to handle a large bandwidth of flow rates and also deal with varying gas compositions. Membrane systems in general are highly flexible regarding changing flow rates by adapting the available membrane area due to their modular design [
24] and have virtually no response time. Changing composition of the main compounds H
2, CO
2, CH
4 and H
2O due to varying conditions in the methanation can be addressed by the use of polyimide hollow fiber membranes. Polyimide offers a high selectivity for both H
2/CH
4 and CO
2/CH
4 [
25] as well as H
2O/CH
4. This is one of the main advantages compared to the other gas upgrading systems presented as it allows simultaneous removal of CO
2 and H
2, whereas water scrubbing, chemical absorption and adsorption can only remove CO
2. Negative is the potentially large loss of CH
4 to the off-gas. To circumvent this problem, the off-gas could be compressed and directly recycled to the methanation, while improving the overall conversion of CO
2 and H
2 by negating any losses of CO
2 and H
2 [
17]. This is possible because the process is purely physical and neither H
2 nor CH
4 are chemically transformed. Furthermore, the process setup itself, consisting mainly of a compressor and membrane modules, is rather simple compared to a cyclical process like adsorption leading to relatively low costs. For the injection into the natural gas grid, it is also beneficial that the product stream is already at an elevated pressure level reducing compressor cost to meet injection pressure. A combination of catalytic methanation using a honeycomb structured catalyst and membrane based gas upgrading has yet not been demonstrated, but offers a very promising concept for a highly load flexible power to gas pathway.
2. Results
As known from previous investigations of catalytic methanation [
26,
27,
28], there is a strong dependency of CO
2 conversion on
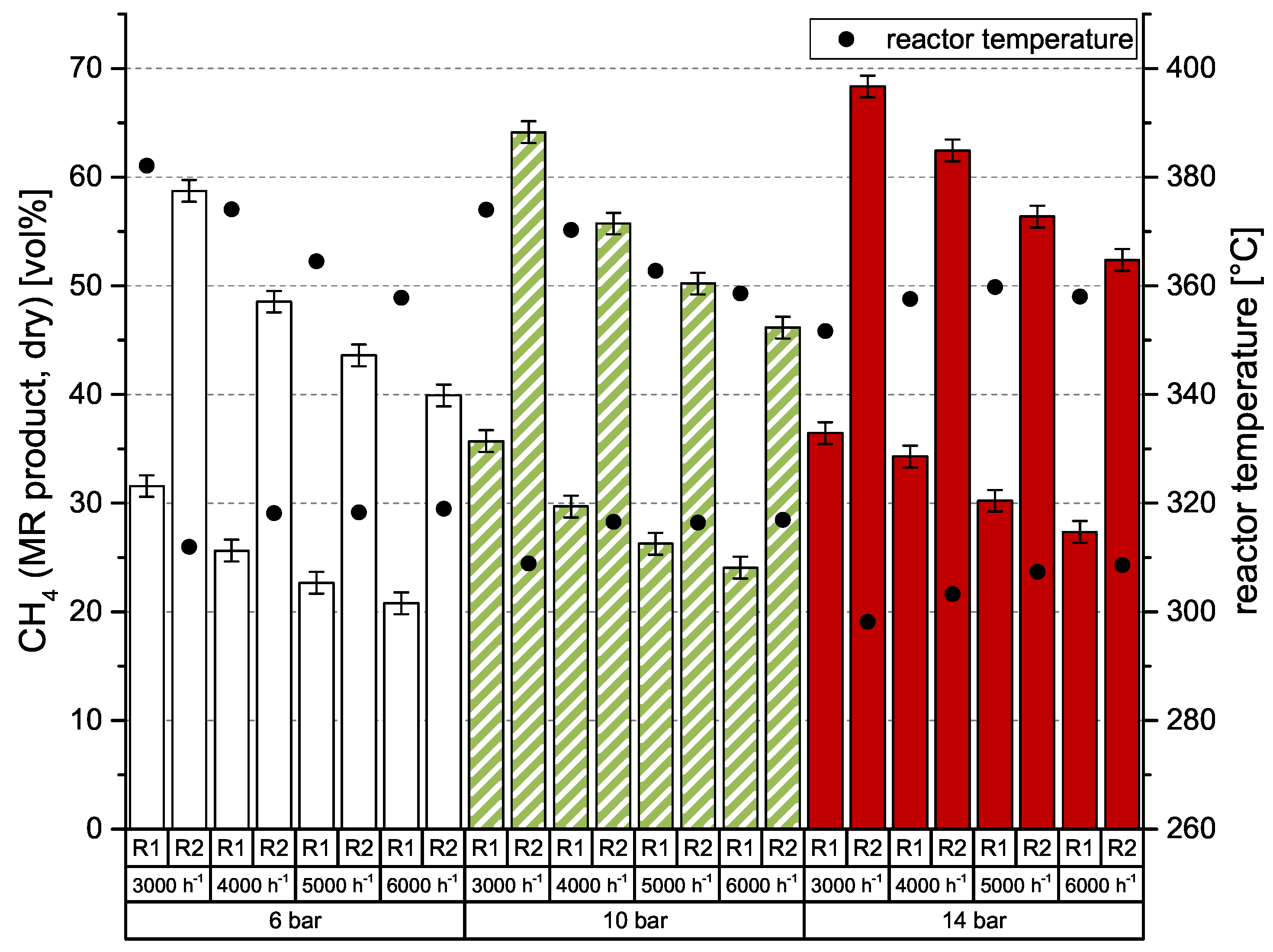
GHSV (gas hourly space velocity) and pressure level. For best results, high pressures and low space velocities are preferred. Of course, the number of reaction stages is also important. This behavior was also observed in the current experiments, which were conducted with an undiluted, stoichiometric mixture of H
2:CO
2 = 4.0. Results are shown in
Figure 3. The left
y-axis represents the dry CH
4 content after a particular methanation reactor (MR). Additionally, the right
y-axis shows the reactor temperature, which was measured directly below (gas entrance) the honeycomb catalyst. At 6 bar, the catalytic methanation achieves comparably poor results, but with a low space velocity of 3000 h
−1 even 58.7 vol % CH
4 is possible. It also can be seen that the CH
4 content is nearly doubled in the second reactor stage. According to earlier experiments [
26,
27,
28], conversion rates are decreasing with increasing space velocity. To improve conversion rate and consequently CH
4 level of the product gas, the system pressure needs to be adjusted to higher values. The impact of 10 and 14 bar compared to 6 bar is also depicted in
Figure 3. While 10 bar leads to an increase of approx. 5 vol % CH
4, a system pressure of 14 bar allows for an improvement of ≥10 vol % CH
4 after reactor 2 (R2). Due to the arrangement of the temperature sensors and the high heat losses of the vessel, the reactor temperature remains quite constant between 350 and 380 °C for R1 and 300–320 °C for R2.
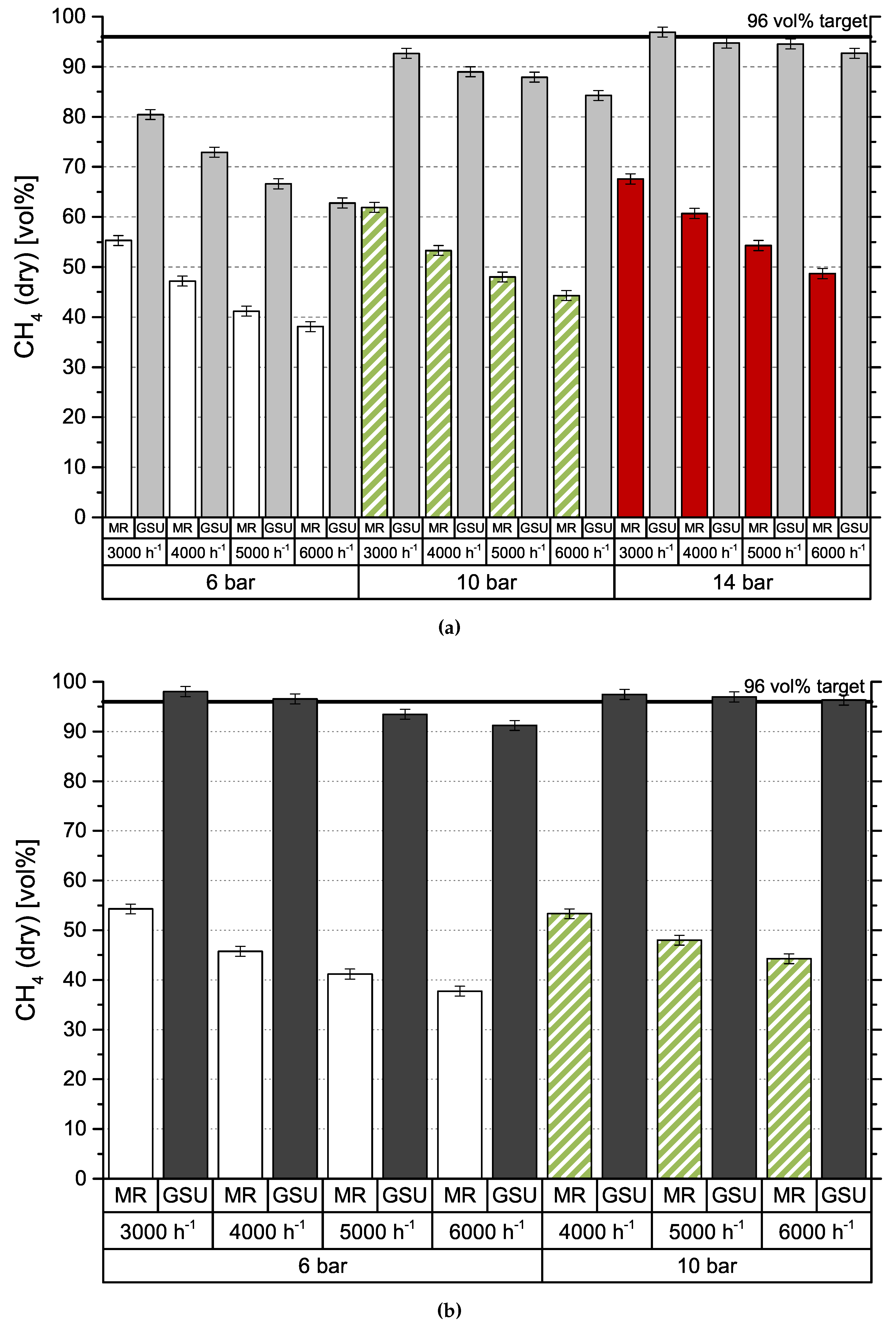
Figure 4 shows the results obtained by gas separation unit (GSU) in the combined process. The presented feed composition (MR) differs from results in
Figure 3 (R2), which is caused by the experimental setup. Since both test plants are originally designed for stand-alone operation, they use separate gas analyzers. Furthermore, data cannot be collected simultaneously, due to the impact of gas sampling on downstream processes. Consequently, values are measured at different dates, process conditions deviate slightly and CH
4 content is varying. Results for module 1 can be seen in
Figure 4a. Most importantly, the targeted product gas quality of 96 vol % CH
4—to comply with Austrian natural gas regulations—can be accomplished, but only for the lowest
GHSV of 3000 h
−1 and the highest pressure level of 14 bar. At 6 bar, CH
4 concentration increases by around 25 vol % independent of
GHSV. Elevated pressure levels show an improved increase in CH
4 concentration from 30 vol % (
GHSV = 3000 h
−1) to 40 vol % (
GHSV = 3000 h
−1) at 10 bar and from 30 vol % (
GHSV = 3000 h
−1) to 45 vol % (
GHSV = 3000 h
−1) at 14 bar. Module 2, with results depicted in
Figure 4b, shows a very different picture. For the same set of inlet concentrations from methanation, the targeted product specification is achieved at 6 bar at
GHSVs 3000 h
−1 and 4000 h
−1 and for all experiments conducted at 10 bar. An experimental assesment of module 2 at 14 bar was not possible, due to the module’s high permeances compared to module 1.
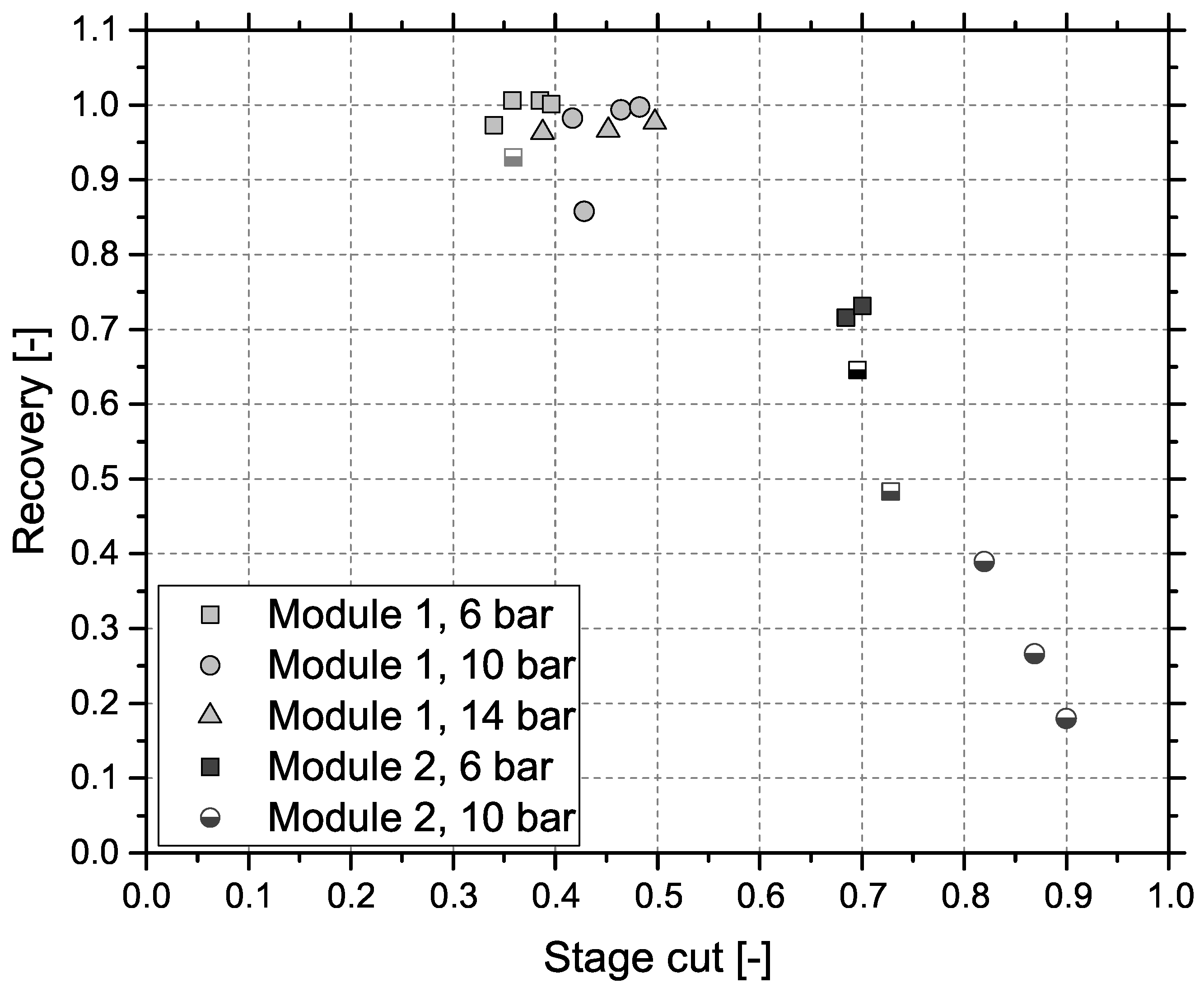
Figure 5 represents CH
4 recovery (see Equation (
4)) on the
y-axis versus stage cut (see Equation (
5)) on the
x-axis. The semi-filled markers indicate experiments that fulfilled the target CH
4 concentration:
All experiments for module 1 showed an extremely high CH4 recovery of at least 0.85 and therefore little CH4 losses to the off-gas with comparatively low stage cuts ranging from 0.3 to 0.5 indicating a low off-gas flow rate. While module 2 showed more promising results regarding product gas CH4 concentration, recovery is low dropping down as far as 0.19 with high stage cuts between 0.7 and 0.9.
3. Discussion
The honeycomb catalyst is in its early development stage, thus its full potential has not been used yet. Besides geometrical parameters like length, channel number and channel width, the coating process also needs further improvements. Basically, the honeycomb catalyst works stable, reliable and behaves like a commercial bulk catalyst. Compared with bulk catalyst Meth 134
®, the commercial product shows higher catalytic activity, which consequently causes increased conversion rate and reactor temperature [
29]. Nonetheless, the methanation results are promising and prospects for further development is good.
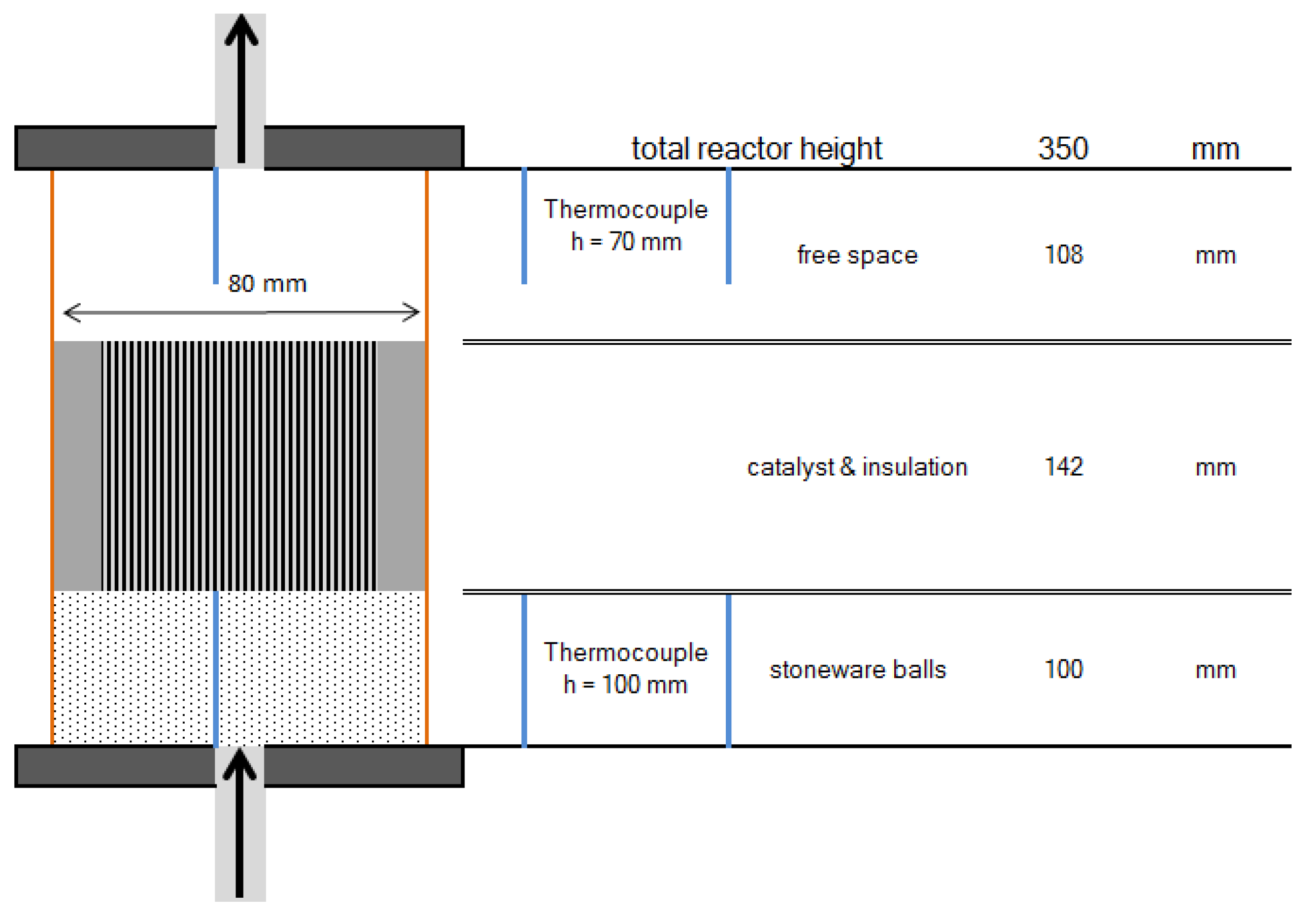
Basically, test plants often have to deal with issues caused by their size, since surface:volume ratios of vessels and pipes are much higher than in pilot scale, which is also occurring in the present case. Due to reactor design specifications (750 °C, 21 bar), vessels of the utilized test plant are very heavy with a single weight of 190 kg. Besides its poor handling, heat losses are high. Despite insulation and exothermic methanation reaction, vessels need to be heated during experiments. Furthermore, the structure of honeycomb catalysts does not allow temperature measurement inside channels, resulting in lower registered temperatures than expected peak reaction temperatures. These properties and placing of thermocouples are causing distorted temperature measurement and management. To overcome the aforementioned issues, new custom pressure vessels with drastically reduced weight (12.5 kg at comparable volume) were installed. First experiments prove the estimated improvement, since reactor temperatures are higher and heat losses are lower. Consequently, conversion rates are decreasing.
Results presented for the combined approach of methanation and membrane based upgrading proved to be very promising and the effects of different membrane modules are clearly apparent. Module 1 is able to achieve the necessary product gas quality only under the most favorable conditions, low
GHSV combined with high pressure. Data (see
Figure 4a) obtained at 6 bar show a constant improvement of 25 vol % CH
4 due to the upgrading step. Results at 14 bar show a drop of 4 vol % CH
4 due to
GHSV after the GSU while the methanation step dropped considerably from 68 vol % CH
4 to 49 vol % CH
4. This indicates that the role of
GHSV is secondary compared to the pressure for the gas upgrading step. Data from module 2 (see
Figure 4b) show some important differences. Although selectivities are lower, product quality can be achieved at lower pressure levels and/or higher
GHSVs due to the higher module permeances. The trade-off is a much higher stage cut—at least 0.7 instead of approx. 0.4—and reduced recovery—0.65 compared to approx. 0.95. Furthermore, it was not possible to operate module 2 at
GHSV = 3000 h
−1 and 10 bar as well as at 14 bar in general. The reason for this is that the stage cut for this operating conditions approached 1 and the necessary pressure could not be kept constant.
This leads to the following conclusions for the use in a power to gas concept. A load flexible honeycomb catalyst can be used in combination with a single-stage membrane GSU to produce SNG in compliance with common gas grid standards. A highly selective membrane module with a well designed membrane area would be able to achieve this at higher pressure levels and low GHSVs with a CH4 recovery above 90% but would fail outside this narrow operation window. Furthermore, stage cut would still be around 0.35, meaning that 35% of the total volume flow consisting mainly of CO2 and H2 would be lost to the off-gas. Installing additional membrane modules in parallel would allow for adapting this system to the process’s needs, but would also increase the capital costs. Using a membrane that offers higher transmembrane fluxes but has a lower selectivity means that less modules are needed for operation in comparable conditions and it appears to be more flexible regarding pressure and GHSV. However, this would also increase off-gas flowrate, decrease recovery and therefore lower overall efficiency. To prevent this, a recycle of the off-gas to the methanation reactor has to be included in this scenario. Implementation of a two-stage membrane setup is an additional opportunity for improvement, since it would enhance recovery rate and balance fluctuations in catalytic methanation.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}