
Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Briquetting Process
2.3. Physical Properties of the Briquettes
3. Results
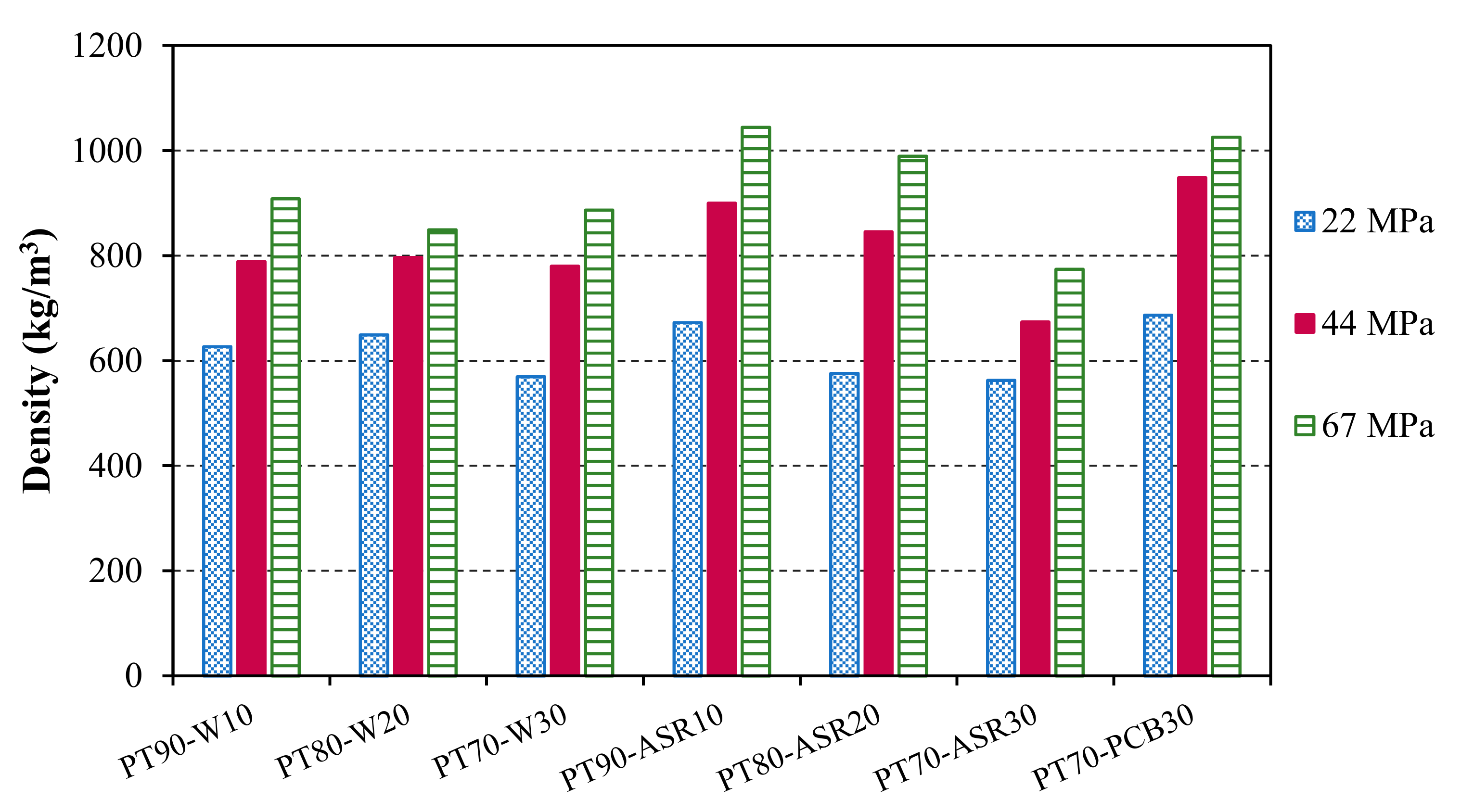
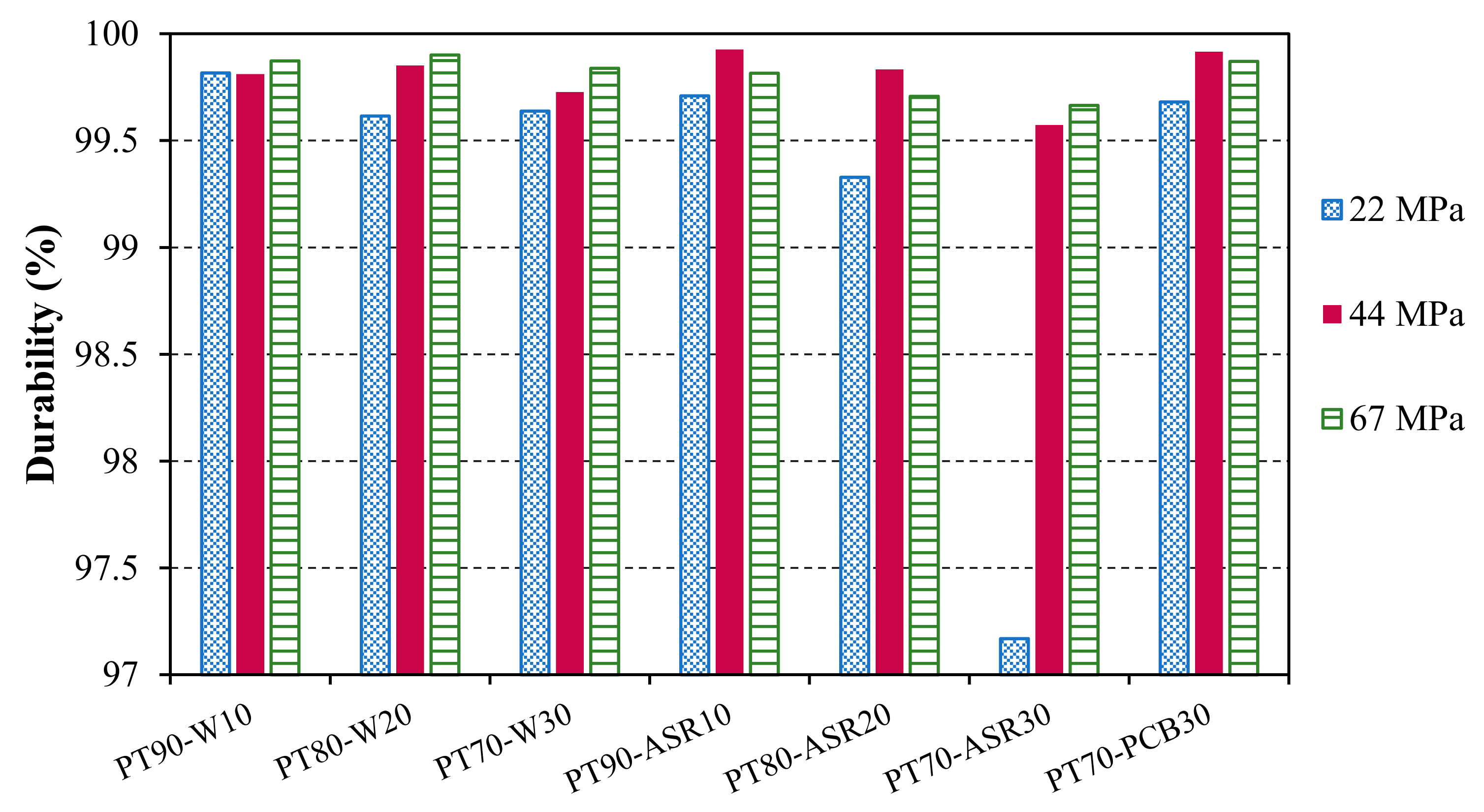
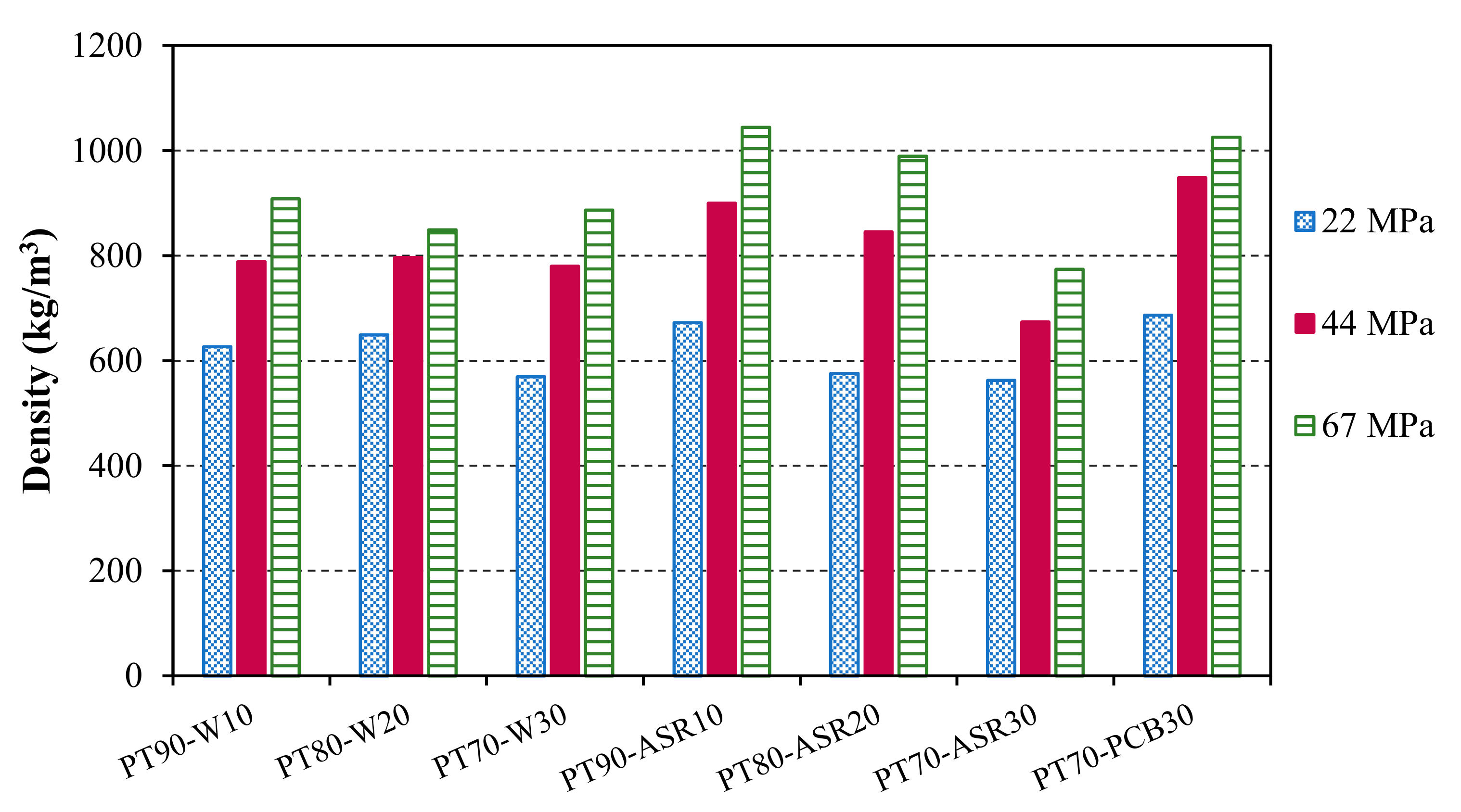
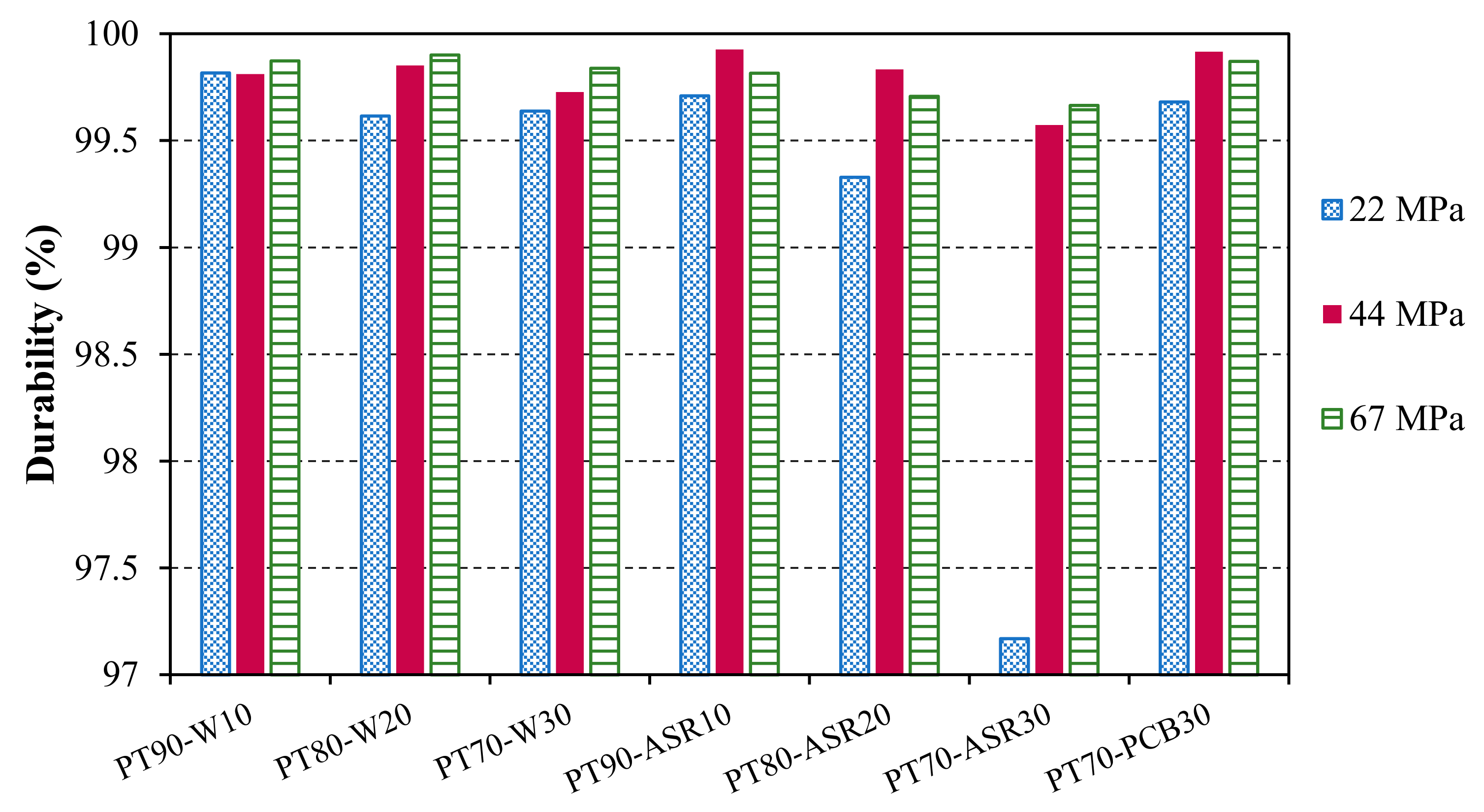
3.1. Compaction of Palm Trunk and Wastes
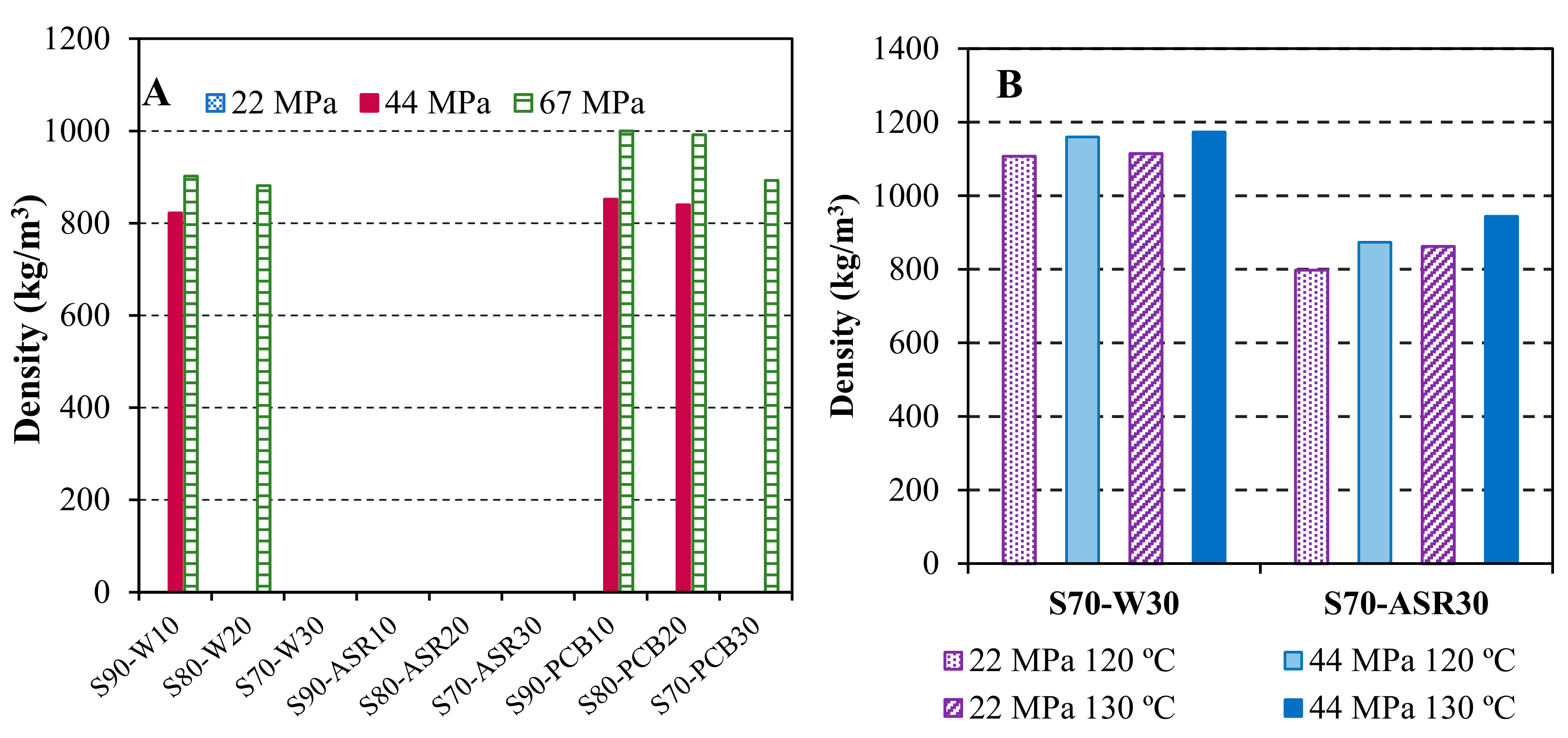
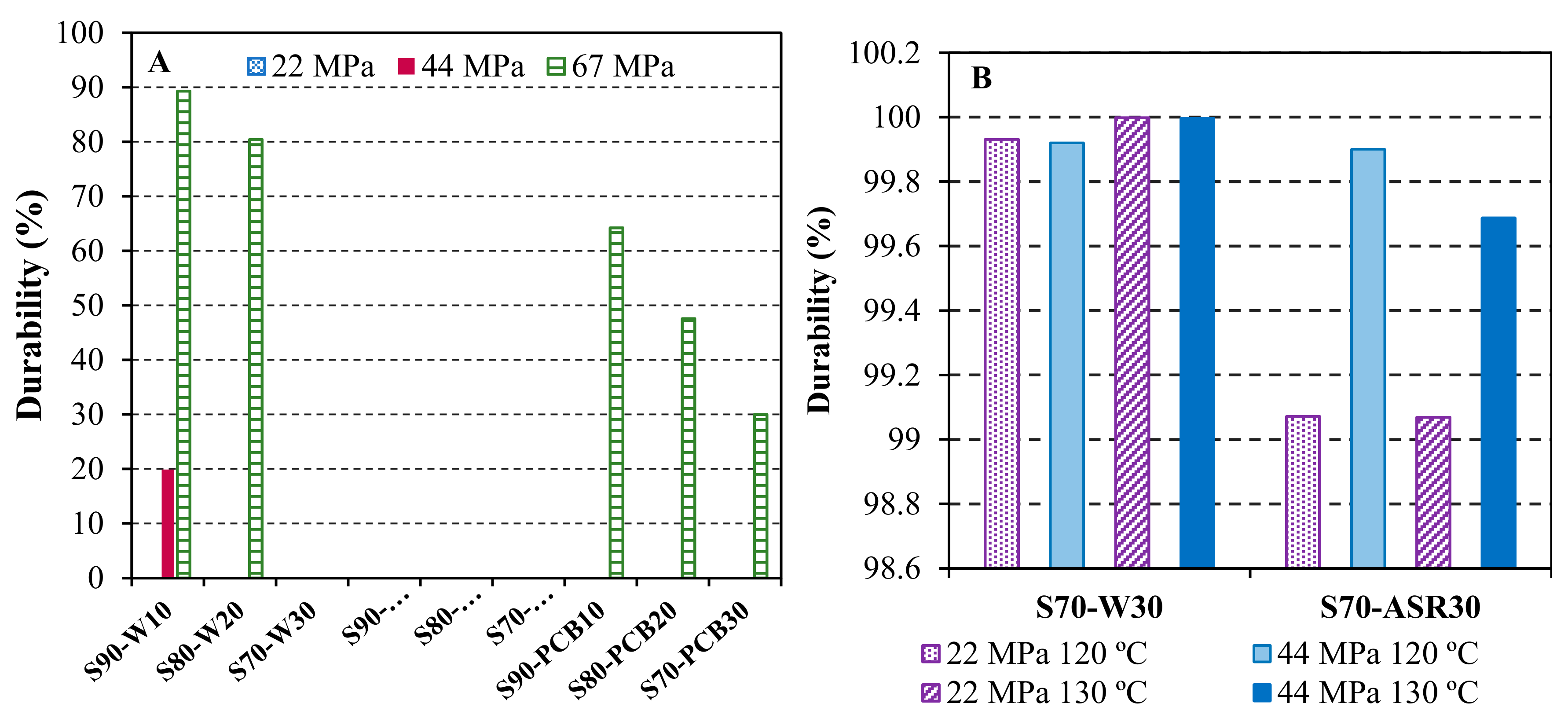
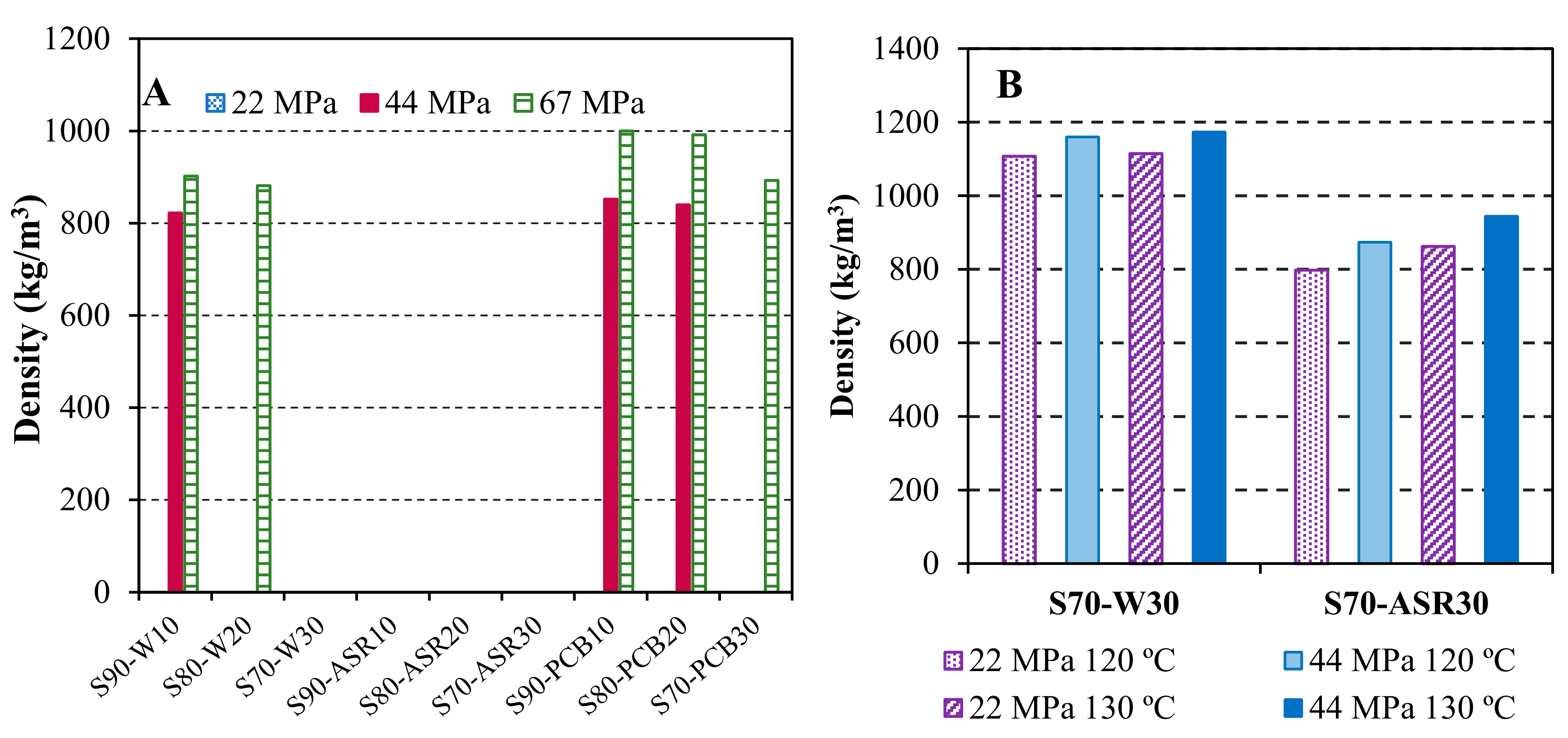
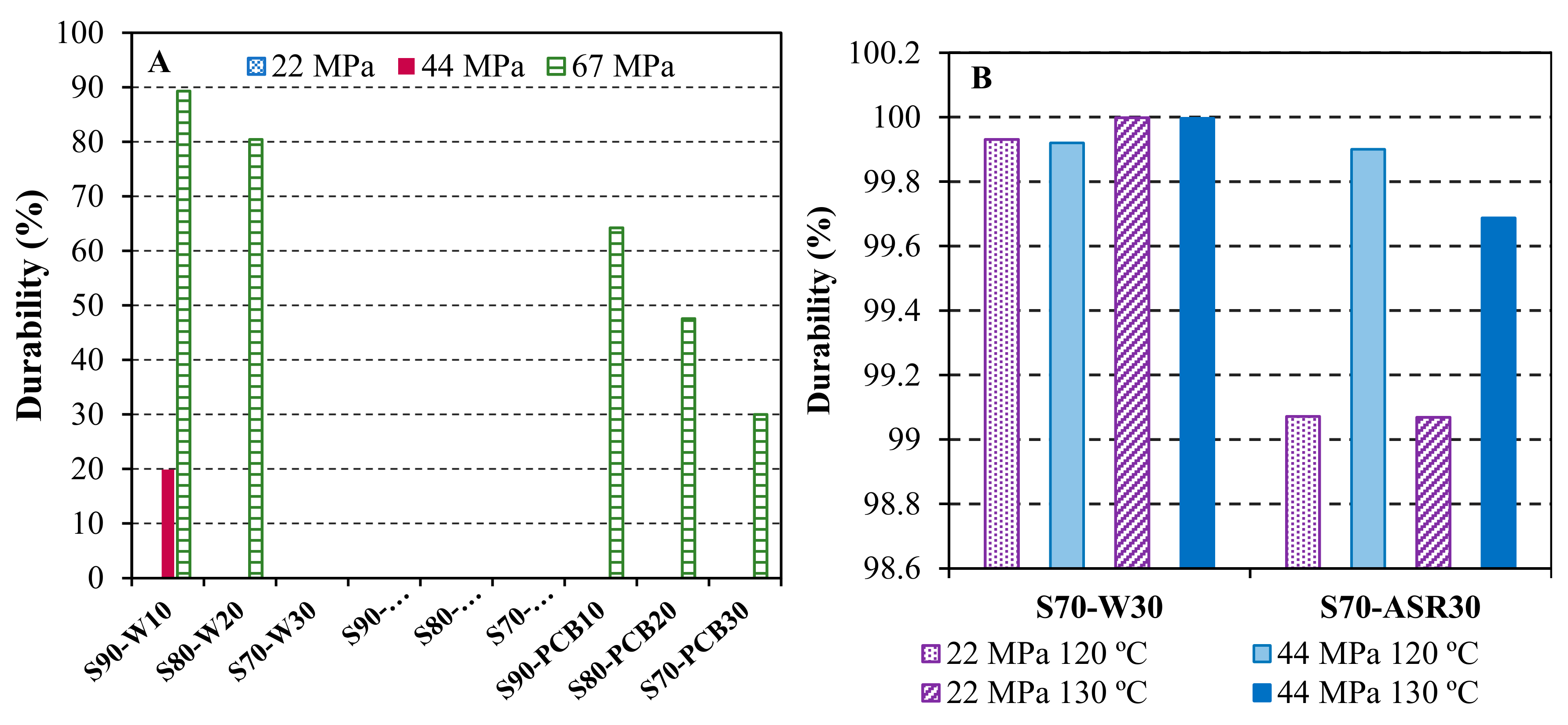
3.2. Compaction of Sawdust and Wastes
3.3. Comparison of Biomass Feedstocks
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Working Group I. Climate Change 2013: The Physical Science Basis; IPCC Fifth Assessment Report (AR5); IPCC: Geneva, Switzerland, 2013. [Google Scholar]
- Wu, J. Landscape sustainability science: Ecosystem services and human well-being in changing landscapes. Landsc. Ecol. 2013, 28, 999–1023. [Google Scholar] [CrossRef]
- Butterman, H.C.; Castaldi, M.J. CO2 as a carbon neutral fuel source via enhanced biomass gasification. Environ. Sci. Technol. 2009, 43, 9030–9037. [Google Scholar] [CrossRef] [PubMed]
- Kiss, I.; Alexa, V.; Sárosi, J. About the wood sawdust-one of the most important renewable energy sources. Ann. Fac. Eng. Hunedoara 2016, 14, 215–220. [Google Scholar]
- Mai Thao, P.T.; Kurisu, K.H.; Hanaki, K. Greenhouse gas emission mitigation potential of rice husks for An Giang province, Vietnam. Biomass Bioenerg. 2011, 35, 3656–3666. [Google Scholar] [CrossRef]
- Faizal, H.M.; Nazri, M.S.M.; Rahman, M.M.; Syahrullail, S.; Latiff, Z.A. Development of palm biomass briquettes with polyethylene plastic waste addition. J. Teknol. 2016, 78, 69–75. [Google Scholar]
- Srivastava, N.S.L.; Narnaware, S.L.; Makwana, J.P.; Singh, S.N.; Vahora, S. Investigating the energy use of vegetable market waste by briquetting. Renew. Energy 2014, 68, 270–275. [Google Scholar] [CrossRef]
- Granada, E.; López González, L.M.; Míguez, J.L.; Moran, J. Fuel lignocellulosic briquettes, die design and products study. Renew. Energy 2002, 27, 561–573. [Google Scholar] [CrossRef]
- Sing, C.Y.; Aris, M.S. An experimental investigation on the handling and storage properties of biomass fuel briquettes made from oil palm mill residues. J. Appl. Sci. 2012, 12, 2621–2625. [Google Scholar] [CrossRef]
- Muazu, R.I.; Stegemann, J.A. Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs. Fuel Process. Technol. 2015, 133, 137–145. [Google Scholar] [CrossRef]
- Meng, F.; Yang, T.; Liu, J.; Wang, G.; Li, X.; Zhang, D. Experimental study on stalk briquette gasification producer gas for vehicle fuel. Renew. Energy Resour. 2008, 26, 48–51. [Google Scholar]
- Dias, J.; Souza, D.D.; Braga, M.; Onoyoma, M.; Miranda, C.; Barbosa, P.; Rocha, J. Produção de briquetes e péletes a partir de resíduos agrícolas, agroindustriais e florestais. Brasília: Embrapa Agroenergia 2012. (In Portuguese) [Google Scholar]
- Chen, L.; Xing, L.; Han, L. Renewable energy from agro-residues in China: Solid biofuels and biomass briquetting technology. Renew. Sustain. Energy Rev. 2009, 13, 2689–2695. [Google Scholar] [CrossRef]
- European Union Directive. Directive 2012/19/EU of the European parliament and of the council of 4 July 2012 on waste electrical and electronic equipment (WEEE). Off. J. Eur. Union L 2012, 197, 38–71. [Google Scholar]
- Babu, B.R.; Parande, A.K.; Basha, C.A. Electrical and electronic waste: A global environmental problem. Waste Manag. Res. 2007, 25, 307–318. [Google Scholar]
- Martinho, G.; Pires, A.; Saraiva, L.; Ribeiro, R. Composition of plastics from waste electrical and electronic equipment (WEEE) by direct sampling. Waste Manag. 2012, 32, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Sun, L.; Xiang, J.; Hu, S.; Su, S. Pyrolysis and dehalogenation of plastics from waste electrical and electronic equipment (WEEE): A review. Waste Manag. 2013, 33, 462–473. [Google Scholar] [CrossRef] [PubMed]
- Schlummer, M.; Gruber, L.; Mäurer, A.; Wolz, G.; van Eldik, R. Characterisation of polymer fractions from waste electrical and electronic equipment (WEEE) and implications for waste management. Chemosphere 2007, 67, 1866–1876. [Google Scholar] [CrossRef] [PubMed]
- Vehlow, J.; Bergfeldt, B.; Jay, K.; Seifert, H.; Wanke, T.; Mark, F.E. Thermal treatment of electrical and electronic waste plastics. Waste Manag. Res. 2000, 18, 131–140. [Google Scholar] [CrossRef]
- Menad, N.; Björkman, B.; Allain, E.G. Combustion of plastics contained in electric and electronic scrap. Resour. Conserv. Recycl. 1998, 24, 65–85. [Google Scholar] [CrossRef]
- Fisher, M.M.; Mark, F.E.; Kingsbury, T.; Vehlow, J.; Yamawaki, T. Energy recovery in the sustainable recycling of plastics from end-of-life electrical and electronic products. In Proceedings of the 2005 IEEE International Symposium on Electronics and the Environment, New Orleans, LA, USA, 16–19 May 2005; pp. 83–92. [Google Scholar]
- Eurostat. End-of-Life Vehicle Statistics; Eurostat: Luxembourg, 2013. [Google Scholar]
- Cossu, R.; Lai, T. Automotive shredder residue (ASR) management: An overview. Waste Manag. 2015, 45, 143–151. [Google Scholar] [CrossRef] [PubMed]
- Morselli, L.; Santini, A.; Passarini, F.; Vassura, I. Automotive shredder residue (ASR) characterization for a valuable management. Waste Manag. 2010, 30, 2228–2234. [Google Scholar] [CrossRef] [PubMed]
- Santini, A.; Morselli, L.; Passarini, F.; Vassura, I.; Di Carlo, S.; Bonino, F. End-of-life vehicles management: Italian material and energy recovery efficiency. Waste Manag. 2011, 31, 489–494. [Google Scholar] [CrossRef] [PubMed]
- European Union Directive. Directive 2000/53/EC of the European parliament and of the council of 18 September 2000 on end-of life vehicles. Off. J. Eur. Union L 2000, 296, 34–42. [Google Scholar]
- Cossu, R.; Fiore, S.; Lai, T.; Luciano, A.; Mancini, G.; Ruffino, B.; Viotti, P.; Zanetti, M.C. Review of Italian experience on automotive shredder residue characterization and management. Waste Manag. 2014, 34, 1752–1762. [Google Scholar] [CrossRef] [PubMed]
- Ryu, C.; Finney, K.; Sharifi, V.N.; Swithenbank, J. Pelletised fuel production from coal tailings and spent mushroom compost—Part I: Identification of pelletisation parameters. Fuel Process. Technol. 2008, 89, 269–275. [Google Scholar] [CrossRef]
- Demianiuk, L.; Demianiuk, A.B. Influence of temperature on the quality of briquettes in the giant miscanthus densification process. Eng. Trans. 2016, 64, 171–180. [Google Scholar]
- Yank, A.; Ngadi, M.; Kok, R. Physical properties of rice husk and bran briquettes under low pressure densification for rural applications. Biomass Bioenergy 2016, 84, 22–30. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Zhang, O. High-pressure compaction of municipal solid waste to form densified fuel. Fuel Process. Technol. 2001, 74, 81–91. [Google Scholar] [CrossRef]
- Avelar, N.V.; Rezende, A.A.P.; Carneiro, A.D.C.O.; Silva, C.M. Evaluation of briquettes made from textile industry solid waste. Renew. Energy 2016, 91, 417–424. [Google Scholar] [CrossRef]
- Kers, J.; Kulu, P.; Aruniit, A.; Laurmaa, V.; Križan, P.; Šooš, L.; Kask, Ü. Determination of physical, mechanical and burning characteristics of polymeric waste material briquettes. Estonian J. Eng. 2010, 16, 307–316. [Google Scholar] [CrossRef]
- McGraw, P.S.; Drake, J.L.; Hane, T.H. Method for Processing Contaminated Plastic Waste. U.S. Patent US5411697, 2 May 1995. [Google Scholar]
- Auprakul, U.; Promwungkwa, A.; Tippayawong, N.; Chaiklangmuang, S. Advanced Materials Research. In Densified Fuels from Mixed Plastic Wastes and Corn Stover; Trans Tech Publications: Zurich, Switzerland, 2014; pp. 1117–1121. [Google Scholar]
- Zannikos, F.; Kalligeros, S.; Anastopoulos, G.; Lois, E. Converting biomass and waste plastic to solid fuel briquettes. J. Renew. Energy 2013, 2013. [Google Scholar] [CrossRef]
- Kim, H.; Minami, W.; Li, T. Combustion characteristics and pollutant control by eco-fuel from polyurethane foam. Energy Fuels 2006, 20, 575–578. [Google Scholar] [CrossRef]
- Stolarski, M.J.; Szczukowski, S.; Tworkowski, J.; Krzyzaniak, M.; Gulczyński, P.; Mleczek, M. Comparison of quality and production cost of briquettes made from agricultural and forest origin biomass. Renew. Energy 2013, 57, 20–26. [Google Scholar] [CrossRef]
- Conesa, J.A.; Soler, A. Decomposition kinetics of materials combining biomass and electronic waste. J. Therm. Anal. Calorim. 2016, 128, 225–233. [Google Scholar] [CrossRef]
- Conesa, J.A.; Egea, S.; Moltó, J.; Ortuño, N.; Font, R. Decomposition of two types of electric wires considering the effect of the metal in the production of pollutants. Chemosphere 2013, 91, 118–123. [Google Scholar] [CrossRef] [PubMed]
- Rey, L.; Conesa, J.A.; Aracil, I.; Garrido, M.A.; Ortuño, N. Pollutant formation in the pyrolysis and combustion of automotive shredder residue. Waste Manag. 2016, 56, 376–383. [Google Scholar] [CrossRef] [PubMed]
- Conesa, J.A.; Rey, L.; Aracil, I. Modeling the thermal decomposition of automotive shredder residue. J. Therm. Anal. Calorim. 2016, 124, 317–327. [Google Scholar] [CrossRef]
- Guo, L.; Tabil, L.G.; Wang, D.; Wang, G. Influence of moisture content and hammer mill screen size on the physical quality of barley, oat, canola and wheat straw briquettes. Biomass Bioenergy 2016, 94, 201–208. [Google Scholar] [CrossRef]
- Križan, P.; Matú, M.; Šooš, Ľ.; Beniak, J. Behavior of beech sawdust during densification into a solid biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef]
- Rabier, F.; Temmerman, M.; Böhm, T.; Hartmann, H.; Daugbjerg Jensen, P.; Rathbauer, J.; Carrasco, J.; Fernández, M. Particle density determination of pellets and briquettes. Biomass Bioenergy 2006, 30, 954–963. [Google Scholar] [CrossRef]
- Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; En 15210–2:2010; Comite Europeen de Normalisation: Brussels, Belgium, 2010.
- Mohamad Afis, A. Recovery and Separation of Cellulose from Sawdust Wood Hydrolysates Using Membrane Creator: Effect of Transmembrane Pressure (TMP) and Cross Flow Velocity (CFV); Universiti Malaysia Pahang: Gambang, Malaysia, 2010. [Google Scholar]
- Mitchual, S.J.; Frimpong-Mensah, K.; Darkwa, N.A. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng. 2013, 4. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Kenny, K.L.; Hess, J.R. A Review on Biomass Densification Technologies for Energy Application; Idaho National Laboratory: Idaho Falls, ID, USA, 2010. [Google Scholar]
- Moreno, A.I.; Font, R.; Conesa, J.A. Physical and chemical evaluation of furniture waste briquettes. Waste Manag. 2016, 49, 245–252. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Title | Sawdust | Palm Trunk | PCB | Cover (Wire) | Insulation (Wire) | ASR | |
|---|---|---|---|---|---|---|---|
| Moisture/mass% | 6.46 | 10.17 | n.d. | n.d. | n.d. | 2.00 | |
| Ash/mass% | 1.13 | 4.48 | 56.67 | 44.07 | 78.48 | 5.45 | |
| Elemental analysis (mass%) | C | 51.56 | 40.93 | 25.61 | 29.81 | 15.29 | 56.61 |
| H | 6.53 | 5.17 | 2.22 | 7.13 | 3.74 | 7.22 | |
| N | n.d. | 0.56 | 0.91 | n.d. | n.d. | 3.73 | |
| S | n.d. | n.d. | n.d. | n.d. | n.d. | 0.01 | |
| O and ash (by difference) | 41.92 | 53.33 | 71.26 | 63.06 | 80.97 | 32.42 | |
| NCV/MJ kg−1 | 18.90 | 21.00 | 11.08 | 13.15 | 10.40 | 18.75 | |
| Mixture | % Biomass | % Waste | NCV (MJ kg−1) |
|---|---|---|---|
| S90-W10 | 90% Sawdust | 10% Wire | 18.2 |
| S80-W20 | 80% Sawdust | 20% Wire | 17.5 |
| S70-W30 | 70% Sawdust | 30% Wire | 16.8 |
| S90-ASR10 | 90% Sawdust | 10% ASR | 189 |
| S80-ASR20 | 80% Sawdust | 20% ASR | 18.9 |
| S70-ASR30 | 70% Sawdust | 30% ASR | 18.9 |
| S90-PCB10 | 90% Sawdust | 10% PCB | 18.1 |
| S80-PCB20 | 80% Sawdust | 20% PCB | 18.9 |
| S70-PCB30 | 70% Sawdust | 30% PCB | 16.6 |
| PT90-W10 | 90% Palm trunk | 10% Wire | 20.1 |
| PT80-W20 | 80% Palm trunk | 20% Wire | 19.2 |
| PT70-W30 | 70% Palm trunk | 30% Wire | 18.2 |
| PT90-ASR10 | 90% Palm trunk | 10% ASR | 20.8 |
| PT80-ASR20 | 80% Palm trunk | 20% ASR | 20.6 |
| PT70-ASR30 | 70% Palm trunk | 30% ASR | 20.3 |
| PT70-PCB30 | 70% Palm trunk | 30% PCB | 18.0 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garrido, M.A.; Conesa, J.A.; Garcia, M.D. Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes. Energies 2017, 10, 850. https://doi.org/10.3390/en10070850
Garrido MA, Conesa JA, Garcia MD. Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes. Energies. 2017; 10(7):850. https://doi.org/10.3390/en10070850
Chicago/Turabian StyleGarrido, Maria Angeles, Juan A. Conesa, and Maria Dolores Garcia. 2017. "Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes" Energies 10, no. 7: 850. https://doi.org/10.3390/en10070850
APA StyleGarrido, M. A., Conesa, J. A., & Garcia, M. D. (2017). Characterization and Production of Fuel Briquettes Made from Biomass and Plastic Wastes. Energies, 10(7), 850. https://doi.org/10.3390/en10070850