Abstract
In this study, the physical properties of briquettes produced from two different biomass feedstocks (sawdust and date palm trunk) and different plastic wastes, without using any external binding agent, were investigated. The biomass feedstocks were blended with different ratios of two waste from electrical and electronic equipment (WEEE) plastics (halogen-free wire and printed circuit boards (PCBs)) and automotive shredder residues (ASR). The briquettes production is studied at different waste proportions (10–30%), pressures (22–67 MPa) and temperatures (room–130 °C). Physical properties as density and durability rating were measured, usually increasing with temperature. Palm trunk gave better results than sawdust in most cases, due to its moisture content and the extremely fine particles that are easily obtained.
1. Introduction
The industrial revolution was the starting point for the gradual energy demand increase throughout the world for transport, industrial and domestic activities. The ever-growing development of these activities has resulted in many environmental problems. Climate change is one of the most significant phenomena related with the increasing energy demand [1,2]. The use of biomass as an energy source instead of fossil fuels is one of the alternatives to mitigate the global warming as it is a carbon neutral fuel [3].
Biomass is produced in many different sources such as sustainable forest harvesting and residue, agricultural residues like wheat straw and energy crops, and animal, municipal and industrial waste [4]. Two interesting biomass feedstocks from different sources are sawdust and date palm trunk. Sawdust is the main residue produced during sawing processes in the furniture industry, whereas date palm trunk is a typical residue from sustainable forest harvesting. Currently, these two residues do not have much use due to their low burning efficiency and they are usually disposed of by burning in open fires, which contributes to air pollution and greenhouse gases [5] or in landfills, which causes environmental pollution.
One alternative to these practices could be to compact these materials into products with higher density such as briquettes, thus converting them into high-quality biofuel products. Briquetting biomass is a densification process which is able to produce a compact material with higher energy per unit volume [6,7]. Additionally, the densification improves the handling and reduces the transportation costs, producing a uniform, clean and stable fuel [8,9]. The use of briquettes as fuel in power plants to obtain heat or electricity reduces particle emissions per unit of material combusted and allows uniform feeding of industrial equipment [10].
Fuels containing only high-quality biomass such as stemwood are generally considered to have low environmental impact but they can be very expensive. Moreover, high-quality wood conversion into bio-based chemicals and advanced materials such as fibers or nano-materials is considered by the forestry and bioenergy sector to be a better use of this biomass than energy production [11,12,13].
Another problem associated to the development of our society is the high increase in the production of wastes. Two of the wastes that present a larger increase are waste from electrical and electronic equipment (WEEE), and the residues from vehicles, due to more frequent car changes in people lives, which involves an increase of the electrical and electronic wastes and the end-of-life vehicles (ELV) generated annually.
The use of low quality and cheap materials such as ELV or WEEE in a fuel blendstock can reduce its price considerably, while also being a way for waste disposal. That is the reason why waste materials are becoming attractive resources for use in fuel production. However, modelling attempts have suggested that the use of these materials may reduce the combustion efficiency and lead to an increase in the toxic air pollutants, which should be still investigated.
The WEEE Directive [14] promotes the reuse, recycling, and recovery, in this order, of these wastes, collecting of electrical and electronic wastes as a separate waste stream. Among these wastes, electric wires and printed circuit boards are considered as a source of useful metals (copper, aluminum, iron, gold, silver and palladium), and plastics. The high price of the metals present in these products has encouraged the development of recycling technologies to recover them, being mechanical/physical separations of WEEE the more prevalent technique due to its ease of operation [15] and the resulting low environmental pollution. After removing the metals, the waste obtained is composed of a mixture of up to fifteen different polymers including acrylonitrile-butadiene-styrene (ABS), high-impact polystyrene (HIPS), polypropylene (PP), polystyrene (PS), styrene-acrylonitrile (SAN), polyesters, polyurethane (PU), polyamide (PA), blends of polycarbonate (PC)/ABS and blends of HIPS/poly(p-phenylene oxide) (PPO) [16]. Unfortunately, currently landfilling is the main method of treating WEEE plastic. This cannot be considered a harmless method due to the subsequent leakage of toxic compounds into soil, polluting the groundwater [17]. Considering the high heating value of these materials, which is in the range of 18–46 MJ/kg [18,19,20], energy recovery is an attractive option for this plastic fraction [21].
The EU-28 generated 6.45 million tons of end-of-life vehicles (ELVs) in 2013, being 85.3% of this waste recycled or reused [22]. ELVs are treated in authorized treatment facilities, where they undergo three processes: depollution, dismantling and shredding [23]. The residual fraction of ELVs, named automotive shredder residue (ASR), which represents 20–25% of ELV mass, is a heterogeneous material composed by a complex mixture of plastics (19–35%), rubber (20%), textiles (10–40%), wood (2–5%), metals (8%), oils (5%) and other unidentifiable materials (10%) [24]. ASR used to be mostly sent to landfill [25], however in order to achieve the limits proposed in the European ELV Directive [26], energy recovery might be a suitable option for ASR due to its high calorific value [27].
On the other hand, bearing in mind the properties of WEEE plastic fraction and ASR, and the fast-growing energy demand, the addition of these wastes to biomass briquettes is also an interesting option. Although the briquetting process is a technology mainly employed to compact biomass [7,8,10,28,29,30], briquettes made of refuse-derived fuel (RDF) [31], textiles [32] or mixtures of plastic wastes [33,34] have been also produced. The combination of biomass and high heating value wastes offers two important benefits: on the one hand, the maximization of the use of the energy sources and, on the other, a potential solution for plastic waste disposal [6,35,36,37]. Avelar et al. [32] studied the formation of briquettes by mixing biosludge and cotton textile industry residues, finding that the best mixing proportion of the two residues for obtaining good and stable briquettes was 25% sludge. In the literature, economic studies of the production of briquettes comparing straw and sawdust can also be found [38].
In the present work, two different biomass feedstocks (sawdust and date palm trunk), two WEEE plastics (halogen-free wire and print circuit board (PCB)) and ASR have been employed to make briquettes by varying the waste proportion, pressure and temperature of the process. Additionally, the durability and density of the briquettes obtained has been evaluated.
2. Materials and Methods
In the present study, the sawdust was obtained after grinding commercial pellets supplied by Estasa as it is indicated in previous research [39]. The date palm trunk was obtained from a local date palm orchard located in Alicante (Spain).
The halogen-free wire was composed of two parts: the cover (or jacket) made of mixture of polyethylene, a thermoplastic elastomer and aluminum trihydroxide (PE-TPE-ATH), and the insulation, where the material employed is a silicone rubber [40]. The supplier of this material was General Cable, Co. (Highland Heights, KE, USA). The FR-4 printed circuit board, from CISA Circuitos Impresos S.A. (Madrid, Spain), is a fiber-glass-based epoxy resin PCB [39]. Finally, the ASR was collected from a CEMEX group cement factory located in Alicante (Spain) and has a heterogeneous appearance due to its diverse components. Prior to the characterization, ASR was crushed with a laboratory blender using immersion in liquid-nitrogen in order to homogenize it. The ultimate and elemental analysis can be found in previous work [41,42]. All the materials employed in the present research (Figure 1) were crushed at 2 mm sieve in a SM 200 cutting mill (Retsch, Haan, Germany) maintaining the same conditions for the milling process without considering the nature of the material. Therefore, the sizes of the two biomass feedstocks were not the the same, and they had different average sizes, as will be discussed later.

Figure 1.
Crushed materials used in this study.
Characterization of the sawdust, wire plastics and PCBs can be found in previous studies [39] and the ASR data were also previously published [42], whereas the palm trunk material has not been studied until now. Ultimate analysis of this biomass was carried out in a Flash 1112 Series elemental microanalyzer (Thermo Finnigan, Waltham, MA, USA) and the moisture content was determined with the weight loss after 12 h at 105 °C. The ash content was calculated from the inorganic matter that remains after combustion under controlled conditions at 550 °C according to CEN-TS 14775: 2009 (AENOR, Madrid, Spain). For the determination of the net calorific value (NCV) an AC-350 calorimetric bomb (LECO Instruments, Saint Joseph, MI, USA) was employed.
Table 1 summarizes the data from the characterization of the different materials used in this study. The large ash fraction of PCB should result from the fiber glass used in the manufacture of FR4-based circuit boards. The plastics (cover and insulation) from the wire also present a high ash content, related also to the nature of the polymers and fillers used in their manufacture; the cover plastic is a thermoplastic polyolefin (PE-TPE-ATH) and that of insulation is a silicone rubber [39].

Table 1.
Results of ultimate analysis, moisture, ash content and net calorific value (NCV) of the material used.
2.1. Sample Preparation
In order to study the effect of waste content on the compaction of the briquettes, different mixtures were made employing between 70% and 90% by weight of sawdust or palm trunk and the rest of the three wastes used. A total of sixteen different mixtures with a total mass of around 100 g were prepared. The compositions of the different samples made are listed in Table 2, where S refers to sawdust, PT to palm trunk and W is for halogen-free wire. As is can be seen, for the mixture of PT and PCB only the weight ratio 70:30 was analyzed as it was not considered necessary the study of the other mixtures (see discussion later). Table 2 also shows the values of the net calorific value of the briquettes formed, in MJ kg−1, which will be later compared to usual fuels. Despite the fact that moisture has an important effect in the densification and durability of the final briquettes [43,44], this parameter has not been modified in order to not increase the briquetting process costs, so the moisture values of the used materials are those shown in Table 1.
Table 2.
Composition of the different mixtures employed in the compacting study. Measured NCV (MJ kg−1) for the different briquettes conformed.
2.2. Briquetting Process
The briquetting process was performed by using a laboratory−scale briquette machine consisting of a 50 mm diameter cylinder, a mobile base and mobile piston which is introduced at the top of the cylinder. A hydraulic system pushes the piston towards the base of the cylinder to compact the material with the desired pressure. The thickness of the briquettes obtained obviously depends on the amount of material used in the test, but is usually between 40 and 60 mm. The briquetting system is located inside of an electrical furnace with temperature control which allows one to work at different temperatures. The sample temperature is continuously controlled by two thermocouples that go through of the cylinder and are in direct contact with the material.
The procedure followed to perform the briquettes is slightly different depending on the temperature selected. For experiments with a temperature higher than the room-temperature, the system should initially be heated at the desired temperature with the mobile piston inside of the cylinder. After preheating during 5 min. the piston is removed from the cylinder and the material is fed manually at the top of cylinder. Then, the piston is again introduced in the cylinder to compact the material, where it is maintained during 5 min. for preheating. Afterwards, the pressure is increased progressively to achieve the desired value which was maintained for 2 s. Finally, the mobile base is removed and the briquette is pushed by the piston up to going out from the cylinder. When the briquettes are produced at room-temperature, the procedure is similar without the preheating steps. Initially, the compaction of all samples shown in Table 2 was performed at room-temperature employing three different pressures: 22, 44 and 67 MPa, and only the mixtures which could not compact were also studied at 120 °C and 130 °C as compacting temperatures.
2.3. Physical Properties of the Briquettes
The density and durability of the briquettes were analyzed in order to evaluate their quality. Since the briquettes obtained presented a cylindrical form, the density determination was made following a stereometric method as described by Rabier et al. [45]. The briquette dimensions, diameter and height, were measured using a caliper with a precision to 0.01 mm, whereas the weight was measured with a precise mechanical balance (±0.01 g).
The durability of the briquettes has been evaluated analyzing the abrasion resistance by adapting the EN 15210–2:2010 standard method [46] for the determination of mechanical durability of solid biofuels. In this sense, each briquette was placed individually in a porcelain jar in each test and the jar was rotated at 50 rpm for 5 min. The weights of the briquettes before and after the abrasion test were measured and the weight loss was considered as an index of the fragility [31].
No combustion experiments were carried out on the manufactured briquettes, so parameters such as heat produced and/or the ash content of the different materials were not determined; note that ash might be a hindrance to subsequent usage of the briquettes produced if the chlorine or metal content is high. Also, a study on the formation of pollutants using these briquettes would be interesting, as the emissions could be influenced using these briquettes.
A measure of the NCV of the briquettes formed can be seen in Table 2. The NCV is not very much changed by the presence of the wastes as they have similar values of NCV as the biomass feedstocks tested (Table 1). In this sense, the NCV of the briquettes are in the range 16.6–20.8 kJ kg−1, depending on the proportion of the wastes. NCV of subbituminous coal is reported to be ca. 13.4 kJ kg−1, and that of anthracite is ca. 23 kJ kg−1. Other biomass feedstocks present higher values of NCV, as is the case of coffee grounds (27 kJ kg−1), but also lower values of NCV can be found, for instance pruning firewood (12 kJ kg−1) or cereals peels (12.8 kJ kg−1).
3. Results
In this section, results of density and durability of the briquettes produced from the two different biomass feedstocks are presented and discussed.
3.1. Compaction of Palm Trunk and Wastes
The process of date palm trunk briquetting with the three different wastes was performed at room-temperature and with 22, 44 and 67 MPa compacting pressures. Figure 2 shows the density of the briquettes obtained for the samples indicated in Table 2.
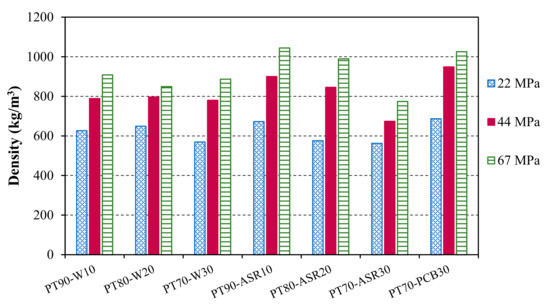
Figure 2.
Density of the briquettes obtained from different mixtures of date palm trunk with wire, automotive shredder residues (ASR) and print circuit board (PCB) wastes at various pressures (room-temperature).
At room-temperature, the waste containing briquettes with date palm trunk as main component showed very good compacting behavior. One could obtain acceptable briquettes, with densities higher than 580 kg/m3, using the three different pressures selected for the study.
As it was expected, in all samples the increase of the pressure involved a higher density of the final briquettes. Analyzing separately each waste, the increase of wire plastics waste content does not seem to have an important influence on the final briquette quality, as the densities of the three mixtures of this waste are in the same range. The sample with 30% of wire plastics presented the highest density variation with the pressure, increasing 36% the value from 22 to 67 MPa. At 22 MPa and 44 MPa, the best mixture is that composed by 80% of date palm trunk and 20% of wire, whereas at 67 MPa, the mixture with the lowest waste content compacts better than the rest.
The effect of the ASR content in the quality of final briquettes is more important than in the case of wire plastics. A density decrease around 16%, 25% and 26% has been obtained at 22, 44 and 67 MPa, respectively, when the ASR content in the sample was increased from 10% to 30%. In this way, for all pressures employed, the best briquettes are those produced with only 10% of ASR.
Finally, PCB showed an extraordinary compacting behavior considering that briquettes with 30% of this waste produced presented at 22 and 44 MPa pressure the highest densities of all samples analyzed. Meanwhile, the briquette obtained at 67 MPa is slightly less dense than that corresponding to the PT90-ASR10 mixture.
In conclusion, to maximize the waste content in the briquettes, a high percentage, up to 30% of waste can be easily compacted if the waste used is wire plastics or PCB, producing a dense product whereas in the case of ASR this percentage should not be over 10%.
As has been indicated previously, all briquettes obtained from the palm trunk at room-temperature presented really good properties, which was confirmed with the abrasion tests. The corresponding data is shown in Figure 3, where the durability is presented.
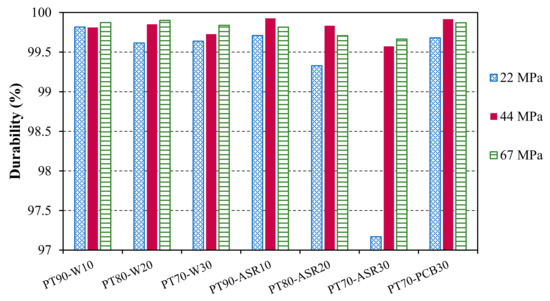
Figure 3.
Durability of the briquettes obtained from the date palm trunk biomass (at room-temperature).
The durability was calculated as the ratio between the briquette mass after and before the test. A durability of 99% means that only 1% of the briquette mass was lost during the abrasion test. All briquettes obtained with the date palm trunk presented abrasion resistances higher than 97% being that obtained with 30% of ASR at 22 MPa the most fragile briquette.
3.2. Compaction of Sawdust and Wastes
In general, sawdust presented a worse compacting behavior than date palm trunk, as only eight briquettes were obtained working at room-temperature, as it can be seen in Figure 4A. In this sense, a pressure of 22 MPa was not enough to produce briquettes from sawdust and wastes. In the same way, the mixtures of sawdust and ASR did not compact not only at 22 MPa but also at 44 and 67 MPa, as in the case of the sample S70-W30 (30% of wire plastics). For the rest of the briquettes, a density decrease was observed when increasing the waste content, so that at 44 MPa neither the S80-W20 nor the S70-PCB30 samples compacted. The briquettes with 10% and 20% of wire plastics and PCB produced at 67 MPa presented similar density values.
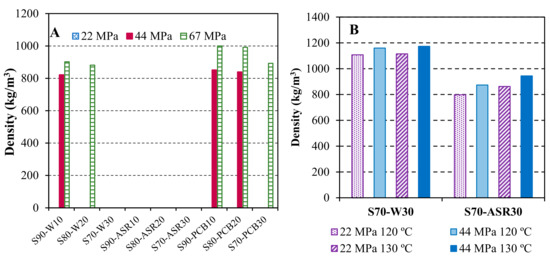
Figure 4.
Densities of the briquettes obtained from the sawdust samples at (A) room-temperature and (B) at 120 and 130 °C.
From these results, it can be said that a maximum content of 20% of wire plastics and PCB can be employed to produce briquettes with sawdust at room-temperature, but a compacting pressure of 67 MPa is needed. Since the results from the briquetting process of sawdust with wastes at room-temperature and mainly at low pressures were not satisfactory, it was considered to perform this study at higher temperature such as 120 °C and 130 °C.
Rather than making briquettes from all mixtures analyzed at room-temperature, only the samples that presented compacting problems were subjected to higher temperature briquetting process. In this way, mixtures with a high waste content have been studied.
First of all, it is important to clarify that the sample S70-PCB30 could not be studied, because at 120–130 °C PCB decomposes, as reported by Conesa and Soler [39], and the high pressure could favors the degradation of this material during the briquetting process.
The results of these new tests at high temperature are shown in Figure 4B where the mixtures with ASR generates briquettes less compact than mixtures with wire plastics, as in the case of the date palm trunk. At both temperatures and in both samples, the increase of pressure produces an increase in the final briquette densities; however, this increase is less pronounced than that observed at room-temperature.
Comparing the briquettes of the mixture S70-W30 with that obtained at room-temperature from the sample S90-W10 at 67 MPa, it can be seen that despite working at less pressure and with more waste content, the briquettes produced at 120 °C and 130 °C present densities around 1.2–1.4 times higher. This phenomena can be explained bearing in mind that the sawdust contains around 25–35% of lignin [47] that can act as binder [7], the higher the adhesive capacity being achieved at higher temperatures, as postulated by Faizal et al. [6]. The effect of the temperature is slightly different in both samples, and whereas for S70-W30 there is no significant difference in the density determined for either 22 MPa or 44 MPa compaction, in the case of the mixture S70-ASR30 the selection of the lowest temperature involves a density reduction of 7% both at 22 MPa and 44 MPa. Despite the differences mentioned, really similar briquettes have been obtained with both sample mixtures, so to decide the best operating conditions it is necessary to analyze the durability of all briquettes obtained with sawdust. The results of the durability tests are presented in Figure 5A,B.
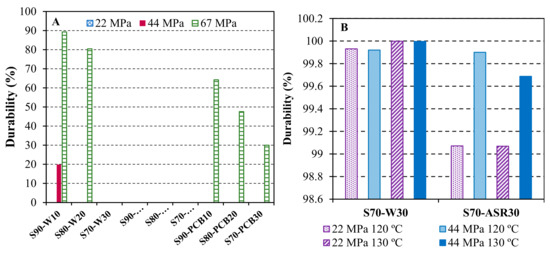
Figure 5.
Durability of the briquettes perfumed with sawdust and wire, ASR and PCB at (A) room-temperature and (B) at 120 °C and 130 °C.
The briquettes corresponding to the mixtures S90-PCB10 and S80-PCB20 at 44 MPa were destroyed during the abrasion resistance test (Figure 5A), despite the high density that both presented (Figure 4A). This means that pressure is not enough to make acceptable briquettes at room-temperature, as is confirmed observing the low durability of the briquette produced at this pressure from the sample S90-W10. The briquettes obtained at 67 MPa were more resistant; however, this durability decreased considerably with the increase of the waste content in the way that only the briquettes with the lowest proportion of wire and PCB presented an acceptable durability, but lower than those produced with date palm trunk.
For the sample S70-W30 (Figure 5B), it is confirmed that the briquettes produced at both temperatures and both pressures were similar, so considering the briquetting process costs the best conditions are 120 °C and 22 MPa. Similar conclusion is reached from the analysis of the mixture S70-ASR30, since the material produced at 120 °C and 22 MPa presented a very acceptable value of resistance, close to 99%.
3.3. Comparison of Biomass Feedstocks
After analyzing the results, it should be noted the big difference in the compacting behavior of date palm trunk and sawdust at room-temperature. One of the possible reasons for that is the differences in the particle size. For that purpose, a Coulter LS-230 laser light−scattering apparatus (Beckmann Coulter, Miami, FL, USA) was used. The average particle size determined was 0.1466 mm for date palm trunk and of 2 mm for sawdust. These results confirmed that small particle sizes favor the densification of the material as this type of particles have greater surface area during the compaction, as already said in different studies [48,49]. Other reason, as mentioned, is the different lignin content of these two biomass feedstocks.
Base samples (i.e., with no wastes) were not produced in the present study, but in a previous paper the formation of briquettes from sawdust and furniture wastes was studied [50], where a compaction pressure of 88 MPa was used. Durability of the briquettes with no wastes was 99%, whereas the density reached a value of 835 kg/m3, that is similar to those found in the present study.
4. Conclusions
Two different biomass feedstocks (sawdust and date palm trunk) have been blended with different ratios of two WEEE plastics (halogen-free wire and PCBs) and ASR.
A very good density and durability was obtained in almost all cases by using palm trunks and room-temperature, with percentages of wastes ranging from 10% to 30%. ASR was the residue that presented a greater difficulty to form briquettes and it was more difficult and energetically costly to form them. For the formation of briquettes using sawdust, a higher temperature and/or pressure is generally needed. Happily, the quality of the briquettes obtained with sawdust is also very acceptable.
Date palm trunk based briquettes are more stable and easier to form, requiring less pressure and temperature. In this way, it will be possible to contribute to the management of the waste considered, due to high quality briquettes obtained at room-temperature and at low pressure. All briquettes obtained with the date palm trunk presented abrasion resistances higher than 97% being that obtained with 30% of ASR at 22 MPa the most fragile briquette. In general, briquettes produced at 120 and 130 °C present densities around 1.2–1.4 times higher than those obtained at room-temperature, but it is not possible to use PCBs waste at these temperature because it begins to decompose.
Acknowledgments
This work was supported by the Ministry of Economy and Competitiveness (Spain) (Grant Number CTQ2016-76608-R) and the Valencian Community Government (Spain) (Grant Number PROMETEOII/2014/007). The research received funds for covering the costs to publish in open access.
Author Contributions
Maria A. Garrido and Maria D. Garcia did the experimental work under the supervision of Juan A. Conesa. Maria A. Garrido wrote the main manuscript text and prepared Figures. All authors reviewed the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Working Group I. Climate Change 2013: The Physical Science Basis; IPCC Fifth Assessment Report (AR5); IPCC: Geneva, Switzerland, 2013. [Google Scholar]
- Wu, J. Landscape sustainability science: Ecosystem services and human well-being in changing landscapes. Landsc. Ecol. 2013, 28, 999–1023. [Google Scholar] [CrossRef]
- Butterman, H.C.; Castaldi, M.J. CO2 as a carbon neutral fuel source via enhanced biomass gasification. Environ. Sci. Technol. 2009, 43, 9030–9037. [Google Scholar] [CrossRef] [PubMed]
- Kiss, I.; Alexa, V.; Sárosi, J. About the wood sawdust-one of the most important renewable energy sources. Ann. Fac. Eng. Hunedoara 2016, 14, 215–220. [Google Scholar]
- Mai Thao, P.T.; Kurisu, K.H.; Hanaki, K. Greenhouse gas emission mitigation potential of rice husks for An Giang province, Vietnam. Biomass Bioenerg. 2011, 35, 3656–3666. [Google Scholar] [CrossRef]
- Faizal, H.M.; Nazri, M.S.M.; Rahman, M.M.; Syahrullail, S.; Latiff, Z.A. Development of palm biomass briquettes with polyethylene plastic waste addition. J. Teknol. 2016, 78, 69–75. [Google Scholar]
- Srivastava, N.S.L.; Narnaware, S.L.; Makwana, J.P.; Singh, S.N.; Vahora, S. Investigating the energy use of vegetable market waste by briquetting. Renew. Energy 2014, 68, 270–275. [Google Scholar] [CrossRef]
- Granada, E.; López González, L.M.; Míguez, J.L.; Moran, J. Fuel lignocellulosic briquettes, die design and products study. Renew. Energy 2002, 27, 561–573. [Google Scholar] [CrossRef]
- Sing, C.Y.; Aris, M.S. An experimental investigation on the handling and storage properties of biomass fuel briquettes made from oil palm mill residues. J. Appl. Sci. 2012, 12, 2621–2625. [Google Scholar] [CrossRef]
- Muazu, R.I.; Stegemann, J.A. Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs. Fuel Process. Technol. 2015, 133, 137–145. [Google Scholar] [CrossRef]
- Meng, F.; Yang, T.; Liu, J.; Wang, G.; Li, X.; Zhang, D. Experimental study on stalk briquette gasification producer gas for vehicle fuel. Renew. Energy Resour. 2008, 26, 48–51. [Google Scholar]
- Dias, J.; Souza, D.D.; Braga, M.; Onoyoma, M.; Miranda, C.; Barbosa, P.; Rocha, J. Produção de briquetes e péletes a partir de resíduos agrícolas, agroindustriais e florestais. Brasília: Embrapa Agroenergia 2012. (In Portuguese) [Google Scholar]
- Chen, L.; Xing, L.; Han, L. Renewable energy from agro-residues in China: Solid biofuels and biomass briquetting technology. Renew. Sustain. Energy Rev. 2009, 13, 2689–2695. [Google Scholar] [CrossRef]
- European Union Directive. Directive 2012/19/EU of the European parliament and of the council of 4 July 2012 on waste electrical and electronic equipment (WEEE). Off. J. Eur. Union L 2012, 197, 38–71. [Google Scholar]
- Babu, B.R.; Parande, A.K.; Basha, C.A. Electrical and electronic waste: A global environmental problem. Waste Manag. Res. 2007, 25, 307–318. [Google Scholar]
- Martinho, G.; Pires, A.; Saraiva, L.; Ribeiro, R. Composition of plastics from waste electrical and electronic equipment (WEEE) by direct sampling. Waste Manag. 2012, 32, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Sun, L.; Xiang, J.; Hu, S.; Su, S. Pyrolysis and dehalogenation of plastics from waste electrical and electronic equipment (WEEE): A review. Waste Manag. 2013, 33, 462–473. [Google Scholar] [CrossRef] [PubMed]
- Schlummer, M.; Gruber, L.; Mäurer, A.; Wolz, G.; van Eldik, R. Characterisation of polymer fractions from waste electrical and electronic equipment (WEEE) and implications for waste management. Chemosphere 2007, 67, 1866–1876. [Google Scholar] [CrossRef] [PubMed]
- Vehlow, J.; Bergfeldt, B.; Jay, K.; Seifert, H.; Wanke, T.; Mark, F.E. Thermal treatment of electrical and electronic waste plastics. Waste Manag. Res. 2000, 18, 131–140. [Google Scholar] [CrossRef]
- Menad, N.; Björkman, B.; Allain, E.G. Combustion of plastics contained in electric and electronic scrap. Resour. Conserv. Recycl. 1998, 24, 65–85. [Google Scholar] [CrossRef]
- Fisher, M.M.; Mark, F.E.; Kingsbury, T.; Vehlow, J.; Yamawaki, T. Energy recovery in the sustainable recycling of plastics from end-of-life electrical and electronic products. In Proceedings of the 2005 IEEE International Symposium on Electronics and the Environment, New Orleans, LA, USA, 16–19 May 2005; pp. 83–92. [Google Scholar]
- Eurostat. End-of-Life Vehicle Statistics; Eurostat: Luxembourg, 2013. [Google Scholar]
- Cossu, R.; Lai, T. Automotive shredder residue (ASR) management: An overview. Waste Manag. 2015, 45, 143–151. [Google Scholar] [CrossRef] [PubMed]
- Morselli, L.; Santini, A.; Passarini, F.; Vassura, I. Automotive shredder residue (ASR) characterization for a valuable management. Waste Manag. 2010, 30, 2228–2234. [Google Scholar] [CrossRef] [PubMed]
- Santini, A.; Morselli, L.; Passarini, F.; Vassura, I.; Di Carlo, S.; Bonino, F. End-of-life vehicles management: Italian material and energy recovery efficiency. Waste Manag. 2011, 31, 489–494. [Google Scholar] [CrossRef] [PubMed]
- European Union Directive. Directive 2000/53/EC of the European parliament and of the council of 18 September 2000 on end-of life vehicles. Off. J. Eur. Union L 2000, 296, 34–42. [Google Scholar]
- Cossu, R.; Fiore, S.; Lai, T.; Luciano, A.; Mancini, G.; Ruffino, B.; Viotti, P.; Zanetti, M.C. Review of Italian experience on automotive shredder residue characterization and management. Waste Manag. 2014, 34, 1752–1762. [Google Scholar] [CrossRef] [PubMed]
- Ryu, C.; Finney, K.; Sharifi, V.N.; Swithenbank, J. Pelletised fuel production from coal tailings and spent mushroom compost—Part I: Identification of pelletisation parameters. Fuel Process. Technol. 2008, 89, 269–275. [Google Scholar] [CrossRef]
- Demianiuk, L.; Demianiuk, A.B. Influence of temperature on the quality of briquettes in the giant miscanthus densification process. Eng. Trans. 2016, 64, 171–180. [Google Scholar]
- Yank, A.; Ngadi, M.; Kok, R. Physical properties of rice husk and bran briquettes under low pressure densification for rural applications. Biomass Bioenergy 2016, 84, 22–30. [Google Scholar] [CrossRef]
- Li, Y.; Liu, H.; Zhang, O. High-pressure compaction of municipal solid waste to form densified fuel. Fuel Process. Technol. 2001, 74, 81–91. [Google Scholar] [CrossRef]
- Avelar, N.V.; Rezende, A.A.P.; Carneiro, A.D.C.O.; Silva, C.M. Evaluation of briquettes made from textile industry solid waste. Renew. Energy 2016, 91, 417–424. [Google Scholar] [CrossRef]
- Kers, J.; Kulu, P.; Aruniit, A.; Laurmaa, V.; Križan, P.; Šooš, L.; Kask, Ü. Determination of physical, mechanical and burning characteristics of polymeric waste material briquettes. Estonian J. Eng. 2010, 16, 307–316. [Google Scholar] [CrossRef]
- McGraw, P.S.; Drake, J.L.; Hane, T.H. Method for Processing Contaminated Plastic Waste. U.S. Patent US5411697, 2 May 1995. [Google Scholar]
- Auprakul, U.; Promwungkwa, A.; Tippayawong, N.; Chaiklangmuang, S. Advanced Materials Research. In Densified Fuels from Mixed Plastic Wastes and Corn Stover; Trans Tech Publications: Zurich, Switzerland, 2014; pp. 1117–1121. [Google Scholar]
- Zannikos, F.; Kalligeros, S.; Anastopoulos, G.; Lois, E. Converting biomass and waste plastic to solid fuel briquettes. J. Renew. Energy 2013, 2013. [Google Scholar] [CrossRef]
- Kim, H.; Minami, W.; Li, T. Combustion characteristics and pollutant control by eco-fuel from polyurethane foam. Energy Fuels 2006, 20, 575–578. [Google Scholar] [CrossRef]
- Stolarski, M.J.; Szczukowski, S.; Tworkowski, J.; Krzyzaniak, M.; Gulczyński, P.; Mleczek, M. Comparison of quality and production cost of briquettes made from agricultural and forest origin biomass. Renew. Energy 2013, 57, 20–26. [Google Scholar] [CrossRef]
- Conesa, J.A.; Soler, A. Decomposition kinetics of materials combining biomass and electronic waste. J. Therm. Anal. Calorim. 2016, 128, 225–233. [Google Scholar] [CrossRef]
- Conesa, J.A.; Egea, S.; Moltó, J.; Ortuño, N.; Font, R. Decomposition of two types of electric wires considering the effect of the metal in the production of pollutants. Chemosphere 2013, 91, 118–123. [Google Scholar] [CrossRef] [PubMed]
- Rey, L.; Conesa, J.A.; Aracil, I.; Garrido, M.A.; Ortuño, N. Pollutant formation in the pyrolysis and combustion of automotive shredder residue. Waste Manag. 2016, 56, 376–383. [Google Scholar] [CrossRef] [PubMed]
- Conesa, J.A.; Rey, L.; Aracil, I. Modeling the thermal decomposition of automotive shredder residue. J. Therm. Anal. Calorim. 2016, 124, 317–327. [Google Scholar] [CrossRef]
- Guo, L.; Tabil, L.G.; Wang, D.; Wang, G. Influence of moisture content and hammer mill screen size on the physical quality of barley, oat, canola and wheat straw briquettes. Biomass Bioenergy 2016, 94, 201–208. [Google Scholar] [CrossRef]
- Križan, P.; Matú, M.; Šooš, Ľ.; Beniak, J. Behavior of beech sawdust during densification into a solid biofuel. Energies 2015, 8, 6382–6398. [Google Scholar] [CrossRef]
- Rabier, F.; Temmerman, M.; Böhm, T.; Hartmann, H.; Daugbjerg Jensen, P.; Rathbauer, J.; Carrasco, J.; Fernández, M. Particle density determination of pellets and briquettes. Biomass Bioenergy 2006, 30, 954–963. [Google Scholar] [CrossRef]
- Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 2: Briquettes; En 15210–2:2010; Comite Europeen de Normalisation: Brussels, Belgium, 2010.
- Mohamad Afis, A. Recovery and Separation of Cellulose from Sawdust Wood Hydrolysates Using Membrane Creator: Effect of Transmembrane Pressure (TMP) and Cross Flow Velocity (CFV); Universiti Malaysia Pahang: Gambang, Malaysia, 2010. [Google Scholar]
- Mitchual, S.J.; Frimpong-Mensah, K.; Darkwa, N.A. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng. 2013, 4. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Kenny, K.L.; Hess, J.R. A Review on Biomass Densification Technologies for Energy Application; Idaho National Laboratory: Idaho Falls, ID, USA, 2010. [Google Scholar]
- Moreno, A.I.; Font, R.; Conesa, J.A. Physical and chemical evaluation of furniture waste briquettes. Waste Manag. 2016, 49, 245–252. [Google Scholar] [CrossRef] [PubMed]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).