
Qualitative Analysis of Transesterification of Waste Pig Fat in Supercritical Alcohols


Abstract
:1. Introduction
2. Experimental Section
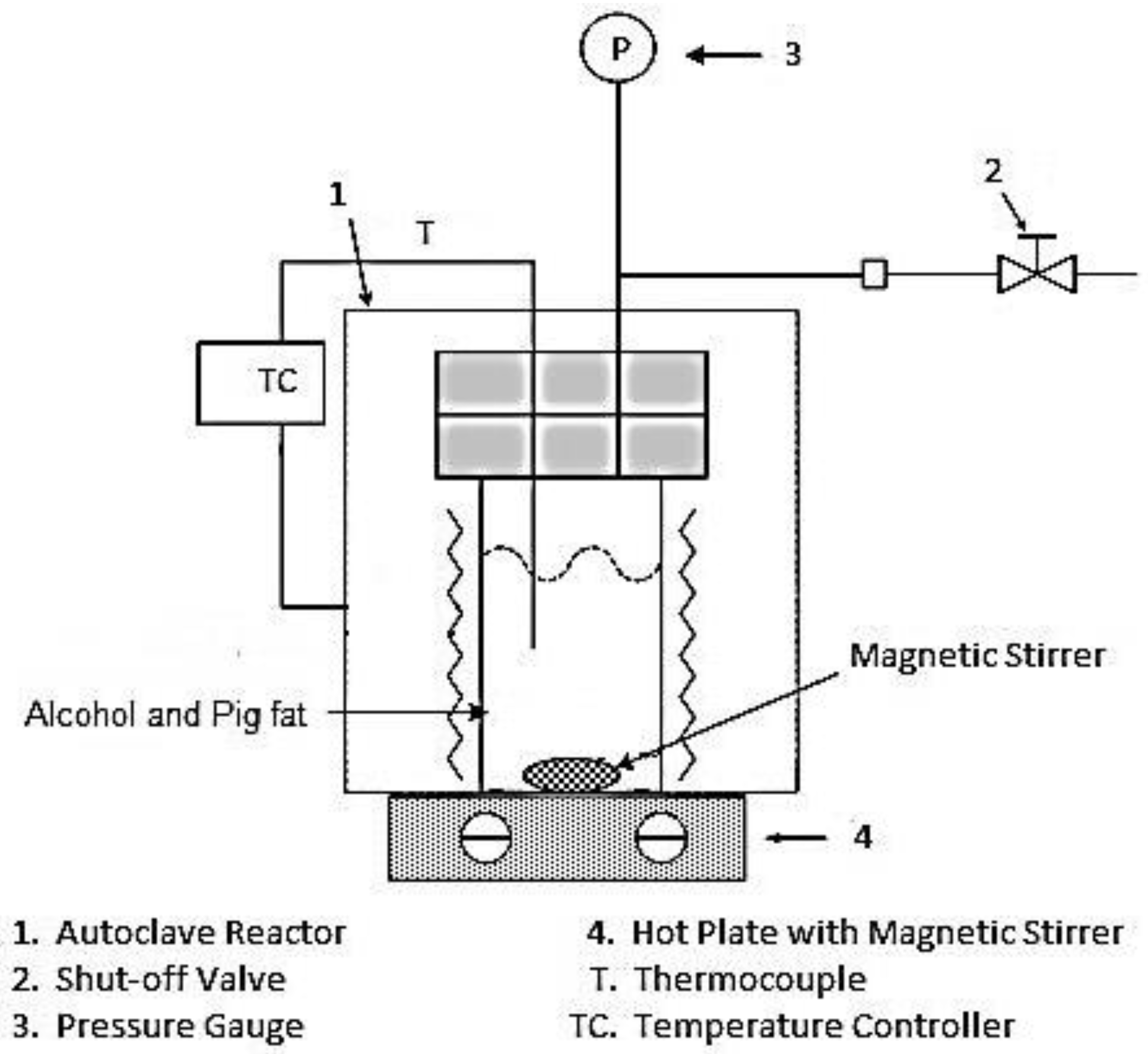
2.1. Materials and Apparatus
2.2. Procedure
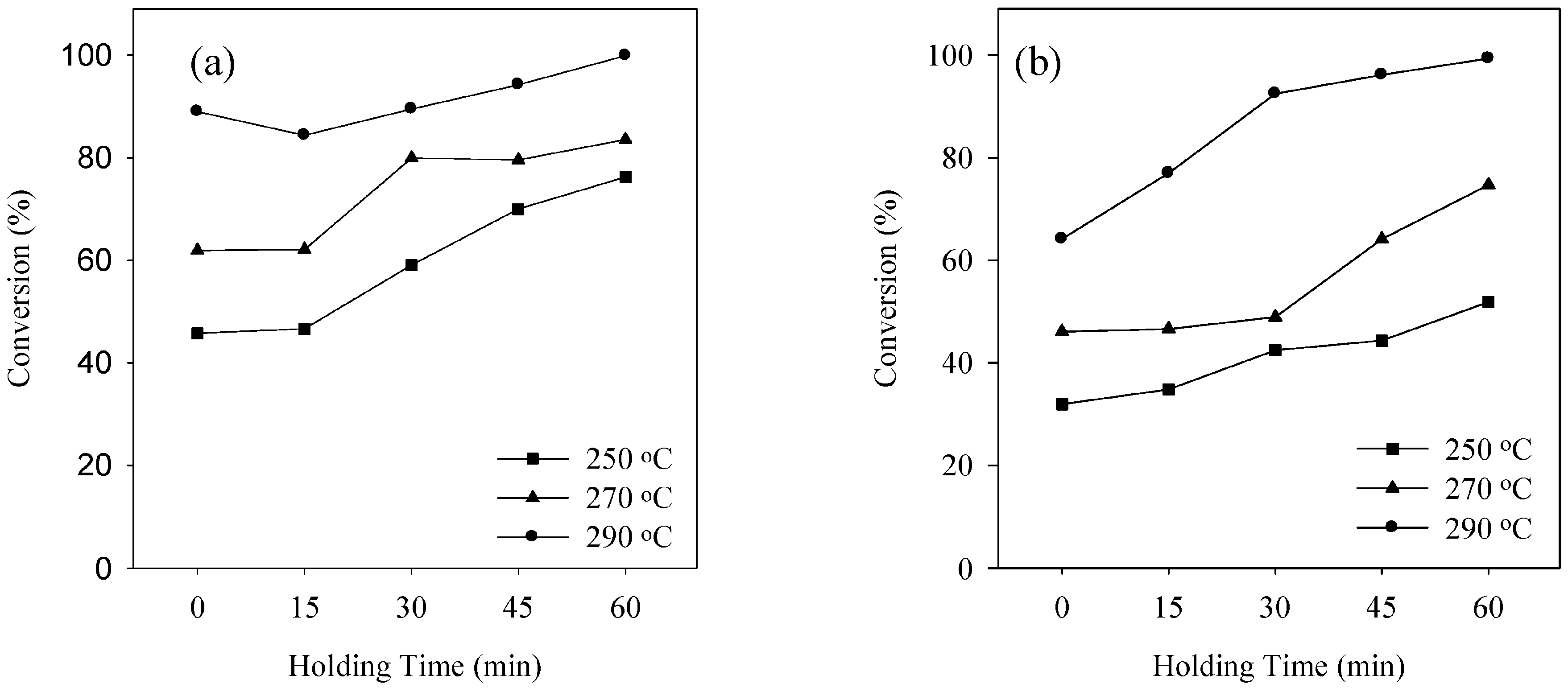
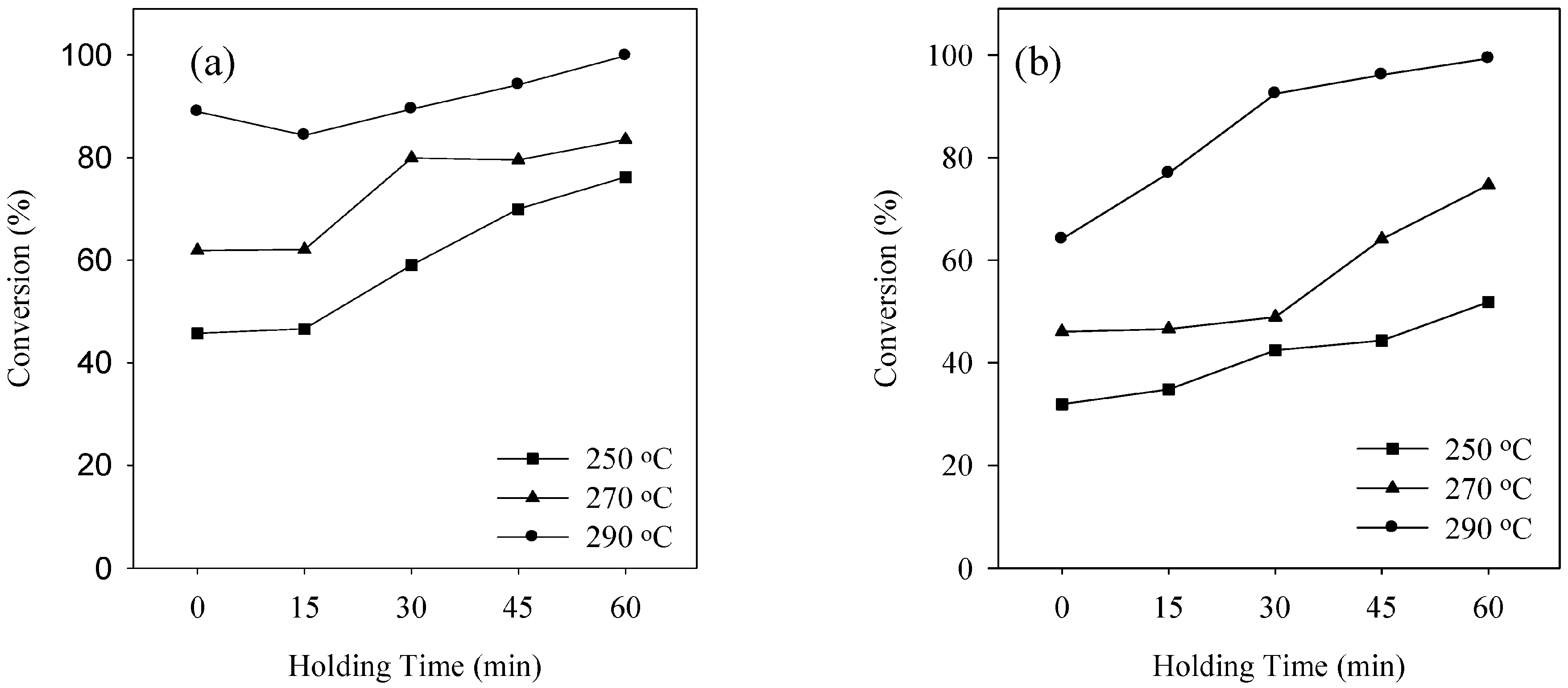
3. Results and Discussion
4. Conclusions
Acknowledgments
Authors Contributions
Conflicts of Interest
References
- Phan, A.N.; Phan, T.M. Biodiesel production from waste cooking oils. Fuel 2008, 87, 3490–3496. [Google Scholar] [CrossRef]
- Zhang, Y.; Dube, M.; McLean, D.; Kates, M. Biodiesel production from waste cooking oil: 1. Process design and technological assessment. Bioresour. Technol. 2003, 89, 1–16. [Google Scholar] [PubMed]
- Körbitz, W. Biodiesel production in Europe and North America, an encouraging prospect. Renew. Energy 1999, 16, 1078–1083. [Google Scholar] [CrossRef]
- Agarwal, A.K.; Das, L. Biodiesel development and characterization for use as a fuel in compression ignition engines. J. Eng. Gas Turbines Power 2001, 123, 440–447. [Google Scholar] [CrossRef]
- Meng, X.; Chen, G.; Wang, Y. Biodiesel production from waste cooking oil via alkali catalyst and its engine test. Fuel Process. Technol. 2008, 89, 851–857. [Google Scholar] [CrossRef]
- Shin, H.; Lee, S.; Ryu, J.; Bae, S. Biodiesel production from waste lard using supercritical methanol. J. Supercrit. Fluids 2012, 61, 134–138. [Google Scholar] [CrossRef]
- Marulanda, V.F.; Anitescu, G.; Tavlarides, L.L. Investigations on supercritical transesterification of chicken fat for biodiesel production from low-cost lipid feedstocks. J. Supercrit. Fluids 2010, 54, 53–60. [Google Scholar] [CrossRef]
- Tan, K.; Lee, K.; Mohamed, A. Potential of waste palm cooking oil for catalyst-free biodiesel production. Energy 2011, 36, 2085–2088. [Google Scholar] [CrossRef]
- Bhatti, H.N.; Hanif, M.A.; Qasim, M. Biodiesel production from waste tallow. Fuel 2008, 87, 2961–2966. [Google Scholar] [CrossRef]
- Moraes, M.S.A.; Krause, L.C.; da Cunha, M.E.; Faccini, C.S.; de Menezes, E.W.; Veses, R.C.; Rodrigues, M.R.A.; Caramão, E.B. Tallow biodiesel: Properties evaluation and consumption tests in a diesel engine. Energy Fuels 2008, 22, 1949–1954. [Google Scholar] [CrossRef]
- Jeong, G.; Yang, H.; Park, D. Optimization of transesterification of animal fat ester using response surface methodology. Bioresour. Technol. 2009, 100, 25–30. [Google Scholar] [CrossRef] [PubMed]
- Chhetri, A.B.; Watts, K.C.; Islam, M.R. Waste cooking oil as an alternate feedstock for biodiesel production. Energies 2008, 1, 3–18. [Google Scholar] [CrossRef]
- Cetinkaya, M.; Karaosmanoglu, F. Optimization of base-catalyzed transesterification reaction of used cooking oil. Energy Fuels 2004, 18, 1888–1895. [Google Scholar] [CrossRef]
- He, H.; Wang, T.; Zhu, S. Continuous production of biodiesel fuel from vegetable oil using supercritical methanol process. Fuel 2007, 86, 442–447. [Google Scholar] [CrossRef]
- Poudel, J.; Oh, S.C. Degradation characteristics of wood using supercritical alcohols. Energies 2012, 5, 5038–5052. [Google Scholar] [CrossRef]
- Sanjel, N.; Gu, J.H.; Oh, S.C. Transesterification Kinetics of Waste Vegetable Oil in Supercritical Alcohols. Energies 2014, 7, 2095–2106. [Google Scholar] [CrossRef]
- Demirbaş, A. Biodiesel fuels from vegetable oils via catalytic and non-catalytic supercritical alcohol transesterifications and other methods: A survey. Energy Convers. Manag. 2003, 44, 2093–2109. [Google Scholar] [CrossRef]
- Kusdiana, D.; Saka, S. Methyl Esterification of Free Fatty Acids of Rapeseed Oil as Treated in Supercritical Methanol. J. Chem. Eng. Jpn. 2001, 34, 383–387. [Google Scholar] [CrossRef]
- Van Kasteren, J.; Nisworo, A. A process model to estimate the cost of industrial scale biodiesel production from waste cooking oil by supercritical transesterification. Resour. Conserv. Recycl. 2007, 50, 442–458. [Google Scholar] [CrossRef]
- Pinnarat, T.; Savage, P.E. Assessment of noncatalytic biodiesel synthesis using supercritical reaction conditions. Ind. Eng. Chem. Res. 2008, 47, 6801–6808. [Google Scholar] [CrossRef]
- Anitescu, G.; Deshpande, A.; Tavlarides, L.L. Integrated technology for supercritical biodiesel production and power cogeneration. Energy Fuels 2008, 22, 1391–1399. [Google Scholar] [CrossRef]
- Deshpande, A.; Anitescu, G.; Rice, P.; Tavlarides, L. Supercritical biodiesel production and power cogeneration: Technical and economic feasibilities. Bioresour. Technol. 2010, 101, 1834–1843. [Google Scholar] [CrossRef] [PubMed]
- Lim, Y.; Lee, H.; Lee, Y.; Han, C. Design and economic analysis of the process for biodiesel fuel production from transesterificated rapeseed oil using supercritical methanol. Ind. Eng. Chem. Res. 2009, 48, 5370–5378. [Google Scholar] [CrossRef]
- Shaw, R.W.; Brill, T.B.; Clifford, A.A.; Eckert, C.A.; Franck, E.U. Supercritical water: A medium for chemistry. Chem. Eng. News 1991, 69, 26–39. [Google Scholar]
- Reid, R.C.; Prausnitz, J.M.; Poling, B.E. The Properties of Gases and Liquids; McGraw-Hill: New York, NY, USA, 1987. [Google Scholar]
- Yamazaki, J.; Minami, E.; Saka, S. Liquefaction of beech wood in various supercritical alcohols. J. Wood Sci. 2006, 52, 527–532. [Google Scholar] [CrossRef]
- Rohman, A.; Triyana, K.; Erwanto, Y. Differentiation of lard and other animal fats based on triacylglycerols composition and principal component analysis. Int. Food Res. J. 2012, 19, 475–479. [Google Scholar]
- Indrasti, D.; Man, Y.B.C.; Mustafa, S.; Hashim, D.M. Lard detection based on fatty acids profile using comprehensive gas chromatography hyphenated with time-of-flight mass spectrometry. Food Chem. 2010, 122, 1273–1277. [Google Scholar] [CrossRef]
- Demirbas, A. Biodiesel from waste cooking oil via base-catalytic and supercritical methanol transesterification. Energy Convers. Manag. 2009, 50, 923–927. [Google Scholar] [CrossRef]
- Han, H.; Cao, W.; Zhang, J. Preparation of biodiesel from soybean oil using supercritical methanol and CO 2 as co-solvent. Process Biochem. 2005, 40, 3148–3151. [Google Scholar] [CrossRef]
- Tan, K.T.; Gui, M.M.; Lee, K.T.; Mohamed, A.R. An optimized study of methanol and ethanol in supercritical alcohol technology for biodiesel production. J. Supercrit. Fluids 2010, 53, 82–87. [Google Scholar] [CrossRef]
- Tan, K.T.; Gui, M.M.; Lee, K.T.; Mohamed, A.R. Supercritical alcohol technology in biodiesel production: A comparative study between methanol and ethanol. Energy Sources A Recovery Util. Environ. Eff. 2010, 33, 156–163. [Google Scholar] [CrossRef]
- Saka, S.; Kusdiana, D. Biodiesel fuel from rapeseed oil as prepared in supercritical methanol. Fuel 2001, 80, 225–231. [Google Scholar] [CrossRef]
- Minami, E.; Saka, S. Kinetics of hydrolysis and methyl esterification for biodiesel production in two-step supercritical methanol process. Fuel 2006, 85, 2479–2483. [Google Scholar] [CrossRef]
- Rahmat, N.; Abdullah, A.Z.; Mohamed, A.R. Recent progress on innovative and potential technologies for glycerol transformation into fuel additives: A critical review. Renew. Sust. Energy Rev. 2010, 14, 987–1000. [Google Scholar] [CrossRef]
- Huber, M.L.; Lemmon, E.W.; Kazakov, A.; Ott, L.S.; Bruno, T.J. Model for the thermodynamic properties of a biodiesel fuel. Energy Fuels 2009, 23, 3790–3797. [Google Scholar] [CrossRef]
- Demirbas, A. Studies on cottonseed oil biodiesel prepared in non-catalytic SCF conditions. Bioresour. Technol. 2008, 99, 1125–1130. [Google Scholar] [CrossRef] [PubMed]
- Tomasevic, A.; Siler-Marinkovic, S. Methanolysis of used frying oil. Fuel Process. Technol. 2003, 81, 1–6. [Google Scholar] [CrossRef]
- Zhou, W.; Konar, S.K.; Boocock, D.G. Ethyl esters from the single-phase base-catalyzed ethanolysis of vegetable oils. J. Am. Oil Chem. Soc. 2003, 80, 367–371. [Google Scholar] [CrossRef]
- Warabi, Y.; Kusdiana, D.; Saka, S. Reactivity of triglycerides and fatty acids of rapeseed oil in supercritical alcohols. Bioresour. Technol. 2004, 91, 283–287. [Google Scholar] [CrossRef]
- Madras, G.; Kolluru, C.; Kumar, R. Synthesis of biodiesel in supercritical fluids. Fuel 2004, 83, 2029–2033. [Google Scholar] [CrossRef]
- Poudel, J.; Oh, S.C. A kinetic analysis of wood degradation in supercritical alcohols. Ind. Eng. Chem. Res. 2012, 51, 4509–4514. [Google Scholar] [CrossRef]
- Gui, M.M.; Lee, K.T.; Bhatia, S. Supercritical ethanol technology for the production of biodiesel: Process optimization studies. J. Supercrit. Fluids 2009, 49, 286–292. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | C14:0 | C16:0 | C16:1 | C17:0 | C18:0 | C18:1 | C18:2 |
| [27] | 1.30 | 20.66 | 1.98 | 0.48 | 10.91 | 39.13 | 19.55 |
| [28] | 1–2.5 | 20–30 | 2–4 | <1.0 | 8–22 | 35–55 | 4–12 |
| Ref. | C18:3 | C20:0 | C20:1 | C20:5n3 | C20:6n3 | C22:6n3 | |
| [27] | 1.21 | 0.91 | 0.98 | 0.12 | 0.12 | 0.14 | |
| [28] | <1.5 | <1 | <1.5 | NA | NA | NA |
| Item | Condition |
|---|---|
| Column | DB-WAX (30 m × 250 μm, 0.25 μm thickness) |
| Oven temperature | From 100 °C (2 min) to 200 °C (5 min) at 10 °C/min; From 230 °C (5 min) to 250 °C (5 min) at 10 °C/min |
| He gas flow | 1 mL/min |
| Injection volume | 1 μL |
| Split mode | 10:1 |
| Detector temp | 250 °C |
| Mass scan range (SIM mode) | 29–800 amu |
| H.T. (min) | Glycerol | Non-Esters | Esters | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C6:0 | C10:0 | C12:0 | C13:0 | C15:0 | C16:0 | C17:0 | C18:0 | C18:2 | C19:1 | C19:2 | C19:3 | C21:1 | |||
| SCM, 1:1.5, 250 °C | |||||||||||||||
| 0 | 4.28 | 26.72 | 58.52 | 10.48 | |||||||||||
| 15 | 33.34 | 0.01 | 0.99 | 1.66 | 18.77 | 36.26 | 8.97 | ||||||||
| 30 | 18.61 | 1.02 | 1.11 | 1.79 | 22.59 | 43.97 | 10.91 | ||||||||
| 45 | 7.49 | 1.65 | 1.09 | 0.77 | 1.66 | 23.43 | 51.2 | 13.48 | |||||||
| 60 | 7.37 | 2.43 | 0.95 | 0.62 | 1.79 | 23.36 | 50.88 | 13.22 | |||||||
| SCM, 1:1.5, 270 °C | |||||||||||||||
| 0 | 3.73 | 2.53 | 1.6 | 2.52 | 1.59 | 22.32 | 53.01 | 15.22 | |||||||
| 15 | 5.39 | 4.19 | 0.95 | 1.48 | 1.66 | 22.32 | 52.64 | 12.85 | |||||||
| 30 | 38.49 | 0.43 | 2.67 | 0.43 | 1.17 | 15.37 | 33.27 | 8.6 | |||||||
| 45 | 8.66 | 1 | 0.62 | 0.33 | 1.74 | 23.43 | 0.85 | 49.64 | 12.93 | ||||||
| 60 | 15.57 | 2.82 | 0.83 | 1.05 | 1.74 | 21.48 | 45.51 | 12.05 | |||||||
| SCM, 1:1.5, 290 °C | |||||||||||||||
| 0 | 4 | 2.54 | 0.64 | 0.36 | 1.78 | 24.24 | 52.47 | 13.56 | 0.77 | ||||||
| 15 | 4 | 2.54 | 0.64 | 0.36 | 1.78 | 24.24 | 52.47 | 13.56 | 0.77 | ||||||
| 30 | 0.03 | 2.09 | 0.19 | 27.18 | 2.04 | 13.55 | 51.93 | 0.78 | 2.21 | ||||||
| 45 | 17.4 | 0.58 | 1.75 | 22.29 | 12.56 | 45.42 | |||||||||
| 60 | 16.03 | 0.78 | 0.49 | 1.75 | 22.77 | 12.17 | 46.02 | ||||||||
| w/w | Glycerol | Non-Esters | Esters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C5:0 | C6:0 | C12:0 | C15:0 | C16:0 | C17:0 | C18:0 | C18:2 | C19:1 | C19:2 | C19:3 | C21:1 | |||
| SCM, 290 °C, 0 min | ||||||||||||||
| 1:1.5 | 4 | 2.54 | 0.64 | 1.78 | 24.24 | 52.47 | 13.56 | 0.77 | ||||||
| 1:2.0 | 6.39 | 0.98 | 1.04 | 1.63 | 24.53 | 50.91 | 14.52 | |||||||
| 1:2.5 | 5.55 | 2.26 | 1.76 | 25.25 | 52.03 | 13.15 | ||||||||
| SCM, 290 °C, 15 min | ||||||||||||||
| 1:1.5 | 4 | 2.54 | 0.64 | 1.78 | 24.24 | 52.47 | 13.56 | 0.77 | ||||||
| 1:2.0 | 3.99 | 2.38 | 1.56 | 24.51 | 53.64 | 13.22 | 0.7 | |||||||
| 1:2.5 | 5.25 | 1.93 | 0.6 | 1.77 | 25.06 | 51.23 | 13.45 | 0.71 | ||||||
| SCM, 290 °C, 30 min | ||||||||||||||
| 1:1.5 | 0.03 | 2.09 | 0.19 | 27.18 | 2.04 | 13.55 | 51.93 | 0.78 | 2.21 | |||||
| 1:2.0 | 7.59 | 1.26 | 0.51 | 1.79 | 24.66 | 51.47 | 12.72 | |||||||
| 1:2.5 | 9.2 | 2.1 | 0.6 | 1.9 | 24.33 | 48.05 | 13.19 | 0.63 | ||||||
| SCM, 290 °C, 45 min | ||||||||||||||
| 1:1.5 | 17.4 | 0.58 | 1.75 | 22.29 | 12.56 | 45.42 | ||||||||
| 1:2.0 | 9.95 | 1.51 | 0.5 | 1.74 | 24.03 | 49.19 | 12.68 | 0.4 | ||||||
| 1:2.5 | 8.71 | 1.8 | 0.55 | 1.88 | 25.96 | 49.36 | 11.74 | |||||||
| SCM, 290 °C, 60 min | ||||||||||||||
| 1:1.5 | 16.03 | 0.78 | 0.49 | 1.74 | 22.77 | 12.17 | 46.02 | |||||||
| 1:2.0 | 8.65 | 1.43 | 0.44 | 1.73 | 24.09 | 49 | 13.8 | 0.86 | ||||||
| 1:2.5 | 8.48 | 1.13 | 0.62 | 1.83 | 25.29 | 49.06 | 13.59 | |||||||
| H.T. (min) | Glycerol | Non-Esters | Esters | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C5:0 | C6:0 | C6:3 | C8:0 | C16:0 | C18:0 | C18:1 | C18:2 | C19:0 | C20:1 | C20:2 | C20:3 | C22:0 | C28:0 | |||
| SCE, 1:1.5, 250 °C | ||||||||||||||||
| 0 | 22.6 | 64.55 | 12.85 | |||||||||||||
| 15 | 1.43 | 24.12 | 63.13 | 11.32 | ||||||||||||
| 30 | 1.88 | 1.23 | 22.78 | 60.54 | 13.57 | |||||||||||
| 45 | 1.28 | 1.32 | 23.78 | 59.64 | 13.08 | 0.9 | ||||||||||
| 60 | 1.52 | 1.26 | 1.41 | 24.51 | 58.68 | 12.62 | ||||||||||
| SCE, 1:1.5, 270 °C | ||||||||||||||||
| 0 | 2.82 | 23.09 | 59.75 | 14.34 | ||||||||||||
| 15 | 2.54 | 1.32 | 23.58 | 58.56 | 14 | |||||||||||
| 30 | 2.77 | 1.43 | 24.8 | 58.1 | 12.9 | |||||||||||
| 45 | 3.69 | 1.53 | 25.32 | 1.33 | 54.25 | 13.88 | ||||||||||
| 60 | 1.37 | 2.34 | 25.92 | 1.76 | 1.39 | 53.24 | 13.98 | |||||||||
| SCE, 1:1.5, 290 °C | ||||||||||||||||
| 0 | 1.21 | 1.35 | 24.53 | 58.86 | 14.05 | |||||||||||
| 15 | 1.07 | 1.58 | 25.25 | 1.8 | 1.45 | 54.71 | 14.14 | |||||||||
| 30 | 0.97 | 1.81 | 25.98 | 1.99 | 1.81 | 52.81 | 14.63 | |||||||||
| 45 | 1.47 | 1.88 | 26.23 | 1.86 | 52.86 | 13.72 | 1.98 | |||||||||
| 60 | 0.25 | 1.99 | 27.03 | 0.56 | 1.79 | 55.31 | 12.98 | 0.09 | ||||||||
| w/w | Glycerol | Non-Esters | Esters | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C6:0 | C10:0 | C15:0 | C16:0 | C17:0 | C18:0 | C18:1 | C18:2 | C19:0 | C19:1 | C20:1 | C20:2 | C20:3 | C22:0 | |||
| SCE, 290 °C, 0 min | ||||||||||||||||
| 1:1.5 | 1.21 | 1.35 | 24.53 | 58.86 | 14.05 | |||||||||||
| 1:2.0 | 1.18 | 1.06 | 1.34 | 24.1 | 1.79 | 56.52 | 14.01 | |||||||||
| 1:2.5 | 2.01 | 0.51 | 0.44 | 14.67 | 10.3 | 35.42 | 30.56 | 6.09 | ||||||||
| SCE, 290 °C, 15 min | ||||||||||||||||
| 1:1.5 | 1.07 | 1.58 | 25.25 | 1.8 | 1.45 | 54.71 | 14.14 | |||||||||
| 1:2.0 | 3.40 | 1.37 | 25.06 | 57.6 | 12.57 | |||||||||||
| 1:2.5 | 2.11 | 1.64 | 26.13 | 1.78 | 1.38 | 0.96 | 53.63 | 12.37 | ||||||||
| SCE, 290 °C, 30 min | ||||||||||||||||
| 1:1.5 | 0.97 | 1.81 | 25.98 | 1.99 | 1.81 | 52.81 | 14.63 | |||||||||
| 1:2.0 | 2.96 | 1.45 | 25.22 | 1.06 | 55.3 | 14.01 | ||||||||||
| 1:2.5 | 10.33 | 1.00 | 0.39 | 1.7 | 24.33 | 46.46 | 15.79 | |||||||||
| SCE, 290 °C, 45 min | ||||||||||||||||
| 1:1.5 | 1.47 | 1.88 | 26.23 | 1.86 | 52.86 | 13.72 | 1.98 | |||||||||
| 1:2.0 | 1.61 | 1.6 | 25.76 | 1.07 | 56.97 | 12.99 | ||||||||||
| 1:2.5 | 0.55 | 1.83 | 0.9 | 27.27 | 1.34 | 2.18 | 51.76 | 12.34 | 1.83 | |||||||
| SCE, 290 °C, 60 min | ||||||||||||||||
| 1:1.5 | 0.25 | 1.99 | 27.03 | 0.56 | 1.79 | 55.31 | 12.98 | 0.09 | ||||||||
| 1:2.0 | 0.86 | 0.91 | 1.68 | 26.35 | 1.91 | 1.26 | 54.01 | 13.02 | ||||||||
| 1:2.5 | 0.62 | 1.59 | 4.39 | 23.63 | 1.49 | 1.25 | 10.3 | 45.77 | 10.96 | |||||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poudel, J.; Shah, M.; Karki, S.; Oh, S.C. Qualitative Analysis of Transesterification of Waste Pig Fat in Supercritical Alcohols. Energies 2017, 10, 265. https://doi.org/10.3390/en10030265
Poudel J, Shah M, Karki S, Oh SC. Qualitative Analysis of Transesterification of Waste Pig Fat in Supercritical Alcohols. Energies. 2017; 10(3):265. https://doi.org/10.3390/en10030265
Chicago/Turabian StylePoudel, Jeeban, Malesh Shah, Sujeeta Karki, and Sea Cheon Oh. 2017. "Qualitative Analysis of Transesterification of Waste Pig Fat in Supercritical Alcohols" Energies 10, no. 3: 265. https://doi.org/10.3390/en10030265
APA StylePoudel, J., Shah, M., Karki, S., & Oh, S. C. (2017). Qualitative Analysis of Transesterification of Waste Pig Fat in Supercritical Alcohols. Energies, 10(3), 265. https://doi.org/10.3390/en10030265