

Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone



Abstract
1. Introduction
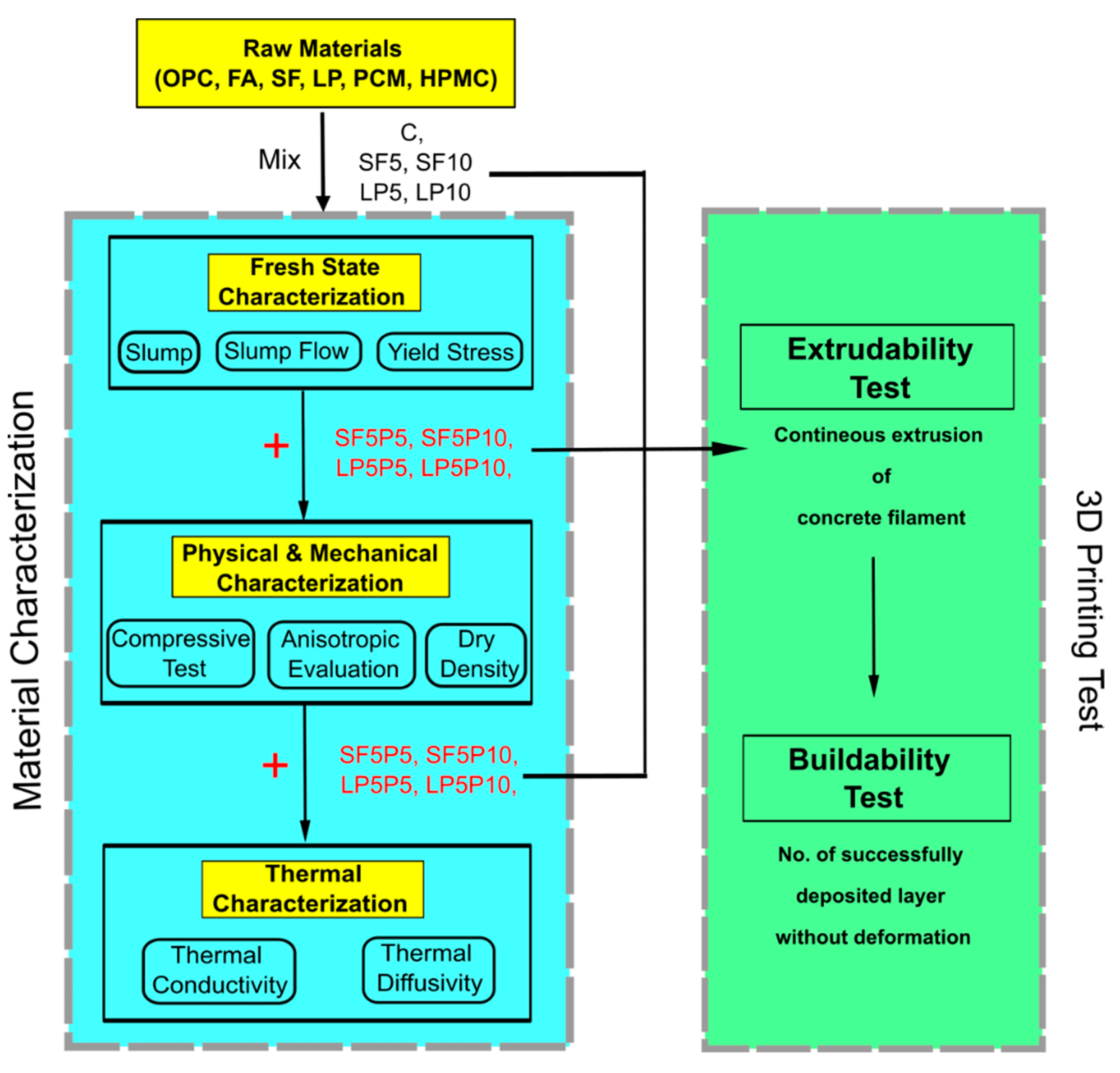
2. Materials and Methods
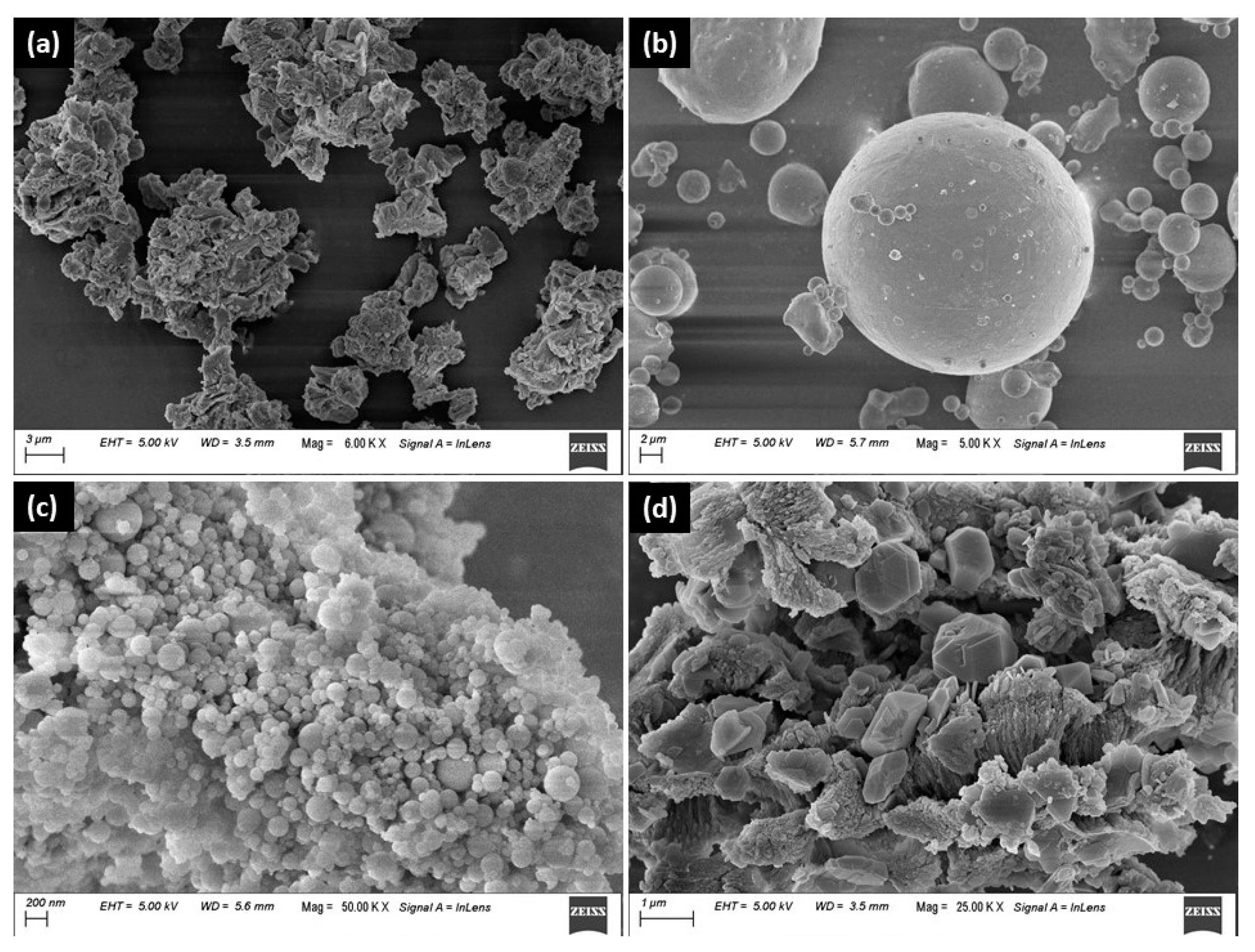
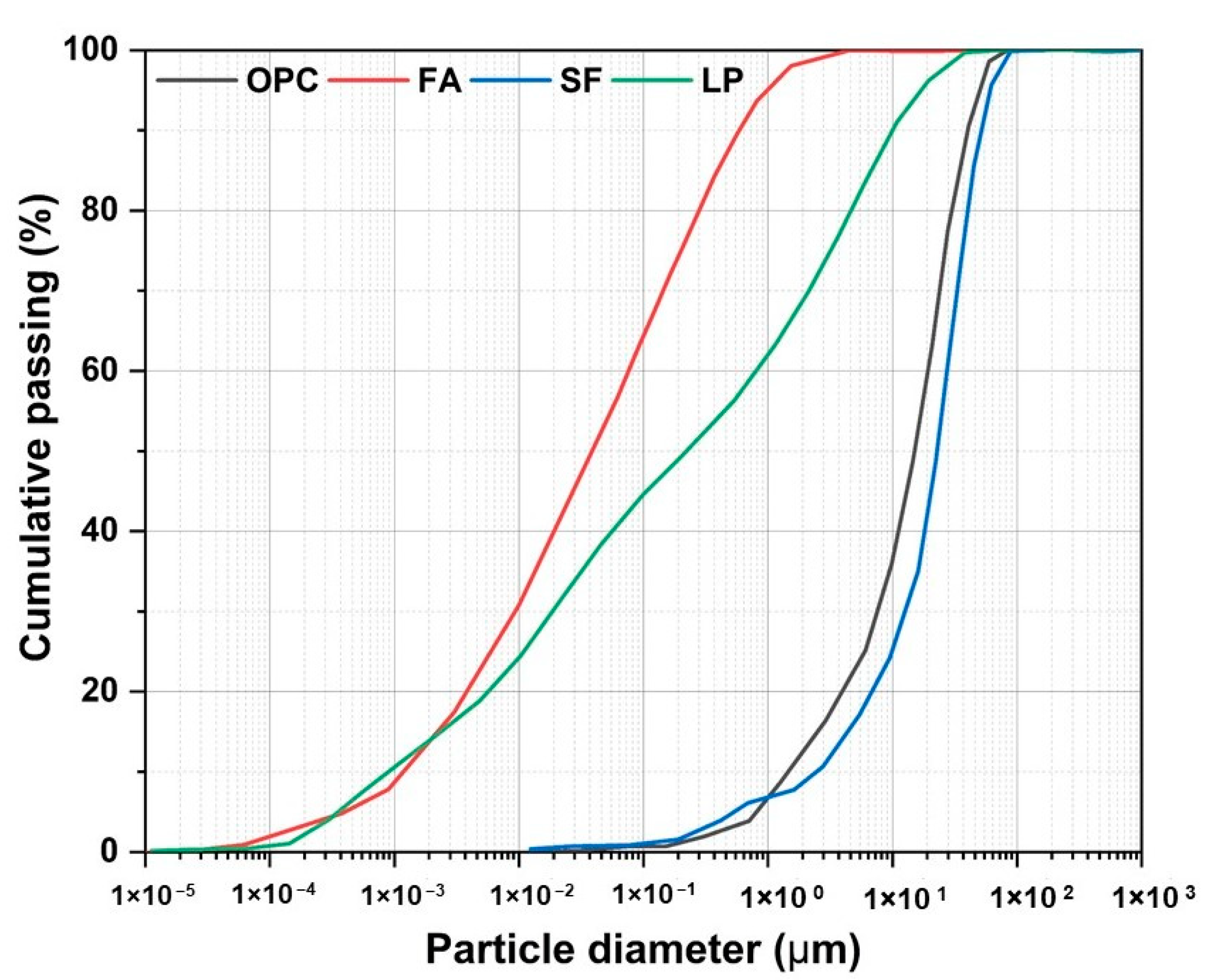
2.1. Materials and Mix Preparation
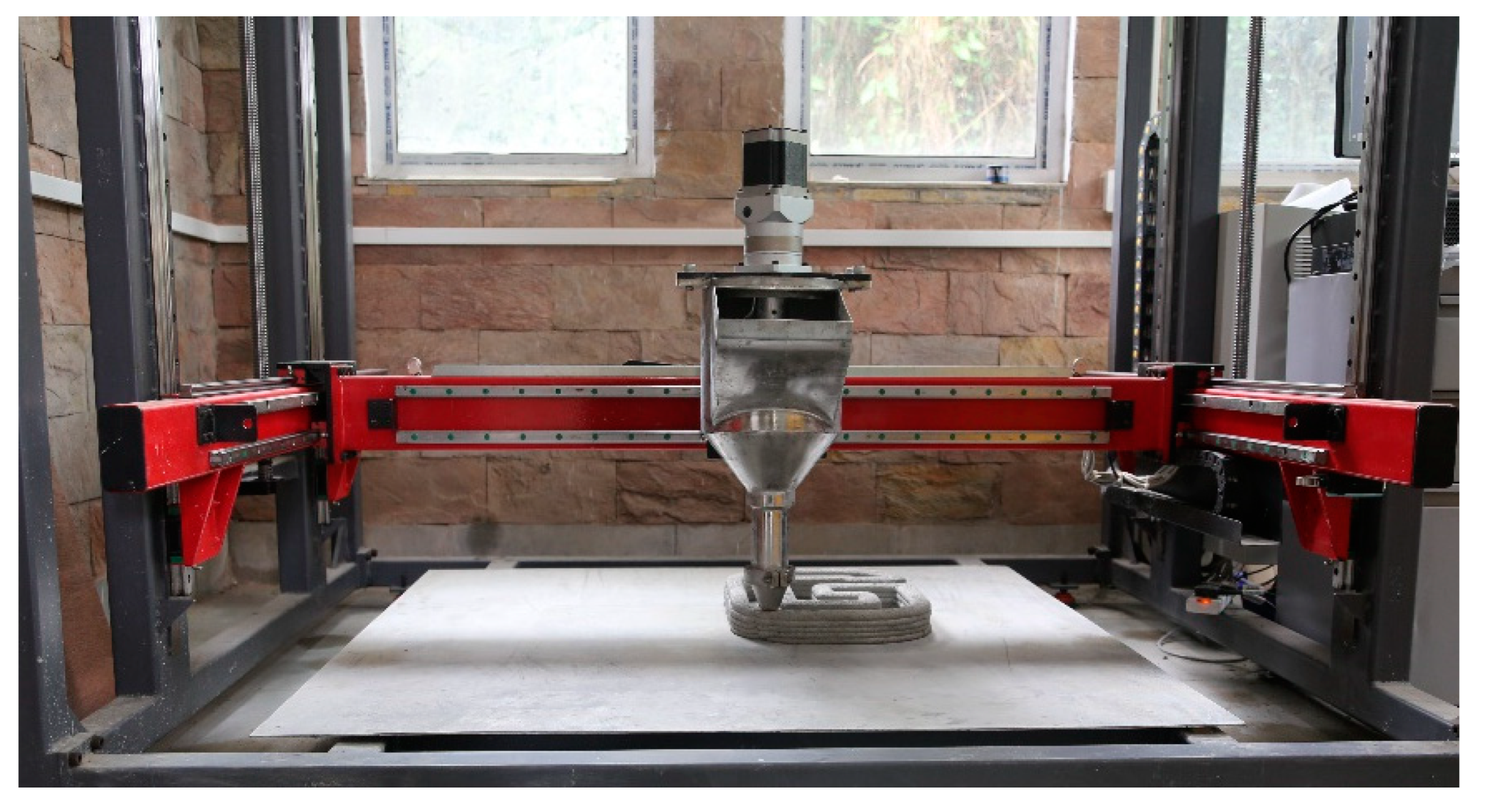
2.2. 3D Concrete Printing
2.3. Test Methods
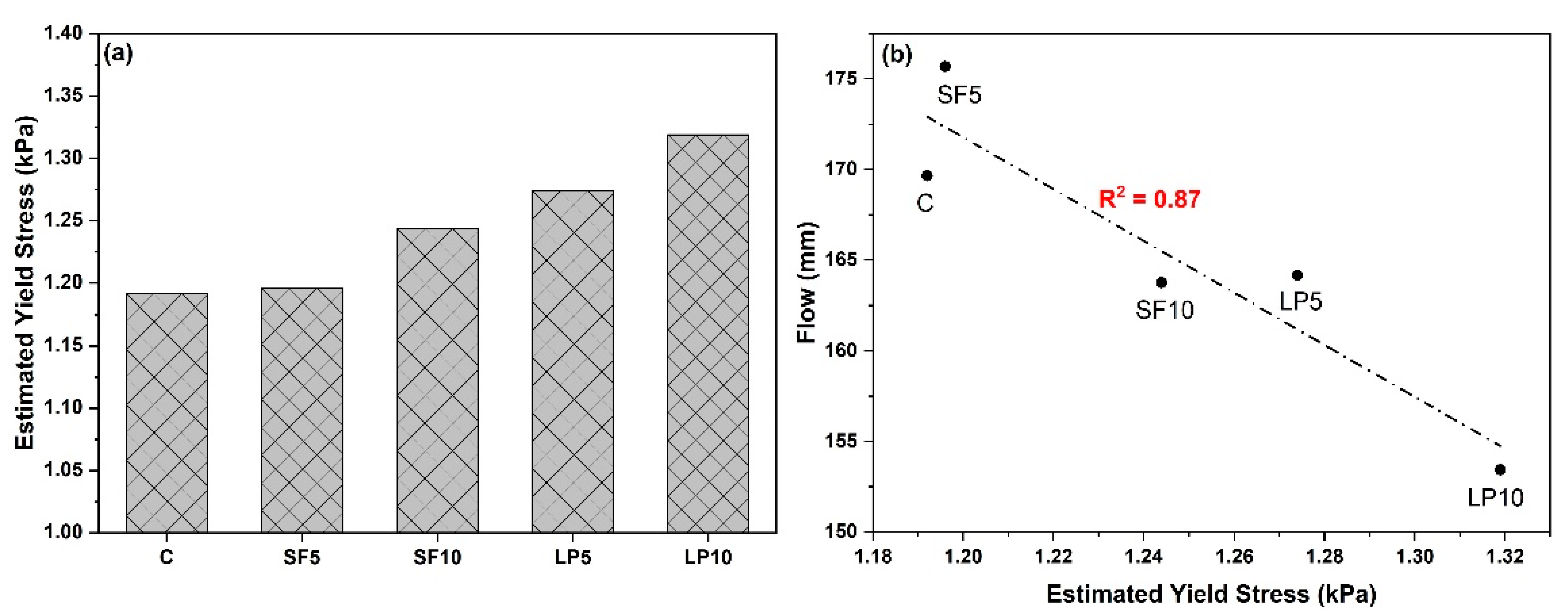
2.3.1. Flow Table Test
2.3.2. Estimation of Yield Stress of Cementitious Materials
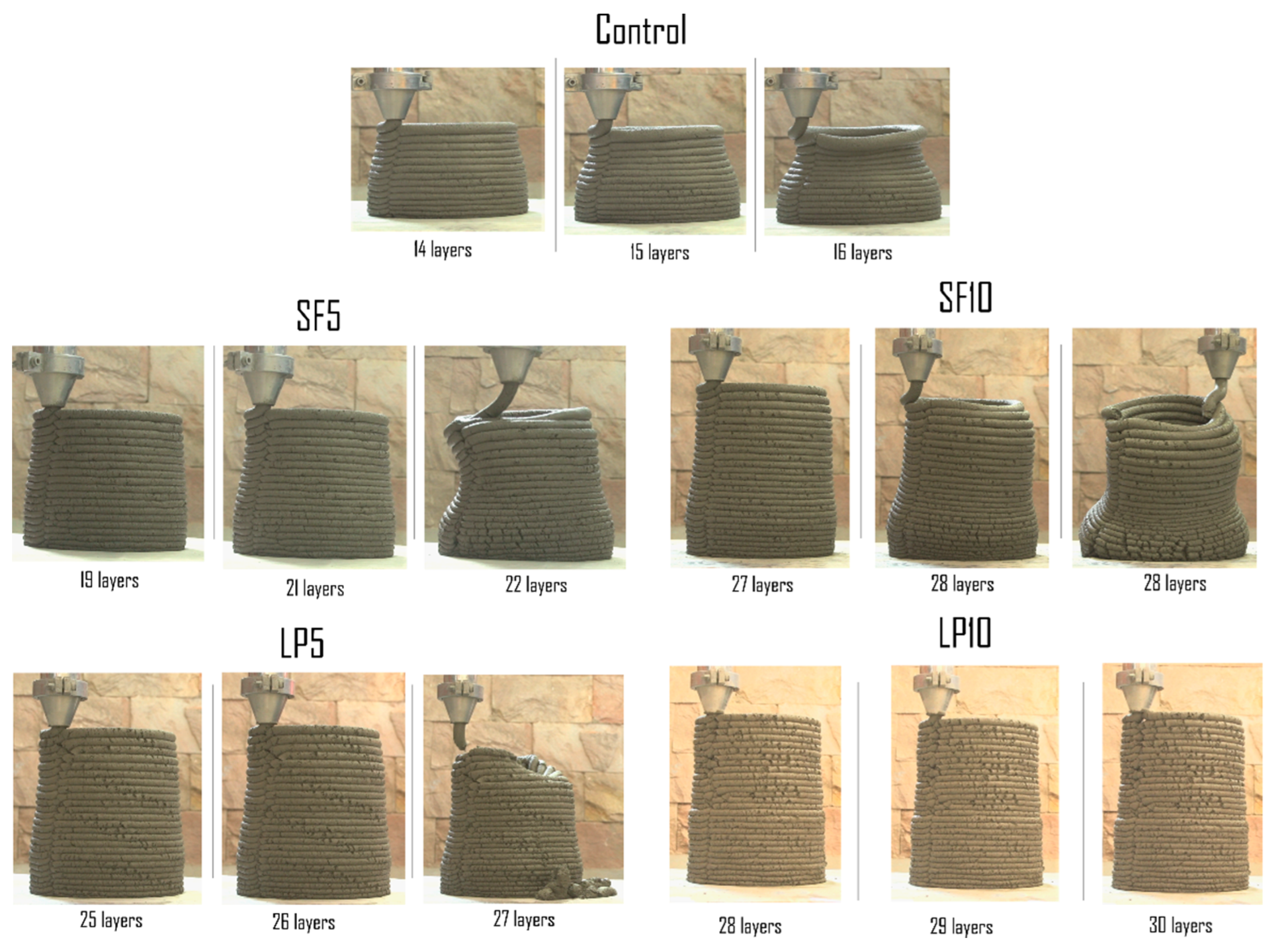
2.3.3. Buildability Test
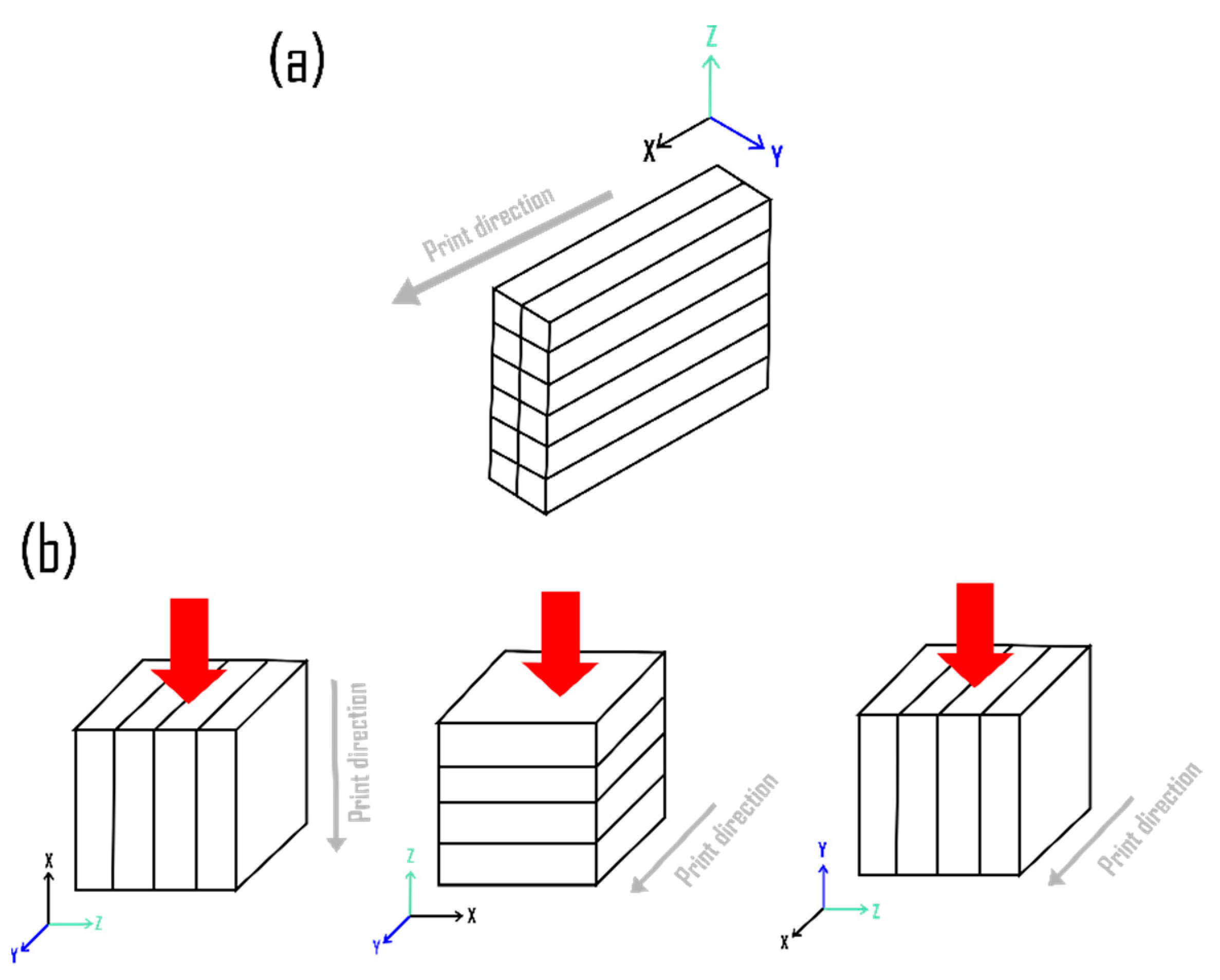
2.3.4. Compressive Strength Test and Evaluation of Anisotropy
2.3.5. Density
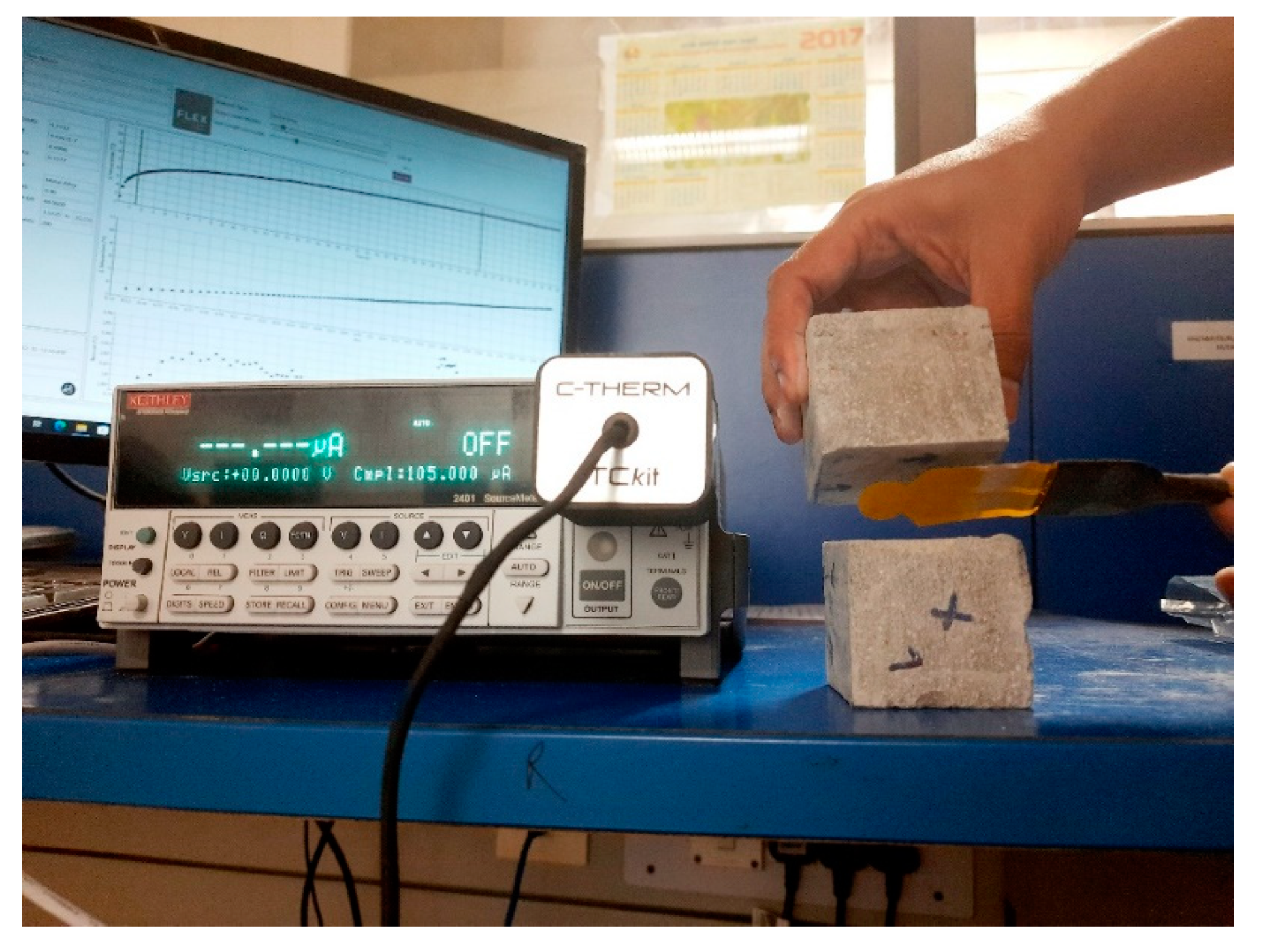
2.3.6. Thermal Test
3. Results and Discussion
3.1. The Effect of Mix Design on Extrudability and Buildability
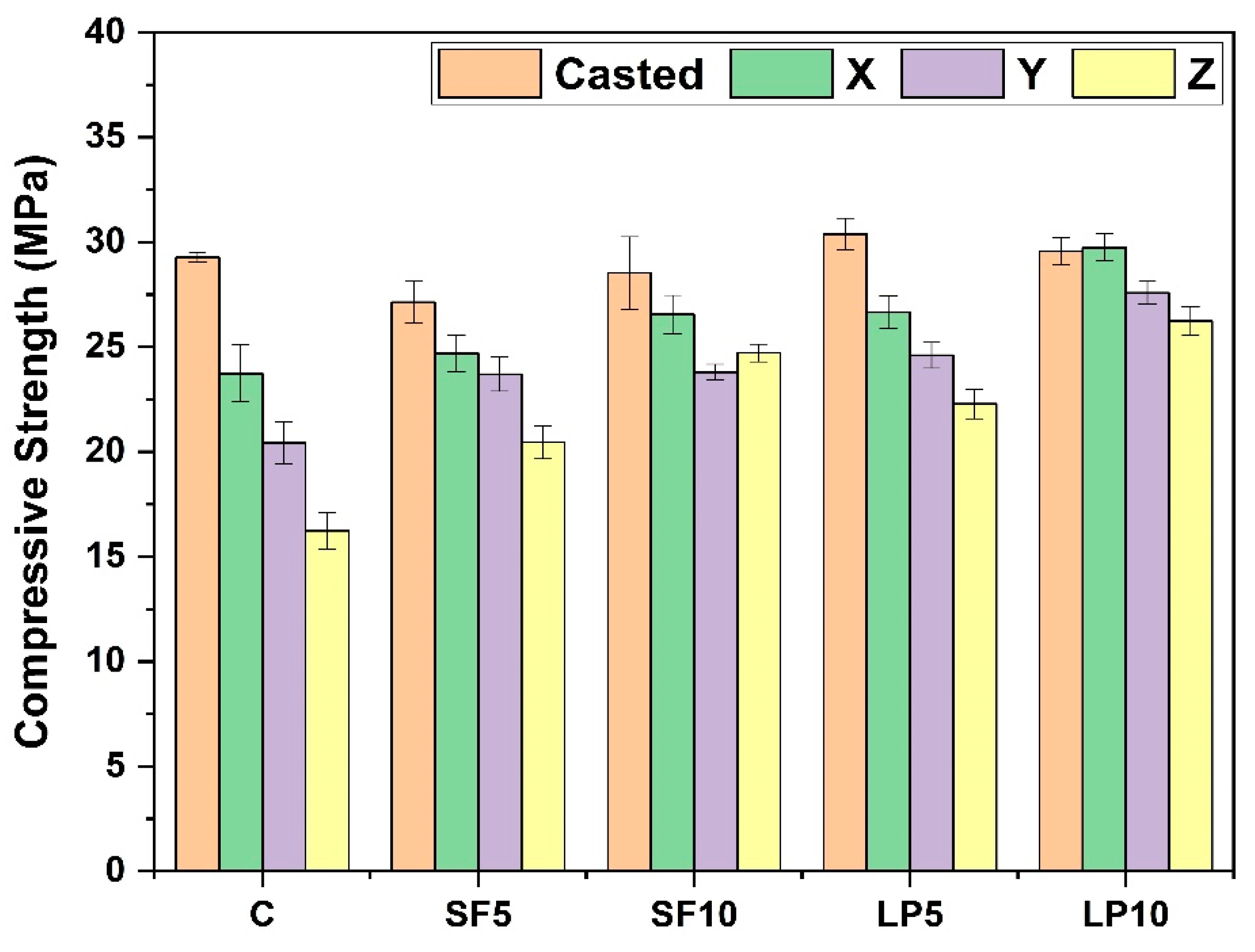
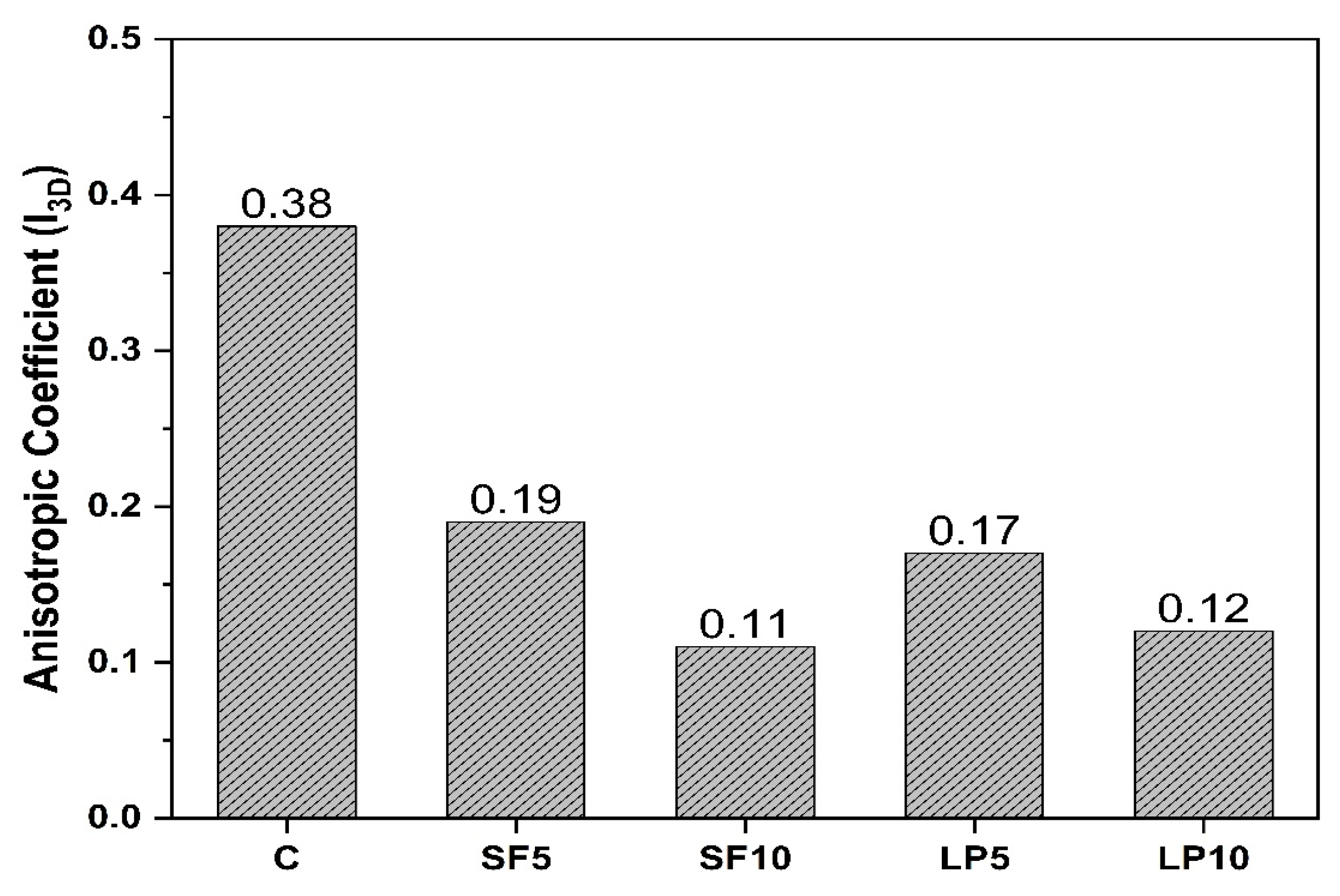
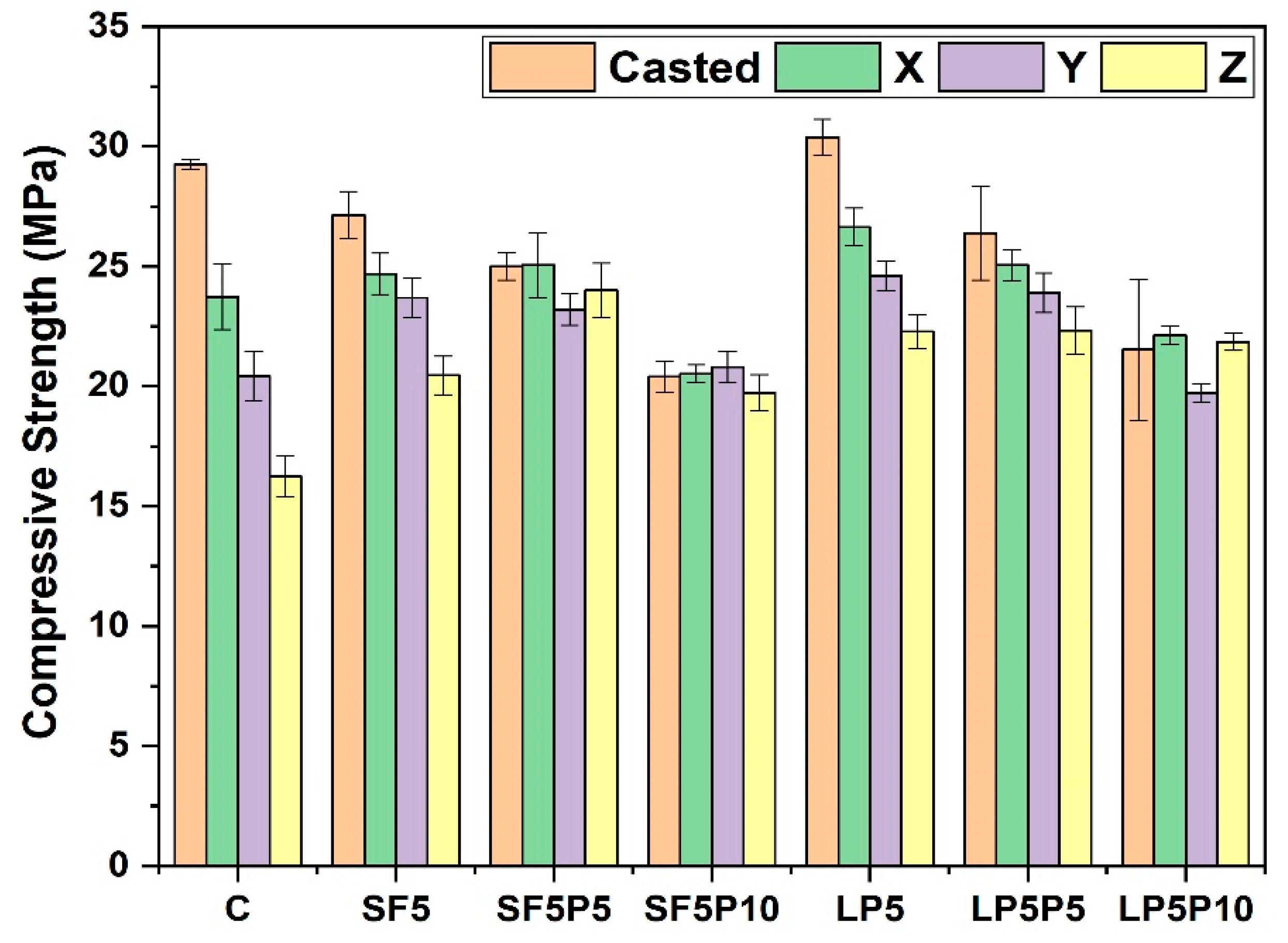
3.2. Compressive Strength Properties of 3D Printed Mixtures
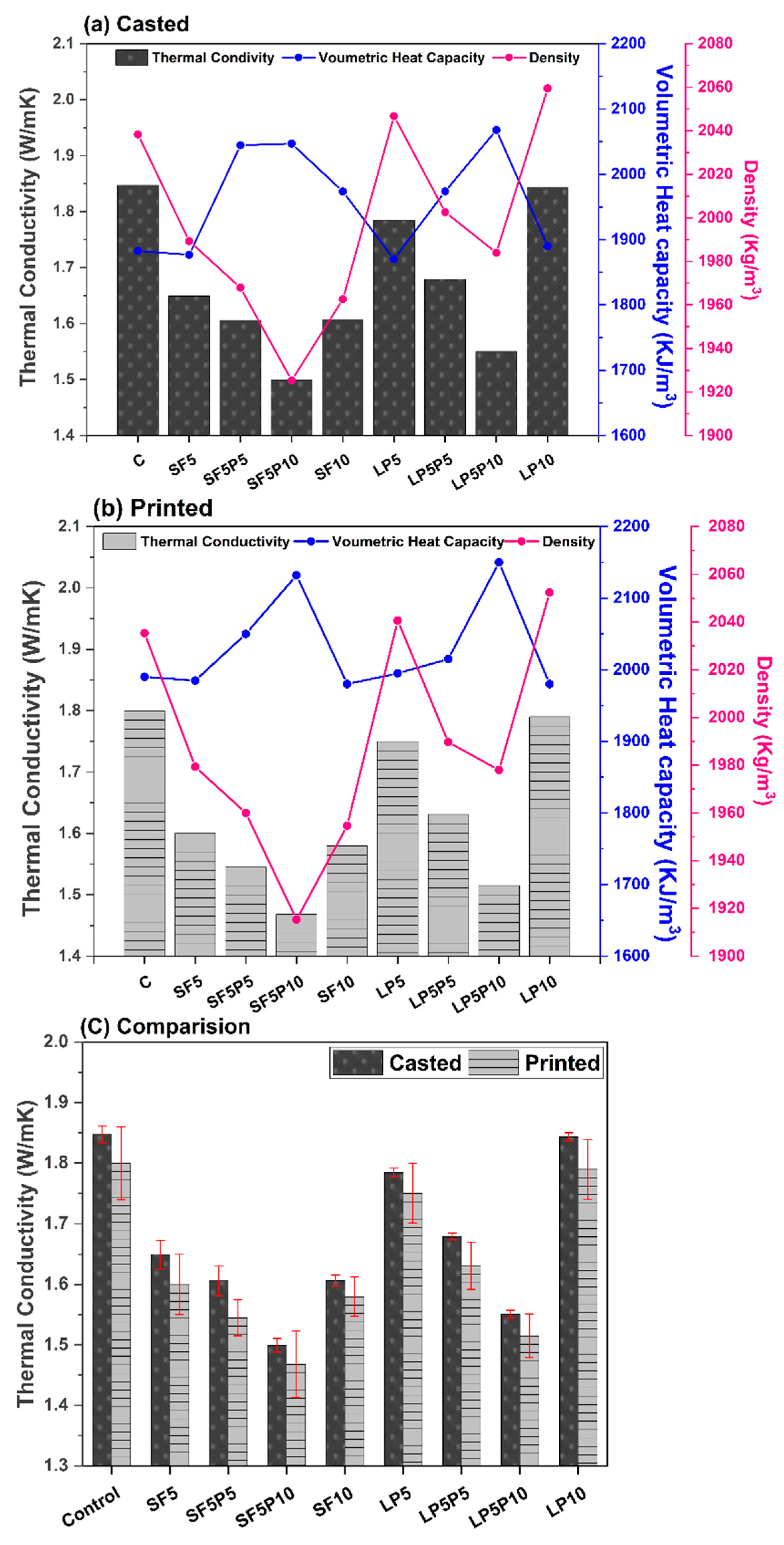
3.3. Thermal Properties of 3D Printed Mixtures
3.4. Correlation between Mechanical and Thermal Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Boddepalli, U.; Panda, B.; Ranjani Gandhi, I.S. Rheology and printability of Portland cement based materials: A review. J. Sustain. Cem. Based Mater. 2022; in press. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Magbool, H.M.; Tayeh, B.A.; Garcez de Azevedo, A.R.; Abutaleb, A.; Hussain, Q. Production of geopolymer concrete by utilizing volcanic pumice dust. Case Stud. Constr. Mater. 2022, 16, e00802. [Google Scholar] [CrossRef]
- Azevedo, A.R.; Marvila, M.T.; Zanelato, E.B.; Alexandre, J.; Xavier, G.C.; Cecchin, D. Development of mortar for laying and coating with pineapple fiber. Rev. Bras. Eng. Agric. Ambient. 2020, 24, 187–193. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Santhanam, M.; Kaladharan, G.; Ramanathan, S. Towards ternary binders involving limestone additions—A review. Cem. Concr. Res. 2021, 143, 106396. [Google Scholar] [CrossRef]
- Chen, J.J.; Kwan, A.K.H.; Ng, P.L.; Li, L.G. Packing Density Improvement through Addition of Limestone Fines, Superfine Cement and Condensed Silica Fume. J. Mater. Sci. Chem. Eng. 2016, 4, 29–36. [Google Scholar] [CrossRef]
- Tennis, P.D.; Thomas, M.D.A.; Weiss, W.J. State-of-the-Art Report on Use of Limestone in Cements at Levels of Up to 15%; Portland Cement Association: Skokie, IL, USA, 2011; pp. 1–78. [Google Scholar]
- Arora, A.; Sant, G.; Neithalath, N. Ternary blends containing slag and interground/blended limestone: Hydration, strength, and pore structure. Constr. Build. Mater. 2016, 102, 113–124. [Google Scholar] [CrossRef]
- Matschei, T.; Lothenbach, B.; Glasser, F.P. The role of calcium carbonate in cement hydration. Cem. Concr. Res. 2007, 37, 551–558. [Google Scholar] [CrossRef]
- Lothenbach, B.; le Saout, G.; Gallucci, E.; Scrivener, K. Influence of limestone on the hydration of Portland cements. Cem. Concr. Res. 2008, 38, 848–860. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Jia, H.; Zeng, R.; Wu, Y.; Lao, L. A quantitative study on physical and chemical effects of limestone powder on properties of cement pastes. Constr. Build. Mater. 2019, 204, 58–69. [Google Scholar] [CrossRef]
- de Weerdt, K.; Kjellsen, K.O.; Sellevold, E.; Justnes, H. Synergy between fly ash and limestone powder in ternary cements. Cem. Concr. Compos. 2011, 33, 30–38. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Effect of Limestone Powder Substitution on Fresh and Hardened Properties of 3D Printable Mortar. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 135–143. [Google Scholar]
- Skibicki, S.; Kaszyńska, M.; Wahib, N.; Techman, M.; Federowicz, K.; Zieliński, A.; Wróblewski, T.; Olczyk, N.; Hoffmann, M. Properties of Composite Modified with Limestone Powder for 3D Concrete Printing. In Second RILEM International Conference on Concrete and Digital Fabrication; Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 125–134. [Google Scholar]
- Dey, D.; Srinivas, D.; Boddepalli, U.; Panda, B.; Gandhi, I.S.R.; Sitharam, T.G. 3D printability of ternary Portland cement mixes containing fly ash and limestone. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Jiao, D.; Shi, C.; Yuan, Q.; An, X.; Liu, Y.; Li, H. Effect of constituents on rheological properties of fresh concrete—A review. Cem. Concr. Compos. 2017, 83, 146–159. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Investigation of the rheology and strength of geopolymer mixtures for extrusion-based 3D printing. Cem. Concr. Compos. 2018, 94, 307–314. [Google Scholar] [CrossRef]
- Wang, B.; Lu, K.; Han, C.; Wu, Q. Study on anti-corrosion performance of silica fume modified magnesium potassium phosphate cement-based coating on steel. Case Stud. Constr. Mater. 2022, 17, e01467. [Google Scholar] [CrossRef]
- Demirboǧa, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar] [CrossRef]
- Stolarska, A.; Strzałkowski, J. The thermal parameters of mortars based on different cement type and W/C ratios. Materials 2020, 13, 4258. [Google Scholar] [CrossRef] [PubMed]
- Talebi, H.R.; Kayan, B.A.; Asadi, I.; Hassan, Z.F.B.A. Investigation of thermal properties of normal weight concrete for different strength classes. J. Environ. Treat. Tech. 2020, 8, 908–914. [Google Scholar]
- Xu, Y.; Chung, D.D.L. Cement of high specific heat and high thermal conductivity, obtained by using silane and silica fume as admixtures. Cem. Concr. Res. 2000, 30, 1175–1178. [Google Scholar] [CrossRef]
- Zhou, H.; Brooks, A.L. Thermal and mechanical properties of structural lightweight concrete containing lightweight aggregates and fly-ash cenospheres. Constr. Build. Mater. 2019, 198, 512–526. [Google Scholar] [CrossRef]
- Brooks, A.L.; He, Y.; Farzadnia, N.; Seyfimakrani, S.; Zhou, H. Incorporating PCM-enabled thermal energy storage into 3D printable cementitious composites. Cem. Concr. Compos. 2022, 129, 104492. [Google Scholar] [CrossRef]
- Cui, H.; Yu, S.; Cao, X.; Yang, H. Evaluation of Printability and Thermal Properties of 3D Printed Concrete Mixed with Phase Change Materials. Energies 2022, 15, 1978. [Google Scholar] [CrossRef]
- Hao, L.; Xiao, J.; Sun, J.; Xia, B.; Cao, W. Thermal conductivity of 3D printed concrete with recycled fine aggregate composite phase change materials. J. Clean. Prod. 2022, 364, 132598. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Dey, D.; Panda, B. An experimental study of thermal performance of 3D printed concrete slabs. Mater. Lett. 2023, 330, 133273. [Google Scholar] [CrossRef]
- ASTM C1437-20; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- Roussel, N.; Coussot, P. “Fifty-cent rheometer” for yield stress measurements: From slump to spreading flow. J. Rheol. 2005, 49, 705–718. [Google Scholar] [CrossRef]
- Sonebi, M.; Dedenis, M.; Amziane, S.; Abdalqader, A.; Perrot, A. Effect of Red Mud, Nanoclay, and Natural Fiber on Fresh and Rheological Properties of Three-Dimensional Concrete Printing. ACI Mater. J. 2021, 118, 4–6. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Zhang, Y.; Wan, Z.; Çopuroğlu, O.; Schlangen, E. 3D printing of calcined clay-limestone-based cementitious materials. Cem. Concr. Res. 2021, 149, 106553. [Google Scholar] [CrossRef]
- Hojati, M.; Li, Z.; Memari, A.M.; Park, K.; Zahabi, M.; Nazarian, S.; Duarte, J.P.; Radlińska, A. 3D-printable quaternary cementitious materials towards sustainable development: Mixture design and mechanical properties. Results Eng. 2022, 13, 100341. [Google Scholar] [CrossRef]
- ASTM C109-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-In. or Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- Panda, B.; Chandra Paul, S.; Jen Tan, M. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Dong, F. Effect of polyethylene fiber content on workability and mechanical-anisotropic properties of 3D printed ultra-high ductile concrete. Constr. Build. Mater. 2021, 281, 122586. [Google Scholar] [CrossRef]
- ISO 22007-2:2015; Plastics—Determination of Thermal Conductivity and Thermal Diffusivity—Part 2: Transient Plane Heat Source (Hot Disc) Method. ISO: Geneva, Switzerland, 2015.
- Dey, D.; Srinivas, D.; Panda, B.; Sitharam, T.G. Processing of Cementitious Materials for 3D Concrete Printing. In Industry 4.0 and Advanced Manufacturing; Chakrabarti, A., Suwas, S., Arora, M., Eds.; Springer Nature: Singapore, 2022; pp. 283–291. [Google Scholar]
- Golaszewska, M. Rheology of mortar with portland-limestone cement CEM II/A, B-LL in relation to properties of cement. Archit. Civ. Eng. Environ. 2019, 12, 81. [Google Scholar] [CrossRef]
- Gotaszewska, M.; Giergiczny, Z. Influence of limestone addition to cement on rheological properties of mortars. In Proceedings of the 12th Fib International Ph.D. Symposium in Civil Engineering, Prague, Czech Republic, 29–31 August 2018; pp. 59–64. [Google Scholar]
- Rahman, M.K.; Baluch, M.H.; Malik, M.A. Thixotropic behavior of self compacting concrete with different mineral admixtures. Constr. Build. Mater. 2014, 50, 710–717. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H. A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 2018, 192, 153–166. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3D Concrete Printing: A Systematic Review of Rheology. Materials 2021, 14, 3800. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Wang, R.; Zhu, C.; Meng, Q. The effect of fly ash and silica fume on mechanical properties and durability of coral aggregate concrete. Constr. Build. Mater. 2018, 185, 69–78. [Google Scholar] [CrossRef]
- Gesoǧlu, M.; Güneyisi, E.; Özbay, E. Properties of self-compacting concretes made with binary, ternary, and quaternary cementitious blends of fly ash, blast furnace slag, and silica fume. Constr. Build. Mater. 2009, 23, 1847–1854. [Google Scholar] [CrossRef]
- Demirboǧa, R. Influence of mineral admixtures on thermal conductivity and compressive strength of mortar. Energy Build. 2003, 35, 189–192. [Google Scholar] [CrossRef]
- Briki, Y.; Zajac, M.; Haha, M.B.; Scrivener, K. Impact of limestone fineness on cement hydration at early age. Cem. Concr. Res. 2021, 147, 106515. [Google Scholar] [CrossRef]
- Vance, K.; Aguayo, M.; Oey, T.; Sant, G.; Neithalath, N. Hydration and strength development in ternary portland cement blends containing limestone and fly ash or metakaolin. Cem. Concr. Compos. 2013, 39, 93–103. [Google Scholar] [CrossRef]
- Bentz, D.P. Modeling the influence of limestone filler on cement hydration using CEMHYD3D. Cem. Concr. Compos. 2006, 28, 124–129. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Aguayo, M.; Das, S.; Maroli, A.; Kabay, N.; Mertens, J.C.E.; Rajan, S.D.; Sant, G.; Chawla, N.; Neithalath, N. The influence of microencapsulated phase change material (PCM) characteristics on the microstructure and strength of cementitious composites: Experiments and finite element simulations. Cem. Concr. Compos. 2016, 73, 29–41. [Google Scholar] [CrossRef]
- Loudon, A.G. The thermal properties of lightweight concretes. Int. J. Cem. Compos. Lightweight Concr. 1979, 1, 71–85. [Google Scholar] [CrossRef]
- Zhou, W.; Li, L.; Liu, S.H.; Vinh, T.N.D.; Liu, X.H. Hydration properties and thermal analysis of cement-based materials containing limestone powder. J. Cent. South Univ. 2017, 24, 2932–2939. [Google Scholar] [CrossRef]
- Shafigh, P.; Asadi, I.; Akhiani, A.R.; Mahyuddin, N.B.; Hashemi, M. Thermal properties of cement mortar with different mix proportions. Mater. Constr. 2020, 70, e224. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components of the Binders | Chemical Composition (% by Mass) | Specific Gravity | ||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | LOI | ||
| PC | 19.62 | 5.62 | 5.33 | 61.24 | 0.88 | 2.60 | 2.06 | 3.15 |
| FA | 56.50 | 26.16 | 7.24 | 7.50 | 1.60 | 0.55 | 2.53 | 2.08 |
| SF | 87 | - | - | - | - | - | 2.00 | 2.17 |
| LP | 2.88 | 1.25 | 1.18 | 43.82 | 2.73 | 0.32 | 45.76 | 2.15 |
| Mix ID | Mass Fraction of Binders | PCM (wt.% of Fine Aggregate) | VMA (wt.% of Binder) | Sand-to-Binder Ratio (s/b) | Water-to-Binder Ratio (w/b) | |||
|---|---|---|---|---|---|---|---|---|
| OPC | FA | SF | LP | |||||
| C | 0.80 | 0.2 | 0 | 0 | 0 | 0.1 | 1.0 | 0.39 |
| SF5 | 0.75 | 0.2 | 0.05 | 0 | 0 | 0.39 | ||
| SF5P5 | 0.75 | 0.2 | 0.05 | 0 | 5 | 0.39 | ||
| SF5P10 | 0.75 | 0.2 | 0.05 | 0 | 10 | 0.39 | ||
| SF10 | 0.70 | 0.2 | 0.10 | 0 | 0 | 0.39 | ||
| LP5 | 0.75 | 0.2 | 0 | 0.05 | 0 | 0.393 | ||
| LP5P5 | 0.75 | 0.2 | 0 | 0.05 | 5 | 0.393 | ||
| LP5P10 | 0.75 | 0.2 | 0 | 0.05 | 10 | 0.393 | ||
| LP10 | 0.70 | 0.2 | 0 | 0.10 | 0 | 0.405 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srinivas, D.; Dey, D.; Panda, B.; Sitharam, T.G. Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone. Materials 2022, 15, 8607. https://doi.org/10.3390/ma15238607
Srinivas D, Dey D, Panda B, Sitharam TG. Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone. Materials. 2022; 15(23):8607. https://doi.org/10.3390/ma15238607
Chicago/Turabian StyleSrinivas, Dodda, Dhrutiman Dey, Biranchi Panda, and Thallak G. Sitharam. 2022. "Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone" Materials 15, no. 23: 8607. https://doi.org/10.3390/ma15238607
APA StyleSrinivas, D., Dey, D., Panda, B., & Sitharam, T. G. (2022). Printability, Thermal and Compressive Strength Properties of Cementitious Materials: A Comparative Study with Silica Fume and Limestone. Materials, 15(23), 8607. https://doi.org/10.3390/ma15238607