



Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review



Abstract
Highlights
- The dihedral angle and liquid content of WHA alloy greatly influence the alloy’s density.
- High densification and deformation were observed in the sample with high liquid content and low dihedral angle.
- The mechanical characteristics of tungsten-heavy alloys improved by using 93 wt.%W.
- Various pressing and sintering procedures are correlated with powder size and relative density.
Abstract
1. Introduction
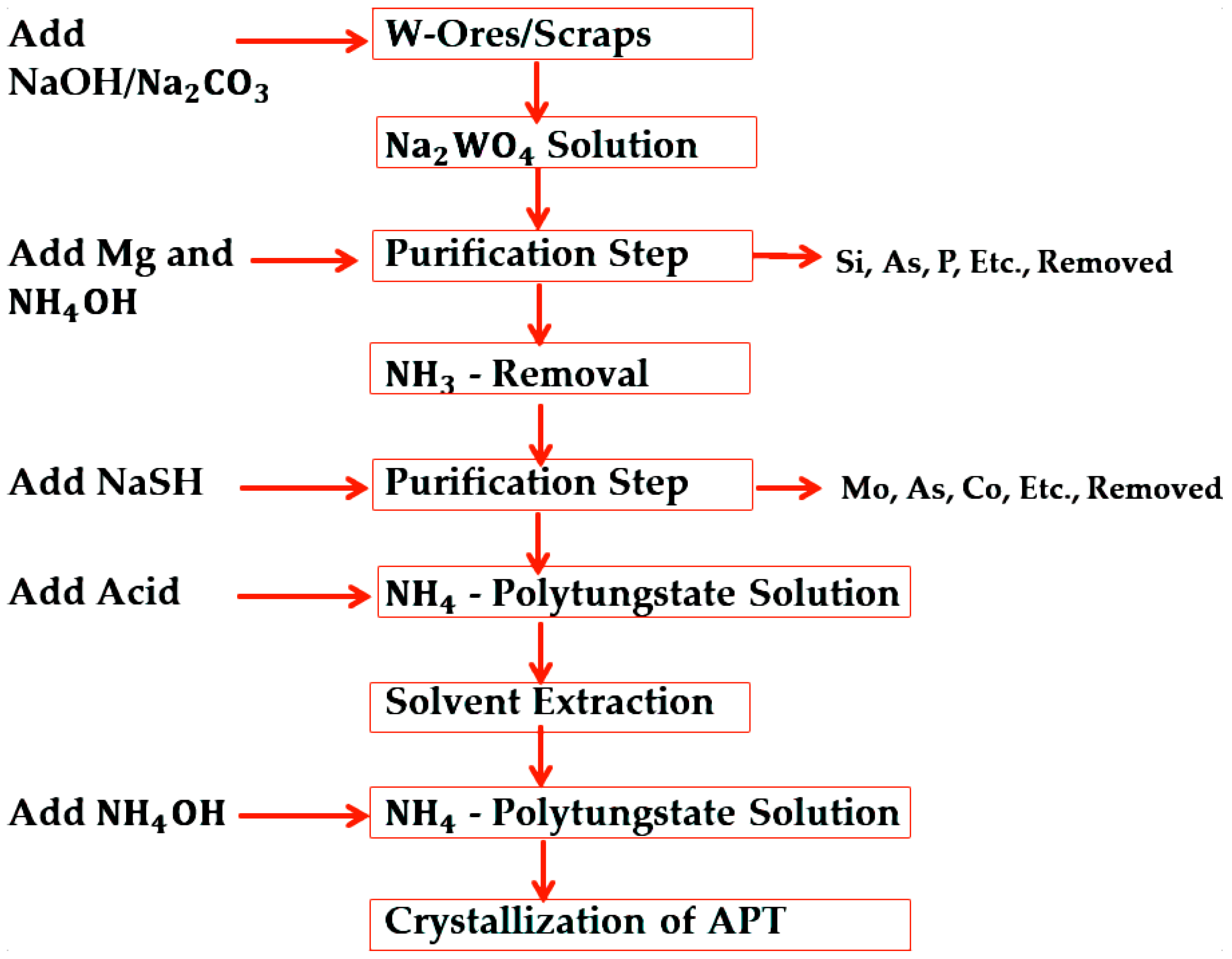
1.1. Hydrometallurgical Process of Tungsten
1.2. Tungsten-Based Alloys and Their Applications
Tungsten-Heavy Alloy (WHA)
1.3. Powder Metallurgy
2. Manufacturing of Pure Tungsten

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Particle Average Size (Microns) | Mode of Pressing | Compaction Pressure (MPa) | Compact Density (% Theoretical Density) | Mode of Sintering | Sintering Temperature (°C) | Holding Time | Sintered Relative Density (%Theoretical Density) | References |
|---|---|---|---|---|---|---|---|---|
| 0.7 (Cold press 1) | Cold isostatic pressing | 255 | 44.85 | MW & HIP | 1500 | 20 min | 93 | [31] |
| 0.41 (Cold press 2) | Cold isostatic pressing | 255 | 48.2 | 1500 | 98.5 | [31] | ||
| 0.16 (EP1) | Cold isostatic pressing | 255 | 62.96 | 1500 | 75 | [31] | ||
| 0.5 (EP2) | Cold isostatic pressing | 255 | 34.97 | 1500 | 93 | [31] | ||
| 5–50 (CP) | Cold isostatic pressing | 250 | Microwave | 1600 | 1 h | 85.49 | [31] |
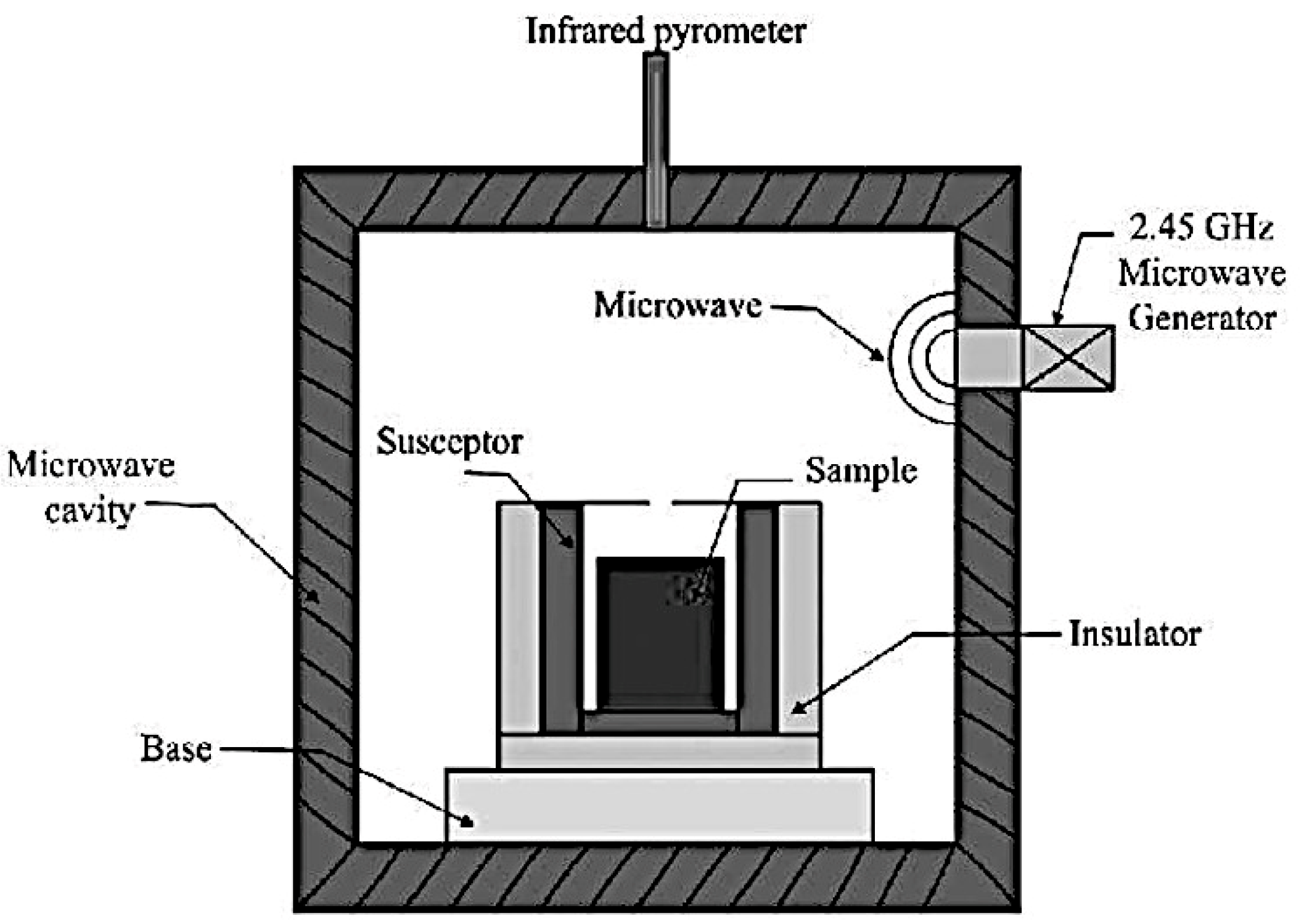
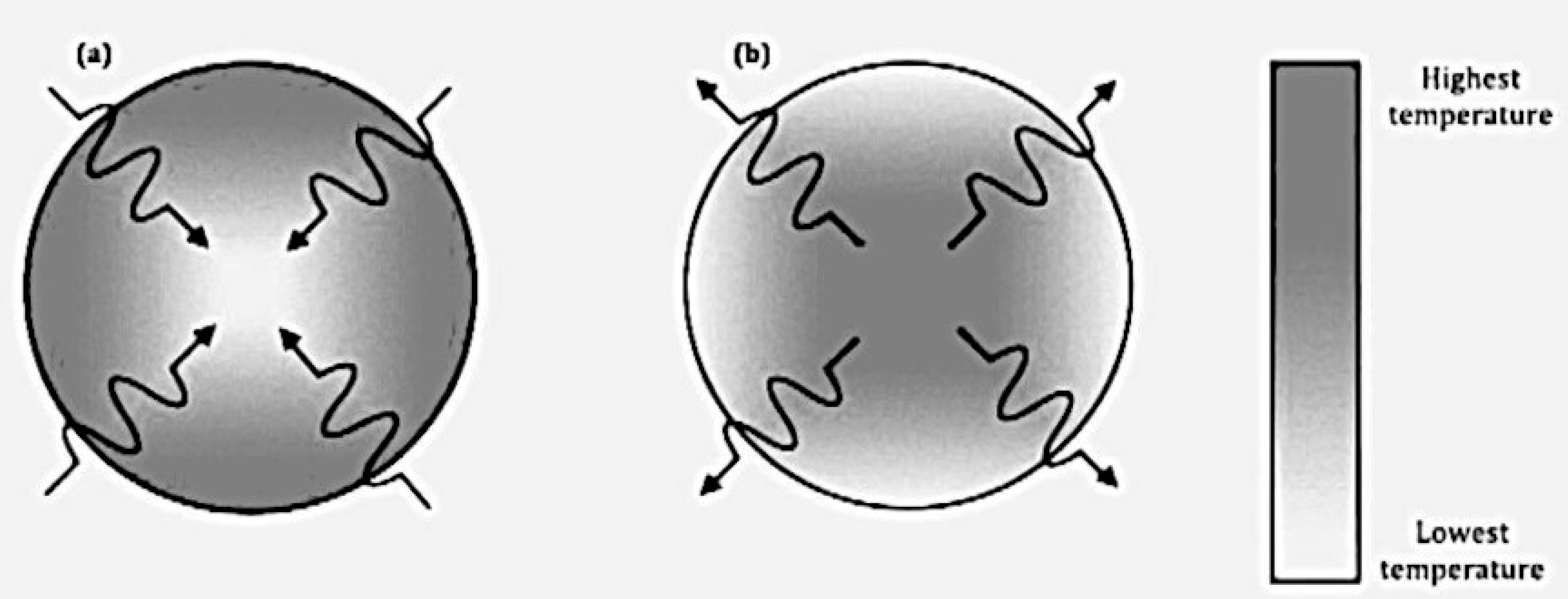
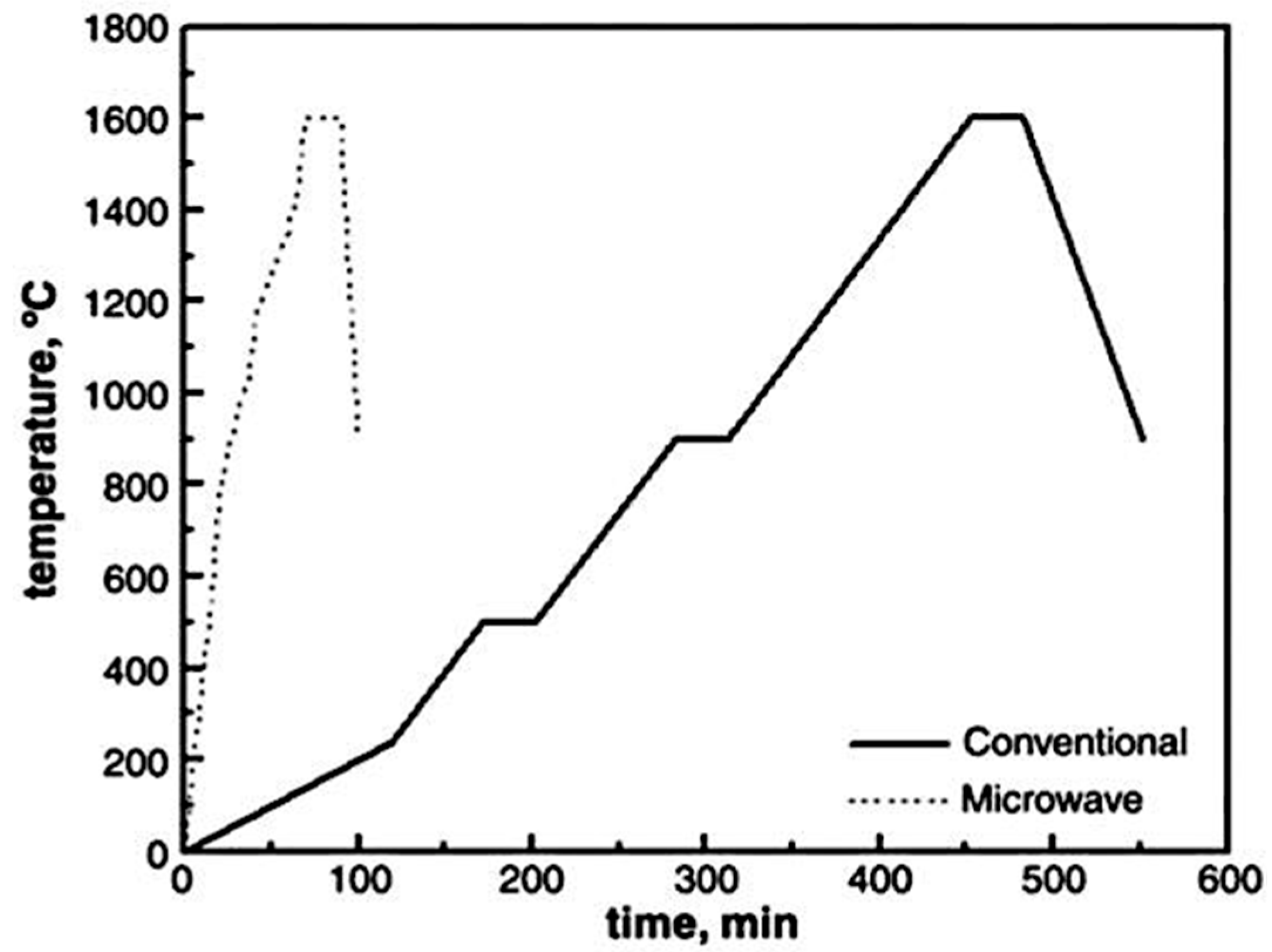
2.1. Synthesis of WHA Microwave Sintering
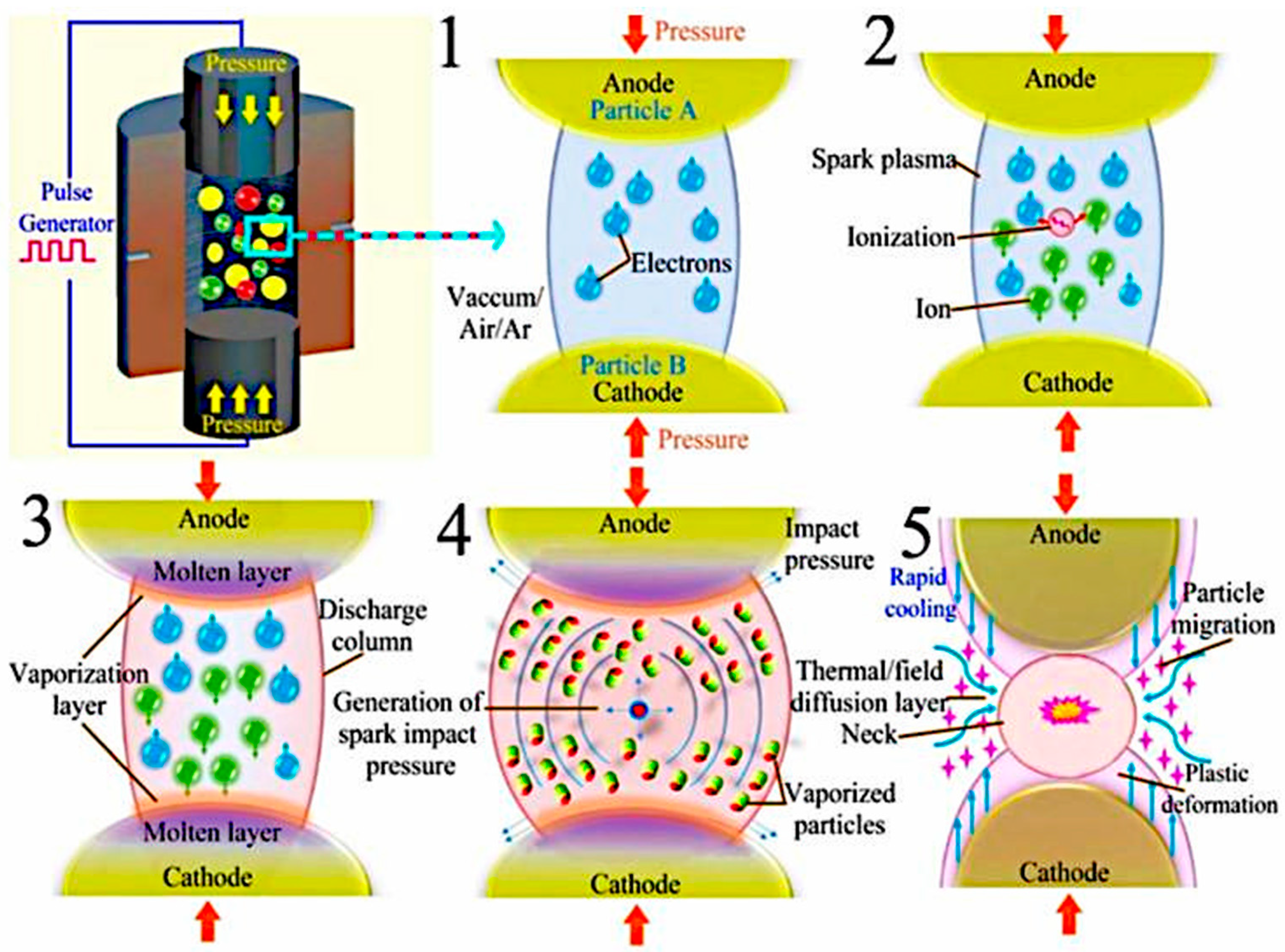
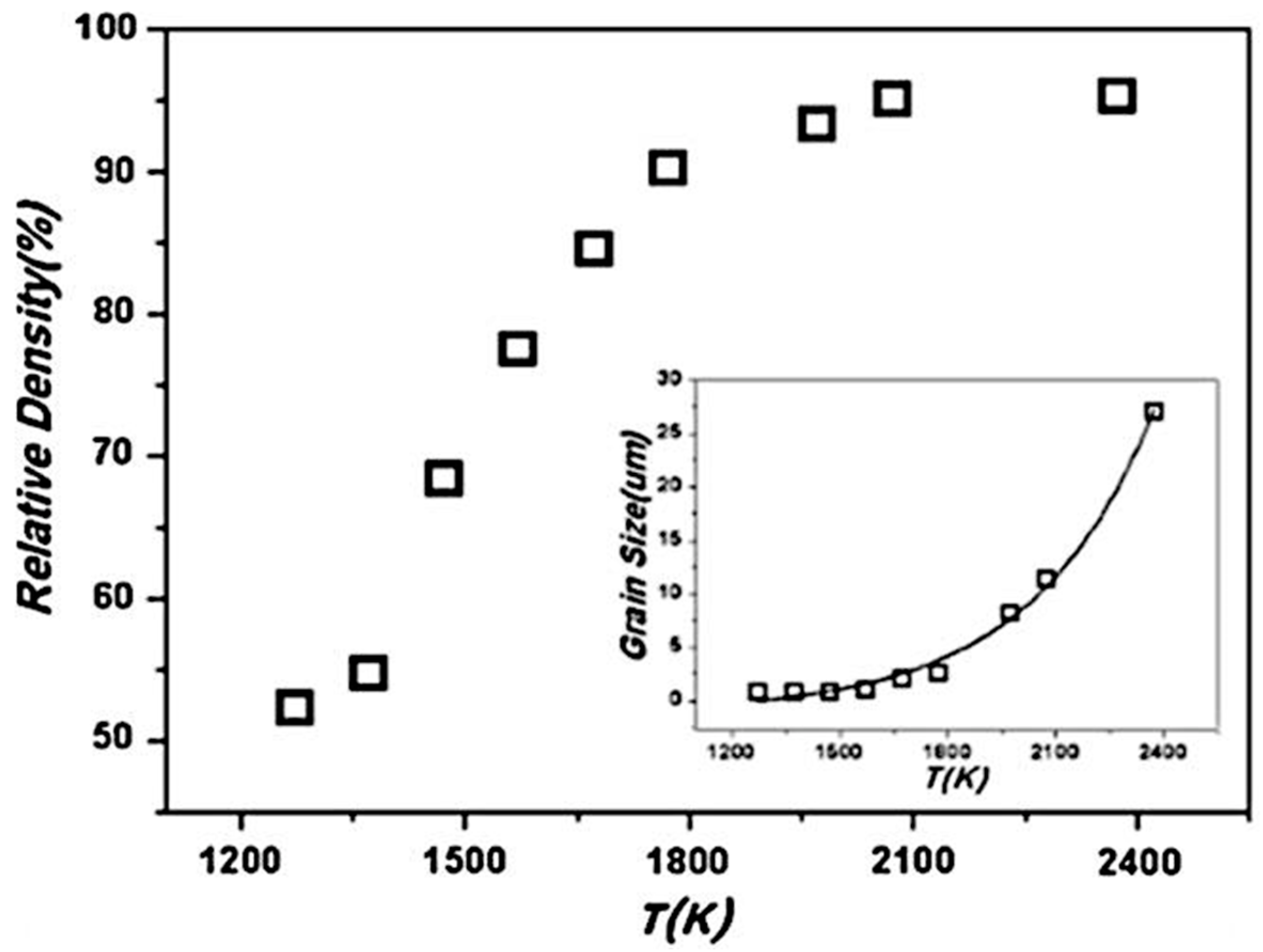
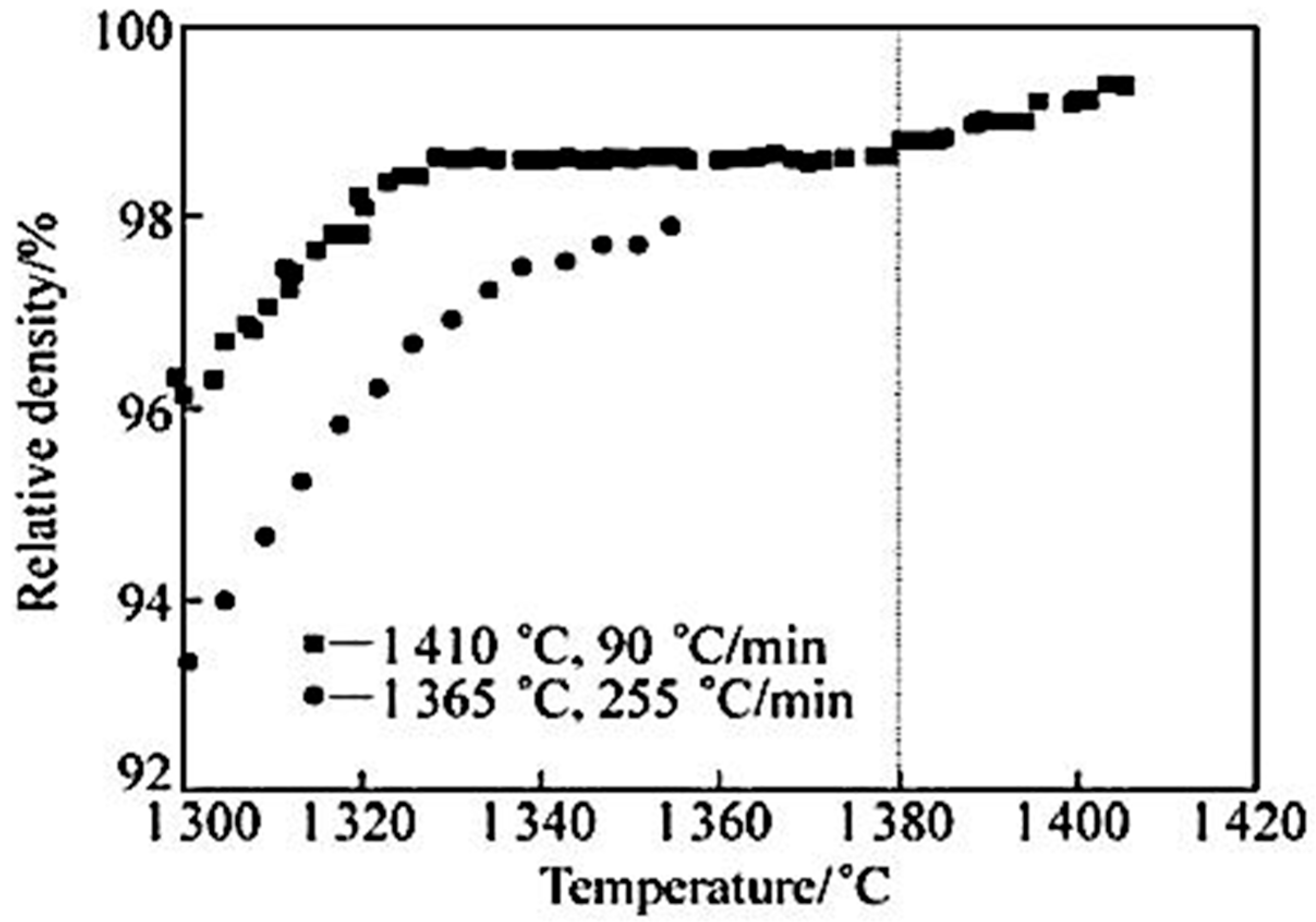
2.2. Synthesis of WHA Spark Plasma Sintering
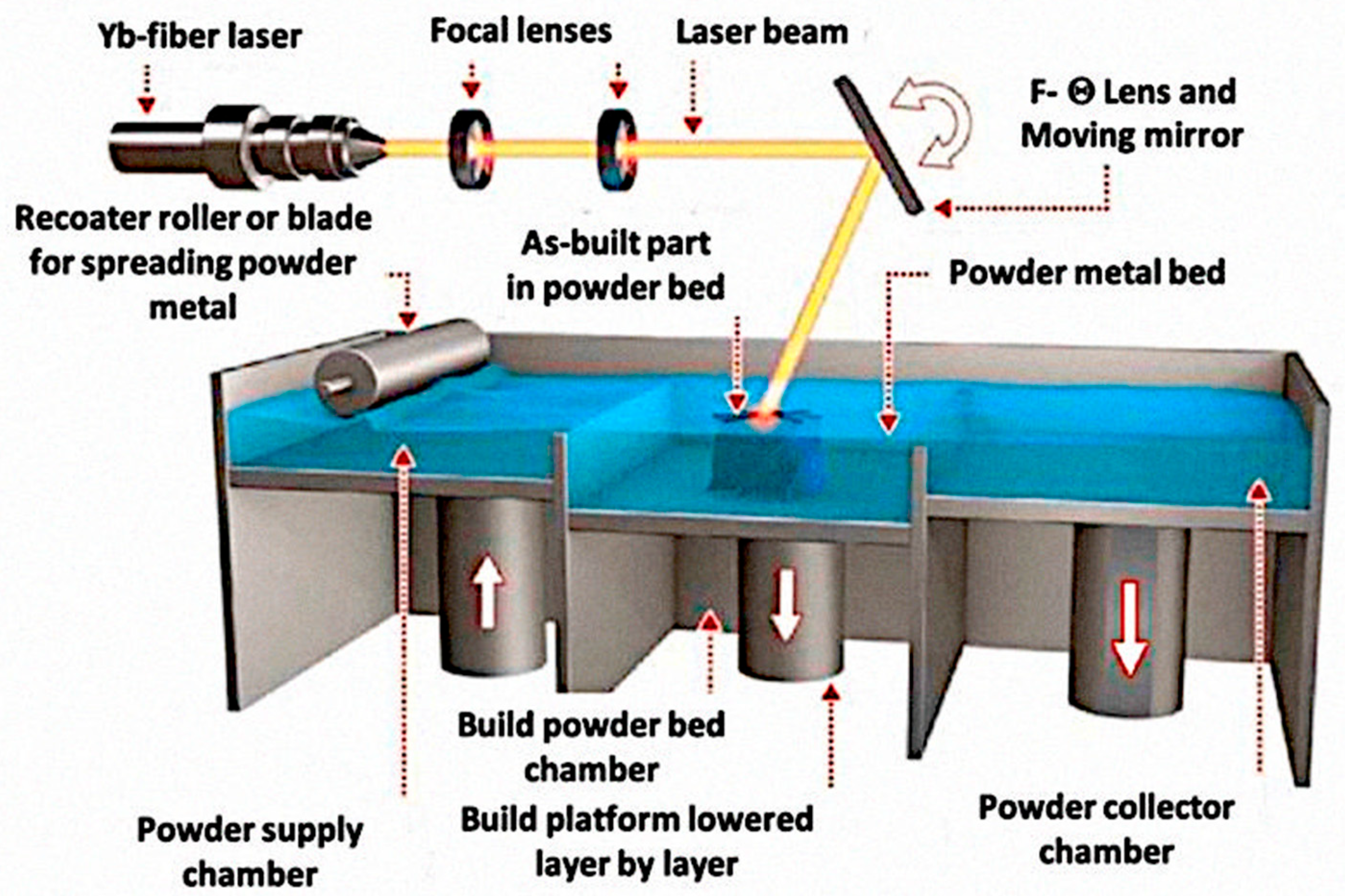
2.3. Synthesis of WHA Additive Manufacturing
3. Sintering Kinetics of Tungsten-Heavy Alloys
3.1. Manufacturing of W–Ni–Cu WHA
3.2. Manufacturing of W–Ni–Mn WHA
3.3. Manufacturing of W–Ni–Fe WHA
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lide, D.R. (Ed.) CRC Handbook of Chemistry and Physics; Internet Version 2005; CRC Press: Boca Raton, FL, USA, 2005; Available online: http://www.hbcpnetbase.com (accessed on 28 September 2022).
- Brink, A. A Guide to the Elements. Crystallogr. Rev. 2019, 25, 157–159. [Google Scholar] [CrossRef]
- Gaur, R.P.S. Modern Hydrometallurgical Production Methods for Tungsten. JOM 2006, 58, 45–49. [Google Scholar] [CrossRef]
- Savitskii, E.M. Properties of tungsten-rhenium alloys. Met. Sci. Heat Treat. Met. 1960, 2, 483–486. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Koopman, M.; Butler, B.; Paramore, J.; Middlemas, S. Methods for improving ductility of tungsten—A review. Int. J. Refract. Met. Hard Mater. 2018, 75, 170–183. [Google Scholar] [CrossRef]
- Tan, Z.Y.; Wu, X.; Zhu, W.; Guo, J.W.; Wang, W.; Ma, Z.S. Ultra-high hardness induced by W precipitation within Ta-Hf-W-C ultra-high temperature ceramic coatings. J. Eur. Ceram. Soc. 2022, 42, 6288–6294. [Google Scholar] [CrossRef]
- Bhattarai, J.; Akiyama, E.; Habazaki, H.; Kawashima, A.; Asami, K.; Hashimoto, K. The passivation behavior of sputter-deposited W-Ta alloys in 12M HCl. Corros. Sci. 1998, 40, 757–779. [Google Scholar] [CrossRef]
- Wu, Y. Research Progress in Irradiation Damage Behavior of Tungsten and Its Alloys for Nuclear Fusion Reactor. Jinshu Xuebao Acta Metall. Sin. 2019, 55, 939–950. [Google Scholar] [CrossRef]
- Wang, S.; Luo, L.M.; Shi, J.; Zan, X.; Zhu, X.Y.; Luo, G.N.; Wu, Y.C. Effect of mechanical alloying on the microstructure and properties of W–Ti alloys fabricated by spark plasma sintering. Powder Technol. 2016, 302, 1–7. [Google Scholar] [CrossRef]
- Amalu, N.I.; Okorie, B.A.; Ugwuoke, J.C.; Obayi, C.S. Electrical Conductivity of Spark Plasma Sintered W-Cu and Mo-Cu Composites for Electrical Contact Applications. J. Miner. Mater. Charact. Eng. 2021, 9, 48–60. [Google Scholar] [CrossRef]
- Meng, Y.; Zhang, J.; Duan, C.; Chen, C.; Feng, X.; Shen, Y. Microstructures and properties of W-Cu functionally graded composite coatings on copper substrate via high-energy mechanical alloying method. Adv. Powder Technol. 2015, 26, 392–400. [Google Scholar] [CrossRef]
- Leung, C.H.; Wingert, P.C. Microstructure Effects on Dynamic Welding of Ag/W Contacts. IEEE Trans. Common. Hybrids Manuf. Technol. 1988, 11, 64–67. [Google Scholar] [CrossRef]
- Upadhyaya, A. Processing strategy for consolidating tungsten heavy alloys for ordnance applications. Mater. Chem. Phys. 2001, 67, 101–110. [Google Scholar] [CrossRef]
- Wurster, S.; Baluc, N.; Battabyal, M.; Crosby, T.; Du, J.; García-Rosales, C.; Hasegawa, A.; Hoffmann, A.; Kimura, A.; Kurishita, H.; et al. Recent progress in R&D on tungsten alloys for divertor structural and plasma facing materials. J. Nucl. Mater. 2013, 442, 181–189. [Google Scholar] [CrossRef]
- Handtrack, D.; Tabernig, B.; Kestler, H.; Pohl, P.; Glatz, W. Tungsten Heavy Alloys for Collimators and Shielding in the X-ray Diagnostics. In Proceedings of the 18th Plansee Seminar, Reutte, Austria, 3–7 June 2013; pp. 1–9. [Google Scholar]
- Lee, Y.H.; Choi, C.H.; Jang, Y.T.; Kim, E.K.; Ju, B.K.; Min, N.K.; Ahn, J.H. Tungsten nanowires and their field electron emission properties. Appl. Phys. Lett. 2002, 81, 745–747. [Google Scholar] [CrossRef]
- Price, G.H.S.; Smithells, C.J.; Williams, S.V. Sintered alloys. Part I. Copper-nickel-tungsten alloys sintered with a liquid phase present. J. Inst. Met. 1938, 62, 239–264. [Google Scholar]
- Bryant, C.L.; Bewley, B.P. The Coolidge Process for Making Tungsten Ductile: The Foundation of Incandescent Lighting; Cambridge University Press: Cambridge, UK, 1910; pp. 67–73. [Google Scholar]
- Lassner, E.; Schubert, W.-D. Properties, Chemistry, Technology of the Element, Alloys, and Chemical Compounds; Vienna University of Technology: Vienna, Austria, 1999; pp. 124–125. [Google Scholar]
- Upadhyaya, G.S. Powder Metallurgy Technology; Cambridge International Science Publishing: Cambridge, UK, 2014. [Google Scholar]
- Majumdar, S.; Kishor, J. Demonstration of Production of Tungsten Metal Powder and its Consolidation into Shapes. BARC Newsl. 2016, 30–33. [Google Scholar]
- Popov, O.; Vishnyakov, V. High Densification of Tungsten via Hot Pressing at 1300 °C in Carbon Presence. Materials 2022, 15, 3641. [Google Scholar] [CrossRef]
- Andreja, Š.; Jenu, P.; Zava, J.; Mirin, Č. Materials Characterization The role of tungsten phases formation during tungsten metal powder consolidation by FAST: Implications for high-temperature applications. Mater. Charact. 2018, 138, 308–314. [Google Scholar] [CrossRef]
- Karpinos, D.M.; Kravchenko, A.A.; Pilipovskii, Y.L.; Tkachenko, V.G.; Shamatov, Y.M. Reaction of tungsten with die material in hot pressing. Sov. Powder Metall. Met. Ceram. 1970, 9, 831–834. [Google Scholar] [CrossRef]
- McCarty, L.V.; Donelson, R.; Hehemann, R. A diffusion model for tungsten powder carburization. Met. Mater. Trans. A 1991, 18, 969–974. [Google Scholar] [CrossRef]
- Jiang, Y.; Yang, J.F.; Zhuang, Z.; Liu, R.; Zhou, Y.; Wang, X.P.; Fang, Q.F. Characterization and properties of tungsten carbide coatings fabricated by SPS technique. J. Nucl. Mater. 2013, 433, 449–454. [Google Scholar] [CrossRef]
- Juenke, E.F. Refractory Transition Metal Compounds; High-Temperature Cermets. Nucl. Sci. Eng. 1966, 24, 420–421. [Google Scholar] [CrossRef]
- Gómez, A.J. UC San Diego San Diego Electronic Theses and Dissertations; UC San Diego: La Jolla, CA, USA, 2010. [Google Scholar]
- Stephens, J.R. Effects of Interstitial Impurities on the Low-Temperature Tensile Properties of Tungsten; National Aeronautics and Space Administration: Washington, DC, USA, 1964.
- ASM Handbook, 9th ed.; ASM International: Materials Park, OH, USA, 1993; Volume 7, pp. 389–390.
- Poster, A.R. Factors Affecting the Compaction of Tungsten Powders. Powder Met. 1962, 5, 301–315. [Google Scholar] [CrossRef]
- Sharma, A.K.; Gupta, S. Microwave Processing of Biomaterials for Orthopaedic Implants: Challenges Microwave Processing of Biomaterials for Orthopaedic Implants: Challenges and Possibilities. JOM 2020, 72, 1211–1228. [Google Scholar] [CrossRef]
- Agrawal, D. Microwave Sintering of Ceramics, Composites Metal Powders; Woodhead Publishing Limited: Sawston, UK, 2010. [Google Scholar] [CrossRef]
- Roy, R.; Agrawal, D.; Cheng, J. Full sintering of powdered-metal bodies in a microwave sintering of powdered-metal bodies. Nature 1999, 401, 304. [Google Scholar] [CrossRef]
- Jain, M.; Kandan, G.; Martin, K.; Kapoor, D.; Cho, K.; Klotz, B.; Dowding, R.; Agrawal, D.; Cheng, J. Microwave sintering: A new approach to fine-grain tungsten—II. Int. J. Powder Metall. 2006, 42, 53–57. [Google Scholar]
- Prabhu, G.; Chakraborty, A.; Sarma, B. Microwave sintering of tungsten. Int. J. Refract. Met. Hard Mater. 2009, 27, 545–548. [Google Scholar] [CrossRef]
- Mondal, A.; Upadhyaya, A.; Agrawal, D. Effect of heating mode on sintering of tungsten. Int. J. Refract. Met. Hard Mater. 2010, 28, 597–600. [Google Scholar] [CrossRef]
- Wang, K.; Wang, X.P.; Liu, R.; Hao, T.; Zhang, T.; Liu, C.S.; Fang, Q.F. The study on the microwave sintering of tungsten at relatively low temperature. J. Nucl. Mater. 2012, 431, 206–211. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Tokita, M. Development of large-size ceramic/metal bulk FGM fabricated by spark plasma sintering. Mater. Sci. Forum. 1999, 308–311, 83–88. [Google Scholar] [CrossRef]
- Tiwari, D.; Basu, B.; Biswas, K. Simulation of thermal and electric field evolution during spark plasma sintering. Ceram. Int. 2009, 35, 699–708. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Kandukuri, S.; Froyen, L. Consolidation enhancement in spark-plasma sintering: Impact of high heating rates. J. Appl. Phys. 2007, 102, 114913. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Froyen, L. Impact of thermal diffusion on densification during SPS. J. Am. Ceram. Soc. 2009, 92, 122–132. [Google Scholar] [CrossRef]
- Gao, Z.; Viola, G.; Milsom, B.E.N.; Whitaker, I.; Yan, H.; Reece, M.J. Kinetics of Densification and Grain Growth of Pure Tungsten During Spark Kinetics of Densification and Grain Growth of Pure Tungsten During Spark Plasma Sintering. Met. Mater. Trans. A 2012, 43, 1608–1614. [Google Scholar] [CrossRef]
- Villenova, M.; Nerval, B.; Pala, Z.; Janata, M.; Tonarová, D. Properties of Ultrafine-Grained Tungsten Prepared by Ball Milling and Spark Plasma Sintering. Appl. Mech. Mater. 2015, 4, 346–347. [Google Scholar]
- Hu, K.; Li, X.-Q.; Yang, C.; Li, Y.-Y. Densification and microstructure evolution during SPS consolidation process in W-Ni-Fe system. Trans. Nonferrous Met. Soc. China 2011, 21, 493–501. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Gennari, S.; Gary, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process: II. Modelling current and temperature distributions. Mater. Sci. Eng. A 2005, 394, 139–148. [Google Scholar] [CrossRef]
- Omole, S.; Lunt, A.; Kirk, S.; Shokrani, A. Advanced Processing and Machining of Tungsten and Its Alloys. J. Manuf. Mater. Process. 2022, 6, 15. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Du, L.; Zhang, H.; Zhang, J. Formation of scanning tracks during Selective Laser Melting (SLM) of pure tungsten powder: Morphology, geometric features and forming mechanisms. Int. J. Refract. Metals Hard Mater. 2019, 79, 37–46. [Google Scholar] [CrossRef]
- Zhang, J.; Gu, D.; Yang, Y.; Zhang, H.; Chen, H.; Dai, D. Influence of Particle Size on Laser Absorption and Scanning Track Formation Mechanisms of Pure Tungsten Powder During Selective Laser Melting. Engineering 2019, 5, 736–745. [Google Scholar] [CrossRef]
- Ozel, T.; Altay, A.; Kaftanoglu, B.; Leach, R.; Senin, N.; Donmez, A. Focus variation measurement and prediction of surface texture parameters using machine learning in laser powder bed fusion. J. Manuf. Sci. Eng. Trans. ASME 2019, 142, 1–26. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W.; Ning, G.; Yang, L.; Chen, Y. Laser direct manufacturing of tungsten nickel collimation component. J. Mater. Process. Technol. 2004, 147, 167–173. [Google Scholar] [CrossRef]
- Zhang, D.; Cai, Q.; Liu, J.; Li, R. Research on Process and Microstructure Formation of W-Ni-Fe Alloy Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2010, 20, 1049–1054. [Google Scholar] [CrossRef]
- Taylor, P.; Zhang, D.; Cai, Q.; Liu, J.; Zhang, D.; Cai, Q.; Liu, J. Materials and Manufacturing Processes Formation of Nanocrystalline Tungsten by Selective Laser Melting of Tungsten Powder Formation of Nanocrystalline Tungsten by Selective Laser Melting of Tungsten Powder. Mater. Manuf. Process. 2012, 27, 1267–1270. [Google Scholar] [CrossRef]
- Enneti, R.K.; Morgan, R.; Atre, S.V. Effect of process parameters on the Selective Laser Melting (SLM) of tungsten. Int. J. Refract. Met. Hard Mater. 2018, 71, 315–319. [Google Scholar] [CrossRef]
- Rebesan, P.; Bonesso, M.; Gennari, C.; Dima, R.; Pepato, A.; Vedani, M. Tungsten Fabricated by Laser Powder Bed Fusion. BHM Berg- Hüttenmännische Mon. 2021, 166, 263–269. [Google Scholar] [CrossRef]
- Madison, J.D.; Alagesen, L.K. Quantitative characterization of porosity in laser welds of stainless steel. Scr. Mater. 2012, 67, 783–786. [Google Scholar] [CrossRef]
- Zhang, D.Q.; Liu, Z.H.; Cai, Q.Z.; Liu, J.H.; Chua, C.K. Influence of Ni content on W–Ni alloy microstructure produced by selective laser melting. Int. J. Refract. Metals Hard Mater. 2014, 45, 15–22. [Google Scholar] [CrossRef]
- Wang, M.; Li, R.; Yuan, T.; Chen, C.; Zhang, M.; Weng, Q. Selective laser melting of W-Ni-Cu composite powder: Densification, microstructure evolution and nano-crystalline formation. Int. J. Refract. Metals Hard Mater. 2018, 70, 9–18. [Google Scholar] [CrossRef]
- Iveković, A.; Montero-Sistiaga, M.L.; Vanmeensel, K.; Kruth, J.P.; Vleugels, J. Effect of processing parameters on microstructure and properties of tungsten heavy alloys fabricated by SLM. Int. J. Refract. Met. Hard Mater. 2019, 82, 23–30. [Google Scholar] [CrossRef]
- Bose, A.; Schuh, C.A.; Tobia, J.C.; Tuncer, N.; Mykulowycz, N.M.; Preston, A.; Barbati, A.C.; Kernan, B.; Gibson, M.A.; Krause, D.; et al. Traditional and additive manufacturing of a new Tungsten heavy alloy alternative. Int. J. Refract. Metals Hard Mater. 2018, 73, 22–28. [Google Scholar] [CrossRef]
- Yan, A.; Wang, Z.; Yang, T.; Wang, Y.; Ma, Z. Microstructure, thermal physical property and surface morphology of W-Cu composite fabricated via selective laser melting. JMADE 2016, 109, 79–87. [Google Scholar] [CrossRef]
- Hu, Z.; Zhao, Y.; Guan, K.; Wang, Z.; Ma, Z. Pure tungsten and oxide dispersion strengthened tungsten manufactured by selective laser melting: Microstructure and cracking mechanism. Addit. Manuf. 2020, 36, 101579. [Google Scholar] [CrossRef]
- Mortensen, A. Kinetics of densification by solution-reprecipitation. Acta Mater. 1997, 45, 749–758. [Google Scholar] [CrossRef]
- Johnson, J.L.; German, R.M. Solid-state contributions to densification during liquid-phase sintering. Metall. Mater. Trans. B 1996, 27, 901–909. [Google Scholar] [CrossRef]
- Dowding, R.J. The Recrystallization and Spheroidization of Tungsten Grains in a Tungsten-Heavy Alloy; Army Materials Research Agency: Watertown, MA, USA, 1989. [Google Scholar]
- Park, S.J.; Martin, J.M.; Guo, J.F.; Johnson, J.L.; German, R.M. Grain Growth Behaviour of Tungsten Heavy Alloys Based on the Master Sintering Curve Concept. Met. Mater. Trans. A 2006, 37, 3337–3346. [Google Scholar] [CrossRef]
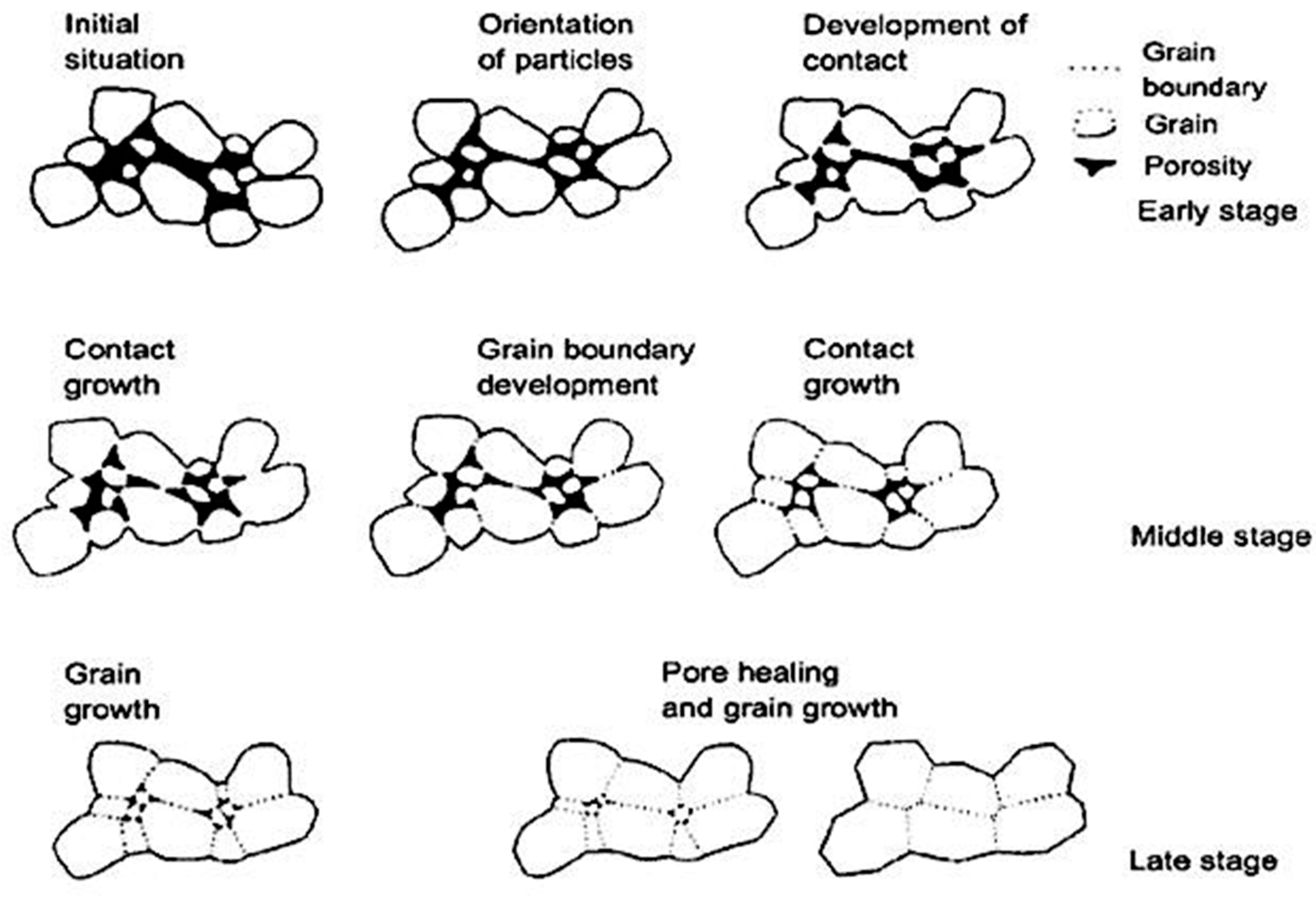
- Stages of Sintering. Available online: http://www.keramverband.de/brevier_engl/4/1/4_1_4.htm (accessed on 15 September 2022).
- Kingery, W.D. Densification during Sintering in the Presence of a Liquid Phase. I. Theory. J. Appl. Phys. 1959, 30, 301–306. [Google Scholar] [CrossRef]
- Coble, R.L. Sintering Crystalline Solids. II. Experimental Test of Diffusion Models in Powder Compacts. J. Appl. Phys. 1961, 32, 793–798. [Google Scholar] [CrossRef]
- Vasilos, T.; Smith, J.T. Diffusion Mechanism for Tungsten Sintering Kinetics. J. Appl. Phys. 1964, 35, 215–218. [Google Scholar] [CrossRef]
- German, R.M. Liquid Phase Sintering Book; Springer: New York, NY, USA, 1985. [Google Scholar] [CrossRef]
- Liu, J.; German, R.M. Rearrangement densification in liquid-phase sintering. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 3125–3131. [Google Scholar] [CrossRef]
- Makarova, R.V.; Todorovich, O.K.; Frantsevich, I.N. The coalescence phenomenon in liquid-phase sintering in the systems tungsten-nickel-iron and tungsten-nickel-copper. Sov. Powder Metall. Met. Ceram. 1965, 4, 554–559. [Google Scholar] [CrossRef]
- Kothari, N.C. Densification and grain growth during liquid-phase sintering of tungsten-nickel-copper alloys. J. Less-Common. Met. 1967, 13, 457–468. [Google Scholar] [CrossRef]
- Bose, A.; German, R.M. Sintering Atmosphere Effects on Tensile Properties of Heavy Alloys. Met. Mater. Trans. A 1988, 19, 2467–2476. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A.; Mani, S.S. Sintering Time and Atmosphere Influences on the Microstructure and Mechanical Properties of Tungsten Heavy Alloys. Metall. Mater. Trans. A 1992, 23, 211–219. [Google Scholar] [CrossRef]
- Rabin, B.H.; German, R.M. Microstructure Effects on Tensile Properties of Tungsten-Nickel-Iron Composites. Met. Mater. Trans. A 1988, 19, 1523–1532. [Google Scholar] [CrossRef]
- Srikanth, V.; Upadhyaya, G.S. Effect of Tungsten Particle Size on Sintered Properties of Heavy Alloys. Powder Technol. 1984, 39, 61–67. [Google Scholar] [CrossRef]
- Kennedy, E.W. Microstructure, Fracture Characteristics, and Tensile Properties of Two Tungsten Heavy Alloys; ARL-MR-269; Army Research Lab.: Aberdeen, MD, USA, 1995. [Google Scholar]
- Fan, J.; Gong, X.; Qi, M.; Liu, T.; Li, S.; Tian, J. Dynamic behaviour and adiabatic shear bands in fine-grained W-Ni-Fe alloy under high strain rate compression. Rare Met. Mater. Eng. 2009, 38, 2069–2074. [Google Scholar] [CrossRef]
- Zou, H.; Wang, Y.; Li, S. Effect of composition on microstructure and dynamic mechanical properties of W-Ni-Cu alloys. Appl. Mech. Mater. 2014, 517, 121–124. [Google Scholar] [CrossRef]
- Ramakrishnan, K.N.; Upadhyaya, G.S. Effect of composition and sintering on the densification and microstructure of tungsten heavy alloys containing copper and nickel. J. Mater. Sci. Lett. 1990, 9, 456–459. [Google Scholar] [CrossRef]
- Çalişkan, N.K.; Pehlivanoglu, M.K.; Bor, A.Ş. Effect of composition on the sintering behaviour and microstructure of W (90 wt.%)-Ni-Cu alloys. Proc. Euro Powder Metall. Congr. Exhib. Eur. PM 2007, 2, 405–410. [Google Scholar]
- Johnson, J.L.; Upadhyaya, A.; German, R.M. Microstructural effects on distortion and solid-liquid segregation during liquid phase sintering under microgravity conditions. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 1998, 29, 857–866. [Google Scholar] [CrossRef]
- Liu, J.; German, R.M. Densification and shape distortion in liquid-phase sintering. Metall. Mater. Trans. A 1999, 30, 3211–3217. [Google Scholar] [CrossRef]
- Lay, S.; Eustathopoulos, N.; Albert, C.H. Segregation of Fe during the sintering of doped W–Cu Alloys. Scr. Mater. 2003, 49, 237–242. [Google Scholar] [CrossRef]
- Guillen, S.C. The Journal of the Institute of Metals; The Institute of Metals: London, UK, 1938; pp. 234–239. [Google Scholar]
- Shen, J.; Campbell, L.; Suri, P.; German, R.M. Quantitative microstructure analysis of tungsten heavy alloys (W–Ni–Cu) during initial stage liquid phase sintering. Int. J. Refract. Met. Hard Mater. 2005, 23, 99–108. [Google Scholar] [CrossRef]
- Das, J.; Kiran, U.R.; Chakraborty, A.; Prasad, N.E. Hardness and tensile properties of tungsten based heavy alloys prepared by liquid phase sintering technique. Int. J. Refract. Met. Hard Mater. 2009, 27, 577–583. [Google Scholar] [CrossRef]
- Hong, M.; Noh, J.; Beak, W.H.; Kim, E.; Song, H.; Lee, S. A Study on the Improvement of the Sintered Density of W-Ni-Mn Heavy Alloy. Met. Mater. Trans. A 1997, 28, 835–839. [Google Scholar] [CrossRef]
- Liu, H.; Cao, S.; Zhu, J.; Jinn, Y.; Chen, B. Densification, microstructure and mechanical properties of 90W–4Ni–6Mn heavy alloy. Int. J. Refract. Met. Hard Mater. 2013, 37, 121–126. [Google Scholar] [CrossRef]
- Kim, D.K.; Lee, S.; Beak, W.H. Microstructural study of adiabatic shear bands formed by high-speed impact in a tungsten heavy alloy penetrator. Mater. Sci. Eng. A. 1998, 249, 197–205. [Google Scholar] [CrossRef]
- Bose, A. Heavy Alloy Based on W-Ni-Mn. U.S. Patent US005603073A, 11 February 1997. [Google Scholar]
- Belhadjhamida, A.; German, R.M. High Performance Heavy Alloys by Alloying & Process Control, AD A271129; US Army Research: Adelphi, MD, USA, 1993. [Google Scholar]
- German, R.M. Lower sintering temperature tungsten alloys for space research. Int. J. Refract. Met. Hard Mater. 2015, 53, 74–79. [Google Scholar] [CrossRef]
- Belhadjhamida, A.; German, R.M. Effects of Atmosphere, Temperature, and Composition on the Densification and Properties of Tungsten-Nickel-Manganese; Reannouncement with New Availability Information. No. AD-A-260373/6/XAB; Pennsylvania State Univ., Dept. of Engineering Science and Mechanics: University Park, PA, USA, 1992. [Google Scholar]
- Zahraee, S.M.; Arabi, H.; Salehi, M.T.; Tamizifar, M. Effect of Mn/Ni ratio variation on microstructure of W-Ni-Mn alloy. Powder Metall. 2008, 51, 303–309. [Google Scholar] [CrossRef]
- Pan, Y.; Xiang, D.; Wang, N.; Li, H.; Fan, Z. Mechanical milling-assisted spark plasma sintering of fine-grained W-Ni-Mn alloy. Materials 2018, 11, 1323. [Google Scholar] [CrossRef] [PubMed]
- Pan, Y.; Ding, L.; Xiang, D. Microstructure evolution and mechanical properties of spark plasma sintered W−Ni−Mn alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 1588–1593. [Google Scholar] [CrossRef]
- Chen, B.; Cao, S.; Xu, H.; Jinn, Y.; Li, S.; Xiao, B. Effect of processing parameters on microstructure and mechanical properties of 90W-6Ni-4Mn heavy alloy. Int. J. Refract. Met. Hard Mater. 2015, 48, 293–300. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.H.; He, K.J.; Jing, H.B.; Bai, Z.H.; Chen, W.; Zhang, W.W. Mechanical properties and microstructure of WC-Fe-Ni-Co cemented carbides prepared by vacuum sintering. Vacuum 2017, 143, 271–282. [Google Scholar] [CrossRef]
- Alvarado-Contreras, J.A.; Olevsky, E.A.; Maximenko, A.L.; German, R.M. Kinetics of shrinkage and shape evolution during liquid phase sintering of tungsten heavy alloy. J. Mater. Sci. 2013, 49, 1130–1137. [Google Scholar] [CrossRef]
- Hu, K.; Li, X.; Qu, S.; Li, Y. Spark-Plasma Sintering of W-5.6Ni-1.4Fe Heavy Alloys: Densification and Grain Growth. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 923–933. [Google Scholar] [CrossRef]
- Zhou, C.; Yi, J.; Luo, S.; Peng, Y.; Li, L.; Chen, G. Effect of heating rate on the microwave sintered W–Ni–Fe heavy alloys. J. Alloys Compd. 2009, 482, L6–L8. [Google Scholar] [CrossRef]
- Ramesh, K.T. On the localization of shearing deformations in tungsten heavy alloys. Mech. Mater. 1994, 17, 165–173. [Google Scholar] [CrossRef]
- Kolsky, H. An investigation of the mechanical properties of materials at very high rates of loading. Proc. Phys. Soc. Sect. B 1949, 62, 676–700. [Google Scholar] [CrossRef]
- Liu, J.; Upadhyaya, A.; German, R.M. Application of percolation theory in predicting shape distortion during liquid-phase sintering. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1999, 30, 2209–2220. [Google Scholar] [CrossRef]
- Wu, Y.; German, R.M.; Marx, B.; Suri, P.; Bollina, R. Comparison of densification and distortion behaviours of W-Ni-Cu and W-Ni-Fe heavy alloys in liquid-phase sintering. J. Mater. Sci. 2003, 38, 2271–2281. [Google Scholar] [CrossRef]
- Mondal, A.; Upadhyaya, A.; Agrawal, D. Effect of heating mode and sintering temperature on consolidation. J. Alloys Compd. 2011, 509, 301–310. [Google Scholar] [CrossRef]
- Humail, I.S.; Akhtar, F.; Askari, S.J.; Tufail, M.; Qu, X. Tensile behaviour change depending on the varying tungsten content of W-Ni-Fe alloys. Int. J. Refract. Met. Hard Mater. 2007, 25, 380–385. [Google Scholar] [CrossRef]
- Hamid, Z.A.; Moustafa, S.F.; Daoush, W.M.; Mouez, F.A.; Hassan, M. Fabrication and Characterization of Tungsten Heavy Alloys Using Chemical Reduction and Mechanical Alloying Methods. Open J. Appl. Sci. 2013, 3, 15–27. [Google Scholar] [CrossRef]
- Hwang, N.M.; Park, Y.J.; Kim, D.Y.; Yoon, D.Y. Activated sintering of nickel-doped tungsten: Approach by grain boundary structural transition. Scr. Mater. 2000, 42, 421–425. [Google Scholar] [CrossRef]
- Prabhu, G.; Kumar, N.A.; Sankaranarayana, M.; Nandy, T.K. Tensile and impact properties of microwave sintered tungsten heavy alloys. Mater. Sci. Eng. A 2014, 607, 63–70. [Google Scholar] [CrossRef]
- Li, Y.; Hu, K.; Li, X.; Ai, X.; Qu, S. Fine-grained 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering. Mater. Sci. Eng. A 2013, 573, 245–252. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Shongwe, M.B.; Olubambi, P.A.; Obadele, B.A.; Langa, T. Hybrid Spark Plasma Sintering of Materials: A Review. Int. J. Mater. Mech. Manuf. 2018, 6, 360–364. [Google Scholar] [CrossRef][Green Version]




















| Composition | Application | Reference |
|---|---|---|
| W–25Re | Rocket engine ignition tubes, thermionic emitters on spacecraft. | [5] |
| W–Ta | Building materials for corrosive environments | [6,7] |
| W–Mo | Irradiation shielding material in nuclear application | [8] |
| W–10Ti | Sputtering target in microelectronic devices. | [9] |
| W–Cu | Arcing contacts in circuit breakers | [10] |
| W–Ag | Heat sink devices in the electronic industry | [11] |
| Modes of Sintering | Rate of Heat (°C/min) | Sintered Relative Density (g/cm3) | Yield Strength (YTS) (MPa) | Tensile Strength (UTS) (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| Conventional | 5 | 16.97 ± 0.02 | 605 ± 15 | 862 ± 12 | 19.68 ± 1.4 |
| Microwave | 10 | 16.92 ± 0.04 | 575 ± 23 | 810 ± 44 | 12.78 ± 4.5 |
| 20 | 17.03 ± 0.01 | 585 ± 10 | 858 ± 61 | 19.24 ± 0.7 | |
| 29 | 16.96 ± 0.04 | 613 ± 22 | 877 ± 18 | 23.04 ± 1.3 | |
| 45 | 17.02 ± 0.01 | 610 ± 25 | 623 ± 17 | 21.02 ± 0.2 | |
| 65 | 16.91 ± 0.04 | 887 ± 81 | 898 ± 32 | 20.92 ± 1.3 | |
| 80 | 17.04 ± 0.01 | 629 ± 15 | 923 ± 24 | 19.72 ± 2.2 | |
| 90 | 17.03 ± 0.01 | 611 ± 33 | 879 ± 22 | 20.23 ± 1.1 | |
| 105 | 17.01 ± 0.02 | 568 ± 23 | 852 ± 32 | 21.44 ± 2.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manikandan, R.; Raja Annamalai, A. Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review. Processes 2022, 10, 2352. https://doi.org/10.3390/pr10112352
Manikandan R, Raja Annamalai A. Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review. Processes. 2022; 10(11):2352. https://doi.org/10.3390/pr10112352
Chicago/Turabian StyleManikandan, R., and A. Raja Annamalai. 2022. "Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review" Processes 10, no. 11: 2352. https://doi.org/10.3390/pr10112352
APA StyleManikandan, R., & Raja Annamalai, A. (2022). Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review. Processes, 10(11), 2352. https://doi.org/10.3390/pr10112352