1. Introduction
Chemical fertilizers can significantly increase crop yields, and they play an indispensable role in agricultural production. Over the past few decades, the amount of fertilizer used in agriculture has been increasing worldwide [
1]. China is a populous country, but the per capita arable land area is minimal. To ensure food production, large amounts of chemical fertilizers are required. On the one hand, the use of chemical fertilizers increases the yield of food crops and guarantees people’s basic survival needs; on the other hand, excessive use of chemical fertilizers can degrade the physical and chemical properties of soil and pollute water resources [
2,
3,
4,
5,
6]. However, mechanized quantitative and precise fertilization can meet fertilization needs while reducing fertilizer wastage. Therefore, the concept of precise fertilization has gradually received attention [
7]. With the transfer of the labor force in China, the number of people engaged in agriculture has gradually decreased, and high-efficiency fertilization machines and tools are needed [
8]. Pneumatic centralized fertilization has high efficiency. However, it has the disadvantages of low precision of transverse distribution. Therefore, it is of great significance to improve the accuracy of pneumatic centralized fertilization machines with different displacements.
A pneumatic conveying system is one of the core components of a pneumatic centralized fertilization machine. A fan powers the entire system. The high-speed airflow generated by the fan is mixed with fertilizer particles in the venturi tube; the fertilizer particles are transported to the distributor through the conveying pipe and are then evenly distributed to the outlet pipes. A pneumatic centralized conveying system has high efficiency and strong versatility, and can be adapted to convey particles of different particle sizes. Therefore, it is used for fertilization and is widely used for sowing wheat, rice, and rapeseed. However, the shortcomings of the pneumatic centralized fertilization system are also evident, such as low horizontal distribution accuracy, easy clogging, easy damage to seeds, and high energy consumption [
9,
10,
11]. According to the International Organization for Standardization (ISO) standard, the coefficient of variation is used to evaluate the precision of pneumatic fertilization. According to the requirements of agricultural technology, the coefficient of variation of seed distribution should be less than 5%, and the coefficient of variation of fertilizer distribution should be less than 10%. However, the actual performance of pneumatic seeding and fertilizing machines cannot meet the standards of conventional machinery; as a consequence, it is necessary to raise the threshold to 15% [
12]. Therefore, considerable research has been carried out on pneumatic centralized fertilizer applicators to reduce the lateral distribution coefficient of variation. The relevant research is mainly concentrated on a pneumatic centralized fertilizer planter with a vertical distributor. Yatskul et al. tested the influence of the geometry of a vertical distributor on the accuracy of seed distribution based on actual seeding experiments, mainly testing the influence of the distributor outlet blockage, the length of the outlet pipe, and the airtightness of the distributor on the coefficient of variation of seed distribution [
13]. To solve the problem of fertilizer bounce due to excessively high wind speed at the outlet of a layered fertilization operation, Yang et al. designed a device that separated the airflow and the fertilizer to discharge part of the airflow in advance to reduce the rate of fertilizer entering the soil [
14]. With the transformation of land management methods, wheat sowing and fertilizing require efficient seeding and fertilizing machines. Therefore, Yu et al. developed a pneumatic no-tillage fertilizer planter for wheat that uses the same air duct to transport seeds and fertilizers simultaneously, which improved the efficiency of fertilizer and seed transportation [
15]. Compared with traditional fertilization and sowing methods, pneumatic conveying fertilization and sowing consume more energy. Some studies have determined the ranges of the air velocity, flow concentration, pipe diameter, and other parameters required for pneumatic fertilization. For example, Yatskul et al. determined the minimum air velocity required for transportation and seed flow concentration relative to the diameter of a pipe and established a method to measure the air velocity in a pipe, which could be used to optimize existing planters from the perspective of energy consumption [
11]. It is not convenient to directly observe the internal working status of pneumatic fertilization or seed-metering systems. However, computer-aided simulation is beneficial to the research on pneumatic conveying systems.
With the development of computer technology, computational fluid dynamics (CFD) and the discrete element method (DEM) have been fully developed and improved. The CFD–DEM coupling simulation method has been gradually applied to solve the complex problems of fluid–solid interaction. This method is used in the chemical industry to study gas–solid flow, heat transfer, and chemical reactions [
16,
17,
18]. It is also used to simulate the transportation of cuttings in the field of geotechnical engineering. There have been many related studies on solid-phase contact and collision [
19]. In agriculture, the CDF–DEM method has been gradually used to simulate pneumatic fertilization and seeding. The venturi tube plays a vital role in the preliminary mixing of airflow and particles in a pneumatic fertilization system. Lei et al. obtained the air velocity range of a Venturi tube inlet suitable for wheat and rapeseed seeding through a CFD–DEM coupling simulation [
20]. Hu et al. determined the optimal mixing cavity diameter through the flow field analysis of the designed Venturi tube mixing cavity [
21]. Gao et al. tested the performance of a Venturi tube with a coupling simulation and analyzed the variation laws of the fluid field and particle motion for different nozzle contraction angles. The results showed that when the contraction angle was 70°, the flow field pressure changed obviously, and the seed feeding performance was good [
22]. The horizontal pipeline is a pipeline connecting the venturi and distributor. Guzman et al. studied the combination conditions of different air velocities and solid load ratios in a horizontal pipeline with a simulation method and determined their effects on seed velocity and contact force. The shape and the geometric parameters of the distributor directly affected the final distribution uniformity of the fertilizer and seeds [
23]. Wang et al. analyzed the influences of parameters such as the radius of the top cover ball and the length of the guide plate on the uniformity of the discharge of wheat and rapeseed through fluid-solid coupling simulation, and designed a pneumatic seed metering device for rapeseed and wheat [
9]. Through the fluid–solid coupling simulation test, the influence of the seed and fertilizer pipeline on particle movement can be observed, with a particular reference value used to select the appropriate pipe diameter, length, and connection form of the elbow. Yang et al. used CFD–DEM to simulate a pneumatic fertilizer distributor and optimized the top cover cone angle, corrugated pipe diameter, inlet wind speed, and other parameters [
14]. Mudarisov et al. measured the air velocity distribution, outlet air velocity range, seed mass concentration, seed Reynolds number, and seed dynamic inertia of a complete seed pneumatic conveying system, which provided a reference for constructing a mathematical model of air seed two-phase flow [
24].
When fertilizer particles enter the distributor from the elbow with the action of airflow, their motion state and spatial distribution change considerably, ultimately affecting the uniformity of the fertilizer discharge. It is not comprehensive to study the influence of elbows or distributors on particle movement alone; therefore, it is necessary to combine the two parts for experimental testing. The aim of this research was to optimize the parameters of different curvature diameter ratios of the elbow (R/D ratio), bellow length, wind speed, and other parameters through CFD–DEM simulation experiments to improve the accuracy of the lateral distribution of fertilization. A fertilization distributor was made according to the appropriate parameter combination obtained with the simulation test, and the test was verified on a bench and in the field. The work carried out is expected to provide a reference for improving the structural parameters of a pneumatic fertilization distributor.
2. Structure and Working Principle of Pneumatic Fertilizer Discharge System
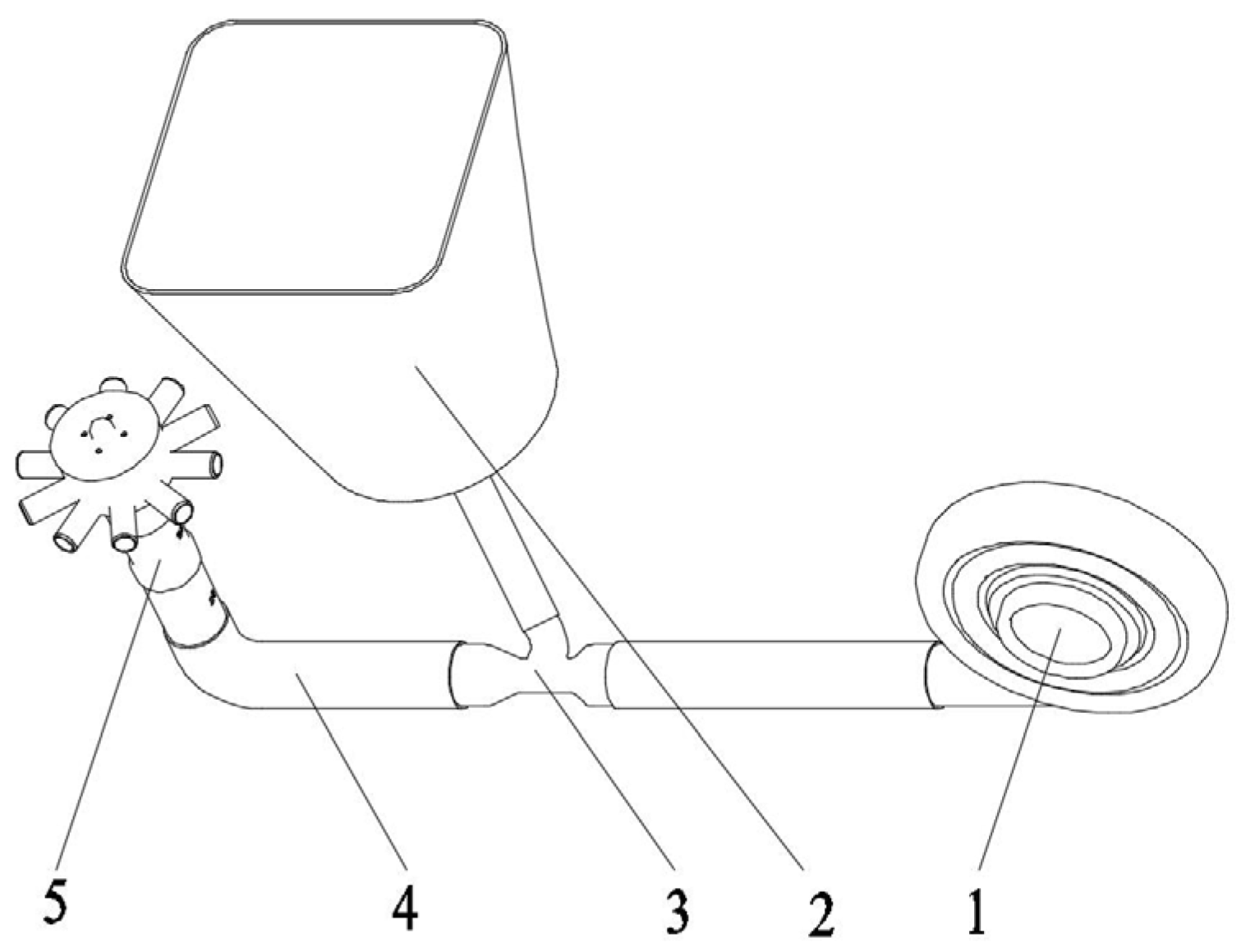
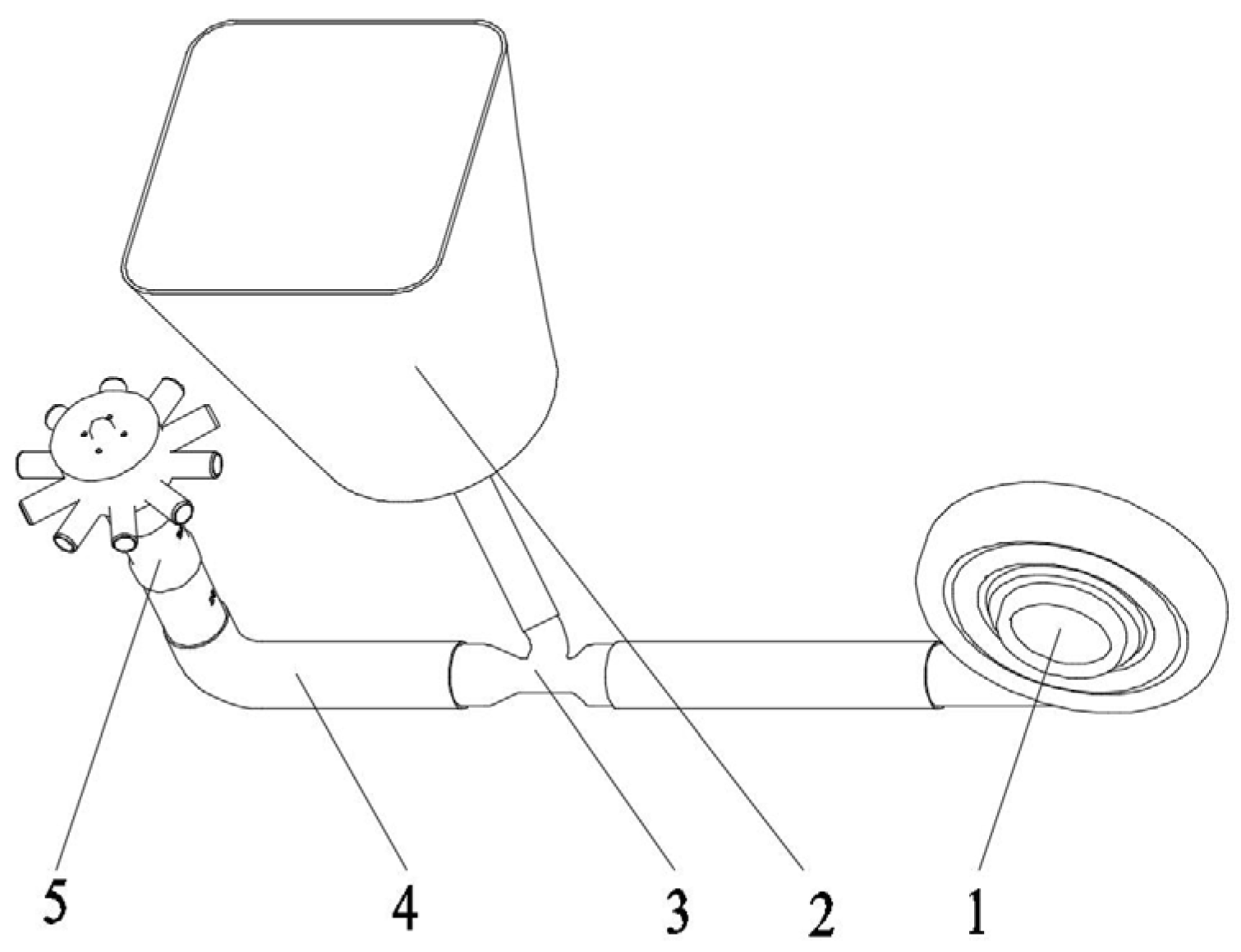
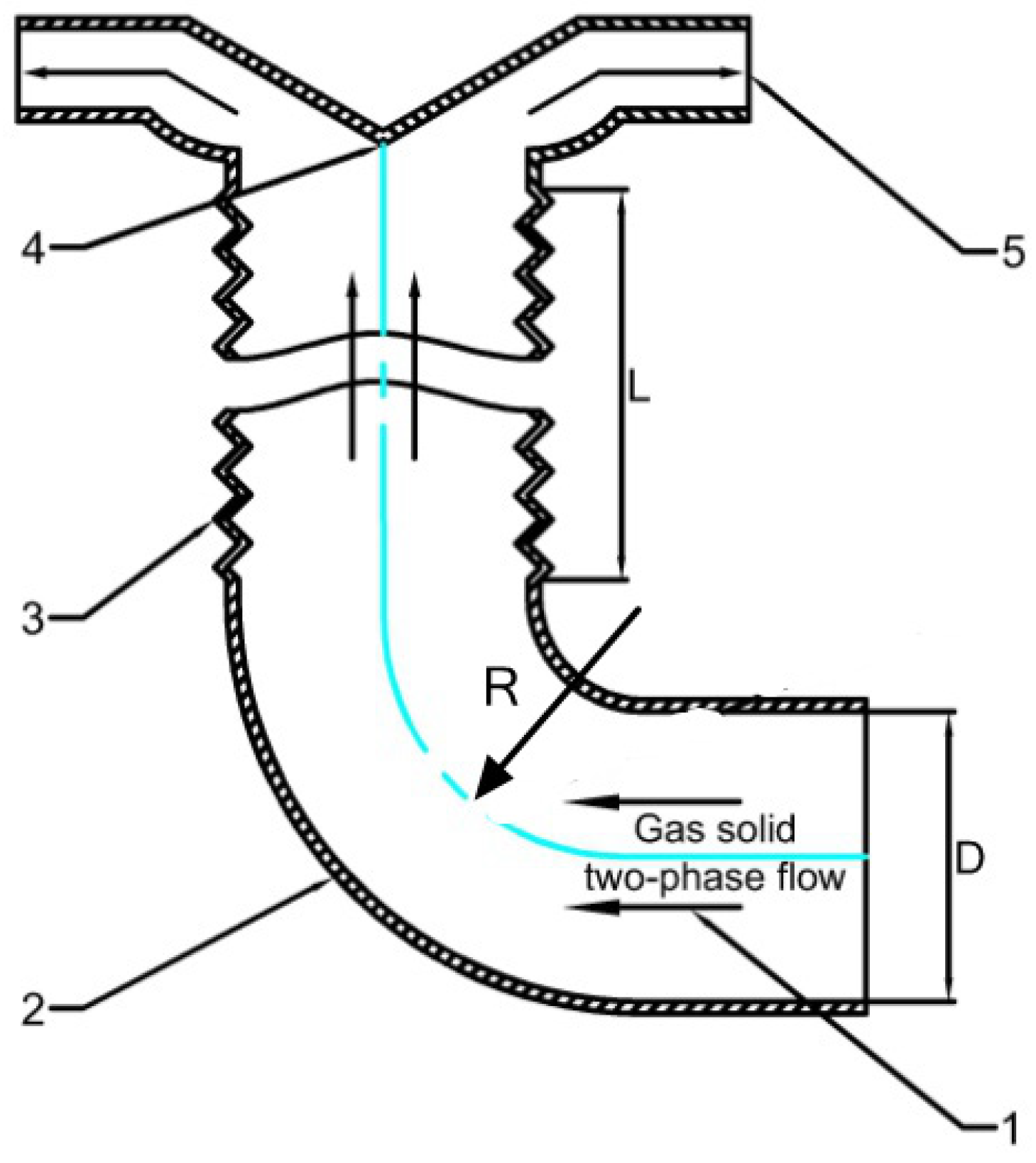
The structure of a pneumatic centralized fertilizer system is shown in
Figure 1. Its working process can be divided into four stages: feeding, mixing, conveying, and distribution. During the fertilization operation, the motor controls the feeding device to discharge the fertilizer particles quantitatively. The fertilizer particles are mixed with the high-speed airflow generated by the fan with the action of gravity and the Venturi effect. The air–fertilizer mixed flow is transported to the elbow of the vertical distributor through the horizontal pipe. After passing through the elbow, the flow moves vertically to the top of the distributor and is then uniformly discharged at each outlet with the action of the distributor top cover, and finally enters the field through the conveying pipe.
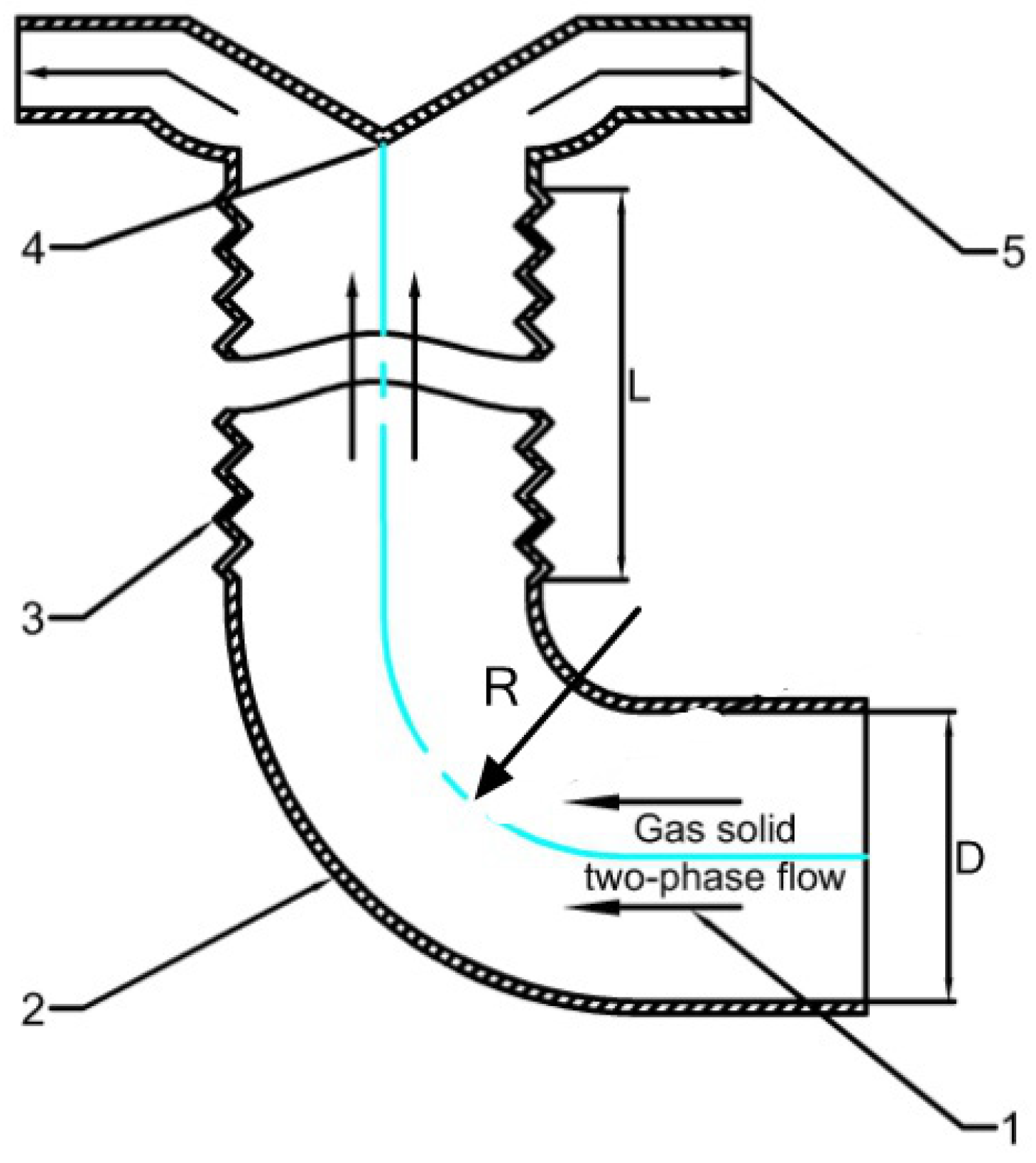
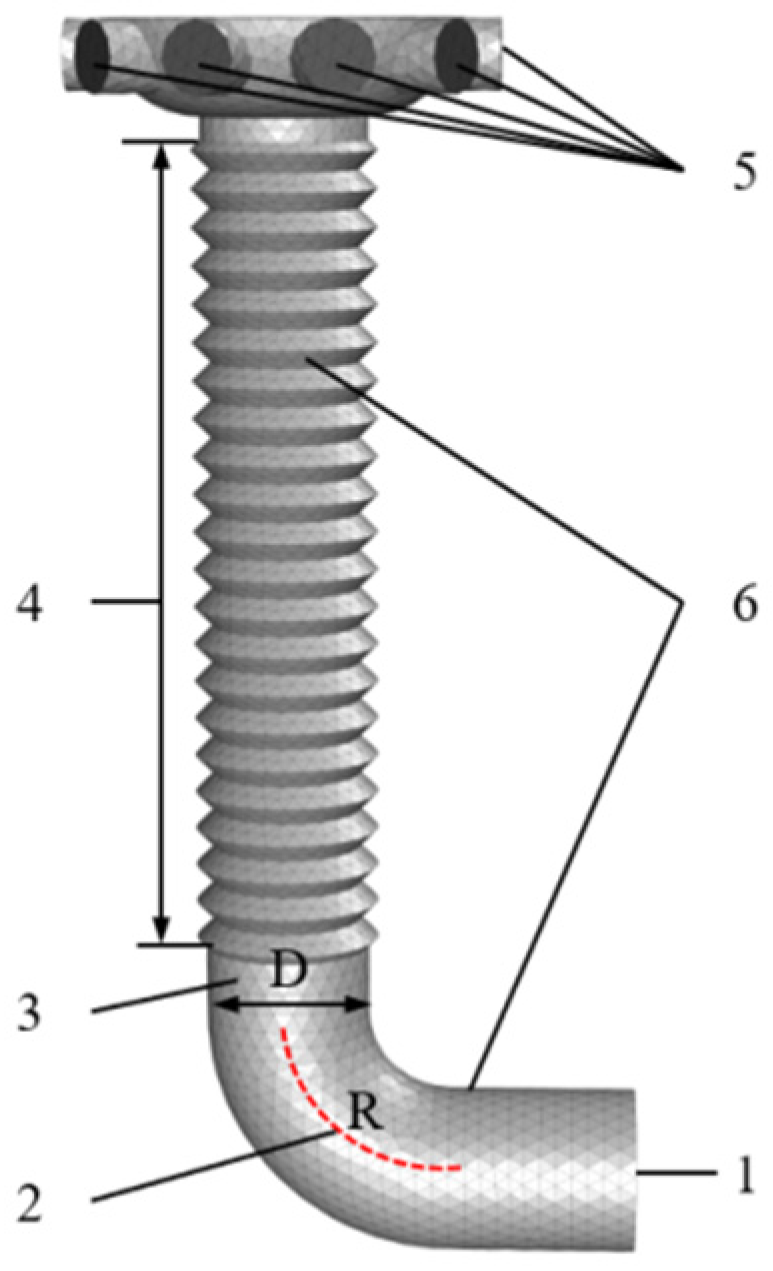
A vertical distributor is mainly composed of an inlet elbow, bellows, top cover, distributor shell, and outlet, as shown in
Figure 2. The airflow carries fertilizer particles from the elbow into the vertical corrugated pipe. Because the fertilizer particles climb along the sidewall at the elbow, they are concentrated on one side when entering the corrugated pipe, resulting in an uneven distribution in the radial direction. However, the edge of the corrugated pipe has a significant resistance to the gas, and the air velocity at the center is relatively high; therefore, the particles tend to concentrate toward the center, and a relatively uniform gas–fertilizer mixed flow is gradually formed. Finally, the gas–fertilizer mixed flow is discharged from the outlet due to the collision with the top cover and the gas pressure difference.
In the whole process of fertilizer discharge, the inlet airflow velocity (vg), particle feeding rate (Ms), corrugated pipe diameter (D), corrugated pipe length (L), and curvature diameter ratio of the elbow () have an essential impact on the uniformity of the fertilizer discharge.
4. Results and Discussion
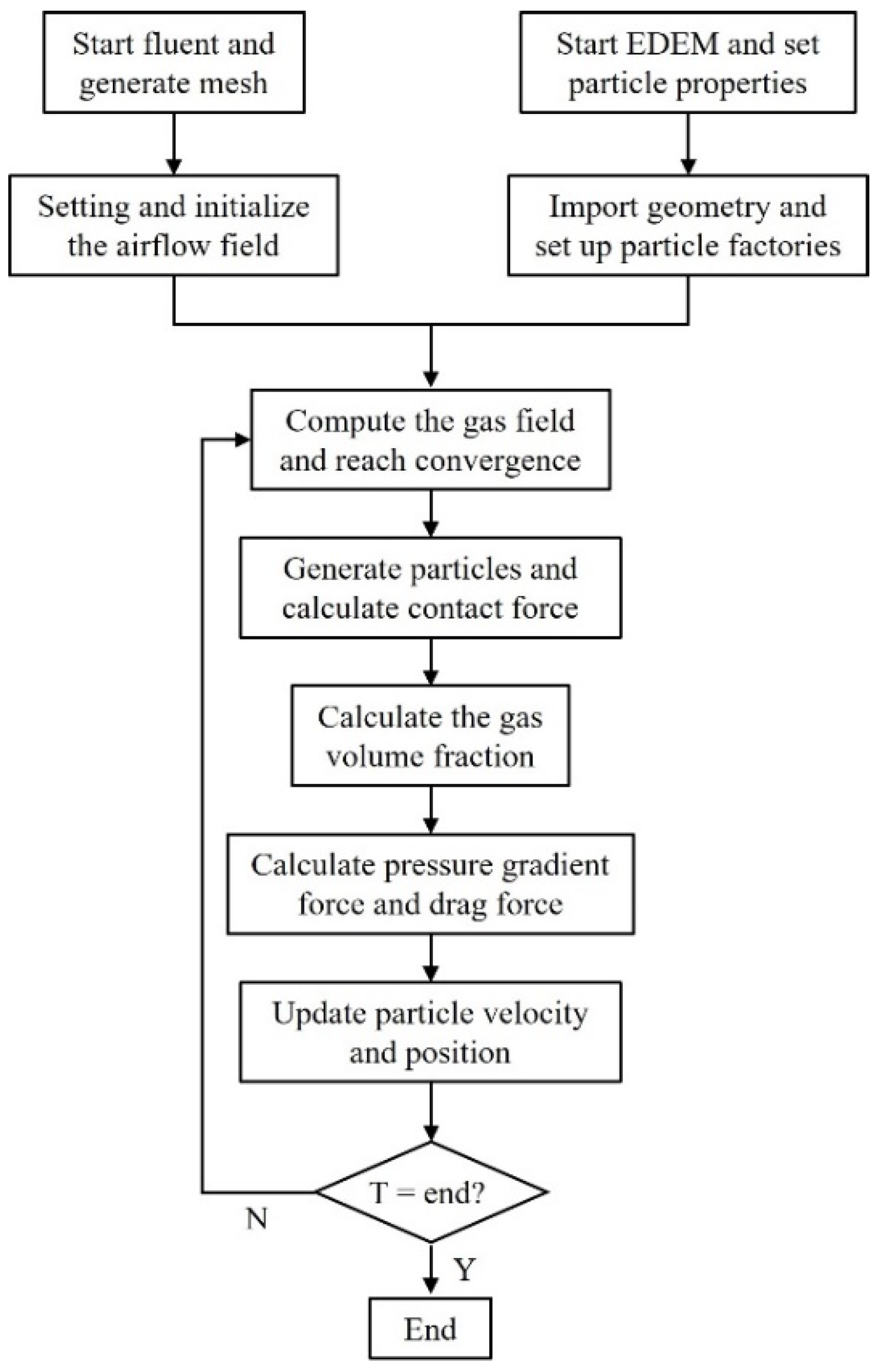
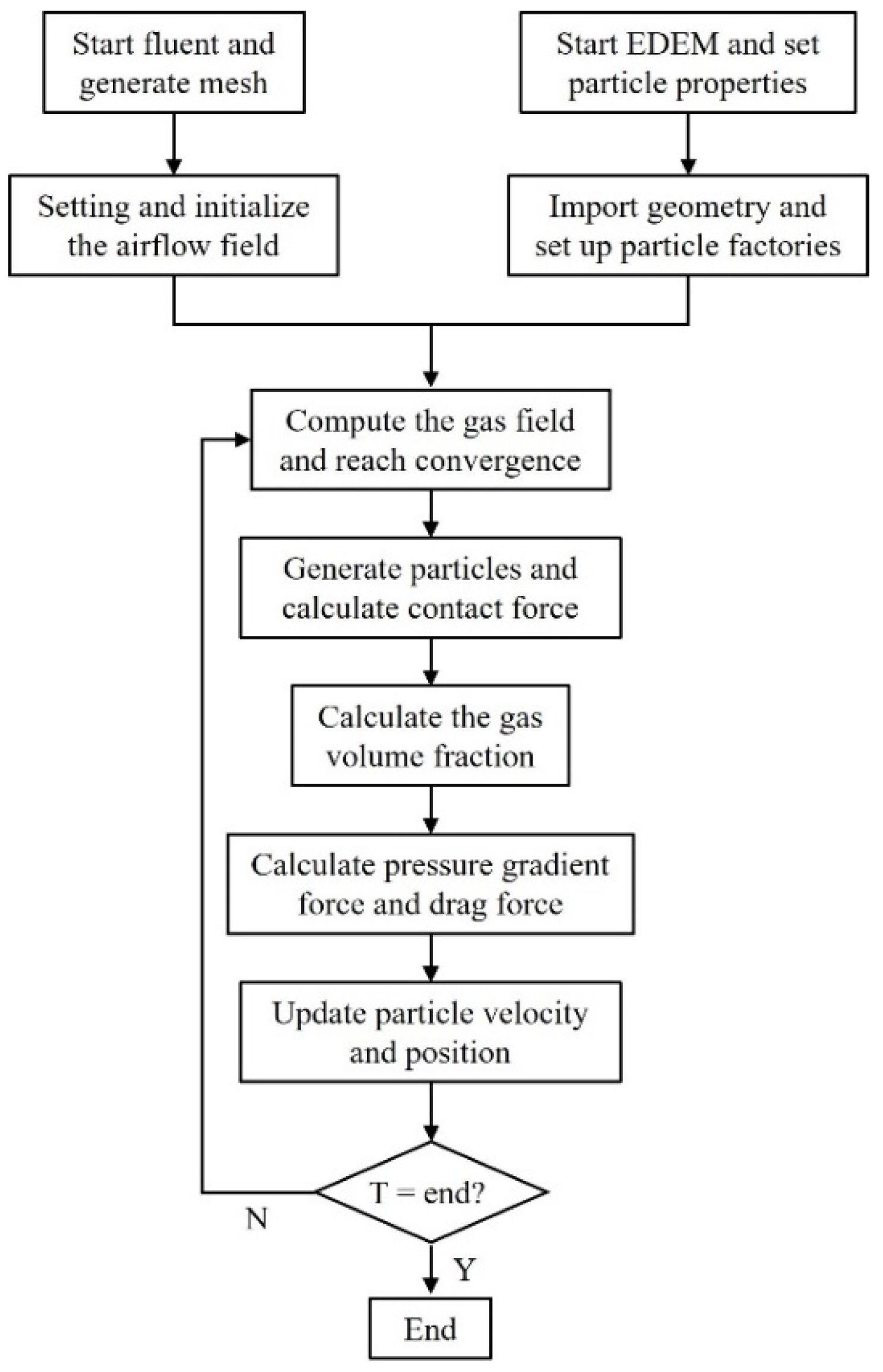
In the gas–solid coupling simulation, ANSYS Fluent and EDEM software were used to calculate the gas field and solid particles, and the momentum exchange between the gas and the solid was achieved with the user-defined function (UDF) coupling interface. The specific process is shown in
Figure 4. The geometric model of the distributor was imported into Fluent and meshed. The inlet, outlets, and walls were defined for the model, and the air velocity was set at the inlet. The
k-
ε standard turbulence model was selected as the turbulence model, and the time step was 1 × 10
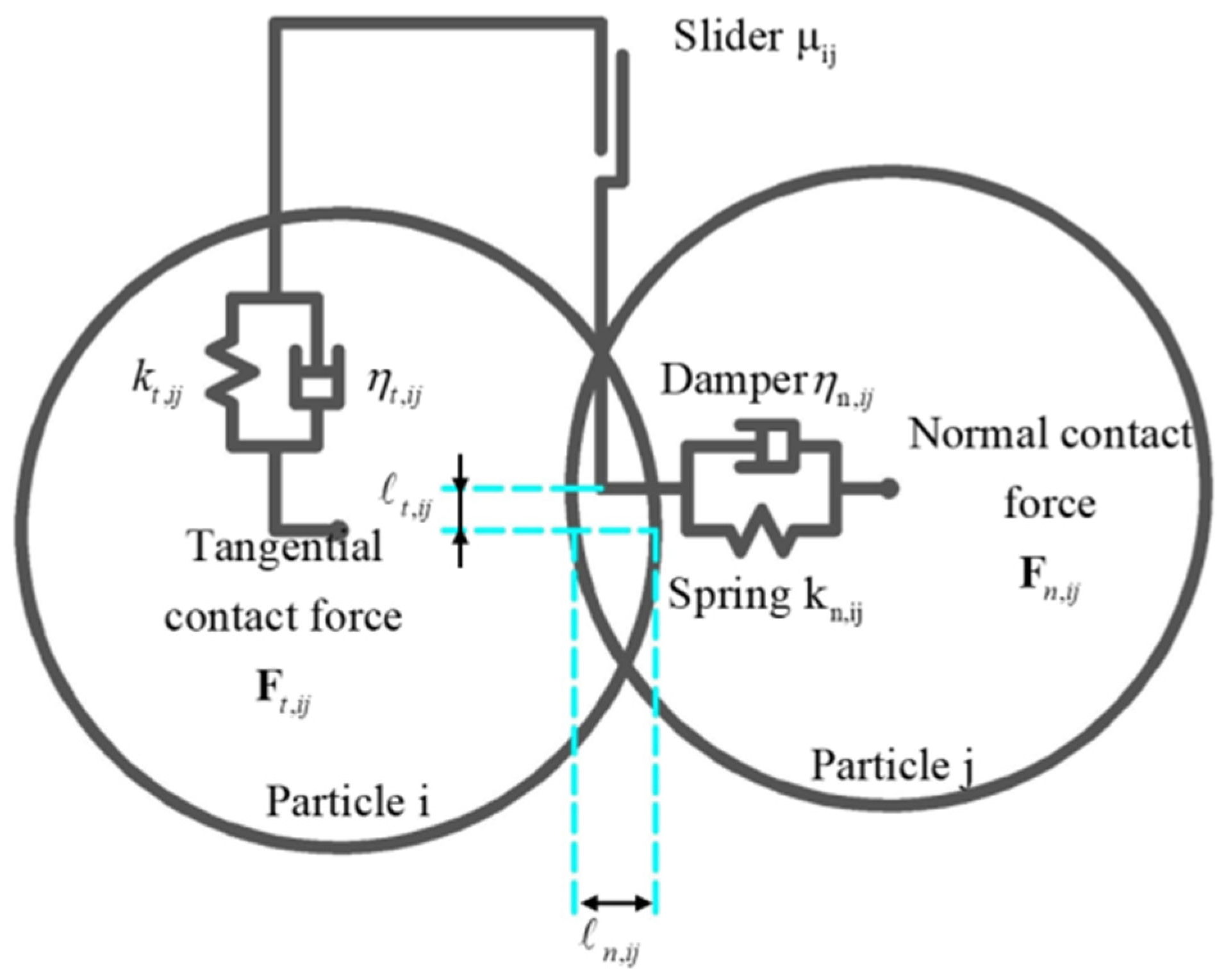
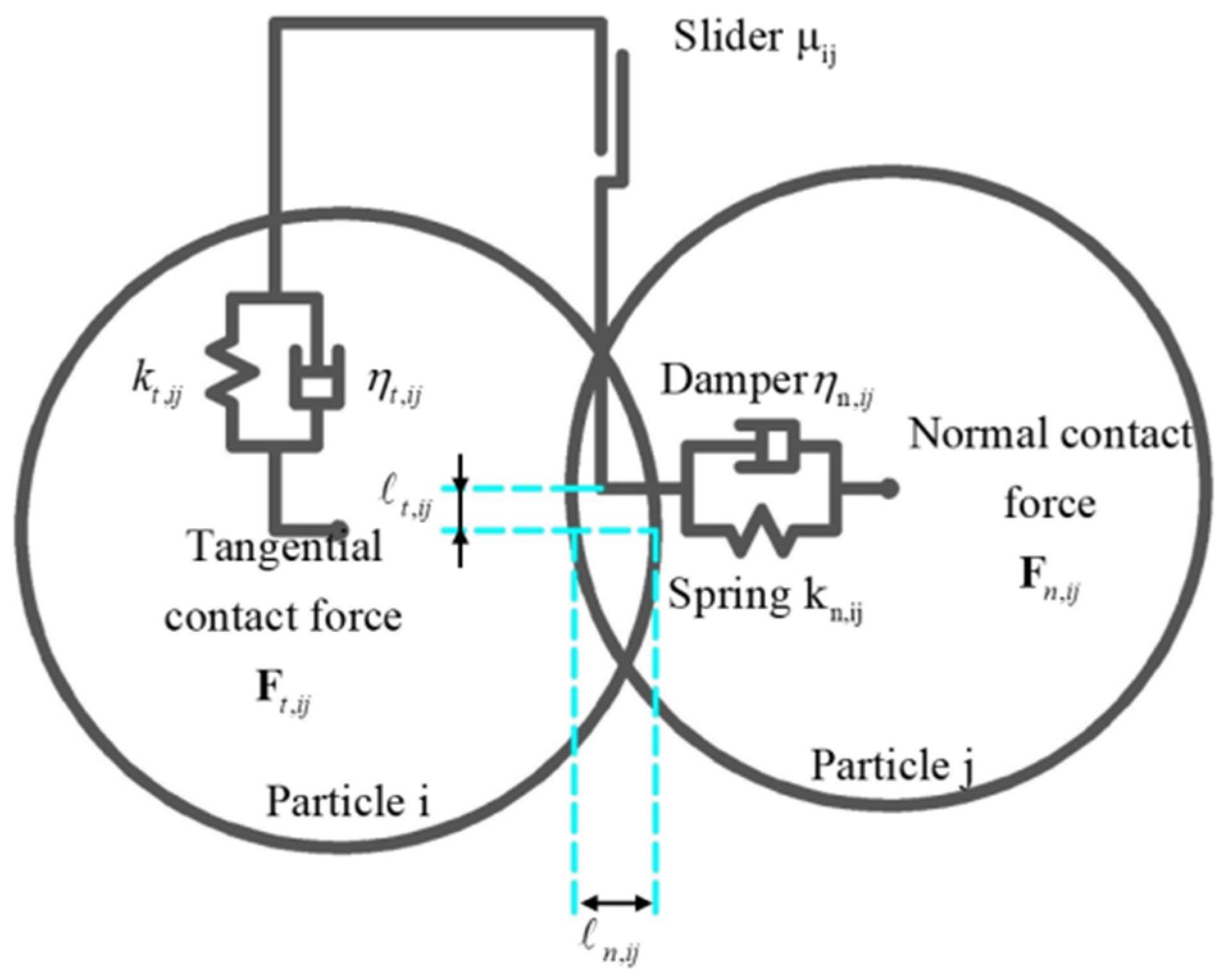
−4 s, with 20 iterations per step. In EDEM, the distributor inlet and outlet attributes were named and set, a particle factory was set at the inlet to generate fertilizer particles at a speed of 270 g/s, and the weight of fertilizer particles passing through each outlet was counted using a user-defined program. The fertilizer particles were set as spheres with a diameter that was randomly distributed between 2 and 4 mm, and the Hertz–Mindlin contact model was used as the particle collision model. The UDF program was used to connect the Fluent and EDEM software, and the Gidaspow drag model was added to Fluent. At the beginning of the simulation, Fluent generated the flow field environment first, and then EDEM generated particles for coupling after 0.1 s.
Table 1 shows the specific properties and parameters of the particles and airflow [
26].
4.1. Simulation Design
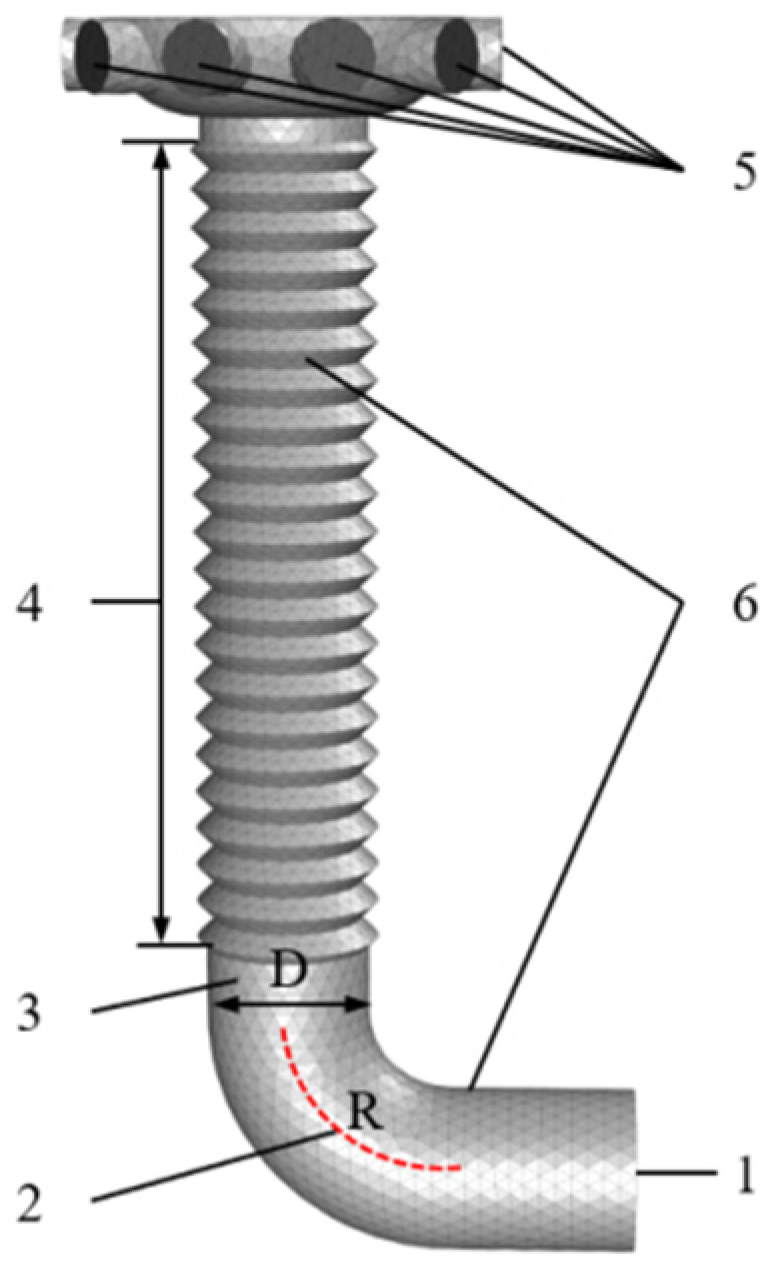
The experiment mainly tested the influence of different structural parameters of the distributor on the variation coefficient of the fertilizer discharge at each outlet. The main elements of the simulation model are shown in
Figure 5. The length of the corrugated pipe (
L), the
R/D ratio, and the inlet air velocity (
Vg) were taken as the test factors. Single-factor experiments with different parameters were used to study the effect of a single factor on the fertilizer performance for different levels. The single–factor experiment parameter settings are shown in
Table 2. The quadratic general rotary unitized design was used to study the effect of distributors with different parameter combinations on the fertilizer discharge uniformity. The parameter changes are shown in
Table 3.
The post-processing module of the EDEM software obtained the movement tracks and forces of the fertilizer particles. The user-defined function was loaded into the application programming interface to count the fertilizer weight flowing out of each outlet. To estimate the distribution accuracy, the coefficient of variation (CV) was used in this article.
4.2. Single Factor Test Results
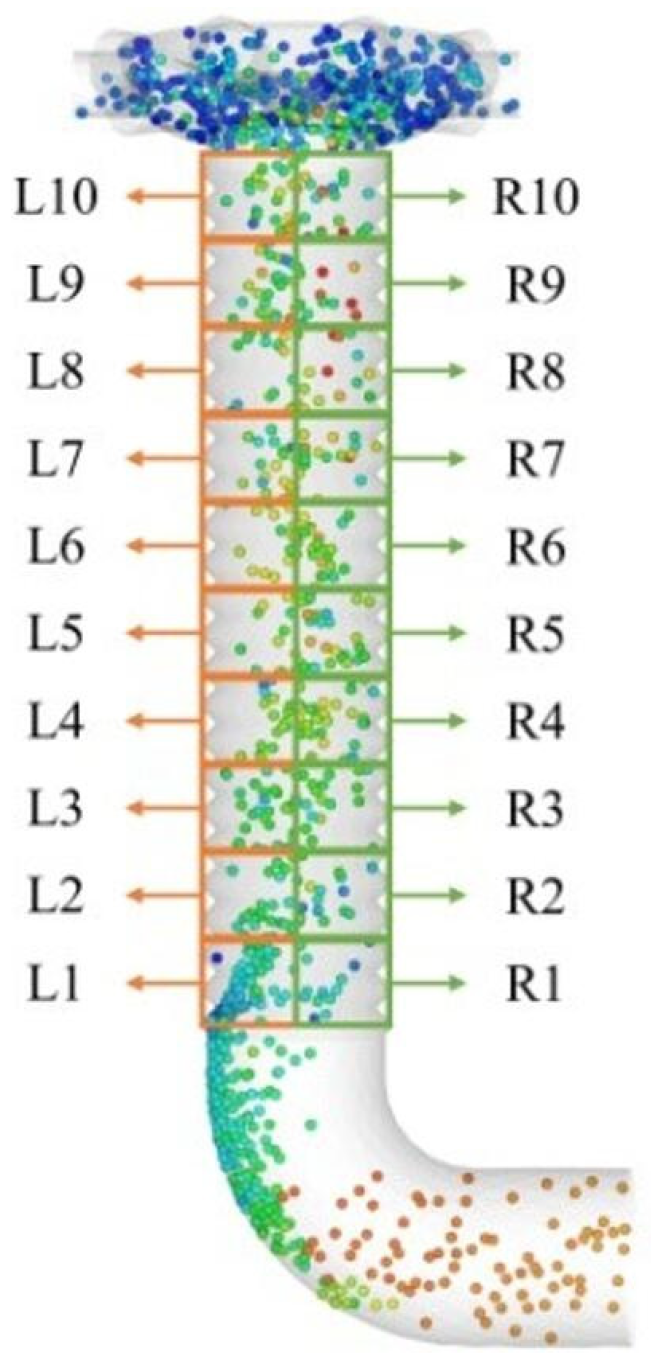
To test the influence of the length and the type of vertical pipeline on the particle distribution in the pipeline, as shown in
Figure 6, the pipeline was divided into two types: a smooth pipeline and a corrugated pipe. Ten areas were divided on the left (L1–L10) and right (R1–R10) sides of the pipeline, and the weight of the particles passing in 0.5–3 s in each area was counted. The
L/R ratio was defined to evaluate the uniformity of the particle distribution on the left and right sides of the pipe. The
L/R ratio can be expressed as follows:
where
MLi represents the mass of particles passing through the Li area on the left, and
MRi represents the mass of particles passing through the Ri area on the left.
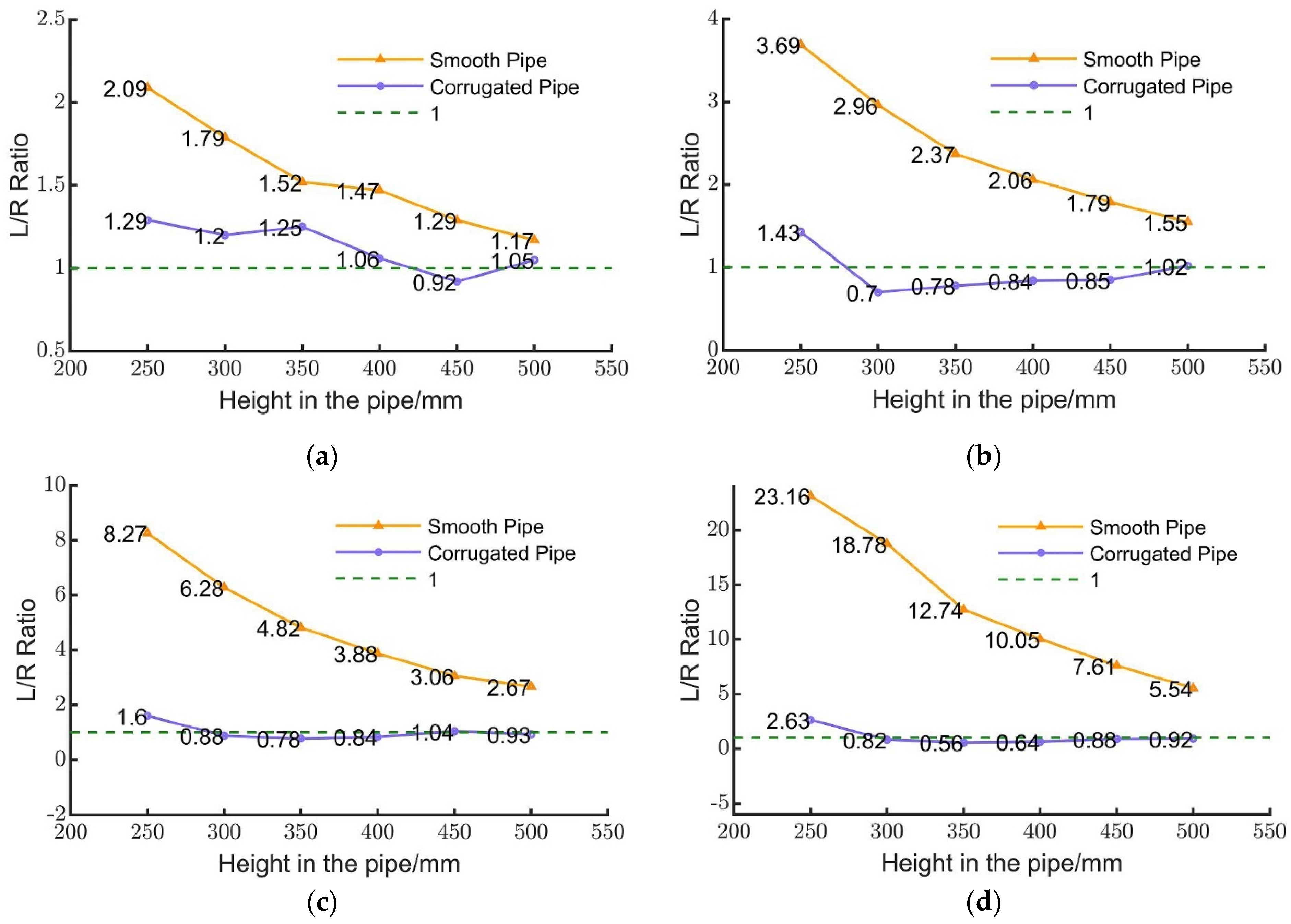
As shown in
Figure 7, as the height of the corrugated tube and the smooth tube increased, the mass ratio of the particles distributed on both sides of the tube gradually tended toward 1. However, compared with the smooth tube, the corrugated tube could converge
L/R to around 1 in a shorter length. It could be seen that the corrugated tube had certain advantages in uniformly distributing particles on both sides of the tube.
In the vertical smooth tube, as the value of
R/D gradually increased, the
L/R ratio increased significantly, indicating that a larger
R/D value was not conducive to the uniform mixing of particles in the smooth vertical tube. In the vertical bellows, when the
R/D value was in the range of 0.5–1, the
L/R ratio could converge to around 1 at a vertical tube height of 400 mm. As shown in
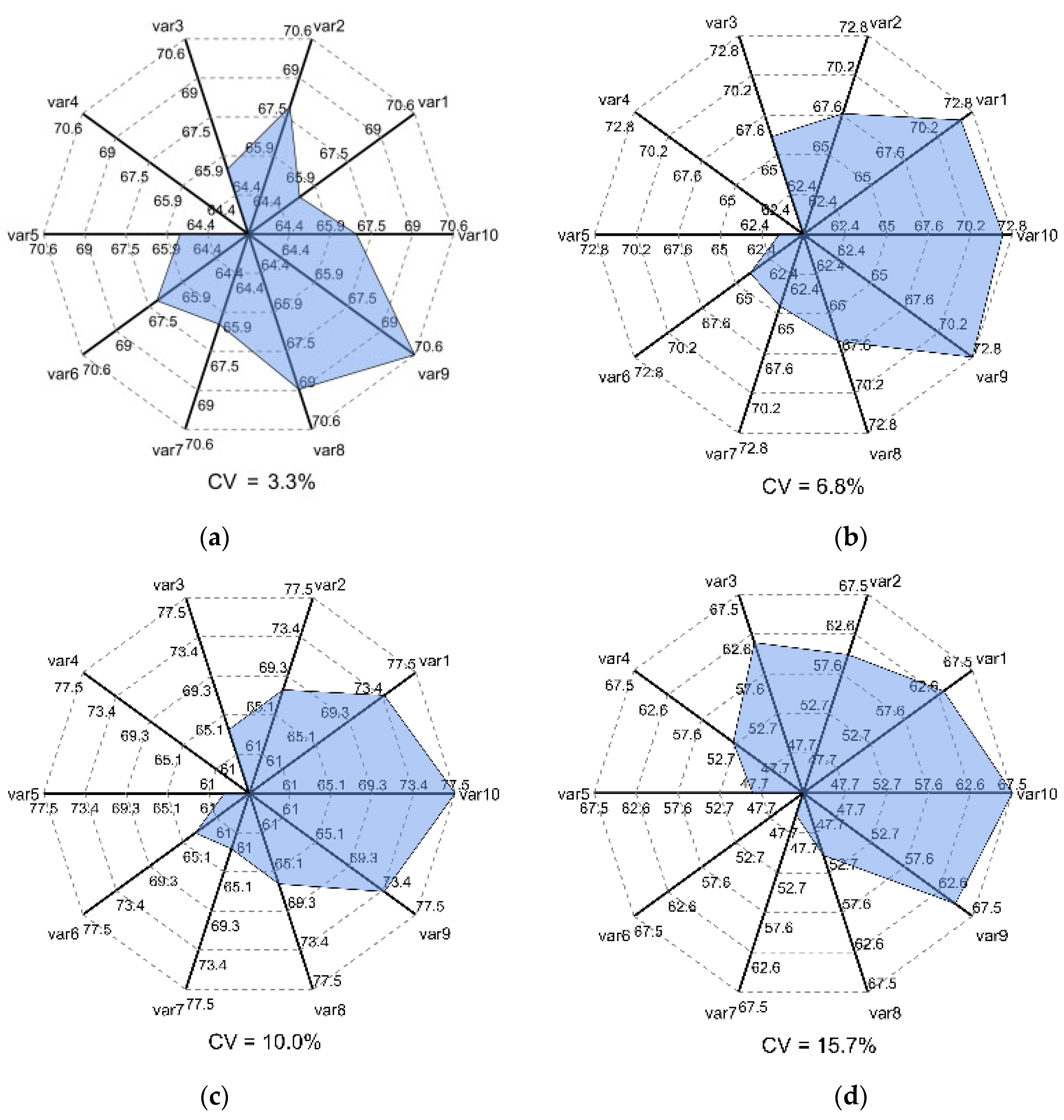
Figure 8, var10 is the exit facing the entrance direction of the elbow (corresponding to the right side of
Figure 6). With the action of elbows with different
R/D ratios, there were more particles distributed on the right half than on the left. When the
R/D ratio was 2, this phenomenon was more obvious, leading to a significant increase in the CV. Therefore, the appropriate
R/D ratio value was between 0.5 and 1.5.
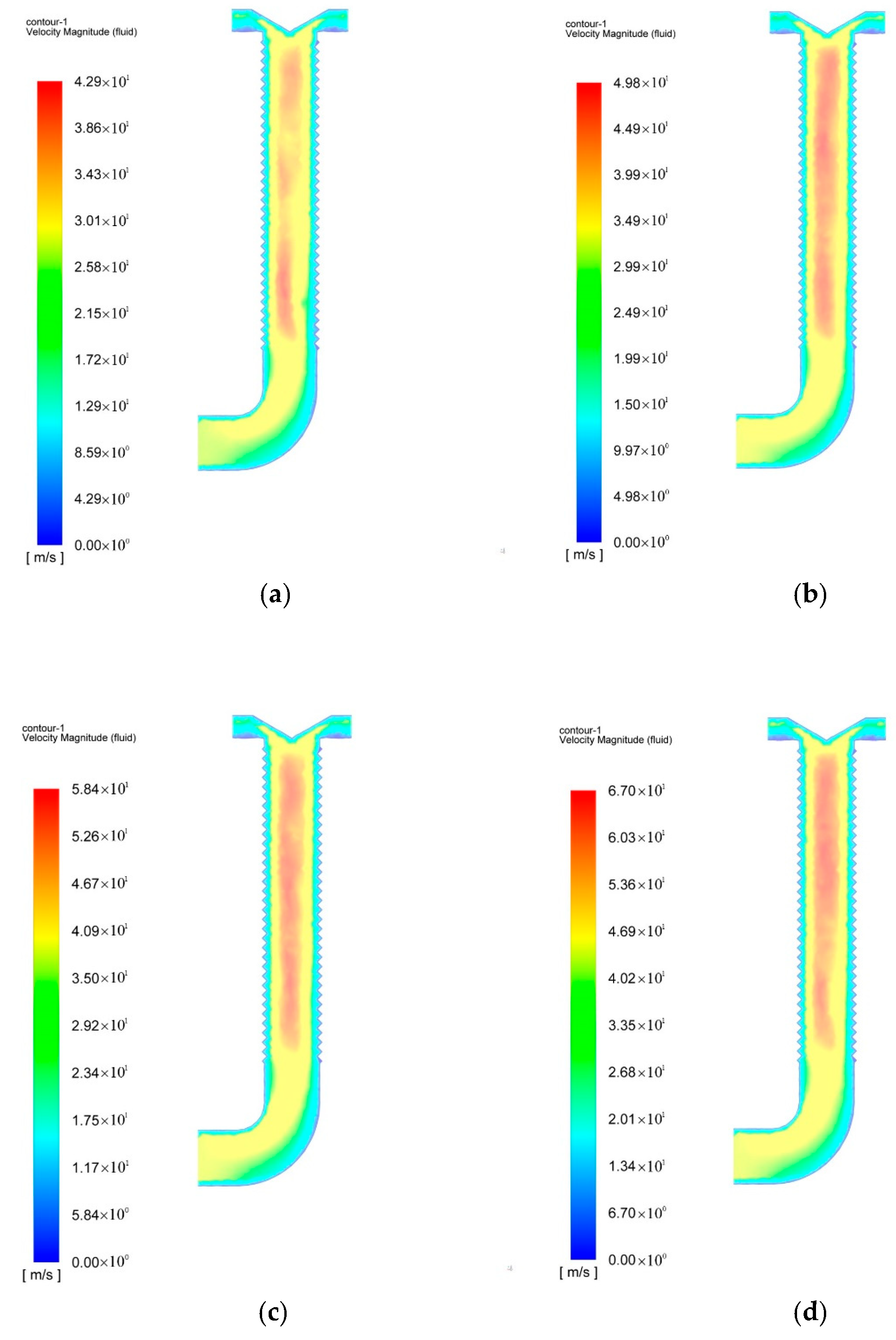
As the inlet air velocity increased, the peak air velocity at the center of the corrugated pipe increased from 43 m/s to 67 m/s, and the airflow energy was significantly improved. The excessive air velocity could not only easily cause particle breakage but could also increase unnecessary energy consumption. Therefore, the air velocity could not be too high.
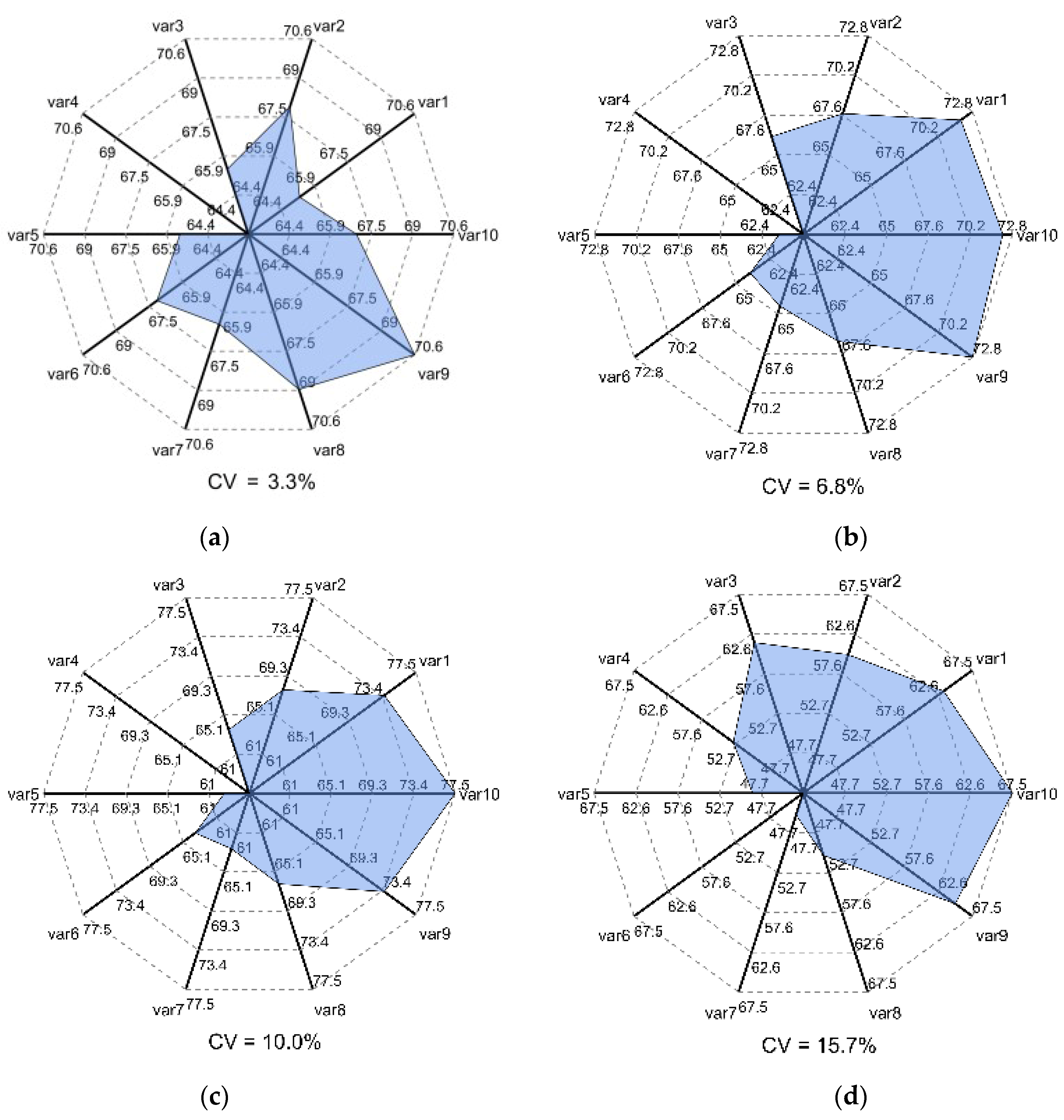
Figure 9 shows the coefficient of variation for the consistency of the displacement of each row corresponding to the four airflow speeds. As shown in
Figure 10, the airflow speed increased from 25 m/s to 40 m/s, the coefficient of variation increased from 5.5 to 10.4, and the uniformity gradually decreased. Therefore, the airflow speed was appropriate. The value range had to be 25–35 m/s.
4.3. Combination Test Results
Design–Expert software was used to perform a quadratic regression analysis of the test data. The test results are shown in
Table 4, and the results of variance analysis are shown in
Table 5. The
R/D ratio, bellow length, and airflow velocity had extremely significant effects on the coefficient of variation of the displacement consistency of each row. The order of the primary and secondary factors affecting the coefficient of variation of the displacement consistency of each row is as follows: the
R/D ratio, bellow length, and airflow speed. There was a significant interaction between the length of the bellows and the bending diameter ratio of the elbow, and there was a certain interaction between the bending diameter ratio of the elbow and the airflow velocity. The -value of the lack of fit term of the regression model was not significant, and the regression equation was not lost. The regression equation of
Y, which is the coefficient of variation in the distribution of fertilizers, is as follows:
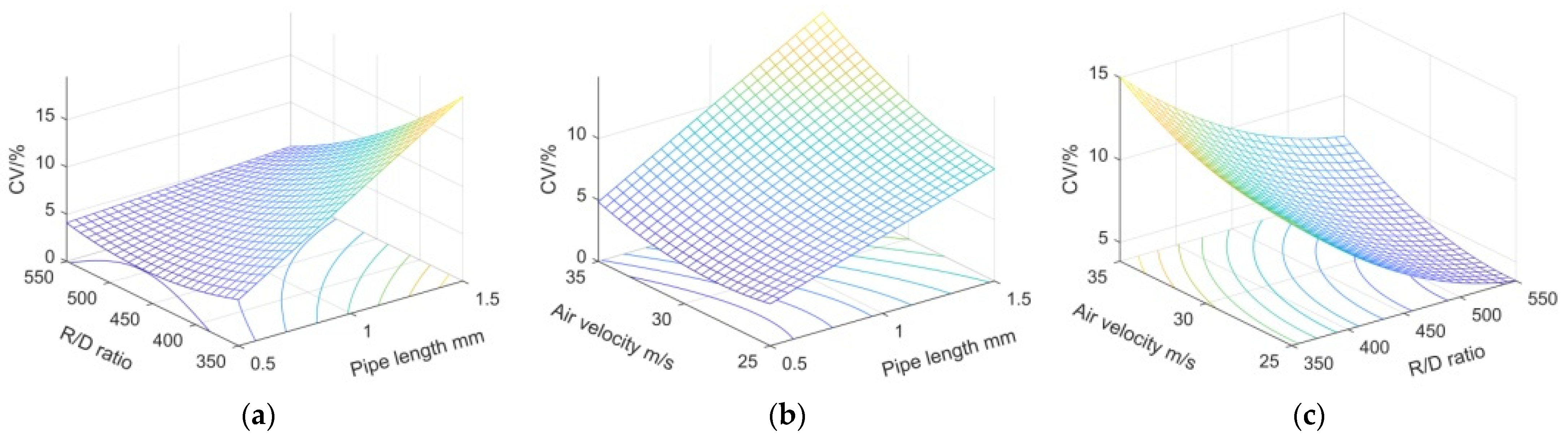
The interaction of the bending diameter ratio of the elbow and the length of the bellows on the coefficient of variation is shown in
Figure 11a. When the airflow velocity was at the zero level, the length of the corrugated pipe was fixed, and the bending diameter ratio of the elbow was positively correlated with the coefficient of variation. The better range of the ratio was 0.5–0.7. When the bending diameter ratio of the elbow was constant, as the length of the bellows increased, the coefficient of variation first decreased and then increased. The preferred range of the length of the bellows was 400–500 mm.
The interaction of the bending diameter ratio and the airflow velocity of the elbow on the variation system is shown in
Figure 11b. When the length of the bellows was at the zero level, the airflow velocity was fixed and the bending diameter ratio of the elbow was positively correlated with the coefficient of variation. The preferred range was 0.5–0.7. The bending diameter ratio of the elbow was in the range of 0.5–0.7, and the coefficient of variation had a minimum value. As the air velocity increased, the coefficient of variation first decreased and then increased. The optimal range of air velocity was 25–30 m/s.
The interaction of the air velocity and the length of the bellows on the coefficient of variation is shown in
Figure 11c. When the bending diameter ratio of the elbow was at the zero level, the air velocity decreased, the length of the bellows increased, and the coefficient of variation decreased. The minimum value corresponded to the air velocity range from 25 m/s to 30 m/s, and the bellow length ranged from 500 mm to 550 mm.
4.4. Bench Test
To verify the simulation results, a bench test was carried out using a pneumatic fertilizer discharging device test platform at the Intelligent Agricultural Machinery Laboratory of the Nanjing Institute of Agricultural Mechanization, Ministry of Agriculture and Rural Affairs. The study was conducted using a pneumatic centralized fertilizer discharge device (
Figure 12). In the process of fertilizer discharge, the inlet air velocity was changed by controlling the fan speed, and the amount of fertilizer discharge was controlled by changing the speed of the fertilizer discharge groove wheel with the motor. There were yarn bags under each outlet pipe to collect the discharged fertilizer particles. Each experiment was conducted three times, and the fertilizer weight in the yarn bag was measured to obtain the average value.
The bench test data are shown in
Table 6. The distributors with different test conditions, different fertilization rates, and different inlet wind speeds had a certain impact on the coefficient of variation of the discharge consistency of each row, but the overall coefficient of variation was not significant, and the coefficient of variation was much less than the 13% required in the technical specifications for the weight evaluation of fertilization machinery. The distributor could work normally under the conditions of different fertilization rates, the coefficient of variation did not exceed 5% under the conditions of small and large displacements, and the performance of the distributor was good. The test results showed that when the length of the bellows was 460 mm, the bending diameter ratio was 0.6, and the inlet air velocity was 28 m/s, the uniformity of the distributor was best, and the results were consistent with the simulation results.
5. Conclusions
Single-factor tests were carried out on the elbow diameter ratio, the length of the bellows, and the air velocity. The experiments showed that with the increase of the bending diameter ratio, the climbing phenomenon of the particles along the unilateral tube wall was more obvious, and it was easier to concentrate on one side, which was not conducive to the uniform mixing of particles and airflow. After the particles collided with the wall of the bellows and with the action of the radial and axial pressure difference of the airflow, they gradually mixed evenly with the airflow. The increase of the inlet air velocity caused the extreme value of the air velocity in the pipeline to increase significantly, which could easily cause particle breakage and was not conducive to reducing the coefficient of variation of the uniformity of the displacement of each row. It was determined that the value range of the bending diameter ratio of the elbow should be 0.5–1.5, the value of the bellow length should be in the range of 300–500 mm, and the inlet air velocity should be in the range of 25–35 m/s.
Through the quadratic orthogonal rotation combination experiment, the regression equation of the coefficient of variation of the displacement consistency of each row and each factor was obtained. After the analysis of variance, the importance of the factors affecting the coefficient of variation of the displacement consistency of each row was sorted as the elbow diameter, ratio, length of bellows, and air velocity. There was an interaction between the length of the bellows and the bending diameter ratio of the elbow, as well as between the airflow velocity and the bending diameter ratio of the elbow. The regression equation function was optimized and solved, and a variety of optimized parameter combinations were obtained, from which the optimal parameter combination was selected: the length of the bellows was 460 mm, the bending diameter ratio of the elbow was 0.6, and the inlet air velocity was 28 m/s. The bench test was performed on the optimal combination obtained by the simulation. The coefficient of variation of the distributor did not exceed 5% for the condition of increasing the displacement from a small displacement to a large displacement.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}