
Performance Investigation of the Incorporation of Ground Granulated Blast Furnace Slag with Fly Ash in Autoclaved Aerated Concrete

 , , , , and
, , , , and 
Abstract
:1. Introduction
2. Materials
2.1. Cement
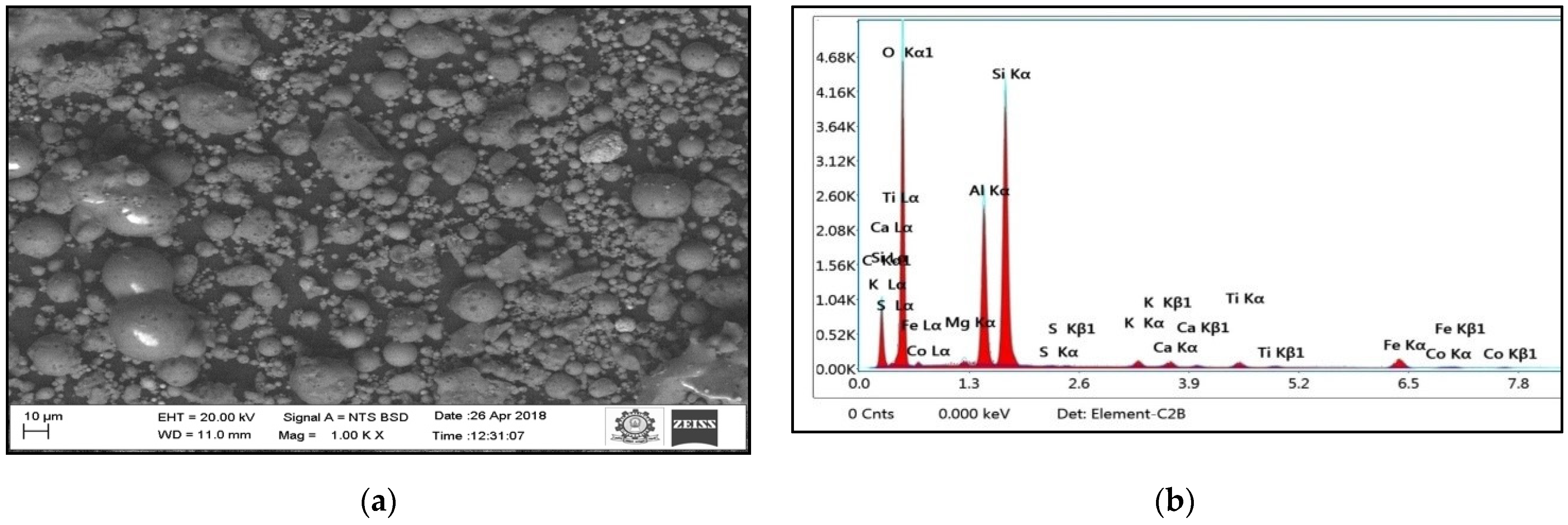
2.2. Fly Ash
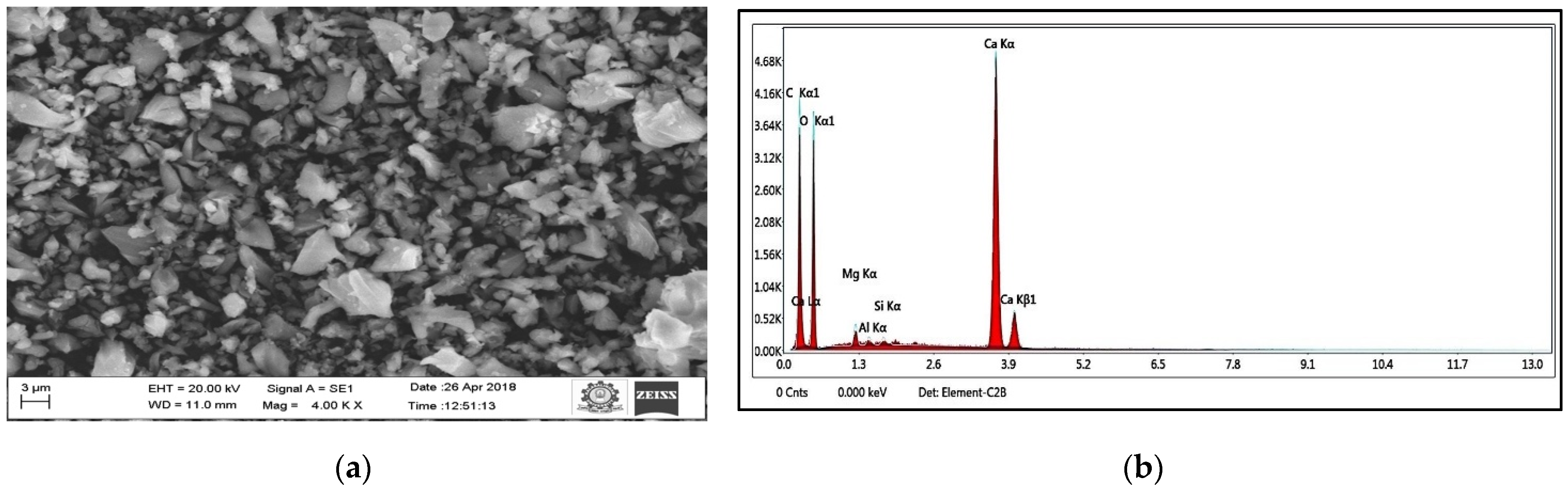
2.3. Lime Powder
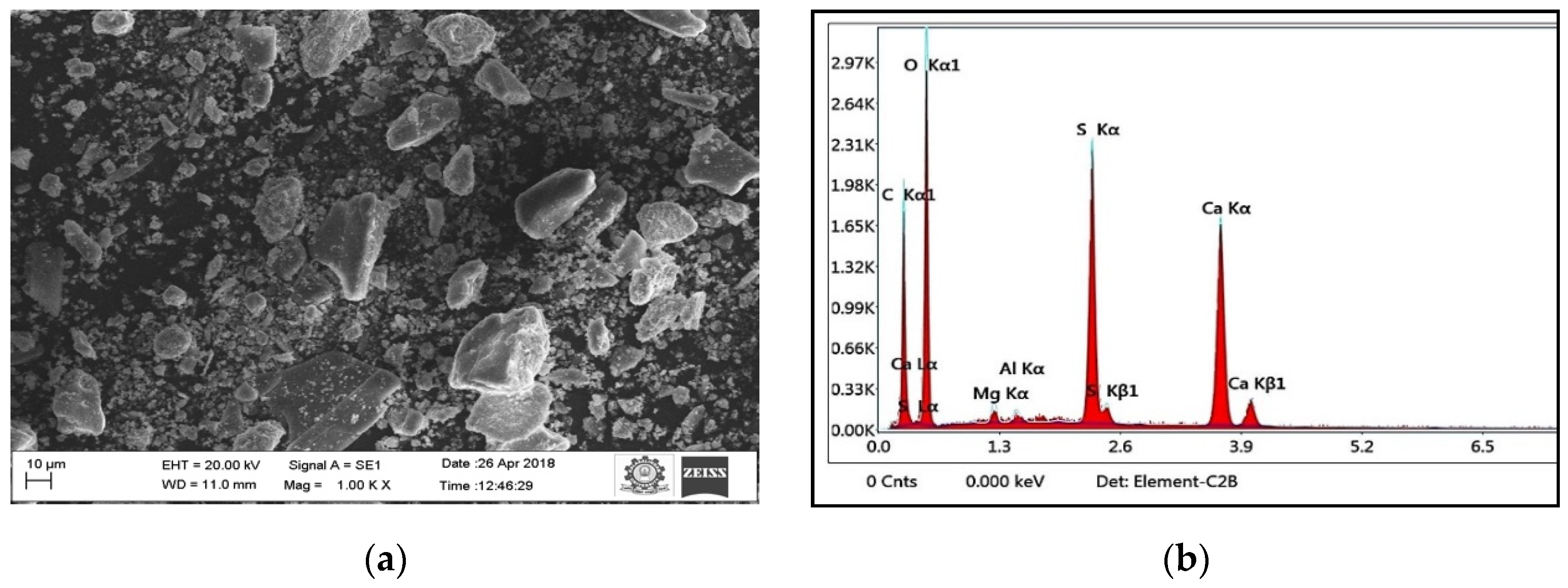
2.4. Gypsum
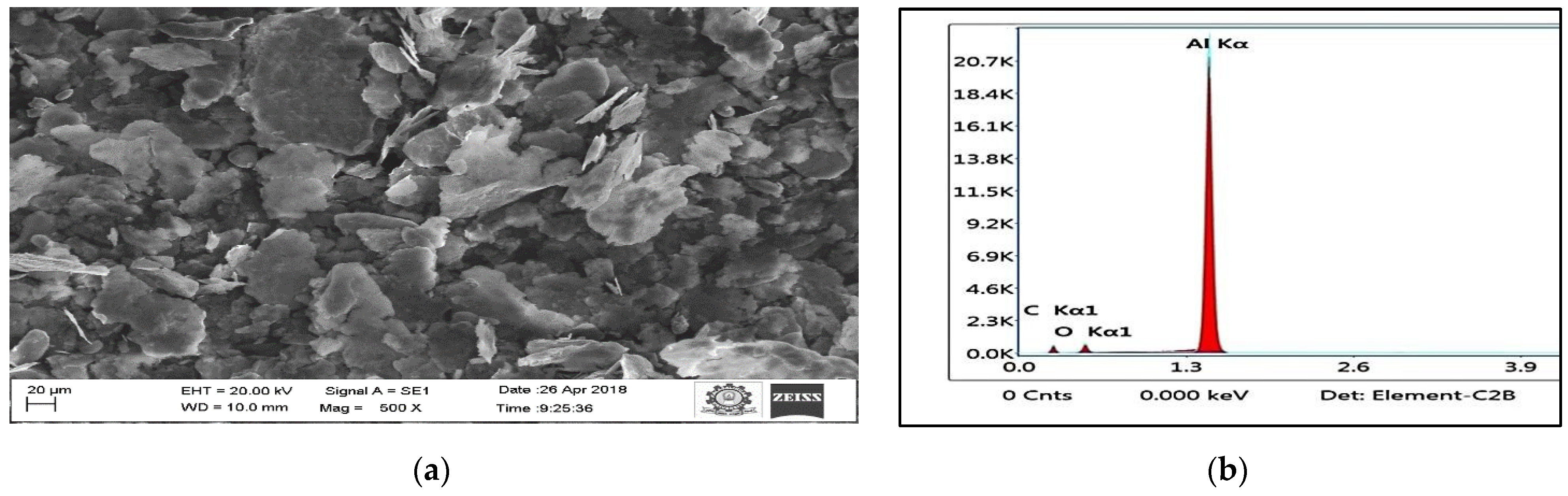
2.5. Aluminum Powder
2.6. Ground Granulated Blast Furnace Slag (GGBS)
2.7. Water
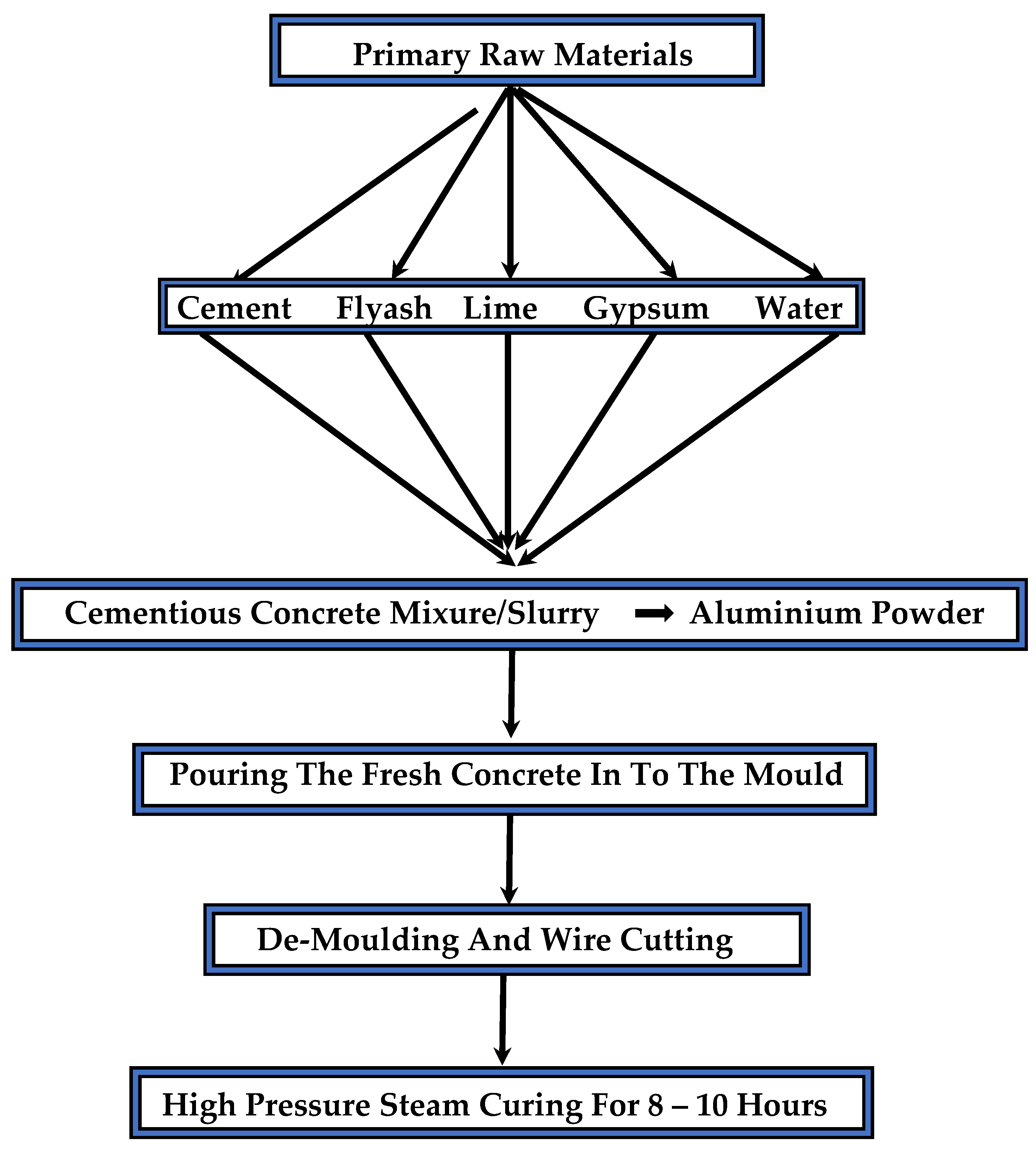
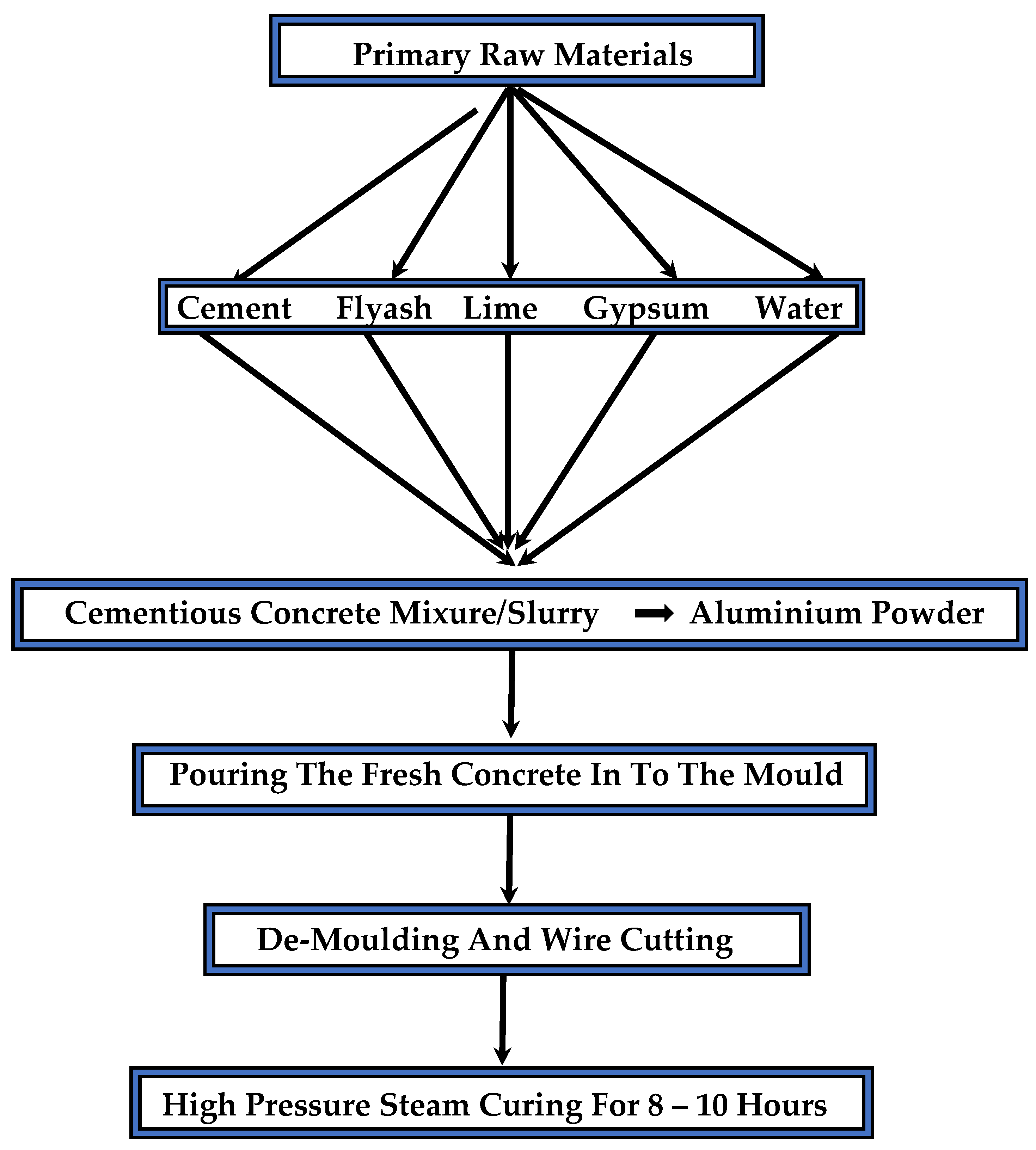
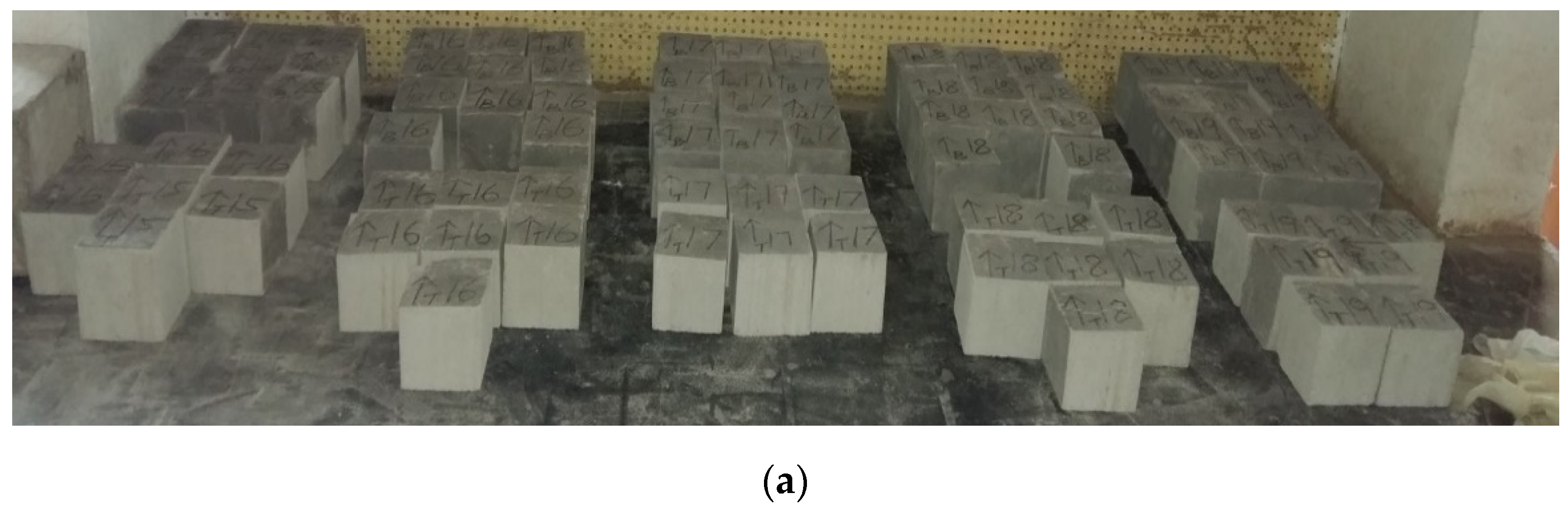
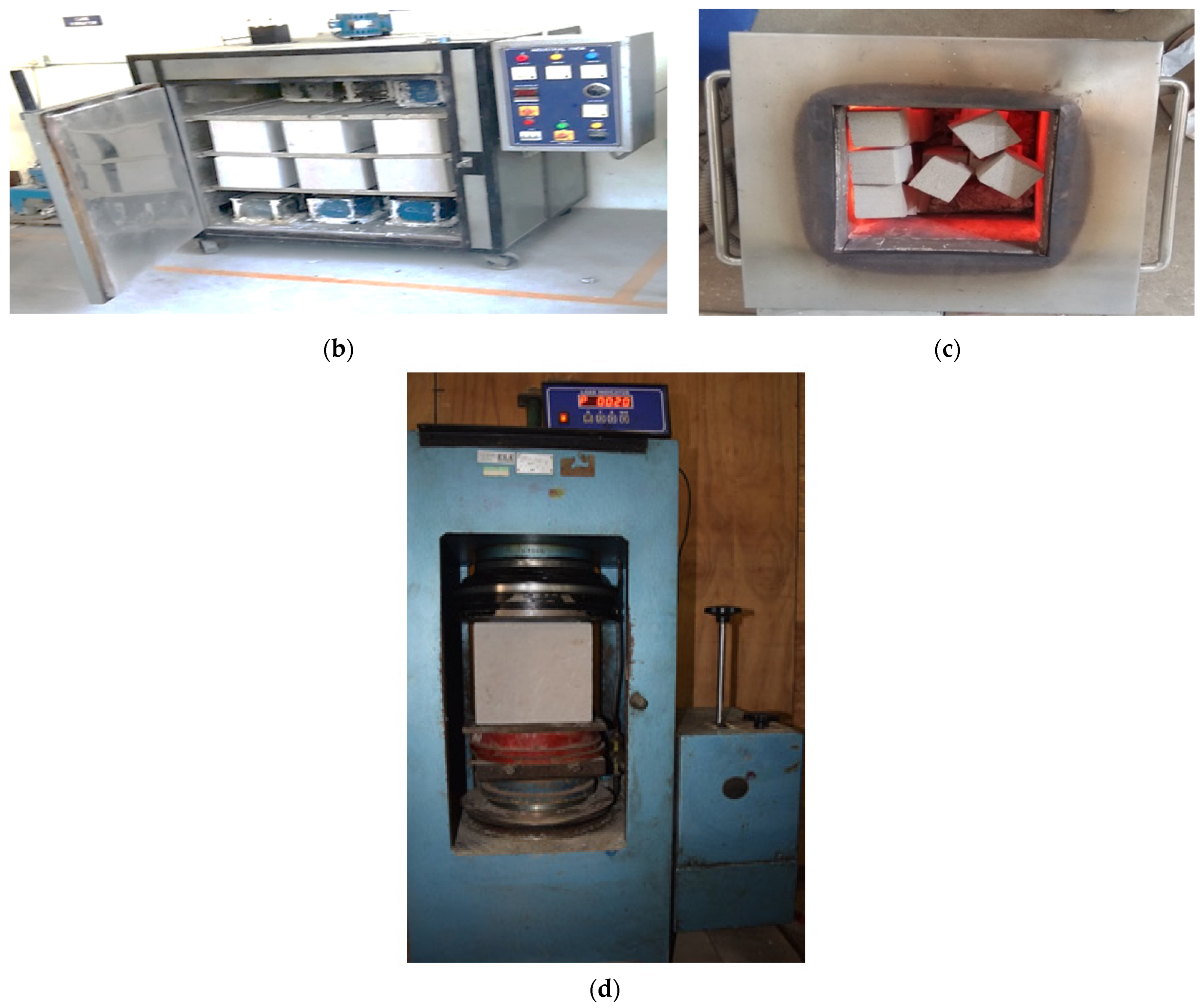
3. Preparation of Specimens
4. Results and Discussions
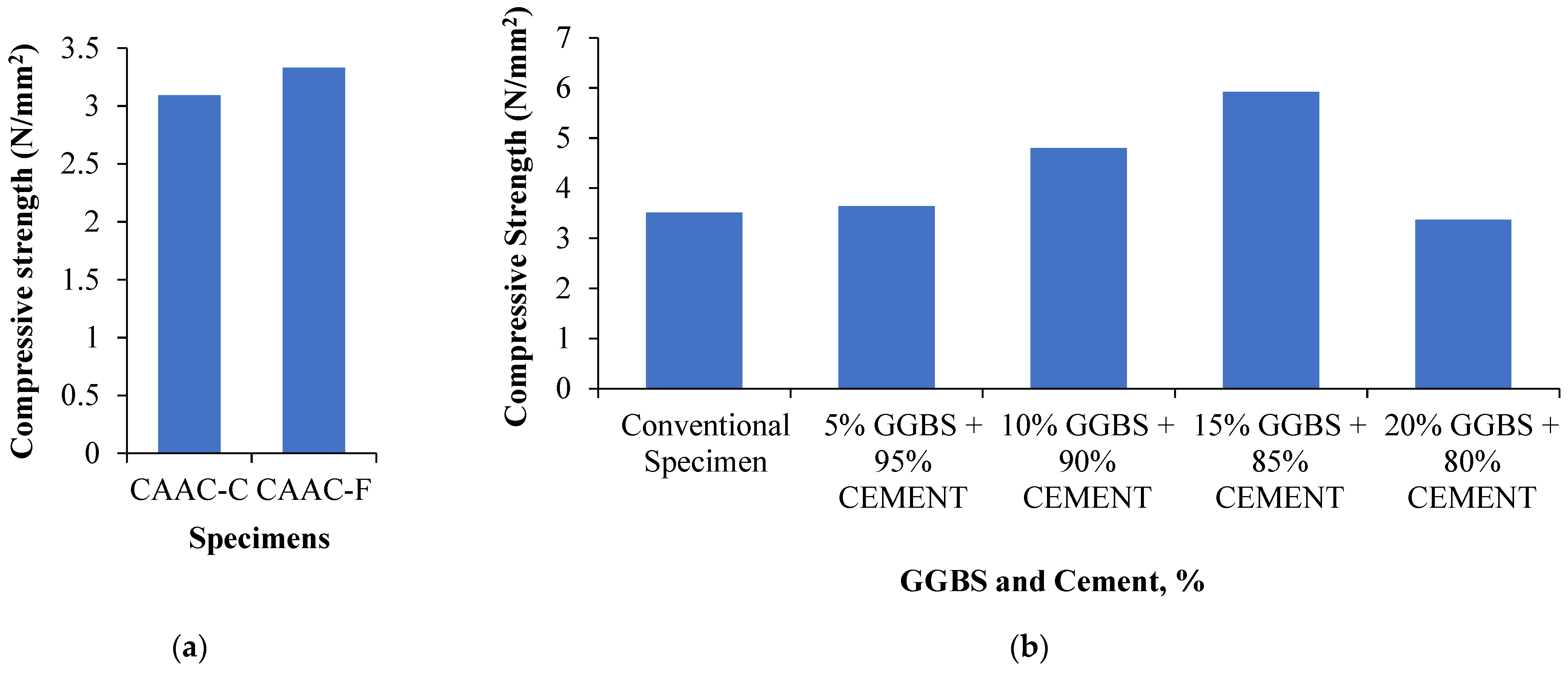
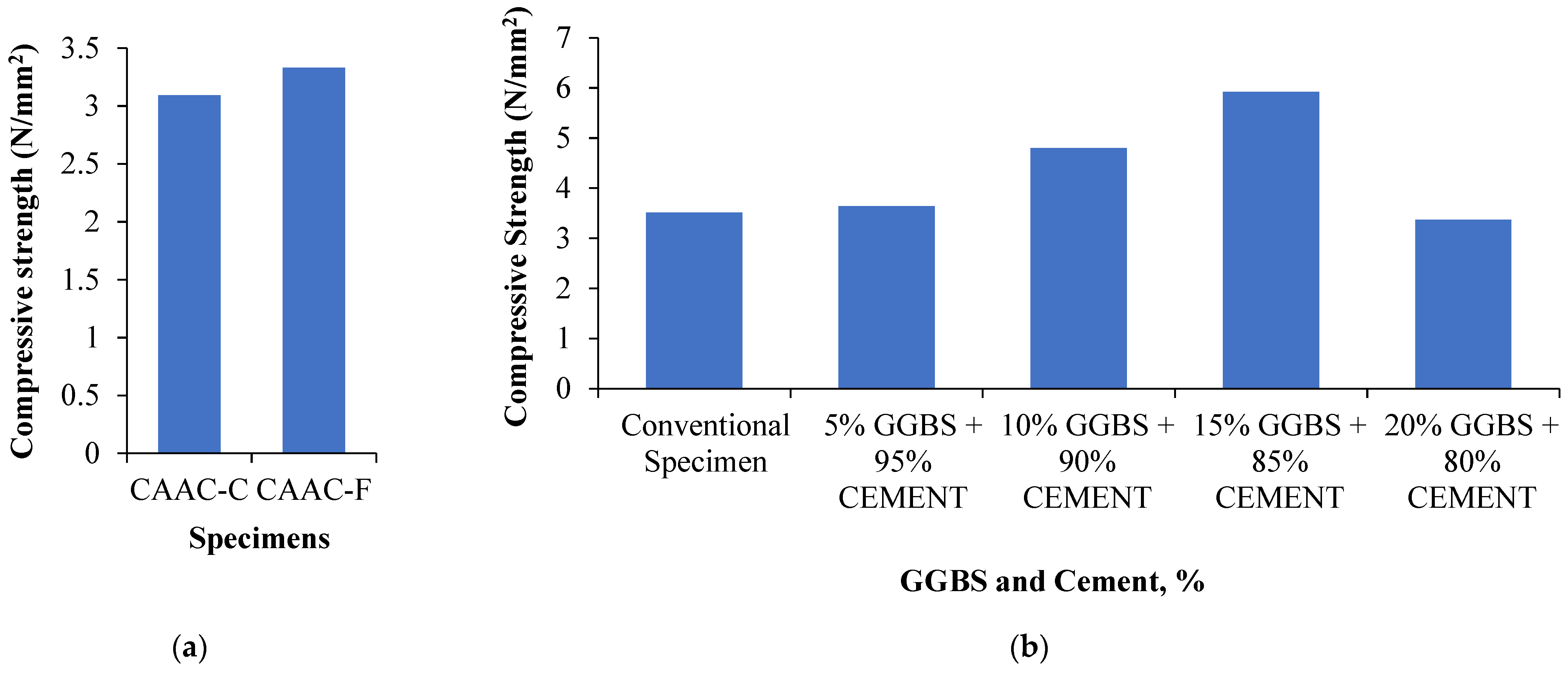
4.1. Compressive Strength
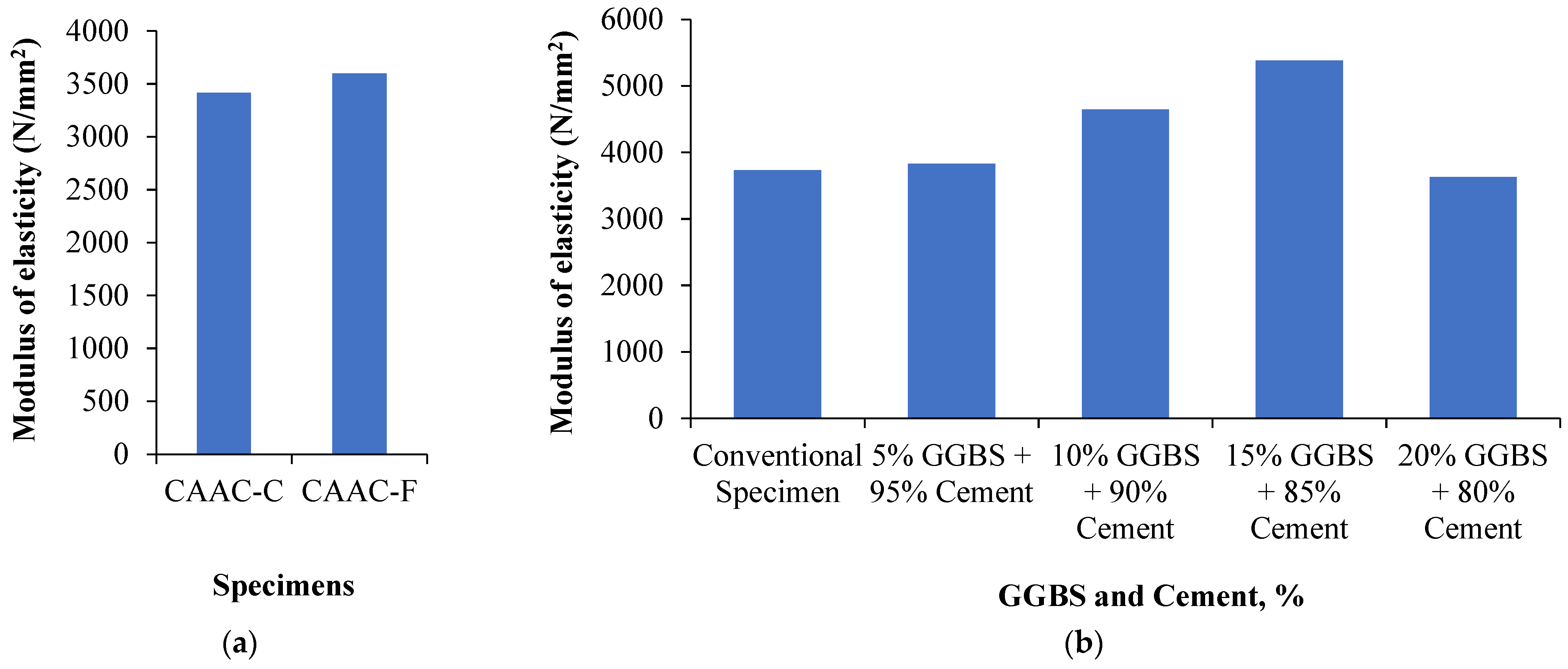
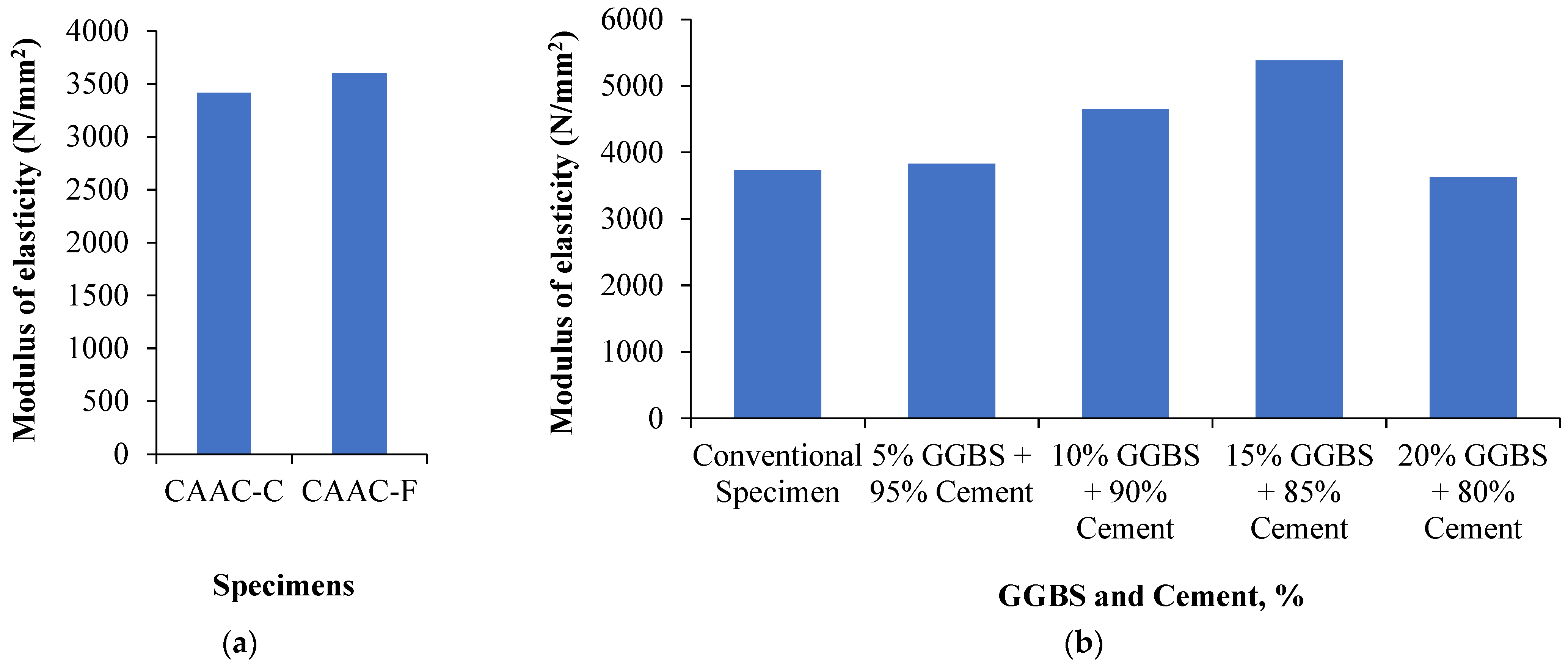
4.2. Modulus of Elasticity
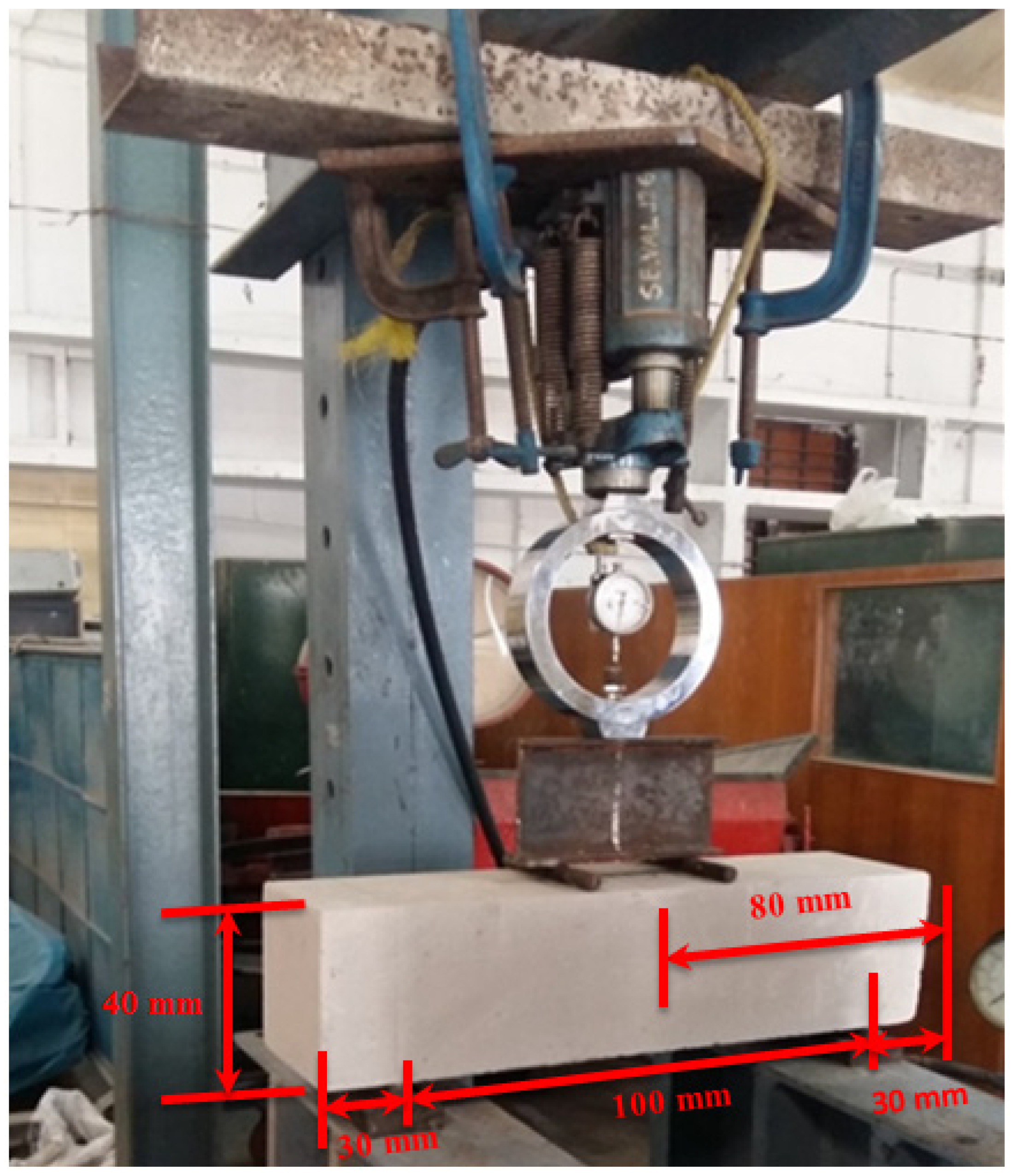
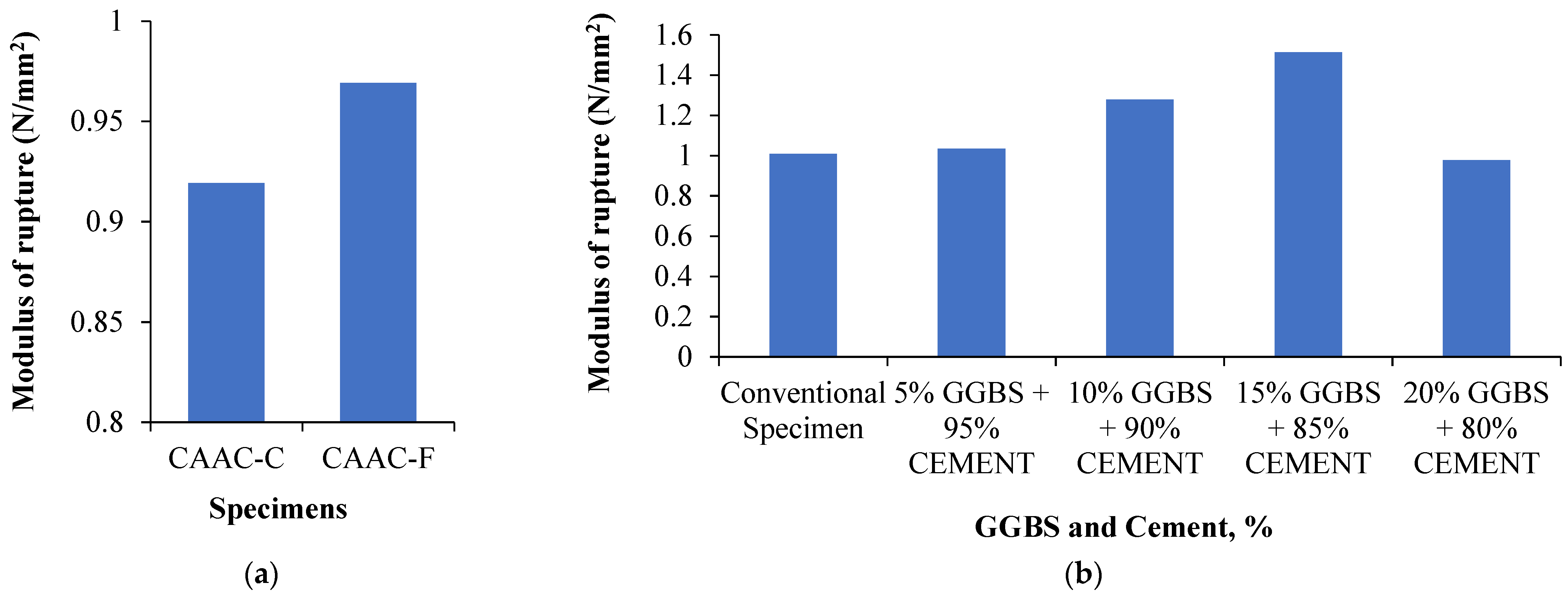
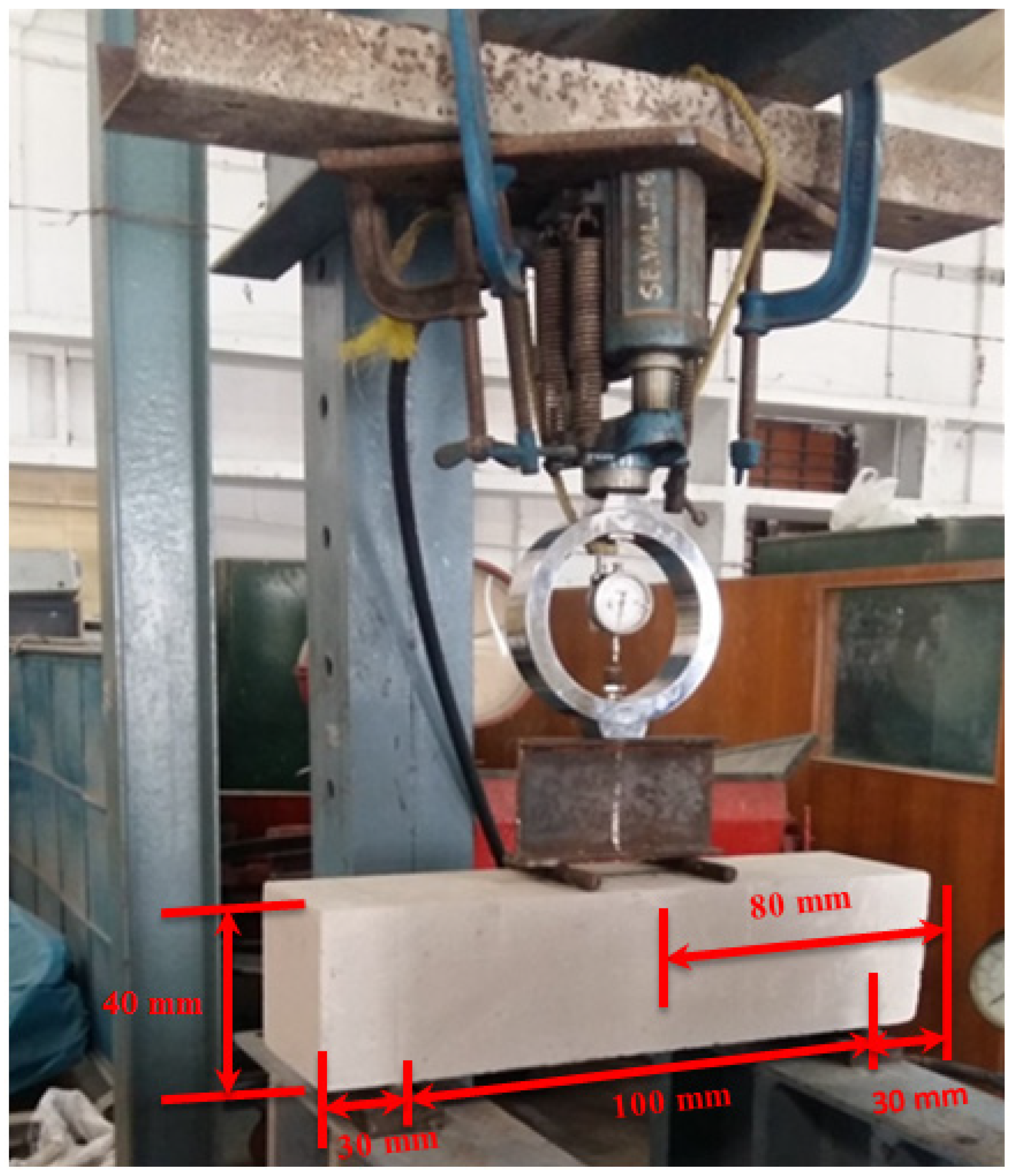
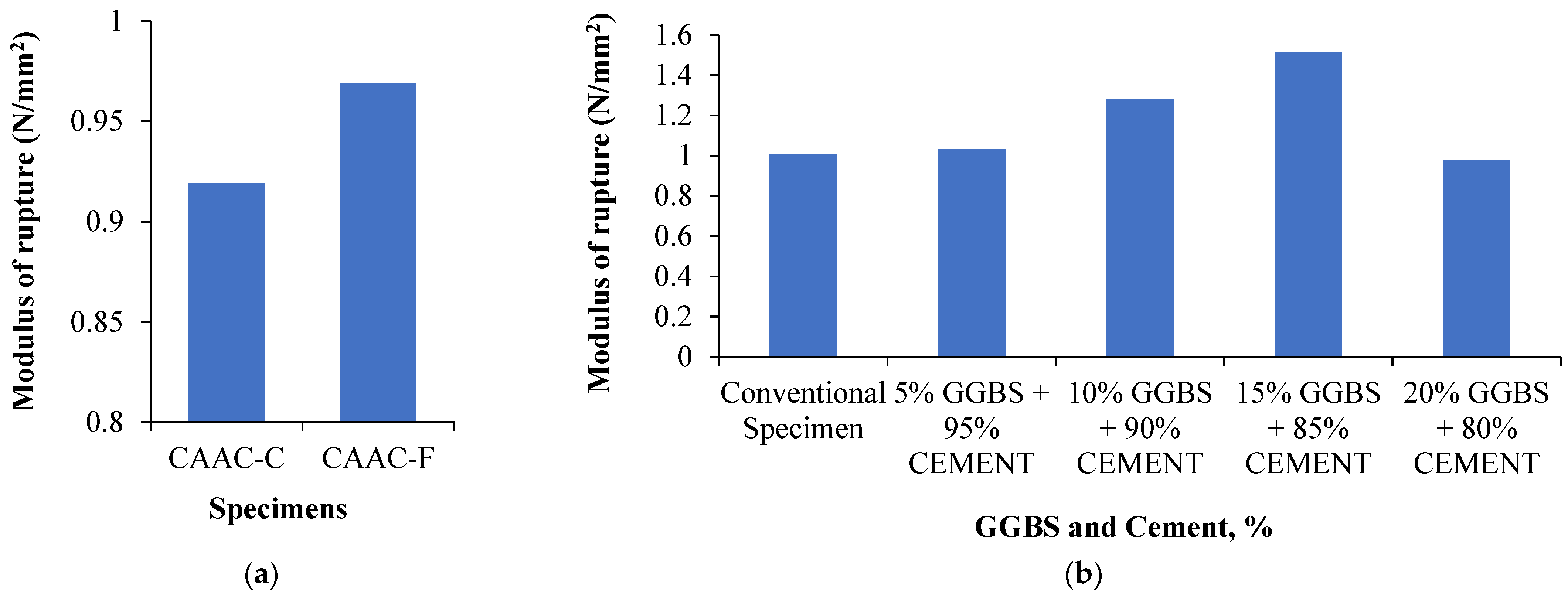
4.3. Modulus of Rupture
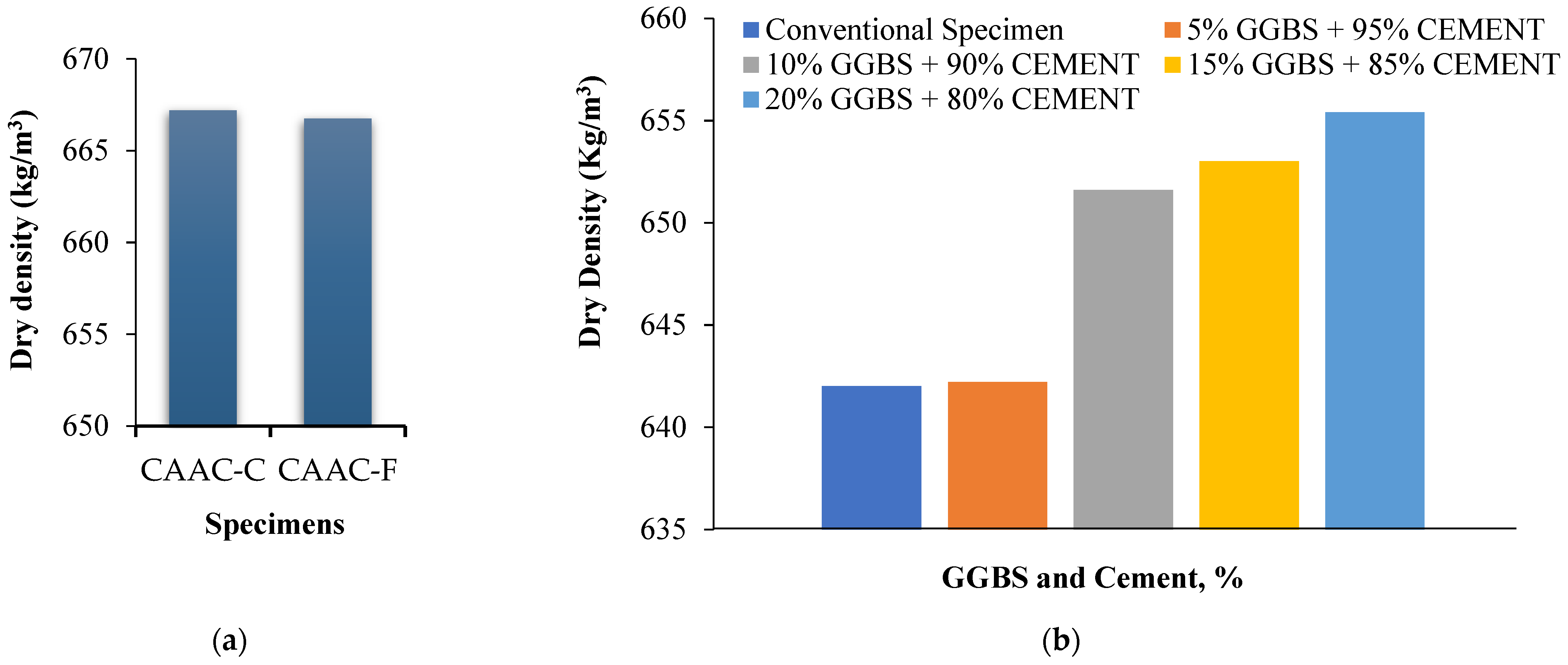
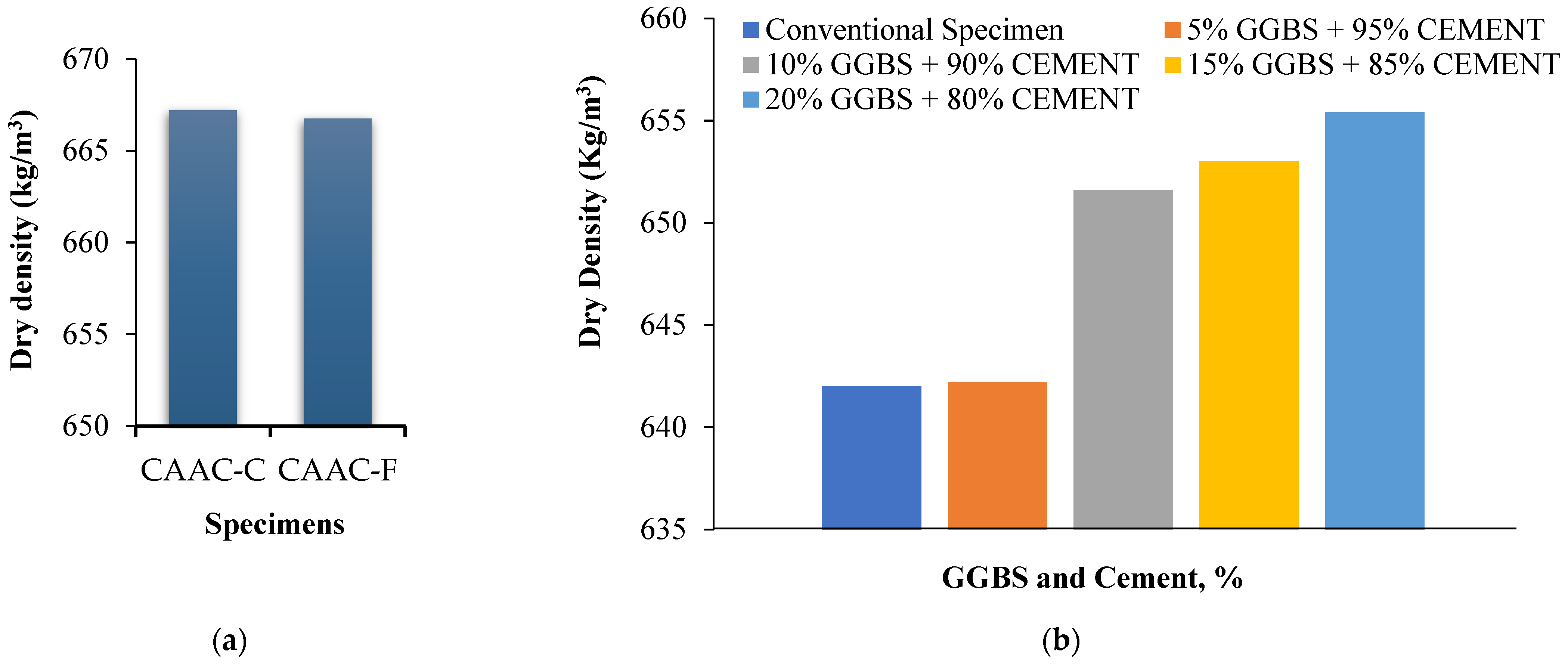
4.4. Dry Density
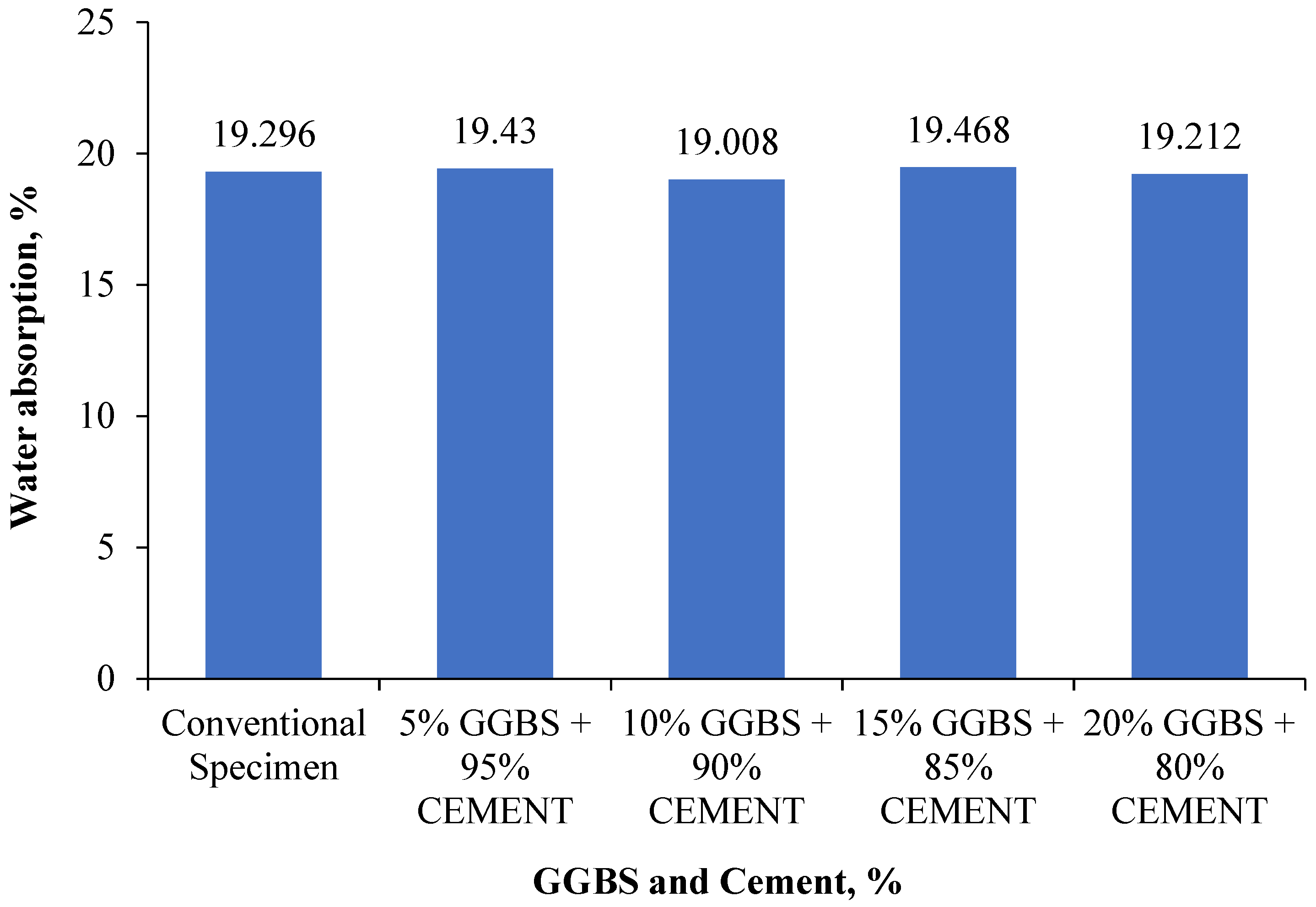
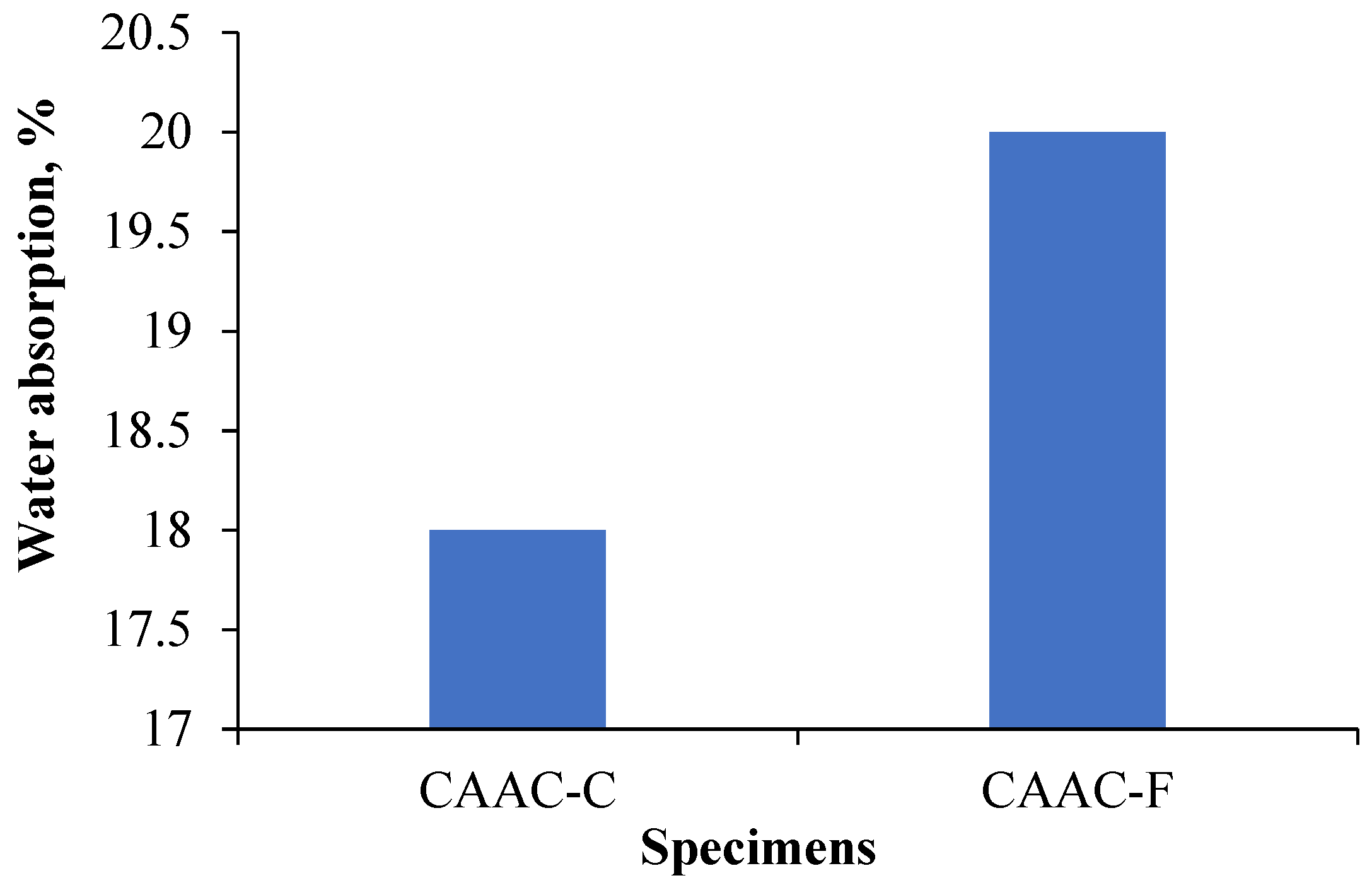
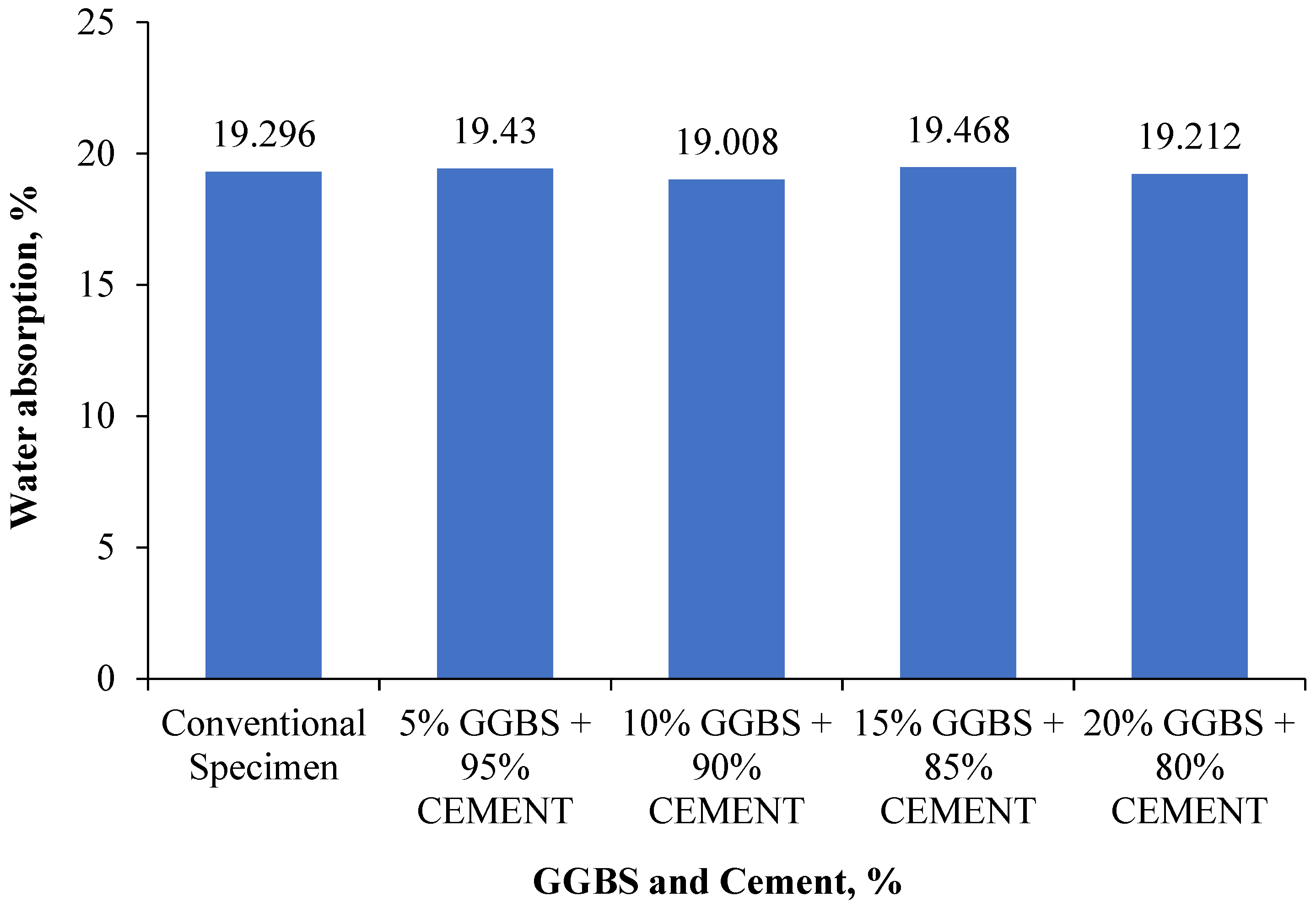
4.5. Water Absorption
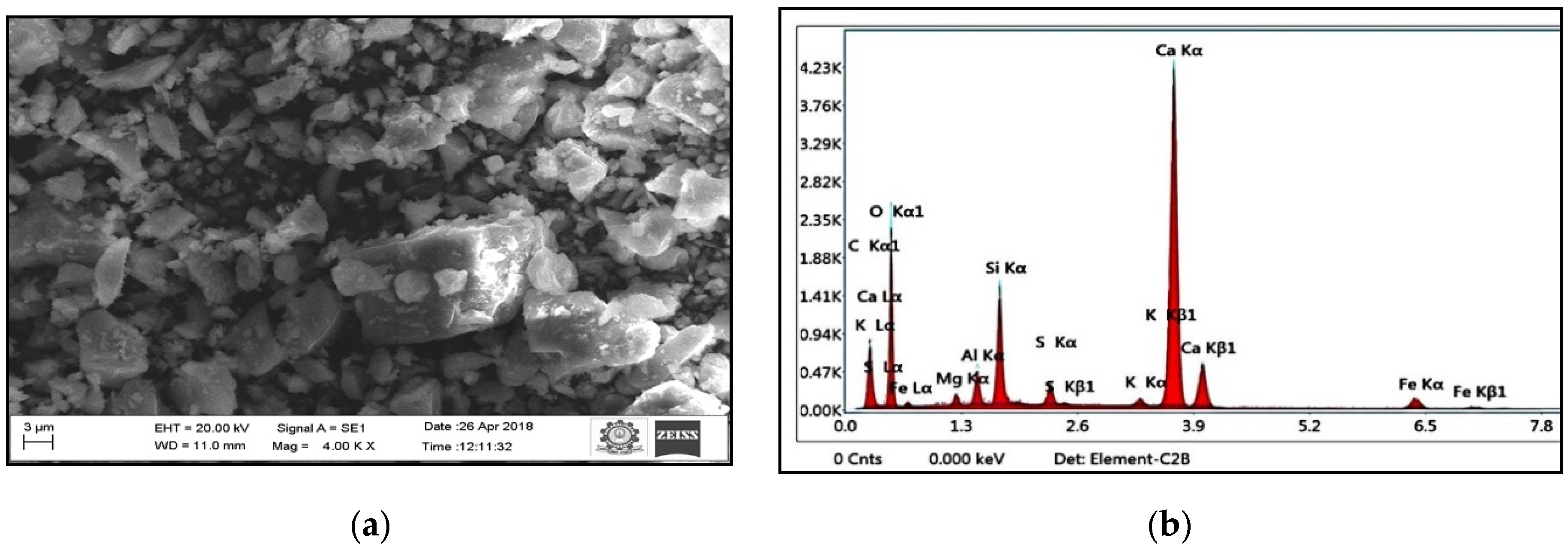
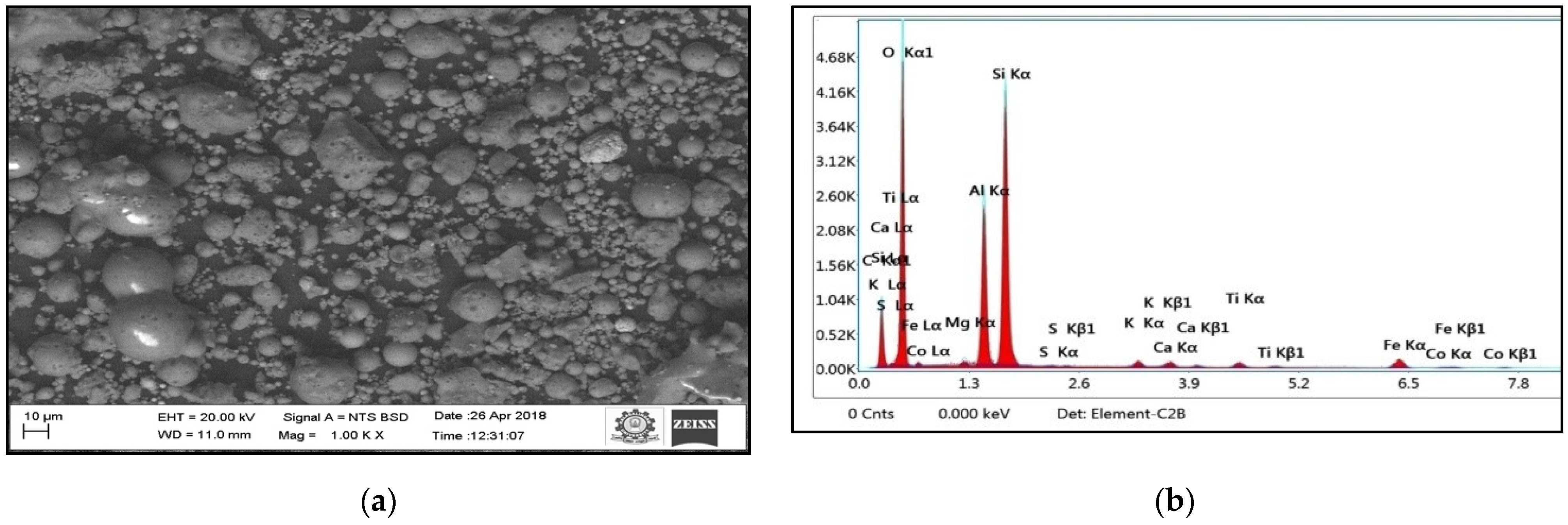
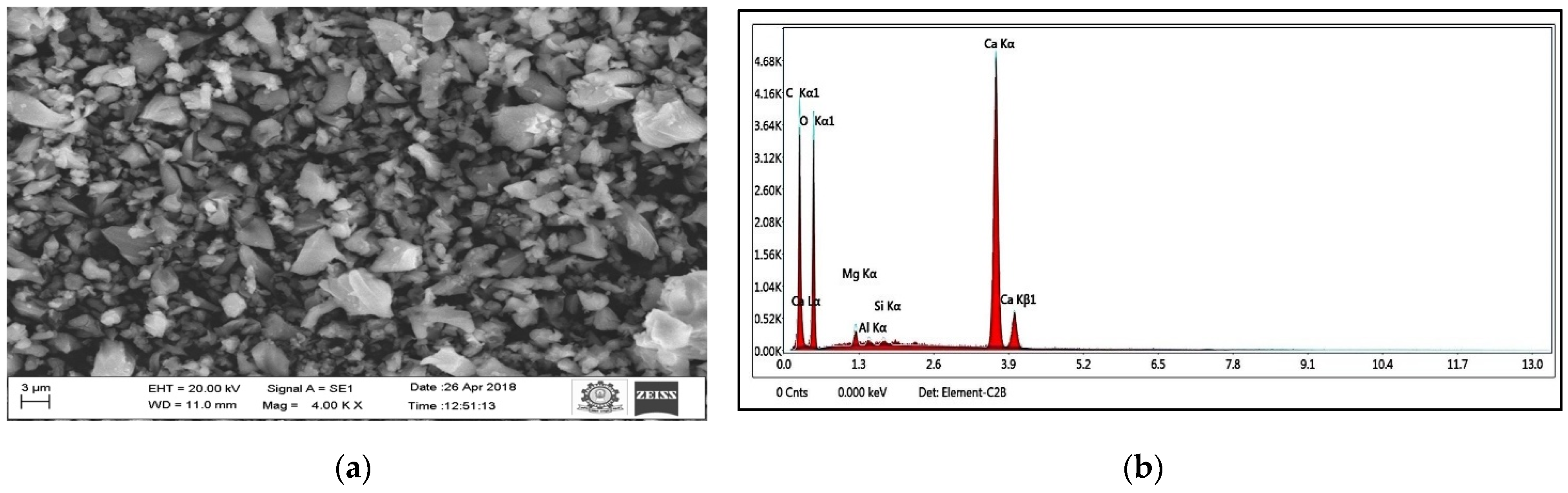
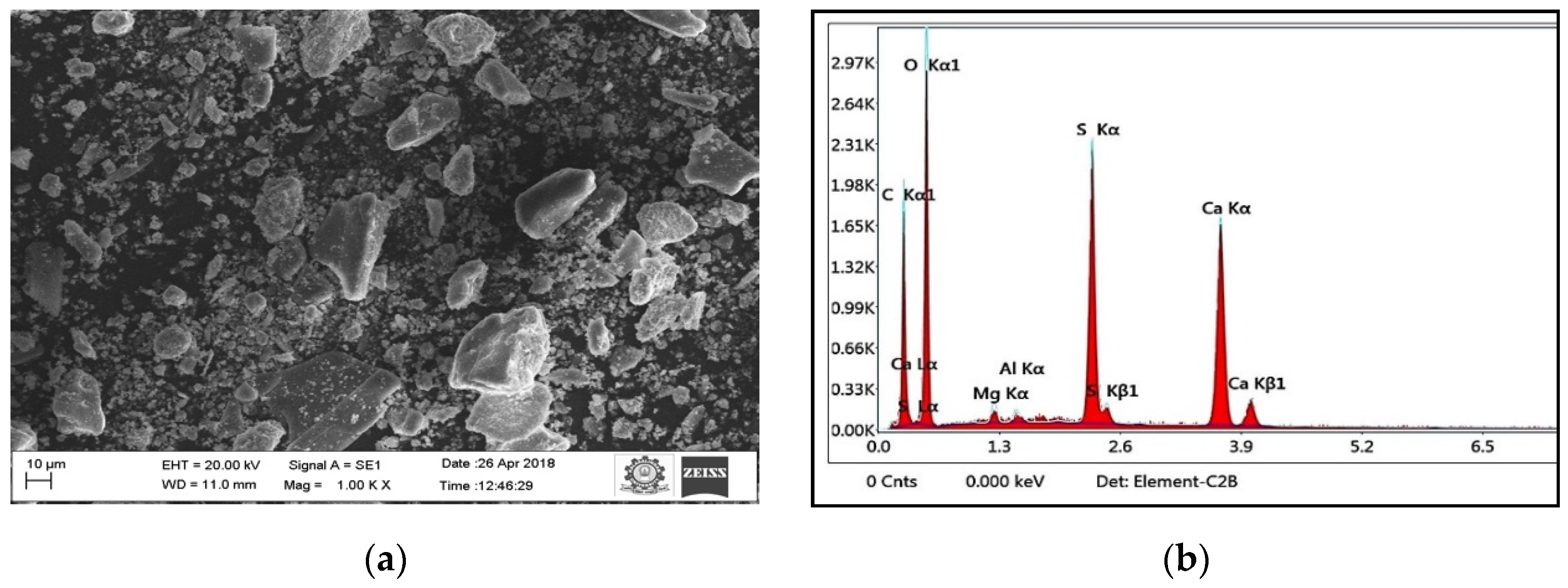
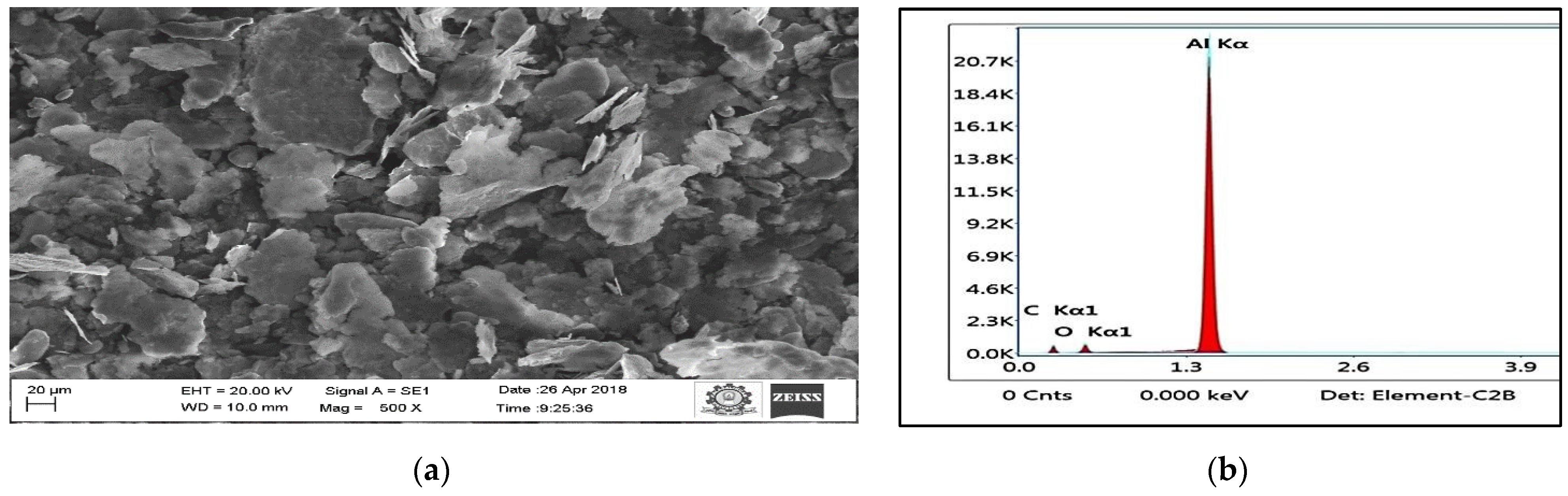
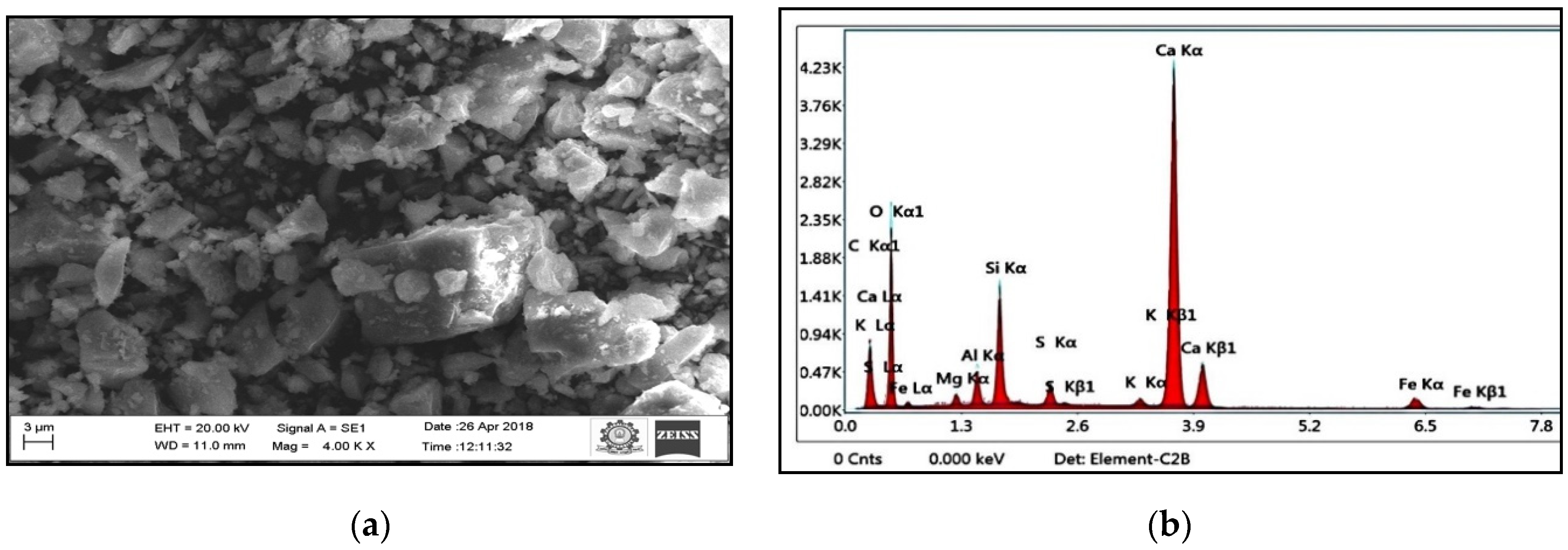
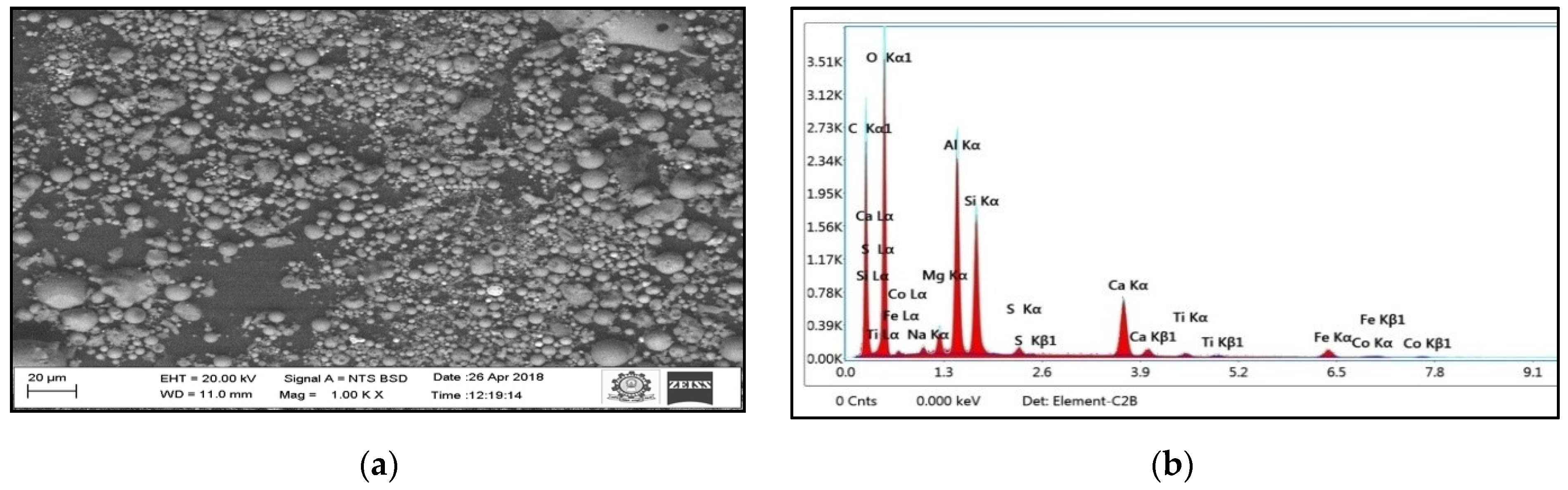
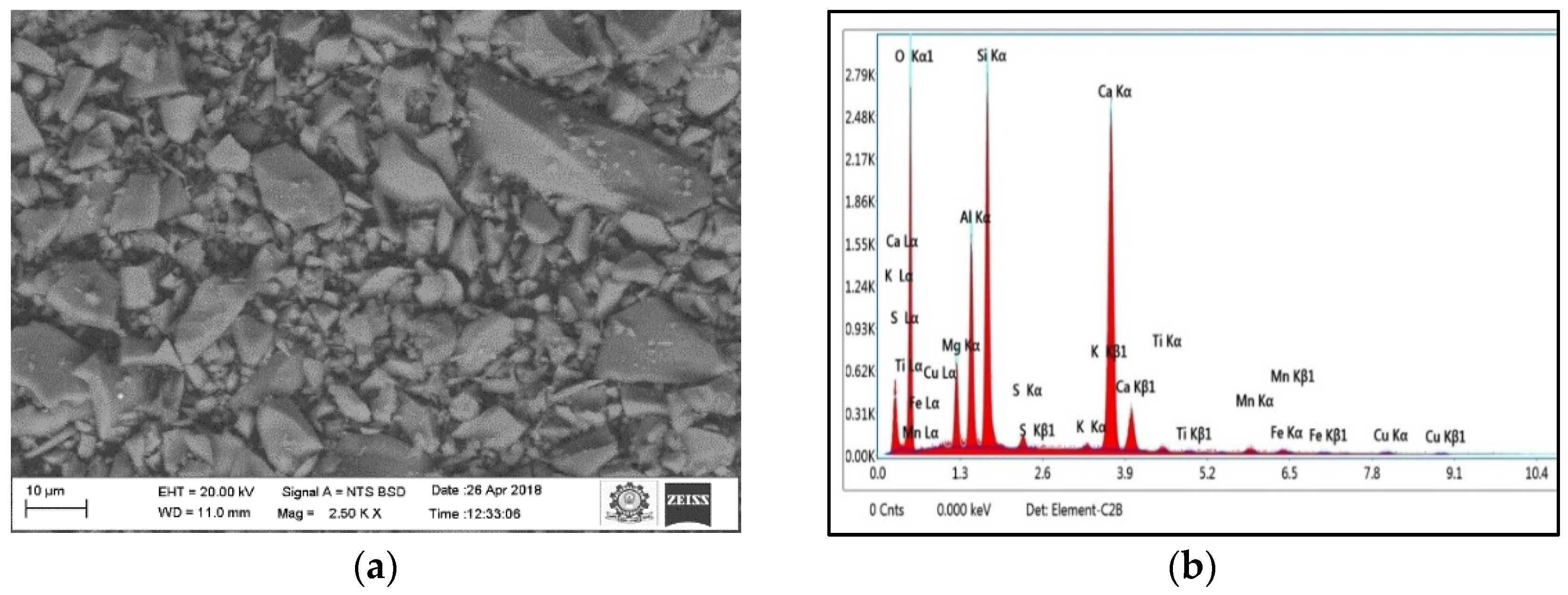
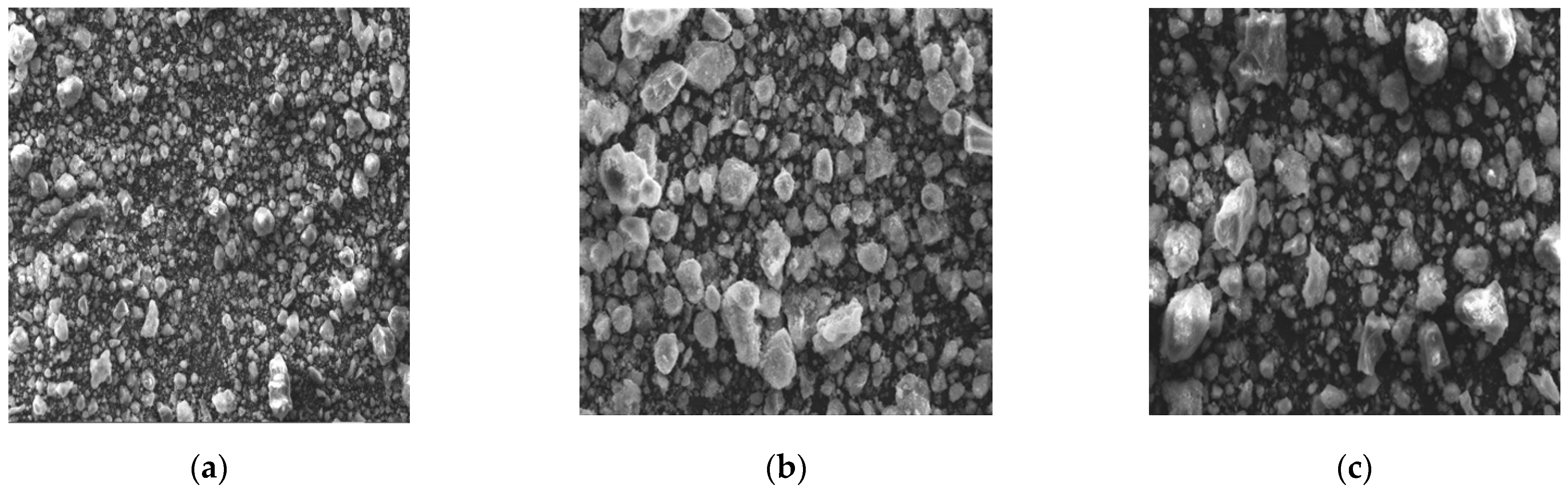
4.6. Scanning Electron Microscope (SEM)
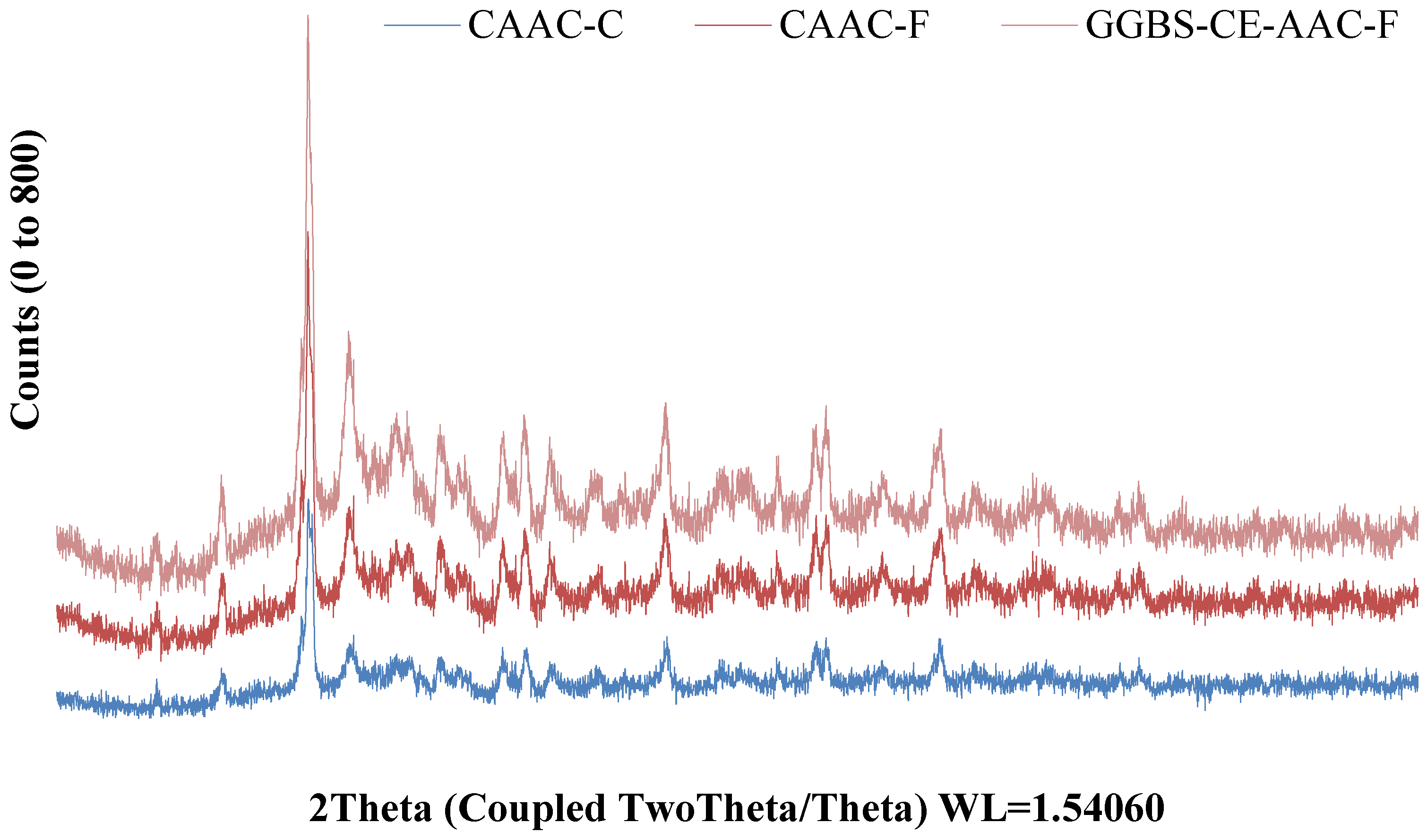
4.7. X-ray Diffractometer
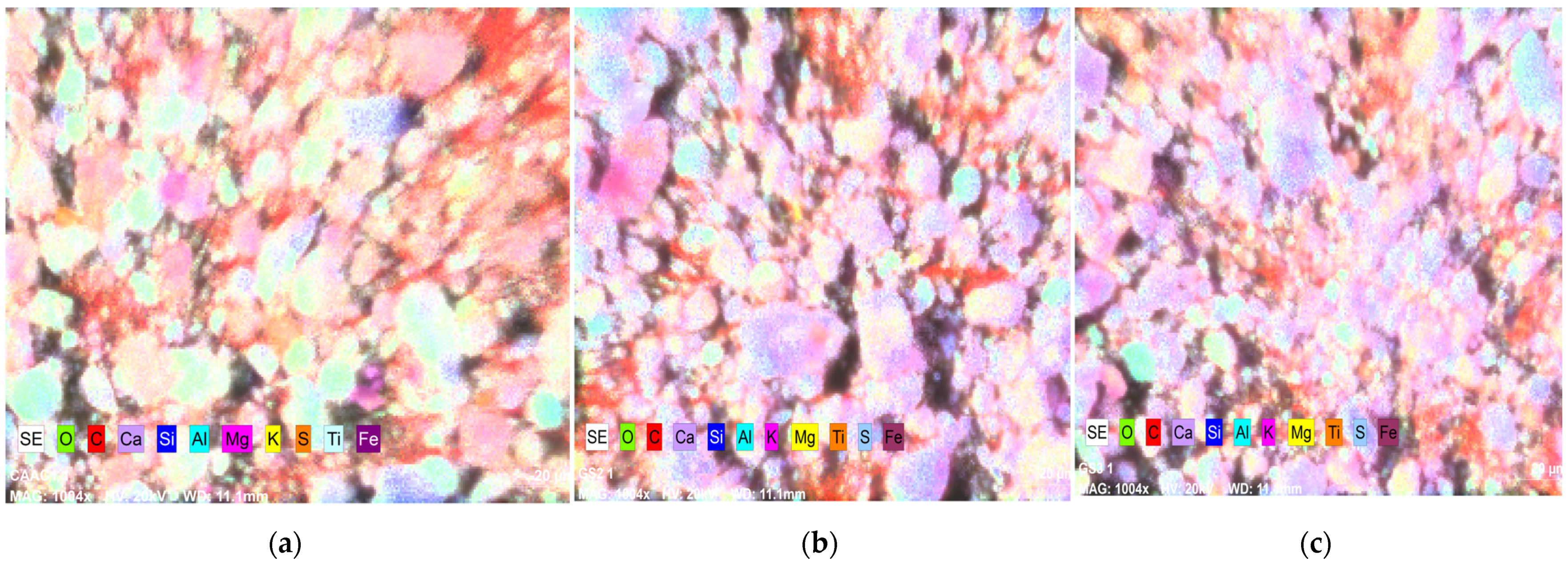
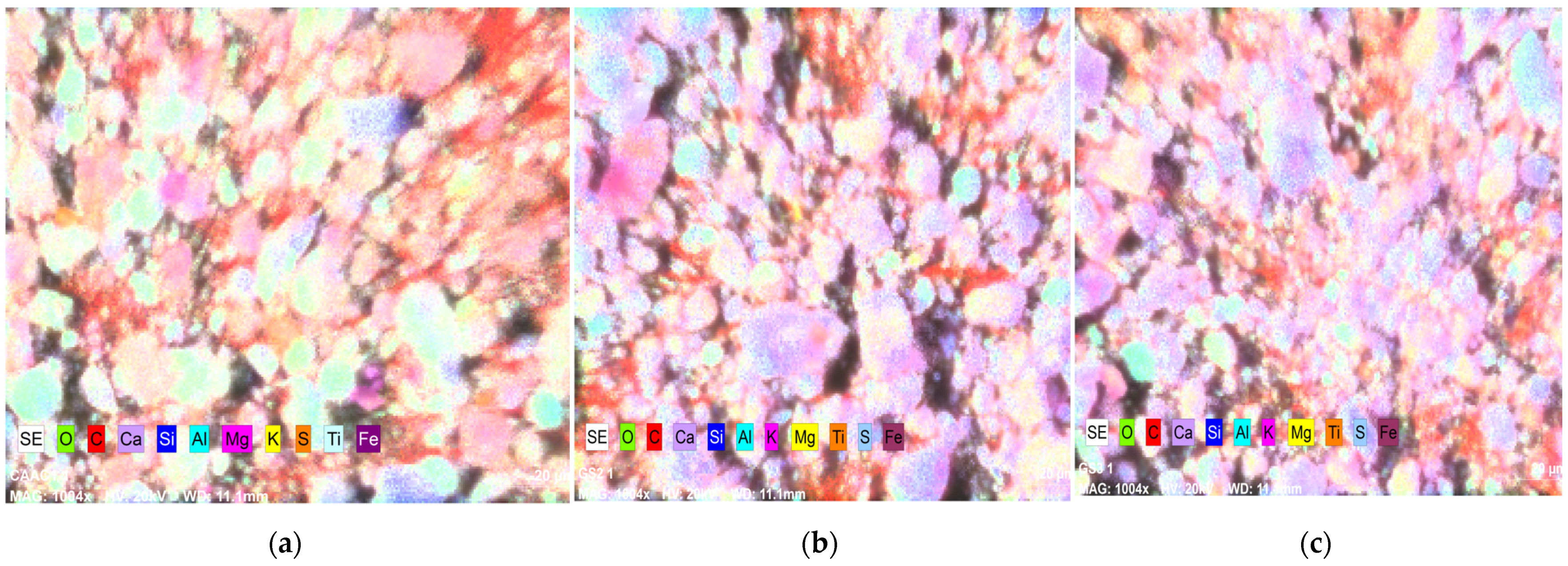
4.8. Energy Dispersive X-ray Spectrometer (EDAX)
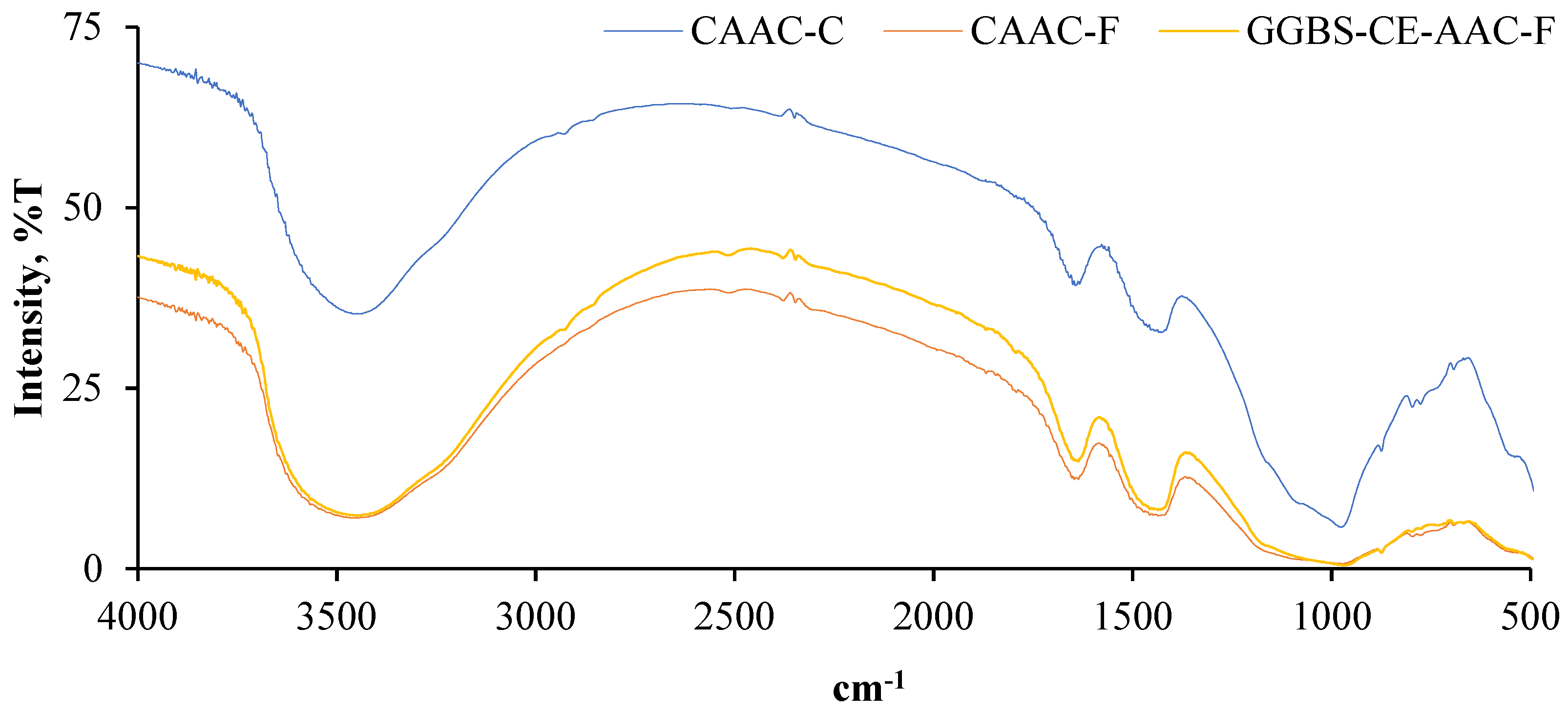
4.9. Fourier Transform Infra-Red Spectrophotometer (FTIR)
5. Conclusions
- -
- The average dry density of Class C and F fly ash was found to be similar in behavior but slightly different in the values of 665 kg/m3 to 675 kg/m3. The reduction around 635 kg/m3 to 655 kg/m3 was found when the incorporation of 15% GGBS + 85%.
- -
- The compressive strength of Class F fly ash-based AAC conventional possesses 7 to 9% higher strength when compared to Class C fly ash. The higher strength was obtained for Class F fly ash AAC due to the presence of 59% of SiO2. Furthermore, incorporation of 15% GGBS + 85% Cement increases the compressive strength up to 68.6%.
- -
- The modulus of elasticity and modulus of rupture of Class F fly ash-based AAC was 5.36% and 5.44% higher when compared to Class C fly ash.
- -
- The water absorption of Class C and F fly ash-based AAC was in the range of 18% to 20%.
- -
- The overall performance of Class F fly ash AAC tends to be significant in all the performed tests and hence it is recommended to use Class F fly ash in the manufacturing of AAC blocks.
- -
- The incorporation of GGBS in the manufacturing process would increase the compressive strength of concrete. Hence it is recommended to use 15% GGBS + 85% cement as a potential rate of replacement to improve the mechanical properties of AAC blocks significantly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saiyed, F.M.; Makwana, A.H.; Pitroda, J.; Vyas, C.M. Aerated Autoclaved Concrete (AAC) Blocks : Novel Material for Construction Industry. Int. J. Adv. Res. Eng. Sci. Manag. 2014, I, 21–32. [Google Scholar]
- Aylsworth, J.W.; Dyer, F.L. Porous artificial stone and its production. USA Pat. Off. 1994, 28, 131–134. [Google Scholar] [CrossRef]
- Rahman, R.A.; Fazlizan, A.; Asim, N.; Thongtha, A. A review on the utilization of waste material for autoclaved aerated concrete production. J. Renew. Mater. 2021, 9, 61–72. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Farzadnia, N.; Ali, A.A.A. Properties and applications of foamed concrete; A review. Constr. Build. Mater. 2015, 101, 990–1005. [Google Scholar] [CrossRef]
- Amran, M.; Onaizi, A.M.; Fediuk, R.; Danish, A.; Vatin, N.I.; Murali, G.; Azevedo, A. An ultra-lightweight cellular concrete for geotechnical applications–A review. Case Stud. Constr. Mater. 2022, 16, e01096. [Google Scholar] [CrossRef]
- Fedyuk, R.S.; Baranov, A.; Mugahed Amran, Y.H. Effect of Porous Structure on Sound Absorption of Cellular Concrete. Constr. Mater. Prod. 2020, 3, 5–18. [Google Scholar] [CrossRef]
- Qu, X.; Zhao, X. Previous and present investigations on the components, microstructure and main properties of autoclaved aerated concrete–A review. Constr. Build. Mater. 2017, 135, 505–516. [Google Scholar] [CrossRef]
- Cai, L.; Ma, B.; Li, X.; Lv, Y.; Liu, Z.; Jian, S. Mechanical and hydration characteristics of autoclaved aerated concrete (AAC) containing iron-tailings: Effect of content and fineness. Constr. Build. Mater. 2016, 128, 361–372. [Google Scholar] [CrossRef]
- Aroni, S.; RILEM Technical Committee 78-MCA; RILEM Technical Committee 51-ALC. Autoclaved Aerated Concrete: Properties, Testing, and Design: RILEM Recommended Practice; E & FN Spon: London, UK; New York, NY, USA, 1993; ISBN 9780203626689. [Google Scholar]
- Chaipanich, A.; Chindaprasirt, P. The properties and durability of autoclaved aerated concrete masonry blocks. In Eco-Efficient Masonry Bricks and Blocks: Design, Properties and Durability; Woodhead Publishing: Sawston, UK, 2015; pp. 215–230. ISBN 9781782423188. [Google Scholar]
- Susan Raj, I.; Darsh, M.S.J.; John, E. Review on properties of GGBFS and fly ash incorporated aerated concrete with filler materials. Sustain. Agric. Food Environ. Res. 2021, 10. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Vatin, N.; Lee, Y.H.; Murali, G.; Ozbakkaloglu, T.; Klyuev, S.; Alabduljabber, H. Fibre-reinforced foamed concretes: A review. Materials 2020, 13, 4323. [Google Scholar] [CrossRef]
- Song, Y.; Li, B.; Yang, E.H.; Liu, Y.; Ding, T. Feasibility study on utilization of municipal solid waste incineration bottom ash as aerating agent for the production of autoclaved aerated concrete. Cem. Concr. Compos. 2015, 56, 51–58. [Google Scholar] [CrossRef]
- Matsui, K.; Kikuma, J.; Tsunashima, M.; Ishikawa, T.; Matsuno, S.Y.; Ogawa, A.; Sato, M. In situ time-resolved X-ray diffraction of tobermorite formation in autoclaved aerated concrete: Influence of silica source reactivity and Al addition. Cem. Concr. Res. 2011, 41, 510–519. [Google Scholar] [CrossRef]
- Loganina, V.; Davydova, O.; Fediuk, R.; Amran, M.; Klyuev, S.; Klyuev, A.; Sabitov, L.; Nabiullina, K. Improving the Durability of Lime Finishing Mortars by Modifying Them with Silicic Acid Sol. Materials 2022, 15, 2360. [Google Scholar] [CrossRef] [PubMed]
- Subash, N.; Avudaiappan, S.; Adish Kumar, S.; Amran, M.; Vatin, N.; Fediuk, R.; Aepuru, R. Experimental Investigation on Geopolymer Concrete with Various Sustainable Mineral Ashes. Materials 2021, 14, 7596. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.S.; Debbarma, S.; Rashid, R.S.M. Fire resistance of geopolymer concrete: A critical review. Constr. Build. Mater. 2022, 324, 126722. [Google Scholar] [CrossRef]
- Narayanan, N.; Ramamurthy, K. Microstructural investigations on aerated concrete. Cem. Concr. Res. 2000, 30, 457–464. [Google Scholar] [CrossRef]
- Hartmann, A.; Schulenberg, D.; Buhl, J.-C. Investigation of the Transition Reaction of Tobermorite to Xonotlite under Influence of Additives. Adv. Chem. Eng. Sci. 2015, 5, 197–214. [Google Scholar] [CrossRef] [Green Version]
- Vijay Antony Raj, B.; Gunasekaran, U.; Ambily, P.S. Experimental investigation on high volume fly ash based autoclaved aerated concrete reinforced with synthetic fibers. J. Struct. Eng. 2017, 44, 158–169. [Google Scholar]
- Muthu Kumar, E.; Ramamurthy, K. Effect of fineness and dosage of aluminium powder on the properties of moist-cured aerated concrete. Constr. Build. Mater. 2015, 95, 486–496. [Google Scholar] [CrossRef]
- Onur Pehlivanlı, Z.; Uzun, İ. Effect of polypropylene fiber length on mechanical and thermal properties of autoclaved aerated concrete. Constr. Build. Mater. 2022, 322, 126506. [Google Scholar] [CrossRef]
- Rafiza, A.R.; Fazlizan, A.; Thongtha, A.; Asim, N.; Noorashikin, M.S. The Physical and Mechanical Properties of Autoclaved Aerated Concrete (AAC) with Recycled AAC as a Partial Replacement for Sand. Buildings 2022, 12, 60. [Google Scholar] [CrossRef]
- Walczak, P.; Szymański, P.; Rózycka, A. Autoclaved Aerated Concrete based on Fly Ash in Density 350kg/m3 as an Environmentally Friendly Material for Energy-Efficient Constructions. Procedia Eng. 2015, 122, 39–46. [Google Scholar] [CrossRef] [Green Version]
- Kunchariyakun, K.; Asavapisit, S.; Sinyoung, S. Influence of partial sand replacement by black rice husk ash and bagasse ash on properties of autoclaved aerated concrete under different temperatures and times. Constr. Build. Mater. 2018, 173, 220–227. [Google Scholar] [CrossRef]
- Yang, J.; Wang, F.; He, X.; Su, Y.; Wang, T.; Ma, M. Potential usage of porous autoclaved aerated concrete waste as eco-friendly internal curing agent for shrinkage compensation. J. Clean. Prod. 2021, 320, 128894. [Google Scholar] [CrossRef]
- Peng, Y.; Liu, Y.; Zhan, B.; Xu, G. Preparation of autoclaved aerated concrete by using graphite tailings as an alternative silica source. Constr. Build. Mater. 2021, 267, 121792. [Google Scholar] [CrossRef]
- Lesovika, V.S.; Ahmed, A.A.; Fediuk, R.S.; Kozlenko, B.; Amran, Y.H.M.; Alaskhanov, A.K.; Asaad, M.A.; Murali, G.; Uvarov, V.A. Performance investigation of demolition wastes-based concrete composites. Mag. Civ. Eng. 2021, 106, 74–83. [Google Scholar] [CrossRef]
- Afiq, M.; Abdullah, H.; Saifulnaz, R.; Rashid, M.; Amran, M.; Hejazii, F.; Azreen, N.; Masenwat, B.; Fediuk, R.; Voo, Y.L.; et al. Recent Trends in Advanced Radiation Shielding Concrete for Construction of Facilities : Materials and Properties. Polymers 2022, 14, 2830. [Google Scholar]
- Arularasi, V.; Pachiappan, T.; Avudaiappan, S.; Raman, S.N.; Guindos, P.; Amran, M.; Fediuk, R.; Vatin, N.I. Effects of Admixtures on Energy Consumption in the Process of Ready-Mixed Concrete Mixing. Materials 2022, 15, 4143. [Google Scholar] [CrossRef]
- Chakrawarthi, V.; Dharmar, B.; Avudaiappan, S.; Amran, M.; Flores, E.S.; Alam, M.A.; Fediuk, R.; Vatin, N.I.; Rashid, R.S.M. Destructive and Non-Destructive Testing of the Performance of Copper Slag Fiber-Reinforced Concrete. Materials 2022, 15, 4536. [Google Scholar] [CrossRef]
- Karmegam, A.; Avudaiappan, S.; Amran, M.; Guindos, P.; Vatin, N.I.; Fediuk, R. Retrofitting RC beams using high-early strength alkali-activated concrete. Case Stud. Constr. Mater. 2022, 17, e01194. [Google Scholar] [CrossRef]
- Arularasi, V.; Thamilselvi, P.; Avudaiappan, S.; Flores, E.I.S.; Amran, M.; Fediuk, R.; Vatin, N.; Karelina, M. Rheological behavior and strength characteristics of cement paste and mortar with fly ash and GGBS admixtures. Sustainability 2021, 13, 9600. [Google Scholar] [CrossRef]
- Abdelgader, H.S.; Kurpińska, M.; Amran, M. Effect of slag coal ash and foamed glass on the mechanical properties of two-stage concrete. Mater. Today Proc. 2022, 58, 1091–1097. [Google Scholar] [CrossRef]
- Raju, S.; Rathinam, J.; Dharmar, B.; Rekha, S.; Avudaiappan, S.; Amran, M.; Ramamoorthy, V.R. Cyclically Loaded Copper Slag Admixed Reinforced Concrete Beams with Cement Partially Replaced with Fly Ash. Materials 2022, 15, 3101. [Google Scholar] [CrossRef]
- Tang, Y.X.; Lee, Y.H.; Amran, M.; Fediuk, R.; Vatin, N.; Kueh, A.B.H.; Lee, Y.Y. Artificial Neural Network-Forecasted Compression Strength of Alkaline-Activated Slag Concretes. Sustainability 2022, 14, 5214. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Khalid, N.H.A.; Fediuk, R.; Ozbakkaloglu, T.; Lee, Y.H.; Haruna, S.; Lee, Y.Y. Slag uses in making an ecofriendly and sustainable concrete: A review. Constr. Build. Mater. 2021, 272, 121942. [Google Scholar] [CrossRef]
- Chakrawarthi, V.; Avudaiappan, S.; Amran, M.; Dharmar, B.; Raj Jesuarulraj, L.; Fediuk, R.; Aepuru, R.; Vatin, N.; Saavedra Flores, E. Impact Resistance of Polypropylene Fibre-Reinforced Alkali–Activated Copper Slag Concrete. Materials 2021, 14, 7735. [Google Scholar] [CrossRef] [PubMed]
- Pachideh, G.; Gholhaki, M. Effect of pozzolanic materials on mechanical properties and water absorption of autoclaved aerated concrete. J. Build. Eng. 2019, 26, 100856. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Fediuk, R.; Vatin, N.; Vasilev, Y.; Abdelgader, H. Palm oil fuel ash-based eco-efficient concrete: A critical review of the short-term properties. Materials 2021, 14, 332. [Google Scholar] [CrossRef]
- Amran, M.; Al-Fakih, A.; Chu, S.H.; Fediuk, R.; Haruna, S.; Azevedo, A.; Vatin, N. Long-term durability properties of geopolymer concrete: An in-depth review. Case Stud. Constr. Mater. 2021, 15, e00661. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Abdelgader, H.S.; Murali, G.; Ozbakkaloglu, T.; Lee, Y.H.; Lee, Y.Y. Fiber-reinforced alkali-activated concrete: A review. J. Build. Eng. 2022, 45, 103638. [Google Scholar] [CrossRef]
- Lesovik, V.; Volodchenko, A.; Fediuk, R.; Mugahed Amran, Y.H. Improving the Hardened Properties of Nonautoclaved Silicate Materials Using Nanodispersed Mine Waste. J. Mater. Civ. Eng. 2021, 33, 04021214. [Google Scholar] [CrossRef]
- Avudaiappan, S.; Prakatanoju, S.; Amran, M.; Aepuru, R. Experimental Investigation and Image Processing to Predict the Properties of Concrete with the Addition of Nano Silica and Rice Husk Ash. Crystals 2021, 11, 1230. [Google Scholar] [CrossRef]
- Muthalvan, R.S.; Ravikumar, S.; Avudaiappan, S.; Amran, M.; Aepuru, R.; Vatin, N.; Fediuk, R. The Effect of Superabsorbent Polymer and Nano-Silica on the Properties of Blended Cement. Crystals 2021, 11, 1394. [Google Scholar] [CrossRef]
- Nelubova, V.; Strokova, V.; Fediuk, R.; Amran, M.; Vatin, N.; Vasilev, Y. Effect of an aluminosilicate disperse additive on behaviors of autoclave silicate materials. Buildings 2021, 11, 239. [Google Scholar] [CrossRef]
- Amran, M.; Huang, S.-S.; Onaizi, A.M.; Murali, G.; Abdelgader, H.S. Fire spalling behavior of high-strength concrete: A critical review. Constr. Build. Mater. 2022, 341, 127902. [Google Scholar] [CrossRef]
- IS 12269; 2013 Ordinary Portland Cement, 53 Grade Specification. Bureau of Indian Standards: Delhi, India, 2013; pp. 1–14.
- IS: 4031; (Part 6) Methods Of Physical Tests for Hydraulic Cement Part 6 Determination of Compressive Strength of Hydraulic Cement Other Than Masonry Cement (First Revision). Bureau of Indian Standards: Delhi, India, 2005; pp. 1–3.
- Grutzeck, M.W.; Kwan, S.; Dicola, M. Alkali Activated Autoclaved Aerated Concrete Made with Fly Ash Derived Cenospheres : Effect of Fly Ash and Precuring Temperature. In Proceedings of the 11th International Congress on the Chemistry of Cement, Durban, South Africa, 11–16 May 2003; Volume 16802, pp. 1248–1259. [Google Scholar]
- IS:2541-1991; Preparation and Use of Lime Concrete. Bureau of Indian Standards: Delhi, India, 1991.
- IS:2542; (Part 1) Methods of Test for Gypsum Plaster, Concrete and Products. Bureau of Indian Standards: Delhi, India, 1978.
- Narayanan, N.; Ramamurthy, K. Structure and properties of aerated concrete: A review. Cem. Concr. Compos. 2000, 22, 321–329. [Google Scholar] [CrossRef]
- IS:12089-1987; Specification for Granulated Slag for the Manufacture of Portland Slag Cement. Bureau of Indian Standards: Delhi, India, 1987; pp. 1–14.
- IS 456; Concrete, Plain and Reinforced. Bureau of Indian Standards: Delhi, India, 2000; pp. 1–114.
- Dvorkin, L.; Lushnikova, N.; Sonebi, M. Application areas of phosphogypsum in production of mineral binders and composites based on them: A review of research results. MATEC Web Conf. 2018, 149, 01012. [Google Scholar] [CrossRef]
- BIS:3812; (Part 1) Indian Standard Pulverized Fuel Ash-Specification (Second Revision). Bureau of Indian Standards: Delhi, India, 2003.
- IS:2185; Indian Standard Concrete Masonry Units, Part 1: Hollow and Solid Concrete Blocks. Bureau of Indian Standards: Delhi, India, 2005; p. 17.
- RILEM Technical Committee. Modulus of rupture of autoclaved aerated concrete/Résistance à la flexion du béton cellulaire autoclavé. Mater. Struct. 1985, 18, 402–405. [Google Scholar] [CrossRef]
- Bonakdar, A.; Babbitt, F.; Mobasher, B. Physical and mechanical characterization of fiber-reinforced aerated concrete (FRAC). Cem. Concr. Compos. 2013, 38, 82–91. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Chemical Compositions | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Cement | Class C Fly Ash | Class FFly Ash | GGBS | Chemical Component | Cement | Class C Fly Ash | Class FFly Ash | GGBS | |
| Appearance | Grey | Blackish Grey | Grey | White | (Chemical Component, %) | ||||
| Specific gravity | 3.15 | 2.6 | 1.94 | 2.8 | SiO2 | 19.15 | 38.75 | 59.12 | 39.17 |
| Bulk density (kg/m3) | 1365 | 920 | 996 | 1200 | Fe2O3 | 3.62 | 12.04 | 7.14 | 0.552 |
| Fineness (m2/kg) | 320 | 421 | 370 | 360 | Al2O3 | 4.94 | 13.55 | 26.2 | 14.69 |
| - | - | - | - | - | CaO | 65.81 | 16.95 | 2.74 | 8.14 |
| - | - | - | - | - | TiO2 | 0.78 | 1.35 | 1.59 | 34.15 |
| - | - | - | - | - | SO3 | 4.15 | 13.92 | 0.314 | 0.312 |
| - | - | - | - | - | f-CaO | 0.60 | 3.15 | 0.89 | 1.21 |
| - | - | - | - | - | P2O5 | 0.03 | - | 0.03 | 1.86 |
| - | - | - | - | - | LOI | 0.92 | 0.29 | 0.87 | 0.14 |
| No | Code/Designation | Description |
|---|---|---|
| 1 | CS | Conventional/Control AAC. |
| 2 | 5% GGBS + 95% Cement (G5C95) | GGBS incorporated AAC, in which 5% of cement is partially replaced by GGBS. |
| 3 | 10% GGBS + 90% Cement (G10C90) | GGBS incorporated AAC, in which 10% of cement is partially replaced by GGBS. |
| 4 | 15% GGBS + 85% Cement (G15C85) | GGBS incorporated AAC, in which 15% of cement is partially replaced by GGBS. |
| 5 | 20% GGBS + 80% Cement (G20C80) | GGBS incorporated AAC, in which 20% of cement is partially replaced by GGBS. |
| 6 | CAAC-C | Class C Fly ash incorporated AAC |
| 7 | CAAC-F | Class F Fly ash incorporated AAC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bernard, V.A.R.; Renuka, S.M.; Avudaiappan, S.; Umarani, C.; Amran, M.; Guindos, P.; Fediuk, R.; Ivanovich Vatin, N. Performance Investigation of the Incorporation of Ground Granulated Blast Furnace Slag with Fly Ash in Autoclaved Aerated Concrete. Crystals 2022, 12, 1024. https://doi.org/10.3390/cryst12081024
Bernard VAR, Renuka SM, Avudaiappan S, Umarani C, Amran M, Guindos P, Fediuk R, Ivanovich Vatin N. Performance Investigation of the Incorporation of Ground Granulated Blast Furnace Slag with Fly Ash in Autoclaved Aerated Concrete. Crystals. 2022; 12(8):1024. https://doi.org/10.3390/cryst12081024
Chicago/Turabian StyleBernard, Vijay Antony Raj, Senthil Muthalvan Renuka, Siva Avudaiappan, Chockkalingam Umarani, Mugahed Amran, Pablo Guindos, Roman Fediuk, and Nikolai Ivanovich Vatin. 2022. "Performance Investigation of the Incorporation of Ground Granulated Blast Furnace Slag with Fly Ash in Autoclaved Aerated Concrete" Crystals 12, no. 8: 1024. https://doi.org/10.3390/cryst12081024