
Performance for Fly Ash Reinforced HDPE Composites over the Ageing of Material Components


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Compositions
2.2. Experimental Methods
2.2.1. Composite Sample Preparation
2.2.2. Thermogravimetric Analysis
2.2.3. Ageing Tests
2.2.4. Characterization Techniques
3. Results and Discussion
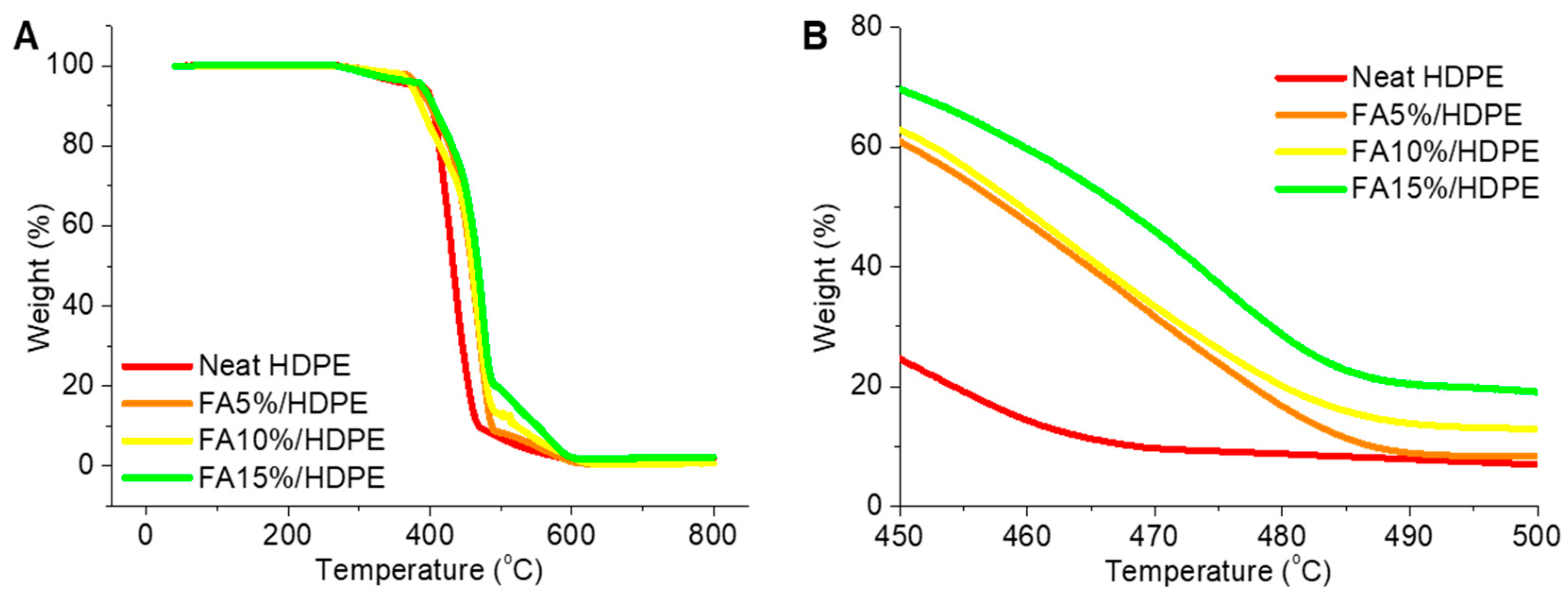
3.1. Thermogravimetric Properties
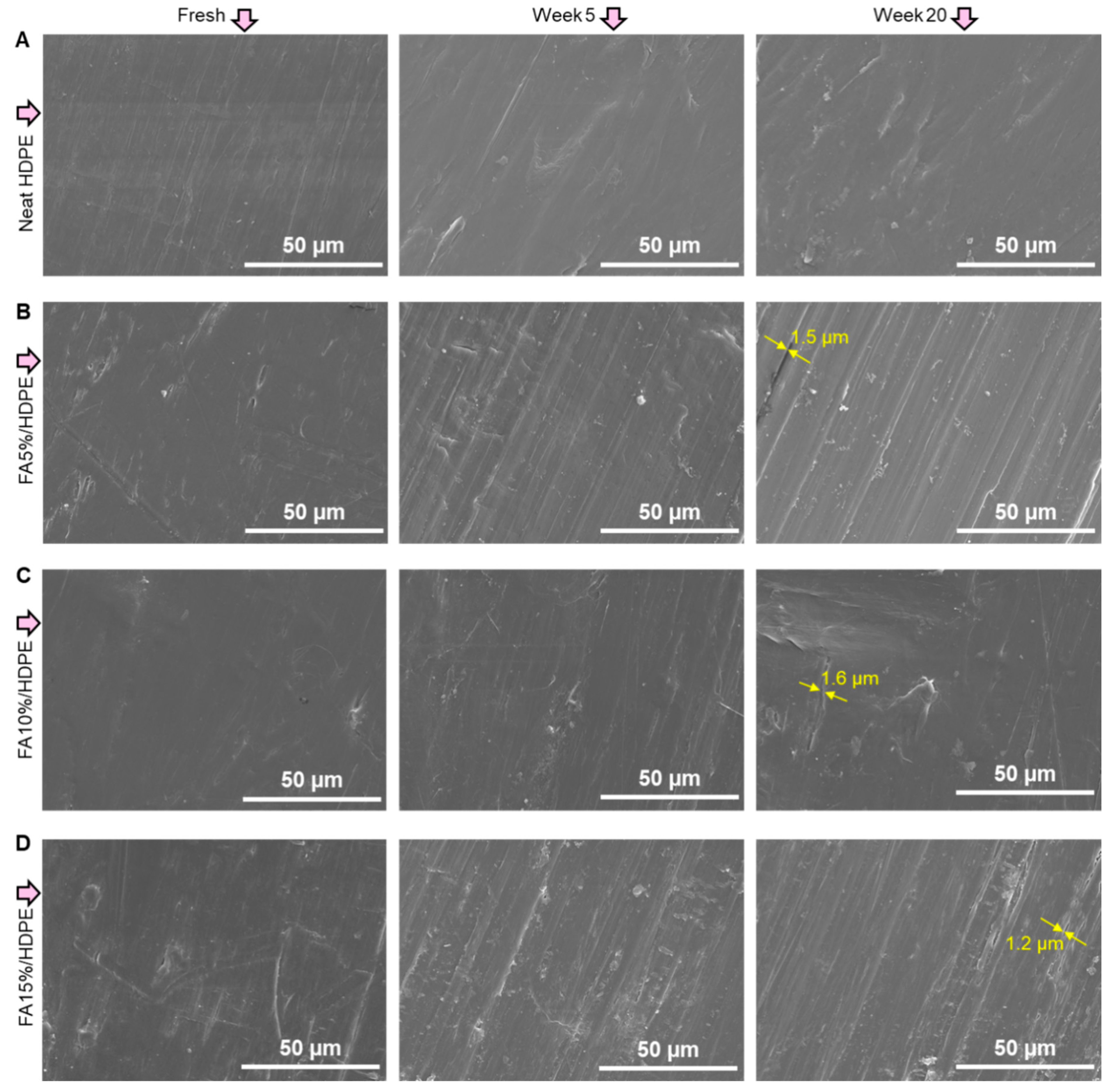
3.2. Surface Morphology
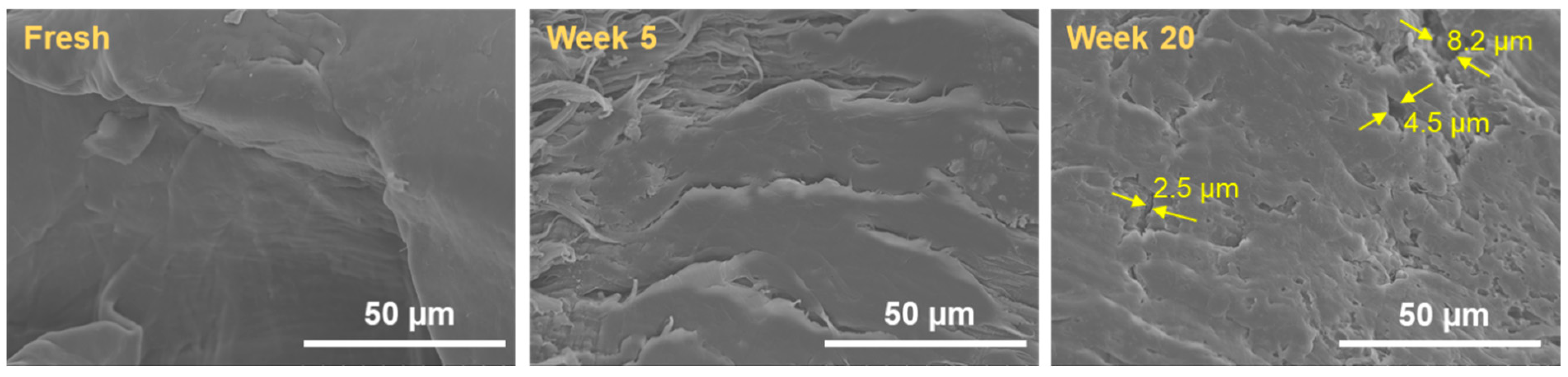
3.3. Filler-Matrix Morphology
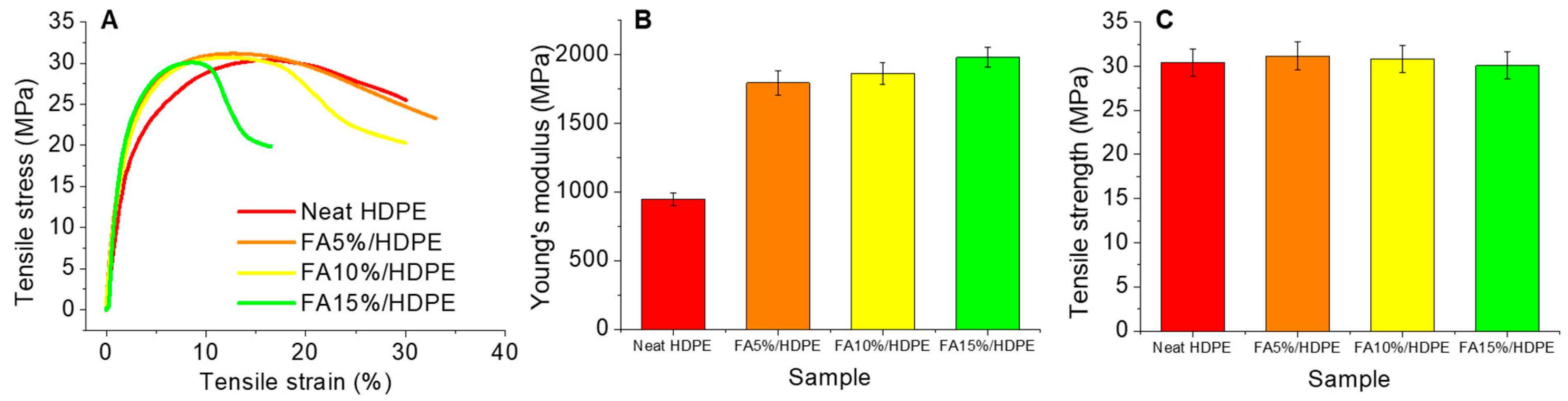
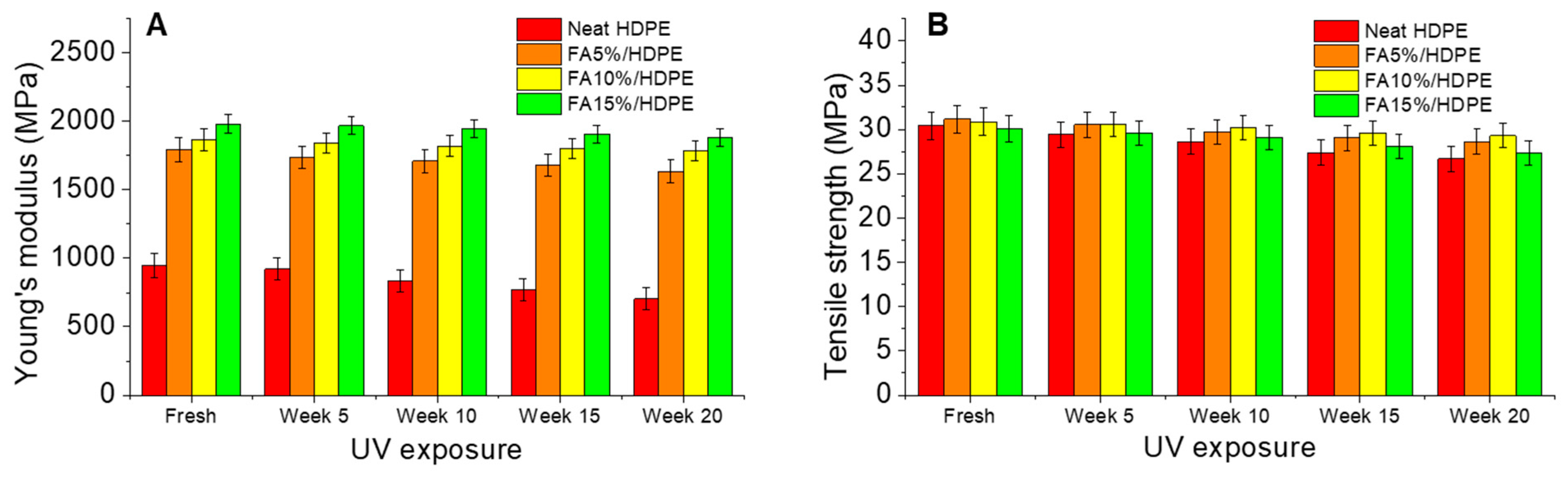
3.4. Mechanical Properties
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Byrne, M.T.; Gun’Ko, Y.K. Recent Advances in Research on Carbon Nanotube-Polymer Composites. Adv. Mater. 2010, 22, 1672–1688. [Google Scholar] [CrossRef] [PubMed]
- Kausar, A. Contemporary applications of carbon black-filled polymer composites: An overview of essential aspects. J. Plast. Film Sheeting 2017, 34, 256–299. [Google Scholar] [CrossRef]
- Khan, M.Z.; Srivastava, S.K.; Gupta, M. A state-of-the-art review on particulate wood polymer composites: Processing, properties and applications. Polym. Test. 2020, 89, 106721. [Google Scholar] [CrossRef]
- Azwa, Z.; Yousif, B.; Manalo, A.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2012, 47, 424–442. [Google Scholar] [CrossRef]
- Salahuddin, B.; Faisal, S.N.; Baigh, T.A.; Alghamdi, M.N.; Islam, M.S.; Song, B.; Zhang, X.; Gao, S.; Aziz, S. Carbonaceous Materials Coated Carbon Fibre Reinforced Polymer Matrix Composites. Polymers 2021, 13, 2771. [Google Scholar] [CrossRef] [PubMed]
- Sathishkumar, T.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Shazed, M.; Suraya, A.; Rahmanian, S.; Salleh, M.M. Effect of fibre coating and geometry on the tensile properties of hybrid carbon nanotube coated carbon fibre reinforced composite. Mater. Des. 2014, 54, 660–669. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive Review on Advanced Sustainable Woven Natural Fibre Polymer Composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Patnaik, P.K.; Swain, P.T.R.; Mishra, S.K.; Purohit, A.; Biswas, S. Recent developments on characterization of needle-punched nonwoven fabric reinforced polymer composites—A review. Mater. Today Proc. 2020, 26, 466–470. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Potential fabric-reinforced composites: A comprehensive review. J. Mater. Sci. 2021, 56, 14381–14415. [Google Scholar] [CrossRef]
- Rahaman, M.; Khastgir, D.; Aldalbahi, A.K. Carbon-Containing Polymer Composites; Springer: Berlin, Germany, 2019. [Google Scholar]
- Saleem, A.; Frormann, L.; Iqbal, A. Mechanical, Thermal and Electrical Resisitivity Properties of Thermoplastic Composites Filled with Carbon Fibers and Carbon Particles. J. Polym. Res. 2006, 14, 121–127. [Google Scholar] [CrossRef]
- Aziz, S.; Rashid, S.A.; Salleh, M.A.M. Theoretical Prediction of CNT-CF/PP Composite Tensile Properties Using Various Numerical Modeling Methods. Fuller. Nanotub. Carbon Nanostruct. 2013, 21, 411–416. [Google Scholar] [CrossRef][Green Version]
- Zaaba, N.F.; Ismail, H.; Saeed, A.M. A Review: Metal Filled Thermoplastic Composites. Polym. Technol. Mater. 2021, 60, 1033–1050. [Google Scholar] [CrossRef]
- Bahari, S.A.; Krause, A. Utilizing Malaysian bamboo for use in thermoplastic composites. J. Clean. Prod. 2015, 110, 16–24. [Google Scholar] [CrossRef]
- Kauly, T.; Keren, B.; Siegmann, A.; Narkis, M. Highly filled thermoplastic composites. II: Effects of particle size distribution on some properties. Polym. Compos. 1996, 17, 806–815. [Google Scholar] [CrossRef]
- Sliwa, F.; El Bounia, N.-E.; Charrier, F.; Marin, G.; Malet, F. Mechanical and interfacial properties of wood and bio-based thermoplastic composite. Compos. Sci. Technol. 2012, 72, 1733–1740. [Google Scholar] [CrossRef]
- Salah, N.; Alfawzan, A.M.; Saeed, A.; Alshahrie, A.; Allafi, W. Effective reinforcements for thermoplastics based on carbon nanotubes of oil fly ash. Sci. Rep. 2019, 9, 20288. [Google Scholar] [CrossRef]
- Liu, Y.-T.; Song, H.-Y.; Yao, T.-T.; Zhang, W.-S.; Zhu, H.; Wu, G.-P. Effects of carbon nanotube length on interfacial properties of carbon fiber reinforced thermoplastic composites. J. Mater. Sci. 2020, 55, 15467–15480. [Google Scholar] [CrossRef]
- Wang, B.; Li, N.; Cheng, S.; Hu, F.; Li, G.; Guo, H.; Liu, C.; Chen, Y.; Jian, X. Thermal conductivity and mechanical properties enhancement of CF/PPBESK thermoplastic composites by introducing graphene. Polym. Compos. 2022, 43, 2736–2745. [Google Scholar] [CrossRef]
- Talapatra, A.; Datta, D. Graphene-reinforced thermoplastic polyurethane nanocomposites: A simulation and experimental study. J. Thermoplast. Compos. Mater. 2019, 34, 143–161. [Google Scholar] [CrossRef]
- Sreenivasulu, B.; Ramji, B.R.; Nagaral, M. A Review on Graphene Reinforced Polymer Matrix Composites. Mater. Today Proc. 2018, 5, 2419–2428. [Google Scholar] [CrossRef]
- Fiedler, B.; Gojny, F.H.; Wichmann, M.H.; Nolte, M.C.; Schulte, K. Fundamental aspects of nano-reinforced composites. Compos. Sci. Technol. 2006, 66, 3115–3125. [Google Scholar] [CrossRef]
- Souza, V.G.L.; Fernando, A.L. Nanoparticles in food packaging: Biodegradability and potential migration to food—A review. Food Packag. Shelf Life 2016, 8, 63–70. [Google Scholar] [CrossRef]
- Lambert, S.; Wagner, M. Microplastics Are Contaminants of Emerging Concern in Freshwater Environments: An Overview; Springer Science and Business Media LLC: Berlin, Germany, 2018; pp. 1–23. [Google Scholar]
- Han, C.; Sahle-Demessie, E.; Varughese, E.; Shi, H. Polypropylene–MWCNT composite degradation, and release, detection and toxicity of MWCNTs during accelerated environmental aging. Environ. Sci. Nano 2019, 6, 1876–1894. [Google Scholar] [CrossRef]
- Han, C.; Zhao, A.; Varughese, E.; Sahle-Demessie, E. Evaluating weathering of food packaging polyethylene-nano-clay composites: Release of nanoparticles and their impacts. NanoImpact 2017, 9, 61–71. [Google Scholar] [CrossRef]
- Zacco, A.; Borgese, L.; Gianoncelli, A.; Struis, R.P.W.J.; Depero, L.E.; Bontempi, E. Review of fly ash inertisation treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Hower, J.C.; Groppo, J.G.; Graham, U.M.; Ward, C.R.; Kostova, I.J.; Maroto-Valer, M.M.; Dai, S. Coal-derived unburned carbons in fly ash: A review. Int. J. Coal Geol. 2017, 179, 11–27. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Dan, A.K.; Bhattacharjee, D.; Ghosh, S.; Behera, S.S.; Bindhani, B.K.; Das, D.; Parhi, P.K. Prospective Utilization of Coal Fly Ash for Making Advanced Materials; Springer: Berlin/Heidelberg, Germany, 2021; pp. 511–531. [Google Scholar] [CrossRef]
- Ghazali, N.; Muthusamy, K.; Wan Ahmad, S. Utilization of Fly Ash in Construction. IOP Conf. Ser. Mater. Sci. Eng. 2019, 601, 012023. [Google Scholar] [CrossRef]
- Xu, G.; Shi, X. Characteristics and applications of fly ash as a sustainable construction material: A state-of-the-art review. Resour. Conserv. Recycl. 2018, 136, 95–109. [Google Scholar] [CrossRef]
- Xie, J.; Zhao, J.; Wang, J.; Wang, C.; Huang, P.; Fang, C. Sulfate Resistance of Recycled Aggregate Concrete with GGBS and Fly Ash-Based Geopolymer. Materials 2019, 12, 1247. [Google Scholar] [CrossRef] [PubMed]
- Lu, Z.; Su, L.; Lai, J.; Xie, J.; Yuan, B. Bond durability of BFRP bars embedded in concrete with fly ash in aggressive environments. Compos. Struct. 2021, 271, 114121. [Google Scholar] [CrossRef]
- Xie, J.; Zhao, J.; Wang, J.; Fang, C.; Yuan, B.; Wu, Y. Impact behaviour of fly ash and slag-based geopolymeric concrete: The effects of recycled aggregate content, water-binder ratio and curing age. Constr. Build. Mater. 2022, 331, 127359. [Google Scholar] [CrossRef]
- Wang, J.; Liu, E. Upcycling waste seashells with cement: Rheology and early-age properties of Portland cement paste. Resour. Conserv. Recycl. 2020, 155, 104680. [Google Scholar] [CrossRef]
- Ondova, M.; Stevulova, N.; Estokova, A. The Study of the Properties of Fly Ash Based Concrete Composites with Various Chemical Admixtures. Procedia Eng. 2012, 42, 1863–1872. [Google Scholar] [CrossRef]
- Garbacz, A.; Sokołowska, J.J. Concrete-like polymer composites with fly ashes—Comparative study. Constr. Build. Mater. 2013, 38, 689–699. [Google Scholar] [CrossRef]
- Anandhan, S. Recent trends in fly ash utilization in polymer composites. Int. J. Waste Resour. 2014, 4, 1000149. [Google Scholar]
- Singla, M.; Chawla, V. Mechanical properties of epoxy resin–fly ash composite. J. Miner. Mater. Charact. Eng. 2010, 9, 199–210. [Google Scholar] [CrossRef]
- Hwang, S.; Jin, S.H.; Kim, Y.; Seo, J.S.; So, J.-I.; Kim, J.; Lee, Y.; Baeck, S.-H.; Shim, S.E.; Qian, Y. Deciphering van der Waals interaction between polypropylene and carbonated fly ash from experimental and molecular simulation. J. Hazard. Mater. 2021, 421, 126725. [Google Scholar] [CrossRef]
- Alghamdi, M.N. Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites. Polymers 2021, 13, 2836. [Google Scholar] [CrossRef]
- Nguyen, K.Q.; Mwiseneza, C.; Mohamed, K.; Cousin, P.; Robert, M.; Benmokrane, B. Long-term testing methods for HDPE pipe—Advantages and disadvantages: A review. Eng. Fract. Mech. 2021, 246, 107629. [Google Scholar] [CrossRef]
- Lin, L.; Argon, A.S. Structure and plastic deformation of polyethylene. J. Mater. Sci. 1994, 29, 294–323. [Google Scholar] [CrossRef]
- Chen, H.; Scavuzzo, R.J.; Srivatsan, T.S. Influence of joining on the fatigue and fracture behavior of high density polyethylene pipe. J. Mater. Eng. Perform. 1997, 6, 473–480. [Google Scholar] [CrossRef]
- Brebu, M. Environmental Degradation of Plastic Composites with Natural Fillers—A Review. Polymers 2020, 12, 166. [Google Scholar] [CrossRef] [PubMed]
- Kablov, E.N.; Kondrashov, S.V.; Yurkov, G.Y. Prospects of using carbonaceous nanoparticles in binders for polymer composites. Nanotechnol. Russ. 2013, 8, 163–185. [Google Scholar] [CrossRef]
- Zhu, D.; Bin, Y.; Matsuo, M. Electrical conducting behaviors in polymeric composites with carbonaceous fillers. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 1037–1044. [Google Scholar] [CrossRef]
- Aziz, S.; Rashid, S.A.; Rahmanian, S.; Salleh, M.A. Experimental evaluation of the interfacial properties of carbon nanotube coated carbon fiber reinforced hybrid composites. Polym. Compos. 2014, 36, 1941–1950. [Google Scholar] [CrossRef]
- Yaqoob, A.A.; Ibrahim, M.N.M.; Ahmad, A.; Reddy, A.V.B. Toxicology and environmental application of carbon nanocomposite. In Environmental Remediation through Carbon Based Nano Composites; Springer: Singapore, 2020; pp. 1–18. [Google Scholar] [CrossRef]
- Petronella, F.; Truppi, A.; Ingrosso, C.; Placido, T.; Striccoli, M.; Curri, M.; Agostiano, A.; Comparelli, R. Nanocomposite materials for photocatalytic degradation of pollutants. Catal. Today 2017, 281, 85–100. [Google Scholar] [CrossRef]
- Pandey, B.; Singh, P.; Kumar, V. Photocatalytic-sorption processes for the removal of pollutants from wastewater using polymer metal oxide nanocomposites and associated environmental risks. Environ. Nanotechnol. Monit. Manag. 2021, 16, 100596. [Google Scholar] [CrossRef]
- Mirsadeghi, S.; Zandavar, H.; Rajabi, H.R.; Sajadiasl, F.; Ganjali, M.R.; Pourmortazavi, S.M. Superior degradation of organic pollutants and H2O2 generation ability on environmentally-sound constructed Fe3O4-Cu nanocomposite. J. Mater. Res. Technol. 2021, 14, 808–821. [Google Scholar] [CrossRef]
- Al-Malack, M.; Bukhari, A.; Al-Amoudi, O.; Al-Muhanna, H.; Zaidi, T. Characteristics of Fly ash Produced at Power and Water Desalination Plants Firing Fuel Oil. Int. J. Environ. Res. 2013, 7, 455–466. [Google Scholar] [CrossRef]
- Wang, X.; Song, K.; Ou, R. Effects of Carbon Black and Titanium Dioxide on Ultraviolet Weathering of Wood Flour-HDPE/Lumber Composites Using Multi-phase Co-extrusion Technology. BioResources 2017, 12, 6173–6186. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alghamdi, M.N. Performance for Fly Ash Reinforced HDPE Composites over the Ageing of Material Components. Polymers 2022, 14, 2913. https://doi.org/10.3390/polym14142913
Alghamdi MN. Performance for Fly Ash Reinforced HDPE Composites over the Ageing of Material Components. Polymers. 2022; 14(14):2913. https://doi.org/10.3390/polym14142913
Chicago/Turabian StyleAlghamdi, Mohammed N. 2022. "Performance for Fly Ash Reinforced HDPE Composites over the Ageing of Material Components" Polymers 14, no. 14: 2913. https://doi.org/10.3390/polym14142913
APA StyleAlghamdi, M. N. (2022). Performance for Fly Ash Reinforced HDPE Composites over the Ageing of Material Components. Polymers, 14(14), 2913. https://doi.org/10.3390/polym14142913